Советы начинающим сварщикам | Статьи «Центр Метиз»
Скачать прайс-лист
21.04.22
Сварка деталей из металла требует определенных знаний, умений и навыков. Все они приходят с практикой. Если вы – начинающий сварщик и не имеете опыта в этой работе, воспользуйтесь приведенными ниже советами.
Каким оборудованием варить
В основе любого вида сварки – поджиг дуги за счет электрического тока. Дуга имеет высокую (до 5000 C) температуру, за счет чего в зоне шва металл расплавляется. Для этого используются трансформаторы и инверторы. Опытный мастер может без труда варить как одним, так и другим аппаратом. Новичкам же трансформатор не рекомендуется по нескольким причинам:
- трудно получить шов, равномерный по глубине провара, ширине и высоте;
- в бытовых условиях может просаживаться напряжение в сети;
- при сварке наблюдается большое количество разбрызгиваемого металла.
Иное дело – инвертор. Компактный и легкий аппарат варит постоянным током, обычно – обратной полярности.
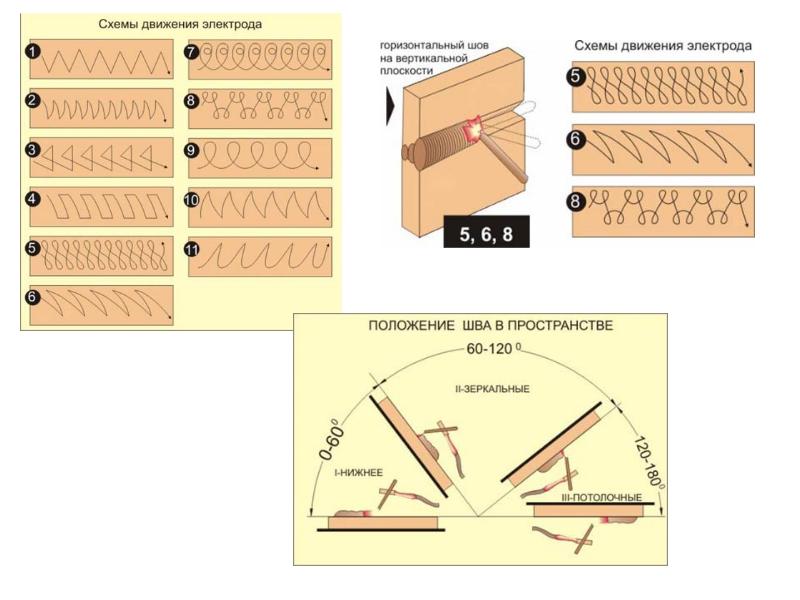
В отличие от трансформатора, на нем сразу можно задать рекомендуемые параметры сварки, исходя из состава металла, диаметра стержня, пространственного положения сварки.
 В отличие от трансформатора, на нем сразу можно задать рекомендуемые параметры сварки, исходя из состава металла, диаметра стержня, пространственного положения сварки.
В отличие от трансформатора, на нем сразу можно задать рекомендуемые параметры сварки, исходя из состава металла, диаметра стержня, пространственного положения сварки.Благодаря инвертору можно оценить несколько плюсов:
- электродуга горит мягко и стабильно;
- выделяется минимальное количество брызг;
- шов проваривается одинаково по всей длине;
- шов получается равномерным по ширине и высоте;
- как правило, отсутствуют перебои с напряжением в сети.
Неопытный сварщик может воспользоваться различными опциями инвертора. В современных моделях их может быть несколько. Так, при изменении параметров силы тока можно использовать функцию «форсаж дуги» – она поддерживает стабильное горение дуги. Также у многих аппаратов есть функция «антиприлипание» – благодаря ей исключаются риски прилипания электрода к наплавляемому металлу.
Для первых опытов в сварке лучше всего взять электрод диаметром 2–3 мм. Чтобы избежать прожига изделия, лучше, если его толщина будет минимум 4–5 мм. Варят на предельно короткой или короткой дуге (длина не более 3 мм).
Чтобы избежать прожига изделия, лучше, если его толщина будет минимум 4–5 мм. Варят на предельно короткой или короткой дуге (длина не более 3 мм).
С каких электродов лучше начинать новичку
В бытовой сварке чаще всего используются электроды с основным или рутиловым покрытием. Ими можно варить подавляющее большинство сталей и сплавов. Лучше всего, если не имеющий опыта новичок воспользуется стержнями с рутиловой обмазкой, и вот почему:
- рутиловые электроды отлично варят по металлу со следами влаги, окалины, ржавчины или загрязнений – сварка основными электродами требует тщательной очистки металлической поверхности;
- дуга мгновенно разжигается и стабильно горит в любом пространственном положении;
- легко производится повторный поджиг – при работе с основными электродами с ним возникают проблемы;
- разбрызгивается малое количество металла;
- ровный, аккуратный шов получает высокую ударную прочность.
К тому же, именно рутиловые электроды выделяют при сварке минимум токсичных веществ.
Ими можно варить и в помещениях. Наиболее известные марки, которые отлично подойдут новичкам, – ОК-46 и МР-3.
Настраиваем инвертор
Перед тем, как начать сварочные работы, на инверторе необходимо настроить силу тока. Этот параметр зависит от диаметра электродного стержня и от того, в каком пространственном положении выполняется сварка. В помощь можно взять соответствующие таблицы. Также может помочь негласное правило, которым пользуются сварщики: если диаметр стержня увеличивается на 1 мм, соответственно на 30 ампер возрастает сила тока. То есть, если вы берете электрод диаметром 2 мм, сила тока должна быть 60–70 ампер, а при диаметре 4 мм – 120–130 ампер. С опытом параметры можно будет настраивать индивидуально.
Поджиг и сварка
Разжигать дугу можно двумя способами: легким чирканьем электрода о поверхность свариваемого металла или легким постукиванием.
- После поджига держите стержень на короткой дуге – в 2–3 мм от поверхности.
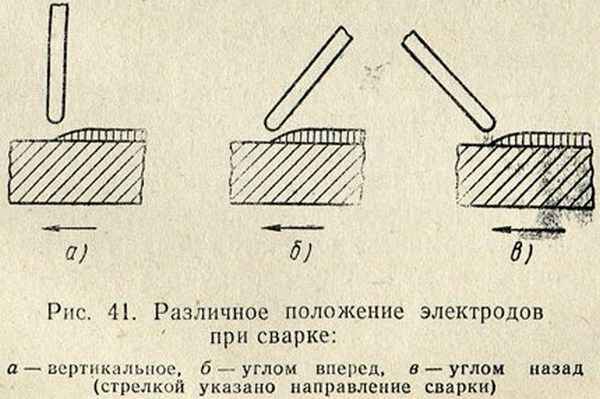
- Сварка выполняется при угле наклона стержня вперед на уровне 30–60 градусов.
- Перед заваркой изделий сплошным швом желательно сделать пару-тройку точечных швов – прихваток.
По завершении сварки возьмите молоток и, легко постукивая по шву, сбейте шлаковую корку.
Защитная амуниция
Не стоит забывать о безопасности во время работ. Для сварки нужно купить защитную маску или щиток, перчатки или краги, защитную куртку, штаны и закрытую обувь. Все части тела должны быть полностью закрыты, чтобы избежать попадания брызг металла. Для защиты лица и глаз лучше всего приобрести маску, которая называется «хамелеон». Стоит она немного дороже, чем обычная, но у нее есть важный плюс: маска автоматически затемняется, когда разжигается дуга, а после работ стекло вновь становится светлым.
Купить электроды самых различных марок, в том числе с рутиловым покрытием, вы можете в компании «Центр Метиз». У нас представлена сертифицированная продукция ведущих российских и зарубежных производителей.
Смотрите также
Отзывы Оставить отзыв
< Вернуться к списку статей
Электросварка для начинающих: делаем первые шаги вместе
Как ни крути, на даче без сварочных работ не обойтись: то лаги у забора поправить, то калитку сварить, то водопровод отремонтировать. Не везде и не у всех в фаворе пластик (хотя пластиковые трубы тоже можно варить). Лично мне, чтобы приварить новые петли к старым воротам, пришлось вытаскивать себе в гости друга со сваркой. Посидели мы, конечно, хорошо, но такие мелкие работы все-таки лучше делать самому. С чего начать, если хочешь научиться сваривать металл?
Не везде и не у всех в фаворе пластик (хотя пластиковые трубы тоже можно варить). Лично мне, чтобы приварить новые петли к старым воротам, пришлось вытаскивать себе в гости друга со сваркой. Посидели мы, конечно, хорошо, но такие мелкие работы все-таки лучше делать самому. С чего начать, если хочешь научиться сваривать металл?
Надоело звать знакомых, чтобы сделать элементарные работы
Начнем с выбора сварочного аппарата
Это было первое, о чем я задумался. Какой аппарат и какую маску купить для реализации моих задумок? А планы были грандиозные — давно хотел сварить мангал из старого бака, стол из металлического профиля и пару металлических табуреток. С этими мыслями заехал за какой-то ерундой в ОБИ и наткнулся на распродажу компактных сварочных аппаратов Wert. Аппарат в комплекте с маской «хамелеон» стоил чуть больше трех тысяч. Я планировал потратить тысячи две на маску и тысяч пять на сварочный аппарат. Поэтому купил комплект за такие деньги не раздумывая.
Итак, чтобы начать варить, мне понадобились:
- сварочный аппарат,
- маска,
- рабочие руковицы (желательно руковицы сварщика, они у меня уже были),
- электроды.
Аппаратик Wert очень компактный, в комплекте идет плечевой ремень. В описании было указано, что подойдут электроды до 4 мм в диаметре. Фото автора
Какие купить электроды?
Я перезвонил другу, который умел неплохо варить, и проконсультировался. Он посоветовал купить универсальные электроды с рутиловым покрытием марки АНО. Для начинающего сварщика они хороши тем, что легко зажигаются и ими можно варить в любом положении. При сварке этими электродами металл меньше разбрызгивается, шлак легко отходит, ими можно работать с плохо зачищенными поверхностями. Для бытовой сварки рекомендуются электроды толщиной 2-4 мм. Я собирался варить тонкий металл и купил пару пачек электродов толщиной 2,5 мм.
О технике безопасности
- Работать следует в защитной маске и сварочных рукавицах. Маску в процессе работ не снимать!
- Надевать негорючую одежду и обувь. Идеально подойдут брезентовая куртка и кирзовые сапоги.
- Сварочные работы рекомендуется проводить подальше от деревянных построек. Я варил мангал на улице в 10 метрах от дома.
Первый опыт сварки
Первое, что я сделал перед работой, — это сварочный стол. На него пошел обрезок старого мебельного щита, который давно жил на даче. Про него вообще можно отдельную историю написать. Щит установил на толстое полено перед домом, чтобы 10-метровый удлинитель дотягивался до сварочного аппарата. Заготовки фиксировал струбцинами.
Подключил сварочный аппарат к розетке через 10-метровый удлинитель (2 кВт). Но я считаю, что лучше взять удлинитель короче и мощнее. Честно говоря, мне за ним было лень идти в сарай. Подключаем провод массы и держатель электрода к аппарату. Второй провод массы крепим к заготовке. Сзади аппарата находится выключатель. Нажимаем его и ждем пару минут, чтобы аппарат прогрелся.
Второй провод массы крепим к заготовке. Сзади аппарата находится выключатель. Нажимаем его и ждем пару минут, чтобы аппарат прогрелся.
Какой ток установить? Начинаем с того значения, которое указано на упаковке с электродами. Ручка регулировки тока находится на передней панели сварочного аппарата. Теперь можно зажечь дугу.
Возникает резонный вопрос: куда подключать «плюс» и «минус»? В принципе, варить можно при любом варианте. Но при подключении «плюса» к свариваемым деталям металл прогревается лучше. В моем случае, когда идет сварка тонкостенного профиля, к заготовке лучше подключить «минус», а на электрод — «плюс». Так вероятность прожечь заготовку будет меньше.
Первые заготовки из металлического профиля варил на таком сварочном столе. Понимания волшебного заклинания «держать ванну» не было пока никакого. Фото автора
Потренировался я явно мало, но руки уже чесались попробовать сварить что-нибудь нужное. Начал с табуретки из квадратной трубы 25 мм на 25 мм с толщиной стенки 1,5 мм. Немного поэкспериментировал с разными токами. На 80 А труба легко прожигалась. Пришлось научиться дырки заваривать. Уменьшил ток до 70 А — дырок стало меньше.
Немного поэкспериментировал с разными токами. На 80 А труба легко прожигалась. Пришлось научиться дырки заваривать. Уменьшил ток до 70 А — дырок стало меньше.
Аппаратик вроде как держал дугу. К сожалению, не замерял ток, который он выдавал. Фото автора
Порадовала маска хамелеон: стекло в ней темнеет, когда появляется искра. Я несколько лет назад пробовал варить в маске старого образца. В ней я вообще ничего не видел и забросил это дело.
Были некоторые сомнения, что аппарат выдает именно установленный ток. Но дуга зажигалась, и аппарат держал дугу. Сварив три табуретки, начал ощущать, что я приобретаю навык.
Табуретки с металлическим основанием. Сидение сделано из 18-миллиметровой фанеры. Фото автора
После трех табуреток замахнулся сварить мангал из старого баллона — тут особого искусства не понадобилось: надо было приварить ножки к баллону. Потом сварил еще пару табуреток.
Новый мангал из старого, ржавого баллона. Фото автора
Фото автора
Инструкция от профи
В процессе сварки я пытался следовать рекомендациям бывалого сварщика Ивана. На мой взгляд, они очень толковые.
Как вставить электрод в держатель?
Если при сварке на столе вы зажимаете электрод в держатель под 90°, то он начинает плавиться. При коротком электроде ручка будет упираться в стол или в заготовку, и это вынудит вас поменять угол сварки.
На коротком электроде ручка начинает мешать удерживать угол. Фото с канала «100 ампер»
Этого можно избежать, зажав электрод в держатель под углом 45°.
Электрод зажат под углом 45° — ручка уже не мешает. Фото с канала «100 ампер»
Тут вы спокойно удерживаете электрод под нужным углом до конца, и ручка не будет вам мешать.
Как правильно варить?
Электрод нужно удерживать на минимальном расстоянии от заготовки. Свариваем углом назад (на себя), делая электродом движение змейкой.
Двигаем электрод змейкой, пытаемся удержать его на минимальном расстоянии. Фото с канала «100 ампер»
Немного задерживаем электрод в крайних точках, прогревая металл.
Схема движения электродом. Фото с канала «100 ампер»
Рекомендуемый угол наклона электрода — 65°. Наклон необходим, чтобы отгонять шлак. В принципе, можно варить и под углом 90°.
Электрод держим с наклоном 65°. Шов получается идеальным. Фото с канала «100 ампер»
Вести электрод на длинной дуге не рекомендуется, она должна быть минимальной. (Дуга — это расстояние между электродом и заготовками).
Стараемся удерживать минимальное расстояние. Фото с канала «100 ампер»
Идеально удерживать расстояние около миллиметра, но тут все, конечно, зависит от руки сварщика. Во процессе сварки расстояние, естественно, гуляет: то увеличивается, то уменьшается. Мастерство сварщика и заключается в том, чтобы стабильно удерживать электрод на минимальном расстоянии.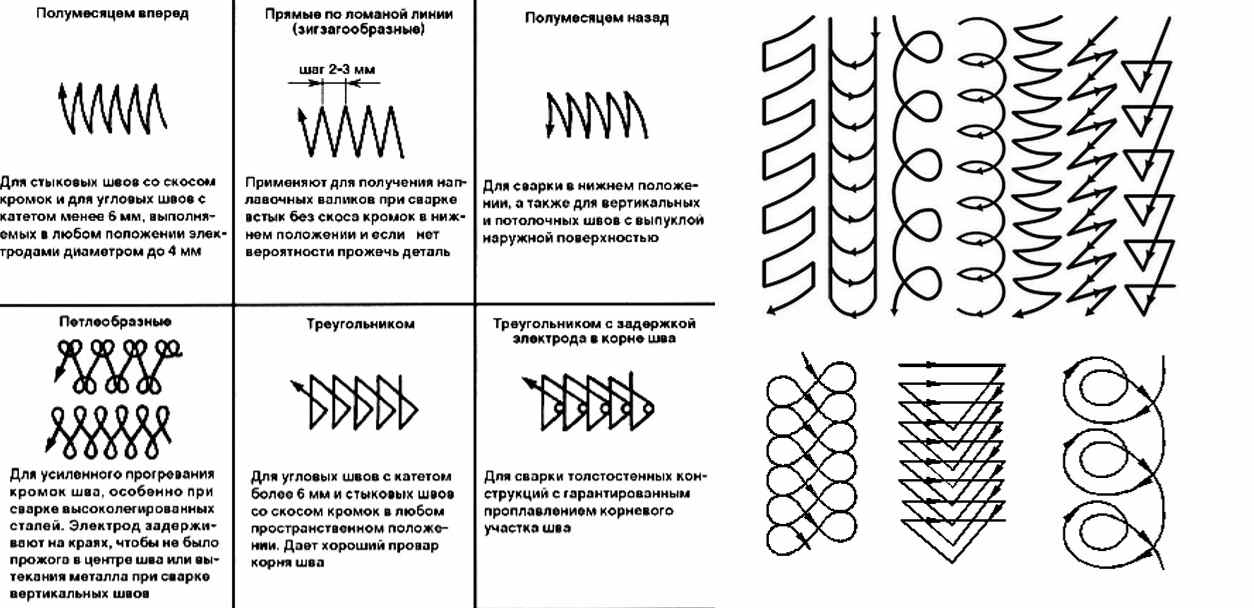 Если увеличить расстояние, например, до 5 мм, дуга начнет обрываться, и шов будет неровный.
Если увеличить расстояние, например, до 5 мм, дуга начнет обрываться, и шов будет неровный.
В принципе, можно вести электрод и углом вперед, но так еще сложнее удерживать минимальное расстояние.
Если сделать совсем острый угол — положить электрод на 30°, — то дуга будет греть металл на меньшую глубину, и большая часть тепла уйдет на сам шов.
При остром угле наклона электрода металл проваривается на меньшую глубину. Фото с канала «100 ампер»
Вариант сварки с острым углом очень пригодится вам при сварке тонкостенных деталей (например, из профильной трубы с толщиной стенки 1,5 мм).
Свариваем тонкостенную трубу. Фото с канала «100 ампер»
При сварке с острым углом вероятность прожечь трубу значительно меньше. Электрод тройка — ток 65 ампер.
Результат налицо. Фото с канала «100 ампер»
Собственно, на этом хитрости заканчиваются, все остальное — дело практики. Чтобы сделать такой шов, мне еще долго надо тренироваться. Но свои задумки я реализовал — и мангал из старого баллона сварил, и новый стол для кухни, и табуретки уже год в эксплуатации. Поэтому смело говорю, что сварить профильную трубу уже могу!
Но свои задумки я реализовал — и мангал из старого баллона сварил, и новый стол для кухни, и табуретки уже год в эксплуатации. Поэтому смело говорю, что сварить профильную трубу уже могу!
А по эксплуатации аппарата Wert есть претензия — на второй сезон у него отвалился зажим массы. Почитал отзывы — и выяснил, что у каждого второго пользователя этот дефект был. Что ж, не так обидно.
Типы сварочных электродов: что это такое и как они используются?
08 декабря, 22 14:38 · Оставить комментарий · Peter Germanese
При сварке необходимо учитывать расходные материалы. Некоторые из различных видов сварки требуют использования плавящихся сварочных прутков. Эти сварочные стержни, также известные как электроды, необходимы для получения чистых, прочных и законченных сварных швов. Проблема в том, что существует множество различных видов сварочных прутков. Как узнать, какой из них выбрать для вашего проекта?
Ниже мы обсудим эти типы стержней и их преимущества в ваших сварочных проектах.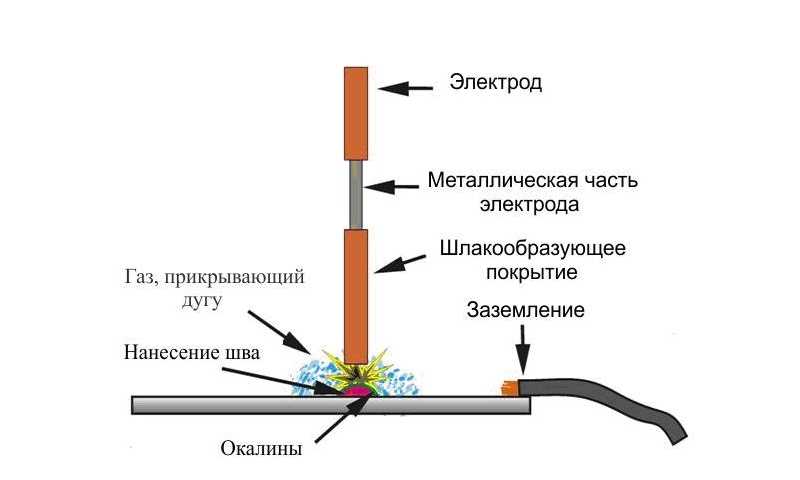
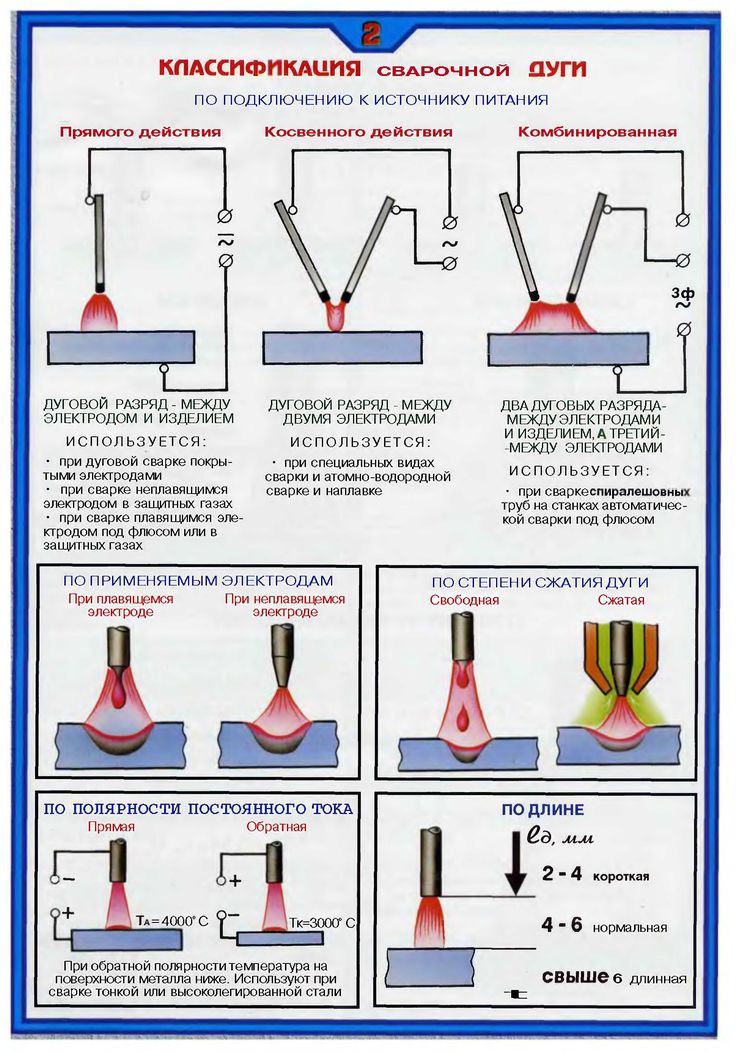
Первая важная информация — узнать, какие электроды используются в вашей установке MIG или TIG: расходуемые или нерасходуемые электроды.
- Как правило, в таких процессах, как сварка электродами и сварка MIG, используются плавящиеся электроды. Для сравнения, при сварке TIG
- используются неплавящиеся электроды, но в дополнение к электроду требуется присадочный стержень.
Это различие жизненно важно, поскольку большинство видов сварки состоят из трех элементов. Эти три элемента представляют собой соединяемые детали и присадочный металл для обеспечения соединения. В этих сварочных процессах интенсивное тепло от электрической дуги расплавляет металл обеих соединяемых частей и добавляет присадочный металл, чтобы дать ему больше материала для сплавления в сплошной сварной шов.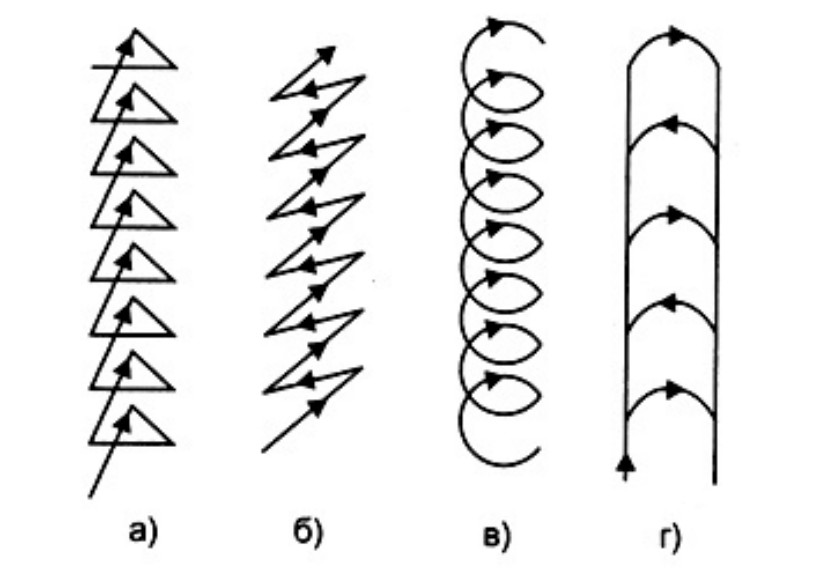
При сварке стержнем, MIG и подобных процессах сам электрод изготавливается из присадочного материала и вплавляется, часто вместе с флюсом, в соединение во время сварки. При сварке TIG электрод обеспечивает ток, но для придания ему дополнительной прочности требуется вторичный стержень из присадочного металла. Этот наполнительный стержень является расходным материалом.
Почему тип металла важенХотя технически вы можете взять любой старый присадочный стержень, который подходит для вашей сварочной установки, вы должны выбрать правильный стержень, чтобы избежать проблем. Выбор неправильного присадочного металла приводит к всевозможным проблемам; ржавчина и коррозия, включения и разрывы, слабость в соединениях или вокруг сварного шва или другие источники разрушения.
Представьте себе деревянную дверь с прочным засовом. Пробить засов сложно или невозможно, но было бы легко сломать дверную раму, в которую вставлен замок с достаточной силой. Так и со сваркой; даже выбор прочного присадочного металла не поможет, если окружающий металл не подходит и ломается под нагрузкой.
Так и со сваркой; даже выбор прочного присадочного металла не поможет, если окружающий металл не подходит и ломается под нагрузкой.
Существует множество различных видов электродов или присадочных стержней, потому что существует множество различных материалов, которые вы можете захотеть соединить вместе. Присадочные стержни чаще всего изготавливаются из разных видов стали, но могут быть и из других металлов, включая алюминий и бронзу, в зависимости от потребностей сварщика.
Список можно продолжать и продолжать, но одно можно сказать наверняка: если вы не знаете, с каким металлом вы работаете, скорее всего, вы еще не знаете, какой тип сварочной проволоки использовать.
Что следует учитывать при выборе сварочной проволокиПри выборе сварочной проволоки для любого проекта необходимо учитывать множество факторов.
Первым и наиболее важным фактором является соединяемые материалы. Как упоминалось выше, ваш присадочный металл должен соответствовать вашим основным материалам. Выбор неправильного наполнителя приведет ко всему: от прожога до ослабления сварных швов и нефункционального соединения.
Выбор неправильного наполнителя приведет ко всему: от прожога до ослабления сварных швов и нефункционального соединения.
Во-вторых, позиция может иметь значение. Когда это возможно, идеально сначала повернуть материалы, чтобы вы работали на плоской горизонтальной поверхности для сварки. Если это невозможно, и вы должны сваривать в вертикальном или потолочном положении, некоторые присадочные материалы не будут работать. Вместо того, чтобы скапливаться и охлаждаться, материалы могут стекать со шва и еще больше повреждать поверхность.
В-третьих, могут быть внешние требования для конкретных наполнителей в конкретных приложениях. Они могут поступать из многих источников. Например, в отраслевых нормах могут быть указаны определенные материалы, используемые в данном приложении, либо по их химическим или физическим свойствам, либо по их прочности. Сварка в строительстве, например, должна быть надежной из соображений безопасности, тогда как сварка в художественных проектах может не иметь каких-либо правил.
В-четвертых, защитный газ, используемый для сварки , также имеет значение. В частности, различная плотность CO2 в вашем защитном газе может иметь существенное значение, намеренно или нет. Выбор газа важен, потому что некоторые газы реагируют с определенными металлами, что может повредить сварной шов, если эта реакция присутствует.
Все это необходимо учитывать при выборе сварочной проволоки, поскольку разные проволоки имеют разные свойства. Так как же определить, какой стержень для чего полезен?
Расшифровка кодов сварочных электродовСварочные электроды классифицируются по их свойствам и им присваивается буквенно-цифровой код. Этот код состоит из одной или двух букв, за которыми следуют четыре или пять цифр. Каждый имеет значение.
Первый код — это буква. Большинство сварочных стержней начинаются с буквы E, что означает электрод и указывает на то, что стержень является токоведущим электродом. R означает, что это сварочный стержень из присадочного материала, но не электрод.
Далее у вас есть первые две или три цифры номера. Если число состоит из пяти цифр (например, E10018), то первые три цифры являются значащими. Если общее число состоит из четырех цифр (например, E6010), то первые две цифры имеют значение.
Эти цифры указывают емкость или предел прочности материала на растяжение и выражены в тысячах фунтов на квадратный дюйм или тысячах фунтов на квадратный дюйм. Таким образом, E6010 имеет прочность 60 000 фунтов на квадратный дюйм, а E10018 — 100 000 фунтов на квадратный дюйм. Наиболее распространенные стальные сварочные стержни обычно имеют диаметр 60 или 70,9.0003
Следующий одиночный номер обычно представляет собой 1, 2 или 4. Этот номер указывает позицию материала, который можно использовать при сварке. Помните, выше мы упоминали, что положение имеет важное значение и что некоторые материалы будут оставаться горячими слишком долго и будут капать с потолочных или вертикальных сварных швов. Эта цифра является номером, который определяет эту информацию. «1» означает, что вы можете использовать стержень в любом положении. «2» означает, что вы можете использовать его только для плоской или горизонтальной сварки, а «4» означает, что вы можете использовать стержень для плоской, горизонтальной, вертикальной или потолочной сварки. «3» указывает на материал только для вертикального размещения, но обычно его не видно.
Эта цифра является номером, который определяет эту информацию. «1» означает, что вы можете использовать стержень в любом положении. «2» означает, что вы можете использовать его только для плоской или горизонтальной сварки, а «4» означает, что вы можете использовать стержень для плоской, горизонтальной, вертикальной или потолочной сварки. «3» указывает на материал только для вертикального размещения, но обычно его не видно.Окончательное число будет где-то между 0 и 8 включительно. Этот номер указывает две вещи: покрытие стержня (флюс) и какой ток можно использовать на нем. Иногда вместо одной используются две последние цифры.
Вот пример того, что вы можете увидеть:
- X0 — Флюс натрия с высоким содержанием целлюлозы
- X1 – Калийный флюс с высоким содержанием целлюлозы
- X2 – Натриевый флюс с высоким содержанием титана
- X3 – Флюс с высоким содержанием титана и калия
- X4 – железный порошок и флюс титана
- X5 – Натриевый флюс с низким содержанием водорода
- X6 – Калийный флюс с низким содержанием водорода
- X7 – Флюс с высоким содержанием оксида железа, железный порошок
- X8 – флюс с низким содержанием водорода, калий, железный порошок
- 10 – То же, что и X0
- 11 – То же, что и X1
- 22 – Флюс с высоким содержанием оксида железа
- 28 – То же, что и X8
Содержание потока также определяет, должен ли он быть AC, DC+, DC- или DC±. Эта информация обычно находится на упаковке сварочных электродов и может быть найдена в таблицах, подобных этой.
Эта информация обычно находится на упаковке сварочных электродов и может быть найдена в таблицах, подобных этой.
Другим фактором, который вам может понадобиться, является толщина покрытия флюса на вашем электроде. На это измерение указывает коэффициент покрытия, который представляет собой отношение диаметра стержня к диаметру покрытия. Есть некоторая погрешность, но три диапазона сосредоточены вокруг этих значений:
- Свет: Коэффициент покрытия около 1,25
- Среда: Коэффициент покрытия около 1,45
- Heavy: Коэффициент покрытия 1,6-2,2.
Стержни со светлым покрытием производят меньше защитного газа и более подвержены образованию шлака и включений. Следовательно, они менее широко рекомендуются для многих применений, особенно для тех, где чистота и прочность имеют первостепенное значение.
Стержни со средним покрытием можно использовать в любом положении, и с них легче удалить шлак, чем со многих других типов. Они часто используются в крупномасштабных проектах, таких как морское бурение, сварка трубопроводов и строительство мостов, среди прочего. Они также распространены для любительских приложений.
Они часто используются в крупномасштабных проектах, таких как морское бурение, сварка трубопроводов и строительство мостов, среди прочего. Они также распространены для любительских приложений.
Стержни с толстым покрытием гарантируют надежную защиту сварного шва и превосходные результаты. Они используются везде, где необходима исключительная чистота, но во многих ситуациях являются излишними.
Цветовые коды вольфрамовых электродовДругим фактором, с которым вы можете столкнуться, является цветовая кодировка стержней. Это неплавящиеся вольфрамовые электроды, используемые при сварке TIG.
Они бывают четырех основных разновидностей:
- Зеленый — чистый вольфрам.
- Желтый представляет собой вольфрам с содержанием тория около 1%.
- Красный представляет собой вольфрам с содержанием тория около 2%.
- Коричневый представляет собой вольфрам с некоторым процентным содержанием циркония, от 0,3% до 5%.
Хотя вы можете увидеть и другие, например:
- Голубой — это вольфрам с содержанием тория около 0,5%.
- Фиолетовый — это вольфрам с содержанием тория около 3%.
- Оранжевый представляет собой вольфрам с содержанием тория около 4%.
- Белый представляет собой вольфрам с содержанием циркония около 0,75%.
- Черный состоит из вольфрама с содержанием лантана около 1%.
- Золото — это вольфрам с содержанием лантана около 1,5%.
- Темно-синий представляет собой вольфрам с содержанием лантана около 2%.
- Серый — это вольфрам с содержанием лантана около 2%.
- Бирюза представляет собой нестандартизированный вольфрам с различными смешанными оксидами.
- Фиолетовый также представляет собой нестандартизированный вольфрам с различными смешанными оксидами.

Существуют также угольные электроды, но процесс угольной дуговой сварки в настоящее время редко используется, за исключением очень специфических военных применений. Это устаревший процесс, который создает более обширные дуги, которые труднее контролировать.
Самые популярные типы сварочных электродовСварка обычно осуществляется по правилу 80/20. То есть 80 % вашей сварки будет выполняться с использованием 20 % ваших стержней. На самом деле, учитывая огромное количество возможных нишевых удилищ, это больше похоже на правило 99/1. В большинстве процессов дуговой сварки в повседневном использовании обычно используется всего около шести стержней.
Это:
E6010. Среди самых популярных электродов требуется постоянный ток и узкая дуга. Они распространены при сварке стали, требующей глубокого проплавления, например, в судостроении, стальных резервуарах для хранения и других крупномасштабных применениях.
E6011. Они аналогичны E6010, но также могут использоваться с переменным током. Это один из наиболее распространенных электродов для сварки толстых материалов, с немного большей свободой действий и простотой использования, чем E6010. Их основной недостаток заключается в том, что их сварные швы имеют тенденцию быть более плоскими и оставляют волны, поэтому они могут быть не такими эстетичными, как другие сварные швы.
E6012. Эти сварочные электроды поддерживают как переменный, так и постоянный ток и идеально подходят для сварки с минимальным разбрызгиванием и образованием шлака. Они создают стабильную дугу и отлично подходят для неглубокого провара. Как таковые, они лучше всего подходят для ремонта, косметических, некритических сварных швов и сварных швов определенных материалов, таких как окисленная углеродистая сталь. Они также производят толстые сварные швы, которые могут нуждаться в последующей очистке.
E6013. Еще один из самых популярных электродов, этот состав прост в использовании и дает очень мало брызг. Он обычно используется при сварке со средним проплавлением и для материалов средней толщины. Это также хорошо подходит для коротких серий и нескольких сварных швов, когда необходима согласованность между сварными швами во время изменения положения.
Он обычно используется при сварке со средним проплавлением и для материалов средней толщины. Это также хорошо подходит для коротких серий и нескольких сварных швов, когда необходима согласованность между сварными швами во время изменения положения.
E7018. Возможно, самый популярный электрод, это один из лучших универсальных стержней, который входит в комплект каждого сварщика. Он в основном используется для сварки низко- и среднеуглеродистой стали и может обеспечить значительно более прочный сварной шов, чем любой из стержней E60XX. Покрытие флюса на стержне также важно для предотвращения включений в самом сварном шве. E7018 встречается во многих видах строительных и других столярных изделий.
E7024. Этот стержень использует флюс с высоким содержанием железа, что делает его очень быстрым при нагреве и осаждении. Эта характеристика делает его идеальным для быстрых, высокоскоростных сварных швов, но есть риск возникновения проблем, если ваш процесс слишком медленный. Они также идеально подходят для гладких, плоских или волнистых готовых сварных швов.
Они также идеально подходят для гладких, плоских или волнистых готовых сварных швов.
Все это только царапает поверхность электродов и сварочных прутков. Есть много, много других удилищ, многие из которых имеют конкретное назначение. В проектных спецификациях, отраслевых нормах или директивах часто указываются отдельные стержни, необходимые для отдельных проектов. Большую часть этого не нужно запоминать, хотя знание основ классификации удилищ может дать вам немедленное представление о том, с чем вы работаете.
Помните также, что речь идет в первую очередь о сварочных стержневых электродах. Наполнительные стержни могут иметь другие номера для их идентификации. Например, алюминиевые присадочные стержни имеют числовые коды для указания алюминиевого сплава, используемого в стержне, чтобы вы могли максимально точно сопоставить его с соединяемыми материалами.
Кроличья нора глубока, и всегда есть чему поучиться, даже у опытных ветеранов сварки. Не стесняйтесь обращаться к нам с вопросами о том, какие стержни идеально подходят для ваших проектов или требований к сварочному оборудованию. Мы рады помочь.
Не стесняйтесь обращаться к нам с вопросами о том, какие стержни идеально подходят для ваших проектов или требований к сварочному оборудованию. Мы рады помочь.
Как научиться сварке ВИГ для начинающих
Новичкам в сварке предстоит освоить множество различных методов, включая сварку электродом, сварку МИГ и сварку ВИГ. Большинство новичков придерживаются сварки MIG или дуговой сварки, потому что ее легче освоить, если вы новичок в этом ремесле, но у сварки TIG есть свои преимущества. Начинающему сварщику легко научиться сварке TIG, если вы будете следовать правильным шагам.
Чтобы научиться сварке TIG, сначала необходимо понять различия между этим типом сварки и другими типами, такими как сварка MIG или сварка электродами. Затем разберитесь со сварочным аппаратом TIG и начните использовать его для небольших проектов.
Мы подготовили более подробные инструкции по обучению сварке TIG, поэтому продолжайте читать, чтобы узнать больше.
Содержание
1
Что такое сварка TIG?
Прежде чем прикасаться к сварочному аппарату TIG, следует понять, что это за вид сварки.
Сварка ВИГ или сварка вольфрамовым электродом в среде инертного газа — это тип сварки, при котором для зажигания дуги используется вольфрамовый неплавящийся электрод. Инертный газ — это тип газа, который создает защитный экран вокруг металла.
Сварка ВИГ популярна в производстве, среди профессиональных сварщиков и даже среди некоторых любителей, которые ценят деликатные свойства процесса сварки.
Как работает сварка TIG?
Сварка ВИГ работает так же, как и другие сварочные аппараты. Электрод создает электрическую дугу между сварочным аппаратом и металлом. Тепло от этой дуги плавит металл, создавая сварочную ванну. Инертный газ создает вокруг сварного шва защитный экран, предотвращающий окисление расплавленного металла.
Однако сварка ВИГ немного сложнее, чем другие виды сварки. Сначала вы зажигаете дугу, обычно ударяя ею о поверхность, как спичкой. Как только вы нажмете на дугу, вы одной рукой держите дугу близко к поверхности и перемещаете ее вдоль сустава.
Другой рукой вы вставляете присадочный металлический стержень. Поскольку в сварочном аппарате TIG используется неплавящийся электрод, вам необходимо получить металл для сварочной ванны откуда-то еще. Наконец, вы используете ножную педаль для непрерывного контроля длины дуги и мощности, подаваемой на сварочный аппарат.
Сварка ВИГ немного сложнее , чем сварка МИГ или сварка электродом, поскольку для управления аппаратом необходимо использовать обе руки и ногу. Вы также должны сами согласовать материал наполнителя. Требуется время, чтобы освоить эту координацию, особенно если вы новичок, но как только вы это сделаете, вы сразу же приступите к сварке TIG.
Когда следует выбирать сварку ВИГ
Если сварка ВИГ настолько сложна, у вас может возникнуть вопрос, зачем вообще нужно ее изучать. Правда в том, что сварка TIG намного лучше, чем другие виды сварки для определенных применений. Вот некоторые ситуации, когда сварка TIG является лучшим выбором:
- Сварка тонких металлов, таких как металлы, используемые в медицинском оборудовании
- Сварка труб
- Сварка сложных объектов, таких как самолеты, автомобили и космические корабли
С какими металлами работает сварка ВИГ?
Сварка ВИГ подходит практически для всех видов сварки.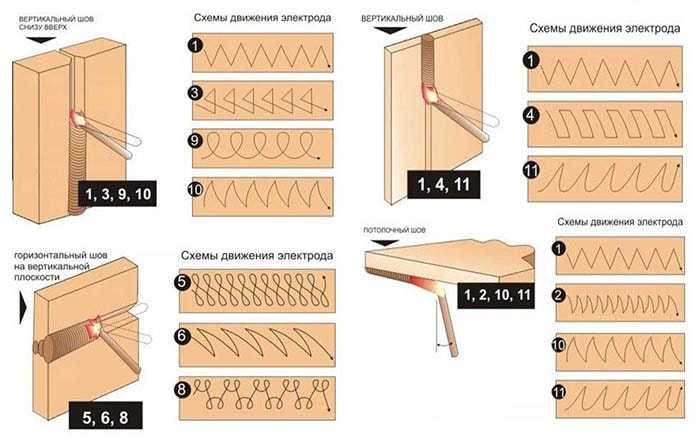 Однако есть определенные металлы, для которых лучше всего подходит сварка TIG. Например, сварка ВИГ — лучший выбор для цветных металлов, то есть металлов, не содержащих железа.
Однако есть определенные металлы, для которых лучше всего подходит сварка TIG. Например, сварка ВИГ — лучший выбор для цветных металлов, то есть металлов, не содержащих железа.
Here is a list of metals you can use TIG welding for:
- Steel
- Stainless steel
- Aluminum
- Bronze
- Copper
- Titanium
- Magnesium
- Nickel and its alloys
- Precious metals such как золото
Как научиться сварке ВИГ
Сварка ВИГ заполняет нишу в вашей мастерской, которую не могут удовлетворить другие виды сварки, такие как сварка МИГ и сварка электродом. Возможно, вам будет очень интересно изучить эту новую технику сварки, чтобы реализовать свое мастерство сварки.
Однако изучать сварку TIG в одиночку не следует. Либо возьмите семинар или класс в местной технической школе, либо подмастерье у мастера-сварщика.
Есть несколько причин, по которым вам не следует изучать сварку TIG из онлайн-учебников и видеороликов, поскольку именно так вы могли бы освоить другие методы сварки. Сварка TIG намного сложнее, чем другие методы. Это требует уровня координации, которого у вас нет, если все, что вы делали раньше, это сварка MIG или дуговая сварка. Научиться этим скоординированным движениям самостоятельно намного сложнее, чем учиться у профессионала.
Сварка TIG намного сложнее, чем другие методы. Это требует уровня координации, которого у вас нет, если все, что вы делали раньше, это сварка MIG или дуговая сварка. Научиться этим скоординированным движениям самостоятельно намного сложнее, чем учиться у профессионала.
Другая причина – безопасность. Поскольку сварка TIG намного сложнее, чем другие виды сварки, вероятность того, что вы случайно поранитесь, намного выше. Безопаснее изучать сварку TIG в контролируемой среде, где профессионал может остановить вас, если вам покажется, что вы на пути к травме.
Наконец, установки для сварки TIG намного сложнее, чем установки для сварки MIG или дуговой сварки. Чтобы сварочный аппарат работал должным образом и соблюдал правила безопасного использования сварки TIG, в вашей мастерской должны быть определенные условия. Оснастить домашнюю мастерскую своими руками для правильной сварки TIG сложно и дорого с логистической точки зрения. Кроме того, нет смысла прилагать усилия, если вы даже не знаете, нравится ли вам сварка TIG.
По всем этим причинам, если вы хотите попробовать сварку TIG, лучше всего обратиться к профессионалу, который вас научит. Если у вас есть профессиональный инструктаж, вам будет легче превратить сварку TIG в работу, если хотите.
Как сварить ВИГ
Ниже приведены основные этапы сварки ВИГ. Помните, если вы никогда раньше этого не делали, сначала поучитесь у профессионала. Не просто следуйте инструкциям, изложенным в этом посте.
1. Подготовьте установку
Убедитесь, что в сварочный аппарат TIG вставлен правильный электрод. Отшлифуйте электрод до острия, так как большинство электродов имеют закругленный кончик, когда вы их впервые открываете, а это менее точно. Вставьте электрод в цангу, которая является держателем для электрода.
После того, как ваш электрод настроен, вы можете подготовить остальную часть вашего сварочного аппарата. Проверьте уровни инертного газа, чтобы у вас было достаточно защитного газа. Настройте параметры сварочного аппарата TIG так, чтобы он подходил для вашего проекта.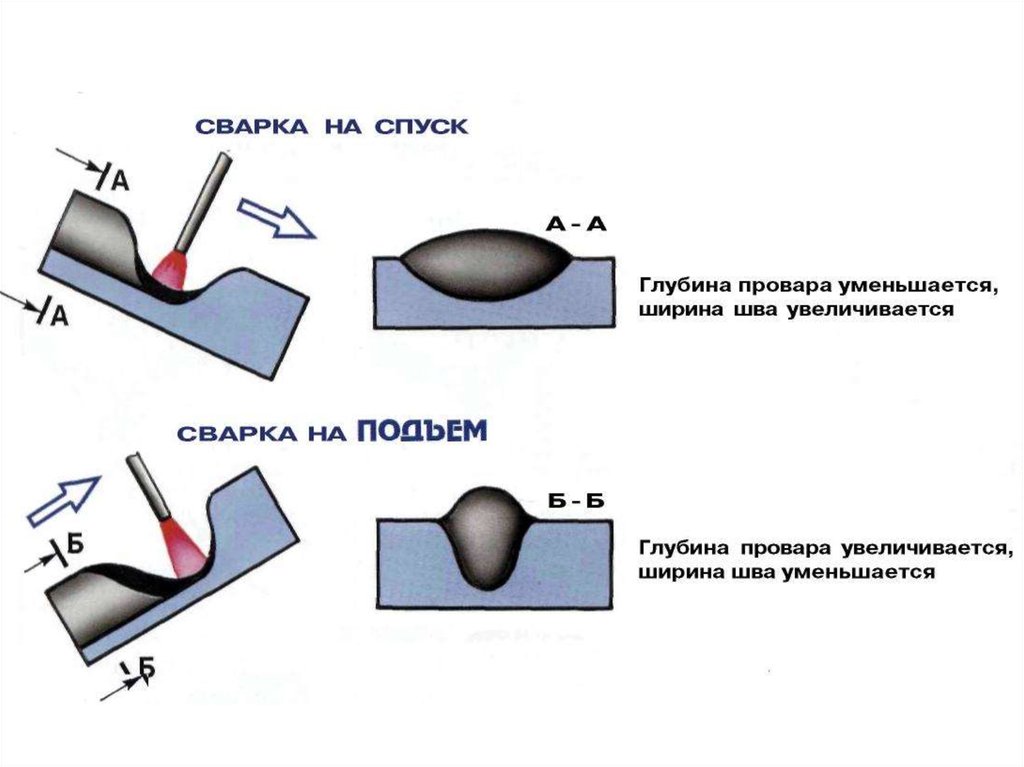 Вы можете выбрать тип тока (AC, DCEP или DCEN), силу тока и другие параметры.
Вы можете выбрать тип тока (AC, DCEP или DCEN), силу тока и другие параметры.
И последнее, но не менее важное: убедитесь, что вы приняли все необходимые меры предосторожности перед сваркой. Очистите поверхность сварочного стола. Закрепите металлы на месте, чтобы они не двигались во время сварки. Наденьте все защитное снаряжение, включая шлем, перчатки, ботинки и длинную сварочную одежду.
2. Зажигание дуги
Наконец, вы готовы к сварке. Вы можете зажечь дугу, ударив электродом по металлу. Если вы не можете этого сделать, потому что боитесь загрязнить основной металл своим электродом, у большинства сварочных аппаратов TIG есть кнопка, которую вы можете использовать для запуска дуги.
3. Создайте сварочную ванну
Сфокусируйте электрод на одной части металла и добавьте присадочный стержень. Расплавьте металл, чтобы создать сварочную ванну. Нажимайте на педаль, чтобы увеличить силу тока (позже вы уменьшите ее, просто чтобы запустить бассейн). Как только сварочная ванна образуется на краю, действуйте быстро. Вы не хотите слишком долго сосредотачивать тепло на одной части металла.
Вы не хотите слишком долго сосредотачивать тепло на одной части металла.
На этом этапе вы можете выполнить быструю прихватку, чтобы удерживать металл на месте.
4. Сварка вдоль стыка
Слегка уменьшите силу тока, подаваемую педалью. Перемещайте электрод вдоль стыка, последовательно вводя присадочный стержень, чтобы создать однородную сварочную ванну. Это должно создать устойчивый шарик.
Вы либо «ведете», либо «следуете» за электродом. Ведущий – это когда по линии движется стержень, а за ним электрод. Для «следования» порядок обратный. Этот порядок зависит от типа свариваемого металла.
Тип сварного шва зависит от его назначения, а также от нескольких различных факторов. Вы можете выполнять силовые, косметические, нахлесточные и угловые сварные швы, и это лишь некоторые из них.
5. Завершение сварки
Когда вы дойдете до конца соединения, уменьшите силу тока аппарата. Добавьте немного присадочного металла и оставьте защитный газ на несколько секунд, чтобы не произошло окисления.