| Режущий инструмент, инструментальная оснастка и приспособления / Cutting tools, tooling system and workholding | |||||
| Подборка ссылок из каталогов инструмента для словаря по машиностроению | |||||
| 256 Устройство метчика Основные конструктивные элементы режущего инструмента для нарезания внутренней резьбы в отверстиях заготовок деталей из металла | 257 Стандарты метчиков Международные и немецкие технические нормативные документы на резьбовой режущий инструмент для обработки внутренней резьбы | 258 Стружечные канавки метчиков Разные конструкции инструмента Прямые с подточкой Винтовые с правой и левой спиралью для сквозных и глухих отверстий | 259 Классы точности метчиков и поля допуска внутренней резьбы Отдельные классы точности могут включать в себя поля допусков двух или трех квалитетов | 264 Обозначение и маркировка метчиков по металлу принятая польским производителем резьбонарезного инструмента Пример расшифровки Основные параметры | 265 Стандартные размеры хвостовиков метчиков по ISO и DIN Зависимость диаметров хвостовиков режущего резьбового инструмента от размера резьбы и стандарта |
| 361 Образование резьбы производится следующими основными способами Нарезание резьбы метчиками Формирование резьбы Резьбофрезерование Нарезание | 362 Форма метчика должна в первую очередь соответствовать виду стружки (мелкая или длинная стружка) и направлению её отвода (вперёд или назад) | 363 Срезание припуска и формирование профиля резьбы Форма поперечного сечения стружки A задается распределением резов, которое представлено на | 364 Усилия и потребляемая мощность при нарезании резьбы метчиками Расчёт силы резания Fc производится следующим образом z Количество режущих к | 365 Расчетные режимы нарезания резьбы твердосплавными машинными цельными метчиками Garant Hoffmann для обработки закалённых сталей 132080 1328 | 366 Сравнение процессов по нарезанию резьбы и формированию резьбы Стружечные канавки Заборная часть Материал обработан Формирование резьбы Наж |
См. | |||||
Нарезка резьбы метчиком / Tapping | Плашки по металлу / Thread dies | ||||
Диаметр под резьбу / Tap drill sizes | Метчик для накатки резьбы / Cold forming roll taps | ||||
Типы резьб / Thread types and applications | Резьбофрезерование / Thread milling | ||||
Группы конструкционных материалов | Оснастка для сверлильных и фрезерных станков / Tool holders for drilling and milling | ||||
| Примеры страниц из каталогов инструмента для металлообработки | |||||
64 Руководство DORMER 2008 Обработка металлов резанием на металлорежущих станках Стр. | |||||
Основные элементы конструкции машинно-ручного метчика Резьбонарезной инструмент для обработки внутренней резьбы в заготовках деталей из металлов и сплавов Основные элементы конструкции машинно-ручного метчика Резьбонарезной инструмент для обработки внутренней резьбы в заготовках деталей из металлов и сплавов _ A Квадрат B Диаметр хвостовика D Стружечная канавка E Шаг F Наружный центр O Длина спиральной подточки G Наружный диаметр резьбы H Длина заборной части I Длина калибрующей части J Длина шейки K Длина хвостовика L Длина квадрата M Общая длина N Угол наклона стружечной канавки P Угол спиральной подточки Q Угол заборной части 1 Ширина спинки зуба 2. Передний угол 3 Диаметр сердцевины 4 Затыловка задней поверхности 64 Нарезание резьбы метчиками C Диаметр шейки | |||||
66 Руководство DORMER 2008 Обработка металлов резанием на металлорежущих станках Стр. | |||||
Виды метчиков и их назначение Геометрия метчиков с прямыми стружечными канавками Резьбовой инструмент с шахматным зубом и со спиральной подточкой Виды метчиков и их назначение Геометрия метчиков с прямыми стружечными канавками Резьбовой инструмент с шахматным зубом и со спиральной подточкой _ Метчик с прямыми канавками является наиболее широко используемым типом метчика. Может быть использован для материалов, образующих короткую стружку, в т.ч. для стали и чугуна. Данные метчики составляют основу производственной программы. Метчики с шахматным зубом Метчик с шахматным зубом создает меньшее трение и сопротивление резанию, что важно для резьбонарезания в материалах с большим упругим восстановлением материала и в труднообрабатываемых материалах (например, в алюминии и бронзе). Такая геометрия метчика также облегчает доступ СОЖ к режущим кромкам, что помогает уменьшить крутящий момент. LI Метчики со спиральной подточкой Метчик со спиральной подточкой имеет прямые неглубокие стружечные канавки. | |||||
67 Руководство DORMER 2008 Обработка металлов резанием на металлорежущих станках Стр.67 | |||||
Разновидности метчиков метчиков по металлу Резьбонарезной инструмент со спиральными зубьями Бесстружечные раскатники для формообразования внутренней резьбы Разновидности метчиков метчиков по металлу Резьбонарезной инструмент со спиральными зубьями Бесстружечные раскатники для формообразования внутренней резьбы _ Нарезание резьбы метчиками Тип Варианты Процесс Описание Стружка LI Метчики со стружечными канавками только на заборной части Режущая часть данного метчика имеет аналогичную спиральную подточку, предназначенную для выталкивания стружки вперед. | |||||
| Подборка ссылок иллюстрированных из промышленных каталогов | |||||
| 114 Дюймовые размеры в мм Таблица перевода дробных и десятичных дюймов в миллиметры Размеры хвостовиков метчиков (присоединительный квадрат) по DIN и ISO | 218 Как определить какой метчик нужен? Для нарезки резьбы вручную Для простого радиально-сверлильного станка Для обрабатывающего центра с ЧПУ | 236 Машинные шахматные метчики для нарезания метрической резьбы в сквозных отверстиях Каждый второй зуб калибрующей части вышлифован | 263 Метчики для станков с ЧПУ Укороченная калибрующая часть уменьшает сопротивление трения между инструментом и обрабатываемой деталью | ||
| 64 Основные элементы конструкции машинно-ручного метчика Резьбонарезной инструмент для обработки внутренней резьбы в заготовках деталей из металлов и сплавов | 66 Виды метчиков и их назначение Геометрия метчиков с прямыми стружечными канавками Резьбовой инструмент с шахматным зубом и со спиральной подточкой | 67 Разновидности метчиков метчиков по металлу Резьбонарезной инструмент со спиральными зубьями Бесстружечные раскатники для формообразования внутренней резьбы | 68 Метчики с внутренним подводом СОЖ лучше отводят стружку Гаечные метчики применяются на специальных станках для нарезания большого количества гаек | 74 Соответствие допусков метчиков и внутренних резьб по стандартам ISO DIN ANSI BS (Германия, США, Англия) Допуски резьбы для метчиков приведены согласно DIN 13 | 75 Длина заборной части метчиков Первая группа включает резьбовой инструмент с полным профилем резьбы, отличающиеся только длиной заборной части |
| 80 Основные размеры хвостовиков метчиков согласно международным стандартам ISO Диаметр хвостовика Размер квадрата ISO 529 ISO 2283 ISO 2284 | 81 Основные размеры хвостовиков метчиков согласно немецким национальным техническим стандартам DIN Диаметр хвостовика Размер квадрата DIN 352 DIN 371 DIN 376 | 82 Основные размеры хвостовиков метчиков согласно американским национальным техническим стандартам ANSI Диаметр хвостовика Размер квадрата ASME B94 9 | 1600 Основные параметры метчиков в международных (ISO) и национальных технических стандартах (Германия DIN Япония JIS США ASME) | 1608 Формы заборной части метчиков Выбор и применение Часть 1 Основные положения по осевому резьбонарезному инструменту При нарезании внутренней резьбы вся | 1609 Формы заборной части метчиков Выбор и применение Часть 2 Длина заборной части для комплектных метчиков (3 штуки) Рекомендации по применению резьбонаре |
| 778 Основные элементы и параметры стандартной резьбы Угол профиля Шаг Наружный внутренний и средний диаметры Подъем резьбы Определение допусков | 773 Основные типы метчиков для станочных технологических операций Основные характеристики резьбонарезного инструмента и способы отвода стружки из отверстия | 786 Основные характеристики метчика в форме заказа на изготовление резьбонарезного инструмента Направление резания Заходная часть Размер и шаг резьбы | 650 Твердосплавные метчики Принятая производителем система обозначения инструмента для нарезания внутренней резьбы Основные характеристики Тип резьбы | 651 Метчики по металлу из быстрежущей стали HSS-E-PM Рашифровка маркировки резьбонарезного инструмента для мехобработки внутренней резьбы в отверстиях | 652 Система обозначения быстрорежущих метчиков HSS-E принятая американским производителем металлорежущего инструмента Основные характеристики и параметры |
| 762 Стандартные основные размеры метчиков трубных с прямой и конической резьбой Шлифованный профиль резьбы Справочная таблица 311 USCTI Размеры Допуски | 766 Стандартные размеры метчиков согласно японским техническим стандартам JIS Инструмент для нарезания метрической резьбы с крупным шагом Диаметр Длина | 774 Рекомендуемые метчики для нарезания американской унифицированной резьбы классов 2B 3B Минимальные и максимальные значения среднего диаметра инструмента | 775 Рекомендации по выбору метчиков для нарезания метрической стандартной резьбы класса 6H Предельные значения среднего диаметра резьбового инструмента | 760 Стандартные размеры метчиков со шлифованным профилем резьбы Справочная таблица Диапазон номинальных диаметров Размер резьбы с мелким шагом (дюйм) | 761 Размеры метчиков с шейкой и укороченной резьбой Справочная таблица 302A USCTI Номинальные диаметры (дюйм) Общая длина Размер квадрата хвостовика |
| 776 Предельные отклонения размеров метчиков были определены для возможности выбора инструмента наиболее подходящего для нарезания резьбы желаемого класса | 777 Стандарт ISO 2857 определяет производственные допуски средних диаметров метчиков для метрической резьбы ISO классов допуска от 4H до 8H и от 4G до 6G | 787 Производственные испытания режущего инструмента Форма протокола для метчиков по металлу Режимы резания Информация об обрабатываемой детали и станке | 709 Метчики с прямыми канавками рекомендуются для нарезания резьбы в сквозных и глухих отверстиях в деталях из чугуна алюминиевого литья и закаленных сталей | 1886 Основные технические характеристики метчиков в графических условных обозначениях каталога Стандарт резьбы Способ подвода СОЖ Форма заходной части | |
| 296 Основные типы метчиков и их назначение Метчики с прямыми и спиральными стружечными канавками Со спиральной подточкой Бесстружечные метчики (раскатники) | 297 Обзор машинных метчиков CoroTap для нарезания внутренней резьбы в широкой группе обрабатываемых материалов (универсальное инструментальное решение) | 298 Машинные метчики CoroTap для нарезки резьбы в глухих и сквозных отверстиях Оптимизированные инструментальные решения под определенный материал детали | 299 Винтовые метчики CoroTap 300 для нарезки резьбы в глухих отверстиях и метчики-раскатники CoroTap 400 Обзор характеристик резьбового инструмента | 300 Машинные метчики с прямыми стружечными канавками и со спиральной подточкой для нарезания резьбы в сквозных отверстиях глубиной до трех диаметров | 347 Прямые стружечные канавки в машинных метчиках необходимы для подвода СОЖ, но при внутреннем подводе СОЖ используются для эвакуации стружки |
| 448 Инструментальные материалы для изготовления метчиков HM Твёрдый сплав HSS-E-PM Порошковая быстрорежущая сталь с кобальтом Изностойкие покрытия TiCN | 449 Нарезание резьбы метчиком на станке Общие рекомендации по резьбонарезной технологической операции Заготовка детали должно быть надежна закреплена | 450 Метчики класса точности 2B и 3B для нарезания унифицированной дюймовой (американской) резьбы UNC UNF Таблица соотношения с международным стандартом | 525 Маркировка метчиков машинных Основные характеристики резьбонарезного инструмента в принятой производителем системе обозначения Тип резьбы Стандарт | 101 Шахматные метчики Контакт резьбонарезного инструмента с деталью является односторонним что устраняет заклинивание метчика и разрушение витков нарезаемой резьбы | 103 Винтовые метчики Порошковая быстрорежущая сталь (HSSE-PM) в сочетании с износостойким покрытием (TiCN) обеспечивают высочайшую стойкость и производительность |
| Пример иллюстрации инструмента из промышленного каталога (из подборки фото инструментов для металлообработки / Metal cutting tools images) | |||||
1213 Каталог WALTER 2012 Режущий инструмент и инструментальная оснастка Стр. | |||||
Машинный метчик крупным планом Резьбонарезной инструмент немецкой инструментальной компании с внутренними каналами для подвода СОЖ в зону резания Машинный метчик крупным планом Резьбонарезной инструмент немецкой инструментальной компании с внутренними каналами для подвода СОЖ в зону резания _ смазочно-охлаждающей жидкости Иллюстрация процесса обработки резьбовых отверстий в металле Резьбонарезание Walter Prototyp | |||||
Каталоги металлорежущего инструмента, оснастки и приспособлений для станков / | |||||
 также / See also :
также / See also : 64
64

 Этот метчик имеет чрезвычайно жесткую конструкцию. Рекомендуется для обработки отверстий глубиной до 1.5 x 0. тг I ЛР Я Я и Метчики со спиральными зубьями Метчики со спиральными зубьями предназначены в основном для нарезания резьбы в глухих отверстиях. Спиральная стружечная канавка выталкивает стружку назад, что предотвращает пакетирование стружки на дне отверстия или в канавках. Такая конструкция снижает риск поломки или повреждения метчика. Бесстружечные метчики (раскатники) Бесстружечные метчики отличаются от обычных тем, что образуют профиль резьбы за счет пластической деформации , а не за счет снятия стружки. Рекомендуются для материалов с высокой пластичностью. Такие материалы имеют предел прочности не более 1200 Н/мм2, а относительное удлинение не менее 10%. Бесстружечные метчики можно использовать в обычных условиях, но лучшие результаты они показывают при обработке вертикальных глухих отверстий. Выпускаются также с внутренним подводом СОЖ. 67
Этот метчик имеет чрезвычайно жесткую конструкцию. Рекомендуется для обработки отверстий глубиной до 1.5 x 0. тг I ЛР Я Я и Метчики со спиральными зубьями Метчики со спиральными зубьями предназначены в основном для нарезания резьбы в глухих отверстиях. Спиральная стружечная канавка выталкивает стружку назад, что предотвращает пакетирование стружки на дне отверстия или в канавках. Такая конструкция снижает риск поломки или повреждения метчика. Бесстружечные метчики (раскатники) Бесстружечные метчики отличаются от обычных тем, что образуют профиль резьбы за счет пластической деформации , а не за счет снятия стружки. Рекомендуются для материалов с высокой пластичностью. Такие материалы имеют предел прочности не более 1200 Н/мм2, а относительное удлинение не менее 10%. Бесстружечные метчики можно использовать в обычных условиях, но лучшие результаты они показывают при обработке вертикальных глухих отверстий. Выпускаются также с внутренним подводом СОЖ. 67 D287
D287Метчики
В нашем ассортименте вы сможете найти большой выбор метчиков различных производителей
Часть из них представлена на нашем сайте!
Если вы не нашли инструмент который Вас интересует вы всегда можете связаться с нашими специалистами или оставить заявку.
Метчик
Широкое применение резьбового соединения в промышленности, в частности болт-гайка, а также бесчисленное множество креплений на основе резьбы, повлекло за собой разнообразие предложений по использованию режущего инструмента. В данной статье речь пойдет исключительно про метчик. Мы поможем не запутаться во множестве предложений поставщиков и затронем конструкционные особенности данного вида инструмента. Метчик –это резьбонарезной инструмент, используемый для нарезания резьбы в отверстиях. Метчик имеет стержневидную форму. Состоит из, режущей части с прорезными канавками или напайными гребенками, и хвостовика зажимаемого в вороток или станок-автомат. Метчик производится цельным или сварным (в основном на больших диаметрах для экономии материала). Изготавливаются метчики из инструментальной стали (9ХС), быстрорежущей стали (Р6М5, Р18, Р9) или реже из твердого сплава.
Классификация метчика.
Метчик подразделяются на две большие группы по характеру применения, это машинный метчик или его еще называют машинно-ручным и ручной метчик. Машинно-ручные метчики используются в промышленном производстве на станках автоматах, изготовляются обычно из быстрорежущей стали с существенным содержанием Вольфрама, в основном это сталь Р6М5 или Р9М3. Ручные метчики не нуждаются в особой твердости и изготавливаются из менее твердой стали. Хвостовик ручного метчика удлинен для более удобного размещения в ручном воротке. Ручные метчики используются в для нарезания резьбы в больших несъемных деталях или для работы в труднодоступных местах. Ручные метчики в основном выпускаются комплектами. В комплект входятчерновой, средний и чистовой метчик, обозначаются они №1, №2 и №3. Применяются в основном только черновой и чистовой, а средний по мере необходимости. В черновом метчике более заострена рабочая часть путем среза резьбы на конце метчика, т. е. сточены первые витки , образуя коническую заборную часть. Только после прохода чистового метчика резьба становится полной, поскольку у чистового метчика заборная часть не сточена. Метчики обозначают рисками, которые расположены около хвостовика: одна (черновой), две (средний) и три риски (чистовой). Или иногда используют римские цифры – I, II и III. Машинный метчик используется как комплектный, так штучный. Комплектный машинно-ручной метчик состоит из 1-го и 2-го номера метчика, принцип действия в нем похож на принцип действия ручного, т.е. прогоняется сначала черновой, а следом чистовой метчик.
е. сточены первые витки , образуя коническую заборную часть. Только после прохода чистового метчика резьба становится полной, поскольку у чистового метчика заборная часть не сточена. Метчики обозначают рисками, которые расположены около хвостовика: одна (черновой), две (средний) и три риски (чистовой). Или иногда используют римские цифры – I, II и III. Машинный метчик используется как комплектный, так штучный. Комплектный машинно-ручной метчик состоит из 1-го и 2-го номера метчика, принцип действия в нем похож на принцип действия ручного, т.е. прогоняется сначала черновой, а следом чистовой метчик.
Штучные метчики подразделяются на глухие и сквозные. Глухой метчик внешне напоминает чистовой метчик из комплекта, но у них есть существенная разница в конструкции резьбы не заметная глазу. Сквозной метчик применяется для нарезания резьбы в сквозных отверстиях, а глухой соответственно в глухих отверстиях. Изготавливают метчики как на отечественных станках, так и на станках фирмы Guhring. Метчик с левосторонним заходом резьбы называется левый и это отдельно указывается в заказе или при маркировке. Размеры и конструкция метчика регулируется по ГОСТу 3266.
Метчик с левосторонним заходом резьбы называется левый и это отдельно указывается в заказе или при маркировке. Размеры и конструкция метчика регулируется по ГОСТу 3266.
Размеры метрического метчика считаются в миллиметрах, а дюймовой – в дюймах, поэтому эти виды метчика никак не совместимы, даже если они близки по диаметру. Расстояние между вершинами соседних витков называют – шаг резьбы. У метрических метчиков различают шаг крупный (он же называется основной шаг) и несколько мелких и супер мелких шагов. Например, метчик M 20 х 2,5 – это метчик диаметром 20 мм и основным шагом 2,5 миллиметра; при этом M 20 x 1,5, M 20 x 1,0, М 20 х 0,75 и М 20 х 0,5 -мелкие резьбы с шагом 1,5, 1,0, 0,75 и 0,5 мм. Еще метчики подразделяются по типу резьбы:
- М – метрический метчик
- G – трубный или дюймовый метчик
- К – конический метчик
- R – трубно-конический метчик и пр. ·
Метчик для конической дюймовой резьбы (К) производится согласно ГОСТу 6227-80 применяется для нарезания конической дюймовой резьбы в отверстиях. Изготавливается из быстрорежущей стали, и имеет угол на рабочей части 1:16, измеряется в дюймах. ·
Изготавливается из быстрорежущей стали, и имеет угол на рабочей части 1:16, измеряется в дюймах. ·
Метчик для конической трубной резьбы (R, Rc) производится по тому же ГОСТу 6227-80, применяется для нарезания конической трубной резьбы в отверстиях. Изготавливается из быстрорежущей стали, например Р6М5. Также измеряется в дюймах. ·
- Метчик для дюймовой резьбы ·
- Метчик для трубной резьбы (G)
У трубного или дюймового метчика шаг измеряется количеством витков резьбы или по другому. ниток на дюйм длины, например 12 ниток на дюйм – это резьбы 1/2″ и 9/16″ (наружный диаметр резьбы 12,7 мм и 14,288 мм, шаг резьбы 2,117 мм). У дюймового метчика шаг как правило больше, чем у метрического, поэтому резьба нарезанная трубным метчиком выдерживает большую нагрузку, чем такая же по диаметру, но нарезанная метрическим метчиком. Этот факт как раз и поделил сферы применения использования этих соединений. Дюймовая резьба применяется для крепления оборудования высокого давления, соединения трубопроводов и прочее. У дюймовой резьбы нет такой разновидности шагов как у метрической. Для нарезки резьбы в гайках или гайкообразных деталях используется метчик гаечный. Гаечный метчик имеет удлиненный проходной хвостовик, на котором при работе собираются гайки, для непрерывной работы станка. Применяется метчик гаечный для метрической резьбы. Материал рабочей части Р6М5. Гаечный метчик изготовляется по ГОСТ 1604-71. Метчик гаечный изготовляется также с изогнутым хвостовиком.
Дюймовая резьба применяется для крепления оборудования высокого давления, соединения трубопроводов и прочее. У дюймовой резьбы нет такой разновидности шагов как у метрической. Для нарезки резьбы в гайках или гайкообразных деталях используется метчик гаечный. Гаечный метчик имеет удлиненный проходной хвостовик, на котором при работе собираются гайки, для непрерывной работы станка. Применяется метчик гаечный для метрической резьбы. Материал рабочей части Р6М5. Гаечный метчик изготовляется по ГОСТ 1604-71. Метчик гаечный изготовляется также с изогнутым хвостовиком.
Метчики для трубной резьбы от производителя
Метчики для трубной резьбы
Данные метчики применяются для нарезания трубной циллиндрической резьбы, для нарезания сквозных и глухих резьб. Мы производим машинно-ручные метчики, т.е. возможно как ручное применение метчиков, так и на сверлильных станках и токарных автоматических центрах.
Метчики для трубной резьбы подходят для нарезания резьбы в трубах, двигателях, в изделиях из легированной стали и цветных металлов (сталь, чугун, латунь).
При маркировке трубные метчики обозначаются буквой “G”, изготавливаются из стали Р6М5.
Преимущества метчиков для трубной резьбы: благодаря свойствам стали Р6М5, трубные метчики обладают высокой износостойкостью и теплостойкостью, что позволяет нарезать резьбу в вязких материалах.
Наша компания производит трубные метчики размером от G 1/8 до G1/2. Изделия изготовлены по ГОСТу 3266-81.
Приобретайте трубные метчики на сайте нашего интернет-магазина «Инреко». Покупайте металлообрабатывающие инструменты с гарантией производителя. Гарантия защиты наших изделий от подделок – наличие фирменного логотипа на наших изделиях (вставить логотип букву «И» и фото с метчиком, где видно клеймо «И»).
Всегда поддерживаем достаточное количество инструментов на складе. Изготавливаем метчики в сжатые сроки под заказ.
Наша компания предоставляет:
– гибкую систему оплаты
– отсрочку платежа постоянным клиентам
– доставку товаров по всей России. Сотрудничаем с компаниями «Кашалот», «Деловые линии»
– гарантии производителя
У вас остались вопросы относительно выбора метчика?
Свяжитесь с нами по телефонам: (8362) 42-94-95, 42-58-48
Справочная информация
Как происходит процесс нарезания внутренней резьбы с помощью метчиков?
Первоначально берется черновой метчик, который закрепляют в воротке и смазывают его маслом. Затем черновой метчик вставляют в отверстие, где необходимо сделать отверстие. Далее начинают вращать инструмент.
Для получения правой резьбы используются правые метчики, вращение происходит по часовой стрелке. Если требуется левая резьба — применяют левые метчики, а вороток с метчиком вращают против часовой стрелки.
Заключительный этап нарезания резьбы осуществляется чистовым метчиком.
Чем нарезать резьбу – виды и назначение инструмента
Благодаря высокой надежности и простоте резьбовые соединения широко применяются в различных строительных конструкциях, машинах и механизмах. Так как основные геометрические параметры резьб являются общепринятыми, для создания новых соединений и ремонта изношенных узлов достаточно иметь небольшой набор стандартных инструментов.
Содержание
- Внутренняя резьба
- Наружная резьба
Внутренняя резьба
Внутреннюю резьбу нарезают в отверстии с помощью метчиков (1). Они представляют собой металлические стержни с закаленными зубьями. Изготовляются из инструментальной или быстрорежущей стали.
Виды метчиков
Метчики различают по назначению. Они могут использоваться для нарезания метрической, дюймовой, конической, трубной, а также трапецеидальной резьбы. Согласно соответствующим техническим условиям, а также ГОСТ 3266-81, в таблице представлены пределы применимости этого инструмента.
| Наименование резьбы | Номинальные диаметры |
| Метрическая | 1 — 52 мм |
| Дюймовая | 1/4” — 2” (дюйма) |
| Коническая | 1/16” — 2” |
| Трубная | 1/16” — 6” |
| Трапецеидальная | 5,6 — 90 мм |
Метчики для нарезания метрической и дюймовой резьбы изготавливаются комплектами. Комплект может состоять как из двух, чистового и чернового, так и из трех — чернового, среднего и чистового метчиков. Черновой метчик предназначен для снятия основной части стружки. Чистовой служит для окончательного, точного формирования профиля резьбы и калибровки.
Чтобы идентифицировать метчик в комплекте, его хвостовую часть маркируют одной, двумя или тремя кольцевыми рисками. Возможно также обозначение с помощью номера: I – черновой, II – средний, III – чистовой.
Гаечные метчики предназначены для нарезания резьбы за один проход. Они являются однокомплектными, то есть продаются поштучно.
Для вращения метчиков используют воротки (2). Они могут быть нерегулируемыми с квадратными отверстиями под хвостовик фиксированного размера, а также регулируемыми. Кроме того, существуют воротки с трещоточным механизмом, обеспечивающие удобство работы в труднодоступных местах.
Наружная резьба
Вручную наружную резьбу нарезают плашками (5) и клуппами (4). Плашка представляет собой круглую гайку из быстрорежущей или инструментальной стали высокой твердости. С целью отвода стружки в ней предусмотрены специальные отверстия. Плашки бывают цельными и разрезными.
Разрезные плашки имеют прорезь величиной до 1,5 мм. Благодаря этому они позволяют регулировать диаметр нарезаемой резьбы в пределах 0,1—0,3 мм. Их недостатком является меньшая точность, поэтому использовать такой инструмент в ответственных соединениях не рекомендуется. Диаметры плашек представлены в таблице.
Диаметры плашек представлены в таблице.
| Наименование резьбы | Номинальные диаметры |
| Метрическая | 1 — 76 мм |
| Дюймовая | 1/4” — 2” (дюйма) |
| Трубная | 1/8” — 2” |
Вращение плашек производят с помощью плашкодержателей (3) и трещоток. Эти устройства, как правило, позволяют использовать несколько размеров режущего инструмента, например M16 — M20, 1/2” — 1”. Трещотки применяются для нарезания трубной резьбы плашками в труднодоступных местах, например, у стены.
Клуппы предназначены для нарезания наружной трубной резьбы диаметром 1/2” — 3”. Благодаря своей конструкции, они надежно фиксируются на трубе, что обеспечивает удобство работы, а также высокое качество резьбового соединения. Клуппы обычно оснащаются сменными резцами или головками. Это значительно увеличивает срок их эксплуатации. В зависимости от конструкции, для вращения ручных клуппов могут использоваться как съемные рукоятки, так и держатели-трещотки.
В зависимости от конструкции, для вращения ручных клуппов могут использоваться как съемные рукоятки, так и держатели-трещотки.
10 типов метчиков, о которых вам нужно знать – urdesignmag
На рынке вы найдете все виды метчиков. Мы покажем вам, чем они отличаются и каковы их приложения. Мы уверены, что после прочтения вы будете знать, что покупать.
Метчики с резьбой используются для нарезания внутренней части сопрягаемой пары в металлических крепежных деталях. С другой стороны, штамповка вырезает охватываемую часть металлического крепежа. Метчиками нарезать гайки и высеченные болты.
Есть разница между нарезанием резьбы и нарезанием резьбы.Как нарезание резьбы, так и нарезание резьбы обеспечивает получение винтовой резьбы. Однако при нарезании резьбы образуется внешняя резьба, а при нарезании резьбы – внутренняя.
Существует множество типов метчиков с резьбой, включая ручные метчики, метчики для заглушек, метчики со спиральным острием и метчики с ручным приводом. Это лишь некоторые из множества различных резьбовых метчиков.
Это лишь некоторые из множества различных резьбовых метчиков.
Ниже приведен список из десяти типов метчиков для резьбы, чтобы вы знали, для чего они предназначены. Обладая информацией, которой мы вас вооружаем, вы сможете принимать обоснованные решения, чтобы решить, какой тип резьбового метчика вам нужен.Перейдите в Руководство на ToolsDuty.com, чтобы купить один из лучших наборов для штамповки и штамповки.
10 типов метчиков
Вы можете купить ручные смесители в местном хозяйственном магазине. Они распространены, но не для работы с ЧПУ. Сравните простукивание вручную с метчиками из магазина. Вы увидите, что ваши деньги были хорошим вложением. Купленный в магазине работает намного лучше.
Есть два вида ручных метчиков: конусный метчик и метчик для дна. Это следующие:
Метчики с конусом отлично подходят для нарезания резьбы.Он поставляется с большим количеством конусов, поэтому вы можете легко резать. Вы можете найти их практически где угодно.
Метчики с нижним краем не имеют сужения к концу. Это потому, что он предназначен для прорезания нижней части досягаемости. Нижние метчики сужаются до полутора витков резьбы.
Метчики этого типа подходят для нарезания резьбы глухих отверстий, но перед тем, как делать это метчиком для забора, следует заправить отверстие коническим метчиком.
2. Заглушка
Пробковые метчики имеют от трех до пяти конических резьб.Это число больше у метчиков с конусом и меньше у метчиков с дном.
Терминология не всегда одинакова и меняется в зависимости от того, где вы находитесь. В некоторых местах нижний отвод называется заглушкой. С другой стороны, название штекерного крана – это второй кран. Вот почему вы должны убедиться, что выбрали правильный.
3. Ответвители
Если у вас есть ручная работа или приложения с ЧПУ, то этот тип резьбонарезного станка вам подойдет.
4. Метчики со спиральным острием
Метчики со спиральным острием имеют спиральную насечку и канавки с разгрузкой. Это обычный метчик с резьбой, похожий на руку. Отличие заключается в том, что угол наклона режущей кромки по спирали способствует выпуску стружки. Кроме того, скошенный край отлично работает.
Это обычный метчик с резьбой, похожий на руку. Отличие заключается в том, что угол наклона режущей кромки по спирали способствует выпуску стружки. Кроме того, скошенный край отлично работает.
Это самый дешевый метчик для резьбонарезного нарезания резьбы. Они тоже быстрее, чем ручные метчики. Однако с ним сложно работать над глухими дырами.
5. Метчики со спиральной канавкой
Метчики со спиральными канавками похожи на концевые фрезы, поскольку имеют открытые спирали. Они предпочтительнее, так как могут выталкивать стружку из отверстия.Кроме того, это тот, который вам следует выбрать, если вы имеете дело с глухими отверстиями.
Кроме того, они отлично подходят для отверстий с перерывами, в которых есть пересекающиеся элементы. К тому же это удобно. Вы поймете это, когда сравните это с ручным метчиком.
6. Метчик с прерывистой резьбой
В метчике с прерывистой резьбой есть зуб для каждой второй резьбы. По этой причине хорошо извлекает стружку. Стружка легко удаляется при использовании метчика с прерывистой резьбой.
Стружка легко удаляется при использовании метчика с прерывистой резьбой.
7. Отводы для труб
Метчики для трубной резьбы. Вы найдете как прямые, так и конические смесители. Правильный выбор зависит от того, хотите ли вы, чтобы трубная резьба была конической или прямой.
Метчики для труб работают тяжело, так как сверлить конусное отверстие невозможно. Больше выходит сверху и меньше снизу.
8. Метчики формовочные / рулонные
Метчик для форм намного лучше, чем метчик для резки. Вместо того, чтобы резать, формирующие метчики формируют холодную форму, что означает, что металл сжимается на месте, и выходящие из него нити представляют собой «рулонные нити».”
Таким образом получаются прочные метчики и прочная резьба. Поскольку нет резки, нет стружки, которую нужно удалить. Для метчиков-форм требуются разные скорости, подача и начальные размеры отверстий.
Большинство людей используют этот тип метчиков для обработки мягких материалов, например алюминия. Однако вы можете использовать его и на твердых материалах. Он может работать с твердостью 36 HRC или 340 BHN, поэтому вы можете использовать его также для многих типов стали и других материалов.
Однако вы можете использовать его и на твердых материалах. Он может работать с твердостью 36 HRC или 340 BHN, поэтому вы можете использовать его также для многих типов стали и других материалов.
9. Удлинитель
Удлинитель с длинным хвостовиком. Это позволяет добраться до труднодоступных ям.«Длинный метчик акулы» – другое название этого метчика с резьбой.
10. Метчики пробивные
В этом метчике используется технология Audi и Emuge, которая позволяет сократить время цикла нарезания резьбы на 75%. Это отличный инструмент для нарезания резьбы.
Заключение
Метчики и плашки – это инструменты, которые люди используют для нарезания резьбы. Этот процесс называется потоком. Метчик перерезает женскую часть пары. С другой стороны, штамп вырезает охватываемую часть пары для спаривания. Другими словами, метчик режет гайки, а штамп – болты.
Весь процесс нарезания резьбы и нарезания – это нарезание резьбы. А использование штампа называется «нарезанием резьбы».
Когда дело доходит до метчиков, у вас есть много вариантов на выбор. Каждая конструкция резьбового метчика предназначена для определенных функций. Некоторые хорошо справляются с мягким материалом, а другие – с твердым.
Теперь, когда вы знаете о различных типах метчиков, купите тот, который подходит для вашей задачи.
При таком большом количестве наборов метчиков и штампов на рынке очевидно, что сделать выбор не так просто.К счастью, вот информативная статья, которая содержит всеобъемлющий анализ брендов топовых смесителей и штампов.
Комментарии
комментария
Использование метчиков и матриц – NewMetalworker.com
Возможность создавать потоки – еще один способ добавить функциональность и возможности в некоторые из ваших проектов. это также отличная возможность для сборки приспособлений и приспособлений! |
Как не попасть в яму
Текст, фото и видео Тома Хинца
Опубликовано – 8. 03.2011
03.2011
Возможность создать резьбовое отверстие там и тогда, когда это необходимо, дает множество вариантов крепления, которые могут сделать ваши проекты лучше или проще в использовании.Распараллеливание – это относительно легкий навык, а необходимые инструменты не слишком дороги. Тем не менее, есть несколько основ, которые вы должны понимать, чтобы не попасть в неприятности, из которых может быть в буквальном смысле сложно выбраться. Хотя основное внимание в этой истории уделяется размещению резьбы внутри отверстия, мы также рассмотрим использование штампов для нарезания резьбы снаружи. Хотя нити, которые они нарезают, являются зеркальным отображением друг друга, их использование очень похоже.
Типы кранов
Метчики бывают трех основных типов: дно, заглушка и конус.Пробковые отводы являются наиболее распространенными и обычно составляют основную часть потребительских наборов отводов и штампов. Пробочный кран имеет довольно крутой угол в точке, что помогает начать его работу в отверстии подходящего размера. После нескольких оборотов метчик должен нарезать резьбу на всю глубину, и, если он был правильно выровнен с отверстием при запуске, он продолжит работу без дальнейших указаний. Помните, что из-за этого конического наконечника резьба, нарезанная таким метчиком, не доходит до дна отверстия. Бита без резьбы на дне отверстия будет около ¼ ”, поэтому нет ничего страшного, если вы знаете, что оно будет там.Я думаю, оставлять по крайней мере ¼ дюйма ниже, где, как я ожидаю, будет достать болт, – это просто хороший способ и оставляет место для небольшого мусора, который может попасть в отверстие.
Пробочный кран имеет довольно крутой угол в точке, что помогает начать его работу в отверстии подходящего размера. После нескольких оборотов метчик должен нарезать резьбу на всю глубину, и, если он был правильно выровнен с отверстием при запуске, он продолжит работу без дальнейших указаний. Помните, что из-за этого конического наконечника резьба, нарезанная таким метчиком, не доходит до дна отверстия. Бита без резьбы на дне отверстия будет около ¼ ”, поэтому нет ничего страшного, если вы знаете, что оно будет там.Я думаю, оставлять по крайней мере ¼ дюйма ниже, где, как я ожидаю, будет достать болт, – это просто хороший способ и оставляет место для небольшого мусора, который может попасть в отверстие.
На фотографии (вверху слева) показаны отводы типа «заглушка» (слева) и NPT (справа). У меня даже нет донного отвода, потому что они используются редко. | |
 Половина отверстия на правом верхнем фото показывает нижнюю часть отверстия без резьбы, оставшуюся после заглушки или метчика с конусом.Для большинства домашних магазинов это не представляет проблем.
Половина отверстия на правом верхнем фото показывает нижнюю часть отверстия без резьбы, оставшуюся после заглушки или метчика с конусом.Для большинства домашних магазинов это не представляет проблем. Метчики с донным отверстием имеют прямые стороны без конуса и предназначены для нарезания резьбы до дна непроходного отверстия, часто для специальных нужд. Поскольку у донного крана нет конуса на носу, его нельзя запустить сам по себе. Метчики с нижней частью предназначены для продолжения существующей резьбы, нарезанной пробкой или коническим метчиком. Метчики для нижней части действительно являются специальным предметом, и для большинства домашних мастеров-слесарей покупка отдельных метчиков для нижней части, когда (и если) возникает необходимость, имеет наибольший финансовый смысл.
Метчики с конусом очень похожи на метчики-пробки, за исключением того, что конус на носике более длинный и более плавный. Постепенное сужение облегчает запуск метчика в отверстии правильного размера, но увеличивает расстояние от дна отверстия, где заканчивается полная резьба. В некоторых наборах метчиков и плашек есть несколько метчиков с конусом, смешанных со стилями заглушек. Вы должны быть внимательны при запуске любого стиля нажатия, так что это не большая проблема.
Постепенное сужение облегчает запуск метчика в отверстии правильного размера, но увеличивает расстояние от дна отверстия, где заканчивается полная резьба. В некоторых наборах метчиков и плашек есть несколько метчиков с конусом, смешанных со стилями заглушек. Вы должны быть внимательны при запуске любого стиля нажатия, так что это не большая проблема.
NPT (национальная трубная резьба) несколько отличаются по способу нарезки.См. Раздел ДНЯО ниже, чтобы узнать о них подробнее.
Плашки слесаря для дома практически все одинаковы. У них есть конусообразное нижнее отверстие, чтобы облегчить начало нарезания резьбы. Часто во избежание путаницы на верхнюю и / или нижнюю части матрицы есть маркировка. Отличие скошенной стороны от неконусной стороны довольно легко распознать визуально, если на ней нет маркировки.
Важные отверстия
Поскольку метчики сами по себе не делают отверстия, мы должны делать это сверлом. Важно знать, что для метчиков требуются отверстия очень определенного размера, чтобы они могли нарезать внутри полезную резьбу. Ситуация усугубляется тем, что отверстия правильного размера для конкретного метчика часто не входят в состав меньших потребительских наборов сверл. Кроме того, для одного метчика может быть несколько отверстий. Иногда отверстия разного размера используются для разных материалов (например, алюминия и стали), и посадка между крепежом и резьбой в отверстии может быть изменена с помощью немного разных диаметров сверла.Если вы хотите сделать свой
Важно знать, что для метчиков требуются отверстия очень определенного размера, чтобы они могли нарезать внутри полезную резьбу. Ситуация усугубляется тем, что отверстия правильного размера для конкретного метчика часто не входят в состав меньших потребительских наборов сверл. Кроме того, для одного метчика может быть несколько отверстий. Иногда отверстия разного размера используются для разных материалов (например, алюминия и стали), и посадка между крепежом и резьбой в отверстии может быть изменена с помощью немного разных диаметров сверла.Если вы хотите сделать свой
Убедиться, что отверстие не только правильного размера, но и просверлено идеально квадратным, лучше всего делать на правильно установленном сверлильном станке (слева). Затем не торопитесь, чтобы установить кран под прямым углом к отверстию (справа), или до того, как вы дойдете до половины, кран, вероятно, сломается. | |
 Это знаменует начало действительно плохого дня.
Это знаменует начало действительно плохого дня. глаза слезятся, ознакомьтесь с таблицей размеров сверл и метчиков по резьбе и винтам, в которой показаны наиболее распространенные варианты резьбы и диаметра отверстий.В промышленных условиях все эти параметры могут быть важны. В домашнем магазине мы можем придерживаться стандартного размера отверстия для относительно небольшого ассортимента метчиков и штампов, которые мы, вероятно, будем использовать. У меня также есть две версии таблиц стандартных размеров отверстий в справочном разделе. Один для SAE (общества автомобильных инженеров), а другой для метрической системы, потому что они физически разных размеров. Время от времени я получаю электронные письма от людей, которые считают, что метрические размеры и размеры SAE действительно одинаковы, просто описываются разными словами.Не так.
Хорошая новость для любителя заключается в том, что большинство наборов для метчиков и штампов, таких как набор для метчиков и штампов KD из 40 деталей, которые я использую, поставляются с карточкой или печатной таблицей с размерами отверстий для входящих в комплект метчиков. Если вы делаете что-то, что действительно требует другого «зазора», вы, вероятно, об этом знаете. Остальные из нас могут придерживаться «нормальных» взаимоотношений с дырой и краном и меньше головной боли.
Если вы делаете что-то, что действительно требует другого «зазора», вы, вероятно, об этом знаете. Остальные из нас могут придерживаться «нормальных» взаимоотношений с дырой и краном и меньше головной боли.
Прямолинейность на счету
Как вы могли догадаться, выравнивание между пилотным отверстием и краном должно быть правильным, иначе могут случиться плохие вещи.По возможности лучше всего просверливать отверстие на правильно настроенном сверлильном станке, а не вручную. Если вам нужно использовать ручную дрель, попробуйте направить ее с помощью квадрата или чего-то еще, что поможет вам визуально совместить с поверхностью просверливаемой детали.
При запуске крана очень важно держать его перпендикулярно отверстию. Это еще одна веская причина просверлить отверстие на сверлильном станке. Намного легче держать метчик под углом 90 градусов к поверхности, чем правильно выровнять с угловым отверстием.Если вам НУЖНО отверстие под углом, просто не торопитесь, чтобы правильно выровнять кран, но такие ситуации редко встречаются в домашнем магазине.
Плашки имеют верхнюю и нижнюю. На фотографии слева матрица справа имеет верхнюю сторону вверх, а левую – то, что должно быть снизу вверх. Вы можете увидеть конические зубы, выходящие на поверхность на левом. На рукоятке матрицы (справа) матрица установлена правильно.Надпись на этих штампах отмечает нижнюю сторону. | |
При запуске крана я считаю, что проще всего повернуть его немного, чтобы я мог сосредоточиться на том, чтобы удерживать кран и ручку крана выровненной с отверстием. Этот процесс упрощается с помощью рукоятки для метчика с храповым механизмом, подобной той, что используется в наборе для метчиков и штампов KD из 40 деталей, который я использую в своем магазине и рассматривал ранее на этом сайте. Благодаря храповому механизму вам не нужно переходить из рук в руки или делать большие проходы. Возможность перемещаться по удобной дуге значительно упрощает правильное выравнивание метчика или матрицы.
Возможность перемещаться по удобной дуге значительно упрощает правильное выравнивание метчика или матрицы.
Как только метчик начинает кусаться, очень важно поворачивать его назад на пол-оборота или около того, чтобы помочь разбить и удалить металлическую стружку, порезанную метчиком, или кромки штампа. Возьмите за привычку поворачивать кран или штамп на ½ до 1 полного оборота вперед, а затем возвращать его на ¼ до ½ оборота. Затем поверните его вперед, пока он снова не начнет резать, продолжайте движение вперед на 1/2 – 1 оборот или около того, а затем назад, чтобы удалить стружку.Повторяйте эту последовательность, пока кран не достигнет дна отверстия.
Если возникает ощущение, что кран заедает или наезжает на что-то, полностью вытащите его и прочистите отверстие. Посмотрите, не входит ли кран в отверстие под углом. Если нет, долейте немного масла в кран, осторожно верните его и снова начните резать. Никогда не пытайтесь форсировать метчик (или умереть), так как это редко приводит к хорошей резьбе, но чаще к сломанному (и безнадежно застрявшему) метчику.
Я могу сказать вам по опыту, что найти время, чтобы правильно использовать кран, намного проще, чем пытаться выкопать сломанный кран из ямы. Сверхтвердый метчик выдержит практически любое сверление, которое вы найдете. Часто единственный способ вытащить сломанный кран – это свернуть его. Вы делаете это, помещая твердый кернер в центр метчика и сильно ударив по нему большим молотком. Иногда вам повезет, и метчик разобьется, но чаще он просто раскалывается или треснет, и удары молотком должны продолжаться.Это может быть медленным и утомительным процессом, который также может быть очень болезненным, если вы промахнетесь ударом молотка, так что будьте осторожны!
Метчик NPT не доходит до металла. Метчик NPT (справа) показывает 6 зубцов над поверхностью. Я начинаю с этого и проверяю, подходит ли вилка, прежде чем продолжить. | |
 Вы можете видеть, что на пробке (справа) осталось немного резьбы после затяжки. Если бы она вошла до упора, заглушка не закрылась бы и не стала бы достаточно плотной, чтобы оставаться на месте.
Вы можете видеть, что на пробке (справа) осталось немного резьбы после затяжки. Если бы она вошла до упора, заглушка не закрылась бы и не стала бы достаточно плотной, чтобы оставаться на месте. Я всегда использую резьбовое масло (кажется, работает любое относительно легкое масло), наносимое на режущие кромки метчика или матрицы. Эта небольшая смазка, кажется, делает резание более плавным, а стружки остаются свободными. Мне сказали, что небольшое количество масла также снижает температуру в тонких точках метчика или штампа, которые на самом деле выполняют резку.
Использование метчиков NPT
Многие комплекты метчиков и плашек включают одну или две NPT (национальную трубную резьбу), которые обычно используются для таких вещей, как пробка маслосливного отверстия в двигателях газонокосилок.Трубная резьба предназначена для обеспечения герметичного уплотнения, иногда с помощью герметика для трубной резьбы или тефлоновой ленты. Резьба на самом деле сужается, чтобы обеспечить герметичность и предотвратить прохождение заглушки или трубы, которая в нее ввинчивается. Было бы очень плохо, если бы пробка маслосливного отверстия попала в картер двигателя… ..
Резьба на самом деле сужается, чтобы обеспечить герметичность и предотвратить прохождение заглушки или трубы, которая в нее ввинчивается. Было бы очень плохо, если бы пробка маслосливного отверстия попала в картер двигателя… ..
NPT имеет собственные размеры сверла, и у нас есть диаграмма, которая показывает общие размеры NPT в разделе «Справочная информация» на этом сайте. Запуск и нарезание резьбы в отверстии начинается так же, как нарезание обычной резьбы, с использованием той же последовательности вперед, назад и снова вперед, чтобы разбить стружку.Однако метчик с резьбой NPT не должен входить в отверстие полностью. Скорее всего, на метчике должно быть от 3 до 5 ниток, видимых над краем отверстия. Лучше всего приблизиться к этой глубине, снять кран, прочистить отверстие и попробовать заглушку. Пробка также должна затянуться так, чтобы несколько витков резьбы были над поверхностью.
Другой метод, который иногда используют, – это заполнение метчика консистентной смазкой, чтобы помочь захватить стружку. Это может быть очень полезно при очистке или повторном нарезании отверстия в двигателе, которое вы не можете или не хотите разбирать.Снимайте кран через каждый или два поворота, очищайте его и снова смазывайте. Я знаю, что это займет немного времени, но не так много, как засасывание металлической стружки в движущиеся части.
Это может быть очень полезно при очистке или повторном нарезании отверстия в двигателе, которое вы не можете или не хотите разбирать.Снимайте кран через каждый или два поворота, очищайте его и снова смазывайте. Я знаю, что это займет немного времени, но не так много, как засасывание металлической стружки в движущиеся части.
Заново заправить
Видеоурок |
|
За эти годы я усвоил одну вещь: после обрезки всей резьбы хорошо очистите отверстие (или болт), а затем еще раз или два пропустите метчик или штамп по новой резьбе.По крайней мере, кажется, что это немного полирует резьбу и делает ее более удобной для болта или гайки, которые с ними взаимодействуют. Когда я работаю с чем-то, в чем есть потоки, я часто нажимаю на них или умираю, чтобы их очистить. Работа в течение нескольких минут может сделать настройки крутящего момента более точными, а также значительно упростить сборку, поскольку крепежные детали входят правильно.
Когда я работаю с чем-то, в чем есть потоки, я часто нажимаю на них или умираю, чтобы их очистить. Работа в течение нескольких минут может сделать настройки крутящего момента более точными, а также значительно упростить сборку, поскольку крепежные детали входят правильно.
Использовать метчики и плашки действительно очень просто. Наиболее распространенные ошибки возникают из-за спешки и слишком сильного удара, когда происходит сбой касания или кубика.Потратьте время, чтобы правильно запустить метчики и штампы, и не забывайте разбивать стружку обратными движениями метчиков и штампов. Тогда вы можете быть уверены, что обрезанные вами нити будут работать должным образом.
Ознакомьтесь с информацией о ветке в нашем справочном разделе!
Есть комментарий к этой истории? –Пишите мне
Вернуться к списку практических рекомендаций
Метчики и матрицы и инструменты для разметки и измерения (часть первая)
Метчики и плашки
Метчик используется для нарезания резьбы внутри отверстия, а матрица – для нарезания наружной резьбы на круглой заготовке. Они изготовлены из закаленной стали и отшлифованы до точного размера. Есть четыре типа резьбы, которые можно нарезать стандартными метчиками и штампами: National Coarse, National Fine, National Extra Fine и National Pipe.
Они изготовлены из закаленной стали и отшлифованы до точного размера. Есть четыре типа резьбы, которые можно нарезать стандартными метчиками и штампами: National Coarse, National Fine, National Extra Fine и National Pipe.
Ручные метчики обычно поставляются комплектами по три метчика для каждого диаметра и серии резьбы. Каждый набор содержит метчик с конусом, заглушку и метчик для дна. Метчики в комплекте идентичны по диаметру и поперечному сечению, разница лишь в величине конуса. [Рисунок 11-25] Рисунок 11-25.Ручные метчики.
Метчик с конусом используется для начала процесса нарезания резьбы, поскольку он сужается назад на 6–7 витков резьбы. Этот метчик нарезает всю резьбу над конусом. Это единственный метчик, необходимый для нарезания резьбовых отверстий в тонких сечениях. Пробковый метчик дополняет конический метчик для резьбонарезания отверстий в толстой заготовке.
Отвод дна не конусный. Он используется для нарезания полной резьбы до дна глухого отверстия.
Плашки можно разделить на регулируемые круглые разрезные плашки и плоские круглые разрезные.Регулируемая разрезная матрица имеет регулировочный винт, который можно затянуть так, чтобы матрица слегка раздвинулась. Регулируя матрицу, можно контролировать диаметр и посадку резьбы. [Рисунок 11-26] Рисунок 11-26. Типы плашек.
Цельнолитые матрицы не регулируются. Следовательно, с этим типом невозможно получить различные варианты посадки резьбы. Есть много типов ключей для токарных метчиков, а также токарных плашек. Т-образная рукоятка, разводной ключ для метчика и матрица для круглых разъемных матриц, показанные на рис. 11-27, являются одними из наиболее распространенных типов.Информация о размерах резьбы, посадках, типах и скоростях сверления показана на Рисунках с 11-28 по 11-30.
Рисунок 11-27. Ключи штамповочные и метчики Рисунок 11-28. Американские (национальные) размеры резьбы винта. [Щелкните изображение, чтобы увеличить.] Рисунок 11-29. Американские (национальные) размеры трубной резьбы и размеры сверл.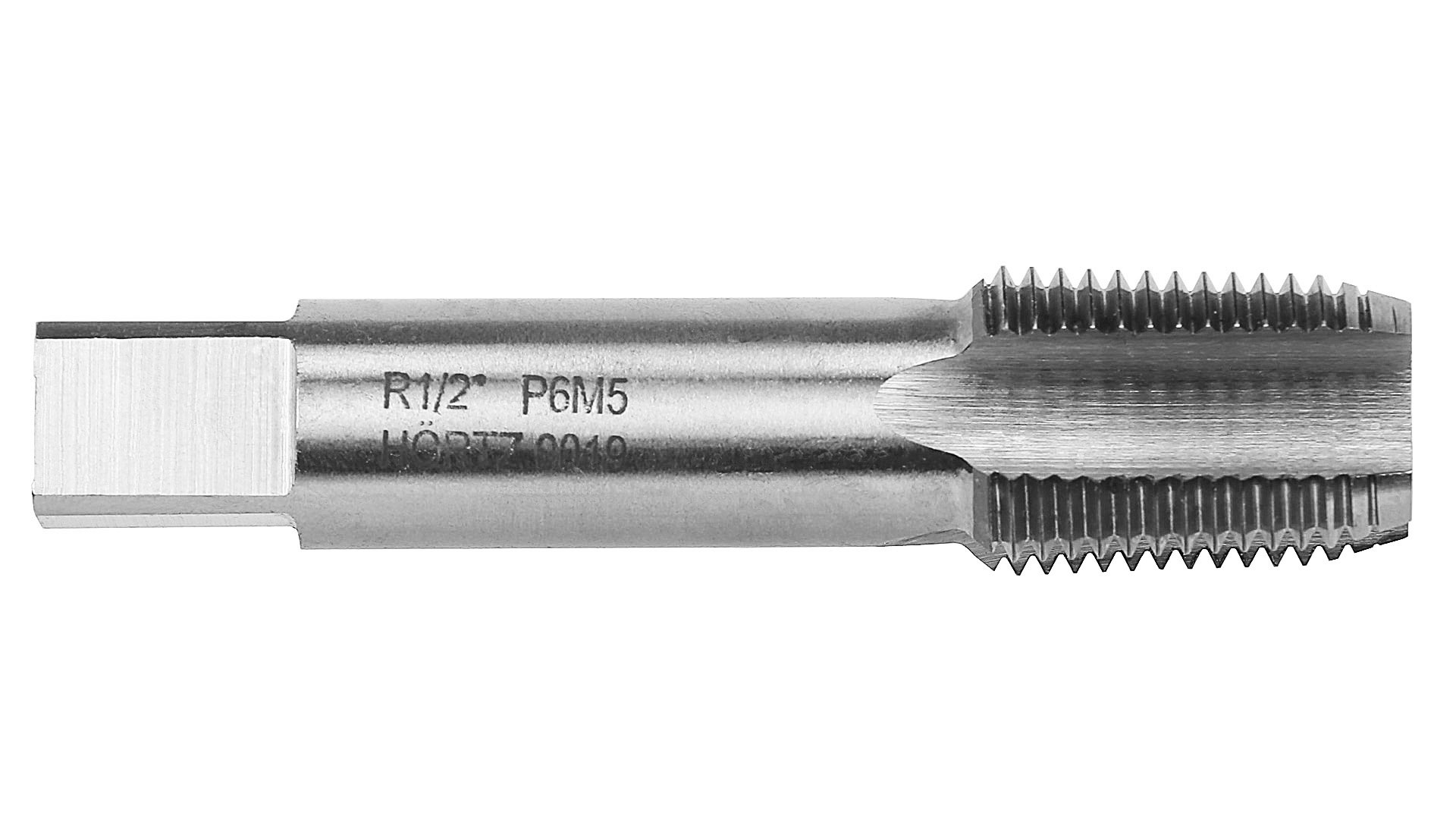 [Щелкните изображение, чтобы увеличить.] Рисунок 11-30. Скорость сверления. [Щелкните изображение, чтобы увеличить.]
[Щелкните изображение, чтобы увеличить.] Рисунок 11-30. Скорость сверления. [Щелкните изображение, чтобы увеличить.]Инструменты для разметки и измерения
Устройства для разметки и измерения являются прецизионными инструментами. Они тщательно обработаны, имеют точную маркировку и во многих случаях состоят из очень хрупких деталей.При использовании этих инструментов будьте осторожны, чтобы не уронить, не согнуть и не поцарапать их. Готовое изделие не точнее мерок или макета; поэтому очень важно понимать, как читать, использовать и ухаживать за этими инструментами.
Правила
Правила изготовлены из стали и могут быть жесткими или гибкими. Гибкая стальная линейка изгибается, но ее не следует гнуть намеренно, так как ее довольно легко сломать. В работе с самолетами чаще всего используется единица измерения – дюйм.Дюйм можно разделить на более мелкие части с помощью деления на дробную или десятичную дробь.
Дробное деление дюйма определяется путем деления дюйма на равные части: половинки (1⁄2), четверти (1⁄4), восьмые (1⁄8), шестнадцатые (1⁄16), тридцать вторые ( 1⁄32) и шестьдесят четвертых (1⁄64). Доли дюйма могут быть выражены десятичными знаками, называемыми десятичными эквивалентами дюйма. Например, 1⁄8 дюйма выражается как 0,0125 (сто двадцать пять десятых тысячных дюйма).
Доли дюйма могут быть выражены десятичными знаками, называемыми десятичными эквивалентами дюйма. Например, 1⁄8 дюйма выражается как 0,0125 (сто двадцать пять десятых тысячных дюйма).
Правила производятся в двух основных стилях: разделенные или помеченные обыкновенной дробью, и разделенные или помеченные десятичными знаками или делениями в одну сотую дюйма. Правило можно использовать как измерительный инструмент или как линейку. [Рисунок 11-31] Рисунок 11-31. Правила.
Комбинированные наборы
Комбинированный набор, как следует из его названия, представляет собой инструмент, который имеет несколько применений. Его можно использовать для тех же целей, что и обычный треугольник, но он отличается от треугольника тем, что головка скользит по лезвию и может быть зажата в любом желаемом месте.С квадратной головкой или головкой ложа сочетаются уровень и черчитель. Головка скользит по центральной канавке на лезвии или шкале, которые, как правило, можно использовать отдельно. [Рисунок 11-32] Рисунок 11-32. Комбинированный набор.
[Рисунок 11-32] Рисунок 11-32. Комбинированный набор.
Спиртовой уровень в головке приклада позволяет удобно выровнять кусок материала с поверхностью и в то же время определить, является ли тот или другой горизонтальным или вертикальным. Голову можно использовать отдельно как простой уровень.
Комбинацию квадратной головки и лезвия также можно использовать в качестве разметочного калибра для разметки линий под углом 45 °, в качестве измерителя глубины или измерителя высоты.Удобный скрайбер удерживается в головке с помощью небольшой латунной втулки.
Центральная головка используется для определения центра валов или других цилиндрических деталей. Головку транспортира можно использовать для проверки углов, а также можно установить под любым желаемым углом для рисования линий.
Рисователь
Рисователь предназначен для работы авиационным механиком так же, как карандаш или ручка для писателя. Как правило, он используется для разметки или разметки линий на металлических поверхностях. Разметчик изготовлен из инструментальной стали, длиной от 4 до 12 дюймов и имеет два игольчатых конца. Один конец загнут под углом 90 ° для доступа и маркировки сквозных отверстий. [Рисунок 11-33] Рисунок 11-33. Писатель.
Разметчик изготовлен из инструментальной стали, длиной от 4 до 12 дюймов и имеет два игольчатых конца. Один конец загнут под углом 90 ° для доступа и маркировки сквозных отверстий. [Рисунок 11-33] Рисунок 11-33. Писатель.
Перед использованием резчика всегда проверяйте остроту острия. Убедитесь, что линейка ровно прилегает к металлу и находится в нужном положении для разметки. Слегка наклоните скрайбер в направлении, в котором он будет двигаться, держа его как карандаш. Держите кончик чернил близко к направляющей кромке линейки.Нарисованная линия должна быть достаточно толстой, чтобы ее можно было увидеть, но не глубже, чем необходимо для ее выполнения. Очень важно использовать разметку только там, где она определяет линию, которую нужно разрезать, поскольку линии разметки могут создавать точки напряжения, в которых могут произойти отказы.
Делители и циркуль
Делители и циркуль имеют две ножки, соединенные сверху осью. Они используются для начертания окружностей и дуг, а также для переноса измерений с линейки на работу.
У циркуля-карандаша одна ножка сужается к острию иглы. В другую ногу вставлен карандаш или грифель. Обе ножки разделителей сужаются к остриям иглы.
При использовании циркуля-карандаша или делителя рекомендуются следующие процедуры:
- Осмотрите концы, чтобы убедиться, что они острые.
- Чтобы установить делители или циркуль, держите их так, чтобы конец одной ноги находился на отметке на линейке. Поверните регулировочную гайку большим и указательным пальцами.Отрегулируйте делители или циркуль до тех пор, пока острие другой ноги не упирается в градуировку линейки, дающей требуемое измерение.
- Чтобы нарисовать дугу или круг с помощью циркуля или разделителя, удерживайте насадку для большого пальца сверху большим и указательным пальцами. Надавив на обе ноги, поверните циркуль по часовой стрелке и нарисуйте нужную дугу или окружность.
- Склонность ног к скольжению предотвращается путем наклона циркуля или делителя в направлении, в котором они вращаются.
 При обработке металлов разделители используются только для разметки дуг или окружностей, которые затем удаляются путем резки. Все остальные дуги или окружности нарисованы циркулем, чтобы не поцарапать материал.
При обработке металлов разделители используются только для разметки дуг или окружностей, которые затем удаляются путем резки. Все остальные дуги или окружности нарисованы циркулем, чтобы не поцарапать материал. - На бумажных макетах циркуль используются для описания дуг и окружностей. Делители следует использовать для переноса важных измерений, потому что они более точны, чем карандашный циркуль.
 При обработке металлов разделители используются только для разметки дуг или окружностей, которые затем удаляются путем резки. Все остальные дуги или окружности нарисованы циркулем, чтобы не поцарапать материал.
При обработке металлов разделители используются только для разметки дуг или окружностей, которые затем удаляются путем резки. Все остальные дуги или окружности нарисованы циркулем, чтобы не поцарапать материал.Штангенциркули
Штангенциркули используются для измерения диаметров и расстояний или для сравнения расстояний и размеров.Три распространенных типа суппортов – это суппорты с внутренним и внешним креплением, а также суппорты с гермафродитом, такие как суппорты зубчатого инструмента. [Рисунок 11-34] Рисунок 11-34. Суппорта.
Наружный штангенциркуль используется для измерения внешних размеров – например, диаметра куска круглой ложи. Внутренние суппорты имеют изогнутые наружу ножки для измерения внутренних диаметров, например диаметров отверстий, расстояния между двумя поверхностями, ширины прорезей и других подобных работ. Штангенциркуль-гермафродит обычно используется в качестве калибра для разметки при раскладке.Его не следует использовать для точных измерений.
Штангенциркуль-гермафродит обычно используется в качестве калибра для разметки при раскладке.Его не следует использовать для точных измерений.
Flight Mechanic рекомендует
Блок для метчиков – Любопытный изобретатель
Описание
Как правило, запуск метчика является наиболее утомительной и подверженной ошибкам частью. При простукивании вручную важно визуально проверять выравнивание в нескольких разных направлениях, делая первые несколько поворотов. Если вы все же начнете отвод под углом, исправить курс может быть очень сложно. В качестве альтернативы, метчик автоматически удерживает метчик перпендикулярно поверхности детали без какого-либо особого ухода или проверки.Наше видео по обработке металла демонстрирует это ближе к концу.
Перед использованием сначала нанесите жидкость для заливки. Затем прижмите блок для метчиков к детали и сделайте примерно 2 полных оборота. После этого поверните кран в обратном направлении, пока не почувствуете, что стружка сломалась, а затем продолжайте движение вперед еще четверть оборота, прежде чем снова повернуть назад. Продолжайте несколько раз поворачивать вперед, а затем назад, чтобы сломать стружку.
Продолжайте несколько раз поворачивать вперед, а затем назад, чтобы сломать стружку.
В зависимости от металла, метчика и смазочно-охлаждающей жидкости вам может вообще не понадобиться реверсировать метчик.Просто имейте в виду, что стружка может легко засорить кран, вызвать его остановку и поломку; сломанный кран почти невозможно удалить. Если вы чувствуете нарастание сопротивления, сначала попробуйте повернуть задним ходом, а если это не помогает, попробуйте удалить весь кран, очистить отверстие и добавить еще жидкости.
Зачем покупать этот метчик более дешевым алюминиевым? Если вы собираетесь купить блок для постукивания (вместо того, чтобы делать его самостоятельно), вы можете также приобрести такой, который будет служить вечно.Этот блок изготовлен из чрезвычайно прочной термообработанной стали 4140. Он также покрыт еще более жестким внешним слоем, который выдержит столкновение в магазине (покрытие также используется на специальных пулях). Напротив, алюминий быстро тускнеет и изнашивается от кранов. Наконец, этот блок для метчиков никогда не ржавеет, поэтому нет необходимости покрывать его маслом.
Наконец, этот блок для метчиков никогда не ржавеет, поэтому нет необходимости покрывать его маслом.
Если отверстий всего 7, как он может работать с метчиками меньше №6? Как оказалось, диаметр хвостовика метчиков №0–6 одинаков, поэтому хвостовик на самом деле является тем, что направляет меньшие метчики.Метчики большего размера сначала управляются по резьбе, а затем по хвостовику. См. Изображения ниже:
Между отверстием и метчиком очень плотное прилегание, поэтому вам может потребоваться стереть рельефную маркировку на некоторых метчиках, но это редко – большинство метчиков имеют химически протравленные этикетки, которые не будут мешать . Кроме того, некоторые более дешевые смесители не соответствуют стандартам ANSI и не подходят. Вот размеры хвостовиков ANSI на случай, если вы захотите проверить свои метчики перед покупкой: №6 и ниже:.141 “, # 8: .168, # 10: .194, # 12: .220, 1/4”: .255, 5/16 “: .318, 3/8”: .381 (это относится к грубым и мелкие нити).
Разве метчик не ударяется о верхнюю часть блока до того, как метчик может стать достаточно глубоким? Как показано ниже, метчик №4 выходит за пределы блока более чем достаточно для большинства стандартных отверстий. (Если вы нарезаете резьбу более чем на 2 диаметра, есть вероятность, что винт сломается до того, как оборвется резьба). Если вам действительно нужно нажать глубже, вы всегда можете начать касание с блока, отменить его, а затем завершить задание без блока.
Последнее замечание о внешнем виде: покрытие может казаться неровным и иметь тенденцию выделять следы от режущего инструмента, но эти артефакты являются чисто косметическими и связаны с прочным прилипанием покрытия. Каждый блок тщательно проверяется на прямоугольность.
СДЕЛАНО В США
Наконечник для метчика – поиск идеального метчика
Предупреждение, блог, который вы собираетесь прочитать, содержит больше информации, чем многие из вас могут захотеть, и может сбивать с толку, но это то, что мы делаем при разработке смесителя .
Фактический средний диаметр метчика с шлифованной резьбой обозначается разными способами. Это зависит от того, дюймовая она или метрическая, от того, насколько он отличается от основного делительного диаметра, и от направления этой разницы (больше или меньше).
Метчики с шлифованной резьбой разработаны с «обратным конусом», уменьшением формы резьбы, включая делительный диаметр. Обратная конусность начинается в передней части метчика и уменьшается к задней части. Обозначенный размер шага диаметра метчика находится на первой полной резьбе после фаски.Именно эта резьба является последним зубом, который нужно нарезать, доводя форму резьбы, включая средний диаметр резьбового отверстия, до нужного размера.
Диаметр основного шага
Прежде чем мы сможем обсудить предел диаметра шага метчика, нам нужно понять, что такое основной или номинальный диаметр шага обозначения резьбы.
Делительный диаметр базовой резьбы находится там, где ширина зуба и ширина промежутка между ними равны. Он рассчитывается путем вычитания базовой высоты для данного размера резьбы из основного наружного диаметра резьбы. Значение высоты резьбы зависит от шага (P) резьбы. Для резьбы 60 градусов формула базовой высоты резьбы составляет 0,64952P.
Он рассчитывается путем вычитания базовой высоты для данного размера резьбы из основного наружного диаметра резьбы. Значение высоты резьбы зависит от шага (P) резьбы. Для резьбы 60 градусов формула базовой высоты резьбы составляет 0,64952P.
Пример, основной делительный диаметр
1 / 4-20 UNC
OD = 0,2500
P = 1 дюйм / 20TPI = 0,0500
Базовая высота резьбы = 0,64952 x 0,0500 = 0,032476
Диаметр основного шага = 0,2500 – 0,032476 = 0,2175
M6X1
OD = 6.000 мм
P = 1,00 мм (1 в обозначении размера – это шаг, а не TPI)
Базовая высота резьбы = 0,64952 x 1,00 мм = 0,64952 мм
Диаметр основного шага = 6,000 мм – 0,64952 = 5,350 мм
H или Пределы L (дюймовые метчики)
Пределы H и L используются для метчиков с шлифованной резьбой дюймового размера. H (высокий) представляет собой делительный диаметр, который больше основного делительного диаметра, а L (низкий) представляет собой меньший делительный диаметр. Число после H или L указывает на то, насколько он отличается от основного делительного диаметра.Каждое число после H или L равно 0,0005, поэтому h4 или L3 равно 0,0005 x 3 или 0,0015. Предел H (верхний) – это максимальный делительный диаметр метчика, а предел L (нижний) – это минимальный делительный диаметр метчика. Минимальное значение предела H и максимальное предельное значение L определяются путем применения допусков из стандартов для отводов. Я должен упомянуть, что пределы H и L также выражаются как GH или GL, причем G означает, что метчик имеет заземленную резьбу, подойдет любое обозначение, с буквой G или без нее.
Число после H или L указывает на то, насколько он отличается от основного делительного диаметра.Каждое число после H или L равно 0,0005, поэтому h4 или L3 равно 0,0005 x 3 или 0,0015. Предел H (верхний) – это максимальный делительный диаметр метчика, а предел L (нижний) – это минимальный делительный диаметр метчика. Минимальное значение предела H и максимальное предельное значение L определяются путем применения допусков из стандартов для отводов. Я должен упомянуть, что пределы H и L также выражаются как GH или GL, причем G означает, что метчик имеет заземленную резьбу, подойдет любое обозначение, с буквой G или без нее.
Пример,
Максимальный диаметр шага метчика для предела H
1 / 4-20 UNC GH5
= Базовый PD + количество GH5
= 0,2175 + (5 x 0,0005)
= 0,2175 + 0,0025
= 0,2200
Минимальный диаметр шага метчика для ограничения L
1 / 4-20 UNC GL3
= Базовый PD – Количество GL3
= 0,2175 – (3 x 0,0005)
= 0,2175 – 0,0015
= 0,2160
Пределы D или DU (метрические метчики)
D и Пределы DU используются для метчиков с шлифованной резьбой метрического размера. D представляет собой делительный диаметр, который больше основного делительного диаметра, а DU представляет собой делительный диаметр, который меньше.Число после D или DU указывает на то, насколько он отличается от основного делительного диаметра. Каждое число после D или DU равно 0,013 мм, поэтому D3 или DU3 равно 0,013 мм x 3 или 0,039 мм. Предел D – это максимальный делительный диаметр метчика, а предел DU – это минимальный делительный диаметр. Минимальное значение предела D и максимальное предельное значение DU определяются путем применения допусков из стандартов для отводов.
D представляет собой делительный диаметр, который больше основного делительного диаметра, а DU представляет собой делительный диаметр, который меньше.Число после D или DU указывает на то, насколько он отличается от основного делительного диаметра. Каждое число после D или DU равно 0,013 мм, поэтому D3 или DU3 равно 0,013 мм x 3 или 0,039 мм. Предел D – это максимальный делительный диаметр метчика, а предел DU – это минимальный делительный диаметр. Минимальное значение предела D и максимальное предельное значение DU определяются путем применения допусков из стандартов для отводов.
Пример,
Максимальный диаметр шага резьбы для ограничения D
M6 X 1 D5
= Базовый PD + количество D5
= 5.530 мм + (5 x 0,013 мм)
= 5,530 мм + 0,065 мм
= 5,595 мм
Минимальный диаметр шага метчика для ограничения DU
M6 X 1 DU3
= Базовый PD – количество DU3
= 5,530 мм – (3 x 0,013 мм )
= 5,530 мм – 0,039 мм
= 5,491 мм
Плюс (увеличенный размер), минус (меньший размер) Пределы (в дюймах или метрических единицах)
При указанном значении требуемый диаметр шага метчика должен быть больше или под основным делительным диаметром он используется для расчета минимального предела, затем применяется допуск плюс для получения максимального предела.
Если этот максимальный делительный диаметр кратен 0,0005 для дюймовых размеров или 0,013 мм для метрических размеров, то можно определить применимые G, GL D или DU. Например, 1 / 4-20 UNC +0,005 не является Gh20 (0,005 / 0,0005), при добавлении величины сверх размера 0,005 к базовому делительному диаметру он равен минимальному делительному диаметру, затем добавляется допуск, максимальный делительный диаметр теперь на 0,0055 больше базового делительного диаметра. 0,0055 / 0,0005 = Gh21.
Если сумма не кратна 0.0005 для дюймовых размеров или 0,013 мм для метрических размеров, он используется для расчета минимального предела, а максимальный предел устанавливается путем добавления допуска из стандарта для метчиков. В этом случае метчик отмечен знаком «+» или «-», за которым следует количество, например 1/4 – 20 UNC + 0,0017, 1/4 – 20 UNC – 0,0017, M6 X 1 + 0,035 или M6 X 1 – 0,035 .
G (S) Диаметр метчика со специальным шагом
Если метчик не подходит к H, L, D, DU, + или -, как описано выше, и указан максимальный и минимальный диаметр шага метчика, то метчик маркируется с буквой G (S), за которой следует максимальный и минимальный делительный диаметр. Например, 1 / 4-20 UNC G (S) PD 0,2203-0,2198.
Например, 1 / 4-20 UNC G (S) PD 0,2203-0,2198.
Приведенную выше информацию, а также допуски на диаметр шага метчика можно найти в одном из двух отраслевых стандартов, которые регулируют общие размеры метчиков в США.
ASME (Американское общество инженеров-технологов), B94.9
USCTI (Институт режущего инструмента США), метчики, шлифованная резьба
Как видите, определение правильного обозначения требуемого предела метчика может быть довольно запутанным. Информация – это просто способ определить, какие пределы диаметра шага для метчика, который вы можете иметь в своем распоряжении, обозначить на отпечатке и т. Д.Выбор подходящего диаметра шага метчика зависит от требований вашего приложения. В этом блоге не обсуждались различные применения и то, как определить правильное обозначение диаметра шага метчика, мы можем рассказать об этом в следующем блоге. Но до тех пор вы можете связаться с нами и сообщить информацию о своей заявке, и мы сможем работать вместе, чтобы обеспечить ваш успех.
Метчик по дереву для крепления болта
Мы можем получать комиссию, когда вы используете наши партнерские ссылки. Однако это не влияет на наши рекомендации.
Недавно мне нужно было установить два винта с накатанной головкой в импровизированный забор, предназначенный для моей миниатюрной настольной пилы. Проделав отверстие в деревянном заборе, я смог предоставить свое оборудование (винты с накатанной головкой), достаточное для того, чтобы прикрепить новый забор к тому, который поставляется производителем. Этот метод также позволил мне ослабить и затянуть забор по мере необходимости, а иногда даже легко демонтировать его. Как добиться успеха в склейке дерева – тема этого поста.
Когда мне недавно понадобилось прикрепить улучшенный вспомогательный упор к короткому алюминиевому упору моей настольной пилы Proxxon, у меня было два варианта: использовать шурупы и шайбы для дерева или развернуть винты с накатанной головкой.Использование обычного шурупа по дереву потребовало бы от меня хватать отвертку каждый раз, когда я хочу изменить положение или отсоединить вспомогательный упор. Но с винтом с накатанной головкой этот процесс будет намного проще. Если повернуть на пол-оборота влево, барашковый винт будет достаточно ослаблен, и я смогу сдвинуть деревянный забор вверх или вниз по алюминиевому забору. А полный демонтаж ограждения можно сделать быстрее, просто вывинтив винт с накатанной головкой – опять же, никаких инструментов не требуется. Недостаток установки винтов с накатанной головкой в деревянные элементы, например, в сборке кондукторов, заключается в том, что вам нужно вставить в дерево какую-то вставку, которая соответствует машинной резьбе на болте, винте с накатанной головкой или любом другом подобном оборудовании.
Но с винтом с накатанной головкой этот процесс будет намного проще. Если повернуть на пол-оборота влево, барашковый винт будет достаточно ослаблен, и я смогу сдвинуть деревянный забор вверх или вниз по алюминиевому забору. А полный демонтаж ограждения можно сделать быстрее, просто вывинтив винт с накатанной головкой – опять же, никаких инструментов не требуется. Недостаток установки винтов с накатанной головкой в деревянные элементы, например, в сборке кондукторов, заключается в том, что вам нужно вставить в дерево какую-то вставку, которая соответствует машинной резьбе на болте, винте с накатанной головкой или любом другом подобном оборудовании.
Врезка резьбовой вставки, зубчатой Т-образной гайки или вклеивание обычной гайки, безусловно, является вариантом, но под рукой есть более дешевый и быстрый способ установки. Просто проденьте в древесине предварительно просверленное отверстие, чтобы принять машинную резьбу стяжного зажима, и укрепите деревянные резьбы суперклеем. Добавка суперклея удерживает вместе хрупкие короткозернистые части резьбы и предотвращает их отрыв из-за чрезмерного затягивания застежки.
Несколько слов о ответвителях:
Метчикив первую очередь предназначены для нарезания резьбы по металлу и производятся в нескольких конфигурациях и уровнях качества.Недорогие метчики изготавливаются из закаленной углеродистой стали и подходят для фрезерования резьбы в низкоуглеродистой стали, чугуне, латуни, пластике и дереве. Для более сложных резьбонарезных работ доступны метчики из быстрорежущей стали, кобальтовой стали и другие современные метчики из легированной стали. Но для наших целей подойдет и метчиков из углеродистой стали.
TPI – что вам нужно знать
Болты и гайки обычно идентифицируются по их внешнему диаметру или главному диаметру и количеству резьбы на единицу длины (количество резьбы).Чем больше количество ниток на дюйм (в британской системе), тем мельче резьба. Болт ¼-20 означает болт диаметром ¼ дюйма и резьбой 20 на дюйм. В некоторых случаях крепления металла к металлу требуется большее количество резьбы на дюйм. Но для наших целей, то есть крепления застежки к резьбе, нарезанной резьбой в дереве, мы должны отдавать предпочтение более низкому числу TPI.
Но для наших целей, то есть крепления застежки к резьбе, нарезанной резьбой в дереве, мы должны отдавать предпочтение более низкому числу TPI.
Таким образом, мы должны предпочесть-20 вместо-28 и №12-24 вместо №12-28. Обратите внимание, что ниже диаметра дюйма идентификационный стандарт внешнего диаметра обозначается цифрами.Например, № 12 соответствует диаметру 7/32 дюйма, а № 10 соответствует диаметру 3/16 дюйма. В отличие от нашей имперской системы метрическая система довольно последовательна и проста.
Крепеж 1 / 4-20 имеет тот же диаметр, что и 1 / 4-28. Единственная разница – количество ниток на дюйм.
Определение того, какой метчик использовать: Чтобы начать подготовку к нарезанию резьбы по дереву, я начинаю с определения диаметра фурнитуры и типа резьбы с помощью прибора для проверки резьбы. Я продеваю крепеж в устройство для проверки резьбы, чтобы указать его Главный диаметр и количество резьбы (TPI).В маркере доступно несколько видов проверок нитей. Некоторые будут указывать только диаметр + количество TPI, в то время как другие (тип пластины) порекомендуют диаметр соответствующего сверла, которое необходимо развернуть, чтобы создать сквозное отверстие для метчика для фрезерования. Эти пластины для проверки резьбы предназначены для механиков, поэтому они указывают на очень специфическую систему сверл для нарезания резьбы по металлу. Эти биты обозначаются символом «#», за которым следует число. Звучит запутанно.. Ну, не заводите меня …
Некоторые будут указывать только диаметр + количество TPI, в то время как другие (тип пластины) порекомендуют диаметр соответствующего сверла, которое необходимо развернуть, чтобы создать сквозное отверстие для метчика для фрезерования. Эти пластины для проверки резьбы предназначены для механиков, поэтому они указывают на очень специфическую систему сверл для нарезания резьбы по металлу. Эти биты обозначаются символом «#», за которым следует число. Звучит запутанно.. Ну, не заводите меня …
На рынке представлено несколько типов средств проверки ниток. От простого болта и гайки, соединенных вместе в коробке, до шашки в форме спинного мозга, позвонки которого представляют собой блоки гайка / болт.
Пластинчатый измеритель резьбы подскажет рекомендуемый диаметр сверла, которое необходимо использовать при подготовке металлического предмета к нарезанию резьбы.
Чтобы упростить задачу, я рекомендую вам использовать штангенциркуль в дополнение к контроллеру резьбы и сделать следующее:
- Определите тип резьбы и найдите дополнительный метчик. Например, если прибор для проверки резьбы говорит, что у вас застежка 1 / 4-20, я ищу метчик, на котором выгравированы цифры 1 / 4-20.
- Штангенциркулем проверьте малый диаметр метчика. Если губки штангенциркуля не могут найти между резьбами, сделайте обоснованное предположение, погуглите или проверьте диаметр рядом с кончиком метчика.
- Найдите подходящее сверло с меньшим диаметром.
- Просверлите отверстие.
- Зенковка отверстий.
- Постучите в отверстие. Продеть резьбу по дереву очень просто, но вам нужно убедиться, что ваша резьба перпендикулярна поверхности отверстия. В отличие от нарезания резьбы по металлу, здесь мы не хотим использовать масло – это предотвратит прилипание суперклея к древесным волокнам.
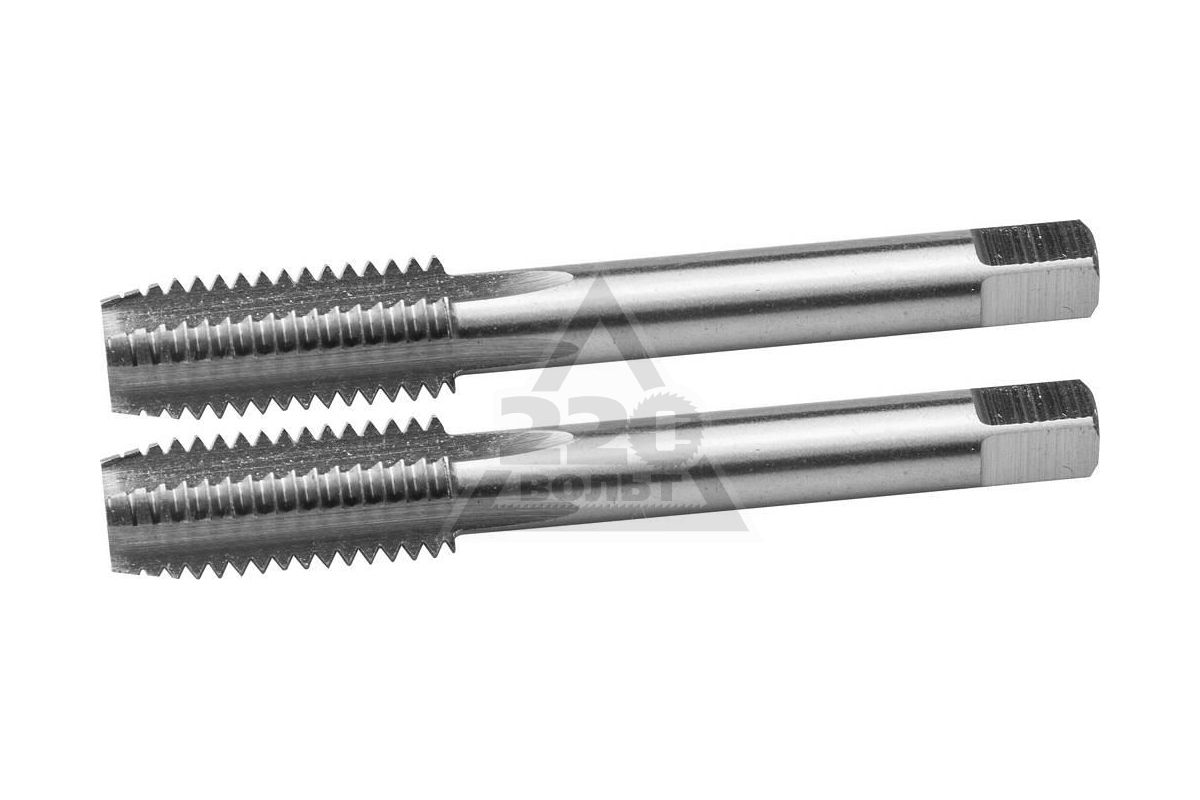 Например, если прибор для проверки резьбы говорит, что у вас застежка 1 / 4-20, я ищу метчик, на котором выгравированы цифры 1 / 4-20.
Например, если прибор для проверки резьбы говорит, что у вас застежка 1 / 4-20, я ищу метчик, на котором выгравированы цифры 1 / 4-20.Использование недорогой ручки для крана для удержания крана обеспечит стабильные результаты.
Продев отверстие, я сдуваю с ниток древесную пыль и заливаю тонкий суперклей.Я стараюсь быть уверенным, что тонкий суперклей покроет все или большую часть нитей в коридоре, при необходимости я наклоняю и вращаю деревянный элемент, чтобы жидкость просочилась глубже в отверстие. Теперь я жду около часа, чтобы гарантировать, что суперклей полностью высохнет, затем вставляю застежку в нити и пробую. Вы удивитесь, насколько надежна и проста в изготовлении эта деревянная «вставка» с резьбой.
Теперь я жду около часа, чтобы гарантировать, что суперклей полностью высохнет, затем вставляю застежку в нити и пробую. Вы удивитесь, насколько надежна и проста в изготовлении эта деревянная «вставка» с резьбой.
Если вы думаете об этом, армированное деревянное резьбовое отверстие ведет себя как композитный материал.Мало того, что древесина сама по себе является композитом, но с добавлением укрепляющего агента (также известного как суперклей) ее можно использовать многократно в течение многих циклов затягивания и ослабления.
Алюминиевый упор моей пилы был слишком коротким и низким и не мог обеспечить надлежащую поддержку для надежных операций продольной распиловки пилы. К счастью, в ограждении есть прорези, позволяющие крепежам проходить сквозь них и во вспомогательное ограждение, которое может сделать пользователь.
Посмотрите это подробное видео Маттиаса Вандела, если вы не хотите тратить деньги на специальный метчик и хотите узнать, как сделать свой собственный метчик для нарезания резьбы на машинных болтах или шурупах.
– Йоав Либерман
Рекомендации по продукту
Вот некоторые расходные материалы и инструменты, которые нам необходимы в повседневной работе в магазине. Мы можем получать комиссию от продаж по нашим ссылкам; однако мы тщательно отбирали эти продукты на предмет их полезности и качества.
Отводы фидера, правила вторичной обмотки трансформатора
На протяжении многих лет, казалось, всегда было непонимание требований к отводам фидера, а также к максимальной токовой защите первичной и вторичной обмоток трансформатора.Например, в Национальном электротехническом кодексе (NEC) 1990 года правила, касающиеся отводов фидеров и вторичных проводов трансформатора, были исключениями из общего правила обеспечения защиты в точке, где защищаемый проводник получает питание. Как исключения, эти требования было трудно понять и применить.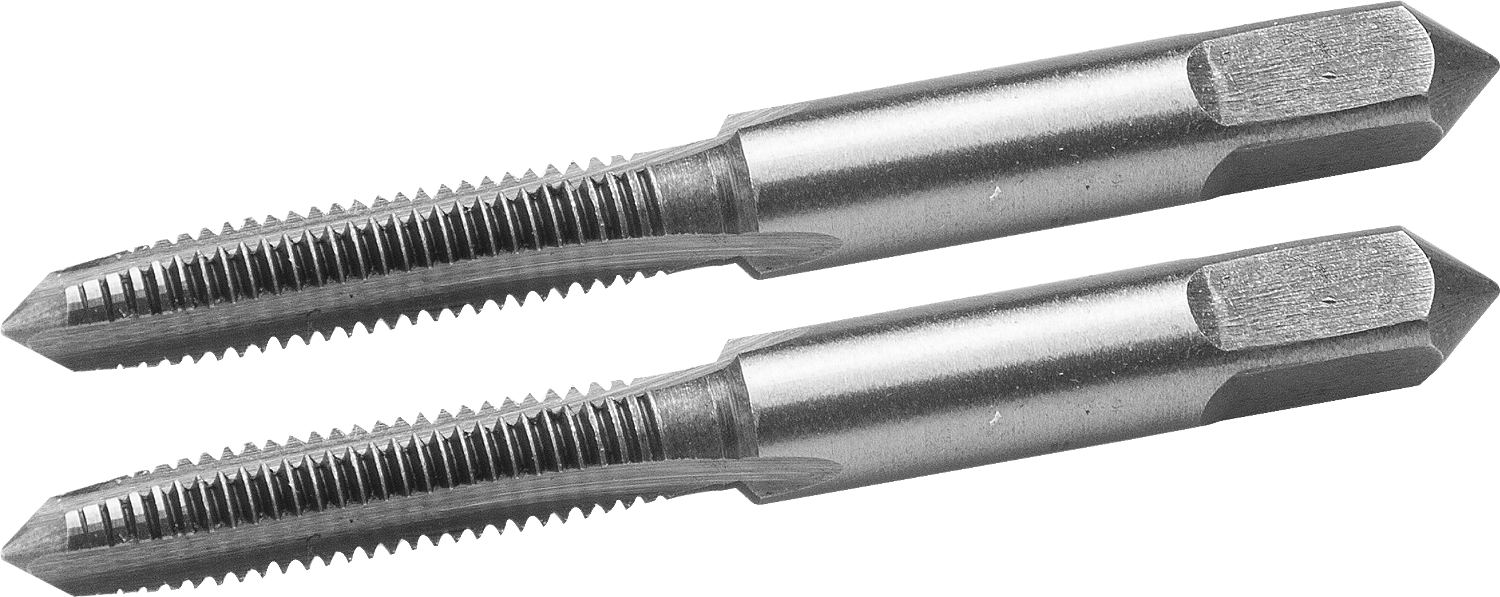 Code-Making-Panel 10 переписал 240-21 для NEC 1993 года, переведя исключения в положительный текст и разделив раздел на несколько подразделов, каждый из которых охватывает определенный тип ответвления фидера или первичные и вторичные проводники трансформатора.
Code-Making-Panel 10 переписал 240-21 для NEC 1993 года, переведя исключения в положительный текст и разделив раздел на несколько подразделов, каждый из которых охватывает определенный тип ответвления фидера или первичные и вторичные проводники трансформатора.
Дальнейшее изменение 240-21 произошло во время издания NEC 1999 года, в котором отводы фидера были помещены в 240-21 (b), а вторичные проводники трансформатора – в 240-21 (c). Реорганизация этого раздела во многом улучшила структуру и облегчила понимание.
Определение ответвительных проводов было добавлено в качестве последнего абзаца в 240-3 (e) – позже оно было перемещено на его нынешнее место в 240.2 – и гласило: «В этой статье определяется ответвительный провод. в качестве проводника, кроме служебного, который имеет защиту от перегрузки по току перед его точкой питания, которая превышает значение, допустимое для аналогичных проводов, которые защищены, как описано в другом месте в этом разделе.Изменения в этом разделе за девять лет привели к тому, что раздел стал намного проще в использовании и понимании (подробнее о кранах см. «Код в фокусе», стр. 50).
«Код в фокусе», стр. 50).
Питатели могут иметь отводы длиной не более 10 футов, отводы длиной не более 25 футов, отводы длиной более 25 футов и не более 100 футов, а также наружные отводы неограниченной длины. Существуют отводы фидера, которые питают первичную обмотку трансформатора, где длина проводника на первичной и вторичной обмотках не превышает 25 футов, но где провод на первичной стороне не защищен при его допустимой нагрузке (что делает его отводом фидера).Давайте рассмотрим два из этих приложений: 25-футовый ответвитель фидера и 25-футовый трансформаторный ответвитель. Как только каждый поймет эти два основных ответвления фидера, мы можем перейти к правилам вторичной обмотки трансформатора в 240.21 (C).
Основным требованием для любого из этих ответвлений фидера является то, что длина проводов должна быть фиксированной на максимальную длину, и положения 240,4 (B) для округления до следующего стандартного устройства защиты от сверхтоков, в котором допустимая токовая нагрузка проводника не превышает допустимого значения. не соответствовать типоразмерам устройства не допускается.Таким образом, 240.21 (B) (2) допускает 25-футовый отвод, где допустимая нагрузка отводящего провода составляет не менее одной трети номинала устройства максимального тока, защищающего проводники фидера. Проводники ответвлений должны оканчиваться одним автоматическим выключателем или одним набором предохранителей, которые ограничивают нагрузку допустимой токовой нагрузкой проводов ответвлений. Наконец, отводные провода должны быть защищены от физического повреждения путем помещения в утвержденный кабельный канал или с помощью других утвержденных средств. Примером такого применения может быть устройство максимальной токовой защиты на 400 ампер (А), питающее комплект медных проводов XHHW емкостью 500 тыс. Км / м с номиналом 380 А.Наименьший провод ответвления должен быть не менее одной трети размера устройства на 400 А, или не менее 133 А, или медного проводника 1/0 XHHW.
не соответствовать типоразмерам устройства не допускается.Таким образом, 240.21 (B) (2) допускает 25-футовый отвод, где допустимая нагрузка отводящего провода составляет не менее одной трети номинала устройства максимального тока, защищающего проводники фидера. Проводники ответвлений должны оканчиваться одним автоматическим выключателем или одним набором предохранителей, которые ограничивают нагрузку допустимой токовой нагрузкой проводов ответвлений. Наконец, отводные провода должны быть защищены от физического повреждения путем помещения в утвержденный кабельный канал или с помощью других утвержденных средств. Примером такого применения может быть устройство максимальной токовой защиты на 400 ампер (А), питающее комплект медных проводов XHHW емкостью 500 тыс. Км / м с номиналом 380 А.Наименьший провод ответвления должен быть не менее одной трети размера устройства на 400 А, или не менее 133 А, или медного проводника 1/0 XHHW.
Трансформатор 75 киловольт-ампер, рассчитанный на 480 В (90 А) на первичной стороне и 120/208 В (208 А) на вторичной стороне, может быть защищен с помощью [90 А, умноженного на 250 процентов = 225 А, на основании таблицы 450. 3 ( B)] автоматический выключатель на 225 А. Используя не менее одной трети размера устройства защиты от перегрузки по току, на первичной обмотке можно использовать медный провод 1 AWG XHHW, рассчитанный на ток 130 А.
3 ( B)] автоматический выключатель на 225 А. Используя не менее одной трети размера устройства защиты от перегрузки по току, на первичной обмотке можно использовать медный провод 1 AWG XHHW, рассчитанный на ток 130 А.
Поскольку первичный проводник не защищен по допустимой нагрузке, длина первичного проводника плюс длина вторичного проводника вместе не может превышать 25 футов. Вторичный проводник должен иметь допустимую нагрузку, которая не меньше значения отношения первичного напряжения к вторичному, умноженного на одну треть номинала устройства максимального тока на первичной стороне трансформатора.
Поскольку первичная сторона трансформатора защищена на 250 процентов, вторичная сторона трансформатора не может быть защищена более чем на 125 процентов (может быть округлено до следующего стандартного размера устройства, как указано в таблице 450.3 (B)), поэтому 208A, умноженное на 125 процентов, равняется 260A или устройству максимального тока 300A. Поскольку вторичные проводники должны быть защищены с учетом их допустимой нагрузки на основании последнего предложения 240.