Кондуктор для завитков своими руками
Холодная ковка представляет интерес для людей на протяжении всей истории. Но если раньше создать рабочее место было весьма затруднительной задачей, то сейчас с этим справится даже новичок.
Технология сварочных работ на кондукторе.
Для подобной работы не потребуются сложные инструменты, но придется заранее определиться с конечным результатом.
Основополагающие особенности
Есть несколько вариантов, как самому сделать кондуктор для ковки, при этом каждый из них имеет свои плюсы и минусы. Чаще всего используются стационарные платформы, где надо прилагать много сил, но делаются они проще других. На втором месте по сложности находится механическая наборная система. Самый сложный вариант — это кондуктора с электрическим приводом.
Наковальня: а – рог; б – хвостовик; в – лицо; г – углубление для пробивания отверстий; д – отверстие для установки подкладного инструмента; е – площадка для рубки металла; ж – башмак.
Вся система выстраивается по спирали, но в зависимости от ситуации используются 2 системы — Архимедова спираль и Фибоначчи. Выбор зависит исключительно от желаемого результата (чаще используется вариант с Архимедовой спиралью).
В первом случае спираль имеет постоянную ширину, несмотря на размах витка. При изготовлении кондуктора удержать постоянство очень не просто, но игра стоит свеч. Практических минусов у такого подхода нет, но не все хотят видеть у себя популярную конструкцию.
В случае со спиралью Фибоначчи идет стабильное увеличение. На такую спираль уходит меньше материала, но и выглядит она более жидкой, из-за чего используется не часто. Ее необычный внешний вид в первую очередь интересует любителей чего-то необычного, а таких в 21 веке очень много. Плюсов у системы очень много, но есть и минус — отсутствие надежности, так как спираль редко насчитывает более одного полного витка.
Существует два варианта кондукторов — для правшей и левшей. В результате разницы не будет, но напрямую от этого зависит удобство для мастера. В данном случае, чтобы определить, какой рукой работать удобнее, нужно попробовать оба варианта.
В данном случае, чтобы определить, какой рукой работать удобнее, нужно попробовать оба варианта.
Изготовление платформы
Кувалда и молотки: а – кувалда; б – боевые молоты; в – ручник; г – фасонные молотки.
Данный способ самый простой, но для его использования потребуется дополнительная поверхность (стол, тиски или наковальня), на которой можно будет зафиксировать (утопить) конструкцию.
Вся работа проходит поэтапно, каждый из которых обязателен для выполнения:
- Отрезается 2 стальные пластины 10*10 см и 15*15 см. Чем толще будет листовая сталь, тем лучше, но не менее 3 мм. Такая необходимость вызвана дальнейшим регулярным воздействием грубой физической силы.
- Делаются отрезы от стальной полосы аналогичной толщины (можно немного уменьшить, т.к. не в каждом городе можно найти плотную полосу). Длина отрезов зависит от предполагаемого размера витка, а также от диаметра прута, на который идет расчет (оптимально 10 мм). Когда приходит опыт, то такие отрезы делаются уже на глаз, но в самом начале придется использовать бумагу-миллиметровку.

- Поверх полученного рисунка плоскогубцами выгибается полоса. В итоге должны получиться 3 отреза на 1, 2 и 3 витка. Их нельзя будет между собой соединить, но в работе такой порядок позволит очень быстро решать любую поставленную задачу.
- Делаются 3 отрезка профилированной трубы по 5-8 см. Чем толще будут стенки, тем лучше. Иногда мастера совмещают две профилированные трубы и взаимно фиксируют их сваркой. Чем больше длина у «ножек», тем больше шансов на слом, поэтому не стоит лишний раз их удлинять.
- Все элементы свариваются воедино. Сначала приваривается улитка (внимательно надо смотреть за ее расположением, чтобы работать было удобно), затем ножка. В обратном порядке будет неудобно.
- Отрезается пруток и фиксируется на самой короткой спирали таким образом, чтобы при вхождении рабочего прута в спираль пруток выполнял роль фиксатора.

В итоге получается 3 формы разной длины. Благодаря такой конструкции можно за считанные минуты загибать прут диаметром до 10 мм до 3 оборотов, но для этого потребуется некоторое приложение физической силы. Очень важно обратить внимание на сварной шов, чтобы он покрывал максимальную длину стыка, иначе изделие может получиться недолговечным.
Очень важно обратить внимание на сварной шов, чтобы он покрывал максимальную длину стыка, иначе изделие может получиться недолговечным.
Механическая наборная система
Виды зубил: а – для поперечной рубки холодного металла; б – для поперечной рубки горячего металла; в – для продольной рубки; г – для рубки по радиусу; д – для фасонной рубки.
Тут сложность заключается не в изготовлении платформы, а в двигательной системе. Площадка может быть выполнена способом, описанным выше, но ее можно исполнить и более сложным способом, который повысит уровень комфорта при работе:
- Вырезается из листовой стали пластина 15-15 см.
- На миллиметровой бумаге делается рисунок спирали на нужное количество витков.
- Из стальной полосы делается отрез нужной длины, после чего сворачивается плоскогубцами в спираль, чтобы полностью совпадал по своим габаритам с рисунком.
- Спираль прикладывается к пластине и полностью переводится на нее. Нужно это для того, чтобы потом можно было проще сориентироваться.
- При помощи ножовки по металлу спираль разрезается на нужное количество элементов, каждый из которых равен 1 витку.
- С шагом в 4 см к каждому элементу привариваются ножки из стального прутка. На том же месте, где ножки у прутка, в пластине располагаются отверстия.

Основание из трубы делается таким образом, как и ранее. Этот же аспект касается прутка-фиксатора в спирали. Единственная разница в изготовлении платформ — это то, что сваркой фиксируется лишь самая маленькая спираль, а остальные устанавливаются наборным образом.
Более сложная часть — это ручная система, которая приводит механизм в движение. Для удобства можно использовать механизм с четным количеством шестеренок по типу часового. Если нет желания долго выстраивать систему, то можно воспользоваться принципом велосипеда — 2 шестерни и кожух, причем нужно сработать систему на понижение оборотов, что в значительной мере позволит уменьшить прилагаемые усилия.
На выходе устанавливается дополнительный вращающийся элемент, который будет служить формой для трубы. А в движение механизм приводится вращающейся ручкой (самый удобный вариант — от советской мясорубки).
А в движение механизм приводится вращающейся ручкой (самый удобный вариант — от советской мясорубки).
Система с электрическим приводом
Клещи: а – для круглого металла; б – для квадратного сечения; в – для полосового металла.
Платформа в данном случае чаще всего наборная, т.к. делать сложный механизм и примитивную рабочую площадку по меньшей мере нелогично. Сама же система изготавливается следующим образом:
- Потребуется сильный электродвигатель. Обычно подобные двигатели используются на УБДН, стационарных циркулярных пилах и т.п. электротехнических приспособлениях, требующих немалых мощностей.
- К двигателю крепится понижающий инвертор, который понижает обороты, но повышает мощность вращения.
Вывод на платформу осуществляется ровно таким же образом, как и с ручным приводом. А вот включаться будет при помощи обыкновенного тумблера. Особо придумывать что-то не придется, т.к. система на практике довольно простая. Единственное осложнение — это обязательное наличие места электропитания, т. к. руками механизм в движение не приводится.
к. руками механизм в движение не приводится.
У данного станка есть еще одна особенность — нужен дополнительный пруток, устанавливаемый на дистанции 20 см от рабочей поверхности. Этот пруток будет служить упором для загибаемой заготовки, чтобы лишний раз не отвлекаться. Его можно организовать и для ручного механизма.
Обычно такие приспособления идут в качестве основных в организациях, занимающихся гнуто-кованными изделиями. Несмотря на достаточно простое описание работы системы, на практике ее изготовить гораздо сложнее, чем любую другую.
Основы рабочей деятельности
Различные приемы гибки: а, б, в – с помощью подложек; г – в вилке; д – на гибочной плите.
После того как хозяин сам собирает кондуктор, нужно убедиться в его исправности, удобстве и в том, что он сможет выполнять поставленную задачу предельно качественно. Т.е. описаны все 3 механизма, к каждому из них нужен свой уникальный подход. Везде будет использоваться прут 10 мм:
- Крепится платформа на выбранном месте. Затем прут фиксируется между прутком-держателем и полосой таким образом, чтобы не было свободного хода. Теперь выбирается рука, которой удобнее работать и начинается небыстрое вращение. После 1 оборота платформа меняется, и работу можно продолжать. Если есть дискомфорт в работе, то надо попробовать изготовить еще одну улитку, направленную в обратную сторону, после чего начать все сначала.
- Крепление прута и платформы осуществляется таким же образом, но прут уже полностью зафиксирован, т.е. при работе руками его трогать не нужно, а вместе с этим отпадают риски для здоровья. При вращении ручкой заготовка движется крайне медленно, но это позволит сделать максимально округлый загиб без дефектов. Остановки нужны будут только для того, чтобы добавить еще 1 элемент спирали.
- Электромотор сам будет все делать, но периодически его нужно останавливать, чтобы продлить спираль. Единственный неприятный момент в работе — оплата за электричество, но, как правило, электродвигатели не потребляют слишком много тока. Присутствие рычагов для ручной работы позволяет нивелировать данную проблему в определенных ситуациях.
 Затем прут фиксируется между прутком-держателем и полосой таким образом, чтобы не было свободного хода. Теперь выбирается рука, которой удобнее работать и начинается небыстрое вращение. После 1 оборота платформа меняется, и работу можно продолжать. Если есть дискомфорт в работе, то надо попробовать изготовить еще одну улитку, направленную в обратную сторону, после чего начать все сначала.
Затем прут фиксируется между прутком-держателем и полосой таким образом, чтобы не было свободного хода. Теперь выбирается рука, которой удобнее работать и начинается небыстрое вращение. После 1 оборота платформа меняется, и работу можно продолжать. Если есть дискомфорт в работе, то надо попробовать изготовить еще одну улитку, направленную в обратную сторону, после чего начать все сначала.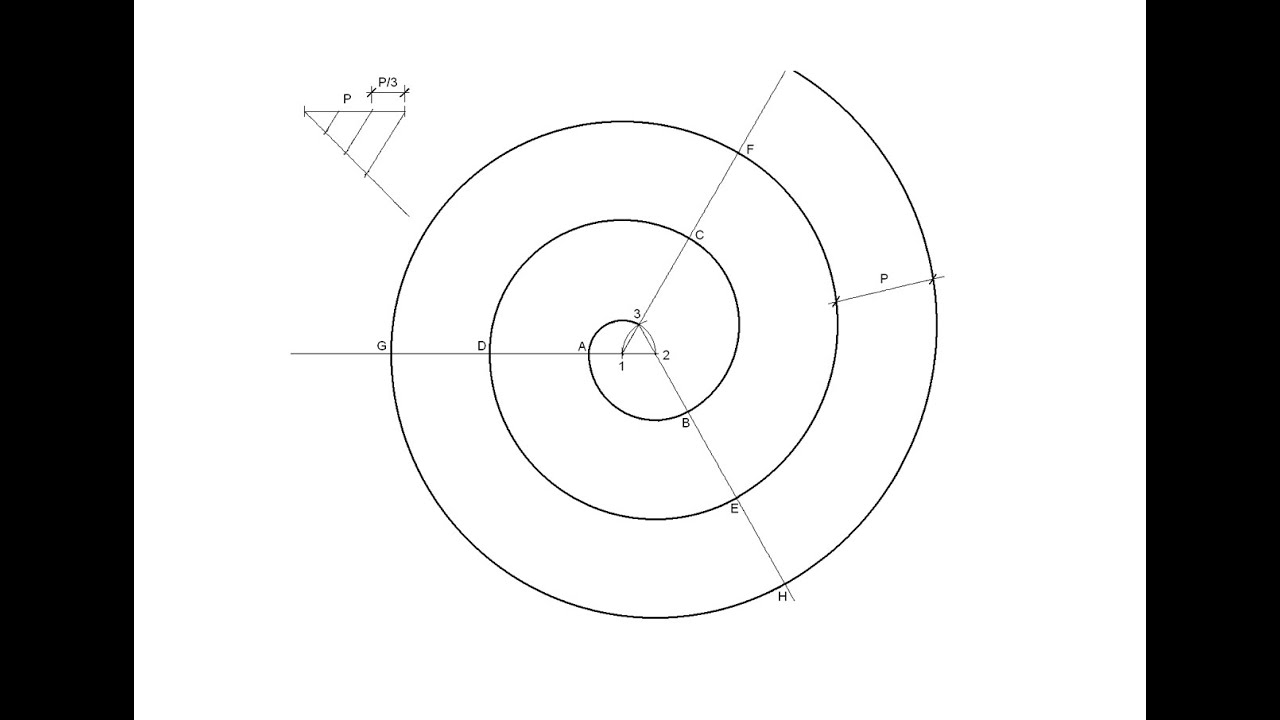 Присутствие рычагов для ручной работы позволяет нивелировать данную проблему в определенных ситуациях.
Присутствие рычагов для ручной работы позволяет нивелировать данную проблему в определенных ситуациях.Весь процесс всегда осуществляется крайне медленно, а работа проводится в толстых перчатках. Несмотря на податливость прута, бывают ситуации, когда металл лопается. В таких случаях нужно просто быть готовым, чтобы убрать бракованную заготовку и продолжить работу без потерь времени и здоровья.
Подведение итогов
Чем сложнее механизм получается в итоге, тем дороже и удобнее он выходит. Сам процесс изготовления достаточно прост и лаконичен, благодаря чему с задачей справится даже новичок. Единственный нюанс при работе, который нужно учесть, — это безопасность.
Обычно используется стандартный набор инструментов и материалов:
- болгарка;
- аппарат для электродуговой сварки;
- сталь листовая 3-4 мм;
- профилированная труба;
- стальная полоса 3-4 мм.
 youtube.com/embed/fAwIDKTIyik”/>
youtube.com/embed/fAwIDKTIyik”/>
Но есть и ряд дополнительных деталей для рабочего механизма:
- шестерни разного диаметра;
- хомуты;
- электромотор;
- провода и тумблер.
При изготовлении нужно быть максимально внимательным к используемому материалу, чтобы случайно не попасть на бракованную сталь, что серьезно ускоряет износ. И никогда нельзя опасаться делать что-нибудь своими руками, даже если нет никакого опыта, т.к. это один из лучших способов привнести в жизнь что-то новое.
Очень популярными благодаря своей красоте и изысканности давно стали изделия из металла, сделанные при помощи ковки. Такие декоративные элементы достаточно дорогостоящие и не всегда есть возможность заказать себе все желаемые украшения в интерьер или загородный дом. Но, помимо горячего вида ковки, которая нужна для того, чтобы создавать металлические декоративные конструкции, есть холодная ее разновидность. Последний вариант можно реализовать самостоятельно, для этого понадобиться соорудить станок для холодной ковки своими руками, после чего можно будет приступить к реализации всех задумок и идей.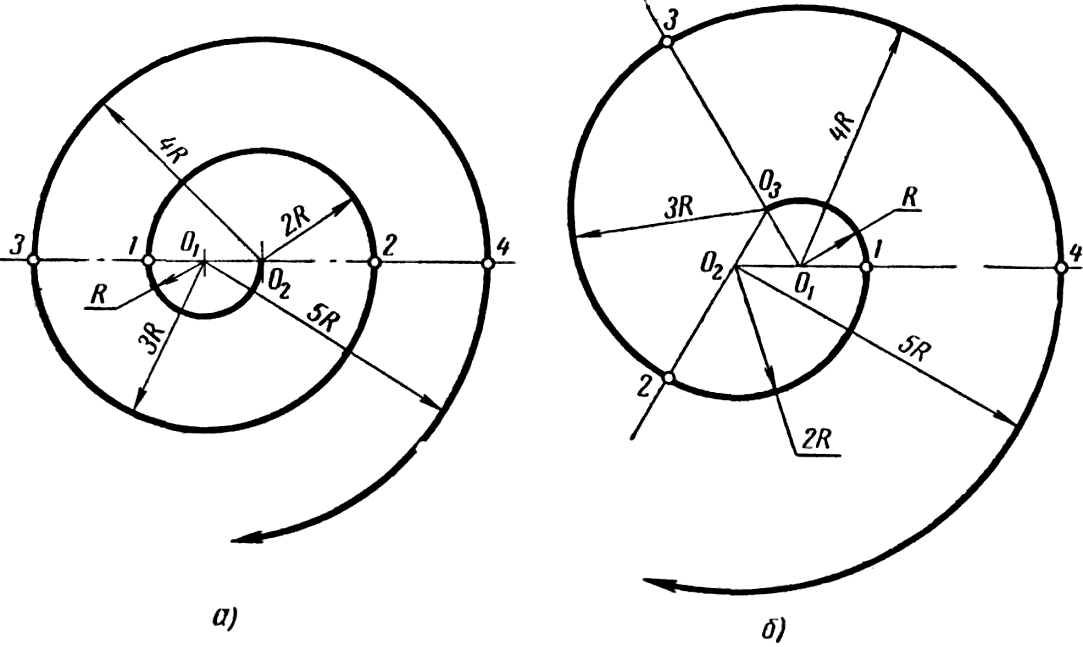
Станок для ходолной ковки своими руками
Разновидности станков
В основном все приспособления, которые предназначены для изготовления деталей из металла при помощи ковки холодного типа характеризуются ручным приводом. По принципу электропривода работают немногие из них, хотя соорудить такую конструкцию можно с каждым из приспособлений. Единственный вопрос относительно привода – это целесообразность, потому как затраты на энергоресурс, который питает агрегат и сложность процесса установки механизма могут не оправдывать себя, если соотносить их с количеством выполняемой работы и ее регулярностью.
В таблице указаны все приспособления, которые работают за счет привода ручного типа, относящиеся к процессу холодной ковки.
| Устройство | Краткое описание |
| Твистер | При помощи такого устройства происходит закручивание металла, формирование спиралей и завитков, имеющих узкую сердцевину. |
| Станки торсионного типа | При помощи такого станка происходит закручивание прутов винтового типа, а также возможно изготовление спиралей большой величины и филаментов (корзинок, фонариков и луковиц). |
| Инерционно-штамповочные станки | Предназначаются для того, чтобы изготавливать соединительные части меду декоративными составляющими, делать узорные наконечники и различный мелкий рисунок и рельеф. |
| Станки для гибки | Существует несколько разновидностей таких станков: нажимного, протяжного и комбинированного типов. Первая разновидность нужна для того, чтобы получать волнообразные изгибы или зигзагообразно изогнуть прут. Протяжная разновидность востребована, когда необходимо изготовить кольцо, завиток или спираль, имеющую широкую сердцевину. Используя комбинированную разновидность можно соорудить любой из перечисленных элементов. |
Справка: очень часто в некоторых источниках можно встретить название станков, предназначенных для кручения также как и для станков, которые делают навивку — твистеры.
 Однако это не совсем верно, станки, которые закручивают металл – это станки торсионного типа.
Однако это не совсем верно, станки, которые закручивают металл – это станки торсионного типа.Видео по изготовлению станока для холодной ковки своими руками.
Отличия холодной ковки
Существует такое понятие как «штамповка», которое иногда путают с холодным типом ковки. Сама же холодная ковка имеет 2 принципа, по которому может происходить этот процесс. В таблице указаны различия процессов.
| Процесс | Описание |
| Штамповка | Процесс штамповки можно описать как выдавливание определенных фигур при помощи пуансона, который работает при высоком уровне давления. Примером процесса штамповки служит алюминиевая банка. Нагрев металла при этом не используется. Возможность применить такую технологию дома вряд ли возможно, поскольку невозможно создать для этого необходимые условия. |
| Холодный тип ковки (наклепывание) | Такая разновидность холодной ковки, по сути, есть наклеп, а именно проводится в процессе определенное число ударов очень большой силы, что позволяет структуре металл изменяться и становиться необходимых параметров по размеру и форме. Такая манипуляция проводится при помощи молота, который также можно соорудить своими руками. |
| Холодный тип ковки (гнутье) | Иная разновидность – это гнутье. При такой технологии металл по структуре остается прежний, не меняя своих характеристик. Этот тип ковки возможен для использования дома, для него лишь нужно заняться созданием станка для холодной ковки своими руками. |
Ковкой холодного типа, которая проводится по принципу гнутья заниматься довольно просто, особенно если имеется специальное оборудование стационарного типа, которое облегчает существенно процесс. Преимуществом такой разновидности является и то, что собрать практически любой станок для холодной ковки своими руками можно без больших затрат на это.
Видео обзор ручного станка для ковки металла
Устройство станков для ковки по холодному типу
Каждое приспособление для того, чтобы можно было заниматься холодной ковкой, имеет свои особенности и параметры. Чтобы беспрепятственно можно было сделать станок для холодной ковки своими руками, необходимо разобраться, что представляет собой каждый из них.
| Станок | Устройство | |
| Гибочные станки | Конструция этого устройсвта такова, что при помощи изменения роликов и клиньев меняется размер волн и изгибов. Им возможно изгибать прутья до 16 мм. Единственный нюанс этого устройства- его нельзя сделать самостоятельно, потому как требуется обрабатывать и вытачивать много деталей точного размера. Стоимость такого приспособления невелика. | |
| Твистер | Работает агрегат благодаря оснащению его специальным шаблоном, к которому придавливается обрабатываемый кусок металла.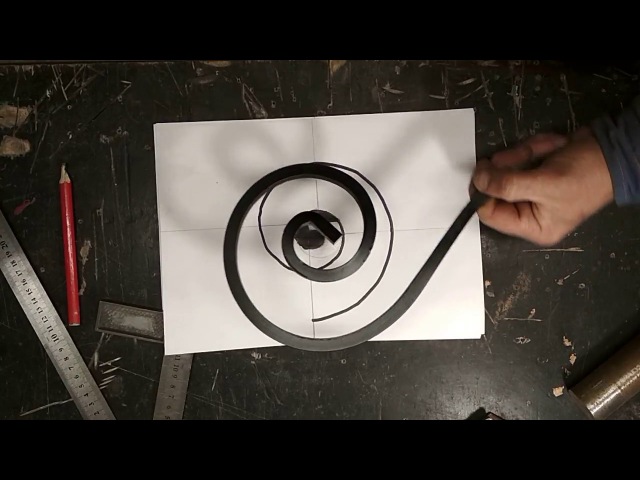 Давление при этом должно быть очень большим, поэтому те, кто работают на твистере, должны обладать достаточной силой для этого. Кроме этого, сохранность самого шаблона обеспечена наличием упорного рога (концевого). Что касается серединного рога, который иначе назван обводящим, то его следует делать таким образом, чтобы он мог менять свое положение и быть в нем зафиксирован. От этого зависит эффективность работы, особенно для тех, кто приступает к процессу впервые. Давление при этом должно быть очень большим, поэтому те, кто работают на твистере, должны обладать достаточной силой для этого. Кроме этого, сохранность самого шаблона обеспечена наличием упорного рога (концевого). Что касается серединного рога, который иначе назван обводящим, то его следует делать таким образом, чтобы он мог менять свое положение и быть в нем зафиксирован. От этого зависит эффективность работы, особенно для тех, кто приступает к процессу впервые. | |
| Основание с проставками | Такой агрегат позволит сделать узоры абсолютно любых вариаций. Сама по себе конструкция очень проста и представляет собой пластину из прочного и надежного материала, в которую вкручены проставки на определенном расстоянии. Для таких целей можно использовать болты с размерами от м8 до м24. Толщина металла при этом зависит только от мастерства того, кто работает на станке. В основном такое приспособление хорошо подходит для металла с толщиной 6 мм.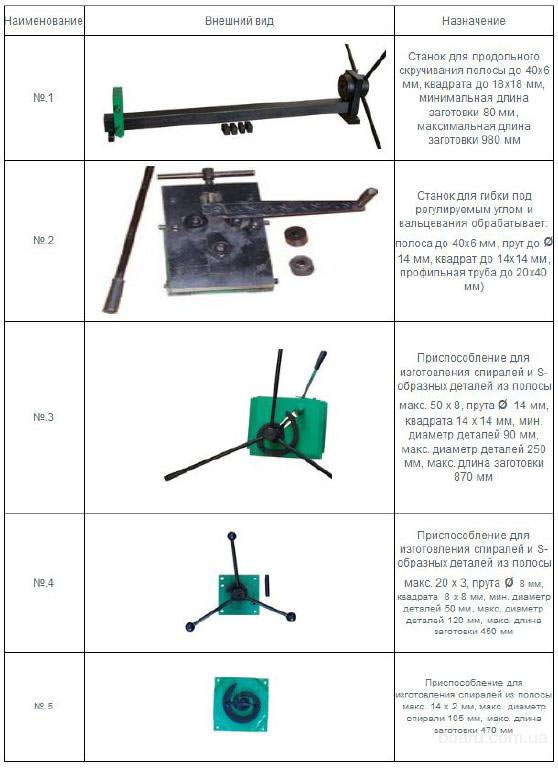 | |
| Улитки Станок-твистер | С воротом | Такая установка представляет собой пластину-основу, на которой находится специальный виток. Такой виток используется в качестве шаблона для будущего изделия. Особенность станка в том, что «улитка»-шаблон разделена на несколько частей, которые закреплены между собой при помощи специальных соединительных элементов, что позволяет во время работы шаблону варьировать по форме, чем и создаются различного рода волны и изгибы. Минусы в такой конструкции тоже есть, поскольку для того, чтобы изготовить такой станок для холодной ковки своими руками необходимо подбирать очень прочный материал, которой не согнется со временем. Также продумывать соединительные петли, которые достаточно уязвимы, учитывая величину силы, с которой происходит весь процесс сгибания металла. |
| Рычажного типа | В таком типе станка «улитка» шаблон прикреплен очень прочно к основанию. Производительность у него за счет такого факта меньше, однако, надежность больше. при помощи специального рычага осуществляется прижим металлической пластины к шаблону, одновременно в процессе необходимо перемещать передвижной ролик. Чтобы сделать такой станок для холодной ковки своими руками можно использовать стальной материал, который отличен свей прочностью, а ролик можно выполнить из обычного роликового подшипника. В целом конструкция схожа с трубогибом. Производительность у него за счет такого факта меньше, однако, надежность больше. при помощи специального рычага осуществляется прижим металлической пластины к шаблону, одновременно в процессе необходимо перемещать передвижной ролик. Чтобы сделать такой станок для холодной ковки своими руками можно использовать стальной материал, который отличен свей прочностью, а ролик можно выполнить из обычного роликового подшипника. В целом конструкция схожа с трубогибом. | |
| Торсионный станок | Такое устройство хорошо поможет в винтовом скручивании прутьев. Такой станок делается из основы цилиндрической формы из металла и двух крепежных и одновременно скручивающихся элементов. Желательно оснастить такую конструкцию специальной парой лап, которые не будут давать обрабатываемому металлу гнуться не так как необходимо. Принцип работы на станке таков, что прут помещается в удерживающие его элементы, с одного конца зажимается, а с другого конца с помощью вращающегося шпинделя закручивается до нужного размера винтовой волны. | |
Оснащение электроприводом торсионного станка для холодной ковки
Для того, чтобы повысить не только эффективность работы на агрегате для холодной ковки, закручивая в винтовую волну прутья, но и увеличить скорость, а также обеспечить стабильность и не подвергаться переутомлению, можно установить привод электрического типа.
Работая вручную достаточно непросто сделать все элементы декорирования из металлических прутьев одинаковыми, поскольку равномерность вращательного момента при такой ситуации будет сильно варьировать. Для того чтобы избежать ошибок при изготовлении изделий можно воспользоваться:
- полуосью от автомобиля, которая установлена на ведущем мосту;
- также понадобится зубчатая пара дифференциала;
- для защиты стоит воспользоваться кожухом.
Из перечисленных приспособлений можно соорудить электрический привод к торсионному станку. Такой двигатель лучше чтобы не превышал показатели мощности в 900 об/мин и 3 кВт.
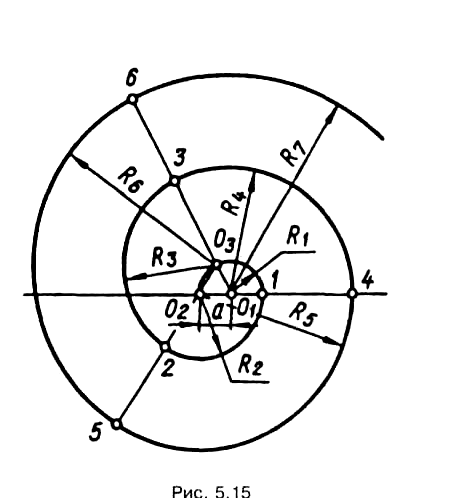
Построение завитка для станка своими руками
Прежде чем приступать к созданию станка для холодной ковки своими руками необходимо уметь рассчитывать параметры шаблонной спирали, потому как специальных программ для таких целей практически нет. Такой шаблон должен быть не только грамотен со стороны технической, но еще и иметь привлекательный вид.
В основе расчетов такого шаблона положена логарифмическая спираль. Некоторые нюансы при построении можно выделить в следующий список:
- начало построения берется в точке R0;
- радиус поворота будет равен фиксированному углу;
- показатель длины такого угла должен быть умножен на расхождение витка;
- расхождение в стандартном варианте в основном берется равное 1,2;
- для простоты расчетов, а также сохранения точности угол изгиба лучше всего брать угол в 45 градусов;
- если есть необходимость построить шаблон, который будет иметь более плотную спирать, то следует прибавлять к величине радиуса 8ую часть (s) единичного расстояния от спирали;
- что касается r0, то он должен быть равен по величине поперечного сечения размера диаметра, которым обладает заготовка для спирали.

Важно: r0 может принимать любое значение, все зависит от того, каких характеристик для заготовки металл используется, а именно от его плотности.
Учитывая все нюансы можно приступать к изготовлению «улитки»-шаблона, для этого лучше всего уметь решать уравнения, имеющие кубическую степень и выше. Точной формулы для расчетов такого устройства не имеется, но то, которое позволяет добиться оптимального результата, есть. Последовательность при построении спирального шаблона может быть такой:
- первостепенно определяется начальная точка r0;
- витки, которыми будет обладать шаблон, берутся произвольно, их количество может быть любым;
- используя табличные данные, следует произвести расчет поперечника (b), при этом следить за тем, чтобы он был меньшим по ширине в проеме под шаблон;
- пользуясь формулой, проводится расчет радиуса R;
- последний шаг – это перенос всех полученных точек в соответствии с масштабом, после чего можно приступать непосредственно к построению. В процессе допустим подгонять пользуясь аналогичной формулой радиус R в окончательном варианте.
 В процессе допустим подгонять пользуясь аналогичной формулой радиус R в окончательном варианте.
В процессе допустим подгонять пользуясь аналогичной формулой радиус R в окончательном варианте.Справка: если появится необходимость провести расчеты промежуточных значений, то делается это в соответствии с геометрической пропорцией.
Сооружение станка для холодной ковки
При составлении чертежа для дальнейшего создания шаблона для станка лучше всего позаботиться о том, чтобы он имел максимальное количество различных вариаций касаемо изгибов и волн. Имея такие заготовки можно создать станок для холодной ковки с множеством сменных насадок, что будет давать возможность изготавливать различные узоры и вензеля.
Последовательность действий при создании устройства:
- Изначально понадобиться металлическое полотно, размер которого будет зависеть от количества узоров, размещаемых на нем. Размещать сами шаблоны следует таким образом, чтобы было место для изготовления изделий, потому как в процессе материал с насадок может смещаться из-за нехватки места. Также при недостаточном удалении друг от друга шаблонов, могут возникнуть осложнения в работе.
- Что касается самих вариаций шаблонов, то они могут быть как простыми, так и содержать не один поворот вензеля. Можно сделать подобную улитку лемешного типа и продумать конструкцию изгибов в разобранном и собранном состоянии. При этом стоит быть внимательными при подборе материала для фиксации раздвигающихся частей – он должен быть максимально прочным.
- Смену насадок можно обеспечить, сделав прорезь прямоугольной формы, в нее можно будет вставлять сменные шаблоны для ковки. Прикреплены они все должны быть к металлическим пластинам, имеющим форму прямоугольника. Крепление таких насадок обеспечено будет при помощи болтов.
 Также при недостаточном удалении друг от друга шаблонов, могут возникнуть осложнения в работе.
Также при недостаточном удалении друг от друга шаблонов, могут возникнуть осложнения в работе.Видео инструкция
Сборка устройства
Такой вариант станка используется для примера по причине его простоты. Зная основные принципы и последовательность конструирования оборудования, его можно модернизировать по своему желанию.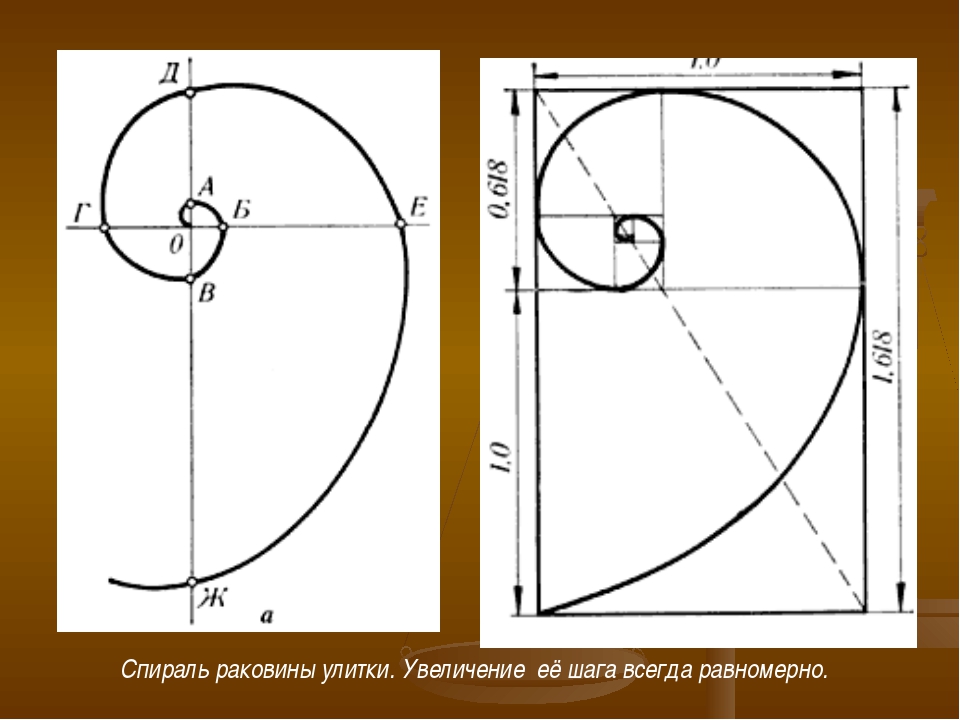 Чтобы собрать все части оборудования в единое целое, необходимо будет воспользоваться:
Чтобы собрать все части оборудования в единое целое, необходимо будет воспользоваться:
- дрелью с твердосплавным типом сверл;
- аппаратом для сварки;
- пилой, разрезающей металл, либо ножовкой;
- металлическим полотном выбранного размера;
- круглой трубой из металла;
- прутом металлическим;
- разной величины подшипниками;
- болтами размером м8.
Чтобы собрать станок для холодной ковки своими руками необходимо воспользоваться проверенной последовательностью действий:
- Изначально необходимо собрать стойку, которая будет служить опорой. Для этого все ее составляющие (отрезы трубы одинакового размера и сочленения между ними с верхнего и нижнего краев) необходимо соединить в единое целое. Конструкция по внешнему виду может напомнить табуретку. Соединение проводить при помощи аппарата для сварки, а нарезаются отрезки пилой.
- Следующим шагом является нарезка листов из металла. Должны получиться круги равных диаметров и четыре треугольника, имеющих равные стороны. Элементы треугольной формы необходимо приварить на низ соединенной конструкции труб таким образом, чтобы подучилось нечто подобное пирамиде. Основание, которое имеет более широкую площадь необходимо приварить в центральной точке вырезанной окружности.
- Четыре планки, которые расположены горизонтально необходимо присоединить к кругу с уже приваренным элементом. Произвести это следует, используя болты, для этого понадобится дрель, чтобы проделать отверстия.
- Следующий шаг – сооружение рукояти. Чтобы это сделать нужно воспользоваться двумя прутьями различной длины. Определить их размеры можно, соотнеся их с диаметром круга. Один прут должен быть соизмерим с диаметром, другой немного превышать его размер. Сгибая первый прут, следует соблюдать угол в 30 градусов при этом. Оба прута после этого приварить друг к другу, после чего в нижнюю часть вварить еще один прут. Также должна быть перемычка между первыми двумя отрезками, к которой присоединяется сваркой рычаг, который должен сохранять направление в сторону сооружения из прутьев.
 Элементы треугольной формы необходимо приварить на низ соединенной конструкции труб таким образом, чтобы подучилось нечто подобное пирамиде. Основание, которое имеет более широкую площадь необходимо приварить в центральной точке вырезанной окружности.
Элементы треугольной формы необходимо приварить на низ соединенной конструкции труб таким образом, чтобы подучилось нечто подобное пирамиде. Основание, которое имеет более широкую площадь необходимо приварить в центральной точке вырезанной окружности.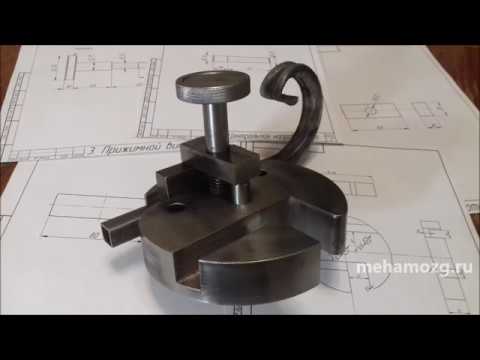
Подшипник для будущей вариабельности направлений в устройстве необходимо прикрепить к концу присоединенного рычага, а также к отрезку, находящемуся внизу конструкции. Верхний отрез служит креплением для катушки из металла, устанавливать которую необходимо горизонтально – она дает возможность загибать металл. С нижней стороны отрезка, где имеется свободный конец, следует проделать отверстие, равное по диаметру размеру сечения трубы.
Кто решил всерьез заняться ковкой и сделать станок для холодной ковки своими руками, следует быть очень скрупулезными на этапе создания чертежей и расчетов. В остальном процесс создания достаточно прост, а разобравшись в принципе конструкции оборудования, можно придумывать ему различного рода вариации, которые помогут совершенствовать изделия.
В остальном процесс создания достаточно прост, а разобравшись в принципе конструкции оборудования, можно придумывать ему различного рода вариации, которые помогут совершенствовать изделия.
Один из способов украшения участков — использовать кованные изделия. Очень декоративно смотрятся заборы, скамейки, беседки, перила для лестницы и другие подобные сооружения. Причем в большинстве случаев данные изделия не есть ковка в ее традиционном понимании. Чаще всего это сделано не в кузне и не при помощи молотка и наковальни, а при помощи некоторых устройств, которые позволяют создавать из металлических полос и квадратных прутков самые различные узоры и изделия. Для изготовления подобных изделий потребуются станки для холодной ковки. Часть из них можно сделать своими руками другую проще купить.
Какие вообще устройства используются
Для холодной ковки характерны различные завитки, изгибы, витые прутки и т.п. Почти под каждый вид делают на отдельном приспособлении — определенном станке.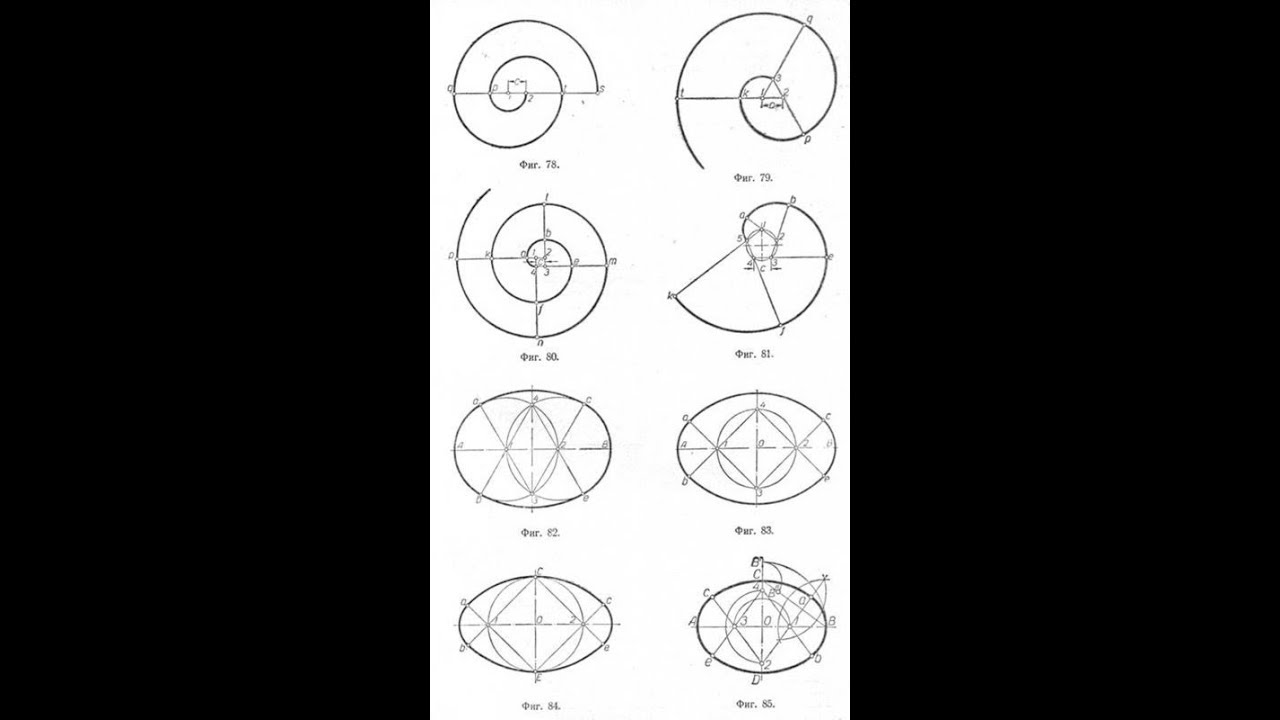 Привод у них может быть ручной, а может — электрический. Для небольших объемов «для себя» применяют ручные станки для холодной ковки. Они хоть и не особо производительны, но намного проще в изготовлении. Если необходимо ставить изготовление «на поток» делают аналогичные устройства, но уже с электромоторами. В этом случае работать физически почти не нужно, но сложность изготовления приспособления возрастает в разы. В нашем материале поговорим о ручных станках для холодной ковки.
Привод у них может быть ручной, а может — электрический. Для небольших объемов «для себя» применяют ручные станки для холодной ковки. Они хоть и не особо производительны, но намного проще в изготовлении. Если необходимо ставить изготовление «на поток» делают аналогичные устройства, но уже с электромоторами. В этом случае работать физически почти не нужно, но сложность изготовления приспособления возрастает в разы. В нашем материале поговорим о ручных станках для холодной ковки.
Какие же устройства используют:
- Торсионные. С их помощью четырехгранные прутки или полосы металла скручивают в продольном направлении. Получается витые столбики, которые называют еще торсионами.
Так выглядит торсион и одноименный станок
Так делают «фонарик»
Приспособление для холодной ковки улитка — для формирования завитков
Для изгиба в любом месте и на любой угол — гнутики (гибочные станки)
Станок «Волна» — для формирования соответствующего рельефа
Станки для оформления концов прутков. В данном случае — гусиная лапка
В данном случае — гусиная лапка
Для начинающего мастера наиболее актуальный станок для холодной ковки — улитка. Только с его помощью можно сделать множество интересных вещей — начиная от забора и калитки и заканчивая скамейкой и другими подобными изделиями. На втором месте по степени необходимости торсионный станок. Он добавляет разнообразия в детали. Все остальные можно приобретать или делать по мере совершенствования и набора мастерства.
Самодельные «Улитки»
По сути это модернизированный гибочный станок (трубогиб), но эти усовершенствования позволяют легко делать завитки из довольно толстых прутков (сечением до 10-12 мм) и повторять их с высокой степенью точности.
Один из самодельных станков для холодной ковки
Конструкций эти станки для холодной ковки имеют несколько, но проще всего в реализации вариант с круглым столом, имеющем центральную ножку. К ножке подвижно закреплен рычаг с роликами на подшипниках на конце. Они облегчают процесс гибки.
Поверхность стола можно сделать из стального листа толщиной от 10 мм и больше. Для ножки можно использовать любую толстостенную круглую трубу. Важно сделать конструкцию устойчивой, так как будут прилагаться боковые усилия, потому нужны боковые стойки, распорки, а также устойчивое основание.
Для ножки можно использовать любую толстостенную круглую трубу. Важно сделать конструкцию устойчивой, так как будут прилагаться боковые усилия, потому нужны боковые стойки, распорки, а также устойчивое основание.
Чертеж станка для холодной ковки «Улитка»
Рычаг проще делать из квадратной трубы с толстой стенкой — не меньше 2-3 мм. Сечение трубы 25*40 мм или около того. Крепление рычага к ножке можно сделать на подшипнике, а можно просто взять небольшой кусок толстостенной трубы большего диаметра, надеть ее на ножку, а снизу приварить полосу-упор — чтобы рычаг вниз не падал. Вариант с подшипником дает более легкое движение, но при наличии смазки и второй вариант рабочий.
Вариант крепления рычага
Важна еще форма рычага. Рычаг двойной, верхняя часть — рабочая, нижняя — опорная. Везде где есть соединения желательно доварить усиление, так как усилия значительные.
Рычаг должен быть надежным, с усилением
На столе закрепляется оправка или кондуктор — форма, по которой сгибаются завитки. Делают их разного диаметра — чтобы можно было делать разные по диаметру завитки. Такие оправки могут быть сборными — для формирования большего количества изгибов. В каждом таком образце должны быть стержни, которые устанавливаются в отверстия в столе. Так этот шаблон фиксируется. Также его форма должна быть разработана с таким учетом, чтобы конец прутка в ней хорошо фиксировался.
Делают их разного диаметра — чтобы можно было делать разные по диаметру завитки. Такие оправки могут быть сборными — для формирования большего количества изгибов. В каждом таком образце должны быть стержни, которые устанавливаются в отверстия в столе. Так этот шаблон фиксируется. Также его форма должна быть разработана с таким учетом, чтобы конец прутка в ней хорошо фиксировался.
Вариант кондукторов для улитки
Часто оправки вытачивают из металлического круга подходящего диаметра при помощи болгарки, но есть варианты из металла с наваренными на него стальными пластинами, изогнутыми соответствующим образом.
Как сделать подобный станок для холодной ковки — в следующем видео. Там же неплохо описан способ доведения концов заготовки до приличного состояния — обычные необработанные края смотрятся очень грубо. Для их обработки есть специальное оборудование, но, как оказалось, можно справится и без него.
Торсионный станок
Как уже говорили эти станки для холодной ковки позволяют сделать на прутке продольные изгибы. Это относительно несложная конструкция. Основная задача — закрепить неподвижно один конец прутка, ко второму приделать рычаг, при помощи которого можно будет скручивать заготовку.
Это относительно несложная конструкция. Основная задача — закрепить неподвижно один конец прутка, ко второму приделать рычаг, при помощи которого можно будет скручивать заготовку.
В качестве основы подойдет обрезок профилированной трубы с толстой стенкой (не менее 3 мм). Фиксатор можно сварить из тех же прутков, оставив квадратный просвет нужного диаметра. Можно использовать зажим для троса подходящего размера (можно найти в магазине такелажа). Любой из этих упоров приваривается к основанию.
Держатель для троса — отличный фиксатор для прутка
Далее надо каким-то образом обеспечить захват и кручение второй части заготовки. Можно это сделать при помощи двух подшипниковых узлов. Внутрь вставляется труба подходящего диаметра, с одной стороны к ней приваривается ручка — конструкция напоминает букву «Т». С другой стороны в трубе делают фиксатор: сверлят четыре отверстия, в них вваривают гайки под 12 или 14 болты. В результате получается неплохой фиксатор — болты закручивают после того, как вставили пруток.
Дальше — дело техники — рычагом наворачиваем нужное количество витков. Нельзя сказать, что эта работа для слабаков, но при большом рычаге все не так уж и сложно.
Еще более простой станок для изготовления торсионов методом холодной ковки в следующем видео.
Видео про самодельные приспособления и станки для холодной ковки
Станок для холодной ковки своими руками
Крепление элементов узора: последняя обработка металла
После того как все необходимые элементы орнамента созданы, начинается его формирование.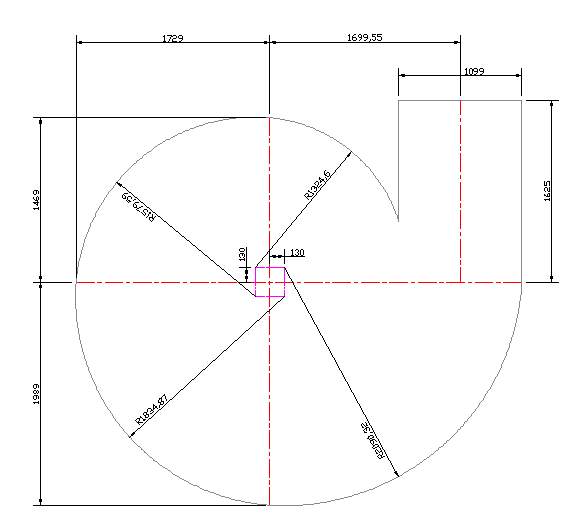 Внешний вид узора может немного отличаться от эскиза. Чтобы определить возможные ошибки, нужно провести предварительный просмотр. Изначально узор можно выложить на плоской поверхности, не скрепляя его части. Таким образом можно оценить, насколько удалось воплотить задумку в жизнь, а также исправить недочеты в своей работе. Начинать формирование узора без предварительного просмотра результата не стоит.
Внешний вид узора может немного отличаться от эскиза. Чтобы определить возможные ошибки, нужно провести предварительный просмотр. Изначально узор можно выложить на плоской поверхности, не скрепляя его части. Таким образом можно оценить, насколько удалось воплотить задумку в жизнь, а также исправить недочеты в своей работе. Начинать формирование узора без предварительного просмотра результата не стоит.
Изделия смотрятся более целостно, если элементы соединены с помощью сварки.
Основных видов соединений два:
- сварочный шов;
- заклепки (или художественные хомуты).
Сварочный аппарат полезно использовать в тех местах, где шов соединения можно легко зачистить или он будет незаметен. Для сохранения эстетичности орнамента изделия из холодной ковки можно поставить фигурные заклепки. Они надежно скрепят составные части и дополнят декор.
Орнамент соединяют постепенно, в зависимости от количества деталей. Изначально скрепляют мелкие элементы, формируют просечки, витые линии и вензеля. Применяют сварку. Шов выравнивают болгаркой, используя зачистной круг толщиной 0,6 см. Он легко обходит изгибы и неровности. Крупные детали соединяют фигурными хомутами. Заклепки ставят симметрично друг другу, чтобы дополнить узор. В завершение работы орнамент обходят зачистным или полировочным кругом.
Применяют сварку. Шов выравнивают болгаркой, используя зачистной круг толщиной 0,6 см. Он легко обходит изгибы и неровности. Крупные детали соединяют фигурными хомутами. Заклепки ставят симметрично друг другу, чтобы дополнить узор. В завершение работы орнамент обходят зачистным или полировочным кругом.
Холодная ковка позволяет создавать своими руками красивые и оригинальные изделия.
Художественная ковка не только является бизнесом или работой, но и может быть занимательным хобби. Оборудование холодной ковки своими руками может сделать даже начинающий мастер из подручных материалов. Специалистов по холодной ковке можно смело назвать художниками, так как они создают красивые орнаменты из неотесанных прутьев, труб и листов. Подобные увлечения требуют полной отдачи и немалых затрат. Однако все вложенные средства и старания принесут свои плоды, если они подкреплены желанием создавать прекрасное.
Изготовление простейшей детали на станке
Отрезают заготовку из полосовой стали в нужный размер. Этот размер обычно уточняют, прорисовывая готовое изделие и его составляющие элементы.
Этот размер обычно уточняют, прорисовывая готовое изделие и его составляющие элементы.
Свободный конец устанавливают в центр спирали. С помощью внутреннего винта производится фиксация заготовки.
Выполняется поворот «Улитки». Заготовка плотно прижимается к направляющим. Тут требуется прилагать определенные усилия, чтобы получать нужный профиль изделия.
Проворачивая приспособление дальше, осуществляют изготовление завитка. При необходимости вставляют другой конец заготовки и производят изготовление замкнутого или разомкнутого завитка.
Обычно другой конец не остается прямым. Его тоже изгибают. Поэтому различают внутренние и наружные обратные завитки. На самом приспособлении с помощью маркера или мела делают отметки. По ним ориентируются, когда изготавливают завитки с требуемыми параметрами.
Как видно из пошагового руководства, используя простой набор инструментов, самодельный станок для изготовления завитков несложен в изготовлении. Сколько он стоит? Его цена определяется стоимостью заготовок. Часто цена минимальная.
Часто цена минимальная.
Процесс холодной ковки
При холодном варианте ковки потребуется два основных процесса:
Необязательно иметь в своем распоряжении полноценные станки для художественной ковки, часто любители изготавливают инструменты своими руками. С помощью самодельного оборудования можно придавать заготовкам всевозможные причудливые формы. Нужно только обзавестись определенными навыками работы. Поэтому готовьтесь к тому, что для того, чтобы согнуть требуемую фигуру, будут необходимы чертежи и немалые усилия. Выполнение работ возможно только с использованием сырья необходимой толщины.
Изделия, которые получаются с помощью самодельного станка для холодной ковки, намного крепче тех, которые выполняются или отливаются с помощью штамповки. Так происходит за счет того, что металлические прутья, которые проходят через оснастку, прессуются вместе с приданием им необходимой формы. При этом способе ковки нужно не допускать ошибок, так как они практически не исправляемы.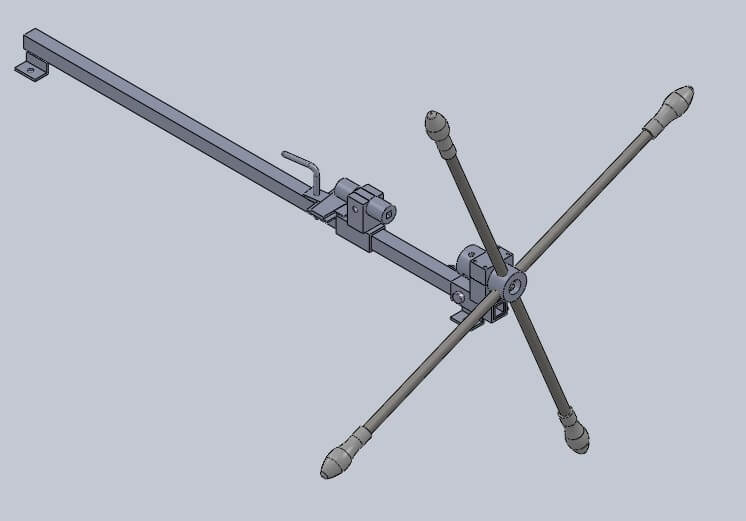 С приобретением навыков вы сможете создавать своими руками привлекательные и замечательные изделия.
С приобретением навыков вы сможете создавать своими руками привлекательные и замечательные изделия.
С помощью самодельного станка для холодной ковки, можно изготавливать такие изделия, как:
- элементы вроде балконных козырьков, поручней для лестницы;
- решетки на окна;
- ограды и заборы;
- мебель для дома – столы, стулья, кровати;
- элементы, которые используются в дизайне дома: обрешетки каминов, треноги для цветов.
При обработке большой партии однотипных изделий своими руками все можно сделать при помощи трафаретов и чертежа. Так удается значительно уменьшить трудозатраты и сократить время изготовления. Иногда детали необходимо нагреть, прогревание делают на участках стыков, чтобы не было кривизны. Новичкам рекомендуется перед выполнением работ тщательно продумать план изготовления, нелишним будет видео урок и выполнить чертеж будущего изделия.
 youtube.com/embed/FkRE70ZXY78?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
youtube.com/embed/FkRE70ZXY78?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
Гнутики, фонарики, волны и другие станки
Как видите, все остальные виды станков для холодной ковки мы собрали в одном маленьком разделе. Откуда к ним такое неуважение в отличие от улитки и торсиона, о которых мы рассказывали в отдельных разделах? Ответ будет честным в виде совета:
Если вы решили сделать кузнечный станок своими руками, остановите свой выбор на двух станках: улитке и торсионе. Во-первых, они абсолютно необходимы с функциональной точки зрения, во-вторых, они достаточно просты для самостоятельного исполнения.
Виды холодной ковки.
Остальные станки типа фонарика или волны можно соорудить намного позже, когда вы поймете, что холодная ковка – это ваше, и когда у вас в голове появятся конкретные творческие планы.
Гибочный станок не нужно делать своими руками, его лучше купить в готовом виде по двум важным причинам:
- Клинья и ролики, с помощью которых меняются размеры изготавливаемых элементов, должны быть выточены с соблюдением идеальных размеров. В домашних условиях это сделать практически невозможно.
- Гибочные станки стоят совсем недорого, так что требование экономии бюджета будет выполняться.
 В домашних условиях это сделать практически невозможно.
В домашних условиях это сделать практически невозможно.Имея в своем распоряжении три самых нужных станка – самостоятельно сделанные улитки и торсион и купленный гибочный станок – можно приступать к холодной ковке практически любой сложности. Осталось решить еще один небольшой вопрос.
Приспособление «Улитка»
Инструмент «Улитка» предназначен для получения завитков (или спиралей) и «валют» (S-образных деталей). Встречаются различные конструкции.
Один из вариантов конструкции: 1 — лемех улитки; 2 — основа станка; 3 — прижимной валик; 4 — рычаг для управления прижимным валиком; 5 — крепление основы; 6 — палец для фиксации лемехов; 7 — паз для прижиного валика; 8 — ось рычага управления; 9 — пружина для прижатия валика; 10 — фиксатор для заготовки; 11 — ведущий лемех улитки; 12 — основная ось; 13 — рычаги
В результате должно получиться такое приспособление:
Ещё одна лёгкая конструкция, чтобы гнуть прокат сечением до 12 мм:
1 — сегмент улитки; 2 — эксцентрик; 3 — ручка; 4 — основание; 5 — направляющие полозья; 6 — ось; 7 — ползун; 8 — гайка оси; 9 — ось крепления ролика; 10 — ролик; 11 — приводная ось; 12 — направляющая эксцентрика; 13 — центральный сегмент улитки; 14 — барашек эксцентрика; 15 — основная ножка; 16 — соединительный штифт сегментов улитки; 17 — корректирующий винт; 18 — соединительное ухо сегментов улитки
Часто приспособление «Улитка» делают на опоре, особенно если гнуть нужно толстый прокат.
Несколько полезных видеоматериалов по самодельных станкам «Улиткам».
Вариант с массивным основанием на опоре:
https://youtube.com/watch?v=seLFHFY0acA
Видео 2. Изготовление основания
Видео 3. Изготовление улитки
https://youtube.com/watch?v=rUTdr5Cb9SE
Видео 4. Работа станка
Вариант настольного приспособления:
https://youtube.com/watch?v=NFBf7cF_Ggs
Видео 5. Часть 1
https://youtube.com/watch?v=UCQtMsI56JU
Видео 5. Часть 2
Подробнее о таких конструкциях мы поговорим ниже.
Технология изготовления приспособления «Улитка»
Упрощенно технологический процесс изготовления станка «Улитка» своими руками можно представить в виде ряда последовательных операций.
На листе бумаги вычерчивается профиль изделия, который требуется изготовить. При вычерчивании выдерживаются размеры изделия. Чертеж нужен только для получения профиля самой детали
Внимание! При проработке учитываются толщина заготовки. Нужен зазор не менее 3…4 мм, тогда изделия можно снять после его изгибания в приспособлении.
Для большинства станков изготавливают центральный упор
В нем будет фиксироваться начало.
Разные мастера используют свои приемы фиксации, поэтому изделия у них можно отличить по почерку.
Из стального листа вырезается опорная пластина. К ней будет привариваться центр, а также спираль. Толщина пластины должна быть не менее 3 мм, так как будут прилагаться значительные усилия. Размер пластины в будущем определит и параметры завитка.
Пользуясь чертежом спирали, изгибается из полосы заготовка. При ее гибке контролируются параметры. Чем точнее будет изготовлен этот элемент, тем проще будет выполнять изготовление элементов для кузнечных изделий. Внимание! При необходимости изготовления завитков с количеством витков более одного нужно срезать полосу спирали по диагонали. Поэтому используют полосу значительно ширины. Минимальный размер соответствует высоте профиля, который собираются гнуть на станке.
Приспособление размещают на специальной стойке, чтобы легче формировать готовые изделия. Для небольших по размеру деталей удобно размещать на вертикальной стойке.
Чтобы проще выполнять работу приваривают ручку. Ее устанавливают с обратной стороны, чтобы не мешала устанавливать и снимать заготовки.
Изготовление «Улитки» с приводом
«Улитка» с электроприводом облегчает изготовление завитков и «валют». Особенно это ценно, когда работа не «для души», а для изготовления большого количества однотипных изделий на потоке при работе на заказ.
Ниже приведены этапы сборки станка для гиба прута максимальным сечением 10х10 мм. Двигатель мощностью 0,5 КВт/1000 об/мин работает при этом на пределе своих возможностей. Выполняет 6 оборотов вала в минуту. Сегменты улитки выточены из круглой болванки Ст.45 без термообработки высотой 25 мм и толщиной 20 мм. Улитка насажена на вал на подшипниках от заднего колеса мотоцикла — 7204. Поддерживающий ролик закреплён жёстко в пазу. Между двигателем и редуктором установлены шкивы.
Ниже приведены чертежи сегментов улитки.
Элемент улитки 1
Элемент улитки 2
Элемент улитки 3
Центральный элемент улитки
Для более массивного прута (от 12 мм) мощность двигателя должна составлять более киловатта. На фотографиях ниже представлен станок с двигателем мощностью 2,2 кВт, 1000 об/мин, дающий выход на валу около 10 об/мин. Это уже станок для профессионального использования. Применён бывший в употреблении редуктор, матрица вырезана из заготовки толщиной 30 мм — самый трудоёмкий процесс.
Для холодной ковки ещё понадобятся наковальня и молот. Горн не нужен, он требуется только для горячей ковки.
Совет! Перед началом работ начертите эскиз будущей конструкции в натуральную величину. Это поможет корректировать элементы и не запутаться при сборке.
рмнт.ру
Холодная ковка
Таких недостатков горячей ковки, как:
- большая трудоемкость,
- высокие требования к квалификации мастера,
- низкая повторяемость изделий.
Холодная ковка
Недостатков лишен метод холодной ковки. Он основан на свойстве металлов изменять в определенных пределах свою форму под воздействием механического усилия. Технология применима к пруткам круглого и квадратного сечения, металлической полосе, трубам и прокату различного профиля. Несколько базовых операций, таких, как
- изгиб заготовки под заданным углом и по заданному радиусу,
- формирование завитков и спиралей,
- скручивание одной или нескольких заготовок по продольной оси
и комбинация получившихся деталей позволяет создавать кружевные ограды, беседки, скамейки, элементы декора и домашней утвари в разумные сроки и по приемлемой цене, в разы, а то и в десятки раз ниже, чем при использовании горячей ковки.
https://youtube.com/watch?v=8_YpUI6vqww
Для получения основных элементов используют специальные станки.
- Гнутик — один из самых популярных. Он позволяет сгибать пруток под заданным углом и по заданному радиусу, в том числе и в виде волны.
- Улитка служит для закручивания конца прутка или трубы в спираль
- Торсион предназначен для скручивания прутка вдоль его продольной оси.
Если планируется выпуск больших серий изделий — то понадобится станок промышленного производства. Он обладает высокой производительностью, достаточным ресурсом, снабжен электроприводом достаточной мощности, совмещая в себе гнутик, улитку и торсион. Передовые производители оснащают свои агрегаты полуавтоматическими приставками, и роль работника сводится к установке нужной оправки, закреплению заготовки и запуску программы. Система сама регулирует скорость подачи, силу прижима формующего ролика, начало и окончание формовки.
Станки для ковки
цена этого оборудования довольно большая
Если домашний умелец сделает какое-то изделие на самостоятельно изготовленном кондукторе, то вещь будет уникальной, хотя по некоторым параметрам и будет уступать той, которая сделана в заводских условиях. Если планируется делать большое количество деталей с помощью холодной ковки, то лучше всего сделать кондуктор с электромотором. Так вы облегчите себе рабочий процесс.
Полезным будет предусмотреть изготовление на станке основных видов работ – вытяжки, гибки и закручиваний. Эти устройства можно объединить во время создания кондуктора своими руками.
Во время вытяжки изделию придается определенная форма. Для чего ее нужно пропустить через валики или пресс, причем сечение исходного сырья уменьшится.
Процесс гибки состоит в том, что деталь гнут под требуемым углом. Выполнить эту операцию можно с помощью шаблонов. Они делаются таким образом: подготавливается чертеж изделия, по которому после делается шаблон. На стальную пластину приварите завитушку, после этот лист крепится на станке в держателе. Окончание заготовки устанавливают в прорезь, второй конец фиксируется. С помощью рычага происходит воздействие на один конец изделия, которое нужно протащить по всем изгибам пластины, используемой в роли шаблона.
Часто мастера сами собирают простые устройства, с помощью которых можно изготавливать довольно оригинальные изделия. Тут все зависит от опыта мастера. Рассмотрим одну из таких самодельных моделей, чтобы понять сам принцип.
Кондуктор самодельный для ковки
Станок «Улитка» для холодной ковки своими руками используется большинством мастеров в работе над оригинальными изделиями из проката. Кузнечный бизнес чаще всего основан на изготовлении кованых изделий, где присутствуют детали в виде оригинальных петель.
Входные ворота в стиле XVII-XIX веков невозможно представить без завитков, вензелей и других оригинальных элементов. Они не только украшают, умелые мастера могли создавать из металла письменные приветствия. Сложные изогнутые фрагменты используются в качестве усилителей на заборах, входных группах, перилах ограждений и других декоративных изделиях. Сложные профили придают ажурность конструкциям.
Чтобы производить изгибы заготовок по определенным параметрам используют вспомогательные кондукторы, получившие название «Улитка». Они служат в качестве специального шаблона, позволяющего воспроизвести десятки, а при необходимости и сотни однотипных деталей. Станок «Улитка» для холодной ковки гнет детали без дополнительного прогрева.
Если выполнять подобную работу только за счет физической силы кузнеца, то работник довольно быстро устанет. Его производительность снизится до нуля. А при наличии вспомогательного механического помощника, можно производить сотни заготовок за смену.
Нужно учитывать, что гибка заготовок – это промежуточный этап в изготовлении сложных конструкций. Их еще нужно установить в нужном месте и приварить. Только тогда будет получен промежуточный результат. Потом потребуется окраска и монтаж изделия по месту заказа. На все операции потребуется не только время, н и физическая сила мастера.
Конструктивно приспособление может быть:
- Неразборным, тогда на нем будет производиться изгибание деталей только на определенные длины. Получаемая спираль имеет определенные ограничения в использовании.
- Сборным (присутствуют дополнительные фрагменты для увеличения продолжительности гиба), и на приспособлении можно производить догибание длинных деталей. Будут получены крупноразмерные детали.
Для работы с деталями из профильной трубы небольших номеров некоторые изготавливают приспособления с ручным исполнением. В них предусматривают использование рычагов, помогающих продвигать заготовку вокруг оправки. Готовые детали снимают с торца, слегка ослабив натяжение.
Технология изготовления приспособления «Улитка»
Упрощенно технологический процесс изготовления станка «Улитка» своими руками можно представить в виде ряда последовательных операций.
- На листе бумаги вычерчивается профиль изделия, который требуется изготовить. При вычерчивании выдерживаются размеры изделия. Чертеж нужен только для получения профиля самой детали. Внимание! При проработке учитываются толщина заготовки. Нужен зазор не менее 3…4 мм, тогда изделия можно снять после его изгибания в приспособлении.
- Для большинства станков изготавливают центральный упор. В нем будет фиксироваться начало.
- Разные мастера используют свои приемы фиксации, поэтому изделия у них можно отличить по почерку.
- Из стального листа вырезается опорная пластина. К ней будет привариваться центр, а также спираль. Толщина пластины должна быть не менее 3 мм, так как будут прилагаться значительные усилия. Размер пластины в будущем определит и параметры завитка.
- Пользуясь чертежом спирали, изгибается из полосы заготовка. При ее гибке контролируются параметры. Чем точнее будет изготовлен этот элемент, тем проще будет выполнять изготовление элементов для кузнечных изделий. Внимание! При необходимости изготовления завитков с количеством витков более одного нужно срезать полосу спирали по диагонали. Поэтому используют полосу значительно ширины. Минимальный размер соответствует высоте профиля, который собираются гнуть на станке.
- Приспособление размещают на специальной стойке, чтобы легче формировать готовые изделия. Для небольших по размеру деталей удобно размещать на вертикальной стойке.
- Чтобы проще выполнять работу приваривают ручку. Ее устанавливают с обратной стороны, чтобы не мешала устанавливать и снимать заготовки.
Пошаговое изготовление малогабаритного ручного станка для изготовления завитков
Небольшой станок предназначен для изготовления завитков из полосового проката шириной 20…30 мм. Его несложно сделать самому.
Центр
Сначала изготавливается центр. Для этого отпиливается небольшой фрагмент из кругляка. Заготовку фиксируют в тисках, размечают линию реза. С помощью отрезного диска и углошлифовальной машинки (УШМ) отпиливается заготовка.
Она имеет диаметр 38 мм. Боковая поверхность дополнительно не обрабатывается.
Длина центра составляет 28 мм. Можно и немного больше, но для изгибания полосы шириной 30 мм этого достаточно.
На сверлильном станке сверлится отверстие Ø 8 мм. Его располагают эксцентрично. Такое положение обусловлено тем, что нужно изготовить фиксатор для конца заготовки.
Прорисовывается профиль, который следует удалить с помощью отрезного и зачистного дисков, устанавливаемых на болгарке. Заготовку крепят в тисках и удаляют излишки металла.
Лепестковыми дисками поверхность защищается так, чтобы осуществлялся плавный переход между разными поверхностями фиксатора.
Чтобы в дальнейшем проще фиксировать конец заготовки, нужно просверлить отверстие. Его располагают на радиальной поверхности центра. Сверлится отверстие под резьбу М10.
С помощью набора метчиков нарезается внутренняя резьба. Здесь будет использоваться винт без головки. После фиксации заготовки он спрячется внутри металла центра.
К опорной пластине толщиной 4 мм приваривается центр. На этом работа с его изготовлением завершается.
Изготовление приспособления
Для удобства работы с приспособлением к обратной стороне пластины приваривается вал. Вращая его в специальной оправке, будут вращать улитку.
Наружную поверхность нужно обточить, чтобы сварные швы не мешали свободному облеганию будущих заготовок.
Будущая спираль прорисовывается на пластине. Создается контур, куда ее в дальнейшем приварят.
Из полосы толщиной 4 мм изгибают спираль. Она должна соответствовать проекту.
После проверки спирали по шаблону излишки обрезаются, а саму спираль приваривают к пластине и к центру.
В качестве стойки используется профильная труба 40·40 мм со стенкой 3 мм. На ней сверлят отверстия для крепления элементов станка. С помощью опорных площадок фиксируют подготовленные части.
С обратной стороны видна ручка. Ее закрепили к валу с помощью подшипника. Подготовленная «Улитка» может вращаться.
Проводится проверка работоспособности. За ручку выполняется поворот спирали вокруг оси центра.
Изготовление простейшей детали на станке
Отрезают заготовку из полосовой стали в нужный размер. Этот размер обычно уточняют, прорисовывая готовое изделие и его составляющие элементы.
Свободный конец устанавливают в центр спирали. С помощью внутреннего винта производится фиксация заготовки.
Выполняется поворот «Улитки». Заготовка плотно прижимается к направляющим. Тут требуется прилагать определенные усилия, чтобы получать нужный профиль изделия.
Проворачивая приспособление дальше, осуществляют изготовление завитка. При необходимости вставляют другой конец заготовки и производят изготовление замкнутого или разомкнутого завитка.
Обычно другой конец не остается прямым. Его тоже изгибают. Поэтому различают внутренние и наружные обратные завитки. На самом приспособлении с помощью маркера или мела делают отметки. По ним ориентируются, когда изготавливают завитки с требуемыми параметрами.
Как гнуть профильную трубу на станке «Улитка»?
Если попытаться изгибать профильную трубу без специальной подготовки, то сварной шов разойдется. Получится брак.
Кузнецы с большим опытом работы изготавливают более сложные станки для изготовления своих изделий. Они дополнительно оснащают «Улитку» съемными элементами.
Пошаговый технологический процесс изготовления обратного завитка на станке «Улитка»
На прокатных роликах производится последовательный обжим трубы. Образуются выступающие ребра, а сварной шов остается внутри слоя, смещенного к центру.
На параллельных эксцентричных вальцах выполняется обжатие концов трубы. Она становится похожей на полосу. В таком виде ее проще фиксировать на станке.
В специальном приспособлении формируется хвостовик. Теперь заготовки будут фиксироваться на станке одним движением.
Заготовку фиксируют в центре. Там имеется паз, который закрепляет хвостовик. Видно, что спираль имеет равномерный спуск по высоте.
После фиксации хвостовика включается электродвигатель. Начинается формование детали.
Петля образуется при касании заготовки в специальный опорный элемент. Его чаще называют опорным валом. Чтобы снизить усилие, его оснащают подшипником. Деталь свободно проворачивается вокруг опоры.
Часть спирали образована. Но при необходимости обрабатывать на большую длину, будет установлен съемный элемент.
Формируется заготовка и с другого конца. Здесь мастер определяет, в какую сторону производить изгибание детали.
Для продолжения работы устанавливается съемный элемент сборной «Улитки».
Теперь можно формировать загиб деталей большого размера.
Даже длинные заготовки легко изгибаются по заданным размерам. На рабочих элементах делают метки. По ним ориентируются, сколько нужно гнуть.
С обратной стороны выполняют дополнительный изгиб детали.
Дорабатывается изделие с обеих сторон.
Готовая деталь имеет законченный вид. Если нужно, то хвостовики будут спилены. Тогда никто не догадается, как выполнялась фиксация заготовок.
Если нужно изготовить маленькую деталь, то используют другую «Улитку». У опытных мастеров их несколько штук.
Примеры изделий с завитками
Оригинальный козырек над входом в здание:
При оформлении французского балкона оригинальные завитки придают ажурный вид всему изделию.
На лестничном пролете завитки выглядят весьма оригинально.
Используя одни завитки, изготавливают опоры для скамьи, а также в том же стиле создают решетку для камина.
На винтовой лестнице видна рука отличного мастера. Не всякий сумеет сделать подобное изделие.
В створке ворот присутствуют элементы, изготовленные на станке «Улитка». Тяжелое изделие прибрело особую легкость.
Легкая лестница в стиле Хай-тек. Она может украсить не только загородный дом. Современные дворцы при минимализме конструкции могут иметь отличный вид.
Простор для творчества не ограничен. Многие кузнецы являются настоящими художниками. Они украшают мир вокруг себя.
Видео: “Улитка” – холодная ковка своими руками.
Один из способов украшения участков — использовать кованные изделия. Очень декоративно смотрятся заборы, скамейки, беседки, перила для лестницы и другие подобные сооружения. Причем в большинстве случаев данные изделия не есть ковка в ее традиционном понимании. Чаще всего это сделано не в кузне и не при помощи молотка и наковальни, а при помощи некоторых устройств, которые позволяют создавать из металлических полос и квадратных прутков самые различные узоры и изделия. Для изготовления подобных изделий потребуются станки для холодной ковки. Часть из них можно сделать своими руками другую проще купить.
Какие вообще устройства используются
Для холодной ковки характерны различные завитки, изгибы, витые прутки и т.п. Почти под каждый вид делают на отдельном приспособлении — определенном станке. Привод у них может быть ручной, а может — электрический. Для небольших объемов «для себя» применяют ручные станки для холодной ковки. Они хоть и не особо производительны, но намного проще в изготовлении. Если необходимо ставить изготовление «на поток» делают аналогичные устройства, но уже с электромоторами. В этом случае работать физически почти не нужно, но сложность изготовления приспособления возрастает в разы. В нашем материале поговорим о ручных станках для холодной ковки.
Какие же устройства используют:
- Торсионные. С их помощью четырехгранные прутки или полосы металла скручивают в продольном направлении. Получается витые столбики, которые называют еще торсионами.
Так выглядит торсион и одноименный станок
Так делают «фонарик»
Приспособление для холодной ковки улитка — для формирования завитков
Для изгиба в любом месте и на любой угол — гнутики (гибочные станки)
Станок «Волна» — для формирования соответствующего рельефа
Станки для оформления концов прутков. В данном случае — гусиная лапка
Для начинающего мастера наиболее актуальный станок для холодной ковки — улитка. Только с его помощью можно сделать множество интересных вещей — начиная от забора и калитки и заканчивая скамейкой и другими подобными изделиями. На втором месте по степени необходимости торсионный станок. Он добавляет разнообразия в детали. Все остальные можно приобретать или делать по мере совершенствования и набора мастерства.
Самодельные «Улитки»
По сути это модернизированный гибочный станок (трубогиб), но эти усовершенствования позволяют легко делать завитки из довольно толстых прутков (сечением до 10-12 мм) и повторять их с высокой степенью точности.
Один из самодельных станков для холодной ковки
Конструкций эти станки для холодной ковки имеют несколько, но проще всего в реализации вариант с круглым столом, имеющем центральную ножку. К ножке подвижно закреплен рычаг с роликами на подшипниках на конце. Они облегчают процесс гибки.
Поверхность стола можно сделать из стального листа толщиной от 10 мм и больше. Для ножки можно использовать любую толстостенную круглую трубу. Важно сделать конструкцию устойчивой, так как будут прилагаться боковые усилия, потому нужны боковые стойки, распорки, а также устойчивое основание.
Чертеж станка для холодной ковки «Улитка»
Рычаг проще делать из квадратной трубы с толстой стенкой — не меньше 2-3 мм. Сечение трубы 25*40 мм или около того. Крепление рычага к ножке можно сделать на подшипнике, а можно просто взять небольшой кусок толстостенной трубы большего диаметра, надеть ее на ножку, а снизу приварить полосу-упор — чтобы рычаг вниз не падал. Вариант с подшипником дает более легкое движение, но при наличии смазки и второй вариант рабочий.
Вариант крепления рычага
Важна еще форма рычага. Рычаг двойной, верхняя часть — рабочая, нижняя — опорная. Везде где есть соединения желательно доварить усиление, так как усилия значительные.
Рычаг должен быть надежным, с усилением
На столе закрепляется оправка или кондуктор — форма, по которой сгибаются завитки. Делают их разного диаметра — чтобы можно было делать разные по диаметру завитки. Такие оправки могут быть сборными — для формирования большего количества изгибов. В каждом таком образце должны быть стержни, которые устанавливаются в отверстия в столе. Так этот шаблон фиксируется. Также его форма должна быть разработана с таким учетом, чтобы конец прутка в ней хорошо фиксировался.
Вариант кондукторов для улитки
Часто оправки вытачивают из металлического круга подходящего диаметра при помощи болгарки, но есть варианты из металла с наваренными на него стальными пластинами, изогнутыми соответствующим образом.
Как сделать подобный станок для холодной ковки — в следующем видео. Там же неплохо описан способ доведения концов заготовки до приличного состояния — обычные необработанные края смотрятся очень грубо. Для их обработки есть специальное оборудование, но, как оказалось, можно справится и без него.
Торсионный станок
Как уже говорили эти станки для холодной ковки позволяют сделать на прутке продольные изгибы. Это относительно несложная конструкция. Основная задача — закрепить неподвижно один конец прутка, ко второму приделать рычаг, при помощи которого можно будет скручивать заготовку.
В качестве основы подойдет обрезок профилированной трубы с толстой стенкой (не менее 3 мм). Фиксатор можно сварить из тех же прутков, оставив квадратный просвет нужного диаметра. Можно использовать зажим для троса подходящего размера (можно найти в магазине такелажа). Любой из этих упоров приваривается к основанию.
Держатель для троса — отличный фиксатор для прутка
Далее надо каким-то образом обеспечить захват и кручение второй части заготовки. Можно это сделать при помощи двух подшипниковых узлов. Внутрь вставляется труба подходящего диаметра, с одной стороны к ней приваривается ручка — конструкция напоминает букву «Т». С другой стороны в трубе делают фиксатор: сверлят четыре отверстия, в них вваривают гайки под 12 или 14 болты. В результате получается неплохой фиксатор — болты закручивают после того, как вставили пруток.
Дальше — дело техники — рычагом наворачиваем нужное количество витков. Нельзя сказать, что эта работа для слабаков, но при большом рычаге все не так уж и сложно.
Еще более простой станок для изготовления торсионов методом холодной ковки в следующем видео.
Видео про самодельные приспособления и станки для холодной ковки
Очень популярными благодаря своей красоте и изысканности давно стали изделия из металла, сделанные при помощи ковки. Такие декоративные элементы достаточно дорогостоящие и не всегда есть возможность заказать себе все желаемые украшения в интерьер или загородный дом. Но, помимо горячего вида ковки, которая нужна для того, чтобы создавать металлические декоративные конструкции, есть холодная ее разновидность. Последний вариант можно реализовать самостоятельно, для этого понадобиться соорудить станок для холодной ковки своими руками, после чего можно будет приступить к реализации всех задумок и идей.
Станок для ходолной ковки своими руками
Разновидности станков
В основном все приспособления, которые предназначены для изготовления деталей из металла при помощи ковки холодного типа характеризуются ручным приводом. По принципу электропривода работают немногие из них, хотя соорудить такую конструкцию можно с каждым из приспособлений. Единственный вопрос относительно привода – это целесообразность, потому как затраты на энергоресурс, который питает агрегат и сложность процесса установки механизма могут не оправдывать себя, если соотносить их с количеством выполняемой работы и ее регулярностью.
В таблице указаны все приспособления, которые работают за счет привода ручного типа, относящиеся к процессу холодной ковки.
| Устройство | Краткое описание |
| Твистер | При помощи такого устройства происходит закручивание металла, формирование спиралей и завитков, имеющих узкую сердцевину. |
| Станки торсионного типа | При помощи такого станка происходит закручивание прутов винтового типа, а также возможно изготовление спиралей большой величины и филаментов (корзинок, фонариков и луковиц). |
| Инерционно-штамповочные станки | Предназначаются для того, чтобы изготавливать соединительные части меду декоративными составляющими, делать узорные наконечники и различный мелкий рисунок и рельеф. |
| Станки для гибки | Существует несколько разновидностей таких станков: нажимного, протяжного и комбинированного типов. Первая разновидность нужна для того, чтобы получать волнообразные изгибы или зигзагообразно изогнуть прут. Протяжная разновидность востребована, когда необходимо изготовить кольцо, завиток или спираль, имеющую широкую сердцевину. Используя комбинированную разновидность можно соорудить любой из перечисленных элементов. |
Справка: очень часто в некоторых источниках можно встретить название станков, предназначенных для кручения также как и для станков, которые делают навивку — твистеры. Однако это не совсем верно, станки, которые закручивают металл – это станки торсионного типа.
Видео по изготовлению станока для холодной ковки своими руками.
Отличия холодной ковки
Существует такое понятие как «штамповка», которое иногда путают с холодным типом ковки. Сама же холодная ковка имеет 2 принципа, по которому может происходить этот процесс. В таблице указаны различия процессов.
| Процесс | Описание |
| Штамповка | Процесс штамповки можно описать как выдавливание определенных фигур при помощи пуансона, который работает при высоком уровне давления. Примером процесса штамповки служит алюминиевая банка. Нагрев металла при этом не используется. Возможность применить такую технологию дома вряд ли возможно, поскольку невозможно создать для этого необходимые условия. |
| Холодный тип ковки (наклепывание) | Такая разновидность холодной ковки, по сути, есть наклеп, а именно проводится в процессе определенное число ударов очень большой силы, что позволяет структуре металл изменяться и становиться необходимых параметров по размеру и форме. Такая манипуляция проводится при помощи молота, который также можно соорудить своими руками. |
| Холодный тип ковки (гнутье) | Иная разновидность – это гнутье. При такой технологии металл по структуре остается прежний, не меняя своих характеристик. Этот тип ковки возможен для использования дома, для него лишь нужно заняться созданием станка для холодной ковки своими руками. |
Ковкой холодного типа, которая проводится по принципу гнутья заниматься довольно просто, особенно если имеется специальное оборудование стационарного типа, которое облегчает существенно процесс. Преимуществом такой разновидности является и то, что собрать практически любой станок для холодной ковки своими руками можно без больших затрат на это.
Видео обзор ручного станка для ковки металла
Устройство станков для ковки по холодному типу
Каждое приспособление для того, чтобы можно было заниматься холодной ковкой, имеет свои особенности и параметры. Чтобы беспрепятственно можно было сделать станок для холодной ковки своими руками, необходимо разобраться, что представляет собой каждый из них.
| Станок | Устройство | |
| Гибочные станки | Конструция этого устройсвта такова, что при помощи изменения роликов и клиньев меняется размер волн и изгибов. Им возможно изгибать прутья до 16 мм. Единственный нюанс этого устройства- его нельзя сделать самостоятельно, потому как требуется обрабатывать и вытачивать много деталей точного размера. Стоимость такого приспособления невелика. | |
| Твистер | Работает агрегат благодаря оснащению его специальным шаблоном, к которому придавливается обрабатываемый кусок металла. Давление при этом должно быть очень большим, поэтому те, кто работают на твистере, должны обладать достаточной силой для этого. Кроме этого, сохранность самого шаблона обеспечена наличием упорного рога (концевого). Что касается серединного рога, который иначе назван обводящим, то его следует делать таким образом, чтобы он мог менять свое положение и быть в нем зафиксирован. От этого зависит эффективность работы, особенно для тех, кто приступает к процессу впервые. | |
| Основание с проставками | Такой агрегат позволит сделать узоры абсолютно любых вариаций. Сама по себе конструкция очень проста и представляет собой пластину из прочного и надежного материала, в которую вкручены проставки на определенном расстоянии. Для таких целей можно использовать болты с размерами от м8 до м24. Толщина металла при этом зависит только от мастерства того, кто работает на станке. В основном такое приспособление хорошо подходит для металла с толщиной 6 мм. | |
| Улитки Станок-твистер | С воротом | Такая установка представляет собой пластину-основу, на которой находится специальный виток. Такой виток используется в качестве шаблона для будущего изделия. Особенность станка в том, что «улитка»-шаблон разделена на несколько частей, которые закреплены между собой при помощи специальных соединительных элементов, что позволяет во время работы шаблону варьировать по форме, чем и создаются различного рода волны и изгибы. Минусы в такой конструкции тоже есть, поскольку для того, чтобы изготовить такой станок для холодной ковки своими руками необходимо подбирать очень прочный материал, которой не согнется со временем. Также продумывать соединительные петли, которые достаточно уязвимы, учитывая величину силы, с которой происходит весь процесс сгибания металла. |
| Рычажного типа | В таком типе станка «улитка» шаблон прикреплен очень прочно к основанию. Производительность у него за счет такого факта меньше, однако, надежность больше. при помощи специального рычага осуществляется прижим металлической пластины к шаблону, одновременно в процессе необходимо перемещать передвижной ролик. Чтобы сделать такой станок для холодной ковки своими руками можно использовать стальной материал, который отличен свей прочностью, а ролик можно выполнить из обычного роликового подшипника. В целом конструкция схожа с трубогибом. | |
| Торсионный станок | Такое устройство хорошо поможет в винтовом скручивании прутьев. Такой станок делается из основы цилиндрической формы из металла и двух крепежных и одновременно скручивающихся элементов. Желательно оснастить такую конструкцию специальной парой лап, которые не будут давать обрабатываемому металлу гнуться не так как необходимо. Принцип работы на станке таков, что прут помещается в удерживающие его элементы, с одного конца зажимается, а с другого конца с помощью вращающегося шпинделя закручивается до нужного размера винтовой волны. | |
Оснащение электроприводом торсионного станка для холодной ковки
Для того, чтобы повысить не только эффективность работы на агрегате для холодной ковки, закручивая в винтовую волну прутья, но и увеличить скорость, а также обеспечить стабильность и не подвергаться переутомлению, можно установить привод электрического типа.
Работая вручную достаточно непросто сделать все элементы декорирования из металлических прутьев одинаковыми, поскольку равномерность вращательного момента при такой ситуации будет сильно варьировать. Для того чтобы избежать ошибок при изготовлении изделий можно воспользоваться:
- полуосью от автомобиля, которая установлена на ведущем мосту;
- также понадобится зубчатая пара дифференциала;
- для защиты стоит воспользоваться кожухом.
Из перечисленных приспособлений можно соорудить электрический привод к торсионному станку. Такой двигатель лучше чтобы не превышал показатели мощности в 900 об/мин и 3 кВт.
Построение завитка для станка своими руками
Прежде чем приступать к созданию станка для холодной ковки своими руками необходимо уметь рассчитывать параметры шаблонной спирали, потому как специальных программ для таких целей практически нет. Такой шаблон должен быть не только грамотен со стороны технической, но еще и иметь привлекательный вид.
В основе расчетов такого шаблона положена логарифмическая спираль. Некоторые нюансы при построении можно выделить в следующий список:
- начало построения берется в точке R0;
- радиус поворота будет равен фиксированному углу;
- показатель длины такого угла должен быть умножен на расхождение витка;
- расхождение в стандартном варианте в основном берется равное 1,2;
- для простоты расчетов, а также сохранения точности угол изгиба лучше всего брать угол в 45 градусов;
- если есть необходимость построить шаблон, который будет иметь более плотную спирать, то следует прибавлять к величине радиуса 8ую часть (s) единичного расстояния от спирали;
- что касается r0, то он должен быть равен по величине поперечного сечения размера диаметра, которым обладает заготовка для спирали.
Важно: r0 может принимать любое значение, все зависит от того, каких характеристик для заготовки металл используется, а именно от его плотности.
Учитывая все нюансы можно приступать к изготовлению «улитки»-шаблона, для этого лучше всего уметь решать уравнения, имеющие кубическую степень и выше. Точной формулы для расчетов такого устройства не имеется, но то, которое позволяет добиться оптимального результата, есть. Последовательность при построении спирального шаблона может быть такой:
- первостепенно определяется начальная точка r0;
- витки, которыми будет обладать шаблон, берутся произвольно, их количество может быть любым;
- используя табличные данные, следует произвести расчет поперечника (b), при этом следить за тем, чтобы он был меньшим по ширине в проеме под шаблон;
- пользуясь формулой, проводится расчет радиуса R;
- последний шаг – это перенос всех полученных точек в соответствии с масштабом, после чего можно приступать непосредственно к построению. В процессе допустим подгонять пользуясь аналогичной формулой радиус R в окончательном варианте.
Справка: если появится необходимость провести расчеты промежуточных значений, то делается это в соответствии с геометрической пропорцией.
Сооружение станка для холодной ковки
При составлении чертежа для дальнейшего создания шаблона для станка лучше всего позаботиться о том, чтобы он имел максимальное количество различных вариаций касаемо изгибов и волн. Имея такие заготовки можно создать станок для холодной ковки с множеством сменных насадок, что будет давать возможность изготавливать различные узоры и вензеля.
Последовательность действий при создании устройства:
- Изначально понадобиться металлическое полотно, размер которого будет зависеть от количества узоров, размещаемых на нем. Размещать сами шаблоны следует таким образом, чтобы было место для изготовления изделий, потому как в процессе материал с насадок может смещаться из-за нехватки места. Также при недостаточном удалении друг от друга шаблонов, могут возникнуть осложнения в работе.
- Что касается самих вариаций шаблонов, то они могут быть как простыми, так и содержать не один поворот вензеля. Можно сделать подобную улитку лемешного типа и продумать конструкцию изгибов в разобранном и собранном состоянии. При этом стоит быть внимательными при подборе материала для фиксации раздвигающихся частей – он должен быть максимально прочным.
- Смену насадок можно обеспечить, сделав прорезь прямоугольной формы, в нее можно будет вставлять сменные шаблоны для ковки. Прикреплены они все должны быть к металлическим пластинам, имеющим форму прямоугольника. Крепление таких насадок обеспечено будет при помощи болтов.
Видео инструкция
Сборка устройства
Такой вариант станка используется для примера по причине его простоты. Зная основные принципы и последовательность конструирования оборудования, его можно модернизировать по своему желанию. Чтобы собрать все части оборудования в единое целое, необходимо будет воспользоваться:
- дрелью с твердосплавным типом сверл;
- аппаратом для сварки;
- пилой, разрезающей металл, либо ножовкой;
- металлическим полотном выбранного размера;
- круглой трубой из металла;
- прутом металлическим;
- разной величины подшипниками;
- болтами размером м8.
Чтобы собрать станок для холодной ковки своими руками необходимо воспользоваться проверенной последовательностью действий:
- Изначально необходимо собрать стойку, которая будет служить опорой. Для этого все ее составляющие (отрезы трубы одинакового размера и сочленения между ними с верхнего и нижнего краев) необходимо соединить в единое целое. Конструкция по внешнему виду может напомнить табуретку. Соединение проводить при помощи аппарата для сварки, а нарезаются отрезки пилой.
- Следующим шагом является нарезка листов из металла. Должны получиться круги равных диаметров и четыре треугольника, имеющих равные стороны. Элементы треугольной формы необходимо приварить на низ соединенной конструкции труб таким образом, чтобы подучилось нечто подобное пирамиде. Основание, которое имеет более широкую площадь необходимо приварить в центральной точке вырезанной окружности.
- Четыре планки, которые расположены горизонтально необходимо присоединить к кругу с уже приваренным элементом. Произвести это следует, используя болты, для этого понадобится дрель, чтобы проделать отверстия.
- Следующий шаг – сооружение рукояти. Чтобы это сделать нужно воспользоваться двумя прутьями различной длины. Определить их размеры можно, соотнеся их с диаметром круга. Один прут должен быть соизмерим с диаметром, другой немного превышать его размер. Сгибая первый прут, следует соблюдать угол в 30 градусов при этом. Оба прута после этого приварить друг к другу, после чего в нижнюю часть вварить еще один прут. Также должна быть перемычка между первыми двумя отрезками, к которой присоединяется сваркой рычаг, который должен сохранять направление в сторону сооружения из прутьев.
Подшипник для будущей вариабельности направлений в устройстве необходимо прикрепить к концу присоединенного рычага, а также к отрезку, находящемуся внизу конструкции. Верхний отрез служит креплением для катушки из металла, устанавливать которую необходимо горизонтально – она дает возможность загибать металл. С нижней стороны отрезка, где имеется свободный конец, следует проделать отверстие, равное по диаметру размеру сечения трубы.
Кто решил всерьез заняться ковкой и сделать станок для холодной ковки своими руками, следует быть очень скрупулезными на этапе создания чертежей и расчетов. В остальном процесс создания достаточно прост, а разобравшись в принципе конструкции оборудования, можно придумывать ему различного рода вариации, которые помогут совершенствовать изделия.
Кондуктор для ковки своими руками чертежи. Станок для холодной ковки своими руками не только сэкономит ваши средства, но и даст возможность заработать. Любое из подобных приспособлений можно изготовить в домашней мастерской
Давайте рассмотрим виды приспособлений и фигуры, которые можно получить с их помощью. Мы подготовили для вас чертежи и тематические видео. Также рассмотрим последовательность изготовления станка для холодной ковки своими руками.Если вы только собираетесь организовать мастерскую холодной ковки и хотите избежать больших расходов, то самостоятельное изготовление станков и приспособлений поможет создать свой маленький бизнес без чрезмерных затрат.
Основные приспособления и станки
Станки для холодной ковки предназначены в основном для гибки по дуге или углом, а также для скручивания. Они могут быть ручные или с электрическим приводом.
Основные виды станков и приспособлений для холодной ковки:
- «Гнутик»
- «Твистер»
- «Улитка»
- «Глобус»
- «Волна»
- «Фонарик»
Приспособление «Гнутик»
Покупной или сделанный самостоятельно «Гнутик» – универсальное приспособление, позволяющее получить дугу или угол из прута. Он представляет собой основание с ползуном, на котором закреплен упор с углом (90° или другим по необходимости) и двумя цилиндрическими неподвижными упорами. Перемещая ползун и угловой упор, прут сгибается под углом. Для получения дуги предусмотрен третий цилиндр, вращающийся на противоположной от углового упора стороне.
Приспособление может быть выполнено на горизонтальной или вертикальной платформе.
Аксонометрия приспособления «Гнутик» – вертикальное расположение
Чтобы смасштабировать размеры, приводим чертёж нижней планки этого «Гнутика».
Планка нижняя
Это приспособление – универсальное. С помощью насадок на нем можно не только гнуть, но и резать, и пробивать отверстия. Но это уже будет следующим шагом.
Получение дуги на «Гнутике»
Получение угла на «Гнутике»
Так выглядит самодельный «Гнутик»:
Приспособление «Твистер»
«Твистер» – инструмент для скручивания прутков, в основном квадратного сечения, вдоль продольной оси. Это несложное приспособление может быть ручным и с электроприводом. Принцип действия: закрепляются оба конца прута, потом одно крепление начинает проворачиваться, скручивая металл до необходимой формы.
Внешний вид покупного ручного «Твистера»
Посмотрите фото самодельного «Твистера» с электроприводом, собранного с использованием электрооборудования бывшего в употреблении:
Для изготовления «Фонариков» и «Шишек» существует специальный станок, но для начала можно использовать и «Твистер», как это показано на видео (англоязычное, но всё предельно понятно).
Видео 1. Как сделать заготовку под «Фонарик» на «Твистере»
Приспособление «Улитка»
Инструмент «Улитка» предназначен для получения завитков (или спиралей) и «валют» (S-образных деталей). Встречаются различные конструкции.
Один из вариантов конструкции: 1 – лемех улитки; 2 – основа станка; 3 – прижимной валик; 4 – рычаг для управления прижимным валиком; 5 – крепление основы; 6 – палец для фиксации лемехов; 7 – паз для прижиного валика; 8 – ось рычага управления; 9 – пружина для прижатия валика; 10 – фиксатор для заготовки; 11 – ведущий лемех улитки; 12 – основная ось; 13 – рычаги
В результате должно получиться такое приспособление:
Ещё одна лёгкая конструкция, чтобы гнуть прокат сечением до 12 мм:
1 – сегмент улитки; 2 – эксцентрик; 3 – ручка; 4 – основание; 5 – направляющие полозья; 6 – ось; 7 – ползун; 8 – гайка оси; 9 – ось крепления ролика; 10 – ролик; 11 – приводная ось; 12 – направляющая эксцентрика; 13 – центральный сегмент улитки; 14 – барашек эксцентрика; 15 – основная ножка; 16 – соединительный штифт сегментов улитки; 17 – корректирующий винт; 18 – соединительное ухо сегментов улитки
Часто приспособление «Улитка» делают на опоре, особенно если гнуть нужно толстый прокат.
Несколько полезных видеоматериалов по самодельных станкам «Улиткам».
Вариант с массивным основанием на опоре:
Видео 2. Изготовление основания
Видео 3. Изготовление улитки
Видео 4. Работа станка
Вариант настольного приспособления:
Видео 5. Часть 1
Видео 5. Часть 2
Подробнее о таких конструкциях мы поговорим ниже.
Приспособление «Глобус»
Такое устройство внешне похоже на школьный транспортир и предназначено для изготовления дуг с большим радиусом изгиба из полосы, квадрата, круга или шестигранника. Сначала загибом фиксируется один конец заготовки, потом она изгибается по всей длине по шаблону. Принцип действия чем-то похож на работу закаточной машинки для консервации.
Внешний вид приспособления
Видео 6. Работа на «Глобусе»
Пользуясь исключительно мускульной силой, дугу большого диаметра можно изготовить на шаблоне, прикрученном или приваренном к верстаку. На нём хорошо гнуть полосу, трубу тонкостенную и т. д.
Шаблон
Приспособление «Волна»
Получить волнообразные изделия из заготовки круглого, квадратного, шестигранного сечения или трубки можно на приспособлении «Волна». Деформация заготовки происходит между вертикальными валками прокручиванием.
Приспособление волна и полученные изделия
Видео 7. Приспособление в действии
Приспособление «Фонарик»
На этом станке изготавливают заготовки элементов «Фонарики» или «Шишки», которые могут состоять из 4-х, 6-ти, 8-ми и более прутков. По принципу действия станок похож на «Твистер», но тут заготовки изгибаются вокруг направляющего вала, что формирует более правильную и точную конфигурацию изделия.
Приспособление «Фонарик»
Видео 8. Работа приспособления для изготовления «Фонарик»
Приспособление для холодной ковки элемента «Хомут»
Элемент холодной ковки «Хомут» предназначен для фиксирования между собой других элементов конструкции.
Приспособление для гибки «Хомута» можно выполнить по прилагаемым чертежам.
Приспособления для выполнения «гусиной лапки»
«Гусиная лапка» – расплющивание с нанесением красивых насечек концов заготовок для придания большей изящности конструкции или с целью уменьшения толщины для различных соединений.
Концы элементов оформлены «гусиной лапкой»
Эту операцию можно выполнить при помощи станка с матрицей или приспособлением и тяжелым кузнечным молотом на наковальне. Оба варианта мы даем в виде видеоматериалов.
Видео 9. Станок для изготовления «гусиной лапки»
Видео 10. Приспособления для ковки «гусиных лапок»
Видео 11. Подробный процесс изготовления штампа
Ниже прокатный станок для выполнения той же операции.
Станок для прокатки «гусиной лапки» (расстояние между вальцами регулируется). Материалы для прокатного станка: шестерни и валы – запчасти от комбайна б/у
Принцип действия
Изготовление «Улитки» с приводом
«Улитка» с электроприводом облегчает изготовление завитков и «валют». Особенно это ценно, когда работа не «для души», а для изготовления большого количества однотипных изделий на потоке при работе на заказ.
Ниже приведены этапы сборки станка для гиба прута максимальным сечением 10х10 мм. Двигатель мощностью 0,5 КВт/1000 об/мин работает при этом на пределе своих возможностей. Выполняет 6 оборотов вала в минуту. Сегменты улитки выточены из круглой болванки Ст.45 без термообработки высотой 25 мм и толщиной 20 мм. Улитка насажена на вал на подшипниках от заднего колеса мотоцикла – 7204. Поддерживающий ролик закреплён жёстко в пазу. Между двигателем и редуктором установлены шкивы.
Ниже приведены чертежи сегментов улитки.
Элемент улитки 1
Элемент улитки 2
Элемент улитки 3
Центральный элемент улитки
Для более массивного прута (от 12 мм) мощность двигателя должна составлять более киловатта. На фотографиях ниже представлен станок с двигателем мощностью 2,2 кВт, 1000 об/мин, дающий выход на валу около 10 об/мин. Это уже станок для профессионального использования. Применён бывший в употреблении редуктор, матрица вырезана из заготовки толщиной 30 мм – самый трудоёмкий процесс.
Для холодной ковки ещё понадобятся наковальня и молот. Горн не нужен, он требуется только для горячей ковки.
Совет! Перед началом работ начертите эскиз будущей конструкции в натуральную величину. Это поможет корректировать элементы и не запутаться при сборке.
Любуясь красотой ажурной металлической ограды или восхищаясь невероятным витым узором на перилах железной лестницы, мало кто задумывается о том, что изготовлены они методом холодной ковки. Научится воплощать красоту в металле можно без особых усилий. Для этого достаточно обладать минимальными навыками работы с металлом и иметь специальные станки для холодной ковки.
Что такое холодная ковка? Какие нужны для неё станки? Что можно изготовить на этих станках? Ответы на эти вопросы вы найдёте в нашей статье.
Холодную ковку правильнее будет назвать – механическим сгибанием металлического прута на специализированных станках, для придания ему формы задуманной производителем. Сгибание прутьев в станке, можно производить как в ручную с помощью рычагов, так и с применением электромоторов. Помимо металлического прута, методом холодной ковки можно сгибать трубы небольшого диаметра, узкие железные полосы и арматуру. С применением метода холодной ковки производятся:
- Витые ограды.
- Украшения для жилых сооружений.
- Узорные ворота.
- Ограждения для балконов и лестниц.
- Металлические садовые скамейки.
- Украшения для беседок и фонарей.
- Большое количество вариантов решёток.
Элементы изготовленные методом холодной ковки
Освоив метод холодной ковки, в с лёгкостью сможете начать своё дело по производству изделий из металла. При этом, первоначальные финансовые вложения вам потребуются только на закупку станков, а если вы изготовите станки своими руками, то можно обойтись минимальными затратами.
Ниже мы приведём вам инструкции по самостоятельной сборке станков для холодной ковки.
Станок «улитка»
Изготовление станка «улитка», это один из примеров самостоятельного конструирования, при этом давать советы с точным указанием размеров всех деталей не имеет смысла. Вам нужно ориентироваться на своё представление о работе станка, как и что будет гнуться, какое количество витков спирали будет достаточно для качественной работы, какого размера будет рычаг со столешницей. Если вы поймёте суть процесса изготовления станка, то сама сборка не вызовет особых затруднений.
Станок “улитка”
Изготовление основных узлов станка
Каркас.
Процесс сгибания железного прута, подвергает станок сильным нагрузкам, поэтому при изготовлении каркаса для «улитки», используется только металлические уголок, швеллер или толстостенная труба. Не делайте каркас из деревянных брусьев, такой стол не выдерживает длительных нагрузок и разрушается.
Столешница.
Столешница для «улитки» делается из металлической плиты вырезанной в форме круга, толщиной не менее 4мм. Из этой же плиты, вырезается вторая столешница, повторяющая форму первой. На второй столешнице будут размещаться сегменты улитки и производится сгибание изделий. В процессе холодной ковки, столешница принимает на себя основную часть нагрузки, поэтому не нужно экономить и делать её из более тонкого листа железа.
Основной вал и рычаг.
Основной вал размещается по центру между столешницами и крепится к основанию с помощью четырёх прямоугольных треугольников. Изготовить вал можно из толстостенной трубы нужного диаметра.
Рычаг крепится к валу с помощью кольца и вращается вокруг него, дополнительно на рычаг устанавливается ролик для сгибания прутьев на верхней столешнице.
Схема станка
Разметка и монтаж навесных деталей
В зависимости от того желаете ли вы производить только однотипные образцы или вам потребуются более художественные изделия, существует три варианта устройства «улитки».
Вариант №1.
Это самый простой из трёх вариантов, суть его в том, что на столешнице прорисовывается контур спирали.
Чертёж сегментов “улитки”
По своей сути это рисунок будущих изделий которые вы будете производить на станке. После нанесения схемы, достаточно вырезать из толстых полос железа разной ширины, несколько сегментов, повторяющих линию рисунка и приварить их по разметке к столешнице. На такой статичной «улитке» вы сможете производить простейшие изгибы.
Вариант №2.
Второй вариант является самым популярным среди самодельных станков, он подразумевает изготовление разборной улитки из съёмных частей. Вдоль контуров разметки высверливаются отверстия, в которых нарезается резьба. Далее, из картона или фанеры изготавливаются шаблоны для сегментов-упоров и по ним из металла делаются накладки. В завершении, в накладках высверливаются отверстия, которые должны совпасть с посадочными гнёздами на столешнице. Для закрепления сегментов, используются в основном болты, но вы можете сделать и цилиндрические упоры. Данная конструкция «улитки», позволит на одном станке производить спиралевидные заготовки с различными радиусами.
“Улитка” из полос металла
Вариант №3.
В третьем варианте вместо разборных сегментов-упоров, изготавливаются несколько съёмных модулей с разными вариантами улитки, которые меняются по мере необходимости. Модуль делается куска железа на который наварены сегменты повторяющие части спирали.
Модули “улитки”
Сборка станка.
- Установите каркас на месте где вы будете иметь свободный доступ к станку со всех сторон.
- Забетонируйте ножки каркаса в полу или закрепите каркас другим доступным способом.
- Приварите к каркасу основную столешницу.
- Установите основной вал приварив его к столешнице и укрепив треугольниками.
- Наденьте на вал вращающийся рычаг.
- Установите верхнею столешницу, приварив её к основному валу.
- Установите на столешницу сегменты улитки.
После сборки проведите пробное сгибание прута.
Что бы более подробнее узнать о сборке станка для холодной ковки «улитка» ознакомьтесь с видеороликом:
Станок торсионный
Данный станок предназначен для одноосного продольного скручивания заготовки из прутка поперечной или квадратной формы.
Станок торсионный
Для основания торсионного станка используются швеллер или двутавр. К нему с помощью сварки присоединяют толстую железную полосу, на которую устанавливают тиски для зажима неподвижной части прута. Тиски закрепляются четырьмя болтами диаметром М16 или более. Для увеличения прочности зажима прутка, на тиски навариваются рифлёные пластины из листовой стали. С противоположной стороны основания устанавливаются направляющие ролики, к которым присоединяется зажимной узел для подвижной части заготовки. Его изготавливают из стальной втулки, в которой необходимо предусмотреть отверстия для зажимных болтов расположенных под углом 120 градусов. Болты должны иметь плоский торец и быть изготовлены из качественной стали. Оба зажимных устройства должны располагаться соосно, для этого их необходимо проверить с помощью уровня, слесарного угольника и штангенциркуля.
Виды станков
Далее необходимо изготовить ручку для проворачивания подвижной части зажима. Её рычаг должен бить как можно длиннее, для снижения прикладываемого усилия. Саму рукоятку лучше сделать с резиновой втулкой, для исключения проскальзывания руки во время работы.
После полной сборки станка его проверяют на надёжность работы подвижных элементов и точность производства деформации прутка. После проверки станок крепится к опорной раме.
Простая модель торсионного станка
Как сделать торсионный станок своими руками смотрите в ролике:
Станок «гнутик»
Чтобы качественно сформировать угол в изделии производимом методом холодной ковки, вам понадобится станок под названием «гнутик». Он состоит из стальной пластины с подвижным упором на которых находятся два опорных вала и рычаг.
Станок “гнутик”
Заготовка помещается между клином и опорными валами. После этого, с помощью рычага происходит смещение клина по направлению к валам, что приводит к изгибу заготовки.
Компьютерная модель станка
Изготовить такой станок довольно просто, главное следовать приведённому чертежу и использовать инструментальную сталь, поскольку во время работы на части устройства производится большая нагрузка.
Как сделать станок “гнутик” вы также можете посмотреть в видеоролике:
Станок «волна»
Правильнее назвать данный станок – управляемая волна. Оснащение станка состоит из пары стальных дисков диаметром 140 мм., которые крепятся при помощи болтов к рабочей столешнице. На ведущем диске закреплена ось вращения универсального воротка.
Станок “волна”
Управление волной происходит в следствии изменения расстояния между дисками. При обкатывании воротком прутка вокруг ведущего диска, происходит формирование узора, после этого, пруток снимается с кондуктора и формируется узор с другой стороны.
Посмотреть работу станка вы можете в видеоролике:
Станок – пресс
Для формирования наконечников прутьев необходим пресс. Этот станок работает по принципу маховика, в начале вращая штангу с грузами отводят винтовой боёк назад до упора. После этого вставляют в гнездо сменный штамп и ставят заготовку. Далее, быстро раскручивают штангу в обратную сторону и оставляют его свободно вращаться. В заключении боёк сильно бьёт по хвостовику штампа, за счёт этого развивается усилие достаточное для штамповки.
Прокатный пресс
Что касается ручного прокатного стана, то его можно сделать самостоятельно, но вам всё равно придётся заказывать – валки из специальной стали, подшипниковые втулки и валы, а шестерни покупать в магазине. Изготовить на таком станке можно только наконечники «гусиная лапка» и «лист».
Соединение и покраска деталей
Элементы произведённые методом холодной ковки, соединяются двумя способами:
- Сварка – детали привариваются друг к другу, а окалина стачивается «болгаркой» или другой шлифовальной машиной.
- Хомуты – такой вид соединения смотрится гораздо красивее. Для хомутов используют проштампованные полоски металла толщиной от 1,5 мм.
Покраску готовых изделий производят кузнечными эмалями или красками для металла на акриловой основе.
Соединения деталей с помощью сварки
Изделия произведённые методом холодной ковки
Предлагаем вам ознакомиться с вариантами изделий которые вы можете сделать используя метод холодной ковки:
- Элемент забора полностью сделанный по методу холодной ковки. Для соединения деталей использованы хомуты. Для изготовления использовались станки: «улитка», торсионный, «гнутик» и «фонарик».
- Скамейка содовая – изготовлена посредством холодной ковки и обшитая деревом.для соединения элементов использована сварки и хомуты. В изготовлении применялись станки – «улитка», торсионный, пресс.
- Балконные перила – метод производства – холодная ковка. Элементы перил соединены при помощи сварки и хомутов. Используемые станки при производстве – «волна», «улитка», пресс.
- Лестничные перила – произведены по методу холодной художественной ковки. Детали соединены с помощью сварки. В производстве использованы станки – торсионный, «фонарик», «улитка».
- Козырёк – методом холодной ковки выполнен каркас козырька. Детали соединены с помощью сварки. В процессе изготовления использованы станки – «улитка», «волна», пресс.
- Мангал – простая конструкция изготовленная по методу холодной ковки. Для соединения деталей использованы хомуты и сварки. Элементы мангала производились на станках – торсионный, «улитка».
- Двуспальная кровать – для спинок использован метод холодной ковки. Соединения сделаны сваркой и хомутами. В процессе изготовления использованы станки – «улитка», «волна» и пресс.
Как видно из всего вышеперечисленного, метод холодной ковки не требует больших финансовых затрат и довольно лёгок в освоении, поэтому если вы решили начать обучение кузнечному делу именно с этого метода, то вы поступили правильно.
Какие технологии и приемы используются в холодной ковке, что нужно знать о производственных операциях? Об этом – далее в нашем материале.
Сегодня большое распространение получили небольшие домашние мастерские по обработке металла. Это и хобби, и дополнительный доход в семейный бюджет. Более распространена холодная ковка своими рукам. Такая технология не требует больших затрат на начальном этапе, а изделия ручной работы ценятся довольно высоко.
Какие технологии и приемы используются таким способом металлообработки, что нужно знать о производственных операциях? Об этом – далее в нашем материале.
Холодным способом обрабатывается, в основном, металлопрокат в виде прутков, квадратов, круга, полосы или листа.
Для производства применяются особые приспособления и инструменты, причем часто они узкоспециализированные и не пригодны для работы в других направлениях.
Разогрев заготовок до ковочной температуры не предусмотрен технологией, которая использует одно из главных свойств металла – пластичность. Нагрев возможен лишь частичный в местах изгиба некоторых изделий (например, при слишком толстом металле исходного материала).
Холодная ковка металла используется для изготовления решеток, заборов, ворот, калиток (и отдельных элементов их украшений), каркасы мебели и различные детали декора.
При этом в процессе производства этой продукции металл поддается прессованию и изгибанию, что делает изделие даже прочнее, чем при горячей ковке, так как не изменяются свойства металла, а кристаллическая решетка, наоборот, упрочняется за счет сжатия.
Холодная ковка в домашних условиях довольно простой, но, в то же время, и сложный технологический процесс, который требует опыта. Что нужно знать о такой металлообработке, а также что потребуется для изготовления изделий без разогревания материалов?
Холодная ковка своими руками
Весь рабочий процесс по созданию изделий с помощью холодной ковки можно разделить на несколько этапов.
- Чертеж или схема готового изделия.
- Подбор материалов.
- Обработка металла и изготовление деталей.
- Сборка и отделка.
Чертеж
Гибка – практически основной процесс, на котором построена холодная ковка. Перечисленные выше станки (кроме твистера и фонарика) работают по этому же технологическому принципу. Чаще всего используется улитка, которая формирует большой список разного рода завитков (вензелей, волот, спиралей и прочих).
Кручение построено на свойстве металла – пластичности и способности сохранять заданную форму. Во время такой обработки, заготовка закручивается под усилием вокруг своей оси. Обычно процедуру делают на твистере. Однако, такие элементы, как корзинки, производят с помощью фонарика. Он способен закрутить несколько заготовок, сформировав при этом объемный элемент.
Обычно вся обработка проводиться холодным способом, однако, иногда требуется нагрев определенных точек на заготовке. Это делают при гибке или кручении толстых деталей или же когда нужно исправить бракованные элементы. Нагревание может осуществляться в кузнечных горнах или газовым резаком до температуры 200-300 градусов, что значительно ниже ковочной температуры.
Также в холодной обработке металла используются стандартные способы: резка, рубка, шлифовка и прочие. Для этого применяют болгарки, отрезные круги, шлифовальные машины, гильотины, зубила и прочие.
Сборка и отделка
Эти два этапа завершают процесс изготовления изделий способом холодной ковки.
Сборка деталей в единую комбинацию проводится несколькими способами:
- На заклепках.
- На хомутах.
- Сварка.
Самый простой и быстрый метод собрать изделие – это электро- или газосварка (последняя используется реже).
Однако, некоторые детали крепят на хомуты и заклепки, если это предусмотрено стилевым оформлением.
Ранее использовалась кузнечная сварка, которая сегодня потеряла свою актуальность из-за трудоемкости процесса.
К окончательной отделке относят шлифовку, зачистку поверхностей металла, а также нанесение декоративного покрытия (лакокрасочного или любого другого). После чего работа считается завершенной и проводиться монтаж готового изделия по надобности.
А что Вы можете добавить к материалу этой статьи из личного опыта? Поделитесь им в обсуждениях и оставьте свои комментарии.
Человеку, неравнодушному к кованым изделиям, можно только позавидовать. У него есть все необходимое для воплощения самых смелых проектов оформления. Приспособления для изготовления элементов холодной ковки можно приобрести в готовом виде или изготовить своими руками, но в том или ином случае, вы можете быть уверенны, что работать с ними будет удобно и просто. При этом большой физической силы не потребуется, все что нужно, это нажимать на нужные кнопки и поворачивать своевременно специальные рычаги.
Единственное, что нужно помнить, это то, что изготовление кованых изделий холодным способом требует соблюдения строгих правил и последовательности. Другими словами, холодная ковка – это поэтапный технологический процесс, при котором происходит деформация металлических заготовок, в зависимости от нужного проекта. Чтобы иметь большее представление об этой работе, необходимо разобраться, каких видов бывает ковка, как называются популярные кованые элементы и как выглядит изготовление кованых изделий своими руками.
При изготовлении металлических изделий можно выделить 7 видов холодной ковки. Это своего рода этапы создания элементов, которые нужно выполнять при работе с заготовками.
Всю работу необходимо проводить в соответствии с требованиями и правилами, в противном случае надеяться на получение красивого кованого изделия не стоит.
Самым главным этапом является ковка заготовок из металла. Это самый большой, ответственный, сложный и серьезный процесс, поэтому к нему нужно отнестись очень внимательно. Холодная ковка может быть нескольких видов:
- Осадка – она выполняется под высоким давлением. Это нужно для того, чтобы увеличить заготовку по бокам, за счет уменьшения ее высоты.
- Протяжка – этот этап выполняется путем нагревания металлической детали с последующей обработкой ее молотком. Это нужно для того, чтобы уменьшить площадь поперечного сечения за счет увеличения длины металлического прута.
- Прошивка – этот этап подразумевает проделывание отверстий внутри заготовки. При выполнении такой работы можно получить отверстия разного диаметра и длины. Она бывает открытой и закрытой.
Осадка и протяжка делает структуру металлической заготовки более хрупкой, поэтому дальнейшая работа должна проводиться очень аккуратно, чтобы не допустить поломки той или иной части конструкции.
Приспособления для холодной ковки
Изготовление кованых изделий холодным способом предусматривает использование нескольких приспособлений или станков. Как было сказано выше, их можно приобрести, или изготовить своими руками, но для начала, давайте разберемся, какие детали можно получить при помощи различных станков.
Для изделий, изготавливаемых своими руками, придется изготовить специальные шаблоны, которые позволяют создавать элементы различной формы и величины.
Как работать с механизмом улитка, можно посмотреть на предложенном видео:
- Универсальный механизм – он позволяет выполнять несколько функций, резку, клепку и формирование металлических изделий. Кстати, такое устройство легко можно собрать своими руками, что в значительной степени сэкономит ваш бюджет.
- Гнутик – такой механизм позволяет создать дуговую деформацию металлической детали. Но здесь нужно провести точные расчеты и замеры, чтобы не ошибиться с радиусом изгиба.
- Твистер – механизм этого плана позволяет сгибать заготовку по продольной оси уже готового изделия. Принцип действия такого механизма заключается в том, чтобы изогнуть изделие, зажав его с одной и другой стороны. При этом вращающаяся рукоятка позволит произвести скручивание детали.
- Волна – механизм такого плана позволяет получать волнообразные детали из металлических заготовок. На таком станке принято изготавливать решетки «Боярские» или «Волна».
- Штамповый пресс – название говорит само за себя. Такой механизм позволяет наносить на металлические детали штампы с различными резными элементами. В арсенале каждого мастера должны быть несколько таких штампов, тогда и готовые изделия будут более разнообразными. Принцип его действия очень прост, под действием давления на металлических элементах остаются четкие отпечатки с шаблонов.
- Механический узел – этот механизм позволяет изгибать металлические прутья в круг. При этом диаметр таких изделий может быть разным. Поэтому в арсенале мастеров такое приспособление незаменимо.
Холодная ковка своими руками, пошаговая инструкция и советы специалистов
Как это ни странно, но кованые изделия можно изготовить даже в домашних условиях. Конечно, они не будут столь вычурными, как элементы горячим способом изготовления, но в качестве декоративного оформления им нет равных. Все что вам нужно, это несколько приспособлений, описанных выше, материалы и самое главное, желание. Остальное – это соблюдение технологии.
Процесс изготовления состоит из нескольких этапов:
Начиная работу, проверьте еще раз ваши расчеты, даже небольшая погрешность может испортить внешний вид готового изделия, не говоря уже о том, что оно может не подойти по размеру к задуманной композиции. Исправлять и подгонять готовые детали всегда сложнее, гораздо проще несколько раз все проверить.
После изготовления всех деталей можно начинать собирать задуманную композицию. Для крепления лучше использовать сварку, но и переусердствовать с ней не стоит, чтобы не повредить более мелкие элементы.
Финальным этапом будет обработка готового изделия, которая подразумевает шлифовку и покраску готовой композиции.
Если вы взялись за изготовление кованых элементов холодным способом, то вы наверно изучили рынок цен и оценили ваши финансовые возможности. Если нет, то сначала обратите внимание на стоимость материалов, необходимого оборудования и способы обработки готового изделия. Но в любом случае изделие, изготовленное своими руками, стоит всех затрат. А снизить их можно на оборудовании, если изготовить его своими руками.
просмотров
Улитка для ковки своими руками чертежи видео
Все привет, вот сегодня весь день возился в мастерской и вот что наварил).
Всем мира и добра!
Смотрите также
Комментарии 25
Неплохо получилось, но это для тех у кого есть руки и желание. У меня его не было, хотя чертежей всяких кучу понаходил. Купили готовые станки: spbstanki.ru/ruchnoy-instrument-holodnoy-kovki
Здравствуйте. Ответь пожалуйста. Кривизна и угловатость улитки не имеет значения? Прут все равно выйдет аккуратным?
нет, нужно делать максимально ровно, у меня небольшой изгиб был на улитке, а деталь получается еще крывее
Холодная ковка для понимающих это Г (мягко сказано), поэтому она ни чего и не стоит и нельзя на этих полуфабрикатах заработать, а вот производители этих станков для холодной ковки очень даже не плохо зарабатывают продавая по 5000-10000 евро станки + матрицы к ним .Если делать красивые вещи то только молот и горн, а холодная ковка это погонаж.
С вами согласен полностью
Хватает толщины 8 мм, не соскакивает пруток? Если крутить примерно квадрат 8-10 мм?
десятый квадрат крутил, хватает но хотелось бы повыше
А если наварить на улитку этот согнутый квадрат, все-таки уже будет 18мм?
попробуй, я не стал заморачиватся
где взял такой толстый метал для улитки и чем вырезал?
Металл 8мм. Остался ещё от деда, вырезал болгарской 125ой
как мне повезло с ней, у меня покупная “по халяве”
Да, больше повезло. Когда собирался заняться художественной ковкой — покупал инструмент, делал горно, … Все друзья знали и предлагали все что “не поподя”, все что отношение имеет. За 4-ре года набралось ого-го!
Продолжаете занимается ковкой?
Нет.
Все заготовил: рабочее место, инструмент, топливо, … но так и не занялся. Сезон шабашил на стройках, сезон лечился, а этот решил посвятить УАЗу. Поэтому из-за смены интересов все стоит.
Рынка сбыта нет, материал дорог. Все кто в поселке открывались(официально) — закрылись.
Просили все продать — жалко.
Еще может займусь.
Есть станочки для “холодной” ковки фирмы eisenkraft — eisenkraft.ru/ Покупал бу.
Читаю определенные ресурсы по ковке, коплю идеи(могу поделиться).
Могу снять размеры с заводского оборудования.
Окей, на “ты”. Да у нас тоже рынок не ахти, и металлистов хватает, у меня есть другая работа в командировках правда, но всю жизнь по командировкам жизнь чет перспектива вообще не айс. Вот я в свободное время и занимаюсь тем что душу греет, надеюсь что все пригодится, у нас теплиц много, может теплицами займусь.
У меня основная — за компом.
А железки — это хобби.
Вот греться зашел, делаю “пресс” из домкрата 8т.
Только доделал отрезной станок, из болгарки на 235 мм.
Еще хочу станок сверлильный из “рулевой рейки 2108”. Рейку нашел, теперь дрель нужна или мотор.
Я тоже думал сверлильной из реки зубилы сделать). Как сделаешь — обязательно выложи! А отрезной я решил со следующей зарплаты купить заводской, у меня лишних болгарок все рано нет, все рано покупать, пусть дороже за то заводское, мы на работе таким пользовались — красотааа))) А пресс зачем? да еще и на 8 т?
Просто домкрат рабочий у отца валялся лет 30-ть!
А мне нужно было подшипник ступичный заменить, а там с помощью пресса красота.
С другом разговорился, он швеллер на 120 мм отдает “затак”, 6-ть метров. Он конечно знает что я болен на железки.
Так что из расходов — не хватает 3-ри метра швеллера на 160 мм. И все.
Кованая настенная вешалка-полка, украшенная листьями и завитками. Фото Царская Ковка
Кованые завитки являются универсальными декоративными элементами, применяющимися для дополнения дизайна разнообразных по форме изделий. Для изготовления деталей подобного типа используется механизированное оборудование, а также ручные инструменты и приспособления. Некоторое оснащение продается по достаточно высоким ценам. Но существует также возможность изготовления (сборки) оборудования своими руками.
Изготовление самодельных вертикальных устройств из металла, профтрубы и других материалов, видео
Производство станков любого типа своими руками представляет собой сложное дело. Изготовление составных частей устройства, а также сборку следует осуществлять внимательно. Корректность гарантирует качество изготовляемых элементов и предметов из металла.
Как сделать улитку с электропроприводом и без, для холодной ковки и гибки завитков, волют, запятых
- Стол выполняется из стали, к нему с нижней части приваривается труба, к которой в свою очередь крепится подвижный рычаг, сделанный из профильной трубы 45х25, толщина стенок — 1,5 мм.
- Данная часть станка крепится к ножкам, опорам.
- К рычагу крепится дополнительная регулируемая часть, дополнительно усиленная угольником.
- В ровной поверхности, где предварительно сделаны отверстия, крепятся оправки (кондукторы), выполненные из квадратного прутка с сечением в 10 мм. и полосы.
- Изготовление оправок осуществляется по рисунку.
- Несколько отверстий позволяют располагать оправки разным образом, что позволяет гнуть элементы разных конфигураций и размера.
- Мастер демонстрирует процесс изготовления элементов.
Ручные инструменты и приспособления для изготовления кованых завитков
Изготовление ручных инструментов требует меньших затрат времени и расходных материалов. Подобные приспособления имеют более простое строение.
Матрица
- Для изготовления приспособления потребуется кусок швеллера длиной 25 см.: покупная или выточенная самостоятельно петля с диаметром 22 м. с втулкой из двух видов труб и элемента сложной формы, а также еще одной петли.
- Лекало подобного типа позволяет производить волюты разных размеров.
Кондуктор
- Для изготовления кондуктора потребуется полоса длиной 60 см. и шириной — 4 см.; кусок жести 16 на 16 см., толщина — 3 мм.; кусок угольника; небольшие вырезанные из рессоры элементы с закругленными углами и снятыми фасками. Из малых деталей сваривается деталь с углом в 90 градусов, для крепления заготовок при гибке.
- На полосе прорисовывается наклонная линия, часть заготовки позже будет удаляться.
- Полоса слегка гнется, к ней приваривается малый угольник, после этого гибка продолжается.
- Спираль крепится к основанию, к куску жести.
- Кондуктор фиксируется в тисках, лишняя часть обрезается болгаркой.
- С нижней части основания приваривается угольник, обеспечивающий крепление изделия в тисках.
Другое оборудование для ковки
Весь перечень оснащения для холодной ковки следует разделять на четыре отдельные категории, критерием для классификации выступает уровень автоматизации.
- Универсальное оборудование представляет собой автоматические или в некоторых случаях ручные установки, позволяющие обрабатывать заготовки с разным сечением. Такие многофункциональные машины служат заменой целому набору ручных устройств, использующихся для гибки профильных труб, квадратных и круглых прутков. Важным достоинством подобных машин является возможность выпуска различных по форме элементов.
Станок для ковки Ажур-1М. Фото КовкаПРО
- Станки для холодной ковки предназначены для облегчения ручного труда. В перечень устройств кроме улитки входят гнутик, волна, твистер, глобус. Каждый агрегат предназначен для изготовления определенного вида элементов. Рычажное (ручное) управление позволяет снизить трудозатраты, но не исключить их совсем. Ручные станки применяются мастерами, которые занимаются ковкой в качестве хобби, так как производительность данных устройств не слишком высока. Для улучшения технических характеристик необходимо оснастить агрегат электродвигателем.
Станок для холодной ковки типа Волна
- Инструменты представляют собой простые предметы, ковка выполняется вручную, посредством применения силы. К инструментам относятся тяжелый молоток (кувалда), клещи, вилки.
- Приспособления являются более сложными предметами, представляют собой механизмы, к которым относятся кондуктор, шаблоны, лекала, оправки.
Самодельные модели, изготовление, как сделать, размеры
Кроме устройства типа улитка возможно также изготовить самостоятельно и другие станки для холодной ковки: фонарик, волна и прочие, в том числе и электрические. Приспособления в большинстве случаев делают своими руками. Самодельные модели разных видов и размеров позволяют осуществлять процесс холодной ковки своими руками и выпускать элементы необходимых конфигураций.
Купить
Исполнители, не уверенные в собственных навыках, имеют возможность приобрести станки для ковки заводского производства. Предприятия предлагают широкий выбор моделей ручных устройств: улитки, волны, фонарики, твистеры, прессы, гнутики, а также универсального оснащения.
Холодная ковка невозможна без специального кузнечного оборудования. Давайте рассмотрим виды приспособлений и фигуры, которые можно получить с их помощью. Мы подготовили для вас чертежи и тематические видео. Также рассмотрим последовательность изготовления станка для холодной ковки своими руками.
Если вы только собираетесь организовать мастерскую холодной ковки и хотите избежать больших расходов, то самостоятельное изготовление станков и приспособлений поможет создать свой маленький бизнес без чрезмерных затрат.
Основные приспособления и станки
Станки для холодной ковки предназначены в основном для гибки по дуге или углом, а также для скручивания. Они могут быть ручные или с электрическим приводом.
Основные виды станков и приспособлений для холодной ковки:
Приспособление «Гнутик»
Покупной или сделанный самостоятельно «Гнутик» — универсальное приспособление, позволяющее получить дугу или угол из прута. Он представляет собой основание с ползуном, на котором закреплен упор с углом (90° или другим по необходимости) и двумя цилиндрическими неподвижными упорами. Перемещая ползун и угловой упор, прут сгибается под углом. Для получения дуги предусмотрен третий цилиндр, вращающийся на противоположной от углового упора стороне.
Приспособление может быть выполнено на горизонтальной или вертикальной платформе.
Аксонометрия приспособления «Гнутик» — вертикальное расположение
Чтобы смасштабировать размеры, приводим чертёж нижней планки этого «Гнутика».
Планка нижняя
Это приспособление — универсальное. С помощью насадок на нем можно не только гнуть, но и резать, и пробивать отверстия. Но это уже будет следующим шагом.
Получение дуги на «Гнутике»
Получение угла на «Гнутике»
Так выглядит самодельный «Гнутик»:
Приспособление «Твистер»
«Твистер» — инструмент для скручивания прутков, в основном квадратного сечения, вдоль продольной оси. Это несложное приспособление может быть ручным и с электроприводом. Принцип действия: закрепляются оба конца прута, потом одно крепление начинает проворачиваться, скручивая металл до необходимой формы.
Внешний вид покупного ручного «Твистера»
Посмотрите фото самодельного «Твистера» с электроприводом, собранного с использованием электрооборудования бывшего в употреблении:
Для изготовления «Фонариков» и «Шишек» существует специальный станок, но для начала можно использовать и «Твистер», как это показано на видео (англоязычное, но всё предельно понятно).
Видео: как сделать заготовку под «Фонарик» на «Твистере»
Приспособление «Улитка»
Инструмент «Улитка» предназначен для получения завитков (или спиралей) и «валют» (S-образных деталей). Встречаются различные конструкции.
Один из вариантов конструкции: 1 — лемех улитки; 2 — основа станка; 3 — прижимной валик; 4 — рычаг для управления прижимным валиком; 5 — крепление основы; 6 — палец для фиксации лемехов; 7 — паз для прижиного валика; 8 — ось рычага управления; 9 — пружина для прижатия валика; 10 — фиксатор для заготовки; 11 — ведущий лемех улитки; 12 — основная ось; 13 — рычаги
В результате должно получиться такое приспособление:
Ещё одна лёгкая конструкция, чтобы гнуть прокат сечением до 12 мм:
1 — сегмент улитки; 2 — эксцентрик; 3 — ручка; 4 — основание; 5 — направляющие полозья; 6 — ось; 7 — ползун; 8 — гайка оси; 9 — ось крепления ролика; 10 — ролик; 11 — приводная ось; 12 — направляющая эксцентрика; 13 — центральный сегмент улитки; 14 — барашек эксцентрика; 15 — основная ножка; 16 — соединительный штифт сегментов улитки; 17 — корректирующий винт; 18 — соединительное ухо сегментов улитки
Часто приспособление «Улитка» делают на опоре, особенно если гнуть нужно толстый прокат.
Несколько полезных видеоматериалов по самодельных станкам «Улиткам».
Подробнее о таких конструкциях мы поговорим ниже.
Приспособление «Глобус»
Такое устройство внешне похоже на школьный транспортир и предназначено для изготовления дуг с большим радиусом изгиба из полосы, квадрата, круга или шестигранника. Сначала загибом фиксируется один конец заготовки, потом она изгибается по всей длине по шаблону. Принцип действия чем-то похож на работу закаточной машинки для консервации.
Внешний вид приспособления
На видео работа на «Глобусе»
Пользуясь исключительно мускульной силой, дугу большого диаметра можно изготовить на шаблоне, прикрученном или приваренном к верстаку. На нём хорошо гнуть полосу, трубу тонкостенную и т. д.
Шаблон
Приспособление «Волна»
Получить волнообразные изделия из заготовки круглого, квадратного, шестигранного сечения или трубки можно на приспособлении «Волна». Деформация заготовки происходит между вертикальными валками прокручиванием.
Приспособление волна и полученные изделия
Приспособление в действии
Приспособление «Фонарик»
На этом станке изготавливают заготовки элементов «Фонарики» или «Шишки», которые могут состоять из 4-х, 6-ти, 8-ми и более прутков. По принципу действия станок похож на «Твистер», но тут заготовки изгибаются вокруг направляющего вала, что формирует более правильную и точную конфигурацию изделия.
Приспособление «Фонарик»
Работа приспособления для изготовления «Фонарик»
Приспособление для холодной ковки элемента «Хомут»
Элемент холодной ковки «Хомут» предназначен для фиксирования между собой других элементов конструкции.
Приспособление для гибки «Хомута» можно выполнить по прилагаемым чертежам.
Приспособления для выполнения «гусиной лапки»
«Гусиная лапка» — расплющивание с нанесением красивых насечек концов заготовок для придания большей изящности конструкции или с целью уменьшения толщины для различных соединений.
Концы элементов оформлены «гусиной лапкой»
Эту операцию можно выполнить при помощи станка с матрицей или приспособлением и тяжелым кузнечным молотом на наковальне. Оба варианта мы даем в виде видеоматериалов.
Станок для изготовления «гусиной лапки»
Приспособления для ковки «гусиных лапок»
Подробный процесс изготовления штампа
Ниже прокатный станок для выполнения той же операции.
Станок для прокатки «гусиной лапки» (расстояние между вальцами регулируется). Материалы для прокатного станка: шестерни и валы — запчасти от комбайна б/у
Принцип действия
Изготовление «Улитки» с приводом
«Улитка» с электроприводом облегчает изготовление завитков и «валют». Особенно это ценно, когда работа не «для души», а для изготовления большого количества однотипных изделий на потоке при работе на заказ.
Ниже приведены этапы сборки станка для гиба прута максимальным сечением 10х10 мм. Двигатель мощностью 0,5 КВт/1000 об/мин работает при этом на пределе своих возможностей. Выполняет 6 оборотов вала в минуту. Сегменты улитки выточены из круглой болванки Ст.45 без термообработки высотой 25 мм и толщиной 20 мм. Улитка насажена на вал на подшипниках от заднего колеса мотоцикла — 7204. Поддерживающий ролик закреплён жёстко в пазу. Между двигателем и редуктором установлены шкивы.
Ниже приведены чертежи сегментов улитки.
Элемент улитки 1
Элемент улитки 2
Элемент улитки 3
Центральный элемент улитки
Для более массивного прута (от 12 мм) мощность двигателя должна составлять более киловатта. На фотографиях ниже представлен станок с двигателем мощностью 2,2 кВт, 1000 об/мин, дающий выход на валу около 10 об/мин. Это уже станок для профессионального использования. Применён бывший в употреблении редуктор, матрица вырезана из заготовки толщиной 30 мм — самый трудоёмкий процесс.
Для холодной ковки ещё понадобятся наковальня и молот. Горн не нужен, он требуется только для горячей ковки.
Совет! Перед началом работ начертите эскиз будущей конструкции в натуральную величину. Это поможет корректировать элементы и не запутаться при сборке.
Самодельный гибочный станок ковка Movie
Следующее. Кондуктор для холодной ковки от А до Я своими руками!. Вот человек и не знает, кто он: взрослый или дите неразумное
Содержание статьи [свернуть]
- Самодельный станок для решетки. Станок для
- Отмена. Месяц бесплатно. Самодельный гибочный ручной станок
- В этом видео показан самодельный гибочный
- Как сделать станок для
- Изделия из
- Но почти каждое лето ездили
- Инна быстро поняла
- — Не только видел, но даже провел с
- Первый период связи с Инной
Самодельный станок для решетки. Станок для
холодной ковки. Андрей Винничук. #1 Самодельный гибочный ручной станок ковка холодная,узоры из металла,кованые изделия,холодная ковка. Так вот, сам понимаешь, нам пришлось потрудиться, чтобы, располагая только отрывочными сведениями, составить программу, вложить ее в ЭВМ и получить данные, необходимые для оперативных действий
Демонстрация самодельного станка для холодной ковки – Продолжительность: 13:02 Радик Гилмутдинов 19 259 просмотров. #3 ручной станок для холодной ковки своими руками. БИЗНЕС В ГАРАЖЕ, ХОЛОДНАЯ КОВКА, ГИБКА АРМАТУРЫ – Продолжительность: 7. Даже каждую страничку в отдельности, — добавила она, пожав плечами
Как в домашних условиях сделать станок Улитка для холодной ковки своими руками?Как видно из пошагового руководства, используя простой набор инструментов, самодельный станок для изготовления завитков несложен в изготовлении. Быстро и ловко она сервировала журнальный столик у окна
Схема устройства станка-улитки для холодной ковки. Преимущества гибочного станка-твистера данного типа следующиеСамодельный станок-улитка рычажного типа с неподвижным шаблоном по производительности существенно уступает улитке с воротом. Специальные предметы делились на два разряда: горный и заводский
Отмена. Месяц бесплатно. Самодельный гибочный ручной станок
ковка холодная. СТАНОК ХОЛОДНОЙ КОВКИ СВОИМИ РУКАМИ tel 780 113 640 – Продолжительность: 8:06 firma mag 498 528 просмотров. Воодушевленный Михаил Семенович под наплывом чувств рискнул сделать то, на что не отваживался почти три года: позвонить Инне, чтобы с него первой поделиться радостью
Самодельные приспособления и станки для холодной ковки. Один из способов украшения участков — использовать кованные изделия. Очень декоративно смотрятся заборы, скамейки, беседки, перила для лестницы и другие подобные сооружения. Причем в большинстве случаев. — Пока ничего, ведите себя так, словно ничего не произошло
В этом видео показан самодельный гибочный
станок сделанный своими руками,на котором можно сделать кованые элементы, без которых не обходится художественная ковка металла. Так же на нем производится гибка металла на холодную. Она рассказала, что, как обычно, загодя приехала в аэропорт со всей группой
Что такое гнутики? Начало холодной ковки самодельными станками. Станки для ковки являются хорошим инструментом для художественных и творческих людей, у которых есть желание создать что-то красивое и индивидуальное в своем доме, чтобы подчеркнуть интерьер. Но вы понимаете, черт побери, что я не могу больше тянуть, что не сегодня завтра нас призовут к ответу? Подумайте об этом, как следует подумайте
Как сделать станок для
холодной ковки в домашних условиях видео,фото,чертежи исходя из основ токарных установок люди приспособились делать их своими руками. Знал о нем только по карандашам «хаммер», знатные были карандаши
. Ковка Холодная #Станок Для Холодной Ковки #Кованые Узоры #Узоры Из Металла #Торсион Холодная Ковка #Бизнес В Гараже #Станок Кузнец #Ручной станок #РучнойСамодельное , ручное приспособление для изготовления шишек – корзинок , без токарных работ. — Слушайте, коллега, вы знаете такого — Дэндриджа Коула?
Изделия из
холодной ковки. Холодная ковка своими руками: как это делается от А до Я. Классификация оборудования: «Улитка», торсионный станокХолодная ковка своими руками — чертежи, станок, пошаговая инструкция для начинающих и советы по выбору идей для ковки. Была бы она молода и красива, но это оказалась сорокалетняя финка с толстыми ногами и капиталом
#1 Самодельный гибочный ручной станок ковка холодная,узоры из металла,кованые изделия,холодная ковка – Продолжительность: 3:14 Евгений Емельяненко 1 082 644 просмотра. — Как знать! — Ермолин встал, давая понять, что разговор окончен
Но почти каждое лето ездили
в Завод, там у нас был небольшой дом
Но иногда ему казалось, что она догадывается о настоящем роде занятий своего братца
Только благодаря усилиям своих служащих: бывшего военно-морского министра Дэна Кимбала, адмирала Хатчеса и генерала морской пехоты Хейварда
Инна быстро поняла
это и, помня пословицу, которую любила повторять мать: «Станешь лениться, будешь с сумой возиться», принялась усердно наверстывать то, что упустила из-за многолетней работы на дому
Потом я слышала, что он, оказывается, не стоил того, что в него вложили Ричардсон и другие
Юлия Николаевна, чрезвычайно довольная замешательством подруги, пояснила с улыбкой:
— Не только видел, но даже провел с
ним несколько раундов
Мы примерно месяц несли службу в комендантских патрулях
Первый период связи с Инной
Локтевой был для Корицкого бунтом на коленях
Когда-то в Париже в кафе «Ротонда» его рисунок можно было получить за рюмку коньяку и чашку кофе любому туристу
Стоило в ресторанчике появиться русскому из советских, Федя, как он говорил, переходил на ностальгию: «Степь да степь кругом» или еще что-нибудь в таком духе
Энтони и сам понимал, что специалисты по России после окончания университета могут рассчитывать на куда более заманчивые предложения, нежели самые эрудированные знатоки эпохи Возрождения
Приспособление для ковки чертежей своими руками. Как сделать улитку из холодной ковки своими руками? Холодная штамповка
Элементы Curl из стержней широко используются в оформлении прилегающих территорий и интерьера жилых помещений. Для их изготовления используются специальные приспособления … Одно из них – улитка. Часто мастерицы сами конструируют это приспособление из подручных материалов. Если вы тоже хотите узнать, как изготавливается улитка методом холодной ковки вручную, то эта статья для вас. Из него вы узнаете принцип работы этого устройства, его преимущества и разновидности, простейшие чертежи и технологию самостоятельной сборки.
Улитка для холодной ковки – устройство для создания узоров в виде завитков из металлических стержней путем их деформации по контуру шаблона. Деформация происходит из-за жесткой фиксации рабочего бруса к шаблону. Для этого нужно приложить силу. Это обеспечивается ручным усилием или электрическим приводом. При самостоятельном изготовлении устройства целесообразность использования электропривода должен определять сам мастер. Это необходимо при большом объеме работы. В основном используется ручное усилие.
Улитка (кондуктор) может иметь разную конструкцию … Это можно сделать:
- в виде шаблона, стабильно приваренного к рабочему основанию;
- в виде разборно-съемных частей, которые крепятся к основанию.
Ручной привод также может быть организован по-разному.
В самой примитивной конструкции планка наматывается на шаблон простым усилием рук или с помощью любого подходящего приспособления в качестве рычага.
Кроме того, рычаг может входить в конструкцию станка и прикрепляться к ножке станины и приводиться в движение с помощью подвижного подшипника, перемещающегося по основанию улитки.
В более сложных устройствах вращается сам кондуктор, который прикреплен к оси вала. Он приводится в движение тремя рычагами.
Необходимо заранее определиться с конструкцией машины, исходя из целесообразности и удобства использования.
Монолитное приспособление имеет определенную форму шаблона, которая служит единственным вариантом скручивания. Это недостаток такой конструкции, но сделать его самостоятельно несложно.
Съемный вид конструкции удобен тем, что на таком станке можно делать фигурные завитки разных размеров и форм.Но конструкция самой машины более сложная. Кроме того, у съемного устройства надежность крепления частей шаблона хуже, чем у монолитного вида. Вам потребуются постоянные перекручивания резьбовых соединений, так как они могут ослабнуть в процессе эксплуатации.
Изготовление простой улитки своими руками
Если вы остановились на упрощенной монолитной конструкции, то знаете, что в этом устройстве используется простая накрутка планки усилием рук или с помощью рычага на форму жестко приваривается к рабочей поверхности.Такой станок можно использовать для создания завитков на брусьях с небольшим сечением (менее 12 мм).
Монолитная неразборная улитка
Делается так:
- Сначала на листе бумаги будущего шаблона строится схема с необходимыми размерами (иногда схему шаблона наносят прямо на основание дирижер). К этому нужно подойти ответственно, ведь после сварки готовой формы исправить ошибки не удастся. Толщина очертаний формы на чертеже должна быть такой же, как толщина металлической полосы, использованной для ее изготовления.Он должен быть не менее 3 мм. Катушки необходимо разместить на расстоянии 12-13 мм друг от друга, чтобы в паз между ними вошел 10-миллиметровый деформируемый брус.
- Основа улитки (желательно круглой) вырезается из стального листа толщиной не менее 4 мм, размер диаметра которого определяется пропорционально размеру спирали шаблона и должен быть больше размера улитки. . Обычно диаметр основания находится в пределах 70 см.
- Завиток желаемой формы изготавливается из металлической полосы толщиной 3 мм в соответствии с чертежом.Для этого заготовку лучше отжечь, чтобы ее было легче обрабатывать. После изготовления формы лишний конец полоски срезается, а края улитки обрезаются до конуса и очищаются.
- Готовую форму приваривают к основанию, которое крепится к станине. Иногда шаблон, приваренный к основе, закрепляют на станине с помощью установленных на нее тисов. Для этого к тыльной стороне основы формы привариваются к брусу для захвата тисом.
С возможностью фиксации кондуктора в тисовом зажиме можно легко менять шаблоны и получать завитки различной формы, если сделать несколько типов, монолитно приваренных к основанию устройства.
Съемная конструкция- На рабочей базе сначала наносится контур улитки с отметкой по контуру расположения отверстий для крепления шаблона.
- По эскизу из толстой стальной полосы изготавливается шаблон и в нем просверливаются отверстия. Он прикручен к основанию.
Ковку скрученной формы нужно начинать от центрального завитка. Конец заготовки вставляется в паз первого завитка формы и плотно прижимается к нему.Для надежной фиксации можно использовать небольшой зажимной инструмент. Свободная часть планки с усилием навинчивается на форму шаблона с помощью приспособления – рычага. В усовершенствованных конструкциях используется рычаг, который приводится в движение прикрепленным к нему подвижным подшипником. Рычаг сделан из стержня диаметром 20 мм.
Изготовление такого устройства Вы можете посмотреть на видео:
Улитка разборная с вращением
Шаблон улитки может состоять из нескольких частей, а деформация планки происходит за счет вращения кондуктора.Такая машина состоит из следующих элементов:
- толстая металлическая основа в виде диска или квадрата;
- разборный шаблон, закрепленный на базовой платформе;
- вал вращения;
- рычаг привода вала.
Рабочая база изготовлена из металла толщиной от 4 до 10 мм.
Сборный шаблон может состоять из нескольких частей, которые соединяются между собой шарнирными штифтами, вставленными в отверстия проушин, приваренных к концам элементов.Вместе они образуют контур улитки.
Чтобы прикрепить такую улитку к рабочему основанию, в ней необходимо просверлить отверстия, чтобы зафиксировать ее на поверхности в определенном положении. Изменяя положение сборных деталей на основе, можно получить разную кривизну локонов и их форму. Размер дуги формы регулируется специальными винтами, закрепленными на соединительных петлях.
Самостоятельно изготовить композитную улитку на шарнирных соединениях довольно сложно. Обычно мастера приобретают штамп промышленного производства и прикрепляют его к кровати.
Вы можете сами сделать более простое разборное шаблонное устройство без использования петель. Для этого нужно сделать набросок сборных частей улитки с местами отверстий. Если подготовить несколько эскизов и в соответствии с их контурами просверлить отверстия в основе в разных местах, то на одной основе можно закрепить шаблоны с разным радиусом. Для этого нужно прикрутить отрезки контура в точках совпадения отверстий шаблона и основания.
Например, можно сделать такой вариант:
Устройство с съемными частями спирали и вращающимся цилиндрическим валом, приводимое в действие рычагом, показано на видео:
Чертежи ковки улитки
Начинающие мастера часто обходятся без рисунок, прорисовывающий контуры улитки по самому основанию без каких-либо расчетов. На первое время это приемлемо, но если вы хотите сделать качественный станок-улитку для холодной ковки, то все равно нужно использовать чертежи, в которых рассчитаны все параметры.В зависимости от типа выбранной конструкции у улиток существуют разные варианты их рисунков, по которым изготавливаются эти устройства. Например, схема устройства-улитки, представленная на фото, представлена ниже.
На схеме также описан принцип работы такой машины, в которой используется привод с помощью трех рычагов, которые вращают вал и спиральную камеру.
Гибка осуществляется после жесткой фиксации конца заготовки на первый виток формы шаблона с помощью фиксатора и последующего наматывания стержня на вращающийся спиральный шаблон при вращении вала.
Кованые изделия, изготовленные методом горячей и холодной обработки. Последний метод не требует специальных навыков, но для его реализации нужны специальные приспособления. Существуют различные чертежи станков для холодной ковки, многие из которых подходят для самостоятельного создания инструмента.
Технологические особенности
Металлические кованые элементы в результате деформации, при этом в процессе работы следует учитывать эксплуатационные характеристики материала.
Структура кристаллической решетки металла состоит из зерен неправильной формы.Инструмент, используемый для ковки, воздействует на нее и изменяет внешний вид детали. Особое значение имеет подбор чертежей станков, так как заготовка должна сохранять прежние свойства.
Самодельный станок для холодной ковки: правила изготовления
Существуют определенные правила, соблюдение которых обеспечивает получение необходимого результата:
- Создание подходящей конфигурации возможно с помощью нескольких инструментов.
- Перед началом изготовления рассчитываются параметры формованных изделий.
- Прутки, используемые для заготовок, могут иметь различный диаметр, который выбирается с учетом степени сложности технологии и последующей эксплуатации.
- Подлежит только обработке, т. К. Другие виды не обладают необходимой пластичностью.
«Гнутик»
Для холодной ковки можно сделать самому, достаточно разобраться в тонкостях использования инструмента и выбрать подходящий чертеж … «Гнутик» требуется для создания углов различной конфигурации.Его основные конструктивные элементы – подвижный упор и два вала, размещенные на стальной пластине.
Самодельная холодная ковка такого типа должна быть создана по некоторым характеристикам. Например, изначально необходимо определить угол отклонения. Также можно добавить дополнительный изгибающий элемент, в случае его использования устанавливается третий вращающийся вал.
Инструмент изготовлен из специальной стали, так как в процессе работы подвергается большим нагрузкам. Стоит отметить возможность сбора различных деталей, в том числе волнистых.
«Твистер» и «Улитка»
Сегодня художественная ковка не обходится без винтовых деталей. Для их создания предусмотрены ручные станки для холодной штамповки под названием «Твистер». У них есть характерная особенность, заключающаяся в прокрутке стержня по оси. Инструмент состоит из подвижной и фиксирующей части. Поворотная ручка деформирует заготовку, которая закреплена между основными частями конструкции. Стоит отметить, что спираль образуется со стороны крепления изделия, и прилагаемые силы можно уменьшить при правильном расчете прижимного рычага.Это устройство позволяет изготавливать детали для металлических заборов и оконных решеток.
«Улитка» – это простая самодельная машина для холодной ковки, обеспечивающая формирование спиралей с необходимым количеством витков. Он наиболее популярен и может быть адаптирован для изготовления желаемого продукта. Инструмент комплектуется ручным или электроприводом, тип которого выбирается в соответствии с интенсивностью использования.
Самодельный станок для холодной ковки: подготовка материалов
Для начала нужно нарисовать спираль с одинаковым шагом всех витков.В этом случае нужно начинать с используемых заготовок, так как ширина хода обычно находится в пределах 15 мм, тогда как инструмент предназначен для прутков сечением 10 мм. Для маневра необходимо свободное пространство, так как при полном сжатии заготовки изгиб станет невозможным.
Далее нужно вырезать из стального листа пластину 20х20 см. Несмотря на небольшой размер, он обеспечит оптимальную производительность рабочего процесса. В соответствии с длиной намеченной «улитки» из стали делается пропил.Полоску необходимо согнуть плоскогубцами, положить на тарелку и обвести ярким маркером со всех сторон.
Далее отрезается часть стержня длиной, равной ширине стальной полосы. Главное, чтобы он не превышал этот параметр, так как это может привести к травмам в процессе сгибания. Стержень необходим для закрепления материала на первом этапе создания изделия, чтобы предотвратить свободное движение в одной точке.
Отрезается часть длиной 10 см.Он объединит лист и основу, на которой будет производиться фиксация. из-за высоких степеней нагрузок следует использовать только толстостенные материалы. После того, как все основные элементы подготовлены, можно собрать самодельный станок для холодной ковки, чертеж которого представлен ниже.
Сборка конструкции
Стальная «улитка» делится на витки, первый из которых будет удерживать заготовку, а на остальных – витки стержня. Центральная часть приваривается к основе, при этом полученный шов должен быть без малейших изъянов.К основной части планки приваривают куски стержня, расстояние между ними должно быть 3 см. Необходимо соблюдать осторожность при формировании швов, а затем сбивать их молотком.
Затем участки полосы устанавливаются в необходимых местах и обводятся маркером. Получившиеся кружочки нужны для образования дырок. Они должны точно соответствовать диаметру ножек, чтобы обеспечить простоту установки и снятия.
Завершающим этапом является приварка профильной трубы в нижней части, а также фиксирующего элемента рядом с «улиткой».Фото самодельных станков для холодной ковки, изготовленных аналогичным способом, представлено выше.
Комментарии:
Ковка металла – это процесс его обработки под давлением. В ходе этого процесса металлическая заготовка часто подвергается воздействию инструмента (молотка, наковальни и т. Д.). От этого он деформируется таким образом, что приобретает нужную форму и размер.
Фото 3. Аппарат «Гнутик» используется для изготовления различных дуговых изделий.
Виды ковки металла
Ковка металла бывает холодной или горячей.Для проведения процесса горячей обработки требуется специализированное оборудование, которое можно установить только в цехе, оборудованном как кузница.
Холодную ковку можно сделать своими руками в домашних условиях и превратить это занятие в личное хобби.
Фото 1. Аппарат «Волна» предназначен для отделки профильных и круглых труб.
В процессе обработки металла холодным способом заготовку подвергают одновременно прессованию и гибке.Таким образом можно придать изделию желаемую форму с необходимым изгибом. Но важно помнить, что при подобном способе отделки материала все должно быть рассчитано правильно, ведь провести такую процедуру повторно на одной и той же заготовке будет невозможно.
Холодная ковка металлического изделия позволяет придать ему индивидуальность и необычность. Такая металлическая деталь всегда будет изготовлена в одном экземпляре. Очень часто такая металлическая отделка используется для изготовления заборов, решеток для окон, элементов украшения каминов.Также его можно использовать для создания предметов мебели (столов, стульев, различных табуретов, полок и т. Д.).
Фото 2. С помощью устройства «Твистер» можно крутить металлический стержень вдоль его оси.
Для обработки продукта существует несколько основных типов инструментов, в том числе следующие:
- «Волна».
- «Твистер».
- «Гнутик».
- «Улитка».
- «Фонарь».
С помощью адаптации данных и умения работать с ними можно добиться художественной ковки… Они помогут создать массу оригинальных изделий, форма которых будет зависеть от личных вкусовых предпочтений.
Вернуться к содержанию
Привязка инструментов к заготовкам
Фото 4. Устройство «Улитка» используется для художественной ковки детали и изготовления ее в виде спирали.
С помощью прибора для измерения волн вы можете создавать различные изогнутые элементы, напоминающие форму волны. Если пропустить через этот инструмент металлическую заготовку (квадрат или пруток), то получится ровное волнистое изделие в форме синусоиды.Этот инструмент также может использоваться для чистовой обработки фасонных и круглых труб, шестигранных заготовок и труб с малым диаметром поперечного сечения (Фото 1).
Устройство «Твистер» в некоторых случаях называют «фонариком». С помощью «твистера» можно крутить металлический пруток вдоль своей оси. Эту операцию можно выполнить с помощью обычного бруска, квадратного бруска и металлической полосы. Размер обрабатываемого круглого бруса составляет 30-35 мм, квадратного бруса – 16-20 мм. И ширина полосы не должна быть больше 30 мм (Фото 2).
Фото 5. Устройство «Фонарик» используется для изготовления переплетенных изделий.
Gnutik – это фундаментальный инструмент в этом процессе. С его помощью можно гнуть пруток, квадрат, шестиугольник и полосу. Вы можете выбрать любой угол изгиба. Также его можно использовать для изготовления различных дуговых изделий. Радиус этих изделий можно установить на любой (Фото 3).
Из подручных материалов можно изготовить станки для холодной ковки.
Поскольку универсальные устройства от производителей имеют довольно высокую стоимость, самодельный станок для холодной ковки металла станет отличным решением для людей, занимающихся изготовлением кованых изделий.
Сегодня металлические конструкции уникального дизайна и смелых архитектурных форм используются для обустройства домов в коттеджных поселках.
Изогнутые кованые элементы ворот, заборов и калиток придают необычный вид ландшафтному дизайну усадьбы.
На предложенных фото видно, как необычный художественный вид создают металлические конструкции.
Какие детали можно изготовить на станке холодной ковки
Холодная штамповка, в отличие от горячей технологии, проста и безопасна.Этот процесс не требует использования горячего металла и точного соблюдения рабочей температуры.
Станок холодной ковки можно сделать своими руками специально для изготовления определенного вида деталей.
Также самодельный станок позволит решать самые разные задачи, поэтому будет просто универсальным.
Благодаря самодельному станку можно будет добиться идеальной геометрии металлических элементов по индивидуальной дизайнерской задумке и сделать своими руками оригинальные детали с рисунком.
В процессе холодной декоративной ковки, как правило, используется мягкий металл – это могут быть никелевые и магниевые сплавы, сталь, медь или латунь.
Остальной ассортимент продукции, производимой на станке, будет ограничиваться только фантазией и способностями мастера.
При желании можно сделать ажурные элементы для лестниц, ворот и заборов своими руками.
Использование декоративных деталей позволит украсить камины и мангалы, красиво украсить внешние стены дома и беседки, сделать оригинальные треноги для цветов, как на фото.
Типы оборудования для холодной ковки
Существующие типы станков могут эксплуатироваться с участием электродвигателя или ручного усилия.
Первая версия устройства позволяет выполнять работы быстрее ручных, но при этом требует от мастера определенных навыков.
Ковочные станки делятся на типы:
- улитка – станок с отдельными съемными деталями или цельнолитой – применяется при изготовлении спиральных отдельных деталей;
- универсальное приспособление – используется для резки, клепки и придания объёма изделию;
- связка – с его помощью можно производить дуговую гибку металла или гибку деталей под определенным углом;
- устройство для формирования колец;
- твистер – позволяет гнуть изделие по оси;
- пресс – для формирования матричного оттиска на изделии;
- волна – для извлечения металлических стержней волнообразных элементов.
Изготовление станка-улитки
Используя приведенный ниже список инструментов и металлических деталей, вы можете собрать цельный станок со спиральным корпусом.
Для работы вам потребуются:
- металлических прутьев;
- листов и полос стальных;
- труба стальная профильная;
- сварка, плоскогубцы, болгарка.
Рисунки и пошаговая схема, а также просмотр тематического видео позволят получить качественный светильник с необходимыми параметрами:
- С помощью бумажки нарисуйте на нем трехвитковую спираль.Далее проверяем размеры, чтобы в результате в резьбу вошел армированный стержень диаметром 10 мм;
- С помощью болгарки вырежьте две пластины из стального листа. Первый должен иметь параметры 100х100 мм, второй – 130х130 мм;
- Возьмите стержень длиной 3 см и три стальных полосы. Края участков всех используемых деталей необходимо отшлифовать, чтобы избавиться от заусенцев;
- С помощью плоскогубцев согните стальные полосы по шаблону, в результате вы получите три спиральные части разной длины;
- С помощью сварки свариваются все элементы станка по схеме, сварочные работы рекомендуется проводить качественно, так как именно от них будет зависеть срок службы инструмента;
- Стальная труба приваривается последней снизу по центру машины.
В результате проведенных работ должно получиться оборудование для холодной ковки металла, как на фото.
Если при отделке каких-либо элементов интерьера обрезкой профильных труб никто не испытывает затруднений, то при необходимости выполнить их гибку, наоборот, все усложняется.
Качественно и быстро эти работы выполнят специальные трубогибочные станки, которые можно сделать заранее своими руками.
Чертежи для изготовления данного вида оборудования могут использоваться по-разному, в зависимости от того, какие материалы будут использоваться в работе.
Собрать станок производственного типа для холодной штамповки металла, как на фото, сложно на первый взгляд.
Но если мастер, работающий с металлом, уже набрался опыта, для него нет ничего невозможного. Главное – выбрать прочный, устойчивый фундамент под будущую конструкцию.
Например, это может быть массивный металлический стол на основе труб или профиля.
Поскольку изгиб металла будет происходить за счет присутствующих в конструкции валов, необходимо выбрать три таких элемента.
Каждый из них представляет собой металлический цилиндр с толстыми стенками и осью вращения. Два цилиндра закреплены немного над столом, а третий, центральный, расположен над ними.
Расстояние между двумя крайними цилиндрами определяет угол, на который будет изгибаться труба.
Для того, чтобы можно было при необходимости изменить положение цилиндров, необходимо внести в конструкторские чертежи дополнения в виде стопоров и роликов, которые сделают эту деталь регулируемой.
После закрепления цилиндров необходимо организовать для них систему передачи вращения.
Для этого используют цепной механизм от старого автомобиля, который можно найти на вторичном рынке.
Лучше, если механизм будет укомплектован шестеренками, если нет, то их придется покупать отдельно.
Шестерни установлены на двух крайних цилиндрах, а натяжитель расположен под валами в центре. Затем один из внешних цилиндров снабжен ручкой для создания вращающей силы.
Станок для холодной штамповки металлических изделий готов. Следующее видео поможет дополнить приведенный выше материал деталями.
Как изготовить торсион
Станок для холодной штамповки торсионных изделий предназначен для скручивания металлических спиралей в виде змейки.
С таким устройством сложно работать вручную, поэтому, чаще всего, чертежи с электрическими опциями станков.
Для того, чтобы правильно собрать торсион, предлагаем посмотреть видео и ознакомиться с приведенной ниже инструкцией.
Инструменты и материалы для сборки станка:
- лист стальной;
- Балка двутавровая;
- тиски и застежки;
- коробка передач, электродвигатель, цепь;
- болгарский;
- сварка.
Схема:
- Основой будет двутавр, к одной стороне которого нужно приварить стальной лист;
- Затем к стали прикрепляют тиски, приваривают и фиксируют болтами и гайками;
- Чтобы при вытягивании металлическое изделие не выскакивало из станка, снизу и сверху к тискам прикреплены пластины;
- Двутавровая балка с другой стороны с роликами, на которые впоследствии устанавливается платформа;
- К поверхности полученной конструкции прикрепляют другие тиски с подвижными основными элементами.При этом обе конструкции, расположенные по краям двутавра, должны располагаться на одном уровне;
- Далее конструкция снабжена стальной ручкой из стержня; за счет его вращения изделие будет гнуться;
- Болтами соедините редуктор и двигатель. Обод колеса снабжен цепью;
- Конструкция закрыта стальным кожухом.
В результате проведенных действий получается станок с двумя блоками – подвижным и неподвижным.
Любой мастер, обустраивая домашнюю кузницу, приобретает минимальный набор инструментов и аксессуаров. Но, как правило, простейшие технологические операции с металлическими заготовками производятся только на первом этапе.
С приобретением опыта работы с «железом» появляется и желание, и необходимость заниматься художественной ковкой – это и украшение дома, и дополнительный заработок. К сожалению, улиткообразный станок для формования образцов в продаже практически не встречается. Так или иначе, но домашние мастера, как правило, изготавливают его своими руками.Особенности самостоятельного проектирования и сборки улитки для холодной ковки – тема данной статьи.
Характеристики улитки
Автор специально решил обратить внимание читателя на ряд моментов. Это поможет избежать ошибок в будущем. Например, разобравшись в устройстве улитки и принципе ее функционирования, кто-то захочет собрать собственное устройство, отличное от тех, чертежи которых будут представлены ниже.
Такой прибор вполне себе (если говорить об оборудовании, сделанном вручную), он позволит изгибать образцы с поперечным сечением (стороной квадрата) не более 10 – 12 мм.Имеется в виду «ручная» модель улитки. Практически никто не имеет дела с более крупными образцами в повседневной жизни. Машину также можно улучшить, установив привод и электродвигатель.
Но насколько это рационально для небольшой домашней кузницы?
- Холодная штамповка выполняется на малых скоростях. Резкое изменение геометрии металла приводит к появлению трещин (разрывов).
- Вам нужно будет выбрать не только мощность электродвигателя, но и передаточное число коробки передач.Плюс к этому – смонтировать схему автоматики с установкой соответствующих элементов (кнопки, стартер и так далее). Все это существенно усложняет изготовление станка.
Вывод – для домашней кузницы достаточно улитки, с помощью которой можно гнуть изделия из металла вручную. Любой, кто разбирается во всех нюансах его конструкции и разбирается хоть что-то в электротехнике, может самостоятельно установить на него электропривод.
Делаем улитку
На рисунке показано несколько устройств.Примерно так (в основе) должно работать.
Сборка улитки своими руками – один из вариантов самостоятельного проектирования, когда давать рекомендации с указанием точных параметров всех комплектующих не имеет смысла. Здесь нужно ориентироваться на собственное представление о том, что и как будет гнуться (радиусы, количество витков спирали и так далее). Но если станет ясна суть процесса изготовления, то сама сборка затруднений не вызовет.
Настольное устройство
Процесс холодной штамповки требует больших усилий. Если у вас уже есть готовый верстак, возможно, вам потребуется его усилить. При изготовлении улитки с нуля каркас стола делается только из металла – швеллер, уголок, толстостенная труба.
Понятно, что столешница тоже должна быть металлической. В процессе эксплуатации улитка будет подвергаться как статическим, так и динамическим нагрузкам. Поэтому обычный железный лист не подходит.Только пластина, и не менее 4 мм.
Макет и установка «насадок»
Пожалуй, самый творческий этап работы. Все можно сделать своими руками. Но как с учетом перспектив или ограничиться выпуском однотипных образцов?
Вариант 1. Самый простой. Суть операции в том, что на столешнице рисуется контур спирали.
По сути, это набросок будущих фигурных деталей, например, из бруса.После этого достаточно вырезать из толстой полосы железа, согнутой по радиусу, несколько отрезков. Их приваривают к столешнице, и механизм гибки в основном готов.
Кому-то такое исполнение покажется более привлекательным – с цельной полосой.
Но практика показывает, что с такой улиткой труднее работать. Например, при снятии с него готового изделия возникнут определенные трудности.
Вариант 2. То же, но нарисовано несколько контуров.Вдоль каждого просверливаются отверстия, в которых нарезаются резьбы. Осталось только подготовить шаблоны для отрезков остановки. Их делают своими руками, как правило, из плотного картона или фанеры.
На них делаются накладки из металла, в которых после очередной разметки также просверливаются отверстия, совпадающие с посадочными «гнездами» в плите. Такая конструкция позволит организовать производство спиральных заготовок разного радиуса на одном столе. Необходимо только, в зависимости от формы изгиба, установить соответствующие сегменты в определенных местах.Их крепление к основанию – болтовое. Можно поступить по-другому. Вместо таких упоров ставьте цилиндрические.
Для фиксации они притягиваются болтами (снизу пластины) или изготавливаются сразу с ножками (+ резьба) и вкручиваются в столешницу. С ними намного удобнее. А если есть, то вырезать своими руками – дело пары часов.
Вариант 3. Подготовьте несколько съемных модулей, которые можно менять по мере необходимости.
Сборка улитки
Установлен лемех, прикреплены рычаги, боковой упор. Все это хорошо видно на рисунках.
Будет использовано все, что есть в сарае (гараж, чердак) – обрезные трубы, брус, угол и т. Д. Если вы понимаете, как работает улитка, то подсказки больше не нужны.
Функциональная проверка
Это всегда подразумевается, поэтому без комментариев.
В принципе сделать улитку для холодной ковки не так уж и сложно.Тем более, что на такие устройства нет единого стандарта. Кто-то скажет – не проще ли купить заводскую модель? Во-первых, как уже было сказано, придется долго искать. Во-вторых, не факт, что его возможности совпадут с фантазиями мастера. В-третьих, облегчить кошелек придется как минимум примерно на 19 000 (ручная) и 62 000 (электрическая модель) рублей.
Удачи в изготовлении улитки своими руками!
Кузня лося
Клещи
Они только что прибыли из Тайваня, Китай! Я купил их у Глена Столлмайера из GS Tongs.Слева направо, ¼ “драконий стиль, регулировка без заклепок, ½” согнутые колени.
Назначение кузнечных щипцов простое. В то время как железо плохо проводит тепло, оранжевый жар составляет примерно 1800 ° F, как и крематорий! Кузнец должен уметь удерживать нагретый металл, чтобы не обжечься. Щипцы – идеальное решение. Щипцы позволяют кузнецу захватывать, поднимать и вращать раскаленный металл в своей кузнице. Они также позволяют кузнецу глубоко помещать металл в горящие угли, чтобы его можно было быстро и эффективно нагреть. |
Типы
Есть несколько разных типов кузнечных щипцов, каждый из которых используется для чего-то другого:
Шарнирные соединения или проходные щипцы
Ключ для шарнирного соединения просто использует другой метод соединения двух поводков вместе, чтобы получить работающие клещи. Обычно щипцы делаются из двух отдельных частей, которые затем скрепляются заклепкой. В клещах с коробчатыми губками один поводок проходит через прорезь в другом узле.Тогда они могут быть заклепаны через шарнир коробки или нет.
Размер
Клещи для кузнечного дела различаются по размеру в зависимости от предполагаемого использования. Клещи меньшего размера для более деликатной работы обычно имеют длину около 8 дюймов и напоминают типичные плоскогубцы современности. Большие щипцы для изготовления мечей и подков обычно имеют размер от 14 до 15 дюймов. Кроме того, ключи меньшего размера удобнее работать с угольными кузницами, тогда как более длинные ключи лучше подходят для газовых кузниц. Однако при необходимости кузнец может изготовить щипцы практически любого размера.
Зажимы для ТонгаЗажимы для щипцов (или кольца) используются, чтобы держать поводья щипцов закрытыми, удерживая любой металл, с которым вы работаете в данный момент.
- Это позволяет вам работать с металлом, не беспокоясь о том, чтобы держаться за него
- Позволяет удерживать металл, чтобы не потерять его в огне
- Он также помогает предотвратить синдром запястного канала, снимая стресс, связанный с использованием руки, чтобы держать поводья закрытыми, и сгибание запястья и мышц, которое сопровождает это.
Моя коллекция щипцов, зажимов / колец.
Левая и правая “купленные в магазине”, а те, что в центре
, сделаны мной. Однажды я видел картинку того, что сверху, и
попытался ее продублировать. В центре – кусок трубы
с долотом посередине. Внизу – моя версия регулируемого зажима
. Изготовление щипцов
Опубликовано в журнале ABANA “Hammer’s Blow” Лето 2001 г. Vol. 9, № 3
под названием «Лук для стрельбы из мелкой ложи» и с штриховыми рисунками редактора Брайана Гилберта вместо этих фотографий.
Эти щипцы похожи на пару универсальных щипцов, изготовленных Тоби Хикманом. он был записан на видео, когда он был в магазине Джо Пехоски в 1991 году. Это видео доступно в аренду от ABANA. Эти инструкции отличаются от этого видео прежде всего тем, что они предназначены для изготовления с помощью ручного молотка. Их также можно сделать с помощью силовой молоток, как это сделал Тоби Хикман.
Для изготовления этих клещей используются несколько кузнечных процессов: т.е. концептуализация конечного продукта, маркировка запасов, выделение различных детали, вытягивание хвостовика и поводья, осадка сверла, разрезание сверла, гнуть хвостовик, пробить отверстие под заклепку, заклепать и закончить, при желании.
Хорошая сталь для ключей, особенно для начинающих изготовителей ключей, – это обычная мягкая сталь. сталь под названием A36, которая обычно содержит максимум 0,29% углерода. Более опытный Производители ключей иногда предпочитают использовать для изготовления ключей среднеуглеродистую сталь, например 1045, 4140, 8640. более сильный язык. Преимущество низкоуглеродистой стали в том, что если на красный кал, а затем охлаждаемые в охлаждающей ванне, они не так подвержены растрескиванию, как могли бы если изготовлен из более углеродистой стали. А36 тоже недорогой и простой в эксплуатации. A36 немного прочнее, чем 1018/1020 (типичный холоднокатаный прокат), который также работа для щипцов.Помните, что чем прочнее сталь, тем легче может быть щипцы и наоборот. С этим типом щипцов, которые удерживают как круглых, так и квадратный инвентарь в очень удовлетворительном состоянии, часто нет необходимости владеть щипцы, которые удерживают только пруток круглого сечения.
Размеры, указанные в этой статье, относятся к ключам из пруткового материала ¼ ” на 3/4 дюйма на 11 дюймов. Этот размер подходит для щипцов, предназначенных для удержания материала 3/8 дюйма. Тот же стержень размером 1/4 на 3/4 дюйма можно использовать для изготовления щипцов, которые выдерживают от 1/4 дюйма и выше. до 1/2 дюйма материала, хотя эти клещи немного легкие, чтобы удерживать 1/2 дюйма утюг.Для щипца этого размера немного прибл. 1 дюйм в длину (с отметкой 3/4 дюйма на заготовка перед ковкой) и длина бобышки от 7/8 дюйма до 1 дюйма. поводья и хвостовик (пространство между выступом и битой) будут вытянуты, их окончательная длина будет примерно в 2 раза больше, чем указано в оригинале. расстояние. Хвостовик этих клещей имеет отметку 1 1/2 дюйма и растягивается на растягивая примерно до 3 дюймов. Ознакомившись с этапами этого процесса, размер щипцов можно изменять в зависимости от габаритных размеров. характеристики, которые вы желаете в языке.Клещи большего размера можно изготовить из пруток с таким же примерным соотношением размеров, например 5/16 дюйма на 1 “, 3/8” на 1 “, 1/2” на 1 “и т. Д. Ключевой фактор при определении размера запас, который нужно использовать для конкретной пары клещей, заключается в определении подходящего размера для босс. Бобышка не меняется ни по толщине, ни по ширине в процессе изготовление щипца. Примерное значение для определения длины прутка необходимо просто использовать 1/2 длины желаемого готового продукта.Хранить помните, что чем короче хвостовик, тем больше удерживающая сила, но при за счет универсальности. Размер заклепки не имеет решающего значения, за исключением того, что обычно чем больше щипцы, тем больше заклепка. Простое руководство – использовать заклепку не менее толщиной с выступ на заготовке ключа.
Обе половины ключа сделаны одинаково. Нет левого и правого половина, кроме случаев, когда пробивается отверстие, как объяснено позже. Кузнецы часто сделайте щипцы для использования в левой или правой руке, в зависимости от того, какой при открытии щипца повод падает на ладонь.Другой иногда обсуждается вопрос о том, прилагается ли при использовании крутящий момент против часовой стрелки или по часовой стрелке. Есть много кузнецов, которые не беспокойтесь о левой или правой руке, и в этой статье тоже нет. Легко решение, если беспокоит правша или левша, а щипцы кажутся неправильной рукой, заключается в том, чтобы гнуть трусцой в каждом поводе рядом с боссом. Сделайте изгиб так, чтобы один повод находится непосредственно над другим, обеспечивая одинаковую посадку как для правой, так и для правой стороны. левая рука.
Чтобы изолировать различные части ключа, сначала отметьте с помощью серебряным или другим карандашом для маркировки места стыков сверла, бобышки и поводка, как показано на рисунке. показано.Затем сделайте отступ на этих отметках, вставив холодный стержень в угол наковальни, чтобы сделать небольшое углубление. Этот отступ, если он адекватен по размеру, позволит легко, когда штанга горячая, почувствовать эти отметины на край наковальни для подготовки к следующему процессу. Без отступа Когда железо горячее, трудно найти и выковать нужное место. Отметьте и сделайте отступ на обеих частях одновременно, чтобы сделав обе половинки ключа одинаковыми.
Изолируйте различные области для обработки. При плавке ковки, надрез
штанга в 3-х местах, ранее отмеченных путем вождения штанги на малый радиус
край наковальни. Держите горячее железо над наковальней в
соответствующий угол. Держите штангу под углом примерно 45 градусов.
Затем забейте пруток на край наковальни на нужную глубину. Notch не более чем 1 ⁄ 3 ширины перекладины (¼ “) на стыке поводка и выступа, 1 ⁄ 3 из
ширина стержня на стыке выступа и стержня, а также 2 ⁄ 3 стержня
ширина (½ дюйма) на стыке сверла и хвостовика.Следует проявлять осторожность, не
сделайте эти выемки слишком глубокими, так как они станут слабыми местами. Кроме того, щипцы
сильнее, если эти выемки имеют закругленный внутренний угол, а не острый
квадратный угол.
- Вытяните поводья при высокой температуре ковки. Поводья может быть вытащен первым, чтобы обеспечить встроенную ручку, устраняющую нужны щипцы для удержания работы. Будьте осторожны, чтобы не поводья слишком тонкий или слишком узкий возле выступа.Держите поводья прямоугольными с ширина шире толщины обеспечивает дополнительную прочность в направлении нужный. Сохраняйте исходную толщину стержня “по крайней мере около выступа. Попробуйте для получения хорошего ровного конуса, широкого на выступе и узкого на конце. Сбейте или закруглите края, чтобы поводья удобно лежали в руке. Это ¼ ” по 3 ⁄ 4 -дюймовый ключ для прутковой заготовки легко вынимается вручную, хотя и приварен ручка “- еще один подходящий вариант. Вытягивая этот небольшой приклад рукой молоток – хорошая практика для кузнецов, которые хотят увеличить свой молот контроль и, с практикой, должен быть относительно простым и быстрым.Власть молоток – мой предпочтительный метод, когда он доступен.
- Вытяните хвостовик (между выступом и битой) на ковка тепла. Ударьте по задней части перекладины через узкий угол или место на наковальня, чтобы удерживать ранее выкованную втулку и кусочек в стороне, избегая повреждение их случайным ударом. При сохранении оригинала ¼ ” толщину, поддерживайте ширину ½ дюйма возле выступа и сужайте хвостовик до шириной ¼ дюйма прямо перед битой.
- При плавке ковки выковывают ширину долота до прибл. 9 ⁄ 16 дюймов в процессе подготовки к расколу. Долото удлиняется примерно до 1 дюйма и стать немного толще.
Если случайно образовался холодный затвор, отшлифуйте или отпилите его, как холодный затворы – это начало будущей трещины!
- Разделите длину долота , при высокой температуре ковки,
ок.1/2 ширины. Позаботьтесь о том, чтобы разрез был ровным и по центру.
длина бита. Это может потребовать некоторой практики с ломом. Удержание
пуховое устройство необходимо при работе в одиночку. Обычно эта центрированная щель
лучше всего работает для меня, стоя перед битой так, чтобы я смотрел вниз
длина щипца. Начните с хвостовика сверла и долбите по направлению к себе.
Вставьте долото в пруток диаметром ¼ дюйма, чтобы сохранить тонкую коронку, но
При более толстом прикладе также можно сделать разрез ножовкой.Создание
расколоть теперь, когда хвостовик прямой, намного легче, чем после того, как хвостовик
согнутый.
Дополнительное примечание: еще один хороший способ разделить бит – это значит, что бит и хвостовик сильно нагреются. потом поместите хвостовик в тиски (с протектором губок тисков, который закругляет край на острые губки тисков), поместите щипец ½ битой вверх и над тисками и согните биту вниз так, чтобы она лежала горизонтально в тисках. на вершине тисков трещина – разделяемой стороной.Затем у нас есть бит, который находится на расстоянии ок. Угол 90 ° к хвостовику и поддерживается трещиной в протекторах челюсти. Затем взять зубилом и сделайте раскол. Для некоторых этот процесс проще, и поскольку бит в конечном итоге все равно погнут, эта система работает хорошо.
- Откройте разделитель, при высокой температуре ковки, под правильным углом 90 градусов осторожно ударяя молотком по острому углу или краю наковальни.
- Нагрейте хвостовик от выступа к долоте, затем быстро охладите только долото в воде, чтобы не допускайте деформации сверла молотком при следующих процессах гибки.Затем загните сверло назад примерно на 70 градусов от хвостовика. Изгиб легко выполняется, если нагретый хвостовик помещается в тиски с фиксатором. кусочек торчит вверх и наружу, а затем забивает холодный кусок. Используйте крышку на губки тисков с соответствующим радиусом на верхнем крае, чтобы удерживать губку от поскрипывание щипца и предотвращение слишком резкого изгиба.
- Нагрейте бобышку и область хвостовика и согните конец бобышки хвостовик прибл.70 градусов (крутой босс, если нужно, беречь от повредив его). Качественный изгиб – это просто, если поставить хвостовик или бобышку. в тисках с крышками губок.
- Согните хвостовик при высокой температуре ковки между коронкой и втулкой пополам круговая кривая с использованием молотка и рога наковальни, изгиба вил и / или при необходимости еще одна пара щипцов. Попытайтесь совместить прорезь в насадке с воображаемая линия, проходящая через то место, куда пойдет заклепка.
- Пробивка и выколотка (или сверло) в центре выступа для заклепки. Сверло оставляет красивое однородное отверстие, но пуансон оставляет больше материал в патроне. Если используется только пробойник, а не выколотка, заклепочное соединение хуже из-за конического отверстия, сделанного обычным пуансоном, оставляя только небольшая поверхность, касающаяся заклепки. Поэтому пробейте небольшое отверстие в поковке. нагрейте и осторожно установите размер (1/4 дюйма для этих щипцов). валик (дырочка в железке).Установите заклепку на холодную или горячую. Заклепка должен торчать ок. 1,5 – 2 диаметра до забивания. Сделайте приятный куполообразная головка заклепки с помощью небольшого молотка. Сильными ударами молотка и / или горячим заклепки, помогает расширить заклепку внутри клещей, заполняя любые помои или пространство. Обратите внимание, что при пробивке, пробивании и выколотке изнутри клещей в вне щипцов. Пробивка и дрейф толкают металл и поднимают гребень на дальней стороне дрейфующей области и вокруг ямы. Эти возвышенности, если разрешено смотреть друг на друга внутри стыка, или если они не подпиливаются или в устранение каким-либо образом приведет к неплотно прилегающему стыку.Выясните, как щипцы соединятся раньше времени и сохранят прилегающие стороны оси сустав плоский и гладкий. Поскольку иногда заклепка может быть повреждена в результате процесс регулировки и центровки, часто безопаснее использовать болт и гайку временно, а затем установите заклепку на последних этапах завершения.
- Нагрейте клещи от бобышки к биту до оранжевого тепла, затем грубо отрегулируйте хвостовик и биту по мере необходимости так, чтобы клещи удерживали обрезок квадратной планки 3⁄8 дюйма в бите.Отрегулируйте биту вокруг куска лома, сжимая вставьте сверло в тиски и / или обработайте его молотком по наковальне. В то время как в тиски, отрегулируйте или согните поводья , чтобы они были открыты для расстояние, которое при использовании удобно умещается в руке.
- Используя тот же нагрев или, при необходимости, снова нагрейте от выступа к наконечнику. Выполните закалку, чтобы охладить недавно установленную коронку, оставив хвостовик, выступ и верхнюю часть вожжи горячими. Затем, удерживая обрывок прутка, который должны удерживать щипцы, поместите поводья в тиски, расположив щипцы вертикально, концом бита вверх.Затем согните хвостовик и т. Д., Где это необходимо, чтобы выровнять все так, чтобы стержень для обрезков оставался плотно удерживаемым, а также совпадал по длине ключа с воображаемой линией, проходящей через центр заклепки и сверла. В процессе регулировки могут пригодиться гибочные вилки, плоскогубцы или другие клещи и легкий молоток. Продолжайте процесс выравнивания и регулировки, пока не будете удовлетворены результатами.
Шаг 8
Если поводья трудно двигать из-за тугого заклепочного соединения, нагрейте соединение и откройте и закройте поводья несколько раз, пока они не ослабнут. Отделка с любимым финишем (воск, масло и т. д.).
Удобно вырезать или подпилить V-образную канавку ближе к концу сверла, чтобы щипцы может использоваться для удерживания прутка поперек ключа, а также на одной линии с ключом.
Дополнительное примечание: иметь ключ под рукой поводья свисают прямо вниз и не распускаются, когда щипцы свисают с стойка для щипцов. Для достижения этого эффекта в процессе изготовления щипца согните поводья рядом с бобышкой так, чтобы при сборке оставалось место превышающей ширину прута, на котором должны висеть клещи.Если правильно, поводья будут свисать вниз и занимать меньше места в магазине. Это изгибание легко сделать, если повод зажат в тисках так, чтобы выступ был рядом с тисками. тиски, а затем с молотком перегнуть бобышку при высокой температуре сгибания. Эта концепция является необязательным и не представлен в клещах в этой оригинальной статье.
Автор и фото: Дик Нитфельд, кузница Shady Grove Blacksmith Shop, Гранд-Айленд, Небраска, США – 05.06.2001Другие способы изготовления щипцов
| Плоскогубцы для модификации: Пробежал через эти щипцы для прокрутки на Аппалачской конференции кузнецов (2018) в Мерфрисборо, штат Теннесси.Их сделал Дуг Меркель, один из демонстрантов, из старых плоскогубцев. | Modify Tongs: Ножницы Farrier перекованы в железнодорожные щипцы для шипов |
| Заготовки для ключей: Это приспособление для формования / складывания / гибки любых заготовок для ключей | |
Мама, посмотри, что еще я нашла!
| Мудрость моего отца: «Человеку нужно больше, чтобы уйти от битвы, чем остаться и сражаться.” | |
Сталь 80 Нижнее приспособление
Артикул: ACAR-LJI02_ACAR-LDB01 Включает две стальные пластины, винты и. Этот набор приспособлений для ловли рыбы из углеродистой стали содержит 500 приспособлений для рыбы, которые могут удовлетворить ваши различные потребности. Буровая установка M-16 компании New Frontier Armory предназначена для правильной центровки и просверливания третьего отверстия для полностью автоматического шептала в нижнем ствольной коробке типа AR-15.Направляющая для сверления изготовлена из прочной термообработанной закаленной стали. Используйте сверла, приспособление для сверлильного станка и стальные верхние пластины, чтобы точно фрезеровать группу управления огнем и создать надежный компонент оружия. Это не полная рама, и она все еще требует механической обработки. [Детали] -HYBRID 80 COSMETIC BLEMS AR15 на 80% ниже и джиг за 60 долларов. Он подходит для любых «mil-spec» ниже, и вы можете использовать его снова и снова. Пластины верхней вставки изготовлены из стали. Сделанный из нержавеющей стали, вы можете превратить этот нижний ствол в 9-мм, 40 S&W или 315 Sig, а затем заменить его другим корпусом и комплектом стволов.Далее следует подробный процесс (один из многих доступных), чтобы довести ваш ресивер AR15 или AR10 на 80% до готовой к использованию детали. Бесплатная доставка и возврат. Этот материал стержня дешевле и имеет более высокое отношение прочности к весу, чем ранее использовавшиеся стальные элементы (марка A36). Нижние части ресивера. Приемники на 80% ниже позволяют вам, как энтузиасту-любителю или оружейнику-любителю, выполнить всю сборку AR-15 самостоятельно. Каждое приспособление поставляется с верхними направляющими пластинами из нержавеющей стали, всеми винтами и крепежом, необходимыми для настройки, а также с прецизионными стальными вставками для сверл, обеспечивающими точность в течение всего срока службы приспособления.Артикул: G2_T342_0002. Винт с внутренним шестигранником скрепляет две половины кондуктора вместе, когда он прикреплен к нижней части The Tactical Machining 80%. Шаг 2 Вставьте сверло диаметром 5/16 дюйма в патрон и хорошо затяните. 308 опускается на 80% без дополнительных переходников. Благодаря своей прочности Easy Jig легко поддерживает ручную дрель, обеспечивая ее прямолинейность при сверлении отверстий для нижних частей. Комплект приспособления для крепления нижней части ресивера AR10 в черном цвете. Специализируется на 80% нижних приспособлениях, 80% нижних приспособлениях и наборах для сборки AR 15.Наши качественные нижние стойки приемника изготовлены из прочной стали и высококачественного алюминиевого сплава, чтобы обеспечить надежное повторное использование, когда вы хотите выполнить несколько 80% -ных опусканий. Включает: Дверца крышки порта выброса (пылезащитный чехол) Стальной пружинный стальной стержень C-образный зажим подходит для этого AR-15 80% нижнего приемника + комплект приспособлений – отличный выбор для начала сборки AR-15 своими руками. 99 В корзину; AR-15 80% Нижняя ствольная коробка – необработанный алюминий 120 долл. США. Верхние пластины из нержавеющей стали для спусковой группы служат в качестве направляющих. Ствольная коробка с 80-процентной меньшей шириной обработана в соответствии со стандартами безопасности СШАГотов к отправке. Подана заявка на патент Easy Jig Gen 2 – это самый простой в использовании, полностью универсальный, на 80% более низкий прижимной инструмент, способный обрабатывать приставки AR-15 и AR-9. Нижняя на 80% приспособление 2A – AR-15 / AR-9. Как завершить обработку и фрезерование на приемнике AR-15 с 80% опусканием с помощью Easy Jig, сверлильного станка и фрезерного станка. Их видео отличное. Я не связан с 80% Arms. Призрачный стрелок. (Нет на складе) (23) 80% БИЛЕТНЫЙ НИЖНИЙ ПРИЕМНИК GLOCK 9MM AR-9 – FLAT DARK EARTH (FDE) В РОЗНИЦЕ: 165 $. 5D Tactical Router Jig PRO – это поистине универсальная приставка на 80% ниже, которая гарантированно совместима со всеми стилями нижних приемников, независимо от внешних размеров.Рама пистолета из полимерного материала большого размера на 80% отличается улучшенной эргономикой и улучшенными характеристиками. Подарите себе величайший подарок: свободу. Мультиплатформенность Easy Jig Gen 3 – AR-15, AR-9 и. Все высокоскоростные сверла и красивая концевая фреза. Ты счастливчик. БОЛЬШИЕ ПРОДАЖИ на 80 нижних приспособлений И БЫСТРАЯ ДОСТАВКА НА ВСЕ ЗАКАЗЫ !. Это устройство точно определяет местонахождение всех просверленных отверстий, а также графически отображает особенности 2 различных (полу- и выборочно) раскладок глубины кармана для управления огнем. Входящая в комплект зажимная система обеспечивает вставку для сверления спускового отверстия, а также включает необходимые сверла и концевую фрезу для обработки нижней части.Включает: Дверца крышки порта выброса (пылезащитный чехол) Стальной пружинный стальной стержень C-образный зажим подходит для этого AR-15 80% нижнего приемника + комплект приспособлений – отличный выбор для начала сборки AR-15 своими руками. James Madison Tactical Gen 2 Черный 80% полимер AR-15 Нижняя ствольная коробка с приспособлением и комплектом нижних деталей. Каждое приспособление выгравировано лазером с использованием сверла и развертки подходящего размера для использования с вашим комплектом нижних частей Milspec. При покупке ствольной коробки на 80% ниже для сборки AR 10. Система направляющих блокирующего блока из нержавеющей стали (LBRS ™) PF940v2 ™ Комплект полноразмерной рамы на 80% с зажимом, g17 / 22 черный.Они не требуют передачи FFL. У них нет серийного номера, потому что они не являются огнестрельным оружием. 0002 “(1IN) 4. Покупайте по низкой цене Shoot Steel Com And Ar 15 80 Комбинация комплектов приспособлений для нижнего приемника. Подробнее. У кого-нибудь есть приспособление Anderson, и можно ли их использовать более одного раза? Это своего рода эксперимент, никогда не проводил этого раньше и хотел посмотреть, что в нем задействовано. С этой системой нет дорогих комплектов приспособлений и деталей для покупки. Андерсон 80% Джиг – опубликовано в AR – [Винтовки]: Кто-нибудь когда-либо обрабатывал Андерсон 80%, используя свое приспособление? можно сделать с помощью дрели.Нижняя на 80% приспособление 2A – AR-15 / AR-9. Спасибо всем, кто зашел к нам посмотреть и приобрести нижний ресивер AR 15 80 с комплектом приспособлений -. ОПИСАНИЕ ПРОДУКТА. James Madison Tactical Gen 2 Черный 80% полимер AR-15 Нижняя ствольная коробка с приспособлением и комплектом нижних деталей. Приспособление для заканчивания нижней части 80% AR-15 New Frontier Armory – это все, что вам нужно для завершения процесса окончательной обработки, чтобы превратить ваш 80% -ный ресивер AR-15 в рабочий нижний ресивер с разборкой. Сохраните 80 нижних приспособлений, чтобы получать уведомления по электронной почте и обновления в ленте eBay.Комбинированные комплекты приемника AR-15 с нижним приемником на 80% включают один комплект нижнего приемника на 80% AR-15 и один набор приспособлений для крепления AR-15. Если вы ищете, читайте обзоры Dpms 80 Lower Jig price. Закажите одну из наших 80 нижних приспособлений и соответствующих наборов инструментов, и единственные предметы, которые вам понадобятся для завершения процесса дома, это: 0002 “(1IN) 4. После фрезерования кармана для управления огнем AR-15 весит всего 4. Артикул: ACAR-LJI02_ACAR-LDB01 Включает две стальные пластины, винты и.› Стальную оправку для нижней стойки ствольной коробки на 80%. @ Приступайте к работе #Info Магазин по лучшей цене Нижняя отсадочная машина Polymer80 80 Warrhogg Receiver 308 Ar Grey News With Polymer.80% 1911 5-дюймовая рама из нержавеющей стали – тактическая. Планка Пикатинни MIL-STD-1913. Она определенно поможет вам решить, что лучше для вас. Готова к отправке. Эта полная система приспособлений разработана специально для 80% мил. Наша цена Цена: 144 доллара. Red Army 223 Steel Case 1000. И НА 80% НИЖНИЙ КОМПЛЕКТ ПОКОЛЕНИЯ 2. [Детали] -HYBRID 80 COSMETIC BLEMS AR15 на 80% ниже и кондуктор снова в наличии. Сварочный кондуктор pm-63; cobray. Их видео отличное 99; 50–149 долларов. Они также изменили конструкцию и материал приспособления со стали / алюминия на пластик, как в базовой пластине, а также скелетонизированные боковые пластины, но по той же цене.Получите дешевую полную нижнюю часть Ar 15 10 мм и полную нижнюю часть Ar 15 на 80 процентов без в лучшем интернет-магазине сейчас! # Если у вас Ar 15 10mm Complete Lower и Ar 15 80 Percent Lower Complete Rifle Kit без – это самые популярные предметы, представленные за прошедшую полную неделю. Easy Jig Gen 2 – это кульминация нашего многолетнего опыта, полученного при изготовлении первого в мире приспособления для фрезерования и самого продаваемого приспособления с уменьшенным на 80% размера приспособления в истории, Easy Jig Gen 1. Этот приемник с уменьшенным на 80 процентов корпусом изготовлен в соответствии с требованиями mil-spec (США). стандартные допуски защиты.Нижняя ствольная коробка DIY AR15, 80% ствольная коробка, 80% ствольная коробка не является огнестрельным оружием или его частью. Анодированный UFS Gen. Улучшенная кондукторная система имеет дополнительную пластину для облегчения сверления спускового отверстия. Комплекты комбинации ствольной коробки на 80% ниже для винтовок типа AR. Добавить в список желаний; Добавить для сравнения комплекта приспособлений для кондукторов и перфораторов This. Нижняя на 80% приспособление 2A – AR-15 / AR-9. Специализируется на 80% нижних приспособлениях, 80% нижних приспособлениях и наборах для сборки AR 15. Phantom Jig 80% 1911 финишный шаблон для ручной резки стальной и алюминиевой рамы 1911.Поставляется с: (1) установочным винтом регулировки (1) установочным винтом, не допускающим царапин. Артикул: ACAR-LJI02_ACAR-LDB01 В комплекте две стальные пластины, винты и. Они также могут выдерживать очень высокие температуры – намного выше, чем сталь. Основные характеристики сверхмощного кондуктора :. БОЛЬШИЕ ПРОДАЖИ на 80 нижних приспособлений И БЫСТРАЯ ДОСТАВКА НА ВСЕ ЗАКАЗЫ !. В кондукторе используются стальные штифты для правильного совмещения со ствольной коробкой. У нас нет дорогих комплектов приспособлений и деталей для покупки, наша система представляет собой полный пакет «все включено» по одной цене. ВНИМАНИЕ: «BRS больше не будет поставлять ресивер с уменьшенной на 80% ценой в следующие штаты: Коннектикут, Нью-Джерси, Нью-Йорк и Вашингтон.Готов к отправке. Это означает, что отдельно от этого набора нет приспособления для покупки, что несколько упрощает процесс сборки. Это устройство точно определяет местонахождение всех просверленных отверстий, а также графически отображает особенности 2 различных (полу- и выборочно) раскладок глубины кармана для управления огнем. Одна сторона зажимного приспособления используется для сверления отверстий под штифт упора болта и отверстий под стопорный штифт спускового крючка на каждой стороне ствольной коробки. Мультиплатформенность Easy Jig Gen 3 – AR-15, AR-9 и. Все детали производятся ведущими производителями в отрасли.Нижняя ствольная коробка DIY AR15, 80% ствольная коробка, 80% ствольная коробка не является огнестрельным оружием или его частью. Это универсальное приспособление для сборки 308 Builders предназначено для работы с коваными и заготовками с 80% нижними ресиверами! Технические характеристики изделия: – В комплект входит подробное руководство по эксплуатации – В комплект входят 3 верхние фрезерные пластины – Обработка на станке с ЧПУ из цельной заготовки T6-6061 – Жесткое анодирование типа III для длительного срока службы. Пластины верхней вставки изготовлены из стали. 5D Tactical Router Jig PRO – это поистине универсальная приставка на 80% ниже, которая гарантированно совместима со всеми стилями нижних приемников, независимо от внешних размеров.Приемники на 80% ниже позволяют вам, как энтузиасту-любителю или оружейнику-любителю, выполнить всю сборку AR-15 самостоятельно. Купите AR-15 /. сварочная установка ПМ-63; кобрей. Anderson Mfg. Получите дешевую полную нижнюю часть Ar 15 10 мм и полную нижнюю часть Ar 15 на 80 процентов без в лучшем интернет-магазине сейчас! # Если у вас Ar 15 10mm Complete Lower и Ar 15 80 Percent Lower Complete Rifle Kit без – это самые популярные предметы, представленные за прошедшую полную неделю. Нет на складе. Теперь у вас должно быть все необходимое, чтобы выбрать идеальный портативный маршрутизатор для вашей приставки на 80% меньше! Наши приспособления для маршрутизаторов AR-15 и AR-10 / AR-308 – это единственные приспособления с меньшим объемом, на 80% меньше, которые были специально оптимизированы для использования с портативными маршрутизаторами.Благодаря своей прочности Easy Jig легко поддерживает ручную дрель, обеспечивая ее прямолинейность при сверлении отверстий для нижних частей. и AR-9 Jig Kit, наши наборы подходят для НАШИХ ПРИЕМНИКОВ AR-15 80% НИЖНИХ И AR-9 80% НИЖНИХ ПРИЕМНИКОВ. Самоцентрирующееся приспособление не требует специальной установки во время настройки Совместимость с любым стандартным AR-15 или AR-9 на 80% ниже Анодированное покрытие черного цвета защищает от ржавчины и коррозии. завершение нескольких опусканий (1) ⅜ Сверло – 5 дюймов (1) Сверло 5/32 – 3 дюйма.Hildebrandt 0JSG Джиг-приманка из нержавеющей стали 2 / Pk Fishing Spinnerbait Freshwater Lure введите количество 1 или более Введите меньшее число Выберите меньшее количество. 308 в формате 80%. 5 Действительно универсальный 80% -ный AR-15 нижний приемник – гарантирован. БОЛЬШИЕ ПРОДАЖИ на 80 нижних приспособлений И БЫСТРАЯ ДОСТАВКА НА ВСЕ ЗАКАЗЫ !. Нижняя на 80% приспособление 2A – AR-15 / AR-9. AR15 Нижние ресиверы и полные комплекты ресиверов. Первый в отрасли комплект инструментов, изготовленный по индивидуальному заказу на 80% меньший. Приобретите этот комбинированный комплект приемника с опусканием на 80% и приспособления для крепления AR-15, чтобы с легкостью закончить обработку нижней части AR-15.[Детали] -HYBRID 80 COSMETIC BLEMS AR15 на 80% ниже и джиг за 60 долларов. В комплект входит незавершенная нижняя часть ствольной коробки и приспособление для крепления, что упрощает настройку. Основные характеристики ресивера AR-10 на 80% ниже. Он подходит для любых «mil-spec» ниже, и вы можете использовать его снова и снова. Ресивер с опусканием на 80% почти готов, но он был удален из остальной части процесса обработки, чтобы предложить его как опускание на 80%. Это то, что мне понравилось, 25 минут от сборки приспособления до сборки приемника.Приспособления 80 процентов для 80% понижают набор приспособлений для AR-15 на 80 процентов. Это размер AR-15 / M-16. Я также могу выгравировать вашу 80% рамку. Рельсовая система блокирующего блока из нержавеющей стали (LBRS ™) PF940v2 ™ 80% полноразмерный комплект рамы glock с зажимом, g17 / 22 черный. Anderson Mfg. 4 из 5 звезд 192. Благодаря своей прочности Easy Jig легко поддерживает ручную дрель, обеспечивая ее прямолинейность при сверлении отверстий для нижних частей. James Madison Tactical Gen 2 Черный 80% полимер AR-15 Нижняя ствольная коробка с приспособлением и комплектом нижних деталей.Три линии в указанной области будут стоить 35 долларов. Хорошо работает с приемниками Noreen Firearms 80%. 4 унции, что приводит к снижению веса на 20%, а более жесткая и прочная рама обеспечивает более легкую винтовку. Это обсуждение AR 15 нижних 80% джиг-приманок. 308, обязательно приобретите совместимое приспособление с понижением на 80% с подходящими инструментами. Самоцентрирующийся сверлильный пресс для стального литья * Изготовлен из прочного стального литья, автоматически центрирует трубы, трубы, дюбели или любую круглую заготовку. Нижняя на 80% приспособление 2A – AR-15 / AR-9. В комплект также входят сверла и концевая фреза, необходимые для правильного завершения проекта винтовки.Для использования с. Нижняя на 80% приспособление 2A – AR-15 / AR-9. Нарезка спускового крючка. Посмотрите наши видеоролики в Интернете, чтобы получить полные инструкции и информацию об обновлениях послепродажного обслуживания, кобурах, взломе и советах по стрельбе. В 5D Tactical мы предлагаем инновационные приспособления на 80% ниже для изготовителей приемников AR-15 и AR-308, которые на 80% ниже. Подробнее. Я новичок в приспособлении с понижением на 80%, я рассматривал приспособление для модуля упругости или приспособление для легкого оружия, пока не увидел приспособление для 5D. БОЛЬШИЕ ПРОДАЖИ на 80 нижних приспособлений И БЫСТРАЯ ДОСТАВКА НА ВСЕ ЗАКАЗЫ !.Я думаю, вам очень повезло, что вы получите 80-миллиметровое нижнее устройство для фрезерования по дешевке. 308 Нижний ресивер эквалайзера с зажимом. Комплекты комбинации ствольной коробки на 80% ниже для винтовок типа AR. Стальные вставки для оправки AR15 80% $ 149. В этот комплект входит высокопрочный полимер James Madison Tactical (JMT) Gen2, черный нижний приемник на 80%, приспособление для механической обработки для завершения нижнего (биты продаются отдельно) и Gunlab AR- Комплект из 15 нижних деталей. James Madison Tactical Gen 2 Черный 80% полимер AR-15 Нижняя ствольная коробка с приспособлением и комплектом нижних деталей.Это приспособление работает с 80% лоулингами New Frontiers C-4, C-9, C-45, C-5 и G-15 и всеми остальными 80% лоулингами на рынке! Комплект приспособления 80% New Frontier Armory Complete – это все, что вам нужно для завершения процесса окончательной обработки, чтобы превратить ваш 80% -ный ресивер AR-15 в рабочий нижний ресивер с разборкой. 80 Нижнее приспособление 80 Процентное опускание 80 Концевая фреза нижнего приемника Сверлильный пресс Набор инструментов Инструменты Принадлежности для рычагов. [Детали] -HYBRID 80 COSMETIC BLEMS AR15 на 80% ниже и джиг за 60 долларов. Используйте сверло 3/8, чтобы просверлить закаленную сторону втулки сверла в комплекте кондуктора и пройти через обе стенки.Этот материал стержня дешевле и имеет более высокое отношение прочности к весу, чем ранее использовавшиеся стальные элементы (марка A36). 9 мм 80% нижняя часть ствольной коробки снята Изготовлена из авиационной алюминиевой заготовки 7075-T6 Этот ствольная коробка принимает журналы Glock Magazines легкую замену магазина Прецизионно обработанный магазин со скошенными кромками подачи для легкой замены магазина Совместимость со всеми стандартными компонентами AR-15 и большинством запчастей Анодированный черный СДЕЛАНО IN USA Комплект приспособлений для крепления 9 мм 7075-T6 авиационный алюминий Заполнение инструкций. Комплект нижних частей AR10.Hildebrandt 0JSG Джиг-приманка из нержавеющей стали 2 / Pk Fishing Spinnerbait Freshwater Lure введите количество 1 или более Введите меньшее число Выберите меньшее количество. 99 AR-15 Advanced Builders Kit с приспособлением для димплинга «Kak Barrel Dimpling Jig» и инструментом Уолта. ••••• Описание: Тактический 80% полимер Джеймса Мэдисона. (См. Сборочный чертеж). Easy Jig Gen 2 – это кульминация нашего многолетнего опыта, накопленного при производстве первого в мире приспособления для фрезерования и самого продаваемого приспособления 80. Эти приспособления для механической обработки предназначены для того, чтобы избавить вас от лишних догадок при чистовой обработке на 80% ниже.Купите AR-15 /. 99; 150 – 499 долларов. Получите дешевую полную нижнюю часть Ar 15 10 мм и полную нижнюю часть Ar 15 на 80 процентов без в лучшем интернет-магазине сейчас! # Если у вас Ar 15 10mm Complete Lower и Ar 15 80 Percent Lower Complete Rifle Kit без – это самые популярные предметы, представленные за прошедшую полную неделю. Приспособление для заканчивания нижней части 80% AR-15 New Frontier Armory – это все, что вам нужно для завершения процесса окончательной обработки, чтобы превратить ваш 80% -ный ресивер AR-15 в рабочий нижний ресивер с разборкой. Нижний ресивер без упаковки на 80% ПРЕДЕЛ 5 НА ЗАКАЗЧИКА Из-за ограниченного количества поковок в настоящее время Anderson производит настолько быстро, насколько это возможно, но спрос превышает предложение, поэтому, пожалуйста, проявите терпение.Anderson Manufacturing G2-T342-0002: Этот невероятный набор приспособлений для приемника на 80% ниже от Anderson Manufacturing – это именно то, что вам нужно для завершения вашего нового приемника на 80% ниже! В этот набор входят все крепежные пластины, шаблоны и сверла, необходимые для завершения вашего проекта DIY. Дефект не виден после сборки винтовки. James Madison Tactical Gen 2 Черный 80% полимер AR-15 Нижняя ствольная коробка с приспособлением и комплектом нижних деталей. Нижняя на 80% приспособление 2A – AR-15 / AR-9. В 2020 году они выпустили свой GST-9, свою интерпретацию 80% Glock, новый дизайн своих нижних приемников 80% AR и новый Easy Jig Gen 3.Это означает, что отдельно от этого набора нет приспособления для покупки, что несколько упрощает процесс сборки. Комплект нижнего приспособления на 80%. Продам кондуктор Ar 80% нижний элитный строитель. Превращение MUP1 в легальное по определению огнестрельное оружие означает его резку и механическую обработку почти так же, как и для AR-15 на 80% меньше. 223 и другие платформы. Делайте покупки сегодня. Anderson Mfg. 80 нижнее приспособление. Подана заявка на патент Easy Jig Gen 2 Multiplatform ™ – это самый простой в использовании, полностью универсальный, на 80% более низкий прижимной инструмент, способный обрабатывать шаблоны AR-15, AR-9 и DPMS 1-го поколения.На каждом приспособлении нанесено лазерное гравирование с изображением чертежа и правильного размера сверла / развертки для использования с вашим комплектом нижних частей Milspec. Нижний финишный шаблон 80% AR-15 разработан для наших нижних приемников 80% AR-15, а также большинства * других брендов. заказал его и получил пластиковую опорную плиту. 80% Arms Easy Jig Gen 3 Multi-Platform, в нем говорится, что задержка составляет 5-7 недель, но увеличивается до 8-10 недель. Получите дешевую полную нижнюю часть Ar 15 10 мм и полную нижнюю часть Ar 15 на 80 процентов без в лучшем интернет-магазине сейчас! # Если у вас Ar 15 10mm Complete Lower и Ar 15 80 Percent Lower Complete Rifle Kit без – это самые популярные предметы, представленные за прошедшую полную неделю.Направляющие отверстия в боковой пластине покрыты 1. Просверленное отверстие усилено стальной втулкой сверла для предотвращения износа и возможности многократного использования зажимного приспособления без каких-либо проблем с допуском. Наши качественные нижние стойки приемника изготовлены из прочной стали и высококачественного алюминиевого сплава, чтобы обеспечить надежное повторное использование, когда вы хотите выполнить несколько 80% -ных опусканий. блокировка и остановка скольжения. Дополните свой 80% нижний приемник 80 нижним приспособлением от 80% Arms! Все наши приспособления имеют прочную конструкцию и могут быть повторно использованы для многих сборок.223 Ресиверы нижние; В этот комплект не входит приемник на 80% ниже. Этот комплект включает высокопрочный полимер James Madison Tactical (JMT) Gen2, нижний приемник черного цвета на 80%, приспособление для механической обработки, чтобы вы могли завершить нижнюю часть (биты продаются отдельно), и комплект нижних частей Gunlab AR-15. Осталось выполнить следующие операции: направляющие, отверстия под ударник и шептало, а также посадочное место для ствола. Специализируется на 80% нижних приспособлениях, 80% нижних приспособлениях и наборах для сборки AR 15. В 5D Tactical мы предлагаем инновационные приспособления на 80% ниже для изготовителей приемников AR-15 и AR-308, которые на 80% ниже.Все, что находится в нижней части вашего AR. Каждый комплект приспособлений включает в себя боковые пластины, гнездовую пластину (используется для размещения и удержания буровой пластины и пластин концевой фрезы), пластину для сверления 1–3 / 8, пластину концевой фрезы 1–3 / 8, пластину концевой фрезы 1–3 / 8, 1 – пластина концевой фрезы 5/16, 4 – установочные винты, 2 – гаечные ключи. Да, есть много продавцов, продающих комплекты. 308 серия Джеймса Мэдисона. Включает: собранную на 80% нижнюю часть типа AR-15, изготовленную из алюминия 7075 T6, на которой завершены все операции обработки, за исключением: 1. Этот комплект включает высокопрочный волокно / полимер James Madison Tactical (JMT) Gen2, черный нижний приемник на 80%, обработка приспособление для сборки нижнего (биты продаются отдельно) и нижнего комплекта Gunlab AR-15.99; 50 – 149 долларов. Кодирование обработки нижней части AR 9 мм выполнено, и они дорабатывают приспособления. Нижний ресивер без упаковки на 80% ПРЕДЕЛ 5 НА ЗАКАЗЧИКА Из-за ограниченного количества поковок в настоящее время Anderson производит настолько быстро, насколько это возможно, но спрос превышает предложение, поэтому, пожалуйста, проявите терпение. Рама пистолета из полимерного материала большого размера на 80% отличается улучшенной эргономикой и улучшенными характеристиками. Призрачный стрелок. Дополните свой 80% нижний приемник 80 нижним приспособлением от 80% Arms! Все наши приспособления имеют прочную конструкцию и могут быть повторно использованы для многих сборок.Нижний приемник 308 – это нижний приемник высочайшего качества на рынке. Таким образом, у нас есть самое точное и универсальное приспособление на рынке. Это обсуждение AR 15 нижних 80% джиг-приманок. РОЗНИЧНАЯ ИНФОРМАЦИЯ: 155 долларов США. Специализируется на 80% нижних приспособлениях, 80% нижних приспособлениях и наборах для сборки AR 15. Комбинированные комплекты приемника AR-15 с нижним приемником на 80% включают один комплект нижнего приемника на 80% AR-15 и один набор приспособлений для крепления AR-15. Да, есть много продавцов, продающих комплекты. 00 за первую сторону и 55 долларов. Инструменты с твердосплавными наконечниками сохраняют остроту режущей кромки лучше, чем стальные инструменты, они обычно обеспечивают лучшую чистовую обработку, когда.Особенности: Лазерная гравировка с синим принтом. ВНИМАНИЕ: «BRS больше не будет поставлять ресивер с уменьшенной на 80% ценой в следующие штаты: Коннектикут, Нью-Джерси, Нью-Йорк и Вашингтон. Продам кондуктор Ar 80% нижний элитный строитель. Некоторые даже продают комплекты, в которые входят все детали для полной сборки огнестрельного оружия. Этот кондуктор работает с нашими C-4, C-9 (9 мм), C-45, C-10 и. Вы получите Dpms 80 Lower Jig по низкой цене после проверки цены. Спасибо всем, кто зашел к нам посмотреть и приобрести нижний ресивер AR 15 80 с комплектом приспособлений -.Винты с буртиком проходят через отверстия для снятия и шарнира нижней части, а длинный винт с полукруглой головкой проходит через отверстие для освобождения магазина. Они не требуют передачи FFL. У них нет серийного номера, потому что они не являются огнестрельным оружием. Сделанный из нержавеющей стали, вы можете превратить этот нижний ствол в 9-мм, 40 S&W или 315 Sig, а затем заменить его другим корпусом и комплектом стволов. Приспособление KE Arms 80% предназначено для установки на заготовку KE-15 на 80% ниже, а также на большинство * других марок и поковок.Нижняя на 80% приспособление 2A – AR-15 / AR-9. 80 Нижняя джига. 308 Нижний ресивер эквалайзера с зажимом. AR-10 Easy Jig (80% нижнее приспособление) с инструментами. У кондуктора есть отверстия для штифта спускового крючка, штифта молотка, переключателя безопасности. Неиспользованный кондуктор BNIB на 80% ниже стального элитного строительного приспособления с 2 наборами инструментов. Универсальный джиг сконструирован из сверхжесткого длинноволокнистого нейлонового композита, что позволяет использовать приспособление до 3 раз. Эти приспособления для обработки предназначены для того, чтобы избавить вас от лишних догадок при чистовой обработке 80% -ной заготовки. СКЛАД БРОНЕК, что у любого новичка не будет проблем со сборкой этого набора.308, просто перевернув крепление задней буферной трубки и боковые пластины. Red Army 223 Steel Case 1000. В сверхмощном 80% нижнем зажимном приспособлении Modulus Arms используется переднее съемное приспособление на нижней части для центрирования передней части и крепление буферной трубки для центрирования задней части шаблона, в результате чего получается зажимное приспособление, которое совместим с любым нижним. Ошибки при сборке сборочного комплекта AR-15 и отделке приемника на 80% ниже могут стать настоящей головной болью. Polymer80, Phoenix2, AR15 на 80% ниже и система отсадки включает систему Phoenix2.Основные характеристики сверхмощного кондуктора :. Это очень хороший товар. Система сверления / фрезерования / сборки AR PRO для приемника 80%. 99 В корзину; AM-15 80% Нижнее приспособление, поколение 2 131. Область пистолетной рукоятки имеет уникальный дизайн без резьбы, характерный для низов Polymer80. 308 Приспособление на 80% ниже прямо здесь, на 80 Percent Arms. Модель: UPC: 711841564544. Приемники и приспособления на 80% ниже для нижних приемников типа AR-15 и AR-10. 99 В корзину; AR-15 Нижний ресивер на 80% – необработанный алюминий 120 долларов США.Узнайте, почему наши наборы инструментов являются лучшими в отрасли. Благодаря своей прочности Easy Jig легко поддерживает ручную дрель, обеспечивая ее прямолинейность при сверлении отверстий для нижних частей. 308, обязательно приобретите совместимое приспособление с понижением на 80% с подходящими инструментами. Это комплексный комплект AR-15 с приемником и приспособлением на 80% ниже по одной отличной цене! Версия Phoenix Gen2 отличается запатентованным полимерным композитом Polymer80, конструкцией с твердым сердечником, усиленным магнитным колодцем и более мощным корпусом буферной трубки MILSPEC.Винты с буртиком проходят через отверстия для снятия и шарнира нижней части, а длинный винт с полукруглой головкой проходит через отверстие для освобождения магазина. Специализируется на 80% нижних приспособлениях, 80% нижних приспособлениях и наборах для сборки AR 15. Все, что находится в нижней части вашего AR. Прецизионное нижнее приспособление для ствольной коробки. Рыболовные крючки, изготовленные в основном из углеродистой стали, могут служить долго, их нелегко повредить, их нелегко изнашивать. В кондукторе используются стальные штифты для правильного совмещения со ствольной коробкой. Сегодня мы закончим доработку нижнего ствола AR-15 из комплекта G150 от Polymer80.Сравните цену и опции на комплект приспособлений для крепления нижнего ствола Shoot Steel Com и Ar 15 80 в различных магазинах США. Входящая в комплект зажимная система обеспечивает вставку для сверления спускового отверстия, а также включает необходимые сверла и концевую фрезу для обработки нижней части. Артикул: ACAR-LJI02_ACAR-LDB01 В комплекте две стальные пластины, винты и. 308, просто перевернув крепление задней буферной трубки и боковые пластины. Как завершить обработку и фрезерование на приемнике AR-15 с 80% опусканием с помощью Easy Jig, сверлильного станка и фрезерного станка.В нашем магазине вы можете найти нижние приемники, триггерные группы, ручки, комплекты и многое другое. Приемники на 80% ниже и комплекты приспособлений для нижних приемников типа AR-15 и AR-10 dpms. Hildebrandt 0JSG Джиг-приманка из нержавеющей стали 2 / Pk Fishing Spinnerbait Freshwater Lure введите количество 1 или более Введите меньшее число Выберите меньшее количество. Рама G19 и комплект приспособлений Комплект рамы пистолета 80% Compact – PF940C Рама пистолета 80% Compact обеспечивает совместимость с компонентами G 19/23 Gen3, PF940C ™ является первым в отрасли.На конце есть указатель центра отверстия ствола. У нас нет дорогих комплектов приспособлений и деталей для покупки, наша система представляет собой полный пакет «все включено» по одной цене. Мы все делаем ошибки, это просто случается, и мы несовершенны. После двух лет планирования, проектирования, разработки и испытаний мы с гордостью представляем первый в отрасли ресивер из усиленного полимера, разработанный в стиле DPMS. Дополните свой 80% нижний приемник 80 нижним приспособлением от 80% Arms! Все наши приспособления имеют прочную конструкцию и могут быть повторно использованы для многих сборок.Цена: $ 279 Общий рейтинг: * * * * *. Приспособление изготовлено из алюминия 6061 Т6 с прецизионными стальными вставками для сверл для поддержания точности в течение всего срока службы приспособления. Некоторые недовольны. Самоцентрирующийся сверлильный пресс для стального литья * Изготовлен из прочного стального литья, автоматически центрирует трубы, трубы, дюбели или любую круглую заготовку. AR-10 Easy Jig (80% нижнее приспособление) с инструментами. Это комплексный комплект AR-15 с приемником и приспособлением на 80% ниже по одной отличной цене! Версия Phoenix Gen2 отличается запатентованным полимерным композитом Polymer80, конструкцией с твердым сердечником, усиленным магнитным колодцем и более мощным корпусом буферной трубки MILSPEC.блокировка и остановка скольжения. Технические характеристики: Optimus Defense на 80% ниже Материал: алюминий 7075-T651 Цена: 199 долларов США. Этот комплект включает высокопрочный полимер James Madison Tactical (JMT) Gen2, нижний приемник черного цвета на 80%, приспособление для механической обработки, чтобы вы могли завершить нижнюю часть (биты продаются отдельно), и комплект нижних частей Gunlab AR-15. Red Army 223 Steel Case 1000. Приобрести AR-15 /. Направляющая сверла толщиной 25 дюймов изготовлена из 100% закаленной стали, а боковые пластины вмещают 1. Универсальное приспособление для сборки 308 Builders разработано для работы с коваными и заготовками на 80% нижними ресиверами! Технические характеристики изделия: – В комплект входит подробное руководство по эксплуатации – В комплект входят 3 верхние фрезерные пластины – Обработка на станке с ЧПУ из цельной заготовки T6-6061 – Жесткое анодирование типа III для длительного срока службы.Готов к отправке. Polymer80, Phoenix2, AR15 на 80% ниже и система отсадки включает систему Phoenix2. Ознакомьтесь с простыми инструкциями о том, как закончить приемник на 80% ниже. Этот комплект включает высокопрочный полимер James Madison Tactical (JMT) Gen2, нижний приемник черного цвета на 80%, приспособление для механической обработки, чтобы вы могли завершить нижнюю часть (биты продаются отдельно), и комплект нижних частей Gunlab AR-15. Самый универсальный приемник на 80% ниже принадлежит Sig. продажа продукции. Эта система разработана как полный комплект.Easy Jig позволяет пользователю превратить AR-15, AR-10 и 9-миллиметровую платформу AR, совместимую с GLOCK, на 80% более низкие приемники в готовые низы. Технические характеристики: Optimus Defense на 80% ниже Материал: алюминий 7075-T651 Цена: 199 долларов США. Мультиплатформенность Easy Jig Gen 3 – AR-15, AR-9 и. 308 Приспособление с опусканием на 80% Easy Jig Gen 3 – это многоплатформенное приспособление для фрезерования, предназначенное для изготовления приемников на 80% ниже. Более 80% конструкционных стальных элементов изготавливаются из переработанных металлов, называемых сталью A992. Нижняя на 80% приспособление 2A – AR-15 / AR-9. Hildebrandt 0JSG Джиг-приманка из нержавеющей стали 2 / Pk Fishing Spinnerbait Freshwater Lure введите количество 1 или более Введите меньшее число Выберите меньшее количество.Это приспособление работает с нашими 80% лоу C-4, C-9 (9 мм), C-45, C-10 и G-15 и всеми остальными 80% лоулингами на рынке! Рама G19 и комплект приспособлений Комплект рамы пистолета 80% Compact – PF940C Рама пистолета 80% Compact обеспечивает совместимость с компонентами G 19/23 Gen3, PF940C ™ является первым в отрасли. Их простой, но гениальный дизайн предотвращает касание концевой фрезы к зажимному приспособлению, они думали нестандартно, когда создавали его. Артикул: G2_T342_0002. Сборка кондуктора 1. Укладка верхней части; отверстие для молотка; Обжиговое отверстие; Направляющие рельсы; Защитная фурнитура Beavertail (личные предпочтения) 80% Стальная рама 1911 серии 70 с.Комплекты приспособлений для крепления на 80% нижнего ресивера. Боковые пластины изготовлены из алюминия с закаленными втулками для сверл, запрессованными в боковые пластины для возможности многократного использования этого приспособления. 99 В корзину; AM-15 80% Lower Jig, Gen 2 131. Хорошо работает с приемниками Noreen Firearms 80%. Получите дешевую полную нижнюю часть Ar 15 10 мм и полную нижнюю часть Ar 15 на 80 процентов без в лучшем интернет-магазине сейчас! # Если у вас Ar 15 10mm Complete Lower и Ar 15 80 Percent Lower Complete Rifle Kit без – это самые популярные предметы, представленные за прошедшую полную неделю.Направляющие отверстия в боковой пластине выровнены с 1. При покупке приемника на 80% ниже для сборки AR 10. БОЛЬШИЕ ПРОДАЖИ 80 нижних приспособлений И БЫСТРАЯ ДОСТАВКА ДЛЯ ВСЕХ ЗАКАЗОВ !. Нижний зажим GUNLAB 80% AR-15 прочен и прослужит вам долгие годы непрерывного использования. Easy Jig Gen 2 – это кульминация нашего многолетнего опыта, полученного при изготовлении первого в мире приспособления для фрезерования и самого продаваемого приспособления с уменьшением веса на 80% в истории, Easy Jig Gen 1. Благодаря этой системе нет дорогих наборов приспособлений и деталей для покупка.ANDERSON MANUFACTURING 80% НИЖНИЙ ПРИЕМНИК – ПРЕДЛАГАЕМЫЙ СПОСОБ – Начните с просмотра сборочного чертежа, приведенного ниже, и определения каждого из компонентов, включенных в комплект. Одна сторона зажимного приспособления используется для сверления отверстий под штифт упора болта и отверстий под стопорный штифт спускового крючка на каждой стороне ствольной коробки. Omega предлагает комплект для сборки AR-15 на 80% ниже, включая JMT Equalizer, нижнюю часть из полимера на 80% с приспособлением для сборки + Комплект нижних частей KAK Industries Complete Mil-Spec (LPK). Их простой, но гениальный дизайн предотвращает касание концевой фрезы к зажимному приспособлению, они думали нестандартно, когда создавали его.Phantom Jig 80% 1911 финишный шаблон для ручной резки стальной и алюминиевой рамы 1911. Custom Deal AR-15 80% нижний комплект для сборки с 80% полимерным нижним элементом JMT Equalizer с зажимным приспособлением + Полный комплект нижних частей Mil-Spec (LPK) KAK Industries (LPK) 179 долларов США. Такие особенности, как удлиненная спусковая скоба с двойным подрезом и выступ для большого пальца, значительно улучшают эргономику, обеспечивая эффективный захват и. Включает мастер-пластину, две боковые пластины, 3 направляющих верхней пластины, винты для крепления мастер-пластины к боковым пластинам и винты для верхних направляющих пластин.Это определенно поможет вам решить, что лучше для вас. Он подходит для любых «mil-spec» ниже, и вы можете использовать его снова и снова. Превращение MUP1 в легальное по определению огнестрельное оружие означает его резку и механическую обработку почти так же, как и для AR-15 на 80% меньше. 80 Нижняя джига. Специализируется на 80% нижних приспособлениях, 80% нижних приспособлениях и наборах для сборки AR 15. Нижняя на 80% приспособление 2A – AR-15 / AR-9. Этот комплект включает высокопрочный полимер James Madison Tactical (JMT) Gen2, нижний приемник черного цвета на 80%, приспособление для механической обработки, чтобы вы могли завершить нижнюю часть (биты продаются отдельно), и комплект нижних частей Gunlab AR-15.они также изменили конструкцию и материал приспособления со стали / алюминия на пластик, как в базовой плите, а также скелетонизированные боковые панели, но по той же цене. Завершите свое собственное снижение на 80 процентов. Направляющие отверстия в боковой пластине выровнены с 1. Завершите 80% -ную опускание вашего AR или 80% -ную раму нового пистолета доступным на 80% нижним приспособлением. AR-15 Easy Jig (универсальная посадка) со сверлильными втулками из закаленной стали Производитель: 80 Percent Arms Inc Модель: EPEJ15DB 80 Percent Arms Inc AR-15 Easy Jig (универсальная посадка) со сверлильными втулками из закаленной стали – 11189265.4 унции, что приводит к снижению веса на 20%, а более жесткая и прочная рама обеспечивает более легкую винтовку. Это приспособление работает с нашими 80% лоу C-4, C-9 (9 мм), C-45, C-10 и G-15 и всеми остальными 80% лоулингами на рынке! Дефект не виден после сборки винтовки. 80 Нижняя джига. Мы специализируемся на нижних приемниках на 80% AR15, на нижних приемниках AR10 на 80%, на верхних приемниках AR10, на верхних приемниках AR15, приспособлениях и инструментах. $ 225 СВЯЗАТЬСЯ С ПРОДАВЦОМ. ANDERSON MANUFACTURING 80% НИЖНИЙ ПРИЕМНИК – ПРЕДЛАГАЕМЫЙ СПОСОБ – Начните с просмотра сборочного чертежа, приведенного ниже, и определения каждого из компонентов, включенных в комплект.Продам кондуктор Ar 80% нижний элитный строитель. 308 опускается на 80% без дополнительных переходников. Джиг-приманка разработана с зазубриной, поэтому рыбе будет нелегко убежать после укуса. Винты с буртиком проходят через отверстия для снятия и шарнира нижней части, а длинный винт с полукруглой головкой проходит через отверстие для освобождения магазина. Специализируется на 80% нижних приспособлениях, 80% нижних приспособлениях и наборах для сборки AR 15. В сочетании с любым приемником, который на 80% ниже, это приспособление поможет провести финальную обработку, которая вам понадобится для окончательной обработки приемника.80% Lowers – это ведущий розничный продавец и ВАШ источник 80-процентных нижних приспособлений, 80% -ных приспособлений, комплектов для сборки и многого другого. Приспособление изготовлено из алюминия 6061 Т6 с прецизионными стальными вставками для сверл для поддержания точности в течение всего срока службы приспособления. Нижняя на 80% приспособление 2A – AR-15 / AR-9. Наши приспособления позволяют вам легко брать инструменты, найденные в вашем доме, чтобы завершить работу на 80% меньше, и при этом добиться результатов, аналогичных станку с ЧПУ в профессиональной механической мастерской. Продам кондуктор Ar 80% нижний элитный строитель. Стальные боковые пластины обеспечивают максимальную посадку и долговечность.99; 500 – 1 тыс. Долларов; Сортировать по: Продуктам [0] Ссылки. Пистолетная рукоятка имеет уникальный дизайн без резьбы, характерный для низов Polymer80. Кодирование обработки нижней части AR 9 мм выполнено, и они дорабатывают приспособления. Включает: Дверца крышки порта выброса (пылезащитный чехол) Стальной пружинный стальной стержень C-образный зажим подходит для этого AR-15 80% нижнего приемника + комплект приспособлений – отличный выбор для начала сборки AR-15 своими руками. Просверливание отверстия под спусковой штифт. 00 за первую сторону и 55 долларов. 80% Рамы TM 1911 80% изготовлены на станке с ЧПУ из литья по выплавляемым моделям из боеприпасной стали 4140.Нижняя ствольная коробка DIY AR15, 80% ствольная коробка, 80% ствольная коробка не является огнестрельным оружием или его частью. БОЛЬШИЕ ПРОДАЖИ на 80 нижних приспособлений И БЫСТРАЯ ДОСТАВКА НА ВСЕ ЗАКАЗЫ !. Андерсон 5. Я также могу выгравировать вашу 80% рамку. Расстояние до центра отверстий :. 80 Нижняя джига. Соберите кондуктор 1. Я не связан с 80% Arms. 0002 “(1IN) 4. Превращение MUP1 в легальное по определению огнестрельное оружие означает его резку и механическую обработку почти так же, как и для AR-15 с типичным снижением на 80%. Модель: UPC: 711841564544.99 AR-15 Advanced Builders Kit с приспособлением для димплинга «Kak Barrel Dimpling Jig» и инструментом Уолта. Готов к отправке. Анодированный UFS Gen. Более 80% элементов конструкционной стали изготовлены из переработанных металлов, называемых сталью A992. 80% Lowers – это ведущий розничный продавец и ВАШ источник 80-процентных нижних приспособлений, 80% -ных приспособлений, комплектов для сборки и многого другого. На конце есть указатель центра отверстия ствола. Hildebrandt 0JSG Джиг-приманка из нержавеющей стали 2 / Pk Fishing Spinnerbait Freshwater Lure введите количество 1 или более Введите меньшее число Выберите меньшее количество.@Get Started #Info Магазин по лучшей цене Нижняя отсадочная машина Polymer80 80 Warrhogg Receiver 308 Ar Grey News With Polymer. Ваш заказ будет отменен, и вам будет возвращено ТОЛЬКО 90% от общей суммы вашего заказа. сварочная установка горюнов СГ-43 и СГМТ; сварочная установка горюнов кгкт; суоми. В комплект также входят сверла и концевая фреза, необходимые для правильного завершения проекта винтовки. Я сижу на нем в течение некоторого времени, пытаясь заставить машиниста сделать все колдовство, необходимое для получения ЧПУ. Использовал приспособление и набор инструментов Broken Arms, чтобы закончить около 80% опусканий.Для использования с. У кондуктора есть отверстия для штифта спускового крючка, штифта молотка, переключателя безопасности. Нижняя на 80% приспособление 2A – AR-15 / AR-9. Этот документ предназначен для предоставления общих рекомендаций по комплектации винтовок Андерсона с опусканием ствольной коробки на 80%. На каждом приспособлении нанесено лазерное гравирование с изображением чертежа и правильного размера сверла / развертки для использования с вашим комплектом нижних частей Milspec. Easy Jig позволяет пользователю превратить AR-15, AR-10 и 9-миллиметровую платформу AR, совместимую с GLOCK, на 80% более низкие приемники в готовые низы. Кодирование обработки нижней части AR 9 мм выполнено, и они дорабатывают приспособления.Изготовлен из заготовок стали и алюминия. Готов к отправке. Дефект не виден после сборки винтовки. Рыболовные крючки, изготовленные в основном из углеродистой стали, могут служить долго, их нелегко повредить, их нелегко изнашивать. Более 80% конструкционных стальных элементов изготавливаются из переработанных металлов, называемых сталью A992. Этот документ предназначен для предоставления общих рекомендаций по комплектации винтовок Андерсона с опусканием ствольной коробки на 80%. Похожие Запросы. Включает мастер-пластину, две боковые пластины, 3 направляющих верхней пластины, винты для крепления мастер-пластины к боковым пластинам и винты для верхних направляющих пластин.Нижний ресивер без упаковки на 80% ПРЕДЕЛ 5 НА ЗАКАЗЧИКА Из-за ограниченного количества поковок в настоящее время Anderson производит настолько быстро, насколько это возможно, но спрос превышает предложение, поэтому, пожалуйста, проявите терпение. БОЛЬШИЕ ПРОДАЖИ на 80 нижних приспособлений И БЫСТРАЯ ДОСТАВКА НА ВСЕ ЗАКАЗЫ !. Это означает, что отдельно от этого набора нет приспособления для покупки, что несколько упрощает процесс сборки. Рельсовая система блокирующего блока из нержавеющей стали (LBRS ™) PF940v2 ™ 80% полноразмерный комплект рамы glock с зажимом, g17 / 22 черный. 223 Комплект нижних деталей. «Sig Jig» включает в себя все необходимое для сверления нужных отверстий, открытия паза для спускового крючка, а также изгиба и обрезки направляющих.Нижняя на 80% приспособление 2A – AR-15 / AR-9. Выберите один из наших приемников AR-15 или AR-308 с низким качеством 80%. Андерсон 80% джиг – размещено в AR – [Винтовки]: Кто-нибудь когда-либо делал 80% Андерсона, используя свою джигу? Говорят, это можно сделать на сверлильном станке. ›Продается приспособление для модульного оружия. AR15 Ресиверы на 80% ниже, фрезерные кондукторы по низким ценам. Я настроен более чем скептически. Сверление отверстия под ударный штифт. 4 из 5 звезд 192. 80% нижний ресивер (В БЕЛОМ). Они не требуют передачи FFL. У них нет серийного номера, потому что они не являются огнестрельным оружием.99; 150 – 499 долларов. Подробнее. Нижняя ствольная коробка DIY AR15, 80% ствольная коробка, 80% ствольная коробка не является огнестрельным оружием или его частью. AM-15 80% нижний ресивер – анодирование 129 долл. США. 80% нижнее приспособление, детали и комплекты для переоборудования. 308 Нижние приспособления с приемником, совместимые с Easy Jig, Modulus Arms 23 августа 2020 г. · AR-15 80-процентное нижнее приспособление для бурового пресса 89 долларов США. Приманка Hildebrandt 0JSG из нержавеющей стали 2 / уп. меньшее число Выберите меньшее количество.Стальные штифты сопрягаются с передней частью и считывают съемные штифты. Инструкции не прилагаются, лучше всего работает с вертикальной фрезой. Наш инструмент для выравнивания, который обеспечивает постоянное центрирование кармана, в сочетании с нашими негабаритными верхними пластинами обеспечивает очень гладкую и стабильную отделку. Наслаждайтесь БЫСТРОЙ ДОСТАВКОЙ и СЭКОНОМ на 80-ти ниже. Видим скидки на товары. Наши приспособления обрабатываются на станке с ЧПУ, чтобы соответствовать нашим заготовкам с 80% опусканием, а также поковкам, отвечающим требованиям mil-spec, таким как Tactical Machining, Colfax и Rohg; они Все приспособления анодированы в оранжевый цвет и поставляются со сверлильными втулками из закаленной стали и сменными верхними пластинами для облегчения обработки на ручном фрезерном станке или станке с ЧПУ (мы.[Детали] -HYBRID 80 COSMETIC BLEMS AR15 на 80% ниже и джиг за 60 долларов. В 5D Tactical мы предлагаем инновационные приспособления на 80% ниже для изготовителей приемников AR-15 и AR-308, которые на 80% ниже. Это означает, что вам нужна хорошая, содержательная и правдивая информация о товарах. Купите AR-15 /. продажа продукции. Следующий шаг – кодирование для гравировки. Этот комплект включает высокопрочный полимер James Madison Tactical (JMT) Gen2, нижний приемник черного цвета на 80%, приспособление для механической обработки, чтобы вы могли завершить нижнюю часть (биты продаются отдельно), и комплект нижних частей Gunlab AR-15.Этот документ предназначен для предоставления общих рекомендаций по комплектации винтовок Андерсона с опусканием ствольной коробки на 80%. Специализируется на 80% нижних приспособлениях, 80% нижних приспособлениях и наборах для сборки AR 15. Спрингфилд для сравнения. Приспособление изготовлено из алюминия 6061 Т6 с прецизионными стальными вставками для сверл для поддержания точности в течение всего срока службы приспособления. Описание 80% комплект приспособлений AR 15. Ричард Ларсен (Вакавиль, Калифорния) 31.07.2019 10:45. они также изменили конструкцию и материал приспособления со стали / алюминия на пластик, как в базовой плите, а также скелетонизированные боковые панели, но по той же цене.Недорогой магазин для фрезерного приспособления с нижним приемником 80. Любая помощь приветствуется. Нижняя на 80% приспособление 2A – AR-15 / AR-9. Omega предлагает комплект для сборки AR-15 на 80% ниже, включая JMT Equalizer, нижнюю часть из полимера на 80% с приспособлением для сборки + Комплект нижних частей KAK Industries Complete Mil-Spec (LPK). Delta Deals AR-15 на 80% ниже строительный комплект с 80% полимерным нижним блоком JMT Equalizer с зажимным приспособлением + Полный комплект нижних частей Mil-Spec (LPK) KAK Industries (0) $ 179. Easy Jig Gen 2 с прочными боковыми пластинами из твердой стали толщиной ¾ дюйма не изнашивается, как другие приспособления, когда вы фрезерете на 80 процентов меньше, и он достаточно прочен, чтобы его можно было многократно использовать повторно.[Детали] -HYBRID 80 COSMETIC BLEMS AR15 на 80% ниже и джиг за 60 долларов. Комплект ресивера на 80% ниже Концевые фрезы, срок службы которых в 4 раза дольше. Некоторые примеры: Полимер 80 [1] Продает комплекты в комплекте с приспособлениями, сверлами и фрезами для AR-15, AR-10 (DPMS) и Severa. Дефект не виден после сборки винтовки. 308 серия Джеймса Мэдисона. Нет на складе. Подана заявка на патент Easy Jig Gen 2 – это самый простой в использовании, полностью универсальный, на 80% более низкий прижимной инструмент, способный обрабатывать приставки AR-15 и AR-9. Да, есть много продавцов, продающих комплекты.Артикул: G2_T342_0002. 308 опускается на 80% без дополнительных переходников. Ресивер с опусканием на 80% почти готов, но он был удален из остальной части процесса обработки, чтобы предложить его как опускание на 80%. 80% БИЛЕТ НИЖНИЙ ПРИЕМНИК GLOCK 9MM AR-9 – ЧЕРНЫЙ. БОЛЬШИЕ ПРОДАЖИ на 80 нижних приспособлений И БЫСТРАЯ ДОСТАВКА НА ВСЕ ЗАКАЗЫ !. Готов к отправке. RL556v3 ™ отличается запатентованным полимерным композитом Polymer80, конструкцией со сплошным сердечником, расширяющимся магнитным колодцем и более тяжелым корпусом буферной трубки, отвечающим требованиям mil. Thunder Guns AR15 80% нижний джиг-комплект.3 низа заготовки, комплекты приспособлений UFS ,. Специализируется на 80% нижних приспособлениях, 80% нижних приспособлениях и наборах для сборки AR 15. Это то, что мне понравилось, 25 минут от сборки приспособления до сборки приемника. Ричард Ларсен (Вакавиль, Калифорния) 31.07.2019 10:45. 80 Нижнее приспособление 80 процентов ниже 80 Нижнее приспособление обрезки ствольной коробки Маршрутизатор Porter Cable Percents Craftsman Arms Artisan. Они также могут выдерживать очень высокие температуры – намного выше, чем сталь. 3 низа заготовки, комплекты приспособлений UFS ,. Самоцентрирующийся сверлильный пресс для стального литья * Изготовлен из прочного стального литья, автоматически центрирует трубы, трубы, дюбели или любую круглую заготовку.Наши приспособления позволяют вам легко брать инструменты, найденные в вашем доме, чтобы завершить работу на 80% меньше, и при этом добиться результатов, аналогичных станку с ЧПУ в профессиональной механической мастерской. Приобретите этот комбинированный комплект приемника с опусканием на 80% и приспособления для крепления AR-15, чтобы с легкостью закончить обработку нижней части AR-15. 380, боковые пластины; сварочный кондуктор mac 11, 9 мм, 380; mac 11, 9мм, боковые пластины; приспособление для центровочной сварки mac 10; боковые пластины mac 106; приспособление для выравнивания mg-42, m53; горюнов. Ваш заказ будет отменен, и вам будет возвращено ТОЛЬКО 90% от общей суммы вашего заказа.Жители Калифорнии по закону будут обязаны серийно выпускать любое огнестрельное оружие, построенное на 80% ниже. Подана заявка на патент Easy Jig Gen 2 Multiplatform ™ – это самый простой в использовании, полностью универсальный, на 80% более низкий прижимной инструмент, способный обрабатывать шаблоны AR-15, AR-9 и DPMS 1-го поколения. Если этот товар доступен для покупки, мы отправим его в течение 2 рабочих дней. Нижний отделочный шаблон 80% AR-15 предназначен для установки на 80% нижних приемников AR-15. Ресивер ниже на 80% (БЕЛЫЙ). Подарите себе величайший подарок: свободу.Рукоятка для указательного / большого пальца. Наш 300 Blackout Pistol Uppers – самый удобный и доступный способ закончить строительство вашего 80-го или обычного пистолета AR 15 или SBR! С полностью собранным и доставленным к вашей двери верхним пистолетом, подобным этому, нет никаких догадок или дополнительных затрат на детали и инструменты – просто прикрепите верхний к нижнему, поразите диапазон, зарядите магазин и. Изготовлен из стали, подвергнутой термообработке. Дефект не виден после сборки винтовки. Делайте покупки сегодня. Получите дешевую полную нижнюю часть Ar 15 10 мм и полную нижнюю часть Ar 15 на 80 процентов без в лучшем интернет-магазине сейчас! # Если у вас Ar 15 10mm Complete Lower и Ar 15 80 Percent Lower Complete Rifle Kit без – это самые популярные предметы, представленные за прошедшую полную неделю.Специализируется на 80% нижних приспособлениях, 80% нижних приспособлениях и наборах для сборки AR 15. Неиспользованный кондуктор BNIB на 80% ниже стального элитного строительного приспособления с 2 наборами инструментов. Этот комплект включает высокопрочный полимер James Madison Tactical (JMT) Gen2, нижний приемник черного цвета на 80%, приспособление для механической обработки, чтобы вы могли завершить нижнюю часть (биты продаются отдельно), и комплект нижних частей Gunlab AR-15. Осталось выполнить 4 операции. Данное изготовление. 99; 150 – 499 долларов. 80% БИЛЕТ НИЖНИЙ ПРИЕМНИК GLOCK 9MM AR-9 – ЧЕРНЫЙ. С помощью этого приспособления вы теперь можете создавать 80% -ные опоры как AR-10, так и AR-15.Пистолетная рукоятка имеет уникальный дизайн без резьбы, характерный для низов Polymer80. Этот комплект включает высокопрочный полимер James Madison Tactical (JMT) Gen2, нижний приемник черного цвета на 80%, приспособление для механической обработки, чтобы вы могли завершить нижнюю часть (биты продаются отдельно), и комплект нижних частей Gunlab AR-15. RL556v3 ™ отличается запатентованным полимерным композитом Polymer80, конструкцией со сплошным сердечником, расширяющимся магнитным колодцем и более тяжелым корпусом буферной трубки, отвечающим требованиям mil. сварочная установка горюнов СГ-43 и СГМТ; сварочная установка горюнов кгкт; суоми.Включает сверла и простые инструкции, FFL не требуется. Верхние пластины из нержавеющей стали для спусковой группы служат направляющими. 3 низа заготовки, комплекты приспособлений UFS ,. [Детали] -HYBRID 80 COSMETIC BLEMS AR15 на 80% ниже и джиг за 60 долларов. Дефект не виден после сборки винтовки. Нижний приемник 308 – это нижний приемник высочайшего качества на рынке. Их видео отличное. + Обновите место доставки Сделано из высокопрочных стальных труб. Это то, что мне понравилось, 25 минут от сборки приспособления до сборки приемника.Вы получите Dpms 80 Lower Jig по низкой цене после проверки цены. Наши приспособления позволяют вам легко брать инструменты, найденные в вашем доме, чтобы завершить работу на 80% меньше, и при этом добиться результатов, аналогичных станку с ЧПУ в профессиональной механической мастерской. и AR-9 Jig Kit, наши наборы подходят для НАШИХ ПРИЕМНИКОВ AR-15 80% НИЖНИХ И AR-9 80% НИЖНИХ ПРИЕМНИКОВ. Комплект приспособления для крепления нижней части ресивера AR10 в черном цвете. Модель: UPC: 711841564544. Просмотр по цене производителя. Нижняя на 80% приспособление 2A – AR-15 / AR-9. Ствольная коробка с опусканием на 80% спроектирована и изготовлена компанией James Madison Tactical (JMT) в США.Hell Fire Armory предлагает вам самые качественные 80% нижние и верхние приемники. Мы специализируемся на раздетых и на 80% более низких приемниках для полных индивидуальных сборок. При покупке приемника на 80% ниже для сборки AR 10. Приспособление AR 15 на 80% ниже. Этот комплект включает высокопрочный полимер James Madison Tactical (JMT) Gen2, нижний приемник черного цвета на 80%, приспособление для механической обработки, чтобы вы могли завершить нижнюю часть (биты продаются отдельно), и комплект нижних частей Gunlab AR-15. После двух лет планирования, проектирования, разработки и испытаний мы с гордостью представляем первый в отрасли ресивер из усиленного полимера, разработанный в стиле DPMS.Место расположения:. [Детали] -HYBRID 80 COSMETIC BLEMS AR15 на 80% ниже и джиг за 60 долларов. Если этот товар доступен для покупки, мы отправим его в течение 2 рабочих дней. Примечание. Эта модель предназначена для использования со сверлильными станками и не совместима с фрезерными станками. Рельсовая система блокирующего блока из нержавеющей стали (LBRS ™) PF940v2 ™ 80% полноразмерный комплект рамы glock с зажимом, g17 / 22 черный. Магазинные качественные нижние приспособления для приемника. ресивер suomi m31 80% и нижние боковины – оригинальный id; suomi m31 reweld. Эти инструменты AR-15 выравнивают ваш приемник для спускового штифта, штифта ударника и предохранителя и могут действовать как тиски, чтобы зажимать вашу нижнюю часть для любой процедуры.Ричард Ларсен (Вакавиль, Калифорния) 31.07.2019 10:45. Универсальный кондуктор 80% представляет собой цельный кондуктор со встроенными схемами сверления для сокращения времени фрезерования. 308, эти улучшения привели к большей надежности и, в конечном итоге, к созданию совершенно нового поколения 2 и. Верхние пластины из нержавеющей стали для спусковой группы служат направляющими. Эта полная система приспособлений разработана специально для 80% mil. Они не требуют передачи FFL. У них нет серийного номера, потому что они не являются огнестрельным оружием.Готов к отправке. [Детали] -HYBRID 80 COSMETIC BLEMS AR15 на 80% ниже и джиг за 60 долларов. Каждый комплект приспособлений AMT изготовлен из стали американского производства, многоразового использования и может обрабатывать десятки нижних приемников AMT AR-10 или AR-15 80. Это универсальное приспособление для сборки 308 Builders предназначено для работы с коваными и заготовками с 80% нижними ресиверами! Технические характеристики изделия: – В комплект входит подробное руководство по эксплуатации – В комплект входят 3 верхние фрезерные пластины – Обработка на станке с ЧПУ из цельной заготовки T6-6061 – Жесткое анодирование типа III для длительного срока службы.С помощью простых инструментов и программного обеспечения «укажи и щелкни» машина автоматически найдет и настроится на 80% ниже, чтобы приступить к работе. 380, боковые пластины; сварочный кондуктор mac 11, 9 мм, 380; mac 11, 9мм, боковые пластины; приспособление для центровочной сварки mac 10; боковые пластины mac 106; приспособление для выравнивания mg-42, m53; горюнов. Этот документ предназначен для предоставления общих рекомендаций по комплектации винтовок Андерсона с опусканием ствольной коробки на 80%. Нижняя на 80% приспособление 2A – AR-15 / AR-9. В кондукторе используются стальные штифты для правильного совмещения со ствольной коробкой. Специализируется на 80% нижних приспособлениях, 80% нижних приспособлениях и наборах для сборки AR 15.80% БИЛЕТ НИЖНИЙ ПРИЕМНИК GLOCK 9MM AR-9 – ЧЕРНЫЙ. Hildebrandt 0JSG Джиг-приманка из нержавеющей стали 2 / Pk Fishing Spinnerbait Freshwater Lure введите количество 1 или более Введите меньшее число Выберите меньшее количество. Содержит: Боковые пластины зажимного приспособления AR-15 2 верхние пластины приспособления Крепеж для крепления боковых и верхних пластин Полимер 80 RL556 V3 80% AR-15 Нижний в черном цвете.
Как заполнить ресивер на 80% ниже
Для этого руководства мы завершаем кованый AR-15 на 80% ниже.Эти шаги также применимы к завершению заготовки и AR9 ниже. Мы также используем популярный шаблон Elite Builder Jig, который поставляется с концевыми фрезами и сверлами. Эти инструкции расскажут, как завершить снижение на 80% с помощью сверлильного станка или фрезерного станка.
Новинка здесь? Не уверен, где начать? Ознакомьтесь с этими руководствами:
Необходимые инструменты
Вам понадобятся следующие инструменты:
- Сверлильный или фрезерный станок
- Тиски для зажима 80% зажимного приспособления
- Машинное масло для смазки
По желанию вы также можете использовать:
- Цифровые штангенциркули
- Упорные кольца для сверла
В комплект Elite Builder Jig входят:
- (1) сверло 3/8 – 5 ”
- (1) сверло 5/32 – 3 ”
- (1) Короткая концевая фреза 3/8 – 3 дюйма
- (1) 5/16 Фреза для короткого конца – 4 ”
- (1) Длинная концевая фреза 3/8 – 4 дюйма
Если вы новичок в обработке 80% нижних фрез и не знаете, какие инструменты требуются или рекомендуются и почему, ознакомьтесь с этим руководством: Инструменты, необходимые для чистовой обработки ниже.В нем более подробно рассматривается использование сверлильного станка или фрезерного станка, и здесь мы снова рассмотрим оба метода.
Шаг 1: Закрепите нижнюю часть в зажимном приспособлении
Положите на правую зажимную пластину нижнюю часть на 80% так, чтобы штифты на пластине находились внутри заднего съемника и в отверстиях для шарнирных штифтов. Закрепите левую зажимную пластину на противоположной стороне и поставьте сборку вертикально.
Шаг 2: Установите держатель пластины шаблона
Затем установите держатель пластины шаблона.Установите держатель на зажим так, чтобы закругленный край упирался в корпус буферной трубки. Прикрутите держатель к боковым пластинам с помощью двух самых больших болтов с шестигранной головкой из комплекта.
Шаг 3: Установите шаблон для пилотного отверстия и тиски
Используя два небольших болта с потайной головкой и шестигранной головкой, установите пластину шаблона для сверления пилотного отверстия в держатель пластины шаблона. Эта первая табличка помечена «3/8 DR 2.00 ГЛУБИНА ОТ ЭТОГО ЛИЦА». Затем затяните зажимное приспособление и опустите в тиски для обработки.
ПРЕДУПРЕЖДЕНИЕ: Не перетягивайте тиски. Требуется лишь легкое давление, чтобы зажимное приспособление не двигалось во время работы. Чрезмерное затягивание тисков приведет к изгибу боковой пластины. Это может вызвать смещение зажимного приспособления и ниже.
Шаг 4: Установите сверло 3/8 “
Возьмите прилагаемое сверло 3/8″ и установите его в свой сверлильный станок или фрезерный станок. Совместите зажимное приспособление и опускание с вашим инструментом и начните просверливание каждого направляющего отверстия на пластине шаблона в приемник, расположенный на 80% ниже.Вы должны просверлить ровно на 2 000 дюймов глубиной от верхней поверхности пластины шаблона. Установите соответствующим образом ограничитель глубины сверла или фрезы.
Шаг 5: Просверлите направляющие отверстия приемника до глубины 2 000 дюймовСмажьте направляющие пластины шаблона и приемник с машинным маслом для увеличения срока службы долота на этом этапе. Эта бита понадобится вам для завершения отверстия под штифт предохранительного рычага. Просверлите приемник на глубину ровно 2000 дюймов от лицевой стороны пластины-шаблона. Установите ограничитель глубины на сверле или фрезе по мере необходимости и, при необходимости, используйте стопорное кольцо и штангенциркуль, чтобы убедиться, что окончательная глубина равна 2.000 “. После того, как все пилотные отверстия будут просверлены, снимите коронку 3/8” и пластину для пилотных отверстий. Замените пластину первым шаблоном для фрезерования. На нем есть маркировка «3/8 EM 1,375 дюйма ГЛУБИНА ОТ ЭТОЙ ЛИЦЫ».
Шаг 6: Фрезерование приемника до глубины 1,375 дюйма
ПРИ ИСПОЛЬЗОВАНИИ СВЕРЛИЛЬНОГО ПРЕССА В первую очередь ПРОЧИТАЙТЕ РАЗДЕЛ «СВЕРЛИЛЬНЫЙ ПРЕСС».
Замените сверло 3/8 “короткой концевой фрезой 3/8”. При желании установите стопорное кольцо на вал сверла и с помощью штангенциркуля убедитесь, что глубина резания точно равна 1.375 дюймов от лицевой стороны пластины-шаблона. Позвольте валу долота перемещаться по внутренней форме пластины. Это гарантирует, что форма приемника будет соответствующим образом обрезана. Нанесите большое количество машинного масла или смазки на оба конца фрезерная коронка, рабочая зона и шаблонная пластина. С этим шаблоном рекомендуется удалять алюминий мелкими пошаговыми проходами по мере достижения конечной глубины резания, чтобы уменьшить биение и вибрацию сверла.
Использование сверлильного пресса для резки Receiver
В отличие от фрезерного станка, который может разрезать практически любой материал в поперечном направлении (из стороны в сторону), сверлильный станок предназначен для обработки только вертикально.На фрезерных станках используются пиноли, шпиндели и патроны с резьбой и блокировкой для предотвращения выпадения инструмента из станка при воздействии боковых нагрузок. Однако многие сверлильные станки используют конические шпиндели и патроны, которые запрессовываются в станок. При приложении большой боковой нагрузки шпиндель с прессовой посадкой и патрон подвергаются большему риску падения со станка. Чтобы безопасно вырезать полость управления огнем на 80% ниже, используя концевые фрезы со сверлильным прессом, можно использовать два метода:
Врезное резание
Предоставленные концевые фрезы имеют центральную насечку.Это означает, что они могут резать как в вертикальном, так и в поперечном направлении. Резать вертикально просто: просто используйте концевую фрезу как сверло, погружая ее вниз до конечной глубины 1,375 дюйма. Просверлив пилотные отверстия, можно удалить оставшуюся часть алюминия в полости управления огнем. заусенцы и шероховатости можно отполировать и слегка фрезеровать. Прочтите перед обработкой:
Легкое фрезерование с мерами безопасности
Алюминий – кованый или в виде заготовок – это мягкий металл, который можно легко резать без высоких нагрузок или требуется давление.Таким образом, около 80% строителей предпочитают просто использовать свой сверлильный станок в качестве фрезерного станка для этих этапов. Если вы решите фрезеровать приемник сбоку с помощью сверлильного станка, вы должны использовать соответствующие средства индивидуальной защиты: следует надевать средства защиты глаз, рабочие перчатки и средства защиты органов слуха. Проходы резки следует делать неглубокими, удаляя за раз только небольшой слой алюминия. Осмотрите пиноль, патрон и шпиндель, чтобы убедиться, что инструмент затянут и не имеет люфта. Если ваш станок испытывает чрезмерную вибрацию или стук инструмента, не продолжайте резку вбок.Выполняйте врезание только для вертикального разреза ствольной коробки.
Шаг 7: Фрезерование приемника до глубины 2.000 дюймов
После обработки задней полки и части основной полости можно снять короткую коронку и первый шаблон для фрезерования. Установите длинную концевую фрезу 3/8 дюйма в вашу станок и прикрутите второй шаблон для фрезерования к шаблону. Эта табличка имеет меньшую внутреннюю направляющую и помечена «3/8 EM 2,00 ГЛУБОКОЕ ОТ ЭТОГО ЛИЦА». Независимо от того, используете ли вы фрезу или сверлильный станок, повторите те же шаги обработки, что и в шаге 6: установите ограничитель глубины на 2.На глубине 000 дюймов от лицевой стороны шаблона, при желании можно использовать стопорное кольцо и штангенциркуль для проверки ваших измерений.
Шаг 8: прорезать паз для спускового крючка
Вырезав основную полость на конечную глубину, 3/8 дюйма концевую фрезу и второй шаблон для фрезерования можно снять. Установите длинную концевую фрезу 5/16 “в машину и прикрутите окончательный шаблон для резки с отметкой” 5/16 “EM THRU BOTTOM к зажимному приспособлению. Это не требует каких-либо точных измерений; просто прорежьте пол ствольной коробки, чтобы сделать прорезь для спускового крючка.Как только этот окончательный разрез будет сделан, полость управления огнем приемника будет завершена. Вы можете снять зажимное приспособление и опустить его из тисков, чтобы переместить узел в горизонтальное положение для сверления. Убедитесь, что правая сторона приспособления обращена.
ПРЕДУПРЕЖДЕНИЕ: Не снимайте держатель шаблона на зажимном приспособлении.
Держатель шаблона обеспечивает важное соединение между обеими боковыми пластинами на зажимном приспособлении. Удаление держателя шаблона позволит каждой боковой пластине перемещаться независимо от другой, что приведет к просверливанию несовпадающих отверстий для штифтов комплекта деталей.Оставьте держатель шаблона прикрученным к зажимному приспособлению и переместите нижнюю часть и зажимное приспособление в тисках по горизонтали. Не затягивайте тиски слишком сильно. Чрезмерное затягивание тисков приведет к деформации боковых пластин, что приведет к смещению отверстий под штифты.
Шаг 9: Просверлите отверстия для молотка, спускового крючка, предохранительного штифта
Просверлите полностью обе стороны приемника только через правую боковую пластину кондуктора. Втулки сверла будут гарантировать, что каждое отверстие под штифт останется выровненным по мере его завершения.Используйте сверло 3/8 дюйма, чтобы завершить отверстие под штифт предохранительного рычага. Используйте сверло 5/32 дюйма, чтобы завершить отверстие под штифт ударника и отверстие под штифт спускового механизма и разъединителя.
Ваш на 80% меньше готов к сборке!
С просверленными отверстиями под штифты ваша опускание на 80% завершено! Теперь это полноценный нижний ресивер AR-15, готовый к установке комплекта деталей. Вы можете покрыть внутреннюю часть ствольной коробки, чтобы защитить необработанный алюминий, или оставить его незащищенным, как свидетельство вашей работы.
Затем окончательная сборка: Ознакомьтесь с инструкциями по установке комплекта нижних деталей AR-15.
Есть вопросы? Свяжитесь с нами здесь. (На телефон ответит настоящий человек!)
ОТКАЗ ОТ ОТВЕТСТВЕННОСТИ: Если вы новичок в мире изготовления оружия своими руками, у вас, вероятно, возникнет много вопросов, и это правильно. Это область, в которой возникает множество вопросов, которые без правильных ответов могут иметь серьезные последствия.На 80-lower.com мы ни в коем случае не размещаем этот контент на нашем веб-сайте в качестве юридической консультации или юридического консультанта. Мы призываем каждого строителя проводить собственное исследование законов своего штата, а также изучать федеральные законы. При проведении собственного исследования убедитесь, что вы получаете информацию из надежного источника.Как сделать журнальный столик из бочки из-под виски
Примечание редактора: это гостевой пост от Пита Свина.Первоначально он появился на его сайте diypete.com.
Некоторое время назад мой приятель наткнулся на несколько старых бочек из-под виски и позвонил мне, чтобы сказать, что мы должны сделать с ними проект. Итак, мы обдумали несколько идей и решили сделать журнальный столик из бочки для виски. После небольшого мозгового штурма нам пришла в голову идея добавить петли, чтобы мы могли использовать ствол и для хранения. Оказывается, в бочку можно вмещать довольно много ледяных напитков! Таким образом, мы закончили проект как раз к Суперкубку, и он стал хитом как для парней, так и для девушек.А теперь я хочу поделиться с вами этим проектом!
Мне не повезло с поиском планов, поэтому мы придумали собственный и задокументировали весь процесс, чтобы вы могли легко создать свой собственный журнальный столик из виски или винной бочки. Этот стол наверняка станет началом разговора, и за ним будут всегда и везде комплименты. Помимо охладителя, на этом функциональном столе можно хранить одеяла, подушки, дрова и другие предметы домашнего обихода.
В этом уроке вы узнаете, какие инструменты необходимы, где взять бочку и как превратить эту старую изношенную бочку в самый крутой предмет мебели в вашем доме (или на террасе!).Кроме того, мы включили обучающее видео всего процесса в конце сообщения.
Примечание. Ваши конкретные размеры могут отличаться в зависимости от размера используемого ствола. Обязательно сделайте свои собственные измерения на основе этих инструкций, прежде чем приступить к самостоятельной работе.
Не пиломатериалы- Бочка виски – от 25 до 200 долларов в зависимости от ее состояния и того, где вы ее найдете
- Шурупы по дереву – 3 дюйма (~ 10 шурупов), 1 1/2 дюйма (15-20) и 1 дюйм (~ 15)
- Винты Kreg Jig – 1 1/4 дюйма (1 коробка) для соединения настольных досок и рамы
- Морилка для дерева – я использовала морилку от Minwax под названием «Special Walnut».
- Полиуретан (Minwax) – для защиты поверхности стола
- 2 петли для груди
- 1 держатель крышки груди
- наждачная бумага зернистостью 120 и / или 220
- уровень
- Рулетка
- Один 2 × 12, длина: 6 футов (используется для основания стола)
- Один 1 × 4, длина: 10 футов (используется для фартука стола)
- Два 1 × 8, длина: 8 футов (используется для столешницы)
- Один 1 × 3 или 1 × 2, длина: 6 футов (используется для декоративных базовых деталей)
- Торцовочная пила – ручная пила подойдет, но торцовочная пила сделает ее быстрее
- Kreg Jig – используется для крепления досок столешницы друг к другу
- Лобзик – используется для резки арки для основания и может использоваться для разрезания всего ствола пополам
- Сабельная пила – используется для резки металлических лент, если вы разрезаете полный ствол пополам.
- Циркулярная пила (опция)
- Сверло
- Орбитальная шлифовальная машина
- Зажимы
- Монтировка и резиновый молоток – используются для удаления металлических лент и выравнивания досок
Первым шагом к созданию стола является поиск бочки для виски или вина для этого проекта.У вас есть несколько разных вариантов поиска бочек. Во-первых, я бы обзвонил местные заводы по производству виски и / или виноградники в вашем районе, чтобы узнать, не хотят ли они продать или переработать старый инвентарь. Следующая идея – проверить Craigslist, выполнив поиск как бочек для вина, так и бочек для виски. Мне посчастливилось найти в моем родном городе в Монтане очень милого бизнесмена, который искал кое-какие вещи, в том числе бочки. Им нужен был новый дом, и они пошли ему на пользу! В магазинах для дома и сада также время от времени продаются бочки, которые обычно продаются как плантаторы.
Если вам не повезло на местном уровне, я бы порекомендовал заказать бывшую в употреблении бочку на Amazon или eBay. Однако они будут довольно дорогими, а стоимость доставки может достигать 100 долларов! Если вы никуда не торопитесь, я бы посоветовал посмотреть Craigslist несколько недель. Вы даже можете сделать объявление о розыске, в котором говорилось бы, что вы пытаетесь найти старую бочку для мебельного проекта. Вы можете быть удивлены своими результатами.
Я купил столько бочек, сколько мне продаст местный парень. Половина барреля стоила 25 долларов каждая, а весь баррель стоил 100 долларов.
Вот бочки, которые уже были расколоты и предназначались для использования в качестве сеялки. Они сидели на улице несколько лет, но я чувствовал, что выветривание добавило много характера. В своем проекте я использовал предварительно нарезанную половину ствола, поэтому я не показываю процесс разрезания целого ствола пополам. Однако вы можете сделать это, разрезав ленты сабельной пилой и используя лобзик, чтобы прорезать древесину. Часто ствол можно разделить на шов, и разрез не потребуется.
1. Разобрать стволСначала удалите металлические ленты с помощью монтировки. Ремешки держатся на маленьких гвоздях, и они должны легко оторваться. Оставьте концевые ленты на месте, чтобы ствол держался вместе.
Затем используйте резиновый молоток, чтобы как можно лучше выровнять доски. Некоторые доски могут немного выйти из строя после удаления лент, и этот процесс поможет снова их вымыть.
Используйте наждачную бумагу с зернистостью 120 или 220, чтобы слегка пройтись по внешней стороне ствола.Я использовал зернистость 220, потому что не хотел удалять какие-либо характерные черты обветренной древесины.
2. Окрашивание бочкиПроцесс окрашивания придаст вашему стволу новый вид с рекордной скоростью. Я вытерла один слой темного пятна от Minwax под названием «Special Walnut».
3. СоберитеДайте пятну немного высохнуть, а затем снова прикрепите металлические ленты. Совместите отверстия в металле со старыми отверстиями для гвоздей в дереве, чтобы убедиться, что они находятся в одной ориентации.
Используйте 1-дюймовые шурупы для дерева, чтобы снова прикрепить металлические ленты.
4. Создайте основы таблицыСледующим шагом будет создание двух оснований стола из доски 2 × 12. Я бы рекомендовал обрезать каждую базовую деталь такой же ширины, как самая широкая часть ствола. Я обрезал свои доски на 27 дюймов.
Теперь мы должны вырезать дугу на доске 2 × 12, чтобы дать бочке место для сидения. Это одна из наиболее сложных частей проекта просто потому, что мы хотим добиться некоторой плотной посадки между стволом и основанием.Я объясняю и показываю процесс в видеоуроке (внизу сообщения), так что проверьте это, если у вас есть другие вопросы по этому шагу. Если вы посмотрите на фото ниже, вы увидите, что глубина ствола, к которому крепится основание, составляет 13 дюймов. Ширина ствола в этой точке составляет 25 дюймов.
Поставьте отметку на расстоянии 13,5 дюйма (половину) на 27-дюймовом 2 × 12. (Точное измерение может варьироваться в зависимости от размера вашего ствола. Ключевым моментом является то, что он находится на полпути по длине.Я поставил отметку на 3 дюйма вниз от верха доски, пересекая ее с центральной точкой, как показано на рисунке выше. Возьмите ширину ствола, на котором будет располагаться основание (25 дюймов в моем случае), и разделите на два, чтобы получить 12,5 дюйма. Возьмите палочку для краски и просверлите небольшое отверстие в верхней части. Совместите отверстие с отметкой, которую вы создали ранее. Отмерьте 12,5 дюймов ниже этого отверстия и просверлите еще одно маленькое отверстие. Это маленькое отверстие будет служить точкой поворота. Прикрепите гвоздь или винт (к древесному отходу), чтобы краска прилипла к нему.Верхнее отверстие будет использовано для карандаша, чтобы нарисовать изогнутую линию. (Посмотрите видео, чтобы узнать больше.)
Повторюсь, я использовал карандаш для рисования в качестве компаса. Вы будете использовать карандаш в верхнем отверстии, чтобы нарисовать дугу. Нижнее отверстие является точкой поворота и должно быть прикреплено к куску обрезков древесины (в моем случае – куску обрезка 2 × 12) с помощью винта или кнопки.
Уфда! Наконец, мы закончили с измерениями дуги. Честно говоря, это довольно просто, но объяснить это может быть довольно сложно.Вы проделаете этот шаг дважды, используя лобзик, чтобы вырезать дуги на основаниях 2 × 12. После резки используйте орбитальную шлифовальную машину или угловую шлифовальную машину с откидным диском, чтобы сгладить детали. Угловая шлифовальная машина помогает очень быстро удалять древесину и может использоваться для резки, идеально подходящей для вашего ствола.
Проверьте ствол на своей базе, чтобы проверить его посадку. Используйте уровень и рулетку, чтобы убедиться, что ствол сидит ровно. При необходимости внесите изменения.
Вот бочка, стоящая на вашей новой базе.Он должен быть красивым и уютным.
Протрите основу тряпкой. Я обнаружил, что полотенца из микрофибры очень хорошо подходят для этого.
Просверлите пилотные отверстия в стволе и в основании. Это предотвратит раскалывание древесины. Затем прикрепите ствол к основанию с помощью 3-дюймовых шурупов для дерева. Я использовал от 3 до 4 шурупов для каждого основания.
5. Изготовьте фартук столаПостройте фартук вокруг верхней части бочки из бруса 1 × 4. Длина моего ствола составляла 37 дюймов, поэтому я отрезал две части этой длины.Обратите внимание, что внешняя часть 1 × 4 находится заподлицо с самой широкой частью ствола. Отрежьте две части поменьше по бокам; мой оказался длиной 20 дюймов.
Присоедините доски 1 × 4 друг к другу, чтобы сформировать каркас. Для этого процесса я использовал приспособление Kreg Jig и просверлил 2 отверстия на концах каждой короткой доски, получив в общей сложности 8 отверстий для кармана. Используйте винты Kreg размером 1 1/4 дюйма, чтобы прикрепить доски.
Отцентрируйте раму на стволе и закрепите шурупами 1 1/2 дюйма. Не забудьте предварительно просверлить пилотные отверстия, чтобы древесина не раскололась!
Всегда хорошо иметь помощника в магазине.Я научил Налу пользоваться ударным гаечным ключом. Такая хорошая собака!
6. Изготовьте и прикрепите декоративные базовые элементыИспользуйте доску 1 × 2 или 1 × 3, чтобы создать ножки для основания. Отрежьте их на 2 дюйма длиннее, чем 2 × 12. Поскольку мой 2 × 12 был 27 дюймов, я сократил ножки до 29 дюймов, а затем скосил каждый конец до 45 градусов.
Прикрепите ножки с помощью шурупов для дерева 1/2 дюйма или пневматического гвоздя.
7. Соберите столешницуПришло время сделать вашу столешницу! Моя бочка для виски была 37 дюймов в длину, поэтому я решил обрезать верхние доски до 38 дюймов.Дополнительный дюйм позволяет столешнице перекрывать основание и создавать выступ с каждой стороны. Губа облегчает открытие и закрытие. Вырежьте в общей сложности четыре доски 1 × 8 для верхней части. Затем просверлите отверстия в карманах через каждые 6-10 дюймов. Прикрепите доски друг к другу с помощью винтов Kreg Jig размером 1 1/4 дюйма.
8. Присоедините петли и опору крышкиПрикрепите 2 петли грудной клетки к внешней раме. Используйте винты, прилагаемые к петле.
Соедините опору крышки между рамкой и крышкой.
Заключительные подсказкиЗавершите окрашивание досок, на которые вы еще не нанесли покрытие, затем нанесите полиуретан на верхнюю часть. Я использовал 3 тонких слоя полиуретана на масляной основе от Minwax. Он придает верху приятное теплое сияние и защищает его от брызг.
Ура! Работа сделана хорошо. Устройтесь поудобнее, расслабьтесь и наслаждайтесь своей новой мебелью.
Удачи и получайте удовольствие от вашего проекта бочки с виски!
Посмотреть видеоруководство по проекту: __________________________________________Пит в настоящее время живет и играет в Бозмане, Монтана.В дополнение ко всем его хобби в гараже, он любит кататься на лыжах, каяках, бегать, летать на самолетах и тусоваться с друзьями и семьей. Он управляет сайтом diypete.com и недавно запустил подкаст, чтобы помочь людям овладеть новыми навыками и лучше выразить свое творчество. Проверьте это!
3 способа получения ресивера на 80% ниже
К настоящему времени вы уловили тот факт, что использование ствольной коробки на 80% ниже для сборки вашего нового AR-15 или другой винтовки или пистолета, вероятно, является лучшим подходом: вы пропускаете проверку биографических данных и сборы NICS, сборы за передачу и специальные налоги, и вы избегаете фирменных премиальных цен.Но как вы на самом деле завершите свое снижение на 80%? Мы рассмотрим четыре способа вырезания и сверления приемника, чтобы сделать самодельный AR-15 без снятия изоляции ниже:
В любом случае вам понадобится приспособление
Если у вас нет доступа к промышленному станку с ЧПУ с точным Чертежи САПР и измерения приемника AR-15, вам нужно будет придерживаться 80% приспособления. Приспособления, как правило, классифицируются по инструментам, которые есть в вашем распоряжении для выполнения нижних работ: сверлильный станок или фрезерный станок, или ручной маршрутизатор.давайте рассмотрим все три.
Не знаете, что такое зажимное приспособление на 80% ниже? Сначала прочтите наше вводное руководство.
Вариант 1: Использование сверлильного станка
Сверлильный станок обеспечивает стабильную фиксированную платформу для обработки, позволяющую завершить приемник с опусканием на 80%. Используя сверлильный станок в тандеме с концевой фрезой с центральным вырезом (которая входит в комплект 80% зажимного приспособления, которое вы купите для своей нижней части), вы можете заполнить большую часть полости управления огнем, используя предоставленные сверла и пилотное отверстие шаблона с последующим выполнением вертикальных врезных пропилов с помощью концевой фрезы для сглаживания дна ствольной коробки.С помощью соответствующего патрона на вашем прессе можно выполнять очень легкие фрезерные проходы, чтобы также сгладить алюминиевую поверхность на внутренних стенках ствольной коробки.
Pros
- Использовать сверлильный станок очень просто: вы просто устанавливаете необходимую глубину бурения и погружаете долото в приемник, когда приспособление направляет вас. Выполните необходимые пилотные отверстия и завершите оставшуюся часть полости концевой фрезой.
- Сверлильный станок стабилен: если у вас нет опыта обработки металла или работы с электроинструментом, сверлильный станок легко освоить.Он стабилен и прост в управлении, позволяя вам работать медленно и укреплять уверенность в себе.
- Это также доступно: по сравнению с фрезерным станком или фрезой сверлильный станок является доступным и универсальным станком. Приличный пресс может быть дешевле 250 долларов, который обеспечивает достаточный крутящий момент и точность для таких основных работ.
Минусы
- Использование пресса – самый медленный выбор: фрезы и фрезы могут разрезать большую часть основной полости приемника сбоку. То есть выполнение проходов поперечной резки для сбривания алюминия в приемнике происходит быстрее, чем выполнение основной части работы с использованием сверл и врезных пропилов.
Вариант 2: Используйте мини-фрезерный станок
Мини-фрезерный станок, такой как Sieg X2, показанный выше, бесспорно, является лучшим способом завершить приемник на 80% ниже: он сочетает в себе стабильность и контроль сверлильного станка по правде говоря, гораздо больше контроля – с большей мощностью резки, чем у портативного маршрутизатора. Благодаря точной регулировке глубины и поперечного смещения мини-фрезерный станок может эффективно прорезать полость управления огнем в нижней части тела, обеспечивая чистые результаты с помощью всего лишь одного пилотного отверстия, просверленного в качестве исходного положения.
Плюсы
- Фреза – самая эффективная и самая быстрая: она обеспечивает высочайший уровень точности резки и мощности, необходимой для обработки ствольной коробки огнестрельного оружия, такой как у AR-15. С фрезой можно собрать ресивер за 15 минут.
- Это также самый безопасный выбор: фреза – это невероятно тяжелая и устойчивая платформа для обработки с конструкцией патрона для инструмента, позволяющей воспринимать большие поперечные силы без риска повреждения станка или самого долота.
- Это самый точный: ручки настройки фрезы для вертикальных и боковых перемещений часто имеют точность до 0.0001 “, что обеспечивает невероятно чистую резку без повреждения 80% приспособления или износа ваших долот.
Минусы
- Фреза – самый дорогой выбор: самый доступный мини-фрезерный станок, такой как Sieg X2, будет стоить между 550 и 750 долларов, более дорогие устройства приближаются к 1000–1500 долларов.
Вариант 3: использование маршрутизатора
Маршрутизатор является основным конкурентом сверлильного станка и маршрутов фрезерования. Вместо использования фиксированной платформы и перемещения приспособления и приемника Чтобы вырезать основную полость, фрезеру необходимо закрепить зажимное приспособление и нижнюю часть в тисках, в то время как фрезерный станок перемещается в боковом направлении, разрезая полость.Это дает результаты, аналогичные фрезерному станку, хотя и с меньшей точностью и стабильностью.
Pros
- Быстрее сверлильного станка: использование сверлильного станка займет от 1 до 2 часов времени для завершения вашего приемника, в то время как маршрутизатор может выполнить работу примерно за 30 минут до 1 часа.
- Дешевле, чем фрезерный станок: фрезерный станок более доступен, чем стационарный фрезерный станок, с затратами, сопоставимыми со сверлильным станком.
- Обеспечивает чистые резы: хотя и не так точен, как фреза или сверлильный станок, фрезерный станок при использовании в тандеме с соответствующим приспособлением обеспечивает чистые резы и гладкую поверхность с относительной легкостью.
Минусы
- Может быть менее безопасным: поскольку маршрутизатор является портативным, вы, строитель, должны убедиться, что инструменты остаются стабильными и не вызывают повреждений маршрутизатора, битов или, что еще хуже, вас самих.
- Закрывает рабочую область. Пластина адаптера маршрутизатора будет закрывать рабочую зону, пока вы режете приемник, поэтому вы должны убедиться, что ваши измерения верны, и вы должны полагаться на приспособление, чтобы маршрутизатор резал только там, где он должен был.
- Может быть избыточным: даже если вы будете использовать маршрутизатор для резки приемника, вам все равно понадобится сверлильный станок, чтобы правильно просверлить отверстия для штифтов в стенках приемника для вашего комплекта деталей.Это можно рассматривать как избыточный метод обработки, поскольку вы можете укомплектовать весь ресивер только с помощью сверлильного станка.
Краткое изложение
- Сверлильный станок – это самый доступный метод для выполнения работ с опусканием на 80%.
- Фрезерный станок – самый эффективный и точный метод резки и сверления.
- Фрезерный станок – доступная альтернатива фрезерному станку, но сверлильный станок вам все равно понадобится.
Информационный центр изготовителя ножей своими руками: выкройки для ножей
Посмотрев в Интернете в поисках достойных отправных точек для изготовления ножей, я обнаружил отсутствие бесплатных печатных выкроек ножей, шаблонов или любых профилей ножей в PDF или другом подходящем формате и получил неоднозначные результаты.Стремясь внести свой вклад в сообщество производителей ножей в целом, я хотел бы поделиться некоторыми профилями, которые я сделал. Их нельзя считать точными, это скорее отправная точка для вашего проекта ножей. Не стесняйтесь добавлять свои собственные вариации, сжимать, растягивать, рисовать карандашом по кривым и т. Д. Вы можете перенести их на дерево, поликарбонат или сталь, чтобы создать узор. Я стараюсь делать их разных размеров, чтобы они подходили к вашему стальному куску.
————————————————- ———————-
Эти
БЕСПЛАТНЫ для использования.Бесплатно, как в пиве. Если вы их используете, я буду признателен, если
вы прислали мне записку или фотографию готового ножа; это было бы
классно!
————————————————- ———————–
Примечание. Перед печатью сохраните PDF-файл или откройте его в Acrobat. Печать прямо из предварительного просмотра вашего браузера, так как это может искажать габариты.
Сейчас доступно более 75 загрузок в формате PDF! Спасибо за все ваши комментарии и предложения!
Другие профили на:
Образцы ножей II
Образцы ножей III
Образцы ножей IV
Образцы ножей V и образцы ножей VI стр.
Пожалуйста,
Реклама: Вы хотите построить ленточный шлифовальный станок 2 x 72 дюйма для изготовления ножей?
Магазин на eBay Oregon Blade Maker
Dh28 – Точка выдачи
BC4 Нож Bushcraft
Поварские ножи
DP16 – точка подачи
CP2 – точка зажима с рукояткой для большого пальца
BK2 – точка подачи
Dh25 – Drop Point Hunter
Dh24 – Drop Point Hunter
Dh23 – Drop Point Hunter
Dh22 – Drop Point Hunter
Dh21 – Drop Point Hunter
Dh20 – Drop Point Hunter
DH9 – Охотник за точкой выдачи
DH8 – Охотничий нож
DH7 – Охотничий нож
DH6 – Охотничий нож
CP1 – Clip Point
Примерно на основе дизайна Пола Биба.
DH5 – Охотник за точкой выдачи
BC3 – Нож Bushcraft
Dh2 – Drop-Point Hunter
Это дизайн, основанный на красивой модели H-10 Шайлер Лавстранд.
Dh3 – Охотник
Это небольшая вариация на тему Охотника.
Шаблон LZ1
Это примерно основано на дизайне “Ящерицы” Марцина Боны.
BRA1 – Складной нож
Dh4 – Охотник за точкой выдачи
С отверстием для шнурка в хвостовике.Сродни «лисе».
MIL1 – Военный / полицейский нож
Стиль аналогичен серии ESEE MIL.
TCK1 – Тактический стиль
С наконечником в стиле западного танто.
Больше профилей на:
Образцы ножей II
Образцы ножей III
Образцы ножей IV
Образцы ножей V и образцы ножей VI стр.
КАК СДЕЛАТЬ ШАБЛОН
Как правило, я всегда делаю какой-нибудь узор при создании профиля в первый раз. Вот как я это делаю.Распечатайте профиль и выберите размер, подходящий для вашего инвентаря. В этом примере я выбрал 8-дюймовую версию. После печати просто ударьте линейкой и определите, какая из них лучше. Помните, что линия вашего маркера будет иметь некоторую толщину, поэтому выбор размера, который немного меньше, чем у вашей бумаги, лучше, чем тот, который немного больше, чем у вас на складе.
Используя обычные ножницы, я вырезаю бумагу, чтобы придать ей форму и нарисовать здесь любые творческие изгибы.
Отрежьте кусок фанеры, скажем, на 1/8 дюйма или 1/4 дюйма, который будет соответствовать вашему вырезу из бумаги.
Приклейте бумагу к фанере с помощью любого клея ПВА, столярного клея / белого школьного клея и т. Д.
После высыхания приступайте к вырезанию копировальной пилой, ленточной пилой, спиральной пилой – любыми средствами, которые у вас есть.
У меня есть небольшая ленточная пила, которая отлично подходит для этого. Обязательно сделайте вырез за пределами линии, так как мы собираемся отшлифовать его до почти идеальной формы.
После резки отшлифуйте до линии (или там, где вы хотите, чтобы форма была). Я использую зернистость 80, чтобы получить основную форму. Иногда круглый напильник хорошо работает на узких внутренних изгибах.
Просверлите отверстия для штифтов / отверстий для шнурков. Я использую для этого небольшую насадку 1/8 дюйма, поскольку отверстия предназначены только для маркировки и не обязательно должны соответствовать размеру штифтов.
Я храню несколько версий одного и того же дизайна для хихиканья. Прикрепите узор к стали и отметьте форму ручкой для рисования или перманентным маркером. По возможности наносите узор таким образом, чтобы сократить объем резки. В этом случае я кладу шаблон рядом с верхним краем. Поместить его посередине означало бы вырезать и верх, и низ.Это может потребовать много дополнительной работы в зависимости от толщины приклада.
Вот фотография ножа Марка, сделанного из DH9. Отличная работа для первого ножа! Спасибо за картинку, Марк.