Вольфрамовые электроды для аргонодуговой сварки. По цветам
Екатерина
Время чтения: 5 минут
Вольфрамовые электроды широко применяются при сварке самых разнообразных металлов. Они изготавливаются из вольфрама — тугоплавкого материала, обеспечивающего стабильное горение дуги. Вольфрамовые электроды относятся к классу неплавящихся, поскольку они плавятся при крайне высоких температурах. При обычных условиях сварки такие температуры практически не используются. Поэтому расход у вольфрамовых электродов крайне невелик.
Все электроды для сварки имеют свою маркировку. На каких-то она указана в виде буквенных или числовых отметок. А в случае с вольфрамовыми стержнями марка указывается с помощью цвета. Конец электрода окрашивается в тот или иной цвет, в котором зашифрована марка. В этой статье мы подробно расскажем, что скрывается за каждым из цветов и как читать буквенные обозначения.
Содержание статьи
- Общая информация
- Маркировка по цветам
- Буквенные обозначения
- Вместо заключения
Общая информация
Классификация вольфрамовых электродов по цветовому индикатору принята в большинстве стран мира. Она позволяет гораздо быстрее и проще подбирать нужный тип электрода для конкретных сварочных работ, чем при отсутствии индикации. Далее мы подробно расскажем, как читать вольфрамовые электроды для аргонодуговой сварки по цветам.
Она позволяет гораздо быстрее и проще подбирать нужный тип электрода для конкретных сварочных работ, чем при отсутствии индикации. Далее мы подробно расскажем, как читать вольфрамовые электроды для аргонодуговой сварки по цветам.
Маркировка по цветам
Итак, мы теперь знаем, что такое цветовая индикация и зачем она нужна. Теперь пора узнать, что обозначает каждый цвет по отдельности. Но сначала разберемся, какая именно информация таится за цветовой индикацией.
За каждым цветом зашифрован размер сварочного стержня, его химический состав и основные характеристики. Если вы запомните всю информацию, зашифрованную в цветах, то сможете за секунды определять, какой электрод вам необходим.
Ниже таблица с кратким перечнем цветов. Из нее вы узнаете, что значат электроды зеленого цвета, синие электроды, красные и т.д.
В таблице видно, что у каждого цвета есть буквенная и числовая расшифровка. Вне зависимости от цвета маркировка всегда начинается с буквы W. Следующая буква обозначает, какой еще металл есть в составе, помимо вольфрама. Цифры, следующие за буквами, обозначают, сколько процентов примесей есть в составе электрода. При этом следует двухзначные числа воспринимать как однозначные. Например, 15 обозначает 1,5% примесей помимо вольфрама.
Цифры, следующие за буквами, обозначают, сколько процентов примесей есть в составе электрода. При этом следует двухзначные числа воспринимать как однозначные. Например, 15 обозначает 1,5% примесей помимо вольфрама.
А теперь давайте более подробно разберем, что значит каждая буква.
Буквенные обозначенияЦветовая маркировка вольфрамовых электродов не обходится без правильной расшифровки. Недостаточно просто запомнить цвет. Важно понимать, какая марка кроется за цветовой индикацией.
Итак, буквы WP в марке обозначают, что электрод состоит из чистого вольфрама и не содержит примесей. По факту примеси все же могут быть, но их количество не превышает 0.5%. Такие электроды используются крайне редко. Поскольку чистый вольфрам обладает довольно специфичными свойствами и часто нуждается в разбавлении своего состава иными металлами.
Далее идут буквы, обозначающие металлы, подмешанные к вольфраму.
Буква С обозначает, что в составе есть примеси церия. Такие электроды используются чаще всего и обозначаются серым цветом. Ими можно варить с применением разного сварочного оборудования.
Такие электроды используются чаще всего и обозначаются серым цветом. Ими можно варить с применением разного сварочного оборудования.
Буквой Т обозначается наличие диоксида тория в составе. Для маркировки данного типа электродов применяется красный цвет. Электроды WT так же часто используются. Их применяют для сварки цветных металлов и различных сталей, в том числе нержавеющих. Но не зря эти электроды обозначаются ярко-красным цветом, чтобы привлечь ваше внимание. Ведь диоксид тория в их составе обладает выраженными радиоактивными свойствами. Так что соблюдайте технику безопасности при работе с WT.
Буквой Z обозначают наличие циркония в составе электрода. Электроды маркируются белым цветом. Стержни WZ используются преимущественно для сварки меди или алюминия. Данные металлы довольно трудно варить, то электроды WZ упрощают эту задачу. При их использовании отмечается очень стабильное горение дуги.
Читайте также: Все, что вы хотели знать о вольфрамовых электродах
Буква Y обозначает, что в составе присутствует иттрий. Для маркировки используется темно-синий цвет. Это узкоспециализированные электроды. Они предназначены для сварки сложных металлоконструкций, которые должны выдерживать высокие нагрузки. Подходят для работы с медью, титаном и некоторыми типами стали.
И последнее обозначение — буква L. Означает, что в составе есть лантан. Такие электроды могут маркироваться любым другим цветом, отличным от описанных выше. Чаще всего используется синий или золотистый оттенок. Можно варить как на переменном, так и на постоянном токе. Такие электроды устойчивы к высокотемпературной сварке и могут применяться во многих сварочных работах.
Это все, что вам нужно знать о маркировке вольфрамовых электродов. Информации немного, поэтому просто выучите ее и постарайтесь применить на практике. Так вы быстрее запомните, для каких работ применяется тот или иной цвет.
Так вы быстрее запомните, для каких работ применяется тот или иной цвет.
Вместо заключения
Электроды для сварки из вольфрама принято маркировать цветом для удобства сварщика. Ведь внешне вольфрамовые стержни никак не отличаются между собой. На них нет никаких надписей или отметок. Поэтому цветовая маркировка является наиболее удачной и удобной в данном случае.
Похожие публикации
Маркировка вольфрамовых электродов по цветам и составу
Маркировка вольфрамовых электродов по цветам и составу
Сварка вольфрамовым электродом применима для очень широкого диапазона толщин металла (0,1—60 мм), сварку металла больших толщин выполняют в несколько слоев. По международному стандарту EN 26848 вольфрамовые электроды должны иметь короткое буквенно-цифровое обозначение и цветовую пометку. Буквенная часть маркировки говорит о составе электрода. |
 Первой буквой является W вольфрам. Вторая буква означает оксид элемента, входящего в состав электрода.
Первой буквой является W вольфрам. Вторая буква означает оксид элемента, входящего в состав электрода.Обозначения основных легирующих оксидов
- C (Ce церий) – оксид церия;
- Z (Zr цирконий) – оксид циркония;
- L (La лантан) – оксид лантана;
- T (Th торий) – оксид тория;
- P (иногда не указывается) – чистый вольфрам без добавок.
Число, следующее за буквенным обозначением, показывает каков процент добавки в составе электрода в десятых долях процента. Например, 20 означает, что в составе электрода содержится около 2% легирующего оксида.
Что касается цветовых отметок, то они соответствуют определенным маркам следующим образом:
- зеленый WP (чистый вольфрам)
- серый WC 20 (с оксидом церия 2%)
- черный WL 10 (с оксидом лантана 1%)
- золотой WL 15 (с оксидом лантана 1,5%)
- синий WL 20 (с оксидом лантана 2%)
- белый WZ 8 (с оксидом циркония 0,8%)
- желтый WT 10 (с оксидом тория 1%)
- красный WT 20 (с оксидом тория 2%)
- фиолетовый WT 30 (с оксидом тория 3%)
- оранжевый WT 40 (с оксидом тория 4%)
Следует отметить, что использование марок WT30 и WT40 не рекомендуется, т. к. торий является радиоактивным элементом и его повышенное содержание в составе электрода может нанести вред здоровью и окружающей среде.
к. торий является радиоактивным элементом и его повышенное содержание в составе электрода может нанести вред здоровью и окружающей среде.
Теперь перейдем к использованию неплавящихся электродов и их сравнительным характеристикам:
Тип WP, или W (зеленый)
Применяется для аргонодуговой сварки переменным током алюминия, алюминиевой бронзы, магния, никеля и их сплавов. Сравнительные характеристики: Зажигаемость очень плохо Срок службы плохо Нагружаемость током плохо Безопасность для здоровья отлично
Тип WС 20 (серый)
Применяется для аргонодуговой сварки постоянным током прямой полярности нержавеющих и др. высоколегированных сталей, высокосплавляющихся металлов (молибден и т.п.), медь, бронза, никель, титан и их сплавов.
Сравнительные характеристики:
- Зажигаемость – очень хорошо
- Срок службы – очень хорошо
- Нагружаемость током – очень хорошо
- Безопасность для здоровья – отлично
Тип WL (черный)
Применяется для плазменной сварки/напыления переменным током и постоянным током прямой полярности деталей малой толщины, высолегированных сталей.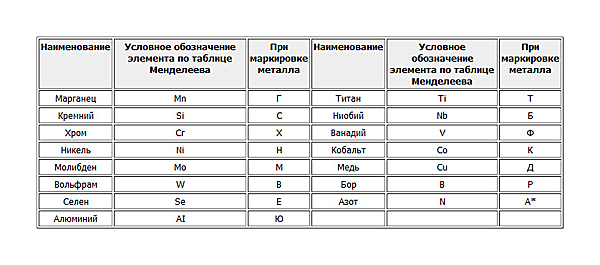
Сравнительные характеристики:
- Зажигаемость – удовлетворительно
- Срок службы – очень хорошо
- Нагружаемость током – хорошо
- Безопасность для здоровья – отлично
Тип WZ 8 (белый)
Применяется для аргонодуговой сварки переменным током алюминия, алюминиевой бронзы, магния, никеля и их сплавов.
Сравнительные характеристики:
- Зажигаемость – удовлетворительно
- Срок службы – хорошо
- Нагружаемость током – хорошо
- Безопасность для здоровья – отлично
Тип WT 20 (красный)
Применяется для аргонодуговой сварки постоянным током прямой полярности нержавеющих и др. высоколегированных сталей, высокосплавляющихся металлов (молибден и т.п.), медь, бронза, никель, титан и их сплавов.
Сравнительные характеристики:
- Зажигаемость – очень хорошо
- Срок службы – хорошо
- Нагружаемость током – очень хорошо
- Безопасность для здоровья – удовлетворительно
Руководство по вольфрамовым электродам
Выбор одного из шести широко доступных вольфрамовых электродов является важным первым шагом в успешной сварке вольфрамовым электродом в среде защитного газа (GTAW).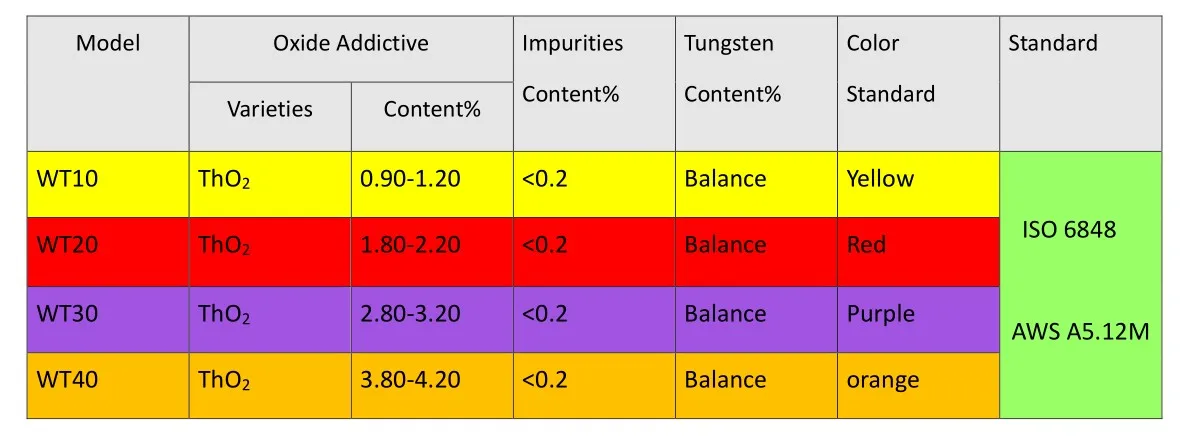 Кроме того, подготовка наконечника имеет решающее значение. Выбор электродов: чистый вольфрам, 2% тория, 2% церия, 1,5% лантана, циркония и редкоземельные элементы. Концевые заготовки закруглены, заострены и усечены.
Кроме того, подготовка наконечника имеет решающее значение. Выбор электродов: чистый вольфрам, 2% тория, 2% церия, 1,5% лантана, циркония и редкоземельные элементы. Концевые заготовки закруглены, заострены и усечены.
Примечание редактора: Чтобы прочитать обновленную информацию о рекомендациях по использованию вольфрамовых электродов, щелкните здесь.
Вольфрам — это редкий металлический элемент, используемый для производства электродов для дуговой вольфрамовой сварки (GTAW). Процесс GTAW основан на твердости вольфрама и стойкости к высоким температурам для передачи сварочного тока на дугу. Вольфрам имеет самую высокую температуру плавления среди всех металлов, 3410 градусов по Цельсию.
Эти неплавящиеся электроды бывают различных размеров и длин и состоят либо из чистого вольфрама, либо из сплава вольфрама и других редкоземельных элементов и оксидов. Выбор электрода для GTAW зависит от типа и толщины основного материала, а также от того, свариваете ли вы переменным током (AC) или постоянным током (DC). Какую из трех концевых заготовок вы выберете, скругленную, заостренную или усеченную, также имеет решающее значение для оптимизации результатов и предотвращения загрязнения и переделок.
Какую из трех концевых заготовок вы выберете, скругленную, заостренную или усеченную, также имеет решающее значение для оптимизации результатов и предотвращения загрязнения и переделок.
Каждый электрод имеет цветовую маркировку, чтобы исключить путаницу с его типом. Цвет появляется на кончике электрода.
Чистый вольфрам (Цветовой код: зеленый)
Электроды из чистого вольфрама (классификация AWS EWP) содержат 99,50% вольфрама, имеют самый высокий расход вольфрама среди всех электродов и, как правило, дешевле, чем их легированные аналоги.
Эти электроды образуют чистый закругленный наконечник при нагревании и обеспечивают высокую стабильность дуги при сварке на переменном токе со сбалансированной волной. Чистый вольфрам также обеспечивает хорошую стабильность дуги при синусоидальной сварке переменным током, особенно при сварке алюминия и магния. Он обычно не используется для сварки постоянным током, потому что он не обеспечивает сильного зажигания дуги, характерного для электродов с торием или церием.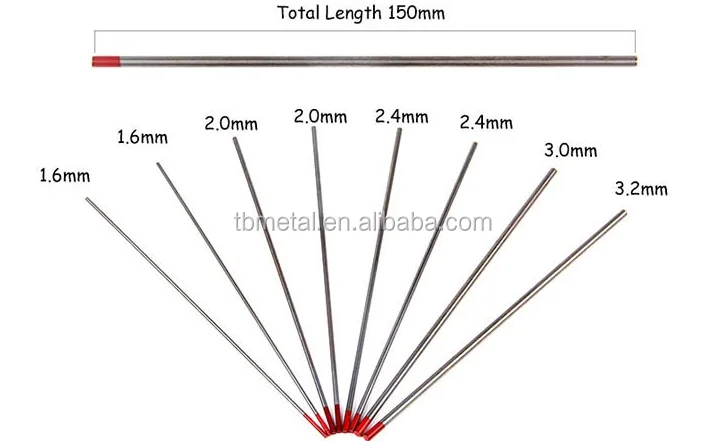
Торированные электроды (цветовой код: красный)
Торированные вольфрамовые электроды (классификация AWS EWTh-2) содержат не менее 97,30% вольфрама и от 1,70 до 2,20% тория и называются 2-процентными торированными электродами. Сегодня они являются наиболее часто используемыми электродами и предпочтительны из-за их долговечности и простоты использования. Торий повышает качество эмиссии электронов электрода, что улучшает запуск дуги и обеспечивает более высокую пропускную способность по току. Этот электрод работает намного ниже своей температуры плавления, что приводит к значительно более низкой скорости потребления и устраняет блуждание дуги для большей стабильности. По сравнению с другими электродами торированные электроды откладывают меньше вольфрама в сварочную ванну, поэтому они вызывают меньшее загрязнение сварного шва.
Эти электроды используются в основном для специальной сварки переменным током (например, тонколистового алюминия и материала менее 0,060 дюйма) и сварки постоянным током с отрицательной или прямой полярностью углеродистой стали, нержавеющей стали, никеля и титана.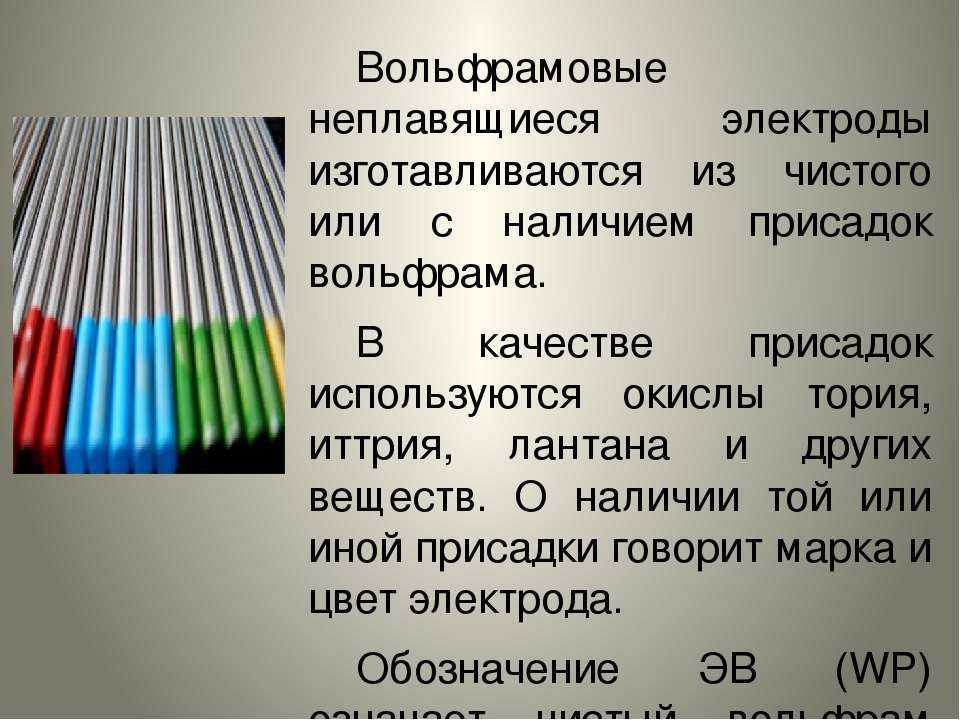
В процессе производства торий равномерно распределяется по всему электроду, что помогает вольфраму сохранять заточенную кромку — идеальную форму электрода для сварки тонкой стали — после шлифовки. Примечание. Торий радиоактивен; поэтому вы всегда должны следовать предупреждениям, инструкциям и паспорту безопасности материала (MSDS) производителя при его использовании.
Вольфрамовые электроды с церием (цветовой код: оранжевый)
Вольфрамовые электроды с церием (классификация AWS EWCe-2) содержат не менее 97,30 % вольфрама и от 1,80 до 2,20 % церия и называются 2-процентным церием. Эти электроды лучше всего работают при сварке постоянным током при низком токе, но могут эффективно использоваться и в процессах переменного тока. Благодаря отличному началу дуги при малых токах цериевый вольфрам стал популярным в таких областях, как изготовление орбитальных труб и труб, обработка тонкого листового металла и работы, связанные с мелкими и хрупкими деталями. Как и торий, его лучше всего использовать для сварки углеродистой стали, нержавеющей стали, никелевых сплавов и титана, а в некоторых случаях он может заменить электроды с 2-процентным содержанием тория. Электрические характеристики цериевого вольфрама несколько отличаются от характеристик тория, но большинство сварщиков не замечают разницы.
Электрические характеристики цериевого вольфрама несколько отличаются от характеристик тория, но большинство сварщиков не замечают разницы.
Использование электродов с церием при более высоких токах не рекомендуется, потому что более высокие токи вызывают быструю миграцию оксидов к теплу на кончике, удаляя содержание оксидов и сводя на нет преимущества процесса.
Лантанированные (цветовой код: золото)
Лантанированные вольфрамовые электроды (классификация AWS EWLa-1.5) содержат не менее 97,80% вольфрама и от 1,30 до 1,70% лантана или лантана, и известны как 1,5% лантана. Эти электроды имеют отличный старт дуги, низкий
скорость выгорания, хорошая стабильность дуги и отличные характеристики повторного зажигания — многие из тех же преимуществ, что и электроды с церием. Лантанированные электроды также обладают такими же характеристиками проводимости, как и вольфрам с 2-процентным содержанием тория. В некоторых случаях 1,5% лантана можно заменить 2% тория без внесения существенных изменений в программу сварки.
Вольфрамовые электроды с лантановым покрытием идеально подходят, если вы хотите оптимизировать свои сварочные возможности. Они хорошо работают с отрицательным электродом переменного или постоянного тока с заостренным концом, или они могут быть свернуты для использования с источниками питания синусоидальной волны переменного тока. Лантанированный вольфрам хорошо сохраняет заточку, что является преимуществом при сварке стали и нержавеющей стали на постоянном или переменном токе от источников питания прямоугольной формы.
В отличие от торированного вольфрама, эти электроды подходят для сварки переменным током и, как и электроды с церием, позволяют зажигать и поддерживать дугу при более низких напряжениях. По сравнению с чистым вольфрамом добавление 1,5% лантана увеличивает максимальную допустимую нагрузку по току примерно на 50% для данного размера электрода.
Цирконированные (цветовой код: коричневый)
Цирконированные вольфрамовые электроды (классификация AWS EWZr-1) содержат не менее 99,10% вольфрама и от 0,15 до 0,40% циркония. Циркониевый вольфрамовый электрод обеспечивает чрезвычайно стабильную дугу и препятствует выплескиванию вольфрама. Он идеально подходит для сварки переменным током, поскольку сохраняет закругленный наконечник и обладает высокой устойчивостью к загрязнению. Его токонесущая способность равна или больше, чем у торированного вольфрама. Циркониевые сплавы ни при каких обстоятельствах не рекомендуются для сварки постоянным током.
Циркониевый вольфрамовый электрод обеспечивает чрезвычайно стабильную дугу и препятствует выплескиванию вольфрама. Он идеально подходит для сварки переменным током, поскольку сохраняет закругленный наконечник и обладает высокой устойчивостью к загрязнению. Его токонесущая способность равна или больше, чем у торированного вольфрама. Циркониевые сплавы ни при каких обстоятельствах не рекомендуются для сварки постоянным током.
Редкоземельные элементы (цветовой код: серый)
Вольфрамовые электроды из редкоземельных металлов (классификация AWS EWG) содержат неуказанные добавки оксидов редкоземельных элементов или гибридные комбинации различных оксидов, но производители должны указывать каждую добавку и ее процентное содержание на упаковке. упаковка. В зависимости от добавок желаемые результаты могут включать стабильную дугу как в процессах переменного, так и постоянного тока, большую долговечность, чем у торированного вольфрама, возможность использовать электрод меньшего диаметра для той же работы, использование более высокого тока для электрода аналогичного размера. , и меньше вольфрамового плевка.
, и меньше вольфрамового плевка.
Подготовка вольфрама — скругленная, заостренная или усеченная?
Следующим шагом после выбора типа электрода является выбор подготовки конца. Три варианта: сжатые, заостренные и усеченные.
| Рисунок 1 Типичные диапазоны тока для электронов с аргоновой защитой. |
Шаровидный наконечник обычно используется на электродах из чистого вольфрама и циркония и рекомендуется для использования с процессом переменного тока на машинах GTAW с синусоидальной и прямоугольной волной. Чтобы правильно скруглить конец вольфрама, просто подайте переменный ток, рекомендованный для данного диаметра электрода (см.0006 Рисунок 1 ), и на конце электрода образуется шарик. Диаметр закругленного конца не должен превышать диаметр электрода в 1,5 раза (например, электрод диаметром 1/8 дюйма должен образовывать конец диаметром 3/16 дюйма).
| Рисунок 2 Подготовка вольфрама для отрицательной сварки электродом на постоянном токе и на переменном токе с волнообразующими источниками питания. |
Заостренный и/или усеченный наконечник (для чистого вольфрама, церия, лантана и тория) следует использовать для инверторных сварочных процессов на переменном и постоянном токе. Для правильной шлифовки вольфрама используйте шлифовальный круг, специально предназначенный для шлифовки вольфрама (для предотвращения загрязнения), а также круг из боразона® или алмаза (для сопротивления твердости вольфрама). Примечание. Если вы измельчаете торированный вольфрам, убедитесь, что вы контролируете и собираете пыль; иметь адекватную систему вентиляции на шлифовальной станции; и следуйте предупреждениям, инструкциям и паспортам безопасности производителя.
Отшлифуйте вольфрам прямо на круге, а не под углом 90 градусов (см. Рисунок 2 ), чтобы следы заточки проходили по всей длине электрода. Это уменьшает наличие гребней на вольфраме, которые могут привести к блужданию дуги или плавлению в сварочной ванне, вызывая загрязнение.
Как правило, вам потребуется отшлифовать конус на вольфраме до расстояния, не превышающего диаметр электрода более чем в 2,5 раза (например, для электрода 1/8 дюйма отшлифуйте поверхность от 1/4 до 5/16). в. долго). Шлифовка вольфрама до конусности облегчает переход от зажигания дуги и создает более сфокусированную дугу для повышения производительности сварки.
При сварке на слабом токе тонкого материала (от 0,005 до 0,040 дюйма) вольфрам лучше всего заточить до острия. Заостренный наконечник позволяет сварочному току передаваться в виде сфокусированной дуги и помогает предотвратить деформацию тонких металлов, таких как алюминий. Не рекомендуется использовать заостренный вольфрам для приложений с более высоким током, поскольку более высокий ток может сдуть кончик вольфрама и вызвать загрязнение сварочной ванны.
Для сильноточных приложений лучше всего зашлифовать усеченный наконечник. Чтобы получить эту форму, сначала отшлифуйте вольфрам до конуса, как описано выше, затем отшлифуйте 0,010–0,030 дюйма. плоская земля на конце вольфрама. Эта плоская поверхность помогает предотвратить перенос вольфрама через дугу. Это также предотвращает образование шара.
Майк Сэммонс — менеджер по продажам и маркетингу Weldcraft, 2741 N. Roemer Road, Appleton, WI 54911, 920-882-6811, факс 920-882-6844, [email protected], www.weldcraft.com.
Используйте и идентифицируйте вольфрамовые электроды.
Our Publications
- The FABRICATOR
- The WELDER
- Subscribe
- E-newsletter
- Digital Edition
- Advertise
- Archive
- The Tube & Pipe Journal
- STAMPING Journal
- The Additive Report
- The Fabricator en Español
- Наши публикации
- The FABRICATOR
- Welder
- The Tube & Pipe Journal
- Журнал
- Аддитивный отчет
- СПАКАЖИТЕЛЬ EN ESPAñOL
- .
- Из STAMPING Journal
- От СВАРЩИКА
- Из The Tube & Pipe Journal
- From The Fabricator en Español
7 высокоэффективных программных продуктов
Соладурный лазер: блестящий калидат
Эволюция лазерного процесса в 3D 9
3D-печать помогает производителю ракет достичь целей вертикальной интеграции
Шесть тенденций в области аддитивного производства, которые следует учитывать
- Пол Кэмерон
- 22 апреля 2014 г.
 0111
0111 - Дуговая сварка
- Присоединиться к обсуждению
В: Не подскажете, как определить вольфрам после того, как стерлась краска?
Anonymous
A: Двумя наиболее распространенными процессами, в которых используется неплавящийся вольфрамовый электрод, являются газовая вольфрамовая сварка (GTAW) и плазменная дуговая сварка (PAW). Эти электроды бывают разных составов или сплавов, и каждый состав служит определенной цели:
- Электроды из чистого вольфрама (классификация AWS EWP) содержат 99,50% вольфрама. Они обеспечивают хорошую стабильность дуги при сварке на переменном токе алюминия и магния. Их цветовое обозначение – зеленый.
- 2-процентные торированные вольфрамовые электроды (классификация AWS EWTh-2) содержат от 1,70 до 2,20 процентов тория и являются наиболее часто используемым типом. В отличие от чистого вольфрама, они исключительно хорошо работают с электродами постоянного тока с отрицательной или прямой полярностью на углеродистых и нержавеющих сталях. Их цветовое обозначение – красный.
- Вольфрамовые электроды с 2-процентным содержанием церия (классификация AWS EWCe-2) содержат от 1,80 до 2,20 процента церия. Они лучше всего работают при сварке постоянным током при низком токе, но могут использоваться и в процессах переменного тока. Их цветовое обозначение оранжевое.
- Вольфрамовые электроды с содержанием лантана 1,5% (классификация AWS EWLa-1.5) содержат от 1,30 до 1,70% лантана или лантана. Они обладают многими из тех же преимуществ, что и электроды с церием, и очень похожи по характеристикам проводимости на вольфрам с 2-процентным содержанием тория. Их цветовое обозначение – золото. Цирконированные вольфрамовые электроды
- (классификация AWS EWZr-1) содержат от 0,15 до 0,40% циркония. Несмотря на то, что он идеально подходит для сварки на переменном токе, ни при каких обстоятельствах циркониевый сплав не рекомендуется для сварки на постоянном токе. Их цветовое обозначение – коричневый.
Все эти электроды, расположенные рядом, выглядят одинаково.
По этой причине для обозначения каждой из них была разработана система цветового кода. За исключением отправки их в лабораторию для анализа, который может быть дорогим, после того, как цветовое обозначение исчезнет, невозможно определить, какой тип вольфрама вы держите.Как сварщик TIG, которым я являюсь, я храню короткие вольфрамовые электроды без маркировки в старых армейских спичечных контейнерах. На каждом контейнере четко указан тип вольфрама внутри. Наряду с этим, я всегда разбираю свою горелку, когда заканчиваю работу, и храню вольфрам в предназначенном для этого контейнере.
Это работает для меня в моем гараже. Это не было бы хорошей практикой в среде производства или кода. После удаления маркировки вольфрам невозможно отследить, и вы просто потеряли контроль над процессом сварки.
Короче говоря (и уже немного поздно для этого), лучше всего заменить немаркированные электроды, а затем начать практику обеспечения прослеживаемости.
Об авторе
Пол Камерон
Braun Intertec
4210 Шоу 140,
Rochester, MN 55904
Электронная почта Paul Cameron
See By Paul Cameron
около публики
See By Paul Cameron
около публики 9012 3
.
Посмотреть цифровое издание
Подпишитесь на The WELDER
подпишитесь сейчас
WELDER , ранее известный как «Практическая сварка сегодня» , представляет собой витрину реальных людей, которые производят продукты, которые мы используем и с которыми работаем каждый день. Этот журнал хорошо служит сварщикам в Северной Америке уже более 20 лет.
начать бесплатную подписку
- Оставайтесь на связи из любого места
Удобный доступ к ценным отраслевым ресурсам теперь с полным доступом к цифровому выпуску ФАБРИКАТОР .
Удобный доступ к ценным отраслевым ресурсам благодаря полному доступу к цифровой версии СВАРОЧНЫЙ МАШИНОСТРОИТЕЛЬ .
 Решения для производства используют силу масштаба
Решения для производства используют силу масштаба 0111
0111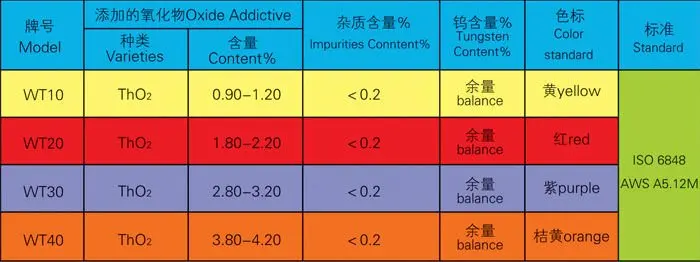 Их цветовое обозначение – красный.
Их цветовое обозначение – красный.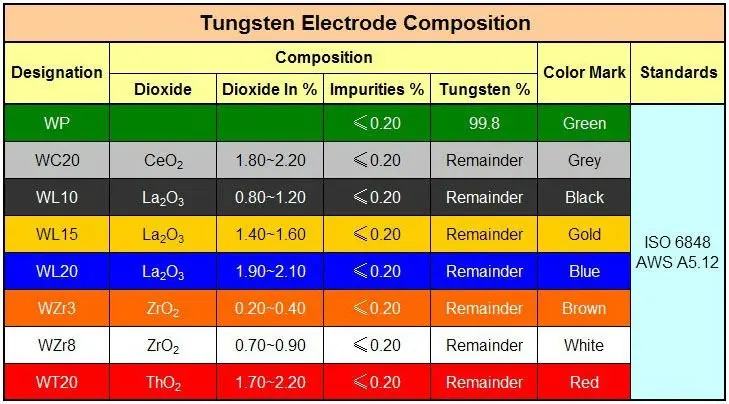 По этой причине для обозначения каждой из них была разработана система цветового кода. За исключением отправки их в лабораторию для анализа, который может быть дорогим, после того, как цветовое обозначение исчезнет, невозможно определить, какой тип вольфрама вы держите.
По этой причине для обозначения каждой из них была разработана система цветового кода. За исключением отправки их в лабораторию для анализа, который может быть дорогим, после того, как цветовое обозначение исчезнет, невозможно определить, какой тип вольфрама вы держите.
