Оборудование для вакуумного литья
KLM V 400 M
Литьевая вакуумная машина V 400 M является устройством начального уровня для работы по технологии вакуумного литья полиуретанов. Установка оптимально подходит для обучения, а также для производства небольших партий деталей. Габариты камеры составляют 400 х 460 x 700 мм.
Машина имеет ручную систему управления чашами для компонентов с помощью рычагов и аналоговое управление. Сам корпус изготовлен из прочной стали и покрыт порошковой краской.
Цена
по запросу
ПодробнееKLM V 400 A
Вакуумная литьевая машина KLM V 400 A представляет собой комплексное устройство, реализующее технологию вакуумного литья реактопластов. Идеально подходит для изготовления функциональных прототипов и небольших серий изделий. Габариты камеры составляют 400 х 460 x 700 мм.
Управление установкой осуществляется с помощью PLC-контроллера и панели оператора с цветным сенсорным HMI экраном 7”. Корпус изготовлен из стали и покрыт порошковой краской.
Для работы с особо вязкими материалами предусмотрена дополнительная аппаратная опция, которая обеспечивает функцию дифференциации давления в камере.
Цена
по запросу
ПодробнееKLM V 1000 A
Установка вакуумного литья V 1000 A от KLM представляет собой автоматизированное оборудование для вакуумного литья пластмасс с габаритами камеры 600 x 670 х 1000 мм, подходящее для изготовления прототипов и малых серий изделий среднего размера. Имеет автоматическое управление. Управление установкой осуществляется с помощью PLC-контроллера и панели оператора с цветным сенсорным HMI экраном 7”. Возможна запись параметров цикла и сохранение 20 программ заливки.
Цена
по запросу
ПодробнееKLM V 1500 A
Вакуумная литьевая машина V 1500 A от KLM представляет собой автоматизированное промышленное оборудование для вакуумного литья пластмасс с габаритами камеры 1000 x 800 х 1200 мм, подходящее для изготовления прототипов и мелкосерийного производства изделий крупного размера.
Цена
по запросу
ПодробнееKLM V 2000 A
Вакуумно-литьевая машина KLM V 2000 A – это автоматизированное промышленное оборудование для литья пластмасс в условиях вакуума с рабочей камерой 1500 x 900 х 1500 мм. Оптимально подходит для изготовления функциональных прототипов и изделий крупного размера, таких как, например, элементы интерьера автомобилей или корпусов габаритной медицинской техники.
Машина управляется при помощи PLC-контроллера и панели оператора с цветным сенсорным 7” экраном.
Цена
по запросу
ПодробнееKLM V 2000 XXL
Вакуумная литьевая машина V 2000 XXL – самая крупная машина в линейке моделей KLM, предназначенных для вакуумного литья реактопластов. Преимуществом этой установки является объемная камера, размер которой 2000 x 1000 х 1700 мм идеально подходит для изготовления крупногабаритных деталей и функциональных прототипов, например таких, как: интерьерные элементы автомобилей, корпуса медицинской техники или спортивного оборудования.
Машина управляется при помощи PLC-контроллера и панели оператора с цветным сенсорным 7” экраном.
Цена
по запросу
ПодробнееKLM V 2000 SCS
Автоматизированная литьевая вакуумная машина V 2000 SCS – уникальное оборудование, предназначенное для серийного производства изделий по технологии вакуумного литья полиуретанов с размером камеры 1500*900*500 мм .
Установка оснащена реакторами для предварительной подготовки (подогрев, вакуумирование) и хранения компонентов реактопласта. Компоненты всегда готовы к работе, что значительно сокращает цикл изготовления изделия. Машина управляется при помощи PLC-контроллера и операторской панели с сенсорным экраном 7”.
Цена
по запросу
ПодробнееHVC-M
Вакуумно-литьевая машина HVC-M (Wings Technology) представляет собой компактное устройство с размерами камеры 260 х 300 х 450 мм для применения на небольших производственных участках, в учебных центрах и лабораториях.
Цена
по запросу
ПодробнееHVC-0
Вакуумная литьевая установка HVC-0 от Wings Technology представляет собой оборудование, реализующее изготовление пластиковых изделий методом литья полиуретана в силиконовые формы с размерами камеры 500 x 550 х 830 мм. Предназначается для производства малых партий деталей в короткие сроки.
Предназначается для производства малых партий деталей в короткие сроки.
Цена
по запросу
ПодробнееHVC-1
Машина для вакуумного литья от Wings Technology HVC-1 представляет собой оборудование, реализующее производство пластмассовых изделий методом литья полиуретана в силиконовые формы с размером камеры 600 x 600 х 1000 мм. Предназначается для изготовления малых партий деталей в короткие сроки.
Цена
по запросу
ПодробнееHVC-2
Машина для литья полиуретана HVC-2 (Wings Technology) – это оборудование, которое применятся в производстве пластиковых изделий небольшими сериями по технологии вакуумного литья в силикон с размером камеры 1020 х 800 х 1160 мм.
Цена
по запросу
ПодробнееHVC-3
Промышленная установка для вакуумного литья двухкомпонентных полиуретанов HVC-3 представляет собой оборудование с размером камеры 1000 х 800 х 1490 мм, которое применяется в производстве пластиковых изделий малыми сериями.
Цена
по запросу
ПодробнееHVC-4
Машина для вакуумного литья двухкомпонентных полиуретанов HVC-4 – это промышленное оборудование с размером камеры 1200 х 800 х 1490 мм, которое применяется в мелкосерийном производстве пластиковых деталей методом литья в силиконовые формы в условиях вакуума.
Цена
по запросу
ПодробнееHVC-7
Литьевая вакуумная машина HVC-7 – это мощная промышленная установка с размером камеры 2400 х 1000 х 1100 мм, которая применяется для производства крупногабаритных изделий методом литья в силикон в условиях вакуума.
Цена
по запросу
ПодробнееCT Mini-M
Отечественная вакуумная литьевая машина с ручным управлением. Установка имеет весь необходимый функционал для изготовления мелких серий полиуретановых деталей. Габариты силиконовой формы: 460 х 460 x 390 мм. Машина отлично подходит для небольших производств, учебных заведений.
по запросу
ПодробнееCT Mini-MD
Отечественная вакуумная литьевая машина с ручным управлением и функцией дифференциального давления. Установка имеет весь необходимый функционал для изготовления мелких серий полиуретановых деталей. Габариты силиконовой формы: 460 х 460 x 390 мм. Машина отлично подходит для небольших производств, учебных заведений.
по запросу
ПодробнееCT Mini MDA
Вакуумная литьевая машина российского производства с функцией дифференциального давления и возможностью проведения цикла литья как в автоматическом так и в ручном режиме.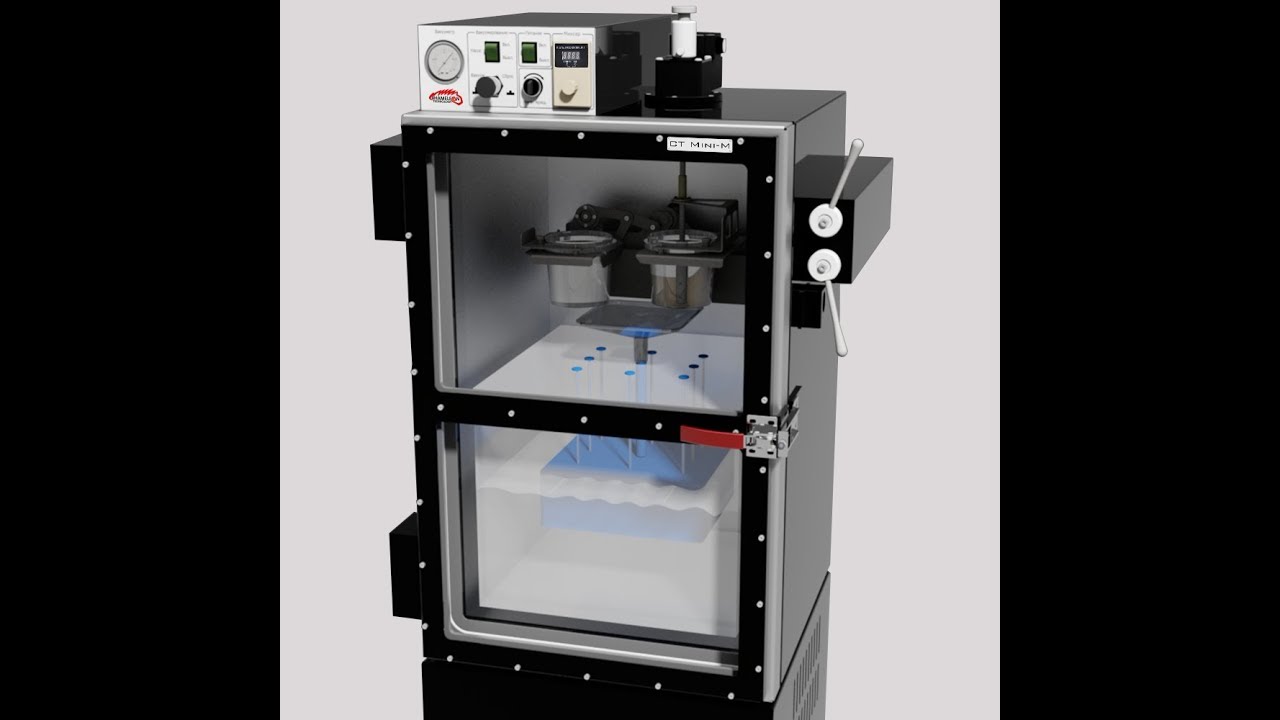 Установка позволяет работать с вязкими и наполненными полиуретанами. Габариты силиконовой формы: 460 х 460 x 390 мм. Машина отлично подходит для опытных участков и производств.
Установка позволяет работать с вязкими и наполненными полиуретанами. Габариты силиконовой формы: 460 х 460 x 390 мм. Машина отлично подходит для опытных участков и производств.
Вакуумный миксер WSS-40
Миксер вакуумный WSS-40 от Harvest Enterprise используется для дегазации и смешивания двухкомпонентных силиконовых систем перед изготовлением форм.
Цена
по запросу
ПодробнееТермошкаф HRCH-1
Термошкаф относится к вспомогательному оборудованию для термической обработки деталей из полиуретана. В шкаф помещается залитая в форму смесь компонентов, которая полимеризуется при постоянной температуре.
Цена
по запросу
ПодробнееТермошкаф HRCH-2
Термошкаф является вспомогательным оборудованием для термической обработки заготовок в технологическом процессе вакуумного литья полиуретанов.
Цена
по запросу
ПодробнееМашина для дозирования силикона – KLM S200 SD
Дозирующая машина KLM S200 SD выполняет задачу точного смешивания и дозирования двухкомпонентных силиконов. Установка ориентирована для применения вместе с оборудованием для вакуумного литья полиуретанов. Даная машина позволяет быстро и эффективно создавать силиконовые формы и детали из силикона с минимальными экономическими затратами.
Установка ориентирована для применения вместе с оборудованием для вакуумного литья полиуретанов. Даная машина позволяет быстро и эффективно создавать силиконовые формы и детали из силикона с минимальными экономическими затратами.
Цена
по запросу
ПодробнееВакуумная литейная машина “KAYA CAST” 2L
В избранное
Категории: Литьевое оборудование
- Обзор
- Характеристики
Комплектация:
– литьевая машина;
– вибростол 270х270 мм;
– вакуумный насос 2 л/сек;
– колпак 270х200 мм;
– стакан под опоку встроенный 130х180 мм;
– кольца переходные для опок диаметром 80 и 100 мм;
– прокладки силиконовые: 175х140 мм, 140х115 мм, 115х90 мм, сплошная 175 мм;
– опока с башмаком 85х100 мм;
– щипцы для опок
С этим товаром также покупают
Лезвие для резки резиновых форм прямые №11
20 ₽
0
02-101 Щетка крацовочная стальная на держателе Ø22 мм.

40 ₽
0
Глина уплотнительная для опок, в банке (300 г)
140 ₽
0
Меха деревянные
1 490 ₽
0
30140 Восковка кольцо
Вес: 8. 14 г.
14 г.Камни:
90 ₽
0
30125 Восковка кольцо
Вес: 7.7 г.Камни: -
90 ₽
0
71160 Восковка браслет
Вес в воске: 1,33 г.
Камни: -
200 ₽
0
50020 Восковка замок
Вес в воске: 0,03 г.Размер: 10х4 мм.
40 ₽
0
50030 Восковка замок
Вес в воске: 0,05 г.
Размер: 11,5х4,2 мм.
40 ₽
0
50040 Восковка замок
Вес в воске: 0,06 г.Размер: 13,6х5 мм.
40 ₽
0
50050 Восковка замок
Вес в воске: 0,12 г.
Размер: 15х6 мм.
40 ₽
0
50060 Восковка замок
Вес в воске: 0,07 г.Размер: 12,5х7 мм.
40 ₽
0
Оборудование для литья ювелирных изделий | Напольная модель
Главная > Продукция > Машины и оборудование для литья > Оборудование и машины для литья ювелирных изделий с напольными моделями
Отображать: 164880112Все
Сортировать по: Рекомендуемые товарыИмяЦена (от низшей к высокой)Цена (от увеличившейся к меньшей)Артикул
Комбинированная машина для литья и вакуумной заливки
Модель № CCV-85
$0.00Больше информации
Доступный
 org/Product”>
org/Product”>Центробежная машина для литья напольных моделей
Модель № 48
$0.00Больше информации
Доступный org/Product”>
org/Product”>Мини-комбинированная машина для литья и вакуумной заливки
Модель № CCVM-99
$0.00Больше информации
ДоступныйВакуумная литейная машина Super Vac
Модель № VCM-81
$0.00Больше информации
Доступный
 org/Product”>
org/Product”>Вакуумная инвестиционная машина
Модель № ВИМ-83
$0.00Больше информации
ДоступныйЦентробежное и вакуумное литье для ювелирных изделий: пошаговое руководство
“Черепа!”, восковые модели Джессы и Марка Андерсона лицензированы согласно CC By 2.0Зачем пробовать восковое литье?
Восковое литье — техника, используемая художниками для создания больших и малых скульптур. Восковая модель объекта используется для создания формы. Затем в форму можно залить расплавленный металл, чтобы создать скульптуру. Этот метод использовался в течение тысяч лет в культурах по всему миру. Ближе к нам во времени, дантисты в 1940-е годы использовали эту технику для создания предметов для стоматологических работ. Потребность ювелиров в создании небольших оправ для ювелирных изделий побудила многих адаптировать методы литья воска из стоматологии для изготовления ювелирных изделий.
Этот метод использовался в течение тысяч лет в культурах по всему миру. Ближе к нам во времени, дантисты в 1940-е годы использовали эту технику для создания предметов для стоматологических работ. Потребность ювелиров в создании небольших оправ для ювелирных изделий побудила многих адаптировать методы литья воска из стоматологии для изготовления ювелирных изделий.
Ювелиры могут счесть восковое литье очень полезным по ряду причин. С помощью этого метода легче создавать индивидуальные настройки и оправы для камней произвольной формы, а также защитные конструкции для мягких видов драгоценных камней, таких как диоптаз и опал. (Опции — это хорошо. Обматывание проволоки вокруг камней может через некоторое время утомить). Ювелиры также могут создавать резиновые формы оригинальных изделий и использовать их для изготовления восковых моделей для копий.
Пожалуй, самое лучшее в литье из воска — это то, что оно помогает раскрыть творческий потенциал ювелира. Воску можно придать практически любую вообразимую форму. Также легко экспериментировать с различными текстурами и украшениями. Если ювелиры не получают желаемых результатов, достаточно немного тепла, и они возвращаются к совершенно новой рабочей поверхности. Наличие возможности отливать пользовательские настройки воском также означает, что ювелиры не привязаны к использованию купленных форм для установления цен.
Также легко экспериментировать с различными текстурами и украшениями. Если ювелиры не получают желаемых результатов, достаточно немного тепла, и они возвращаются к совершенно новой рабочей поверхности. Наличие возможности отливать пользовательские настройки воском также означает, что ювелиры не привязаны к использованию купленных форм для установления цен.
Существует множество методов литья воска. При литье в песчаные формы в качестве материала формы используется песок. Литье туфа включает вырезание формы из туфа, мелкозернистого вулканического пепла. Литье из каракатицы включает в себя вырезание формы или вдавливание модели в кость из каракатицы. Заливка водой — интересный способ создания объектов произвольной формы. Расплавленный металл медленно выливается в воду и охлаждается, принимая необычные случайные формы, которые можно использовать для изготовления форм. Паровое литье использует силу пара, чтобы заставить металл помещаться в форму.
Паровое литье использует силу пара, чтобы заставить металл помещаться в форму.
В этой статье основное внимание будет уделено центробежному и вакуумному литью с использованием метода выплавляемых моделей (названного так потому, что восковая модель разрушается или теряется при литье металла).
Инструменты и расходные материалы для центробежного и вакуумного литья
Есть два типа людей, которые прочитают следующий список: те, кто решит, что этот метод не для них, и те, кто попытается заполучить фонд колледжа своего ребенка. чтобы получить все здесь.
- Модельный воск . Модель или выкройку можно сделать из воска или любого полностью горючего материала. Ключевые слова здесь «полностью горючие». Модельный материал, который оставляет какие-либо остатки, вызовет проблемы с отливкой, от неприглядного пятна до потери деталей. Удивительное разнообразие типов воска доступно в магазинах и в Интернете.
 Есть воск, который можно подпилить, и водорастворимый воск для полых форм. Восковая проволока бывает круглой, полукруглой, квадратной и треугольной формы. Вы можете найти восковые листы и литниковый воск. Воск является наиболее универсальным из всех материалов для лепки и не так токсичен или вреден, как другие материалы.
Есть воск, который можно подпилить, и водорастворимый воск для полых форм. Восковая проволока бывает круглой, полукруглой, квадратной и треугольной формы. Вы можете найти восковые листы и литниковый воск. Воск является наиболее универсальным из всех материалов для лепки и не так токсичен или вреден, как другие материалы. - Литниковый воск . Рекомендуются диаметр 3/8 дюйма для главного литника и меньшие калибры для крепления моделей к главному литнику. основания и колбы> в комплекте. Колбы должны иметь достаточно большой диаметр, чтобы обеспечить зазор 3/8 дюйма между моделью и стенкой колбы, и быть достаточно высокими, чтобы можно было покрыть как минимум 1/2 дюйма паковочной массы. модель. Если не обеспечить адекватные инвестиции, форма может взорваться и разрушить модель. (Выброс при использовании центробежной машины может разбросать много расплавленного металла по вашей мастерской. убедитесь, что вы не забыли предусмотреть достаточно инвестиций, чтобы покрыть модель в следующий раз). 0016
- Инвестиции . Поставщики несут инвестиции в малых и больших количествах. Тем не менее, инвестиции — это водяной магнит, поэтому покупайте только то, что вы собираетесь использовать в течение шести месяцев или около того. Имейте в виду, что использование больших инвестиций высушит ваши руки. (Так что инвестируйте в хороший лосьон для рук).
- Шкала . Лабораторные весы для взвешивания металла, воска и паковочной массы.
- Смесительное оборудование . Гибкая резиновая чаша для смешивания, ложка и что-то для смешивания вложений. Рекомендуется ручной миксер только с одним венчиком. Электрический миксер может создавать пузыри в инвестициях, чего следует избегать. Предостережение: никогда не используйте миксер для приготовления пищи повторно, так как паковочный материал невозможно полностью смыть с миксера.
- Барботер . Вибрирующая платформа для устранения пузырей в модели и паковочной массе.
- Печь для выжигания (печь) с пирометром . Нужна для выжигания модели. Печь с пирометром сразу показывает точную температуру печи.
- Факел . Кислородно-ацетиленовая горелка для плавки металла. Наконечник «бутон розы» используется для более быстрого плавления металла.
- Защита глаз . Найдите очки, достаточно темные, чтобы защитить глаза от яркого света факела, но в то же время позволяют вам хорошо видеть, чтобы передвигаться по мастерской.
- Защита рук . Термостойкие перчатки для извлечения горячих колб из печи и щипцы для манипуляций с горячими колбами.
- Тигель . Возьмите достаточно большой тигель, чтобы вместить достаточно расплавленного металла для отливки. Если металла недостаточно для заполнения формы, вы потеряете отливки.
- Стержень для перемешивания . Я использую угольный стержень, чтобы размешать металл, чтобы убедиться, что он полностью расплавлен, и удалить примеси из расплава.
- Флюс . Рекомендуется Twenty Mule Team Borax.
- Пятигаллонное ведро . Залейте водой для гашения опоки после отливки.
- Огнетушитель .
 Есть воск, который можно подпилить, и водорастворимый воск для полых форм. Восковая проволока бывает круглой, полукруглой, квадратной и треугольной формы. Вы можете найти восковые листы и литниковый воск. Воск является наиболее универсальным из всех материалов для лепки и не так токсичен или вреден, как другие материалы.
Есть воск, который можно подпилить, и водорастворимый воск для полых форм. Восковая проволока бывает круглой, полукруглой, квадратной и треугольной формы. Вы можете найти восковые листы и литниковый воск. Воск является наиболее универсальным из всех материалов для лепки и не так токсичен или вреден, как другие материалы. 0016
0016

И последнее, но не менее важное: литейная машина.
“IMG_0853”, машина центробежного литья, производства StonesoftheEarth, лицензирована согласно CC By 2.0Машины центробежного и вакуумного литья
Машина центробежного литья использует вес металла и центробежную силу (даже если только кажущуюся силу) для заполнения формы . Машина для вакуумного литья использует вакуум для всасывания расплавленного металла в форму.
Сила необходима для преодоления поверхностного натяжения расплавленного металла. В противном случае металл превратился бы в каплю и просто остался бы там. Если ваша модель хрупкая, потребуется больше усилий, чтобы протолкнуть расплавленный металл в крошечные области формы. Слишком малое усилие и форма не заполняется должным образом. Слишком много силы, и вы рискуете выдуть форму. Идея состоит в том, чтобы иметь постоянное постоянное давление, толкающее или втягивающее расплавленный металл в форму.
Слишком малое усилие и форма не заполняется должным образом. Слишком много силы, и вы рискуете выдуть форму. Идея состоит в том, чтобы иметь постоянное постоянное давление, толкающее или втягивающее расплавленный металл в форму.
Центрифуга должна быть надежно закреплена болтами на ровной поверхности с защитным ограждением вокруг нее. Можно использовать металлический бак для стирки или барабан от сушилки для белья. В ограждении не должно быть отверстий для предотвращения выхода расплавленного металла в случае выброса.
Вы можете рассчитывать хотя бы на один взрыв. Выбросы могут значительно повысить вашу осведомленность о безопасности.
Центробежная машина должна находиться на удобной рабочей высоте. Помните, что вы будете работать с горячими колбами, расплавленным металлом и пылающим факелом. Вы не хотите искажать себя в неудобные и небезопасные положения. Сделайте все необходимое, чтобы максимально упростить этот процесс.
Каждая опока, используемая при центробежном литье, должна быть сбалансирована. Выполните следующие шаги:
Выполните следующие шаги:
- Поместите вложенную, но не прогоревшую колбу в центрифугу.
- Вставьте тигель в форму и поместите предварительно отмеренный металл для этой колбы в тигель.
- Ослабьте центральную гайку, чтобы рычаг начал качаться.
- Отрегулируйте противовесы так, чтобы легкое прикосновение заставляло руку двигаться вверх или вниз.
- Убедитесь, что вы затянули гайку груза и центральную гайку. Проверьте их еще раз, а затем еще раз, чтобы убедиться. Если вы работаете с другими, даже если вы видите, как они закручивают гайки, проверьте их сами.
Если вы понимаете физику центробежного процесса, вы поймете необходимость обеспечения безопасности своей работы.
Установки вакуумного литья стоят дорого. Если вы можете себе это позволить, обязательно купите. (Одним из преимуществ вакуумного литья является то, что вам не нужно проходить утомительную процедуру балансировки, описанную выше). Доступны несколько отличных комплектов машин и аксессуаров.
Процедуры центробежного и вакуумного литья
Различия между центробежным и вакуумным литьем будут объясняться в пошаговом руководстве ниже. В противном случае эти шаги применимы к любому методу.
- Изготовьте или купите восковую модель или выкройку.
- Проверьте модель на наличие дефектов и при необходимости отремонтируйте. Чем более закончена модель, тем меньше потребуется очистки готового литья. С модельными материалами работать легче, чем с металлом.
- Взвесьте и отметьте основания резиновых литников.
- Нанесите воск на основание литника. Растопите воск в месте соединения воска литника и основания литника. Можно использовать спиртовку и большую швейную иглу, воткнутую в конец деревянного стержня. Нагрейте иглу и используйте ее, чтобы растопить и нанести воск. Также доступны коммерческие восковые ручки.
- Установите небольшой литник на модель, желательно в месте, которое не будет видно на готовой детали. Поместите галтель из воска там, где литник крепится к модели.
- Прикрепите литниковую модель к дереву. Литник модели должен быть как можно короче. Модель с литником можно прикрепить «липким воском» или снова использовать горячую иглу. Поместите восковую галтель там, где встречаются литник модели и дерево. При изготовлении нескольких моделей начните с верхней части литника и двигайтесь к основанию. Расстояние между моделями должно быть не менее 1/8 дюйма. Проверьте наличие зазора между моделями и стенкой колбы.
- Соберите колбу и основание и еще раз проверьте зазоры. Модели должны находиться на расстоянии не менее 3/8 дюйма от стенки колбы. Оставьте не менее 1/2 дюйма для покрытия модели.
- Снимите колбу с основания и взвесьте литниковое основание. Вычтите вес основания литника, и вы получите вес ваших моделей и литников. Чтобы вычислить, сколько металла потребуется, вам придется немного посчитать. См. «Как рассчитать количество литейного металла» ниже. Пометьте фляжку, чтобы отличить ее от других.
- Соедините колбу и основание литника. Проверьте еще раз свои зазоры. ( Для вакуумного литья соломинки нарежьте на 1/2–3/4 дюйма короче высоты колбы. P закрепите один конец воском и стенку колбы с помощью невидимки и закройте конец.Это усилит вакуум, создав канал в форме, где соломинки сгорели.После того, как колба будет вложена, удалите невидимки ).
- Инструкции по смешиванию паковочной массы прилагаются к паковочной массе. В общем, налейте воду в резиновую чашу для смешивания. Затем добавьте инвестиции. Смешайте вложение до консистенции блинного теста. Следите за тем, чтобы не было комочков. Вы получите комки, если поместите материал в миску, а затем добавите воду.
- Встряхните миксерную чашу на вибрирующей платформе. ( Если вы используете a вакуум машина , поместите чашу для смешивания на опоку. P Установите колпак над чашей и включите вакуум. Инвестиции «закипят» и станут пенистыми. Это воздух, вытягиваемый вакуумом из паковочной массы. Пена немного утихнет. Пылесосим около полутора минут. O ver вакуумирование приведет к образованию пузырей в паковочном материале ) .
- Наклоняя колбу, медленно залейте в нее формовочную массу, пока она не заполнится. Если у вас недостаточно смешанных инвестиций, чтобы полностью заполнить фляжку, вылейте ее и добавьте больше инвестиций. Использование двух заливок для заполнения фляги просто вызывает проблемы. ( Если вы собираетесь литье под вакуумом, убедитесь, что опока герметична. в месте соединения со стенкой опоки ) .
- Встряхните колбу на вибрирующей платформе или пропылесосьте колбу так же, как и чашу для смешивания. Встряхивая колбы, постучите по стенке металлическим стержнем или отверткой. Это поможет стряхнуть пузырьки. (Если вы выполняете вакуумное литье, c кольца из жесткого гибкого материала необходимы для опоки. Воротники предотвращают расплескивание паковочной массы по всему столу для опоки, когда она вспенивается. Воротник можно зафиксировать на месте с помощью резиновых лент , Вакуумируйте примерно полторы минуты ) .
- Позвольте инвестиции установить. Поцарапайте идентификационный знак в инвестиции.
- Снимите резиновый литник вращательным движением.
- Прежде чем поместить колбы в печь, найдите способ не допустить попадания расплавленного воска на дно печи. Без этой защиты печь не прослужит долго. Хорошо подойдет керамическая плитка с канавками для удержания воска, пока он не испарится. Вы можете депарафинировать вложенные колбы, поместив их в тостер, установленный на температуру плавления воска. Не делайте этого в кухонной духовке! Поставьте под колбы поднос, чтобы собрать расплавленный воск.
- Очистите засохшую паковочную массу снаружи опоки и с кромки, если вы выполняете вакуумное литье. Поставьте колбы в холодную печь. Не забудьте оставить немного места между колбами.
- Следуйте «графику выгорания» в зависимости от размера колб. Купите и изучите хорошую книгу по кастингу. Я рекомендую Практичный Castin г: Studio Reference Тима МакКрейта.
- Для каждой фляги должны быть контейнеры с отвешенным металлом. Используйте металл, который не плавился с тех пор, как он поступил с завода, или металл, который плавился только один раз (например, старые кнопки и литники от предыдущих отливок), плюс не менее пятидесяти процентов веса нового металла. Литые литники и кнопки можно дважды перерабатывать для отливки металла.
- Выключите печь в конце цикла прожига. Дайте колбам остыть до 300-400 градусов ниже температуры плавления используемого металла.
- Заплавить и прогреть тигель.
- Поместите термос в центрифугу, проверив выравнивание. Вставьте тигель в отверстие колбы.
- Расплавить металл. Используйте палочку для перемешивания, чтобы проверить расплав на наличие комочков. Сдвиньте любые примеси в сторону тигля, наиболее удаленную от горловины колбы. Не кипятите металл. Если расплав кипит, добавьте в смесь немного флюса и выключите горелку, пока металл не остынет.
- Когда металл расплавится, снимите горелку и плавным движением отпустите разливочный рычаг. Дайте машине перестать вращаться и снимите колбу с машины. Поставьте еще горячую колбу на огнеупорную поверхность, пока она не остынет до тускло-красного цвета. Затем опустите фляжку в ведро с водой или дайте ей постоять, пока вы отливаете другие фляги. ( Для литья в вакууме выньте опоку из печи и поместите ее застежкой вверх на литейную подушку. Включите вакуум и убедитесь, что между опокой и литейной подушкой имеется хорошее уплотнение. При максимальном вакууме достигнут, расплавить и залить металл Оставить вакуум включенным, пока металл не затвердеет Отставить опоку в сторону, чтобы охладить, охладить или продолжить разливку ) .
- С помощью щипцов опустите колбы в ведро с водой, плеская ее туда-сюда. Вода удалит отливки из паковочной массы. Подождите немного, прежде чем вы достанете отливки. Они все равно будут горячими.
- Теперь у вас есть уродливый кусок металла, покрытый паковкой и черным оксидированием. Почистите отливки зубной щеткой и удалите как можно больше вложений.
- Вырежьте отливки и их литники из дерева. Очистите больше инвестиций по мере необходимости. Вырежьте литники из модели. Очистите место, где был прикреплен литник. Нагрейте и протравите отлитые детали. Завершите детали пайкой, напильником и полировкой.
 Поместите галтель из воска там, где литник крепится к модели.
Поместите галтель из воска там, где литник крепится к модели.
 Инвестиции «закипят» и станут пенистыми. Это воздух, вытягиваемый вакуумом из паковочной массы. Пена немного утихнет. Пылесосим около полутора минут. O ver вакуумирование приведет к образованию пузырей в паковочном материале ) .
Инвестиции «закипят» и станут пенистыми. Это воздух, вытягиваемый вакуумом из паковочной массы. Пена немного утихнет. Пылесосим около полутора минут. O ver вакуумирование приведет к образованию пузырей в паковочном материале ) .  Воротники предотвращают расплескивание паковочной массы по всему столу для опоки, когда она вспенивается. Воротник можно зафиксировать на месте с помощью резиновых лент , Вакуумируйте примерно полторы минуты ) .
Воротники предотвращают расплескивание паковочной массы по всему столу для опоки, когда она вспенивается. Воротник можно зафиксировать на месте с помощью резиновых лент , Вакуумируйте примерно полторы минуты ) . 
 Не кипятите металл. Если расплав кипит, добавьте в смесь немного флюса и выключите горелку, пока металл не остынет.
Не кипятите металл. Если расплав кипит, добавьте в смесь немного флюса и выключите горелку, пока металл не остынет. Подождите немного, прежде чем вы достанете отливки. Они все равно будут горячими.
Подождите немного, прежде чем вы достанете отливки. Они все равно будут горячими.Готово!
«Серебряные литники» Мауро Катеба лицензированы согласно CC By 2.0Как рассчитать количество металла для отливки
Количество металла, необходимое для заполнения формы = (Ш x SG w x SG m ) + 15,55 грамм .
Когда:
- W = Граммы воска или другого модельного материала.
- SG w = Удельный вес воска или другой модельной среды.
- SG m = Удельный вес металла, используемого для литья.
В следующем примере в качестве среды модели используется воск, а в качестве металла – стерлинговое серебро.
Допустим, вес основания литника, модели и литников составляет 325 грамм. База весит 144 грамма. 325 граммов минус 144 грамма равно 181 грамму восковой модели и литников.
Воск имеет удельный вес 1. Серебро имеет удельный вес 10,4.
Итак, 181 грамм x 1 x 10,4 = 1882,4 грамма стерлингового серебра.
Чтобы обеспечить достаточное количество металла для заполнения формы, добавьте 10 пеннивейтов металла для кнопки. Один пеннивейт (dwt) равен 1,555 грамма, поэтому 10 пеннивейтов равняются 15,55 граммам.
1882,4 + 15,55 = 1897,95 грамма. Округлите это до 1898 граммов стерлингов, чтобы заполнить фляжку.
Примите меры предосторожности при изучении центробежного и вакуумного литья
Вы будете работать с раскаленными факелами, расплавленным металлом и термосами.