Метчик для нарезки резьбы — принцип работы : tvin270584 — LiveJournal
Резьбовые соединения являются самыми надежными из разъемных соединений. Впервые были применены в античности, и с тех пор заметно усовершенствовались. До изобретения токарно-винторезного станка в 17 веке каждая пара «болт-гайка» изготавливалась индивидуально, они не были взаимозаменяемыми. В 19 веке, во время развития железных дорог в Англии, изобретатель сэр Джозефа Уитворта предложил и внедрил стандарт нарезки резьбы, носящий с тех пор его имя. Для нарезки внутренней резьбы применяют метчики – разновидность фрез. В этой статье мастер сантехник расскажет как нарезать резьбу метчиком и сделать это правильно.
Назначение инструмента
Для начала разберемся с тем, что же собой представляет нарезка резьбы. Ведь этот процесс только кажется очень простым и легким. На самом деле необходимо приложить определенные усилия, чтобы в итоге получить качественный результат.
Особенно трудоемким считается вариант, когда резьбу выполняют вручную, так как от человека тут требуется не только точность в измерениях, но и приложение реальных физических усилий.
Итак, процесс создания резьбы на трубе или любом другом подходящем предмете, по сути, являет собой обработку металла вращательными движениями с помощью специальных инструментов
Металл, каким бы прочным он ни являлся, все же поддается даже ручной обработке. В особенности если на него воздействуют инструментами из более крепких сплавов.
Таким инструментом и является метчик. Метчик способен нарезать исключительно внутреннюю резьбу. Он имеет продолговатую, иногда конусообразную или срезанную форму. На его краях находятся фигурные резцы с проемами. Их количество, форма и угол наклона зависит от типа инструмента.
Например, если рассматривается метчик для трубной резьбы по цветным металлам, то он будет иметь более широкий профиль и небольшой наклон. Хотя и тут все зависит от конкретной модели.
Принцип работы
Резцы метчик имеет только на одной из сторон.
 Это его рабочая сторона. На другой же располагается так называемый фиксатор. Часть, что отвечает за установку инструмента.
Это его рабочая сторона. На другой же располагается так называемый фиксатор. Часть, что отвечает за установку инструмента.Например, простейший инструмент для трубной резьбы может иметь обычные квадратные грани на тыльной стороне. Подобная форма упрощает фиксацию насадки любыми инструментами, вплоть до обычного ключа.
Более продвинутые модели продаются в комплекте с вращательными ручками. Здесь уже метчик является своего рода насадкой для специального ключа с большим плечом приложения усилий. Таким образом, работа сильно упрощается, человеку приходится прикладывать меньше сил, а процесс нарезки резьбы становится эффективнее.
Если в качестве рабочего инструмента применяется станок, то обратная часть метчика будет выполнена в форме, что подходит для крепления в патрон конкретного промышленного оборудования.
Например, если используется обычные модели для трубной резьбы, то хватает порядка 2-3 минут вращения в интенсивном темпе, чтобы подготовить качественную и надежную резьбу.
 Однако более дорогие инструменты помогут вам завершить работу быстрее.
Однако более дорогие инструменты помогут вам завершить работу быстрее.Во время вращения метчик постепенно срезает металлическую стружку и удаляет ее из отверстия. Каждый оборот понемногу продвигает его внутрь, пока вы не определите нужные размеры на трубе или гайке.
С одного прохода метчиком создать качественную резьбу вам вряд ли удастся. Для нормального результата понадобится сделать несколько проходов. И правильно будет применять для этого специализированные разновидности метчиков.
Типы и размеры
Метчиков на современном рынке хватает с лихвой. В работе можно применить огромное количество самых разнообразных вариаций.
Однако правильно будет в первую очередь обратить внимание на их деление по рабочему признаку.
Так метчики бывают:
- Черновые;
- Чистовые.
Черновой метчик – это инструмент, что применяется при первичной обработке трубы. То есть выполняет проход по полностью гладкой поверхности. Он грубее и прочнее чистового варианта, стоит немного дороже и работать с ним сложнее.
Он грубее и прочнее чистового варианта, стоит немного дороже и работать с ним сложнее.
Черновой инструмент просто прорезает канавки определенных размеров, которые потом необходимо будет доработать. Если нарезку предполагают вести вручную, то без него просто не обойтись.
Старайтесь всегда пользоваться и черновым и чистовым инструментом. Экономить на метчиках, применяя что-то одно – дурная практика. Черновой метчик не даст вам возможности выполнить работу достаточно качественно, так как готовая резьба будет нуждаться в основательной доработке.
Использование же исключительно чистового метчика приведет к его скорейшему выходу из строя. Резцы просто затупятся из-за чрезмерных нагрузок.
Это касается практически всех инструментов такого типа. Не имеет значения, подразумеваете вы метчик для трубной резьбы, или промышленный гаечный образец. Редкие исключения составляют только модели, что выполняют функции насадки на станок.
 Но в быту они практически не встречаются.
Но в быту они практически не встречаются.По типу резьбы метчики делят на:
- Левосторонние;
- Правосторонние.
Большинство метчиков нарезают правостороннюю резьбу. Это своеобразный стандарт. Вот почему если вы выбираете модель для трубной резьбы, то рекомендуется покупать именно правосторонний метчик.
Однако случаются ситуации, когда необходимо выполнить левую резьбу. Ярким примером является станок. Гайки для фиксации патрона на нем имеют левую резьбу. Такое конструктивное решение является необходимостью.
Дело в том, что патрон на станке тоже вращается в правую сторону, и при длительной эксплуатации крепежные гайки или болты, будь они зафиксированы с помощью правосторонней резьбы, могли бы ослабиться.
Если же на них оборудована левая резьба, то крепеж с такими проблемами не сталкивается. А это, как вы сами понимаете, положительно сказывается на безопасности во время эксплуатации агрегата.
Что же до конкретных размеров, то тут у вас есть масса вариантов.
Учитывается тип резьбы, ее размер, ширина, глубина, шаг резьбы и т.д. Причем марки насадок тоже имеют определенные различия. Так, размеры резьбы могут изменяться в зависимости от выбранной величины измерения: дюймов, миллиметров и т.д.
Известные разновидности
Также обратим внимание на виды метчиков в зависимости от рабочего направления. Встречается метчик:
- Для трубной резьбы;
- Гаечный;
- Метрический;
- Машинный.
Первый образец – самый распространенный. И неудивительно, ведь именно его применяют, когда необходимо выполнение трубной резьбы, в том числе и для бытовых целей.
Любое резьбовое соединение в сантехнике выполняется метчиками для трубной обработки. Конечно, если вас интересует именно внутренняя резьба, в противном случае задействуют инструменты для формирования наружной резьбы – плашки.
 На рынке встречаются решения в любом ценовом диапазоне.
На рынке встречаются решения в любом ценовом диапазоне.Гаечный образец, как уже понятно из названия, нарезает резьбу на гайках, рабочих шайбах, зажимах и других подобных деталях.
Метрический применяется для нарезки резьбы с уплощенным срезом. Этот вид встречается преимущественно в промышленности или капитальном строительстве.
Машинный метчик подразумевает использование в качестве насадки для станка. У него улучшенная уникальная геометрия, более надежный сплав и множество других уникальных особенностей. Равно как и цена.
Процесс нарезки
Так как нарезать резьбу метчиком? Да очень просто. Вам необходимо выполнить всего несколько стандартных действий.
Этапы работы:
- Готовим инструмент к работе.
- Смазываем грани метчика.
- Нарезаем черновую резьбу.

- Меняем метчик на чистовой и выполняем чистовой проход.
- Проверяем качество резьбы.
- При необходимости повторяем четвертый шаг.
Сам процесс нарезки заключается во вращении метчика в определенном направлении. Если резьба правосторонняя, то вращаем вправо. После каждых 3-4 оборотов необходимо повернуть метчик в обратную сторону примерно на половину оборота, это улучшит качество резьбы.
Видео
В сюжете – Ручная нарезка резьбы в сквозном отверстии
В продолжение темы посмотрите также наш обзор Как сделать резьбу на трубе
Источник
https://santekhnik-moskva.blogspot.com/2019/06/Metchik-dlya-narezki-rezby.html
таблица наиболее часто используемых метчиков, разновидности и конструкция
Любая конструкция не может обойтись без резьбового соединения. Чтобы получить внутреннюю резьбу, был создан специальный инструмент, получивший название – метчик.Было разработано очень много видов этого инструмента. Каждый выполняет определенную функцию. Одни из них предназначены только для работы на металлорежущих станках, другие можно использовать в бытовых условиях. Были созданы специальные таблицы, где можно подобрать нужный инструмент, в зависимости от размеров, конструкции и стоимости.
Каждый выполняет определенную функцию. Одни из них предназначены только для работы на металлорежущих станках, другие можно использовать в бытовых условиях. Были созданы специальные таблицы, где можно подобрать нужный инструмент, в зависимости от размеров, конструкции и стоимости.
Конструкция резьбового инструмента
Метчик для нарезания состоит из нескольких частей:- Хвостовика;
- Рабочей части;
- Заборного элемента;
- Калибровки.
При помощи хвостовика осуществляется крепление в шпинделе станка или патроне, когда появляется необходимость нарезать внутреннюю резьбу.
Нарезание выполняет рабочая часть. Ее внешний вид напоминает винт, оборудованный несколько винтовыми, а также продольными канавками.
У инструмента, имеющего винтовые канавки, есть одно важное преимущество. Операция нарезания выполняется в более благоприятных условиях, чем выполнять такую же операцию, метчиком для нарезания резьбы, у которого имеются продольные канавки.
Практически каждый инструмент имеет переднюю часть, которой дали название «заборная». Она имеет конусный вид. Заборная часть инструмента, первая начинает нарезание резьбы. Ее продолжает калибрующая часть. В ее функции входит калибровка и зачистка отверстия.
Зубья, которыми выполняется нарезание резьбы, получили название режущих перьев. Они своей формой напоминают резцы, расположенные по всему диаметру инструмента. Каждый зуб заточен согласно технологическим требованиям к режущим деталям.
Углубления, отделяющие режущие перья между собой, называются канавками. Они образуют режущие кромки, и по ним осуществляется удаление стружки из зоны нарезки. Размеры канавок можно увидеть в соответствующих стандартизованных таблицах.
Небольшие детали, диаметр которых менее 20 мм, снабжен тремя канавками. Инструмент с максимальным диаметром 40 мм, изготавливается с четырьмя канавками.
Метрические метчики
Их измеряют миллиметрами, они относятся к метрической системе.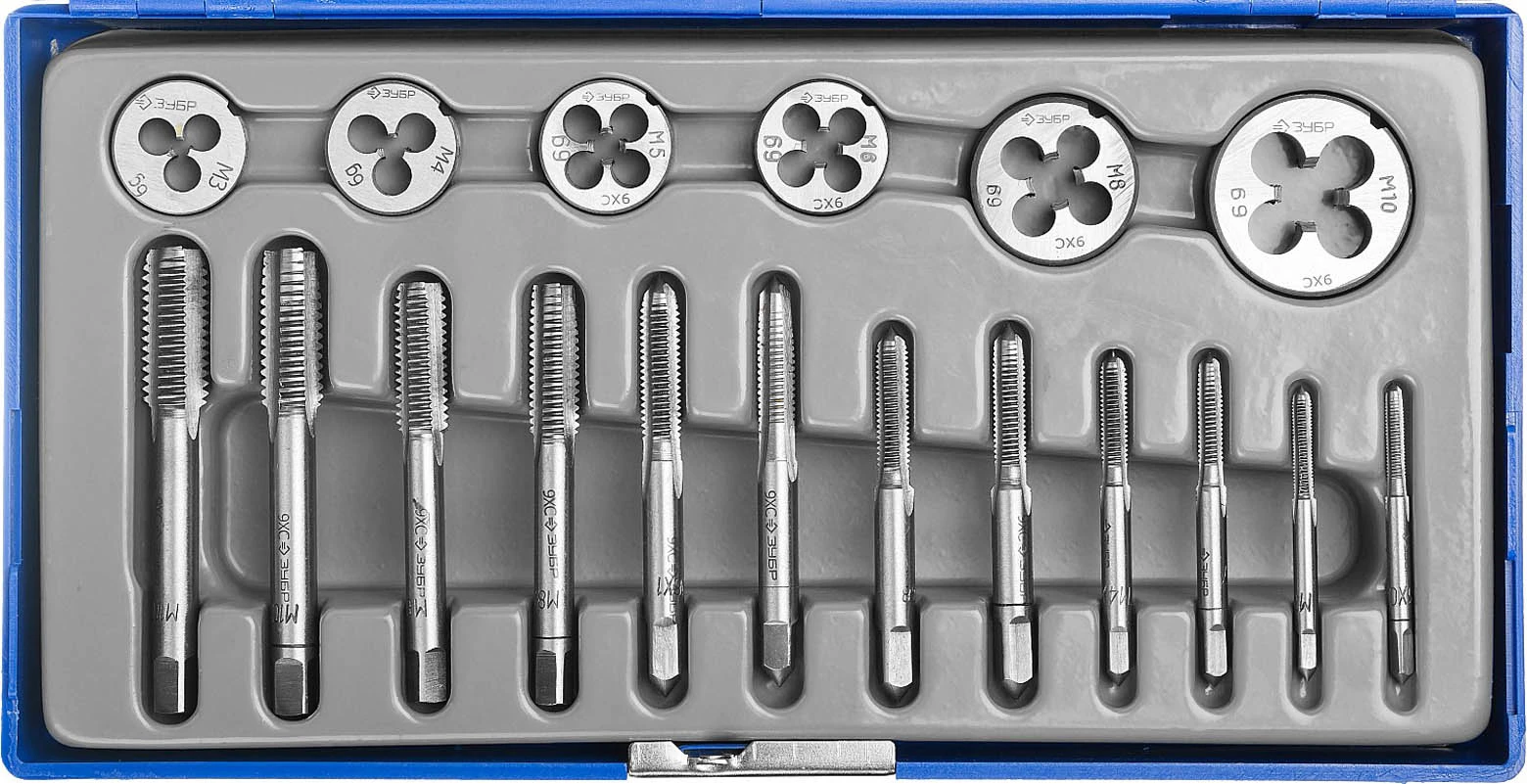 Инструмент маркируется буквой «М», обозначающей метрическое измерение. Например, маркировка М8 обозначает, что таким инструментом можно получить резьбу 8 мм.
Инструмент маркируется буквой «М», обозначающей метрическое измерение. Например, маркировка М8 обозначает, что таким инструментом можно получить резьбу 8 мм.Размерный ряд метрических метчиков имеет большой диапазон. Начиная с 2 мм и кончая 60 мм. То есть, нарезать можно абсолютно любую резьбу. Все данные о таком инструменте сведены в специальные таблицы.
В зависимости от назначения, выбирается конструкция метчика. Они подразделяются на несколько групп:
- Машинные;
- Ручные.
Для слесарных работ используется только ручной инструмент. Он, в свою очередь, подразделяется на несколько типов:
- Гаечный;
- Плашечный;
- Маточный;
- Специальный.
Слесарные
Комплект таких ручных метчиков, обычно состоит из трех инструментов:
- Чернового;
- Среднего;
- Чистового.
Сначала нарезается «черная» резьба, для чего используют черновой метчик. Для получения точности резьбы применяют средний метчик. Чистовым метчиком выполняется окончательное нарезание резьбы, проводится ее калибровка.
Для получения точности резьбы применяют средний метчик. Чистовым метчиком выполняется окончательное нарезание резьбы, проводится ее калибровка.
На хвостовике каждом метчике делается специальная отметка, по которой определяется вид метчика. Она может быть в цифровом виде или в виде нанесенных круговых колец. Количество рисок определяет назначение метчика:
- Черновой – одно кольцо;
- Чистовой – три кольца.
Кроме того, на хвосте маркируют размер резьбы, которую можно нарезать этим метчиком.
Слесарные метчики комплектуются двумя инструментами. У них несколько удлиненный заборный конус, а также увеличенный размер первого метчика.
Когда выполняется нарезание метрической резьбы в диапазоне 8 – 18 миллиметров, применяются одинарные метчики.
Для резьбы 6 — 24 мм, используют два метчика, один и черновой, другой чистовой.
Тремя метчиками нарезается резьба в диапазоне 2 — 52 мм. Дюймовая резьба также нарезается несколькими инструментами в зависимости от размеров. Более подробно, какие необходимы метчики, можно увидеть в гостированной таблице. В ней указаны диаметры, вид метчика и необходимый комплект.
Более подробно, какие необходимы метчики, можно увидеть в гостированной таблице. В ней указаны диаметры, вид метчика и необходимый комплект.
В зависимости от направления канавок, метчики подразделяются на группы:
- Прямые;
- Винтовые.
Причем направление канавок также имеет разное исполнение:
- Правые;
- Левые.
Инструмент имеющие винтовые канавки, в большинстве случаев используется для нарезки очень точных резьбовых отверстий.
Режущая часть инструмента подразделяется на два типа:
- Коническая;
- Цилиндрическая
Конические
Отличаются конструкцией заборной части, изготовленной немного удлиненной, и имеющей неполную резьбу, которая постепенно становится калибрующей частью. Такими метчиками нарезается резьба в отверстиях, имеющих сквозной характер.
Цилиндрические
Этим инструментом нарезается резьба в деталях, где не требуется сквозного отверстия.
Когда проводится нарезка гаек, без использования станочного оборудования пользуются гаечными приспособлениями. Благодаря удлиненному хвостовику, нарезанные гайки остаются на инструменте.
У плашечных деталей имеется заборный конус большого размера. Таким инструментом в плашках проводится предварительная нарезка резьбы. Операция выполняется в один проход. Очистка резьбы осуществляется маточными деталями, имеющими канавки в виде правой спирали.
Кроме обыкновенных машинных приспособлений, применяются и бесканавочные инструменты. У них отсутствуют продольные канавки. Причем их приемный конус делается намного короче. Эти инструменты имеют повышенную прочность, они ломаются очень редко, поэтому количество бракованных деталей из-за такой поломки сводится к минимуму. Резьбовая часть большой длины, дает возможность перетачивать такие инструменты несколько раз.
Основным преимуществом бесканавочных деталей является их высокая производительность. Ими можно провести нарезку резьбы в любых отверстиях. Для такого инструмента не имеет значения сквозное или глухое отверстие.
Ими можно провести нарезку резьбы в любых отверстиях. Для такого инструмента не имеет значения сквозное или глухое отверстие.
Универсальные детали изготавливаются сборными. Каждая часть отделена специальной шейкой. Черновая операция выполняется первой частью, проходит предварительная нарезка, а уже второй частью, делается чистовая нарезка резьбы.
Работа таким оборудованием позволяет сэкономить время. Ведь для нарезки резьбы нужен только один инструмент. Отпадает необходимость в целом комплекте, монтаж которых, требует много дополнительного времени.
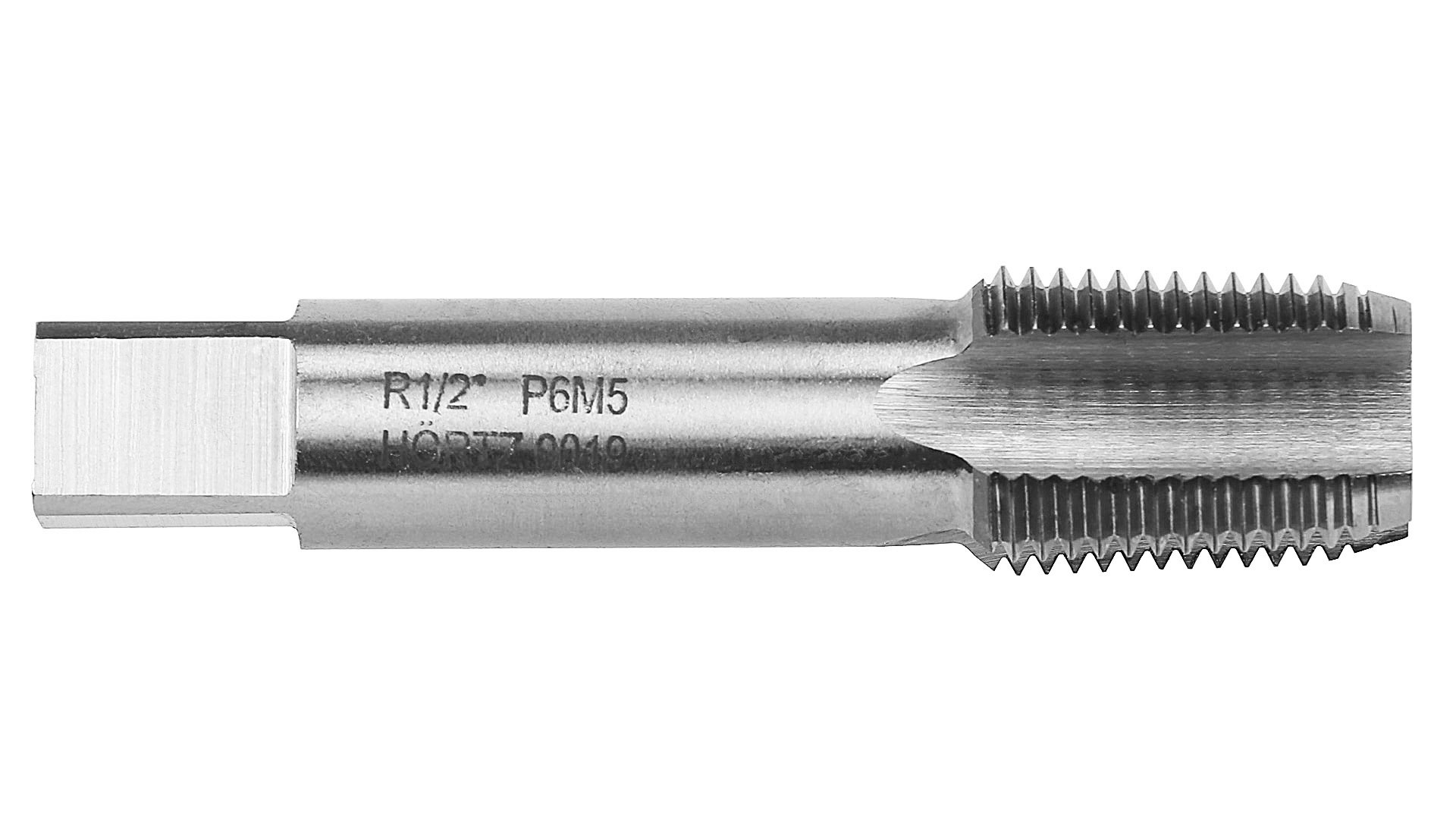
Трубные метчики
Для измерения берутся дюймы, так как в трубах применяется другая система изменения.
Все трубные детали маркируются буквой G, которая говорит о трубной резьбе. Вот несколько примеров:
- G 1/2 – полдюймовая резьба;
- G 3/4″ – трехчетвертная;
- G1 – дюймовая.
Больше всего используется полдюймовая трубная резьба. Это особенной касается проводки водопровода в жилых домах, где трубы имеют такие размеры.
В комплект трубных метчиков входит две детали. Одна имеет острый заход, другая тупой.
Как уже было сказано выше, разновидностей такого инструмента, очень много. Поэтому делая выбор, стоит обратиться к специальным таблицам. Они подскажут, какой нужно взять инструмент, какого диаметра и какого вида.
Оцените статью: Поделитесь с друзьями!Как нарезать резьбу метчиком без перекоса вручную
Направляющие GSR для метчиков.
При нарезании резьбы ручными метчиками, самой сложной задачей является – правильный заход метчика на резьбу. Начать нарезать резьбу ручным метчиком необходимо строго перпендикулярно по отношению к оси отверстия для нарезания резьбы в заготовке. В результате несоблюдения данного условия можем получить следующие результаты:
– не пригодную в дальнейшем заготовку, в результате « косой » начальной резьбы
– сломанный метчик, застрявший в отверстии, в котором нарезалась резьба
Удаление сломанного метчика может быть очень сложной задачей. Поэтому при нарезании резьбы ручными метчиками следует проявлять особую осторожность и прибегать к соответствующим вспомогательным средствам. Инновационное решение от GSR: направляющие для ручных метчиков GSR.
Поэтому при нарезании резьбы ручными метчиками следует проявлять особую осторожность и прибегать к соответствующим вспомогательным средствам. Инновационное решение от GSR: направляющие для ручных метчиков GSR.
Классический метод нарезания резьбы ручными метчиками.
Классический метод – использовать набор ручных метчиков. Он состоит из трех ручных метчиков с разной длиной заходной части метчиков.
Метчик с одним кольцом имеет самую длинную заходную часть (форма А – 6-8 витков ) и используется в начале нарезания резьбы.. Он может быть введен глубоко в отверстие. Метчик глубоко в отверстии начинает нарезать резьбу, тем самым он своим телом центрирует инструмент в отверстии. Метчик называется черновым (предварительным).
Метчик с двумя кольцами используется после чернового, у него заходная часть ( форма D 3,5-5 витка ) – называется промежуточным метчиком .
Заканчивают нарезать резьбу третьим метчиком из набора -финишный метчик (форма С 2-3 витка ).
При нарезании резьбы ручными метчиками ( комплект из 3 шт ) получается самая качественная и чистая резьба.
Метчикодержатель с центрирующим глазом.
Другой вариант – использование метчикодержателя с трещоткой с центрирующим глазом. Здесь вы можете проверить и исправить положение метчика с помощью уровня, встроенной в тело держателя. Требование для этого: отверстие в заготовке должно быть помещено в горизонтальное положение.
Направляющие GSR для метчиков.
Мы предлагаем использование для начала нарезания резьбы ручными метчиками направляющие для метчиков. Они очень просты в использовании и всегда приводят к хорошему результату, даже если отверстие находится перпендикулярно или в наклонной плоскости.
Принцип очень прост: внутренний диаметр направляющей втулки соответствует диаметру метчика. Таким образом, метчик последовательно подается к отверстию для нарезания резьбы вдоль цилиндрического хвостовика. При последующем заходе метчика в отверстие до начала нарезания, он автоматически центрируется
Направляющие для ручных метчиков GSR изготовлены из высококачественного цинкового литья и имеют диаметр хвостовика метчика в верхней части. В нижней части у вас есть две прямоугольные опоры, которые вы можете зафиксировать рукой на заготовке при нарезании резьбы.
В нижней части у вас есть две прямоугольные опоры, которые вы можете зафиксировать рукой на заготовке при нарезании резьбы.
Применение направляющих для ручных метчиков GSR.
При более длинных резьбах после начала нарезки резьбы необходимо ненадолго выкрутить метчик и снять направляющую, чтобы до конца нарезать всю резьбу. Направляющие позволяют нарезать даже короткую резьбу при использовании метчика формы С ( 2-3 витка ).
Подготовка и необходимый инструмент.
Предварительное сверление отверстия под размер резьбы – подбирается по таблицам.
Вам понадобится следующий инструмент при нарезании резьбы ручными метчиками DIN352 М3-М12:
– тиски и если необходимо специальные губки, для безопасного зажима заготовки,
– подходящий метчик для нарезания резьбы,
– соответствующую направляющую для метчика,
– метчикодержатель, в качестве альтернативы также можете использовать держатель инструмента с храповиком,
– паста для нарезания резьбы для лучшей резки.
Пошаговые инструкции.
Шаг 1: вставьте метчик через направляющую метчика.
Шаг 2: зажмите метчик в метчикодержателе.
Шаг 3: нанесите пасту на резьбовую часть метчика.
Шаг 4: вставьте метчик в отверстие для резьбы.
Шаг 5: зафиксируйте направляющую метчика, как показано ниже на рисунке.
Нарежьте 2-3 витка резьбы. Направляющая обеспечивает правильную нарезку резьбы. Метчик автоматически центрируется.
Шаг 6: Снимите метчикодержатель.
Шаг 7: снимите направляющую ручного метчика в направлении хвостовика (вверх)!
Шаг 8: снова зажмите метчик в метчикодержатель.
Шаг 9: нережьте резьбу до конца
Направляющие GSR для метчиков подходят для ручных метчиков в соответствии с DIN 352
М3-М12.
Метчик для нарезки резьбы: особенности использования
Резьбовое соединение на сегодняшний день является самым популярным видом крепления элементов различных конструкций.
Популярность его заключается в надежности и простоте изготовления.
Метчики для нарезания резьбы широко применяются на СТО, в слесарных мастерских и сборочных промышленных предприятиях. Полезные инструменты совместно с токарным, слесарным станком ускоряют процесс нарезки.
Характеристика инструментов для внутренней резьбы
Опытные специалисты придают немалое значение качественным инструментам и их надежности. Основными резьбовыми приспособлениями являются метчики и плашки. Метчики предназначаются преимущественно для нарезания внутренней резьбы, а плашки наружной.
Набор таких инструментов позволяет не только произвести нарезку, но и подтянуть, восстановить, обновить ее не заменяя при этом деталей.
Изделия с резьбой применяются для превращения вращательных движений в поступательные, фиксации и зажима в устройствах, усиления контроля затяжки, а также возможность для осуществления технологического процесса без замены деталей.
В зависимости от направления линии резьба бывает правой и левой, в отверстии и на самом стержне. Значительная часть из них изготавливается вручную.
Процесс нарезки резьбы с помощью закаленного винта
Изготовление метчика осуществляется из прочной быстрорежущей стали и применяют по своему назначению, делятся на ручные слесарные и машинные. В комплект набора метчиков входят черновой, средний и чистовой винт.
Независимости от сложности профиля нарезки делятся на группы:
- Метрические.
- Дюймовые.
- Левые.
Диаметр в дюймовых инструментах измеряется в дюймах, а шаг резьбы в нитках, в метрических приспособлениях в миллиметрах. Левые метчики имеют обратную резьбу и применяются на взрывоопасных производствах и на вращающихся механизмах. Состоит метчик рабочей части и хвостовика, который легко вставляется в станок или вороток.
Основные отличительные показатели инструмента
В наборе метчики отличаются по количеству резок, которые нумеруются. Отличие их состоит в том, что с помощью чернового винта делается неглубокая резьба, чистовой делает финишную резьбу.
Разница между метчиками заключается в разнице рабочей части, которая бывает заборной и калибрующей.
В черновом метчике она самая длинная, промежуточном поменьше, чистовом самая маленькая. Помимо прямых канавок, спиральные винты хорошо подходят для нарезания глухих отверстий и резьбы высоких классов точности.
Расстояние между витками может быть мелким и крупным. Делая нарезку, самостоятельно всегда используют вороток, куда вставляется инструмент благодаря квадратному креплению. Машинный способ проводится только на станке.
Работать метчиком несложно, равномерно прокручивая необходимо чередовать вращение, аккуратно смазывая, уменьшая силу соприкосновения. В этот момент канавки метчика служат для сбора стружки и ее эвакуации.
В этот момент канавки метчика служат для сбора стружки и ее эвакуации.
Все точные размеры метчика и его шагов размещены в таблице.
Приспособление для нарезания внешней резьбы
Для осуществления нарезки на наружной поверхности изделия, как правило, используют закаленную гайку. Изготавливаются они из легированной, быстрорежущей стали и твердого сплава. Закаленная гайка с осевыми отверстиями с образующими режущими кромками производиться в основном для нарезки больших диаметров.
Виды плашек:
- трубчатые;
- квадратные;
- круглые;
- шестигранные.
На сегодняшний день по конструкции корпуса плашки бывают цельные, раздвижные, разрезные.
Самыми востребованными в быту и на производстве являются закаленные цельные гайки, как и метчики, имеют свои особенности, делятся на постоянные и регулируемые инструменты. Их резьба прорезана продольными оригинальными стружащими канавками и имеют просторные отверстия для отвода стружки.
Их резьба прорезана продольными оригинальными стружащими канавками и имеют просторные отверстия для отвода стружки.
Нарезания резьбы с помощью плашек
Все плашки используются с инструментом для зажима. Размер плашек зависит от нарезки и диаметра отверстий, поэтому изделия всегда маркируются.
Каждая плашка имеет свой основной шаг и несколько дополнительных, в таблице указаны точные размеры и расстояния между витками.
С помощью набора плашек нарезку можно сделать как ручным способом, так и на станке. Для определения точного шага нужно воспользоваться резьбомером.
Цельные плашки довольно быстро изнашиваются, теряют свой размер. Применение их допускается только в тех случаях, когда нарезание не требует большой точности. Регулируемая разрезная, цельная плашка отличается от постоянной это наличием продольной прорези. Это позволяет инструменту пружинить и регулировать размер. Вследствие, пониженной жесткости нарезанная плашками резьба имеет недостаточный профиль.
Вследствие, пониженной жесткости нарезанная плашками резьба имеет недостаточный профиль.
Особенности применения метчика и плашки
Чтобы выполнить нарезку самостоятельно для разных резьбовых заготовок необходимо иметь набор уникальных инструментов. Прочные, надежные и точные изделия для нарезки резьбы никогда не подведут. Комплект приспособлений компактный и удобный в переноске, выполненные из качественной стали долго сохраняет свои свойства.
В состав наборов входят:
- Инструменты для нарезания.
- Специальные держатели.
- Резьбомер, отвертка.
Для того чтобы закаленные винты и гайки служили долго необходимо в процессе работы смазывать маслом.
Без смазки инструменты быстро нагреваются, что приведет к срыву резьбы или заклиниванию. Так, при нарезании стальных и медных изделий хорошо подойдет густое машинное масло, чугунных и алюминиевых сплавов керосин. Каждый инструмент соответствует высоким характеристикам, обеспечивает качественное нарезание.
Так, при нарезании стальных и медных изделий хорошо подойдет густое машинное масло, чугунных и алюминиевых сплавов керосин. Каждый инструмент соответствует высоким характеристикам, обеспечивает качественное нарезание.
Заключение
Прежде чем, приступить к работе, необходимо хорошо закрепить метчик или плашку, подготовить диаметр отверстия, после чего приступить к нарезке резьбы. Нарезка метчиком проводится по часовой стрелке с минимальным усилием не спеша. Для хорошего результата инструмент должен быть острым и качественного материала. Процесс работы несложный и навыки приходят после четвертой резьбы.
При нарезке резьбы плашкой необходимо предварительно сделать фаску напильником, чтобы первые ветки были ровными.
В отличие от внутренней резьбы здесь отсутствует проблема с диаметром. Последовательность нарезки проводится в два оборота вперед и пол назад до тех пор, пока не получится желаемая длина оптимальной нагрузкой. При большом давлении и скорости происходит деформация не только детали, но и самого столярного инструмента.
При большом давлении и скорости происходит деформация не только детали, но и самого столярного инструмента.Нарезка резьбы, нарезка внутренней резьбы
В машиностроении широко применяются всевозможные методы получения резьбы. Для этих целей применяют металлорежущие станки, резьбонарезной инструмент. Кроме того, весьма успешно получение резьбы возможно при помощи инструментов для накатывания.
Однако практика слесарей–инструментальщиков свидетельствует, что обработка изделий инструментального производства и деталей в большинстве случаев проводится вручную. Для выполнения резьбы в отверстиях применяют специальные метчики различной по своей конструкции.
В зависимости от своего назначения метчики делятся на: машинно–ручные, ручные, плашечные, гаечные. По типу профиля нарезаемой резьбы они делятся на такие пять типов: для дюймовой, метрической, трапецеидальной, трубной, конической резьбы.
По типу профиля нарезаемой резьбы они делятся на такие пять типов: для дюймовой, метрической, трапецеидальной, трубной, конической резьбы.
Метчик включает в себя две основные части: рабочую и хвостовую.
Рабочая часть — это специальный винт с рядом продольных прямых или винтовых канавок. При этом направление канавок может быть как левым (метчик представлен с правой резьбой), так и правым (метчик представлен левой резьбой). Главным предназначением рабочей области метчика является процедура нарезания резьбы. Так метчики с винтовыми канавками находят свое применение в нарезании точных видов резьбы.
Рабочая часть любого метчика включает в себя заборную и калибрующую область.
Режущая (заборная) часть, как правило, выпускается в виде своеобразного конуса, который осуществляет главную работу по нарезанию резьбы.
Калибрующая часть предназначена для качественной зачистки резьбы. Она обладает характерной цилиндрической формой с обратным конусом. Режущая часть направляет метчик в ходе нарезания.
Режущие зубья каждого метчика представлены в форме специальных резцов, расположенных по всей его окружности.
Канавки представляют собой незначительные углубления между режущими зубьями для образования режущих кромок и выхода стружки при нарезании резьбы. Метчики диаметром до 20 мм зачастую изготовляют с тремя, а d = 22–52 мм с четырьмя канавками.
Ремонтопригодность агрегата, изделия, узла определяется наличием разъемных соединений в нем.
А наличие подобных соединений и обеспечивает резьба. Для нарезки резьбы на электротехнологическом заводе «МиассЭлектроАппарат» имеется специальный многостаночный парк оборудования. Здесь представлены резьбонарезные, резьбофрезерные станки. Кроме того, функционирует роботизированный комплекс по качественной нарезке внутренней резьбы на различных прутковых деталях. Для этих целей применяют цельные и разрезные плашки. Предприятие приглашает к сотрудничеству компании Челябинска, Миасса, Златоуста, Магнитогорска, Троицка, Еманжелинска и других городов Челябинской области.
| Инструмент для нарезания резьбы |
| Вороток |
| Вороток для метчиков М 3-М10 |
| Вороток для метчиков М 3-М12 |
| Вороток для метчиков М 3-М16 |
| Вороток для метчиков М 5-М22 |
| Вороток для метчиков М 6-М24 |
| Вороток для метчиков М 8-М36 |
| Вороток для метчиков М10-М30 |
| Вороток для плашек М 3-М 8 |
| Вороток для плашек М 3-М10 |
| Вороток для плашек М 3-М14 |
| Вороток для плашек М10-М20 с кольцом |
| Вороток для плашек М16-М24 |
| Метчики КММП ГОСТ-3266 – Комплектный метчик машинный правого вращения 2шт (№1-черновой, №2-чистовой) |
| Метчик КММП М 3х0,50 |
| Метчик КММП М 4х0,70 |
| Метчик КММП М 5х0,80 |
| Метчик КММП М 6х1,00 |
| Метчик КММП М 8х1,25 |
| Метчик КММП М10х1,25 |
| Метчик КММП М10х1,50 |
| Метчик КММП М12х1,25 |
| Метчик КММП М12х1,75 |
| Метчик КММП М14х1,50 |
| Метчик КММП М14х2,00 |
| Метчик КММП М16х1,50 |
| Метчик КММП М16х2,00 |
| Метчик КММП М18х1,50 |
| Метчик КММП М18х2,50 |
| Метчик КММП М20х1,50 |
| Метчик КММП М20х2,50 |
| Метчик КММП М22х2,50 |
| Метчик КММП М24х3,00 |
| Метчик КММП М27х3,00 |
| Метчик КММП М30х3,50 |
| Метчики ММСЛ ГОСТ-3266 (Метчик машинный сквозной левого вращения) |
| Метчик ММСЛ М 8х1,25 Левый |
| Метчик ММСЛ М10х1,50 Левый |
| Метчик ММСЛ М12х1,75 Левый |
| Метчик ММСЛ М14х2,00 Левый |
| Метчик ММСЛ М16х2,00 Левый |
| Метчики ММСП ГОСТ-3266 (Метчик машинный сквозной правого вращения) |
| Метчик ММСП G1/2 |
| Метчик ММСП G3/4 |
| Метчик ММСП М 3х0,50 |
| Метчик ММСП М 4х0,70 |
| Метчик ММСП М 5х0,80 |
| Метчик ММСП М 6х1,00 |
| Метчик ММСП М 8х1,25 |
| Метчик ММСП М10х1,25 |
| Метчик ММСП М10х1,50 |
| Метчик ММСП М12х1,25 |
| Метчик ММСП М12х1,75 |
| Метчик ММСП М14х1,50 |
| Метчик ММСП М14х2,00 |
| Метчик ММСП М16х1,50 |
| Метчик ММСП М16х2,00 |
| Метчик ММСП М18х2,00 |
| Метчик ММСП М20х2,50 |
| Метчик ММСП М22х2,50 |
| Метчик ММСП М24х2,00 |
| Метчик ММСП М24х3,00 |
| Метчик ММСП М27х1,50 |
| Метчик ММСП М27х2,00 |
| Метчик ММСП М27х3,00 |
| Метчик ММСП М30х3,50 |
| Плашки ПЛКЛ ГОСТ-9740 (Плашка круглая левого вращения) |
| Плашка ПЛКЛ М 5х0,80 Левая |
| Плашка ПЛКЛ М 6х1,00 Левая |
| Плашка ПЛКЛ М 8х1,00 Левая |
| Плашка ПЛКЛ М10х1,50 Левая |
| Плашка ПЛКЛ М12х1,75 Левая |
| Плашки ПЛКП ГОСТ-9740 (Плашка круглая правого вращения) |
| Плашка ПЛКП М 5х0,80 |
| Плашка ПЛКП М 6х1,00 |
| Плашка ПЛКП М 8х1,00 |
| Плашка ПЛКП М 8х1,25 |
| Плашка ПЛКП М10х1,00 |
| Плашка ПЛКП М10х1,25 |
| Плашка ПЛКП М10х1,50 |
| Плашка ПЛКП М12х1,25 |
| Плашка ПЛКП М12х1,50 |
| Плашка ПЛКП М12х1,75 |
| Плашка ПЛКП М14х1,50 |
| Плашка ПЛКП М14х2,00 |
| Плашка ПЛКП М16х1,50 |
| Плашка ПЛКП М16х2,00 |
| Плашка ПЛКП М18х1,50 |
| Плашка ПЛКП М18х2,50 |
| Плашка ПЛКП М20х2,00 |
| Плашка ПЛКП М20х2,50 |
| Плашка ПЛКП М22х2,50 |
| Плашка ПЛКП М24х2,00 |
| Плашка ПЛКП М24х3,00 |
| Плашка ПЛКП М27х2,00 |
| Плашка ПЛКП М27х3,00 |
| Плашка ПЛКП М30х3,50 |
| Плашка ПЛТР G1/2 |
| Плашка ПЛТР G3/4 |
Что нужно знать
Метчики для нарезания резьбы и метчики для формования обеспечивают взаимозаменяемую резьбу и одинаковую калибровку, но это единственное сходство между двумя стилями нарезания резьбы.
Метчики
Когда станочникам нужно нарезать внутреннюю резьбу, они выбирают метчики. Подрезание метчика означает использование инструментов, которые удаляют материал из резьбового отверстия, согласно North American Tool. Затем этот процесс оставляет внутреннюю нить, отвечающую желаниям машиниста.
Машинист достигает этой геометрической точности с помощью инструментов, которые имеют функцию, называемую фаской, которая срезает угол 90 градусов или кромку, чтобы сделать ее более симметричной. Это постепенное режущее движение позволяет метчику плавно входить в отверстие.
Метчики-метчики
В отличие от метчиков, метчики для формования создают внешнюю резьбу. Формовка метчиков заключается в перемещении материала (например, металла) внутри отверстия. Кроме того, для метчиков для формования обычно требуется отверстие большего размера, потому что этот тип материала заставляет материал уходить и попадать в резьбу метчика.
Режущие метчики и формовочные метчики
Эти два метода нарезания резьбы отличаются друг от друга, но у них также есть несколько других отличий, начиная с типа резьбы, создаваемой каждым методом.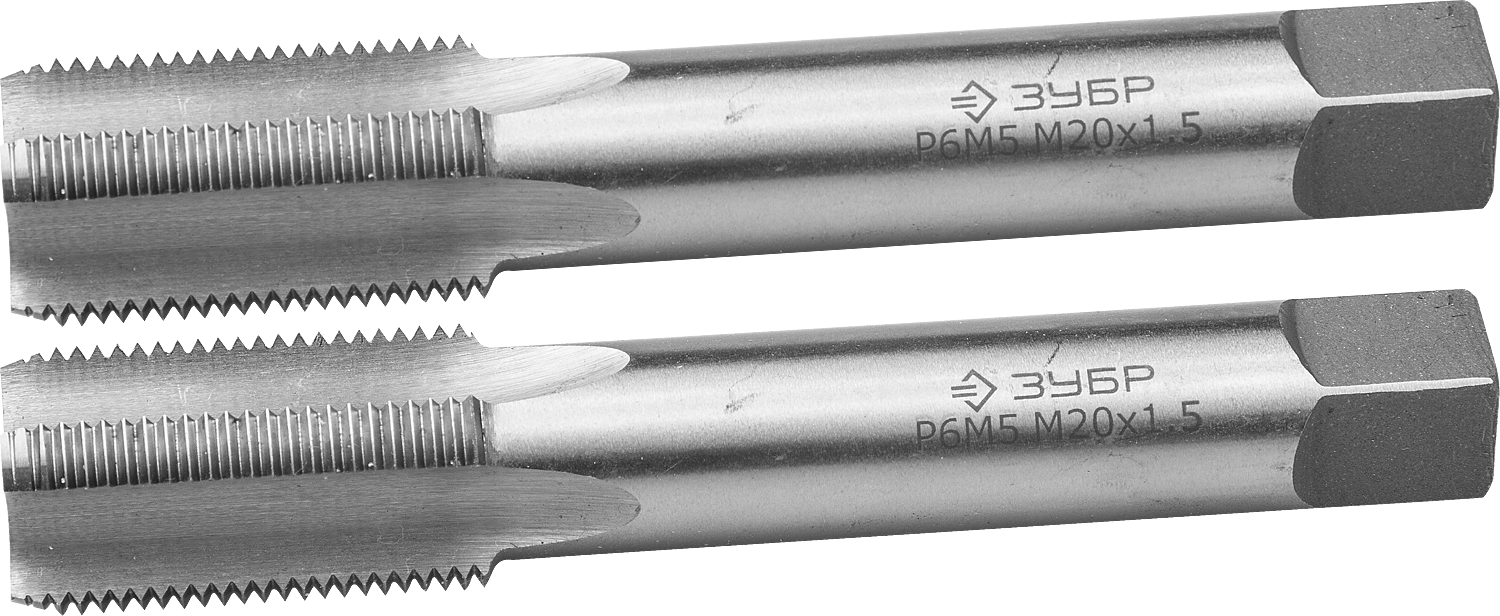
Режущие метчики более универсальны, чем метчики для формования, и могут использоваться с большим количеством материалов. Когда машинисты используют метчики для формовки, они могут использовать этот процесс только для алюминия, мягкой стали и цветных металлов. Но станочники не ограничиваются материалами, когда решают нарезать метчики.
Режущие метчики также имеют преимущество в отношении мощности, поскольку этот метод нарезания резьбы требует меньше энергии, чем метчики для формования.
Формованные нити более прочны, потому что поток зерен материала сжимается на вершине и в основании формы резьбы. Сравните это с нарезанием резьбы, которая из-за используемых инструментов приводит к существенному разрушению структуры зерна.
Кроме того, формованные метчики имеют более длительный срок службы, так как они служат примерно в 3–20 раз дольше, чем нарезные метчики.
Режущие метчики и метчики-формовщики имеют преимущества и недостатки от более прочной резьбы до большей совместимости. Но именно машинист решает, какой стиль нарезания резьбы использовать в зависимости от выполняемой работы.
Но именно машинист решает, какой стиль нарезания резьбы использовать в зависимости от выполняемой работы.
Подробнее:
Нарезание резьбы и сверление: в чем разница?
Объяснение крутящего момента
Маркировка метода испытания крутящего момента и его важность
и метчики-формовщики – North American Tool
Значительное большинство резьб, производимых сегодня в производстве, обрабатывается с помощью режущих инструментов: обычно метчиков и резьбонарезных станков для внутренней резьбы, а также резьбонарезных головок и резьбонарезных станков для наружной резьбы.Эти инструменты являются историческим стандартом для этой цели и привычными инструментами для машинистов. По мере того как обрабатываемые материалы и области применения меняются в соответствии с требованиями клиентов, альтернативы инструментам следуют их примеру. Хотя и режущие инструменты, и формовочные инструменты производят по существу одну и ту же резьбу и калибруются одинаково, требования к их использованию и достигаемые результаты во многом различаются.
Исторически внутренняя резьба создавалась метчиками. Это инструменты, которые предназначены для удаления материала из отверстия, оставляя готовую форму внутренней резьбы с заданной геометрией.В этих инструментах используется функция, известная как фаска, для достижения постепенного резания по мере того, как метчик входит в отверстие, и канавки, чтобы оставить место для стружки, создаваемой этим действием резания, а также охлаждающая или смазочная жидкость для помощи в процессе резки и удаления. материала из флейт.
Формовочные метчики создают резьбу за счет смещения материала внутри отверстия. Формованный материал принимает форму резьбы метчика без образования сколов. Канавки заменены канавками для смазки, чтобы уменьшить трение, возникающее во время процесса.Другие особенности метчика, такие как фаска, изменены с учетом сил, необходимых для того, чтобы нарезанный материал принял новую форму. Отводы, разделенные канавками, заменяются высокими участками, называемыми лепестками.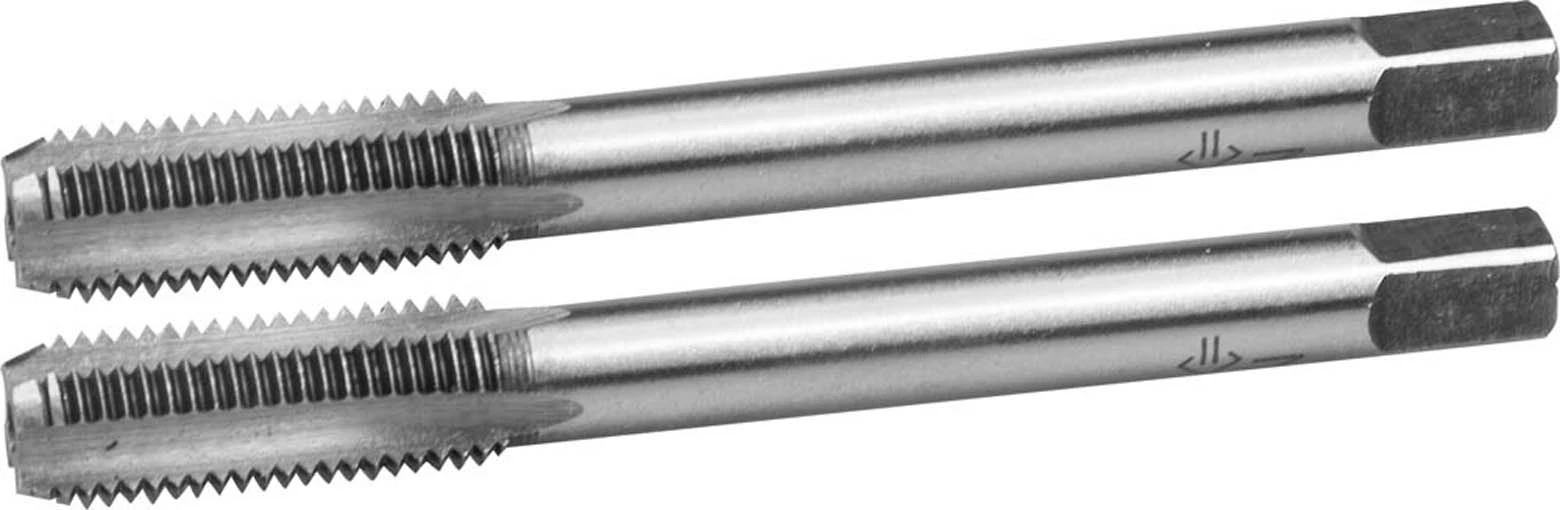 Эти выступы уменьшены, чтобы уменьшить контакт поверхности с рабочим материалом. Снижение трения – основная цель успешного формирования резьбы. Они также являются вероятным решением проблем нарезания «глухих» отверстий: поскольку метчики для формования не производят стружку, нет проблем с ее натягом и удалением.
Эти выступы уменьшены, чтобы уменьшить контакт поверхности с рабочим материалом. Снижение трения – основная цель успешного формирования резьбы. Они также являются вероятным решением проблем нарезания «глухих» отверстий: поскольку метчики для формования не производят стружку, нет проблем с ее натягом и удалением.
Формовочные метчики требуют отверстия немного большего размера, так как нарезанный материал течет как в резьбу метчика, так и от нее. Готовый малый диаметр отверстия будет меньше, чем диаметр отверстия без резьбы, когда процесс будет завершен. Также следует понимать, что метчики-формовщики работают лучше на скоростях от 1-1 / 2 до 2 раз быстрее, чем метчики для резки, и требуют гораздо большего внимания к смазке инструмента, поскольку трение между метчиком и заготовкой может создавать проблемы с генерируемыми метчиками. тепловые и крутящие силы, приложенные ко всей установке.
Принято считать, что формованная резьба прочнее, чем нарезанная. При формировании резьбы зерно материала сжимается, особенно в основании и вершине формы резьбы. В то время как зернистая структура разрезаемого материала была «разрушена» режущим действием инструмента.
В то время как зернистая структура разрезаемого материала была «разрушена» режущим действием инструмента.
Метчики-формовщики используются только для материалов, достаточно пластичных для технологического процесса, таких как цветные металлы, алюминий и мягкая сталь. Они также производят резьбу, которая немного отличается по внешнему виду от резьбы, создаваемой режущим инструментом.
Этот тип метчика также является вероятным решением проблем нарезания «глухих» отверстий: поскольку метчики-формовщики не образуют стружки, что не создает проблем с ее натягом и удалением.
Метчики более универсальны, так как геометрия инструмента может быть изменена в соответствии с характеристиками нарезаемого материала. Они не ограничиваются материалами, подходящими для крана формы. Такие материалы, как чугун и фенольные пластмассы, которые не подходят для формования, можно обрабатывать с помощью метчика.Режущие метчики могут быть лучшим выбором для «сквозных отверстий», поскольку они не требуют отдельной операции для устранения деформации на входе и выходе, вызванной формовочным метчиком. Для метчиков требуется меньше машинной мощности, чем для метчиков для формования, что является важным фактором при увеличении диаметра метчика.
Для метчиков требуется меньше машинной мощности, чем для метчиков для формования, что является важным фактором при увеличении диаметра метчика.
Мы коснулись лишь нескольких основных различий между этими типами смесителей. У каждого стиля есть свои преимущества и ограничения. Решение о том, какой использовать, обычно определяется ограничениями работы, но часто зависит от опыта машиниста.
Профилегибочные машины для профилирования рулонов Vs. Нарезание метчиков на станке с ЧПУ
Это вопрос, который довольно часто задается машинистами, плохо знакомыми с этой отраслью, и даже опытными машинистами, которые плохо разбираются в нарезании резьбы метчиком. Хотя метчики для формования и нарезки могут выполнять одну и ту же работу, заключающуюся в создании резьбового внутреннего отверстия в детали, они немного отличаются по принципу работы.
После использования обоих типов нажатий какое-то время вы сразу заметите разницу во внешнем виде.Нарезной метчик не имеет полной резьбы примерно до третьего раза, в то время как метчик формы выглядит одинаково снизу вверх. Режущий метчик также имеет зазор вокруг инструмента, чтобы стружка уходила с пути и не ломала его.
Режущий метчик также имеет зазор вокруг инструмента, чтобы стружка уходила с пути и не ломала его.
Нарезание резьбы метчиками было самым популярным на протяжении десятилетий, потому что именно они были доступны. Они просты в использовании; просто просверлите отверстие подходящим размером сверла для метчика, убедившись, что вы вошли достаточно глубоко, чтобы метчик набрал достаточно резьбы, затем вставьте метчик в отверстие.В зависимости от возможностей вашей машины и материала, с которым вы работаете, вы можете работать только со скоростью 200–300 об / мин.
Жесткое нарезание резьбы метчиком – очень полезная опция на новых фрезерных станках с ЧПУ, таких как Haas. Это позволяет вам резать на более высоких оборотах, не создавая такой большой нагрузки на шпиндель. Это означает намного более короткое время цикла нарезания резьбы.
Метчик отлично подходит для сквозных отверстий, так как вам не придется копать отверстие, чтобы вытащить стружку. Вам также не придется беспокоиться о том, чтобы на что-нибудь наткнуться, если только ваш стол или приспособление не окажется под отверстием.
Поскольку этот тип метчика «врезает» резьбу в отверстие, вы можете обойтись без использования различных охлаждающих жидкостей и смесей, не ломая инструменты, особенно при работе с мягкими материалами, такими как алюминий.
Метчик формы и метчик отрезнойЧто лучше в метчиках формы? Что ж, у них есть несколько преимуществ перед режущими метчиками, которые заставят вас использовать их чаще. Во-первых, они не делают фишек. Метчик для формования делает именно это: он «формирует» резьбу в отверстии под давлением, в отличие от «нарезания» резьбы.
Это подводит нас к следующему преимуществу; нити намного прочнее, потому что они «формуются» на место. Если вам нужна прочная резьба в деталях, используйте метчики для форм.
Метчики для форм более прочные и служат дольше, чем метчики для резки. В конечном итоге это сэкономит вам время и деньги, так как у вас не так много метчиков ломается в деталях.
Не только все станет сильнее, но и вы сможете бежать с большей скоростью, что значительно сократит время цикла.
При всех этих преимуществах должно быть какое-то падение, верно ?! Что ж, из-за более высокого давления на инструмент и отверстие детали потребуется более качественная охлаждающая жидкость или масло с высокой смазывающей способностью.Если охлаждающая жидкость недостаточно хороша, метчику придется приложить больше усилий, чтобы образовалось резьбовое отверстие, и в конечном итоге он сломается.
Это особенно актуально для смесителей малой формы, таких как M3 (метрические), поскольку для смазки крана средней охлаждающей жидкости просто не хватает места. Вам нужно что-то с лучшей смазывающей способностью, что снизит нагрузку на инструмент. Кроме того, если ваша зенковка недостаточно велика, первая резьба будет вытолкнута вверх над поверхностью материала и вызовет натяжение, если это сопряженная деталь.
Кроме этого, особо и нечего сказать о касаниях форм. Иногда вам просто нужно поэкспериментировать, пока не обнаружите, что работает лучше всего. Если ваш кран продолжает ломаться, замените его на другую скорость, охлаждающую жидкость или другой кран.
В чем разница между метчиком и рулонным метчиком?
Мы подумали, что было бы полезно рассказать нашей аудитории о разнице между метчиком и рулонным метчиком. В этой статье основное внимание будет уделено достоинствам и недостаткам каждого инструмента.
Разница в нарезании и накатке резьбы
Метчик для обрезки кромок и метчик для рулонов создают резьбу, но по-разному. Как следует из их названий, нарезные метчики разрезают, удаляя материал по мере образования резьбы, а роликовые метчики (также известные как метчик для формования) формируют из материала резьбу, но не выбрасывают какой-либо материал. Качество резьбы, полученной этими двумя разными инструментами, одинаково по размерам, но отличается по конструкции. Поскольку рулонные метчики производят резьбу без удаления какого-либо материала, рулонные метчики создают более прочную конструкцию резьбы.Однако рулонный метчик не всегда предпочтительнее режущего метчика. Метчики для формовки и отрезные метчики часто зависят от материала.
Тип отверстия и материал влияют на режущие и рулонные метчики
Выбирая между рулоном и метчиком, вы должны учитывать, в каком типе отверстия вы будете нарезать резьбу и в каком материале. Глухое отверстие затрудняет использование метчика. Поскольку отверстие не имеет сквозного конца, скопление стружки в глухом отверстии может привести к поломке инструмента. Поскольку метчик для формовки не производит стружку, предпочтительнее метчик для резки при прочих равных условиях.
Однако некоторые материалы, такие как пластик или чугун, не поддаются прокатке, поэтому для них требуется метчик. Если для материала, который вы используете, требуется метчик для глухого отверстия, вам нужно будет следить за глубиной предварительного сверления. Выброшенный материал потребует места для накопления, иначе он заедет и потенциально сломает ваш инструмент. Это может быть так, если вы заправляете очень мягкий материал, например, полимер, или очень твердый материал, например, чугун.
Прокатка – наиболее распространенный вид изготовления резьбы из-за прочности резьбы и контроля над стружкодроблением.Эти инструменты учитывают небольшую разницу между глубиной резьбы и глубиной сверления. Однако выбор инструмента всегда определяется приложением, и один инструмент всегда имеет преимущество перед другим только в зависимости от ситуации. В этой ситуации материал, который вы обрабатываете, и тип отверстия, которое вы нарезаете, надёжно определяют ваш лучший выбор инструмента.
Как всегда, не стесняйтесь оставлять комментарии ниже и подписываться на нашу новостную рассылку. Если вы хотите научиться ловить отверстие с резьбой, нажмите здесь.
Метчики и плашки | Наборы метчиков и штампов
Thread Check Inc. предлагает полный ассортимент метчиков и штампов , наборов метчиков и штампов, а также режущих инструментов от ведущих мировых производителей, включая Kennametal, Cleveland, Guhring, Titex Tools, Chicago Latrobe, OSG, Michigan Drill, Triump Twist Drill, Accupro, MA Ford, Atrax, SGS, Kyocera, Sumitomo Electric Carbide, Kenna Perfect, Met Cut, SECO, Komet, Ingersoll Cutting Tools, Melin Tool Company, Alvord Polk Tool, DeWalt, Milwaukee, Irwin Auger and Router Bits, Lenox, Greenfield Tap and Die Sets, Balax, Emuge, Heli-Coil®, Jergens, EZ LOK, Putnam, Hanita, PROMAX, Widell Industries и другие. Thread Check Inc. предлагает полный выбор стандартных и специальных сверл, разверток, концевых фрез, резьбонарезных станков, метчиков и плашек, метчиков для нарезания резьбы и плашек для нарезания резьбы . Инженеры-специалисты по продажам Thread Check имеют многолетний опыт обработки и могут помочь вам выбрать подходящие метчики и плашки для работы.
Thread Check Inc. предлагает полный выбор стандартных и специальных сверл, разверток, концевых фрез, резьбонарезных станков, метчиков и плашек, метчиков для нарезания резьбы и плашек для нарезания резьбы . Инженеры-специалисты по продажам Thread Check имеют многолетний опыт обработки и могут помочь вам выбрать подходящие метчики и плашки для работы.
Thread Check Inc. предлагает обширный ассортимент стандартных режущих метчиков, режущих штампов и многих специальных изделий, изготовленных в течение 24 – 48 часов.
Метчики
|
|
|
Плашки
|
|
|
Сверла и развертки
|
|
|
Концевые фрезы
|
|
|
Заказ метчиков
Thread Check, Inc. настоятельно рекомендует по возможности предоставлять чертеж с информацией о резьбе. Это поможет нашему инженерному персоналу подобрать подходящие метчики для работы и избежать длительных задержек и дорогостоящих проблем на производстве.
настоятельно рекомендует по возможности предоставлять чертеж с информацией о резьбе. Это поможет нашему инженерному персоналу подобрать подходящие метчики для работы и избежать длительных задержек и дорогостоящих проблем на производстве.
Важная информация, необходимая для поставки подходящих метчиков:
- Номинальный размер, TPI или резьба на дюйм, форма резьбы, и если резьба является многократной.
- Класс изготавливаемой резьбы – 2Б или 3Б.
- Правая или левая резьба. Если не указано иное, всегда предполагается правая рука.
- Врезной материал.
- Тип отверстия для нарезки резьбы.
- Просверленные, перфорированные или литые.
- Резьбовое сверло или размер отверстия.
- Глубина отверстия.
- Сквозное или глухое отверстие.
- Требуемая длина полной резьбы.
- Требуемый тип метчиков – конус, заглушка, дно, метчик и метчик со спиральными канавками.
- Наш инженер-технолог определит это на основании предоставленной информации.

Любая дополнительная информация, касающаяся типа и состояния используемой машины или оборудования, может быть полезна при изготовлении метчиков оптимальной конструкции для работы.
Контрольный список устранения неисправностей при нарезании резьбы
- Использование неправильного стиля или дизайна для работы.
- Использование неправильного предельного размера метчика для класса резьбы.
- Использование затупившихся метчиков, штампов и режущих инструментов, требующих повторной заточки.
- Использование плохо заточенных метчиков, штампов и режущих инструментов.
- Материал детали слишком твердый или слишком мягкий.
- Материал детали низкого качества, неоднороден по структуре или анализу.
- Материал детали нарезан на резьбе метчика.
- Избыточная укладка стружки в канавки.
- Саморез слишком тяжелый или легкий для работы.
- Саморез без качественного ходового винта.
- Диапазон скоростей резьбонарезного станка слишком ограничен.
- Стол резьбонарезного станка или обрабатываемая деталь не перпендикулярна метчику.
- Станок с ЧПУ неправильно запрограммирован.
- Неблагоприятные условия перед выпуском отверстий (размер, глубина, прямолинейность, округлость, глазурованная или упрочненная поверхность, сколы на дне).
- Метчик и подготовленное отверстие не совмещены.
- Подъем заготовки и приспособления при развороте при вертикальном нарезании резьбы.
- Отсутствие надлежащей смазки при нанесении.

Метчики измерительные
Наибольший диаметр и делительный диаметр – два важных измерения на метчиках. Важно следить за износом этих размеров, поскольку они со временем изнашиваются при длительном использовании. Обратный конус, разгрузка резьбы и нарост на большой диаметр – это три фактора при разработке режущих метчиков , режущих головок и режущих инструментов , которые следует принимать во внимание при измерениях основного диаметра и делительного диаметра метчики, штампы и режущие инструменты.
Обратный конус – это постепенное уменьшение диаметра резьбы по направлению к хвостовику. Обычно это около 0,001 дюйма в диаметре на один дюйм длины. Рельеф резьбы постепенно уменьшает диаметр резьбы по направлению к пятке площадки и, как правило, покрывает около двух третей ширины площадки, хотя в некоторых случаях может покрывать всю ширина.Задний конус и разгрузка резьбы предназначены для облегчения резания и уменьшения трения.Измерения размера всегда следует проводить по всей резьбе сразу за фаской и как можно ближе к режущей поверхности фаски. Режущие метчики , режущие плашки и Режущие инструменты всегда делаются больше основного диаметра, чтобы учесть износ и обеспечить зазор большого диаметра в резьбовом отверстии.
Базовый микрометр можно использовать для измерения большого диаметра метчиков. Наковальня для микрометра должна контактировать с зубьями на поверхности режущих метчиков и режущих штампов . Делительный диаметр можно измерить с помощью трехпроводной системы измерения резьбы.
Делительный диаметр можно измерить с помощью трехпроводной системы измерения резьбы.
Метчики – Режущие инструменты | Начи Америка
Отвечая на спрос на снижение затрат на обработку и сокращение времени выполнения заказа, а также на вашу потребность в обработке разнообразных деталей и снижении воздействия на окружающую среду. Nachi America поддерживает вас в постоянно меняющейся среде, где вам необходимо решать технологические задачи повышения эффективности, точности и функциональности, как ваш партнер в области производства передовых технологий.
Метчики
Метчики с превосходными эксплуатационными характеристиками для различных материалов
Детали | |
Метчики для формовки стали и алюминия
Подробности | |
Специально разработан для преодоления трудностей, связанных с метчиками со спиральными канавками
Детали | |
Метчики с прямой канавкой для ручного нарезания резьбы
Детали | |
Отводы для труб для различных областей применения
Детали |
Метчик-формовщик
Вы не найдете ни одного метчика-формовщика (Jarflo), который работал бы лучше нашего! Инструмент Jarvis Cutting Tools может выполнять шлифовку как плоского гребня, так и радиуса гребня. Традиционно смесители изготавливаются с гребнем. Эта форма усеченной резьбы лучше всего работает в некоторых приложениях. Но радиус гребня грунта Джарвиса имеет значительное преимущество в самых разных областях применения. Радиус гребня обеспечивает подготовку кромки для формирования метчиков. Наши закругленные плечи могут значительно увеличить срок службы метчика и создать более прочную резьбу. Фактически, есть много приложений, которые теперь определяют радиус гребня Джарвиса из-за дополнительной прочности, которую они обеспечивают.
Традиционно смесители изготавливаются с гребнем. Эта форма усеченной резьбы лучше всего работает в некоторых приложениях. Но радиус гребня грунта Джарвиса имеет значительное преимущество в самых разных областях применения. Радиус гребня обеспечивает подготовку кромки для формирования метчиков. Наши закругленные плечи могут значительно увеличить срок службы метчика и создать более прочную резьбу. Фактически, есть много приложений, которые теперь определяют радиус гребня Джарвиса из-за дополнительной прочности, которую они обеспечивают.
К преимуществам нарезания резьбы по форме относятся:
Метчики повышенной прочности: Отсутствие режущего материала из-за использования метчиков для формования устраняет остатки стружки.Таким образом, отсутствие стружки устраняет необходимость в канавках, что позволяет получить надежный и более прочный метчик для вашего применения.
Нарезание резьбы без стружки: Поскольку резьба формируется, а не нарезается, отсутствуют стружки, мешающие процессу нарезания резьбы или вызывающие проблемы с удалением стружки в глухих отверстиях. Это позволяет получить более чистые отверстия с улучшенной обработкой поверхности.
Это позволяет получить более чистые отверстия с улучшенной обработкой поверхности.
Более длительный срок службы метчика: Лучшие в отрасли метчики-формовщики Jarvis служат от 3 до 20 раз дольше, чем режущие метчики, потому что они не затупляются режущей кромкой.Это приводит к экономии затрат и большей прибыли, что в конечном итоге означает более сильное удержание и более высокую прибыль. И то, и другое – разумные методы ведения бизнеса.
Более прочная резьба: Поток зерна сформированной резьбы – в результате нарезания резьбы метчиком – повторяет контур резьбы, что приводит к большей прочности резьбы.
Улучшенная калибровка резьбы: Формовочные метчики меняют положение металла в отверстии для создания резьбы. Поскольку металл не срезается, возможность получения резьбы большего размера значительно снижается.
Jarflo – ведущее имя в области нарезки рулонов. Наши инновационные конструкции используются для самых разных областей применения, в том числе:
Метчики для формования Jarflo производятся с вершинами радиуса шлифовки, предназначенными для снижения требований к крутящему моменту на 50%. Они также производятся с расположением гребня в секции вырубки в идеальном направлении с расположением гребня во всем диаметре. Эта особенность равномерно перемещает материал, что снижает требования к крутящему моменту.
Они также производятся с расположением гребня в секции вырубки в идеальном направлении с расположением гребня во всем диаметре. Эта особенность равномерно перемещает материал, что снижает требования к крутящему моменту.
Компания Jarvis может оптимизировать конструкцию метчиков для формования Jarflo, используя различное количество выступов и канавок для смазки, переменную длину резки и контролируемые второстепенные диаметры, чтобы максимизировать производительность и обеспечить самую низкую стоимость отверстия.Фактически, согласно последним данным USCTI за 2017 год, более 25% рынка США используют наши отводы форм для своих приложений.
Нашим клиентам необходимо конкурентное преимущество, и получить преимущество в этой конкурентной отрасли непросто. Это требует работы, дисциплины и еще большего количества работы. Это требует, чтобы и вы (он же клиент), и мы (он же поставщик) определили цель, протестировали варианты, измерили результаты и внедрили решение. Стандартные элементы каталога могут пройти только часть пути; почему бы не попробовать эксклюзивное решение?
Имея это в виду, было доказано, что эксклюзивные инструментальные решения Jarvis выходят далеко за рамки тех инструментов, которые вы используете сейчас.