Оснастка для фрезерных, сверлильных и токарных станков
Оснастка для фрезерных, токарных и сверлильных станков
Важнейшим элементом корректной работы производства является надежная и полноценная оснастка всех механизмов и станков на предприятии. Завод Фрезерных Станков предлагает купить оснастку для фрезерных, токарных и сверлильных установок от производителя. Сделать правильный выбор можно, ознакомившись с каталогом и подробным описанием каждого, представленного на сайте устройства.
Переходные втулки
Этот тип оснастки предназначен для металлорежущих станков и рассчитан на установку инструмента с различными типами конусов Морзе. Цель применения переходной втулки – установка на шпиндель станка инструмента любой геометрической формы.
Внешне переходная втулка представляет собой полую деталь небольшого размера. Форма конусообразная, внутри есть овальное отверстие. Что касается конусов, их во втулке два – наружный и внутренний. В зависимости от того, под какой стандарт расточен конус, втулка имеет свой номер (от 0 до 7 соответственно). Переходная втулка позволяет максимально быстро снимать и устанавливать инструмент, и соответственно также быстро переходить к следующей операции.
Важно: Основная сфера применения переходных втулок – разнообразные станки для резки металла, а конкретно фрезерные станки. Для этого типа оборудования такой вид оснастки обязателен. Втулка позволяет устанавливать свёрла, зенкеры, оправы, развертки самого разного диаметра.
Оправки фрезерные длинные
Оправка необходима для того, чтобы шпиндель фрезерного станка мог сообщать вращательный момент установленному инструменту. Оправка фрезерная состоит из двух элементов – для крепления к шпинделю и для закрепления на оправке фрезы. Конструктивно это выглядит следующим образом:
- Конический хвостовик.
- Крепление для обрабатывающего инструмента.
Принцип работы заключается в 3 ключевых моментах:
- Оправка монтируется к шпинделю и центруется.

- Обрабатывающий инструмент вставляется в рабочую часть.
- Станок запускается для дальнейшей обработки при непосредственном использовании фрезы.

Важно: При помощи оправки вращательный момент можно понижать или передавать напрямую от шпинделя без изменений.
Оправки фрезерные длинные чаще всего используют на горизонтальных фрезерных станках.
Преимущества использования оправок многочисленны, а именно:
- Высокая производительность работы на автоматических и полуавтоматических станках.
- Точность обработки.
- Простота крепления.
- Возможность обработки широким разнообразием инструментов.
- Доступная цена.
- Удобство в эксплуатации.
- Защита шпинделя от механических повреждений.
Патроны цанговые
Цанговый патрон представляет собой зажимной механизм, рассчитанный на закрепление режущих элементов, вращающихся на большой скорости.
Важно: Такие устройства часто называют самозажимными, благодаря тому, что они не требуют дополнительного инструментария, в числе которого шпильки, винты и другое.
Купить цанговый патрон необходимо для закрепления деталей на токарных станках. Для полноценной работы подобная оснастка просто необходима. Устройство может иметь разную форму и габариты в зависимости от того, какую конкретно заготовку требуется закрепить.
Цанговые самозажимные патроны используются во всех видах станков, как в специализированных, так и в универсальных. Основное преимущество этих устройств – конструкция, обеспечивающая высокое усилие самого патрона, в том числе и в случаях, когда значение крутящего момента невелико.
Важно: Особое внимание, прежде чем купить цанговый патрон, требуется уделять тому, чтобы основные его элементы были созданы исключительно из закаленной стали. Только тогда оснастка прослужит долго и докажет свою высокую надежность.
Приобрести оснастку
ДЗФС предлагает купить оснастку от производителя по самой выгодной цене. Мы предлагаем только соответствующую всем ГОСТам продукцию и качество, проверенное десятилетиями роботы на отечественном рынке. Также у нас можно приобрести многочисленные виды фрезерных станков и другое оборудование по доступной цене. За консультацией вы можете обращаться на горячую линию или же написав письмо на наш электронный ящик: [email protected]
Оснастка токарных станков
Современные токарные станки делятся на две большие группы – лобовые и карусельные, – в рамках которых существуют многоступенчатые внутренние градации, позволяющие подобрать оптимальную модификацию под конкретные производственные задачи. Отсюда поистине огромное количество разнообразной оснастки, подробнее о которой читатель узнает, кликнув по ссылке planetarka.com. Речь идет о режущем и вспомогательном инструменте, а также о специальных приспособлениях для крепления заготовок. Каждая отдельная позиция призвана не только повысить эффективность выполнения одной либо нескольких операций, но и достичь требуемого качества обработки.
Самым наглядным примером обширной номенклатуры являются резцы, которые бывают подрезными, проходными, отрезными, резьбовыми, расточными, фасочными и фасонными. Во всех перечисленных группах присутствуют изделия с различными классами точности, материальными и конструктивными особенностями. Среди них есть дорогие «сплошные» модификации и их общедоступные «составные» аналоги. В них сверхпрочные режущие сплавы находятся лишь на напаянных пластинах («головках»), а «тела» или «державки» сделаны из обычных металлов.
Помимо этого, существуют образцы со сменными «головками», которые, как правило, приобретают для станков с ЧПУ. Считается, что на классическом токарном оборудовании с ними работать неудобно. Далеко не все резцы целиком изготавливаются из сталей. Сегодня довольно часто встречаются инновационные сплавы, и даже металлокерамика.
О специфике
Работа мастеров-универсалов сродни хирургии, для которой жизненно необходим весьма специфический инструментарий, позволяющий выполнять определенные действия. При решении сложных задач специалисты зачастую задействуют по нескольку десятков разновидностей оснастки. Ошибиться в выборе наиболее оптимального варианта нельзя. Иначе, детали уйдут в брак.
Опытным токарям хорошо известны особенности работы с различным инструментарием. Эти знания накапливаются годами. Недаром на профессионалов существует стабильно высокий спрос, опережающий предложение.
Технология токарной обработки и оснастка
Самым популярным способом обработки заготовок режущими инструментами является токарная обработка. Она используется для получения деталей, представляющих собой тела вращения, симметричные по осям. К ним относятся:
- муфты;
- гайки;
- втулки;
- кольца;
- фланцы;
- цапфы;
- пальцы;
- оси;
- диски;
- валы.
Главные токарные операции видны на рис. 1.
Рис. 1. Токарные работы (стрелки указывают направления передвижения инструментов и вращения заготовки): а — внешняя обработка поверхностей в форме цилиндра; б — внешняя обработка поверхностей в форме конуса; в — выполнение токарной обработки торцов и уступов; г — выточка пазов, канавок, отрезание части заготовки; д — внутренняя обработка поверхностей в форме цилиндра либо конуса; е — обработка сверлением, зенкерованием и развертыванием отверстий; ж — нарезка резьбы снаружи; з — нарезка резьбы внутри детали; и — обработка фасонины; к — накатка рифленой поверхности.
При изготовлении деталей машин заготовки превращаются в изделия в результате их механической обработки режущими инструментами. При этом последовательно удаляется с заготовки тонкий слой металла в виде стружки.
На токарных станках используется много различных режущих инструментов:
- фасонный инструмент;
- резьбонарезные головки;
- плашки;
- метчики;
- развертки;
- зенкеры;
- сверла;
- резцы.
Токарные резцы – наиболее популярные инструменты. Их используют для нарезания резьб, обработки фасонных, цилиндрических поверхностей, плоских деталей (рис. 2).
Рис. 2. Виды токарных резцов для обработки различных поверхностей:
а — внешняя расточка с помощью проходного отогнутого резца; б — внешняя расточка с помощью прямого проходного резца; в — расточка, выполненная с подрезом выступа под углом 90º; г — вырезание канавки по сечению вала; д — расточка галтели по радиусу; е — расточка отверстия; ж и з — нарезка внешней и внутренней резьбы.
Часто на токарных станках производится сверление различных отверстий. Это один из распространенных способов обработки. Его применяют с целью начальной обработки отверстий. Только сверлом можно выполнить черновую расточку отверстия в цельной заготовке. Сверла бывают:
- эжекторные;
- центровочные;
- глубинного сверления;
- перовые;
- спиральные.
Самую большую популярность получили спиральные сверла.
Крепеж режущих инструментов, их движение во время работы токарно-винторезного станка осуществляется различными узлами или сборочными единицами станка. Далее описываются схемы работы некоторых основных рабочих узлов.
Рис. 3. Суппорт:
1 — нижние направляющие продольного суппорта; 2 — винт подачи хода; 3 — поперечные направляющие суппорта; 4 — плита поворота; 5 — направляющие; 6 — держатель резца; 7 — головка поворота держателя резца: 8 — винт, крепящий резцы; 9 — рукоятка поворота держателя резцов; 10 — гайка; 11 — верхние направляющие продольного суппорта; 12 — направляющие; 13 и 14 — ручки; 15 — рукоятка для передвижения суппорта вдоль станка.
На рис. 3 изображен суппорт станка. Его устройство и работа: нижние направляющие 7 подаются по направляющим станины рукояткой 75 и резец двигается в нужном направлении. На салазках, расположенных внизу, по направляющим 12 передвигается поперечный суппорт 3. Он заставляет двигаться резец в сторону, перпендикулярную оси вращения обрабатываемой детали.
Рукояткой 13 по направляющим 5 поворотной станины подаются верхние салазки 77. Вместе со станиной 4 они прокручиваются в плоскости горизонта по отношению к поперечным салазкам 3 и заставляют резец подаваться под углом к оси вращения обрабатываемой детали.
Держатель резца или по-другому, резцовая головка на четыре позиции, прижимается ручкой 9 к верхним салазкам 77. С помощью этого универсального механизма резец мгновенно подается в работу с минимумом затрат времени.
Рис. 4. Держатель резцов:
1 — упорная шайба; 2 — поворотная головка; 3 — оправка с конусом; 4 — ручка; 5 — верхние салазки; 6 — головка с резцами четырехсторонняя; 7 — болт.
Как устроен держатель резцов, видно на рис 4. Центрирующая расточка верхних салазок 5 имеет оправку 3 конической формы с резьбой на конце. Четырехсторонняя резцовая головка 6 расположена на конусе оправки. Когда вращается рукоятка 4, головка 2 двигается вниз вдоль резьбы конической оправки 5.
Шайба 7 вместе с опорным подшипником жестко удерживают резцовую головку 6 на конусе оправки 3. Головка 2 закреплена к резцовой головке 6 с помощью винтов 7. От проворота резцедержатель предохраняет шарик. Он заклинивается между пазом, имеющимся в конусе оправки 3 и отверстием в резцедержателе 6.
В конструкции токарно-винторезного станка основное назначение задней бабки – поддержка слишком длинных деталей в момент обработки. Еще бабка применяется с целью крепежа инструментов, назначение которых – обработка различных отверстий. Это могут быть развертки, зенкера, сверла. И еще – нарезание резьбы – резьбонарезные головки, плашки, метчики.
Это могут быть развертки, зенкера, сверла. И еще – нарезание резьбы – резьбонарезные головки, плашки, метчики.
Рис. 5. Задняя бабка:
1 — картер; 2 — центровочное приспособление; 3, 6 — ручки; 4 — пиноль; 5, 12 и 14 — болты; 7 — маховик; 8 — тяга; 9, 10 — рычаги; 11, 13 — гайки
Задняя бабка наглядно представлена на рис. 5. Маховик 7 раскручивает винт 5 и в корпусе 7 двигается пиноль 4. Она закрепляется ручкой 3. Режущий инструмент либо центр 2 установлен конусным хвостовиком в пиноли. Продольным суппортом либо вручную по салазкам станка задняя бабка совершает движение.
Если бабка неподвижна, она фиксируется ручкой 6. Ручка имеет связь с тягой 8 и рычагом 9. Винтом 72 и гайкой 77 регулируется мощность прижима рычага 9 тягой 8 к станине. Чтобы более жестко укрепить заднюю бабку, затягивают винт 14 и гайку 13. Рычаг 10 прижимает их к станине.
В револьверной поворотной головке, рассчитанной на много позиций, закрепляют разнообразные инструменты на токарно-винторезных станках, когда необходимо обрабатывать детали сложной формы и конструкции. Индексируя (поворачивая) ее, последовательно вводят в рабочий цикл настроенные инструменты.
Модификаторы для станков зависят от назначения и делятся на три группы:
- модификаторы для крепежа деталей на станке;
- механизмы для удержания режущего инструмента при обработке;
- модификаторы для модернизации технологических возможностей станков. Они дают возможность станку осуществлять не свойственные операции. Это фрезерование на токарном станке, выполнение нескольких отверстий одновременно и т. д.
Модификаторы для крепежа деталей на станке
Чтобы закрепить заготовки в рабочем пространстве станка, используются патроны на 2, 3 и 4 кулачка. Они могут быть с механизированным и ручным зажимным приводом.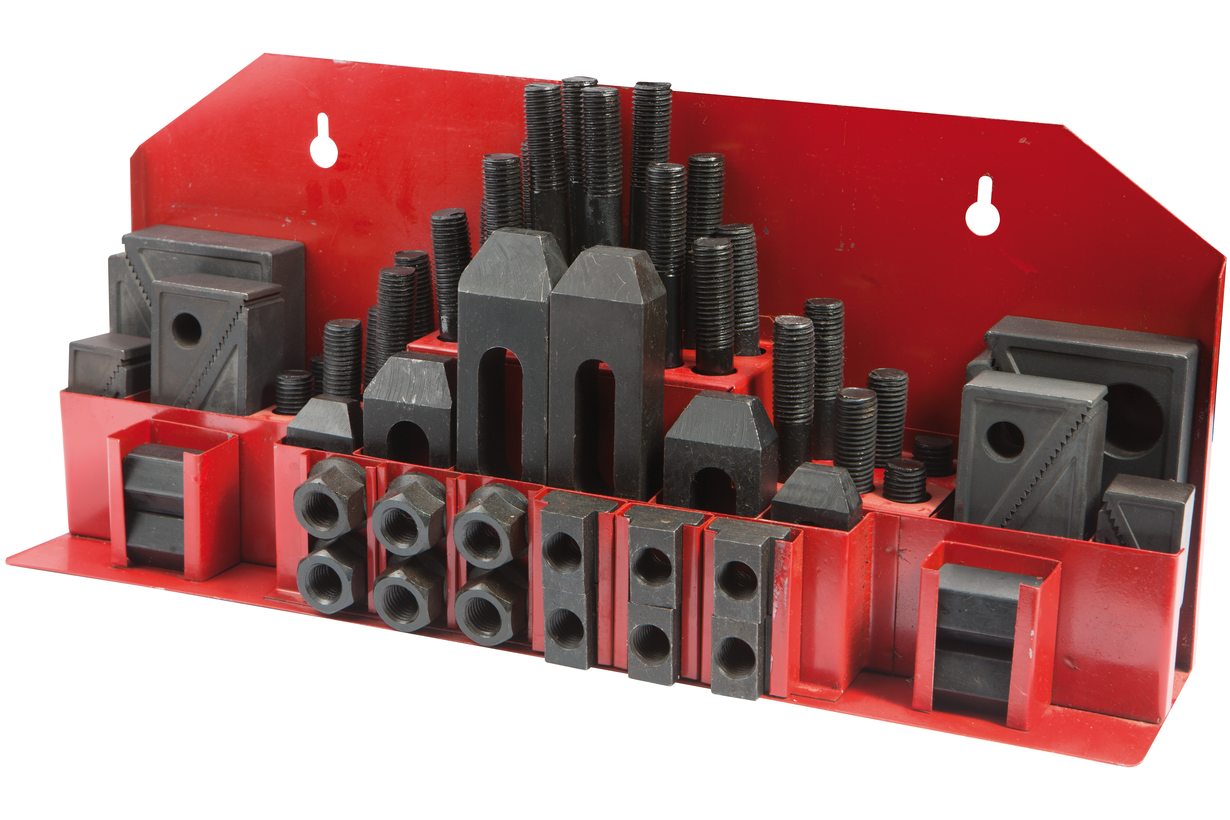 Самым популярным является самоцентрирующийся трехкулачковый патрон (рис. 6). Вместе с диском 4 синхронно передвигаются кулачки 3, 2, 1.
Самым популярным является самоцентрирующийся трехкулачковый патрон (рис. 6). Вместе с диском 4 синхронно передвигаются кулачки 3, 2, 1.
Рис. 6. Трехкулачковый самоцентрирующий патрон:
1, 2 и 3 — кулачки; 4 — диск; 5 — шестерня; 6 — шайба патрона
С одного торца диска изготовлены пазы в форме спирали Архимеда. В пазах установлены нижние выступы кулачков. С другого торца диска вырезана коническая шестерня. Она находится в зацеплении с тремя коническими шестернями 5. Проворачивая специальным универсальным ключом одну шестерню 5, диск 4 в результате зубчатого зацепления вынужден провернуться.
Через спираль синхронно передвигаются вдоль пазов корпуса 6 все кулачки патрона. Направлений движения всего два: кулачки стремятся к оси патрона, зажимая заготовку, либо отдаляются, отпуская ее. Конструктивно кулачки выполнены с тремя ступенями. Для сопротивления износу их подвергают закалке.
Кулачки могут захватывать детали во время обработки внешней и внутренней поверхности. Крепеж внутри заготовки предусматривает наличие технологического отверстия, куда заходят кулачки. Самоцентрирующиеся патроны с тремя кулачками удерживают детали шестигранного и круглого сечения, круглые прутки с большим сечением.
Самоцентрирующиеся патроны с двумя кулачками удерживают поковки и фасонные отливки. В кулачках подобных патронов крепят только одну заготовку. В самоцентрирующихся патронах на четыре кулачка крепят прутки с квадратным сечением. Патроны, где установлена индивидуальная регулировка кулачков, удерживают изделия несимметричной либо прямоугольной конфигурации.
Рис. 7. Разновидности центров:
а — центр с упором; б — обратный центр; в — полуцентр упорный; г — со сферой; д — рифленый конус; е — с наконечником из твердых сплавов; 1 — рабочая часть; 2 — хвостовик; 3 — опорный выступ.
Размеры и формы заготовок предоставляют возможность при обработке использовать различные центры (рис. 7). В вершине рабочего места центра угол равняется 60˚ (рис. 7, а). Конусные поверхности хвостовика 2 и рабочего места 1 должны быть гладкими, без забоин. В противном случае, обрабатывая детали, это приведет к погрешности.
Сечение опорного выступа 3 должно быть меньше, чем малое сечение конуса хвостовика. Данная пропорция дает возможность выбивать инструмент из гнезда, оставляя целым конус его рабочей части.
Работая с большими нагрузками и скоростями резания, используют задние центры вращения (рис. 8). Внутрь хвостовой части центра 4 на подшипниках качения 2, 3, 5 запрессована ось. Она заканчивается выходящей наружу рабочей частью 1. Это позволяет оси вращаться с деталью во время обработки.
Рис. 8. Устройство вращающегося центра:
1 — рабочая поверхность; 2, 3 и 5 — подшипник; 4 — хвостовик.
Чтобы передать вращение от патрона к заготовке, закрепленной в центрах станка, используются хомутики (рис. 9). Хомутик одевают на деталь и стягивают винтом 1 (рис. 9, а). Хвостовик 2 хомутика должен упираться в палец поводкового патрона.
Рис. 9. Токарные хомутики:
а —простой: 1 — болт; 2 — хвостовая часть; б — с самозатягиванием; 1 — упорный винт; 2 — хвостовая часть; 3 — пружинная пластина; 4 — палец; 5 — призматический корпус.
Когда деталь обрабатывается в центрах, движение ей передает поводковый патрон посредством пальца-поводка через хомутик, стянутый на заготовке винтом. Сократить время черновой обработки валов сечением 15…90 мм помогают поводковые самозажимные патроны.
Назначение цанговых патронов – крепеж холоднотянутого прутка. Также они применяются для повторного крепежа деталей на предварительно обработанной поверхности.
Мембранные патроны используются для получения деталей высокой точности центрирования.
Рис. 10. Расположение обрабатываемых деталей в патроне с использованием поджатия заднего центра:
1 — обрабатываемая деталь; 2 и 3 — резцы
Методы крепежа и установки обрабатываемых деталей на станок применяют исходя из их твердости, точности обработки, габаритных размеров. Если соотношение I/D<4, где I – длина заготовки, мм, D – сечение заготовки, мм, то заготовку крепят в патроне.
Если 4<I/D<10, заготовку крепят в патроне с поджимом задним центром либо в центрах (рис. 10). Если I/D>10, то заготовку помещают а центр либо патрон. Практикуется крепеж в центре задней бабки и поддержка с помощью люнета (рис. 11).
Рис. 11. Устройство люнетов:
а — с движением; б — без движения: 1 — откидывающийся механизм; 2 и 3 — болты; 4 — роликовый механизм; 5 — прижимная планка; 6 — гайка с винтом.
Наиболее популярной установкой обрабатываемой детали принято считать в центрах станка. Она установлена в центрах при необходимости придания ей концентричности поверхностей. Если дальнейшую обработку будут выполнять на шлифовальном станке – тоже в центрах. Это должно быть предусмотрено технологической картой обработки.
Детали, у которых имеются отверстия, крепятся в центрах с использованием токарных оправок (рис. 12). Облегчить труд станочника в операциях по закреплению деталей на станках способствуют механизированные приводы:
- магнитные;
- электрические;
- гидравлические;
- пневматические.
Рис. 12. Токарные оправки:
а — оправка с малой конусностью (обычно 1:2000): 1 — центровое отверстие; 2 — хомутик; 3 — оправка; 4 — заготовка; б — цилиндрическая оправка: 1 — заготовка; 2 — оправка; 3 — прижимная шайба; 4 — шайба; в — разжимная (цанговая) оправка: 1 — заготовка; 2 — коническая оправка; 3, 5 — гайки; 4 — полая оправка; г — шпиндельная оправка: 1 — цанга; 2 — заготовка; 3 — разжимная оправка; 4 — патрон; д — оправка с упругой оболочкой: 1 — план-шайба; 2 — втулка; 3 — заготовка; 4 — отверстие для ввода гидропласта; 5, 6 — винт
Данный инструмент служит для установки и крепежа режущего инструмента на станке. Он помогает добиться точности и повысить производительность токарной обработки. Его принципы работы одинаковые для всех токарных станков.
Он помогает добиться точности и повысить производительность токарной обработки. Его принципы работы одинаковые для всех токарных станков.
Разный по конфигурации только хвостовик, служащий для фиксации приспособления.
Виды вспомогательных инструментов:
- державки байонетного типа;
- державки со сложной конфигурацией и цилиндрическим хвостовиком;
- призматические державки с цилиндрическим хвостовиком;
- цилиндрические державки.
Ограничивают подачу валов и прутков, разворачивают револьверную головку, у которой горизонтальная ось вращения, набор специальных упоров. Они изготавливаются откидные, регулируемые, жесткие.
тиски и оснастка для токарных станков
Чтобы приобрести хорошие прецизионные тиски и оснастку для токарных установок, необходимо обратиться в компанию «Абамет». Здесь каждому желающему доступна продукция, высокое качество которой подтверждено соответствующими сертификатами. Но каковы особенности такого товара?
Инструментальные приспособления для токарного оборудования и их особенности
В данной компании каждый желающий может купить токарную оснастку на оптимальных условиях. Покупателям доступна продукция бренда AdvaCUT. Она идеально подходит для электроэрозионных станков, установок лазерной резки и токарно-фрезерной группы оборудования.
В каталоге представлен очень большой выбор, что позволяет подобрать оптимальный вариант для любого конкретного случая. Предлагаемые изделия изготавливаются на заводах в Италии и Венгрии. Продукция отличается высокими эксплуатационными свойствами. Она экспортируется в самые разные страны.
Автор фотографии: Pixabay
Чем особенны предлагаемые прецизионные тиски
Чтобы приобрести хорошие тиски прецизионные, необходимо пройти по ссылке: https://abamet-shop.ru/catalog/tiski/stanochnye-modulnye/pretsizionnye/. Это идеальный вариант для качественной и быстрой реализации определённых шлифовальных и фрезерных манипуляций. С помощью таких тисков можно без труда зафиксировать заготовку, которую предстоит обработать на станке.
С помощью таких тисков можно без труда зафиксировать заготовку, которую предстоит обработать на станке.
Прецизионные тиски от «Абамет» снабжены очень надёжными и гладкими губками. Для их изготовления используется сталь, которая имеет твёрдость HRC 60. Предварительно она подвергается процессу закалки и шлифовки. Такие тиски обеспечивают очень плавный ход губок.
Вот другие параметры данного типа товара:
- обеспечивает высокую точность фрезерных и контрольных операций;
- можно применять для проведения определённых манипуляций на электроэрозионном оборудовании;
- позволяет безупречно выполнить шлифовальные манипуляции;
- отличается довольно продолжительным эксплуатационным сроком.
Прецизионные тиски от компании «Абамет» можно применять и на типовом оборудовании, и на станках с числовым программным управлением. Благодаря им можно существенно расширить функционал оборудования.
Заказ можно оформить в любой удобный момент. Доступна бесплатная консультация специалиста. Выбирайте лучшее, и тогда намеченные работы удастся выполнить качественно и на профессиональном уровне!
Скорость | Токарные инструменты
Velocity / SU-matic Инструмент:
Velocity Products имеет самый большой запас токарного инструмента для Okuma в Северной Америке . Инструмент Velocity / SU-matic разработан и изготовлен в Европе компанией SU-matic – мировым лидером в области инструментальной технологии. SU-matic тесно сотрудничает с инженерами из Okuma Europe, Okuma Japan и Okuma America при разработке новых инструментов. Такое сотрудничество инженеров обеспечивает безупречную работу инструмента на токарных станках Okuma, многозадачных станках и обрабатывающих центрах.На производственном предприятии SU-matic имеется несколько станков Okuma. Инструмент Velocity / SU-matic доступен только для станков Okuma.
Партнеры в THINC:
Как член партнеров в THINC, Velocity / SU-matic работает вместе с Okuma America и другими партнерами в THINC, создавая синергию, которая позволяет Velocity / SU-matic оптимизировать разработку новых инструментов и улучшать производительность существующих инструментов. воспользоваться всеми преимуществами дизайна и инноваций станков Okuma.
воспользоваться всеми преимуществами дизайна и инноваций станков Okuma.
Скоростной токарный инструмент доступен для следующих станков:
Okuma LB2000 и LB3000 M / MY / MYW Токарные станки
Okuma LB2000 и LB3000 L-револьверные станки
Okuma LB4000 M / MY Токарные станки
Okuma LB4000 L-револьверные станки
Okuma LT2000 Токарные станки
Okuma LT3000 Luma
Okuma LU3000 LU3000 -Токарные станки
Okuma LU4000 Токарные станки
Okuma LU4000 L-револьверные станки
Okuma GENOS L300M / MY / MW / MYW с револьверной головкой BMT
Токарные станки Okuma GENOS L3000M
Okuma GENOS L400 и L3000L Токарные станки
Okuma Multus U3000 / 4000 Токарные станки Okuma Multus U3000 / 4000 LB45III и LU35II / U45II Токарные станки
Okuma LB45III M Токарные станки
Okuma “L” револьверные инструменты
Okuma V760 • V920 Токарные станки
Наборы инструментов для измерения скорости
Okuma 2SP-2500 HM
Okuma LU7000 M
Трехлетняя гарантия
Velocity Tooling рассчитан на годы работы в самых требовательных приложениях.Качество сборки наших держателей инструментов позволяет нам предоставлять на них трехлетнюю заводскую гарантию . Velocity Tooling отремонтирует любой дефектный держатель инструмента в течение трех лет с даты покупки. Все работы по техническому обслуживанию и ремонту инструментов проводятся в США на нашей сертифицированной ремонтной базе.
Советы по токарной обработке деталей на ручных токарных станках, часть 1
Ниже приведены советы по улучшению работы ручного токарного станка.
• Машинисты могут выполнять небольшие работы на больших токарных станках, но не большие работы на малых токарных станках.Поэтому купите токарный станок немного большего размера, чем вы думаете, что вам может понадобиться.
• Поставьте целевые отметки на сырье для быстрой черновой обработки. Снимите инструмент и используйте шкалу, чтобы сделать контрольные отметки, чтобы сократить время измерения. Разорвите и оторвите ближе к линиям, а затем вытащите свои более тонкие измерительные инструменты.
Снимите инструмент и используйте шкалу, чтобы сделать контрольные отметки, чтобы сократить время измерения. Разорвите и оторвите ближе к линиям, а затем вытащите свои более тонкие измерительные инструменты.
• Используйте быстросменные резцедержатели. Убедитесь, что у вас есть много блоков для инструментов. Я ненавижу, когда отсутствие инструментов снижает производительность.
• Всегда оставляйте расточную оправку установленной в инструментальном блоке.Хорошей отправной точкой для универсальных работ является расточная оправка на ½ или ⅝ дюйма. При обработке прутка используйте индексируемые пластины, если на станке работает много разных людей, чтобы при необходимости они могли быстро менять пластины. Пластины CCMT или WNMG – хороший компромисс. Вы можете легко менять геометрию пластины для разных материалов. Пластины WNMG имеют шесть режущих кромок, что обеспечивает хорошую экономию. Мы создали нашу пластину с мыслью о том, чтобы одна пластина была оптимизирована для более твердых материалов, а другая – для более мягких.
Все изображения любезно предоставлены Т.Липтон
Нанесите отметки на сырье для быстрой черновой обработки.
• Установите специальный блок токарного инструмента, чтобы он не попадал на пиноль на задней бабке, когда острие инструмента находится по центру. Это исключает изменение положения инструмента при использовании задней бабки для поддержки работы.
• Установите два отрезных ножа: одно в нейтральном положении, а другое под углом в пару градусов влево.
• Всегда держите длинную двустороннюю коронку с фаской 45 ° на каждом токарном станке.Это очень удобно для резки кромок и быстрой облицовки. Двойной конец позволяет использовать его как на внутреннем, так и на внешнем диаметре осей.
• Никогда не модифицируйте чужой шлифованный инструмент, оставленный в инструментальной колодке. Вы могли бы также попросить одолжить его зубную щетку. Просто выньте его и оставьте на токарном станке.
Вы могли бы также попросить одолжить его зубную щетку. Просто выньте его и оставьте на токарном станке.
Двухсторонняя фреза с фаской под 45 ° удобна для резки кромок и быстрой обработки кромок.
Ступенчатое растачивание глубоких отверстий за два или более шагов оставляет больше места для удаления стружки.
• Всегда оставляйте токарный станок в лучшей форме, чем когда вы его нашли. Это дает дополнительное преимущество, заключающееся в выделении пустых мест в магазине. Они резко выделяются на чистом фоне, где их можно как следует взбить и наказать.
• Используйте DOC, который немного больше, чем радиус вершины инструмента. Для пластин стружколомы не работают, если DOC не превышает радиус при вершине.
• Чтобы свести к минимуму вибрацию, используйте инструмент с положительной геометрией, небольшим радиусом при вершине и углом упора около 90 °, особенно при внутреннем растачивании.Кончик инструмента должен располагаться по центру или высотой в несколько тысячных дюйма.
• Ступенчатое растачивание глубоких отверстий в два или более шагов. Это оставляет больше места для удаления стружки, и вы можете использовать расточную оправку, которая более полно заполняет отверстие.
• Хвостовики расточной оправки из твердого сплава и тяжелых металлов намного более жесткие для обработки глубоких отверстий. Вы можете купить тяжелый металл и сделать свои собственные расточные оправки. Более длинная штанга на фотографии на стр. 29, показывающая две расточные оправки, выполнена из жесткого хэви-метала и называется «No-Chat».«Его можно встроить в любую конфигурацию, и он соответствует своей рекламе с уменьшенным количеством болтовни. На более короткой планке на фотографии изображены старые, сломанные твердосплавные концевые фрезы ¼ “для бит инструмента. В каждом магазине есть бесконечный запас сломанных ¼” инструментов, которые можно повторно использовать в этой расточной оправке.
В более короткой расточной оправке используются сломанные broken-дюймовые концевые фрезы для коронок, а в более длинной оправке из сплава тяжелых металлов для уменьшения вибрации.
• При появлении вибрации попробуйте увеличить скорость подачи, прежде чем все замедлять.Еще одна хитрость – переместить расточную оправку в держателе на долю дюйма в любом направлении. Иногда это небольшое изменение резонансной частоты может уменьшить или устранить дребезжание.
• Всегда старайтесь увеличивать скорость резания и подачу. Если вы никогда не выходите за рамки, как узнать, где находятся пределы? Увеличение подачи на 20% приводит к большему снижению стоимости детали, чем увеличение срока службы инструмента на 50%.
• Время от времени тестируйте новые инструменты.Многие умные люди работают над новыми эффективными проектами. Кроме того, весело тестировать инструменты продавца на полном ходу. CTE
Об авторе: Том Липтон – карьерный слесарь, который работал в различных мастерских, производящих детали для разработки потребительских товаров, лабораторное оборудование, медицинские услуги и производство нестандартных машин. Он получил шесть патентов США и живет в Аламо, Калифорния. Колонка Липтона адаптирована из информации из его книги «Металлообработка раковина или плавание: советы и хитрости для машинистов, сварщиков и фабрикантов», опубликованной Industrial Press Inc., Нью-Йорк. С издателем можно связаться по телефону (888) 528-7852 или на сайте www.industrialpress.com. Указав код CTE-2012 при заказе, читатели CTE получат 20-процентную скидку от прейскурантной цены книги в размере 44,95 доллара.
токарных и фрезерных станков.
Токарные и фрезерные станки
Экономьте на фрезерных станках, токарных станках по металлу и фрезерных принадлежностях В Bolton Tools вы найдете высококачественные фрезерные станки, токарные станки по металлу и принадлежности для токарных станков по выгодным ценам. Наши твердосплавные фрезы и токарные центры делают большинство токарных станков по металлу точными и точными. Купить фрезерный станок, токарный станок по металлу и аксессуары для токарных станков от Bolton Tools.
Наши твердосплавные фрезы и токарные центры делают большинство токарных станков по металлу точными и точными. Купить фрезерный станок, токарный станок по металлу и аксессуары для токарных станков от Bolton Tools.
Сравнение продуктов (0)
Сортировать по:
DefaultName (A – Z) Имя (Z – A) Цена (Низкая> Высокая) Цена (Высокая> Низкая) Рейтинг (Наивысший) Рейтинг (Наименьший) Модель (A – Z) Модель (Z – A)
Показывать:
255075100
3299 долларов.00 $ 4364,81 4 950,00 долл. США 5 019,69 долл. США 2250 долларов.00 $ 2 499,00 13 999,84 долл. США 16 371,03 долл. США 4 199 долларов США.
 00 $ 4 745,11
15 300,61 долл. США 16 371,03 долл. США
3037 долларов.50 $ 3 173,26
22 837,52 долл. США 32 416,81 долл. США
3 998 долларов США.
00 $ 4 745,11
15 300,61 долл. США 16 371,03 долл. США
3037 долларов.50 $ 3 173,26
22 837,52 долл. США 32 416,81 долл. США
3 998 долларов США. 00 $ 4 870,00
1979 долларов.00 2199,00 долл. США
14 580,74 долл. США 16 371,03 долл. США
4612 долларов.50 $ 5 892,87
4 612,50 долл. США 5 892,87 долл. США
1889 долларов.10 2137,50 долл. США
2227,95 долларов США 2475,50 долларов США
29 304 долл.
00 $ 4 870,00
1979 долларов.00 2199,00 долл. США
14 580,74 долл. США 16 371,03 долл. США
4612 долларов.50 $ 5 892,87
4 612,50 долл. США 5 892,87 долл. США
1889 долларов.10 2137,50 долл. США
2227,95 долларов США 2475,50 долларов США
29 304 долл. США.50 $ 37 874,18
США.50 $ 37 874,18Показано с 1 по 44 из 44 (1 страниц)
Основы работы с динамическими инструментами
Live Tooling, как следует из названия, специально управляется ЧПУ и револьверной головкой различных конфигураций шпинделя и вспомогательного шпинделя на токарных станках с ЧПУ для выполнения различных операций, в то время как заготовка остается в ориентации к главному шпинделю.Эти устройства, будь то BMT или VDI, также называются приводными инструментами, в отличие от статических инструментов, используемых во время токарных операций. Живые инструменты обычно настраиваются для сборки револьверной головки конкретного производителя станков.
Чаще всего приводной инструмент предлагается в стандартной прямой конфигурации и конфигурации под углом 90 ° с различными системами зажима на выходе инструмента, включая цанговый патрон, оправку, Weldon, Capto, насечку со свистком, гидравлическую, HSK, CAT, ABS и множество нестандартных или запатентованных системы, разработанные многими поставщиками в отрасли.
Общая ошибка
По мере изменения работ или увеличения объема, или когда цех сталкивается с особыми проблемами при обработке крупных деталей с глубокими карманами или небольших сложных деталей, например, может возникнуть потребность в новом оборудовании. Когда это происходит, иногда возникает общая ошибка – принятие стандартных пакетов инструментов, предоставленных разработчиком.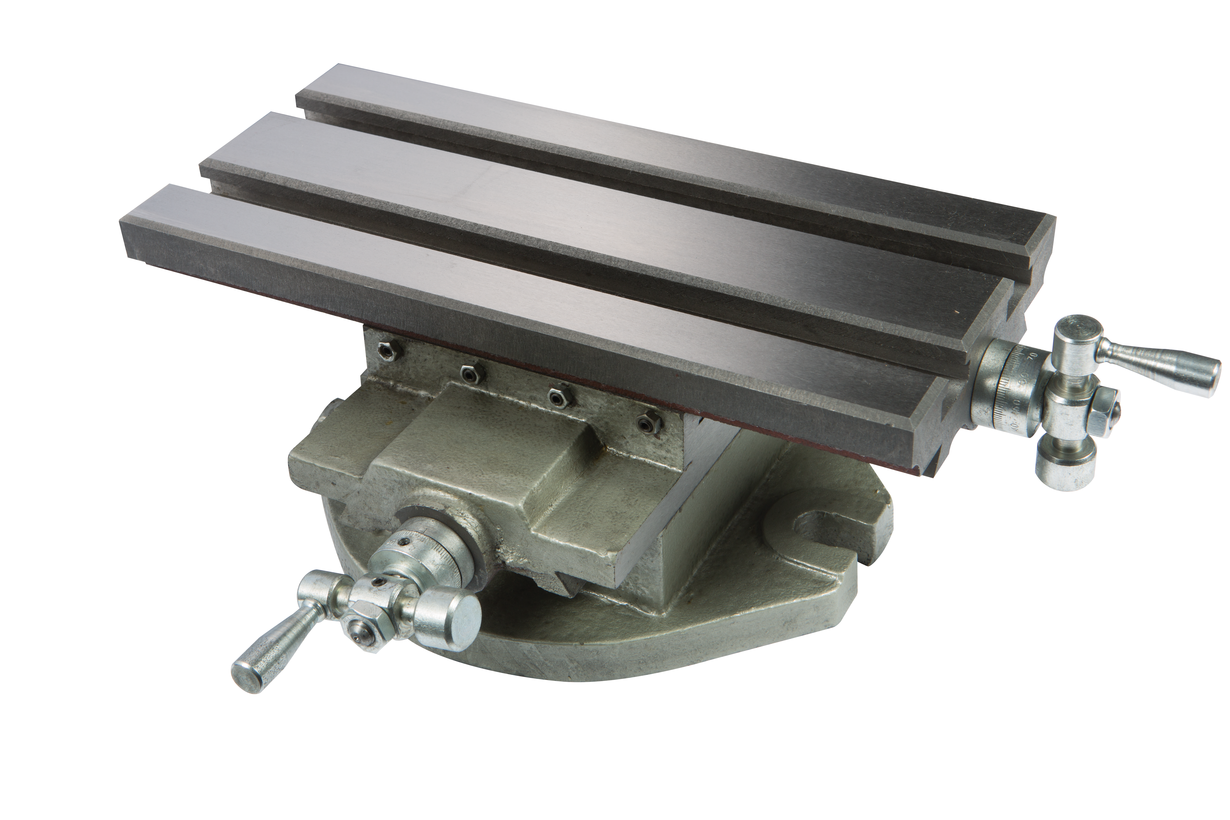 Это не критика стандартных пакетов от сборщиков. Скорее, эта статья предназначена для предоставления набора параметров, которые следует учитывать при оценке инструментов и приспособлений для их использования в механическом цехе или производственном отделе.
Это не критика стандартных пакетов от сборщиков. Скорее, эта статья предназначена для предоставления набора параметров, которые следует учитывать при оценке инструментов и приспособлений для их использования в механическом цехе или производственном отделе.
Проще говоря, вам нужно провести такую же оценку вашего процесса при выборе подходящего инструмента, как и при оценке различных машин, доступных для покупки. Этот экзамен может варьироваться от простого (например, внешняя или внутренняя подача СОЖ) до возвышенного (регулируемые или расширенные конфигурации инструментов) до поистине экзотического, пример которого приведен в конце этой статьи.
Стойкость инструмента зависит от интенсивности резания, обрабатываемых материалов, стабильности станка и, конечно же, от количества произведенных деталей.У двух, казалось бы, одинаковых рабочих мест могут быть совершенно разные потребности в инструментах, потому что одна – автомобильная, другая – медицинская, или одна специализируется на разовых и небольших объемах работы, а другая – на долгосрочных работах. В совокупности ваша работа определяет лучший инструмент для приобретаемых станков.
Инвестиции в лучший дизайн
Конструкция подшипника и связанная с этим соосность шпинделя определяют срок службы любого инструмента. Лучшая конструкция, которая стоит всего на 10–15% больше, может обеспечить как более долговечные резцы, так и неизменно превосходное качество обработки.
Конечно, стабильность и жесткость основания станка также являются критическими факторами, особенно на больших заготовках или заготовках с глубокими карманами, где расстояние от основания инструмента до вершины фрезы больше. Закаленные, шлифованные и притертые комплекты конические и прямозубые шестерни лучше всего подходят для плавного перехода и минимального биения. Роликовые подшипники неизменно превосходят подшипники шпинделя в приводных инструментах, поэтому ищите комбинированную систему, чтобы получить максимально возможную точность. Также ищите внутреннее vs.внешнюю гайку цанги, чтобы инструмент более глубоко вошел в инструмент. Это обеспечивает превосходную жесткость.
Также ищите внутреннее vs.внешнюю гайку цанги, чтобы инструмент более глубоко вошел в инструмент. Это обеспечивает превосходную жесткость.
Также может потребоваться охлаждающая жидкость под высоким давлением. Ищите 2000 фунтов на квадратный дюйм (13,79 МПа) при 90º и 1000 фунтов на квадратный дюйм (6,9 МПа) минимум для прямых инструментов.
Жажда скорости?
Еще один ключевой вопрос, который необходимо задать: достаточно ли оборотов револьверной головки для выполнения предстоящей работы? Возможно, вам пригодится устройство, увеличивающее скорость.
Было бы полезно перенести второстепенные операции на токарный станок? Зубофрезерование можно выполнять или производить квадратные или плоские поверхности с помощью многоугольной обработки.
Стандартный приводной инструмент чаще всего лучше всего подходит для производственных работ, где критичны чистота обработки, допуски и срок службы резца, в то время как системы быстрой смены могут лучше подходить для цеха, производящего семейства продуктов, и других случаев, где предварительная настройка инструмента в автономном режиме является ключевым фактором в поддержании максимальной производительности цеха.
Живой инструмент с угловой головкой HeimatecЭто открывает дискуссию о необходимости долгосрочной гибкости, которую чаще всего игнорируют при покупке рабочего инструмента.Ключевые вопросы, которые следует задать: какая работа у вас в магазине, какие работы будут выполняться в будущем, и какова в целом экономия от сменной системы адаптеров на вашем инструменте?
Эти вопросы часто не рассматриваются, когда основное внимание уделяется только приобретаемой машине. Могут быть желательны специальные инструменты для больших семейств продуктов, но подумайте о сменной системе адаптеров и поговорите со своим поставщиком, прежде чем принимать такое решение. Точно так же, если будущая работа, на которую вы претендуете, включает в себя больше семейств продуктов, подумайте заранее, покупая первичный станок.
Если стандартные инструменты ER подходят для работы, есть много хороших поставщиков, но при этом необходимо учитывать конструктивные аспекты, указанные выше. Для системы быстросменных или заменяемых адаптеров на рынке меньше поставщиков, поэтому ищите их и убедитесь, что они могут предоставить продукты нужного вам стиля для всех марок токарных станков. Системы с регулируемой угловой головкой могут быть дорогостоящими, но очень полезными из-за устойчивости и жесткости их конструкции при производстве семейств деталей с небольшими различиями в размерах.
Экзотический пример
Теперь рассмотрим экзотический пример, упомянутый ранее. Это хороший пример того, как полезно проводить тестовые прогоны с альтернативными стилями инструментов.
Одна компания выполняла приложение для поперечного фрезерования на шкиве AL6063, используя выходной инструмент ER40 на токарном станке Eurotech со скоростью 10 дюймов в минуту (254 мм / мин) при 4000 об / мин. Он делал три прохода, время цикла составляло 262 секунды, и добивался финишной обработки 20 000 деталей в год. Годовая стоимость обработки превышала 130 000 долларов.
Благодаря использованию улучшенной конструкции инструмента адаптера с выходом ER32AX и теми же параметрами, цех смог изготавливать деталь за один проход с гладкой обработкой и временем цикла всего 172 секунды. В течение года это дало экономию в размере 45 000 долларов, что примерно в 20 раз превышает стоимость инструмента. Как говорят нам бухгалтеры, нижняя строка – это чистая прибыль.
В конце концов, вам может не понадобиться универсальный регулируемый инструмент + 135º / -30, многошпиндельный приводной держатель или даже система быстросменных адаптеров, но рассмотрите все варианты.Поговорите со своим производителем станков и несколькими поставщиками инструментов, а также с наиболее важными людьми в этом уравнении, персоналом вашего цеха, поскольку их вклад бесценен.
Токарный инструмент | Р. Д. Барретт
Токарный инструмент
Существует огромное количество токарных инструментов, которые можно использовать для самых разных рабочих процессов. В R.D. Barrett мы всегда располагаем различными токарными инструментами, включая расточные оправки, комплекты шлангов, токарные инструменты для нарезания резьбы, токарные инструменты для токарных станков и отрезные инструменты.Ниже вы можете узнать больше о нашем текущем ассортименте токарных станков.
В R.D. Barrett мы всегда располагаем различными токарными инструментами, включая расточные оправки, комплекты шлангов, токарные инструменты для нарезания резьбы, токарные инструменты для токарных станков и отрезные инструменты.Ниже вы можете узнать больше о нашем текущем ассортименте токарных станков.
Токарные расточные оправки
Расточные оправки – это стандартные токарные режущие инструменты, которые можно использовать для удаления материала, увеличения внутреннего диаметра объекта или для обрезки размеров с точными допусками. Благодаря дизайну с круглой полосой они мгновенно узнаваемы. Наша линейка расточных оправок Omega обеспечивает превосходное растачивание и профилирование и бывает разных размеров и размеров. Прецизионная расточная оправка Omega C-SCLCR / L 95 ° CC– ТВЕРДОСПЛАВНАЯ, например, используется с винтовым зажимом для обеспечения жесткости.Помимо индивидуальных расточных оправок, мы также продаем комплекты, такие как Omega Axial / Radial из 5 расточных оправок 18 мм, который включает пять расточных оправок со вставками ISO, подходящими для головки F1-18.
Комплекты токарных шлангов
Токарные шланги играют решающую роль в охлаждении вашего станка, распыляя масло низкого давления, эмульсию, воздух и воду на металлообрабатывающие инструменты, установленные на вашем станке с ЧПУ. У нас есть огромный ассортимент комплектов шлангов для токарных станков, включая клапаны, шланги, соединители и фитинги. Мы продаем полный комплект Linear ½ Loc-Line, в который входят шланги, соединители, клапаны и набор плоскогубцев в удобном футляре для переноски.
Инструменты для нарезания резьбы для токарных станков
Токарные резьбонарезные инструменты устанавливаются на токарный станок и используются для нарезания резьбы в металле. Их можно использовать для нарезания внутренней резьбы в заготовке или для добавления внешней резьбы к существующему компоненту. Эти прецизионные инструменты нажимаются сильно, а режущая кромка резьбонарезного инструмента меньше и слабее, чем у других токарных режущих инструментов. У нас есть широкий выбор державок для внутренней и наружной резьбы различных размеров. Omega CER / L – ДЕРЖАТЕЛЬ ДЛЯ НАРУЖНОЙ РЕЗЬБЫ – ER22 / 27 – TOP CLAMP, например, доступен как в CER, так и в CEL, и может использоваться со пластинами ER22 и внешними пластинами ER27.
У нас есть широкий выбор державок для внутренней и наружной резьбы различных размеров. Omega CER / L – ДЕРЖАТЕЛЬ ДЛЯ НАРУЖНОЙ РЕЗЬБЫ – ER22 / 27 – TOP CLAMP, например, доступен как в CER, так и в CEL, и может использоваться со пластинами ER22 и внешними пластинами ER27.
Токарные станки Токарные инструменты
Токарные инструменты бывают двух видов: инструменты для черновой токарной обработки и инструменты для чистовой обработки. Грубые инструменты для торцовки используются для быстрого отрезания максимального количества металла как можно быстрее. Затем инструменты чистовой обработки используются для создания гладкой и точной готовой детали. Выбор токарного станка зависит от области применения и станка. У нас в наличии исключительный ассортимент токарных инструментов от ведущих производителей, таких как Linear, Pramet и Omega.
Инструмент для отрезки токарного станка
Инструментыдля отрезки можно использовать для получения однородной и гладкой отделки заготовки. Обычно они используются при выполнении подробных внешних работ, отрезке, нарезании канавок и нарезке компонентов. На складе вы всегда найдете превосходный ассортимент отрезных инструментов для токарных станков от таких производителей, как Iscar, Linear и Omega. Отрезной нож ISCAR TGFH для пластин TAG 3 мм или 4 мм, например, можно использовать с очень высокой скоростью, обеспечивая превосходную прямолинейность и чистоту поверхности обработанных деталей.
| Онлайн | Обработка | 150 | Ручная обработка | 280110 | Основы ручного фрезерования 201 | «Основы ручного фрезерования» представляет собой введение в ручной фрезерный станок. Ручные фрезы обычно бывают вертикальными или горизонтальными, в зависимости от ориентации их шпинделя. Этот класс знакомит с компонентами станков, режущими инструментами и зажимными приспособлениями, обычно используемыми на фрезерных станках. В классе также представлен обзор различных элементов управления фрезой, которые используются для регулировки вращения шпинделя, скорости, подачи и глубины. Прежде чем научиться работать с ручной фрезой, необходимо иметь общее представление о компонентах станка, а именно: а также режущие инструменты и зажимные приспособления, которые можно использовать на станке. Ручной фрезерный станок – это сложная машина с множеством элементов управления и переменных, и знание этого является ключом к тому, чтобы стать успешным оператором. Этот класс знакомит с компонентами станков, режущими инструментами и зажимными приспособлениями, обычно используемыми на фрезерных станках. В классе также представлен обзор различных элементов управления фрезой, которые используются для регулировки вращения шпинделя, скорости, подачи и глубины. Прежде чем научиться работать с ручной фрезой, необходимо иметь общее представление о компонентах станка, а именно: а также режущие инструменты и зажимные приспособления, которые можно использовать на станке. Ручной фрезерный станок – это сложная машина с множеством элементов управления и переменных, и знание этого является ключом к тому, чтобы стать успешным оператором. | Средний | Английский | (150110) Основы ручного фрезерования 110 |
| Онлайн | Обработка | 150 | Ручная обработка | 280115 | Основы токарного станка 211 | Engine Lathe Basics содержит введение в компоненты и элементы управления ручного токарного станка. Токарный станок создает цилиндрические детали путем получения детали круглого диаметра путем вращения заготовки относительно неподвижного одноточечного режущего инструмента.Токарный станок для двигателей, управляемый вручную, состоит из станины, направляющих, передней бабки, шпинделя, задней бабки, каретки и ходового винта. К шпинделю прикреплены приспособления для удержания обрабатываемой детали, чтобы удерживать заготовку, когда каретка перемещает режущий инструмент параллельно или перпендикулярно заготовке. Операции резки, выполняемые на токарном станке, включают операции по внешнему диаметру (OD) и внутреннему диаметру (ID). Чтобы производить детали на ручном токарном станке, оператор должен сначала понять основные компоненты и функции токарного станка.После занятия пользователи должны быть в состоянии описать общие компоненты станка и органы управления ручным токарным станком с двигателем, а также их основные функции. | Средний | Английский | (150115) Основы токарного станка для двигателя 115 |
| Онлайн | Обработка | 150 | Ручная обработка | 280120 | Ручная настройка мельницы 221 | Ручная настройка мельницы подробно описывает важные соображения, которые оператор мельницы должен сделать перед началом любого процесса резки, а также шаги, которые оператор должен выполнить, чтобы обеспечить правильную ручную настройку мельницы.Для настройки фрезерования операторы должны знать, как выбирать подходящие параметры резания и инструменты, выравнивать различные компоненты фрезы и заготовку, использовать кромкоискатель и считывающее устройство, а также определять нулевую точку детали. Правильная настройка имеет решающее значение для резки деталей с точными размерами и точными размерами. Выполнение операций резки на стане с неправильной настройкой приводит к снижению качества деталей и увеличению производственных и производственных затрат. После прохождения этого курса пользователь должен иметь возможность точно выбирать переменные процесса, а также правильно выполнять ручную настройку мельницы. | Промежуточный | Английский | (150200) Обзор ручной настройки мельницы 200 |
| Онлайн | Обработка | 150 | Ручная обработка | 280125 | Настройка двигателя токарного станка 231 | Engine Lathe Setup (Настройка токарного станка для двигателя) подробно описывает важные соображения, которые оператор токарного станка должен принять перед началом любого процесса резки, а также шаги для обеспечения правильной настройки токарного станка для двигателя.Наладка токарного станка требует, чтобы операторы знали, как выбрать подходящие параметры резания и инструменты, выровнять различные компоненты токарного станка и заготовку и обнулить инструмент. Правильная настройка имеет решающее значение для точной резки для создания деталей с точными размерами. Выполнение токарных операций на токарном станке с неправильной или неадекватной настройкой приводит к снижению качества деталей и увеличению производства лома и производственных затрат. После прохождения этого курса пользователь должен иметь возможность точно выбирать переменные процесса, а также правильно выполнять настройку токарного станка двигателя. Правильная настройка имеет решающее значение для точной резки для создания деталей с точными размерами. Выполнение токарных операций на токарном станке с неправильной или неадекватной настройкой приводит к снижению качества деталей и увеличению производства лома и производственных затрат. После прохождения этого курса пользователь должен иметь возможность точно выбирать переменные процесса, а также правильно выполнять настройку токарного станка двигателя. | Средний | Английский | (150205) Обзор настройки токарного станка двигателя 205 |
| Онлайн | Обработка | 150 | Ручная обработка | 280130 | Сверсточные и компоновочные работы 241 | Benchwork and Layout Operations предоставляет подробный обзор различных стендовых работ и процессов компоновки, которые операторам часто приходится выполнять во время ручной обработки.Макет – это процесс маркировки заготовки перед резкой, чтобы иметь визуальные ориентиры во время операций резания. Верстак включает в себя различные процессы резки, которые машинисты выполняют вручную, а не на станке, при создании деталей, требующих меньше энергии и усилий. Стандартные рабочие операции включают ручное нарезание резьбы, ручное развертывание, ручное опиливание и гравировку. Обработанные вручную заготовки часто требуют стендовых работ и операций компоновки. В результате стендовые работы и компоновка – важные навыки, которыми должен обладать любой оператор мельницы, работающий вручную.Знание не только того, как, но и когда и зачем выполнять стендовые работы и компоновку, является ключом к тому, чтобы стать квалифицированным ручным машинистом и производить точные, аккуратные детали, вырезанные вручную. | Средний | Английский | (150210) Стажер и компоновка 210 |
| Онлайн | Обработка | 150 | Ручная обработка | 280140 | Ручной режим фрезерования 251 | Ручное фрезерование служит руководством для ручной обработки различных деталей на заготовке.Этот класс проводит пользователей по этапам создания детали на ручном фрезерном станке, включая определение порядка операций, квадратуру шести сторон, создание ступеньки, нарезание канавок, сверление по центру и сверление. Основное внимание в нем уделяется пошаговым инструкциям по выполнению каждой операции для получения детали, которая будет симметричной и находится в пределах допуска. Эти шаги могут быть применены к различным операциям торцевого фрезерования, торцевого фрезерования и сверления отверстий, что позволяет учащимся создавать точные детали с помощью ручного фрезерования.Обширные знания не только о том, как работать на ручном фрезерном станке, но и о том, почему используется каждый этап производственного процесса, являются ключевыми для любого машиниста. Этот класс сократит время, необходимое новым операторам для изучения ручного фрезерования, и уменьшит количество ошибок пользователей. | Промежуточный | Английский | (150220) Ручной режим фрезерования 220 |
| Онлайн | Обработка | 150 | Ручная обработка | 280145 | Двигатель токарного станка 261 | Двигатель на токарном станке «Операция» служит руководством для ручной обработки различных деталей на заготовке.Этот класс устанавливает принципы работы на токарном станке и знакомит пользователей с процедурами общих операций по внешнему диаметру, включая точение, торцевание, точение конуса, накатку, отрезку, нарезание канавок и резьбу, а также операции с внутренним диаметром, такие как сверление, растачивание, развёртывание и т. Д. и постукивание. Он фокусируется на пошаговых инструкциях по выполнению каждой операции, позволяя студентам создавать точные детали на токарном станке для двигателя. Обширные знания не только о том, как работать на токарном станке для двигателя, но и о важности каждого этапа операции. , является ключевым для любого машиниста.Этот класс ускорит обучение студентов работе на токарном станке, а также сократит количество ошибок оператора. | Промежуточный | Английский | (150225) Работа на токарном станке двигателя 225 |
| Онлайн | Обработка | 150 | Ручная обработка | 280150 | Обработка отверстий на ручном фрезерном станке 271 № | «Обработка отверстий на ручном фрезерном станке» предоставляет информацию о принципах и процессах различных операций сверления, которые может выполнять ручной фрезерный станок.Ручная фреза может выполнять ряд точных операций по просверливанию отверстий, включая сверление, нарезание резьбы, развёртывание, зенкование, зенкование и растачивание. Каждая операция по проделыванию отверстий требует различных инструментов, подготовки и операций. Станки обычно выполняют операции по проделыванию отверстий на ручном фрезерном станке и должны выполнять их точно, чтобы производить детали, которые находятся в пределах допуска. Если операции по проделыванию отверстий не будут точными и неточными, сборка детали будет невозможна, что приведет к увеличению брака.Мастера-механики должны понимать, как выполнять различные операции по просверливанию отверстий, чтобы снизить затраты и повысить качество. | Промежуточный | Английский | (150230) Обработка отверстий на стане 230 |
| Онлайн | Обработка | 150 | Ручная обработка | 280220 | Нарезание резьбы на двигатель токарном станке 301 | В классе “Нарезание резьбы на токарном станке” объясняется, как нарезать резьбу на ручном токарном станке.Токарные станки для двигателей могут создавать как внешнюю (OD), так и внутреннюю (ID) резьбу, классифицированную в соответствии с унифицированными или метрическими стандартами ISO. Чтобы вручную нарезать резьбу, машинист должен знать, как настроить и использовать резьбонарезной инструмент, составную опору и быстросменный редуктор, прежде чем включать подачу резьбы, перемещая рычаг с полугайкой на нужную линию на шкале заправки резьбы. Машинисты также должны знать, как выполнять начальные операции, такие как снятие фаски и поднутрение. Чтобы успешно нарезать резьбу на токарном станке, оператор должен понимать различные компоненты токарного станка и процессы, используемые для нарезания резьбы.После прохождения этого курса пользователи должны иметь возможность описывать передовые методы нарезания внешней и внутренней резьбы на токарном станке для двигателей. | Advanced | English | (150235) Нарезание резьбы на токарном станке двигателя 235 |
| Онлайн | Обработка | 150 | Ручная обработка | 280225 | Токарная обработка конуса на моторно-токарном станке 311 | Обращение с конусом на токарном станке для двигателя описывает, как обрабатывать общие типы конусов на токарном станке для двигателей.Цилиндрические конусы представляют собой равномерное изменение диаметра цилиндрического объекта и помогают выравнивать и удерживать различные инструменты и зажимные приспособления. Угол конуса обычно выражается конусом на дюйм или фут, и этот класс охватывает эти типы измерений. В нем также описаны наиболее распространенные методы точения конуса, выполняемые на токарном станке для двигателя: использование конической насадки, использование составной опоры и смещение задней бабки. Каждый метод имеет свои преимущества и недостатки. Точение конуса – распространенный, но сложный процесс обработки.Если оператор станка не выберет подходящий метод точения определенного конуса или не выполнит операцию точения правильно, это приведет к браку деталей и потере труда. После прохождения курса пользователи будут понимать процессы создания внешних и внутренних конусов на токарном станке для двигателей. | Advanced | Английский | (150240) Токарная обработка конуса на токарном станке с двигателем 240 |
| Под руководством инструктора | Обработка | 150 | Ручная обработка | 915109 | Базовая электроника | Участники узнают основные понятия, символы и компоненты электронных схем.Они оттачивают свои навыки поиска и устранения неисправностей, чтобы сократить время простоя оборудования и получить бесценный опыт использования и понимания общего электронного испытательного оборудования. Курс охватывает все аспекты промышленной электроники, включая закон Ома, терминологию, общие схемы, испытательное оборудование и безопасность. | Английский | ||
| Под руководством инструктора | Обработка | 150 | Ручная обработка | 915110 | Подшипники / шестерни | Во время этого двухдневного занятия участники рассмотрят следующие темы: Обзор множества различных типов подшипников, используемых в механических приложениях, шлифование зубчатых колес в производственном процессе, проверка шлифования зубчатых колес, устранение неисправностей зубчатых колес и правильное обращение со всеми инструментами. и оборудование. | Английский |
Токарные станки с ЧПУ | Отрезка, резьба, удаление заусенцев и др.
Токарные станки с ЧПУ от Modern Machine Tool
Токарные станки с ЧПУ Modern Machine Tool Company автоматически загружают, отрезают, нарезают резьбу, снимают фаску, снимают заусенцы, растачивают и выгружают за один быстрый и простой цикл. Мы также предлагаем вторую и третью операционные системы для сложной детали, которая будет завершена на выходе из машины.
- Обрабатывает материал от 0.25–10 дюймов OD
- Привод шпинделя постоянной площади для метража мощностью 15 или 30 л.с. (дополнительно 40 л.с.)
- Скорость шпинделя до 3000 об / мин
Наши станки сочетают в себе системы ЧПУ с сервоприводом, поперечными суппортами с шарико-винтовой передачей и приводами шпинделя с постоянной поверхностью метража, что упрощает настройку и ускоряет операции резки, токарной обработки, расточки и нарезания резьбы.
- Быстрая и простая настройка и переключение с помощью программируемой настройки инструментов, скорости подачи и скорости шпинделя
- Замена дорогостоящих формовых инструментов на стандартные твердосплавные пластины
- Fanuc с ЧПУ с ЭЛТ-монитором и операторской панелью управления также доступны по запросу.
- Увеличьте эффективность с помощью двух поперечных суппортов, питаемых независимыми сервоприводами и шариковинтовой парой. Один движется перпендикулярно шпинделю, другой – с двумя осями движения для точения, растачивания и нарезания резьбы.
- Устранение необходимости в инструментах для обработки форм – обработка сложных форм с координацией линейной и круговой интерполяции движения осей X и Z с помощью ЧПУ.
- Установите длину детали , перемещая шариковый винт и рукоятку рукоятки , зажатую на потолочной балке.Упор перемещается по линейным подшипникам и позиционируется с помощью цифрового считывающего устройства с линейной шкалой.
- Точно позиционируйте ограничитель длины детали с помощью дополнительного сервопозиционированного ограничителя и контроллера ЧПУ с контролем смещения.
- Простая автоматизация обработанных деталей Разгрузка . Ограничитель длины детали убирается за пределы заготовки после закрытия цанги.
- Обеспечьте равномерную скорость резания с помощью стандартного ЧПУ и цифрового сервошпинделя мощностью 30 л.с.Привод шпинделя на 40 л.