Как измерять микрометром инструкция
Периодически возникает необходимость точного определения линейного размера детали. При этом канцелярская линейка и штангенциркуль не всегда способны обеспечить требуемый класс точности. В этой ситуации следует использовать микрометр.
Устройство микрометра: 1 — пятка, 2 — винт, 3 — кольцевая гайка, 4 — неподвижный стебель, 5 — барабан, 6 — трещотка.
Микрометр — универсальный инструмент, который позволяет определить наружный размер детали с точностью до 2 мкм (1 мкм = 0,001 мм). По типу исполнения они делятся на механические и электронные. Как пользоваться микрометром, мы рассмотрим на примере механического варианта исполнения. Из-за конструктивной особенности, а именно из-за сложности изготовления микрометрического винта длиной более 25 мм с соблюдением точности шага, выпускают несколько типоразмеров прибора.
Устройство микрометра
В микрометре измеряемая деталь зажимается между неподвижным упором (пяткой) (1) и микрометрическим винтом (2), вращающимся в резьбовой втулке неподвижного стебля (4).
С целью исключения возможности повреждения измеряемого предмета или резьбы прибора при чрезмерном затягивании винта, следует зажимать его при помощи трещотки (6).
Винт может быть зафиксирован в любом положении кольцевой гайкой (3).
Инструмент имеет 2 шкалы. Первая, с ценой деления 1 мм, находится на стебле. В свою очередь, она делится на 2 части, причем нижняя смещена относительно верхней на 0,5 мм. Это сделано для облегчения процесса измерения. Вторая шкала расположена на вращающемся барабане. Она имеет 50 делений с ценой 0,01 мм.
Использование микрометра
У микрометра 2 шкалы — 1 находится на стебле, а другая на барабане.
Применять инструмент предельно просто, здесь не нужна подробная инструкция, главное, один раз увидеть, как пользоваться микрометром, и все сразу станет предельно ясно. Для того чтобы научиться правильно пользоваться микрометром, рассмотрим процесс измерения сначала теоретически, а затем на конкретных примерах.
В процессе эксплуатации шкала периодически сбивается. Поэтому перед каждым использованием микрометра желательно производить калибровку прибора. Для этого нужно полностью закрутить винт и посмотреть совпадает ли нулевая отметка на барабане с горизонтальной риской на стебле. Если данные метки не совпадают, то следует подкрутить стебель, используя специальный ключ, который входит в комплект.
Перед началом процесса измерения следует выкрутить винт до размеров чуть больше измеряемой детали путем вращения барабана. Затем поместить данную деталь между винтом и неподвижным упором, зажать его при помощи трещотки до характерного звука ее срабатывания и затянуть кольцевую гайку.
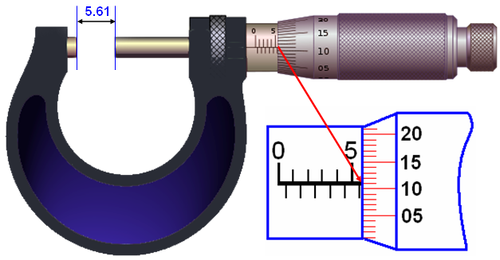
Для определения размера нужно сложить показания 3 шкал (2 шт. на стебле и одна на барабане). По верхней части шкалы стебля определяем количество полных мм. При этом если на нижней половине последняя видимая риска находится правее, то к полученному значению прибавляем еще 0,5 (вот зачем предусмотрено смещение нижней половины шкалы относительно верхней). Далее прибавляем значение со шкалы барабана, цена деления которой составляет 0,01 мм.
Далее прибавляем значение со шкалы барабана, цена деления которой составляет 0,01 мм.
Практический пример
Допустим, у нас возникла необходимость в использовании микрометра для определения диаметра сверла с номинальным размером 5,8 мм. Для этого зажимаем его в прибор и снимаем показания.
На верхней подшкале стебля мы получили значение 5. При этом на нижней половине последняя видимая риска находится правее, поэтому к полученному значению прибавляем еще 0,5. На шкале барабана у нас 0,28. Итого получаем: 5 + 0,5 +0,28 = 5,78 мм.
Содержание
Как пользоваться микрометром
Микрометрами измеряют размеры деталей с точностью до десятых и сотых долей миллиметра. По виду инструмент напоминает штангенциркуль. Но от него микрометр отличается универсальностью и повышенной точностью.
Со стороны кажется, что это очень сложный прибор. Но это только на первый взгляд. Пользоваться различными типами микрометров может научиться каждый. Расскажем об этом в данной статье.
Пользоваться различными типами микрометров может научиться каждый. Расскажем об этом в данной статье.
Устройство и принцип работы типового микрометра
Типовой микрометр состоит из тисков и блока с измерительными механизмами. Для проведения операции деталь зажимают в тисках и плотно удерживают в ней.
Изображение №1: внешний вид и устройство типового микрометра
Принцип действия этого инструмента основан на винтовой паре. По его шагу определяют отклонения от нулевых отметок. Значения считывают с блоков с измерительными механизмами.
Эта цилиндрическая часть микрометра имеет две шкалы.
Крутящаяся. Расположена на барабане. Эти деления показывает доли миллиметра.
Неподвижная. Расположена на стебле микрометра. Имеются две шкалы с разными ценами деления (0,5 и 1 мм).
Изображение №2: шкалы микрометра
Как пользоваться типовыми, электронными и рычажными микрометрами (инструкция)
При использовании типовых и аналоговых микрометров замеры деталей узнают путем складывания значений, получившихся на барабанах и стеблях микрометров. Как видите, инструкция пользования микрометром выглядит очень просто.
Как видите, инструкция пользования микрометром выглядит очень просто.
Важно! Всегда помните следующее правило. Если на нижней половине стебля последняя видимая риска находится правее, то к полученному значению нужно прибавить еще 0,5. Схематически это выглядит так.
Изображение №3: инструкция по считыванию результатов измерений
При использовании рычажных и электронных микрометров сложностей гораздо меньше.
Какие бывают микрометры
Микрометры делят по двум главным критериям.
По области применения.
По способам индикации.
Виды микрометров по области применения
По области применения выделяют следующие виды микрометров.
Гладкие микрометры
Их обычно применяют для измерения плоских и крупных предметов. Чаще всего при помощи таких микрометров определяют диаметры деталей и их сечения.
Фотография №1: гладкий микрометр
Микрометры-нутромеры
Основная задача таких приборов — измерение внутренних диаметров изделий. Такие микрометры чаще всего применяют в токарном деле для контроля изменения внутренних диаметров деталей в процессе обработки.
Такие микрометры чаще всего применяют в токарном деле для контроля изменения внутренних диаметров деталей в процессе обработки.
Фотография №2: микрометр-нутромер
Микрометры для горячего проката
Это специализированный инструмент, по внешнему виду и конструкции значительно отличающийся от традиционных измерительных приборов данного типа. Этот микрометр имеет колесо с разметкой. С его помощью измеряют толщины изделий при их прокатывании через щипцы.
Фотография №3: микрометр для горячего проката
Микрометры для измерения расстояния между зубцами (зубомеры)
Эти приборы имеют специальные конические насадки, предназначенные для измерения ширины пазов, а также размеры зубчатых колес или шестеренок. Инструменты калибруют по деталям, имеющим эталонные размеры.
Фотография №4 микрометры для измерения расстояния между зубцами (зубомеры)
Двухшкальные микрометры
Такие микрометры еще называют предельными. Предназначены для измерения габаритов сложных деталей.
Предназначены для измерения габаритов сложных деталей.
Фотография №5: двухшкальные микрометры
Трубные микрометры
Основные задачи таких микрометров — измерение толщин труб и их износа. Такими приборами чаще всего пользуются при проверках представители управляющих компаний.
Фотография №6: трубные микрометры
Отличительная черта таких микрометров — наличие специальных насадок, позволяющих измерять бугристые и неровные поверхности. Это актуально, если трубы, к примеру, покрылись ржавчиной.
Резьбомерные микрометры
Имеют специальные насадки для измерения глубины дюймовых и метрических резьб.
Фотография №7: резьбомерный микрометр
Микрометры для измерения толщин листов
С их помощью измеряют толщины заготовок из листовых материалов (металлопрокат, полипропилен и пр.). Могут иметь узкие и удлиненные насадки. Изделия первого типа предназначены для измерения узких листов, а второго — вытянутых и широких.
Фотография №8: микрометр для измерения толщин листов
Канавочные микрометры
Имеют специальные щупы. Их вставляют в канавки, углубления, отверстия и ямы для измерения их габаритов.
Фотография №9: канавочный микрометр
Проволочные микрометры
Эти узкоспециализированные приборы предназначены для измерения диаметров шариков в подшипниках и проволок.
Фотография №10: проволочный микрометр
Призматические микрометры
С поомощью таких микрометров измеряют, к примеру, такие инструменты, как лезвия и ножи.
Фотография №11: призматический микрометр
Виды микрометров по способу индикации
По способу индикации микрометры делятся на 4 вида.
Аналоговые микрометры
Эти приборы наименее функционыльны, просты в исполнении и стоят недорого. Их главное преимущество — максимальная надежность. Если вы уроните прибор, его точность можно без проблем восстановить при помощи настройки и калибровки.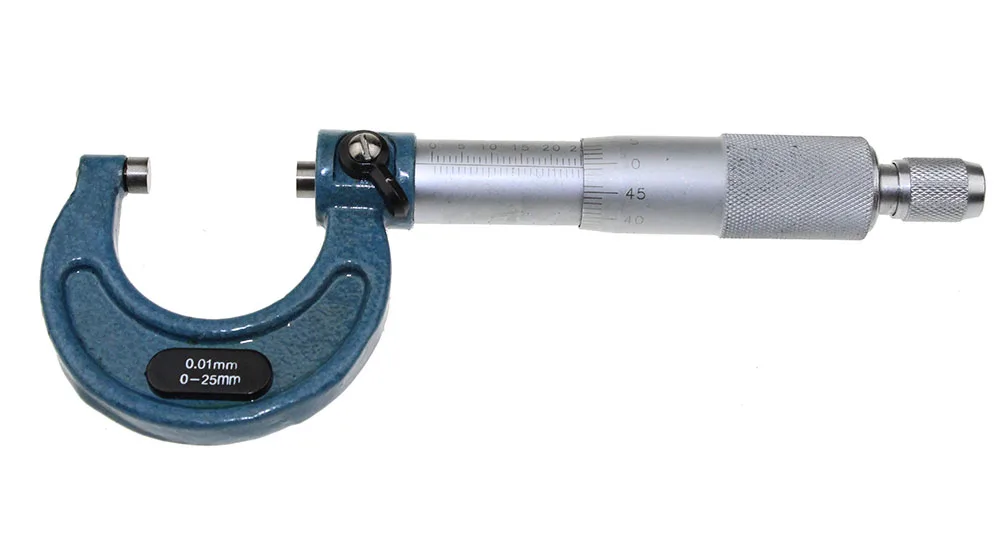
Фотография №12: аналоговый микрометр
Лазерные микрометры
Это наиболее современные, точные и дорогие представители измерительных приборов данной категории. В быту практически не используются. Требуют пристального ухода и тонкой настройки. Замеры проводятся на основании отклонений лазерных лучей.
Фотография №13: лазерный микрометр
Цифровые микрометры
Для замеров используется все тот же винт (как и у аналоговых моделей). Однако показания выводятся в виде точных цифр на специальных дисплеях.
Фотография №14: цифровой микрометр
Рычажные микрометры
Такие модели лучше аналоговых за счет отсуствия необходимости встматирваться в шкалы для фиксации показаний.
Фотография №15: рычажный микрометры
Как откалибровать типовой микрометр, настроить его и проверить на точность
Микрометры относятся к таким приборам, которые перед каждым использованием необходимо проверять, калибровать и настраивать.
Сначала протрите при помощи тонкого листа бумаги поверхности пяток. Для этого сведите их, зажав лист с небольшим усилием. Потом аккуратно вытащите его, но следите, чтобы не было разрывов. В результате пятки очистятся от пыли и жира.
Фотография № 16: сдвигание пяток
Потом возьмите эталонный образец и удостоверьтесь в том, что прибор показывает все правильно.
Фотография №17: проверка точности показаний при помощи образца
В противном случай следует провести настройку.
Как настроить микрометр на ноль
После описанной выше чистки микрометра при помощи листа бумаги соедините лапки инструмента. Зажмите фиксирующий винт. При помощи специального ключа подкрутите стебель так, чтобы обе риски стояли ровно на нуле.
Фотография №18: настройка микрометра на ноль
Как правильно пользоваться микрометром (уход и обслуживание)
Любая техника нуждается в уходе. Микрометры — не исключения. Вот список основных правил.
Микрометры — не исключения. Вот список основных правил.
Следите за чистотой деталей и механизмов. Удаляйте загрязнения сразу же после их появления.
Перед каждым использованием протирайте пятки губкой или листом бумаги.
Если показания сбились, сразу же перенастройте прибор.
Не используйте трещотку при измерении деталей из мягких материалов. Они могут деформироваться.
И последнее. Если хотите получить максимальную точность измерений, не экономьте на качестве инструментов.
Содержание: Скрыть Открыть
Микрометр – это прецизионный измерительный инструмент для определения точных размеров деталей. Точность ручного инструмента составляет 0,01 мм, а электронных достигает 2 микрон или 0,002 мм. Этого достаточно для выполнения особо сложных сборочных операций, изготовления деталей на металлорежущих станках и решения многих других задач в металлообработке и машиностроении. Главное – это правильно произвести замер и этому мы посвятим данную статью.
Как использовать микрометр
На рисунке выше представлено наименование основных узлов ручного микрометра. Также существуют инструменты с приборной круговой и электронной шкалой, но что касается правил замера то они идентичны, а процесс определения результата там гораздо проще, чем на ручном микрометре, достаточно лишь зафиксировать результаты приборов.
Конструкцию и процесс применения микрометра вы можете изучить по представленному ниже видео.
Сама схема замера достаточно простая, но необходимо точно соблюдать последовательность чтобы не исказить конечный результат:
- Установите замеряемую деталь между пяткой и микрометрическим винтом. Учтите, что максимальный ход винта составляет 25 мм. Поэтому размер детали не должен быть более чем на 25 мм меньше максимального расстояния между пяткой и винтом. Соответственно для микрометра М50 замеряемый размер должен быть не менее 25 мм.

- Держите инструмент за изолированную часть дуги. Иначе возможен нагрев корпуса и искажение результата.
- Понемногу вращайте барабан, пока винт не приблизится к поверхности замеряемой детали.
- Далее вращаем трещотку до упора по часовой стрелке, держась за нарезку. Винт окончательно считается зафиксированным при характерном звуке проворачиваемой трещотки.

- Фиксируем показатели верхней и нижней шкал на линейке, и круговой шкалы на барабане. Это необходимо для дальнейшего определения размера.
Как определить результат
Результат измерений определяется по показаниям трех шкал. Нижняя шкала на стебле показывает целые значения с ценой деления в 1 мм. По верхней шкале определяем половину миллиметра, цена деления 0,5 мм. Третья, круговая шкала с точностью 0,01 мм.
Пример определения размера микрометром М50:
- Берём минимальный измеряемый размер – 25 мм.
- Добавляем целое значение делений нижней шкалы, например 3 мм.
- Смотрим на верхнюю шкалу стебля. Если после нижнего значения 3 мм заметна верхняя риска, то добавляем ещё 0,5 мм.
- Снимаем показания с круговой шкалы нониуса. Допустим это число15, что означает 0,15 мм.
- Складываем полученные значения: 25+3+0,5+0,15=28,65 мм

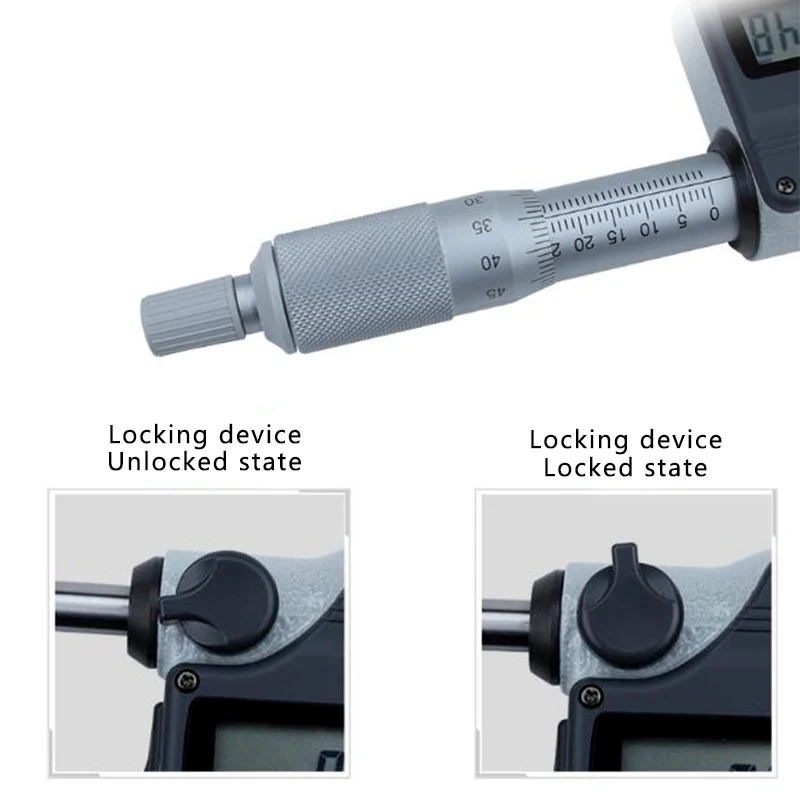
Микрометры оснащены фиксатором, что позволяет определить размер детали и произвести сравнение другими деталями.
Проверка точности микрометра и особенности измерений
Можно проверить настройки инструмента, закрутив барабан и трещотку до упора, до соприкосновения с пяткой или с установочной мерой для других приборов. На нулевом положении 0-е значение круговой шкалы должно совпадать с центральной меткой на стебле.
Для прибора М25 с пределом измерений 0 до 25 мм винт должен упереться в пятку. Для других приборов используются установочные меры равные минимальному значению показаний. Так, для М50 с пределом 25-50 используется установочная мера равная 25 мм. При неточном совпадении шкалы с меткой стебель можно подкрутить специальным ключом.
Особенности применения микрометров:
- Перед проведением измерений необходимо чтобы деталь и прибор имели одинаковую температуру. Для этого они должны находиться в одном помещении не менее 3 часов.
- Замер необходимо производить в чистом окружении, прибор и деталь должны быть очищены от загрязнений.
- Определение размеров партии однотипных деталей рекомендуется производить одним прибором.
- Нельзя прикладывать чрезмерные усилия к трещотке и винту.
- Для получения максимально точного результата проведите несколько замеров.
Хранение и уход за прибором необходимо производить в строгом соответствии с требованиями производителя.
Микрометр – что за инструмент и как им пользоваться? + видео
Иногда измерение линейных размеров какого-нибудь предмета требует от нас точности, которую не может позволить себе доступная нам канцелярская линейка, тогда на помощь приходит микрометр. Разнообразие принципов работы этого инструмента дает возможность совершенствовать точность измерений, и это устройство освоит даже начинающий мастер.
Устройство микрометра и точность измерений
Предельная точность была критически необходима еще в XVI веке в оружейном деле, позже принцип этого несложного механизма стали применять в геодезии, а официально прибор вышел в таком виде, каким мы его сейчас знаем, в середине XIX века. Устройство микрометра довольно простое в механическом смысле, рабочими являются винт и гайка. А вот сами измерения снимаются со сложной и тщательно выверенной шкалы, причем не одной.
Почему этот инструмент имеет такое название? Чаще всего, диапазон размеров, которые может с достоверной точностью определить этот прибор, лежит в области микрон. 1 мкм (микрон) это не что иное, как 0,001 мм, вы даже представить не можете, насколько это мелкие параметры. Но такие мелочи меряются редко, чаще точность составляет около 50 мкм (погрешность при этом 2-9 мкм), что также довольно мелко для человеческого глаза, но уже крайне важно для некоторых точных сборочных работ или настроек.
Способов измерения этим инструментом может быть два – абсолютный и относительный (контактный). При первом способе мы прикладываем разъем прибора непосредственно к предмету, выставляем согласно его геометрии зажимы и смотрим на шкалу, где сразу же определяем размер в мкм. Относительный способ измеряет какие-либо параметры рядом находящихся предметов или границ, а потом математически вычисляется искомый параметр.
При первом способе мы прикладываем разъем прибора непосредственно к предмету, выставляем согласно его геометрии зажимы и смотрим на шкалу, где сразу же определяем размер в мкм. Относительный способ измеряет какие-либо параметры рядом находящихся предметов или границ, а потом математически вычисляется искомый параметр.
Микрометр механический – особенности прибора
Традиционно мы привыкли наблюдать в работе микрометр механический, хотя сегодня даже небольшое усовершенствование в виде электронной индикации вполне доступно и значительно упрощает использование. Но об этом приборе чуть позже, а сейчас разберем основные особенности механики. Состоит он из двух ясно различимых частей: ручки (стебель, барабан и трещотка) и выемки для размещения измеряемой детали (полукруг с опорной стойкой и направленным на нее микрометрическим винтом).
Но об этом приборе чуть позже, а сейчас разберем основные особенности механики. Состоит он из двух ясно различимых частей: ручки (стебель, барабан и трещотка) и выемки для размещения измеряемой детали (полукруг с опорной стойкой и направленным на нее микрометрическим винтом).
Сам процесс измерения заключается в ручном закручивании ручки, чтобы сомкнуть винт. Как только эти элементы сошлись вокруг детали, крутят трещотку для подгонки, потом она начинает прокручиваться, это означает, что параметр замерен, остается снять показания на шкалах, которые расположены на стебле и барабане. Некоторые модели инструмента снабжены стопорным механизмом, чтобы зафиксированная величина не сбилась, пока вы будете записывать значение в журнал или сравниваете размер с другой деталью.
Электронный микрометр – в чем преимущество?
Мы уже упомянули, что электронный микрометр – это всего лишь немного усовершенствованный механический инструмент, но что же нам это дает на практике? Использование электронной индикации и возможности более точной калибровки привело к увеличению точности и удобству замеров этим прибором. Так он может показывать размеры с точностью до 1 мкм с погрешностью до 0,1 мкм. Многие инструменты обладают встроенной калибровкой.
Так он может показывать размеры с точностью до 1 мкм с погрешностью до 0,1 мкм. Многие инструменты обладают встроенной калибровкой.
Электронное табло, которым оснащен этот инструмент, может быть настроено на несколько систем отсчета, например, миллиметры или дюймы. Также там производитель размещает полезные индикации, вроде уровня заряда батареи. Для снижения энергопотребления механизм запрограммирован на определенное время бездействия, после которого самостоятельно отключается, чаще всего это 5 минут.
Как пользоваться микрометром – простые рекомендации
Изучив всю познавательную информацию о новом для вас приборе, самое время разобраться, как пользоваться микрометром, чтобы измерения были максимально точными, насколько позволяет имеющийся у вас инструмент.
Как пользоваться микрометром – пошаговая схема
Шаг 1: Проверка и калибровка
Время от времени, а также сразу после покупки, следует проверить ваш инструмент на наличие дефекта при измерении. В случае сбитой шкалы можно провести регулировку, для этого в комплекте всегда идет ключ. Для проверки точности прибора делается простая операция – смыкаются измерительные плоскости без детали. Когда винт упирается в противоположную плоскость, индикатор электронного микрометра должен показать 0. В механическом приборе барабан должен практически полностью закрыть стебель, его скошенный край обязан остановиться ровно на нулевой отметке шкалы стебля, а ноль барабана должен совпасть с продольным штрихом стебля.
Перед измерением обязательно выдержите деталь и инструмент для измерения в одном температурном режиме (в одном помещении) хотя бы 3 часа.
Шаг 2: Фиксация детали
Внешне кажется, что все просто на этом этапе, вставляй деталь и зажимай, что есть мочи.-5c2811.jpg) Но это не совсем так, прибор высокоточный, и любое усилие исказит ваши результаты, а еще страшнее, если это собьет тонкую настройку всей системы. Но для предотвращения самодеятельности в приборе придуманы специальные механизмы. Сначала вы доводите винт до детали, расположенной возле второй измерительной плоскости, простым вращением барабана. Как только почувствовали упор, пора немного сместиться по рукоятке и продолжить вращать трещотку, это самый крайний вращательный элемент. Как только вы услышали характерный щелчок, потом второй и третий – самое время остановиться. Это значит, что деталь надежно зафиксирована, и три щелчка об этом вас известили.
Но это не совсем так, прибор высокоточный, и любое усилие исказит ваши результаты, а еще страшнее, если это собьет тонкую настройку всей системы. Но для предотвращения самодеятельности в приборе придуманы специальные механизмы. Сначала вы доводите винт до детали, расположенной возле второй измерительной плоскости, простым вращением барабана. Как только почувствовали упор, пора немного сместиться по рукоятке и продолжить вращать трещотку, это самый крайний вращательный элемент. Как только вы услышали характерный щелчок, потом второй и третий – самое время остановиться. Это значит, что деталь надежно зафиксирована, и три щелчка об этом вас известили.
Шаг 3: Снимаем показания шкал
Электронный прибор покажет вам все на индикаторе, тут разбираться не нужно, где искать заветные цифры. А вот с механикой нужно приловчиться. Начинаем снимать измерения с самого крупного разряда цифр, заканчивая самым мелким. Первым делом смотрим на шкалу стебля, это та часть рукоятки, которая оставалась все это время неподвижной. На ней имеются две шкалы, но они для удобства восприятия находятся на одной оси, просто деления снизу обозначают миллиметры (каждое деление равняется 1 мм), а сверху – половинки миллиметра (шаг 0,5 мм).
На ней имеются две шкалы, но они для удобства восприятия находятся на одной оси, просто деления снизу обозначают миллиметры (каждое деление равняется 1 мм), а сверху – половинки миллиметра (шаг 0,5 мм).
В том месте, где остановился край барабана, смотрим, сколько делений по нижней (пусть 6) шкале осталось видимыми, так мы узнаем первую цифру (6 мм). Если край барабана поравнялся с каким-то делением верхней шкалы, то цифра после запятой будет 5, если деление спряталось, то пока что после запятой стоит ноль, но следом рассматриваем шкалу барабана, где найдем сотые доли миллиметра, которые и приплюсуются к десяткам. Например, на верхней шкале мы половинчатое деление не увидели, следовательно, пока что у нас 6,0 мм. Но на барабане с горизонтальным штрихом стебля совпала цифра 22, тогда 6,0 0,22=6,22 мм. Если бы штрих на верхней шкале стебля был виден, то было бы 6,5 мм, и уже к нему прибавляли бы 0,22, получилось бы 6,72 мм.
Для подсчета приведен общий случай для самого распространенного в хозяйстве вида этого прибора.
 Но для каждого инструмента значение штрихов будет определяться его классом точности, поэтому сначала посмотрите, что значит разметка на шкалах, а потом начинайте подсчеты.
Но для каждого инструмента значение штрихов будет определяться его классом точности, поэтому сначала посмотрите, что значит разметка на шкалах, а потом начинайте подсчеты.Оцените статью: Поделитесь с друзьями!
Как пользоваться микрометром, примеры измерения длин и диаметров
Для проведения точных измерений обычной линейки бывает недостаточно. Применяемый большинством домашних мастеров штангенциркуль, так же не всегда обеспечивает необходимую точность. Если требуется измерение такой величины, как микрон (мкм), или 0,001 мм – необходим микрометр (на иллюстрации слева).
Сегодня рассмотрим в подробностях как пользоваться микрометром, делать правильные замеры, правильно калибровать и разбирать инструмент.
Виды микрометров
По способу индикации приборы подразделяются на следующие виды:
Механические аналоговые, со статической шкалой измерения
Показания снимают, совмещая риски на шкале.![]() Рукоятка с микрометрическим винтом проворачивается до касания предмета, и по комбинации цифр на шкале вычисляется истинный размер.
Рукоятка с микрометрическим винтом проворачивается до касания предмета, и по комбинации цифр на шкале вычисляется истинный размер.
Измерение микрометром этого типа требует определенных навыков.
Механические аналоговые, рычажные
Принцип действия такой же, как у предыдущей модели – но пользоваться гораздо удобнее. Значение измеряемой величины выводится на стрелочный индикатор. Это полезно в случае, когда производится массовое измерение.
Механические цифровые
Замеры производятся с помощью того же микрометрического винта, но показания выводятся на жидкокристаллический дисплей в реальном времени. Для этого в механизм встраивается точный датчик перемещения.
Лазерные микрометры
Замеры производятся по методу пересечения лазерного луча. С помощью оптики, луч превращается в плоскость. Приемный фотоэлемент анализирует уменьшение ширины луча, и выводит данные на дисплей.
Преимущество прибора – возможность измерить изделия сложной формы и отсутствие механического контакта с измерительными наконечниками.
Недостатки – невозможность измерить внутренний размер. И разумеется, стоимость. Позволить себе такой инструмент может не каждый домашний мастер.
По области применения микрометры подразделяются на следующие виды:
- Гладкий микрометр. Предназначен для измерений плоских и круглых поверхностей. Самый распространенный тип прибора;
- Микрометр – зубомер. Определяет линейные размеры зубьев шестерен и зубчатых колес. Имеет специальные конические насадки. Как правило, в комплект входит эталонная мера длины;
- Трубный микрометр. Предназначен для замера толщины стен в трубах. Применяется на этапе проверки качества производства, а так же износа стенок. Форма насадок позволяет не зависеть от внутренней кривизны измеряемой заготовки. Щуп касается стенки точечно, благодаря своей форме;
- Микрометр листовой. Позволяет точно замерять толщину листовых, пленочных и рулонных изделий. Подающий винт настроен на малый диапазон шкалы, поэтому точность измерения получается очень высокой. Предлагаются в двух конструктивных исполнениях:
- С плоскими насадками, для измерения нешироких заготовок.
- С удлиненной скобой – для производства замеров изделий большой площади, на удалении от кромки.
- Микрометр универсальный. Возможность смены головок позволяют измерять самые разные детали. Однако по причине лишних стыковочных узлов страдает погрешность прибора;
- Проволочный микрометр. Узкоспециализированный прибор, с помощью которого замеряют диаметр проволоки и шариков в подшипниках. За счет этого конструкция более компактная. С его помощью можно производить и другие измерения, но это не так удобно;
- Призматический микрометр. Предназначен для измерения диаметра многолезвийного инструмента. Опора выполнена в виде призмы;
- Микрометр канавочный. Его еще можно назвать глубиномером. Замеряет глубину выемок, канавок, дефектов, по отношении к базовой плоскости. Опорной плитой микрометр устанавливается на поверхность – а при помощи щупа измеряется глубина;
- Резьбомерный микрометр. Шкала может быть как метрической, так и дюймовой. В комплект входят специальные насадки для различных видов резьбы;
- Двушкальный (предельный) микрометр. Устанавливает предельные внешние размеры одной заготовки;
- Микрометр для горячего проката. Позволяет контролировать толщину изделия прямо в ходе производства. В качестве измерителя используется специальное откалиброванное колесо;
- Микрометр – нутромер. Предназначен для измерения внутренних диаметров;
 Предлагаются в двух конструктивных исполнениях:
Предлагаются в двух конструктивных исполнениях: Шкала может быть как метрической, так и дюймовой. В комплект входят специальные насадки для различных видов резьбы;
Шкала может быть как метрической, так и дюймовой. В комплект входят специальные насадки для различных видов резьбы;Каждая группа имеет свое обозначение. Например, универсальный – МКУ, канавочный – МКН, и так далее, по первым буквам наименования складывается аббревиатура.
Устройство микрометра
Рассмотрим приборы, относящиеся к стандартному типу МК которые из-за наличия у них плоских измерительных поверхностей именуют гладкими.
Составные части микрометра
Они предназначены для наружных измерений с точностью до одной сотой миллиметра. Основными деталями и узлами, гладкого микрометра, являются неразъемно соединенные между собой:
- микрометрическая головка
- скоба
Микрометрическая головка
Это механическое отсчетное устройство с разрешением, как правило, в одну сотую миллиметра.
Микрометрическая головка
Механизм состоит из стебля, на лицевой части которого нанесены две линейные шкалы, разделенные контрольной риской.
Стебель с нанесенной на нем шкалой и контрольной риской
Обе шкалы миллиметровые, по шкале отмеченной числами, отсчитываются целые миллиметры. Шкала без чисел смещена относительно миллиметровой наполовину миллиметра.
Шкала без чисел для подсчета половин миллиметра
По ней определяют наличие или отсутствие в размере, половин миллиметра. С одной стороны в стебель вмонтирована микрометрическая гайка.
Микрометрическая гайка
Разрезы и навинчиваемые на её наружную резьбу регулировочная гайка предназначены для устранения люфта в соединении с микрометрическим винтом.
Регулировочная гайка
Отверстие в стебле является направляющим для вращательного и поступательного движения цилиндрической части микрометрического винта.
Отверстие в стебле
Винт имеет высокоточную резьбу с полумиллиметровым шагом.
Микрометрический винт со шпинделем
Цилиндрическая часть винта, условно назовем ее шпинделем, движется по направляющему отверстию в стебле. Торец шпинделя это одна из измерительных поверхностей инструмента.
Измерительные плоскости
На другом конце винта через соединительные детали крепится барабан с круговой шкалой.
Барабан с круговой шкалой
У приборов небольших габаритов круговые шкалы обычно поделены на 50 частей.
Поворот круговой шкалы относительно контрольной риски на одно деление, соответствует перемещению шпинделя на одну сотую миллиметра. Получается, цена деления шкалы барабана 0,01 мм.
Вращение барабана при измерениях и настройке должно выполняться только за колесо привода фрикциона или трещотки.
Трещетка и фрикцион
Трещоткой называют храповой механизм, который также как и фрикцион срабатывает при крутящем моменте превышающем расчётно-допустимый.
На микрометре типа МК устанавливаются головки с одинаковым измерительным диапазоном 25 мм.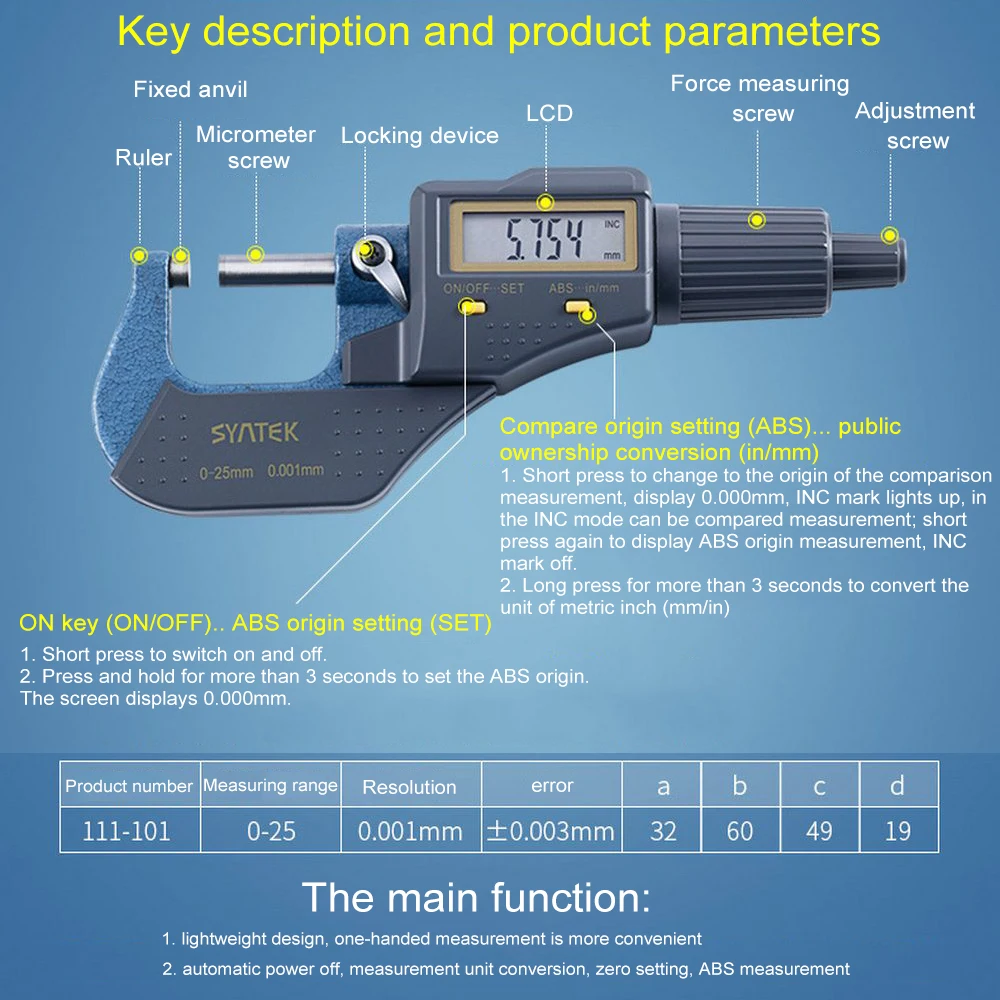
Скоба микрометра
Стебель соединён скобой, а с противоположной ее стороны расположена пятка. У микрометров типа МК с верхним пределом измерений до 300 мм пятка несъёмная.
Скоба и пятка микрометра
Торцы пятки и шпиндельной части винта это измерительные поверхности или плоскости с высокой взаимной параллельностью. Винт и пятка соосные.
Твердосплав на торцах пятки и шпиндельной части винта
Для противодействия износа на оконечности пятки шпинделя обычно наплавляют твёрдосплавные элементы.
Пределы измерений микрометров
Микрометры различаются по пределам измерений, которые определяются размерами их скоб и увеличиваются пошагово через каждые 25 мм.
| Пределы измерений микрометров | ||
| Нижний предел измерений | Верхний предел измерений | |
| МК 25 | 25 | |
| МК 50 | 25 | 50 |
| МК 75 | 50 | 75 |
| МК100 | 75 | 100 |
| МК 125 | 100 | 125 |
| МК 150 | 125 | 150 |
| и так до | ||
| МК300 | 275 | 300 |

Микрометры больших размеров
Нижние и верхние пределы указываются на скобах прибора, а число верхнего предела содержится в условных обозначениях моделей, например, МК -300.
Нижний и верхний измерительные пределы
За числом верхнего предела следует число, указывающее на класс точности, например, МК 300-1.
У микрометра с верхним пределом измерений свыше 100, линейная шкала имеет числовую разметку от нуля и к ее показаниям надо прибавлять нижний измерительный предел данного инструмента.
Обозначение нижнего измерительного предела
Поскольку микрометр — прибор высокой точности, скобы некоторых из них изолируются от воздействия температуры рук.
Наличие изолятора на скобах приборов
В комплекте с прибором имеющего верхний измерительный предел от 50 мм и выше, обязательно поставляется установочная мера.
Установочная мера, он же, эталон для калибровки
Установочная мера необходима для проверки и настройки инструмента. Установочные меры длиной 100 и более миллиметров, оснащены теплоизоляцией, за которую их надо удерживать при использовании.
Установочные меры длиной 100 и более миллиметров, оснащены теплоизоляцией, за которую их надо удерживать при использовании.
Установочные меры с теплоизолятором
Проверяем настройку микрометра
Стандартная проверка микрометра на нулевую установку делается:
- перед его использованием;
- периодически в процессе эксплуатации;
- при подозрении в сбое настройки.
Температура микрометра и контрольных мер должна быть уравнена с температурой воздуха в рабочем помещении. Измерительные поверхности пятки и штока очищаются и это лучше делать плотной бумагой.
Чистка инструмента
Использовать текстиль оставляющий ворс нежелательно. После чистки необходимо проконтролировать точность показаний. Для этого необходимо несколько раз свести шток до упора, продолжая вращение на пол оборота с помощью трещотки.
Точное совпадение нулевой риски с контрольной, говорит о готовности инструмента к работе. Микрометры с верхним пределом измерений свыше 50 мм проверяются на ноль с простановкой между измерительными плоскостями установочных мер.
Во избежание нагрева эталонного цилиндра ограничьте его контакт с рукой.
Обратите внимание
При проверке, торцы эталона должны быть плотно и без малейшего перекоса прижаты к измерительным поверхностям инструмента.
Поэтому поперечными и вращательными движениями эталона помогаем поймать плоскость с одновременным поджатием через трещотку.
Направление вращения эталона
Внимание! Вращательные движения эталона нужно на встречу движения барабана. Поскольку усилие прижима шпинделя может превысить расчётное.
Инструкция по калибровке микрометра
Если проверка показала несовпадения контрольной риски с нулём шкалы или произошел полный сбой настройки, инструмент нужно откалибровать.
Сделав, как положено, сведение измерительных поверхностей блокируем шпиндель стопором.
Ослабляем барабан ключом
Если на микрометрической головке фиксация барабана делается винтовым стопором с боку, его надо ослабить с помощью ключа.
Барабаны, фиксирующиеся боковым стопором, после его ослабления, можно смещать з продольно и регулировать его край относительно линейных шкал.
Ставим «0» круговой шкалы точно напротив контрольной риски, одновременно обеспечивая совмещение края барабана с нулевым делением на миллиметровой шкале.
После зажима винта ключом и застопоривания, проверяем результат и, при необходимости, повторяем процедуру.
Проверяем совпадение рисок
Барабаны могут отличаться способом фиксации, некоторые фиксируются корпусом трещотки.
Рассмотрим еще несколько конструкций микрометра
После установки поверочной меры по правилам описанным выше:
- Стопорим шпиндель.
- Отпускаем зажим барабана.
- Поворачиваем его шкалу до совпадения нуля с контрольной риской.
- Придерживая барабан в настроенном положении, затягиваем корпус трещотки.
- Отпускаем стопор шпинделя и проверяем результат настройки.
- Если все хорошо, затягиваем корпус трещотки с большим усилием.
- И повторно проверяем точность настройки.
У некоторых моделей барабан устанавливается на конус винта.
Иное крепление барабана
После снятия основного резьбового натяга требуется подать вперед барабан с некоторым усилием, чтобы снять зажим конуса.
Снимаем зажим конуса
Часто это требуется и после легкого винтового зажима все остальные действия по регулировке такие же.
Как правильно считывать показания?
Шкалу на стебле можно рассматривать, как обычную линейку с дополнительным полу миллиметровым разрешением. В процессе измерения, круговая шкала занимает какое-то положение относительно контрольной риски на линейной шкале.
Деление на миллиметровой шкале ближайшее к острому краю барабана, или совпадающее с ним, показывает число целых миллиметров.
Показывает число целых миллиметров
Если нет полного совпадения с миллиметровым делением, смотрим на деления полу миллиметровой шкалы. Это означает, что в данном размере кроме целых миллиметров есть десятые и сотые, которые надо прибавить к целым делениям на круговой шкале.
Полумиллимитровая шкала
Деление, совпадающее с контрольной риской, соответствует числу сотых долей миллиметра. В итоге все составляющие суммируются, что и будет результатом измерений.
Итоговое значение размера
Примеры измерения целых и дробных размеров
С краем барабана точно совпадает деление с числом 28. Полумиллимитровых составляющих нет, сотых долей тоже. В этом случае обычно говорят, размер в нулях, получилось точное целое число.
Ближнее к краю барабана деление с числом 26, полумиллиметрового деления, которое к краю ближе, чем миллиметровые не наблюдается. Значит полу миллиметровых долей нет. На круговой шкале 36 и пять сотых, таким образом, действительный размер у нас получился 26,365 мм.
Дробный размер
Если микрометр с нижним измерительным пределом от 100 миллиметров, то к его показаниям прибавляется величина нижнего предела указанного на его корпусе.
Наиболее частые ошибки при считывании показаний относительно полумиллиметровой шкалы:
- невнимательность;
- плохое зрение;
- недостаток знаний;
- иногда, неотрегулированное положение края барабана относительно линейных шкал.

Сравнение замеров штангенциркулем и микрометром
Рассмотрим пример измерения размера штангенциркулем. Измерение показало размер 22 мм.
Замеряем штангенциркулем, проверяем микрометром
Уточняющий замер микрометром показал, что этот размер меньше чем 22 на 12 сотых и равен 21,88 мм. На чертеже он записывается как 22 с допуском -0,12.
Такое ступенчатое измерение оградит от многих ошибок. Еще одно применение инструмента заключается в измерении отклонений относительно другого размера, например, при выяснении величины износа или искажение формы.
Как правильно снимать размер, инструкция
Снятие размера начинается с выбора подходящего микрометра. Его верхний предел должен превышать измеряемую деталь, но не более чем на 25 мм.
- Температура измеряемого изделия и температура микрометра, во время измерения, должна быть равна температуре окружающей среды.
- На поверхностях измеряемого элемента недопустимы забоины, механические загрязнения.
- Положение скобы микрометра ориентируется так, чтобы показания были хорошо видны.
- Для устойчивости, один из пальцев руки держащих скобу, полезно прислонить к детали.
Если прислонить палец к детали, удобно будет делать замер
- Ось микрометра надо ориентировать параллельно и симметрично линии размера.

Если измерительные поверхности ложатся на измеряемую деталь полностью, допускается отклонения оси микрометра от линии диаметра около 2 мм в каждую сторону.
Допустимые отклонения
Наша задача установить ось микрометра параллельно линии размера легким покачиванием корпуса с одновременным закручиванием винта трещотки.
Размер, образованный между плоскостью и диаметром также требует установки оси микрометра симметрично линии диаметра.
Размер считается снятым правильно, если контакт измерительных поверхностей плотный и при срабатывании трещотки показания на круговой шкале не изменяются.
Совершенно не лишнее, для самопроверки, повторить измерения. Если прочтение результата затруднено, необходимо застопорить винт до снятия инструмента с детали.
Если прочтение результата затруднено, необходимо застопорить винт до снятия инструмента с детали.
Попробуйте, не меняя значений, завести инструмент на деталь и вывести. Если при этом вы ощущаете некоторое усилие, то значит замер проведен правильно.
Правильные действия при проведении замера
Усложненные измерения диаметров
По мере увеличения измеряемых диаметров способность к самоустановке у поверхностей уменьшается, а склонность к перекосам возрастает. Вес микрометра и ограниченная видимость прибавляют сложности в измерениях.
Проводя замер больших диаметров, устанавливать измерительные поверхности удобнее на крайние точки диаметра находящиеся в вертикальной плоскости.
Точки диаметра для снятия размера
Как правильно замерять и держать инструмент
Работая с большим инструментом, левой рукой прижимаем пятку к измеряемой поверхности снизу, правая рука удерживает микрометр за привод трещотки, держав оси микрометра в примерно вертикальном положении.
Так держать правильно
Подводя шпиндель, и одновременно делая им движения поперёк оси детали, находим точку на измеряемой поверхности с наибольшим сопротивлением поперечному движению шпинделя.
Находим поперечную точку
После нахождения этой точки двигаем шпинделем вдоль оси детали, одновременно поджимая его.
Ищем продольные точки
В результате шкала барабана останавливается на каких-то наименьших показаниях.
Наличие уплотненного подвижного, но без рывков, контакта измерительных плоскостей с поверхностями обязательно.
Для порядка делаются несколько проверок полученного результата. За достоверные показания принимаются повторяемые.
При измерениях больших диаметров классическим способом многое зависит от навыков измеряющего.
Способ измерения микрометром с уравновешенной по вертикали осью, уменьшает влияние человеческого фактора.
Уравновешивающий груз
Плоскость пятки устанавливается на верхнюю точку диаметра, и ось микрометра автоматически совпадает с линией размера.
Останется только сделать прижим шпинделем, но для начала надо найти на диаметре верхнюю точку.
На неё укажет максимальные отклонения стрелки индикатора биения проходящего над диаметром.
Прибор контроля на биение
Найденное место отмечается маркером.
Верхнюю точку можно определить приложенным гидроуровнем. Точка соприкосновения корпуса уровня с диаметром будет верхней.
Определение верхней точки уровнем
Измерение длины
При измерении значительных длин между параллельными плоскостями, ось микрометра надо установить параллельно линии размера.
Измерение значительных длин
Склонность к самоустановке сохраняется, если плоскость на измеряемом элементе только с одной стороны, а с другой образуется лишь точечный контакт.
Плоскость и точечный контакт
При измерении расстояния между плоскостями, за достоверные показания принимают наименьшие, при условии наличия уплотненного контакта измерительных плоскостей с измеряемыми.
Условия уплотненного контакта
Уплотнение контакта должно ограничиваться срабатыванием трещотки.
Длины могут находиться между линиями и точками, создающими с измерительными поверхностями точечный контакт в одной или двух плоскостях.
Варианты измерения размеров
Познакомиться с порядком измерения длины между двух радиусов с параллельными осями и точечным контактом с измерительными поверхностями в одной плоскости.
Измерение длины между двух радиусов
Пятка микрометра прижата. Шпиндель медленно подводится, совершая движение поперек оси радиуса, в поисках точки уплотненного контакта.
Встав на найденные точки, шпиндель продолжает подводиться при мелких подвижках, но уже параллельно оси радиуса.
Снятие размера можно считать законченным, при установке шкалы на наименьших показаниях при уплотненном контакте.
Длины между сферами или острыми конусами создают точечный контакт с измерительными поверхностями в двух плоскостях.
Измерение между сферами
Тем самым полностью, исключая возможность их самоустановки.
Пятку микрометра прижимаем, перемещая шпиндель к линии размера, производя пробные замеры.
Стрелкой указано направление движения микрометром
Находим положение, в котором будет уплотненный контакт с размерообразующими точками при наибольших показаниях шкалы.
Показания шкалы и уплотнение контакта должны ограничиваться срабатыванием трещотки.
За справедливые показания принимаются повторяемые при проверке.
Влияние температуры на измерения
Вместе с погрешностями измерений, природа которых механическая, искажения в измерениях возникают из-за перепадов температур. Тепловым расширением подвержены детали, микрометры, установочные меры.
Причём чем больше измерительные пределы микрометра, тем выше требования к его температурной стабильности.
Настроенный на «0» микрометр и затем подогретый, например, будучи положенным в карман. Через полчаса при проверке покажет отклонения от нулевой настройки.
Поэтому настроенный микрометр при использовании размещается подальше от любых источников даже незначительного нагрева.
Тепловые расширения деталей могут быть ещё большими. Даже при чистовой обработке может создаваться нагрев искажающий измерение.
Интенсивное жидкостное охлаждение остужает деталь, не позволяя ей увеличиваться в размерах.
Диагностика состояния микрометра и обслуживание
Нарушение правильной работы микрометра происходит из-за:
- естественного износа резьбы микрометрической пары;
Износ микрометрической пары
- износа измерительных плоскостей;
- деформации скобы, вызываемые нештатными силовыми воздействиями.
Что приводит к нарушению параллельности между измерительными поверхностями.
Люфт микрометрической пары регулируется накидной гайкой с проверкой легкости хода винта на всём диапазоне.
Проверка винта на износ, заключается в контрольных измерениях проверенными эталонами. Делается пять разных замеров.
Пять замеров при проверке на износ
Для микрометра от 0 до 25 это мерные плитки с длинами от 5 до 25 мм.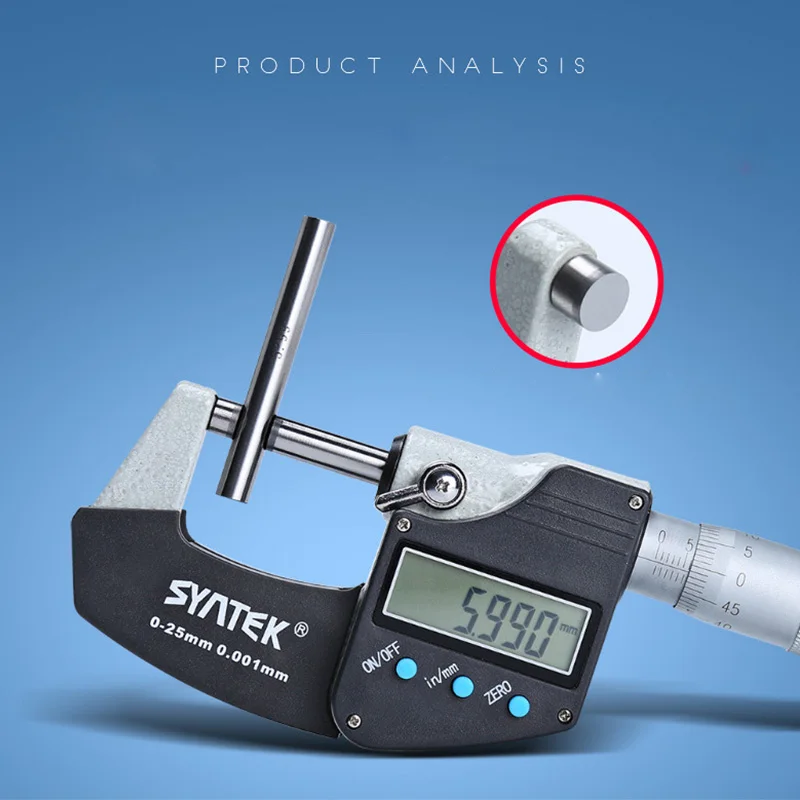
Отклонение от нуля при измерении мерных длин плиток свидетельствует об износе винта.
Износ винта дает погрешность при измерении
Величина износа не должна оказывать влияние на превышение предельно допустимых отклонений предусмотренных техническими условиями на микрометры.
Отклонения у измерительных поверхностей от плоскостности выражается в их неравномерном износе с занижением по краям.
Выявляется износ измерением мерной длины с полным контактом с измерительными плоскостями и при контакте с краями.
Износ измерительных плоскостей
Разница в показаниях это величина износа.
Деформации скобы проявляются в нарушении параллельности измерительных плоскостей, которые проверяются измерениями мерной длины их краями и в 4-х положениях по окружности.
Предельно допустимые отклонения измерительных поверхностей от параллельности и плоскостности, зависящие от класса точности микрометра и его измерительных пределов приводятся в стандартных технических условиях.
Таблица предельно допустимых отклонений измерительных поверхностей
В качестве обслуживающей и консервационной смазки для микрометров, обычно применяется технический вазелин.
Перед тем как сдать инструмент на поверку в лабораторию, его разбирают, чистят, смазывают и калибруют.
About sposport
View all posts by sposport
инструкция по применению, как работать, настроить, мерить механическим, электронным, рычажным, МК 0-25, 25-50 мм
Пользоваться микрометром по инструкции достаточно просто. Прибор для измерения диаметра заготовок требует знания элементарных правил.
Как настроить микрометр
Перед измерением деталей микрометром необходимо провести настройку инструмента, при использовании требуется высочайшая точность. Даже незначительные отклонения могут помешать процессу:
- Инструкция по применению и использованию микрометра рекомендует для начала удалить мельчайшие загрязнения с поверхности губок. Для этого необходимо взять тонкий бумажный лист. Его располагают между лапками и сводят их до упора. Затем бумагу осторожно и медленно вытягивают, следя за тем, чтобы она не порвалась.
- Дальше инструмент по правилам пользования микрометром нужно выставить на ноль. Губки снова сводят и проверяют, совпадают ли насечки на барабане с отметкой нижней шкалы. Если точности не наблюдается, с помощью специального ключа стебель регулируют до тех пор, пока риска не будет установлена на ноль.
- При использовании цифровых приборов перед измерениями нужно убедиться, что батарейка не разряжена, и при необходимости вставить новый элемент питания.
 Его располагают между лапками и сводят их до упора. Затем бумагу осторожно и медленно вытягивают, следя за тем, чтобы она не порвалась.
Его располагают между лапками и сводят их до упора. Затем бумагу осторожно и медленно вытягивают, следя за тем, чтобы она не порвалась.Если настроечного инструмента к устройству не приложено, следует открутить крепление трещотки и вручную отцентрировать накатку до полного совпадения с отметкой ноль. После этого фиксирующий механизм закручивают обратно.
Настройку на ноль выполняют перед каждым измерениемВажно! Камень и наждак для очистки губок при настройке микрометра использовать категорически запрещено, они только нарушат точность инструмента.
Как правильно пользоваться и измерять микрометром
Существует несколько типов приборов — простые механические, со стрелкой, электронные. Все они предназначены для одних и тех же измерений и работают схожим образом, но есть и важные отличия.
Как пользоваться механическим микрометром
Механическое устройство очень простое, но его использование требует определенных знаний. Измерения микрометром по инструкции проводят следующим образом:
- Между губками прибора размещают небольшую деталь и закручивают барабан.
- После зажатия заготовки поворачивают трещотку до появления характерного звука. После этого сдавить деталь сильнее уже не получится даже при желании. Трещотка предотвратит чрезмерный нажим и защитит прибор от поломки.
- После надежной фиксации детали приступают непосредственно к измерениям. На нижней шкале стебля отсчитывают целые миллиметры, затем определяют количество десятых долей по верхним рискам, и наконец, считают сотые доли на круговой шкале на барабане.

Дальше остается суммировать полученные результаты измерений и записать точный размер заготовки.
Зажимать заготовку очень плотно не нужно, пятка и шпиндель должны просто коснуться деталиКак пользоваться советским резьбовым микрометром МК 0-25, 25-50 мм
Механические приборы старого образца очень похожи на обычные гладкие. Их главная конструктивная особенность заключается в строении насадок. Пятка резьбового устройства имеет углубление, а шпиндель выполнен в форме конуса. В зависимости от собственных габаритов прибор может измерять диаметры 0-25 или 25-50 мм
Правила использования микрометра при этом остаются стандартными:
- Перед измерениями прибор настраивают. Насадки сводят вместе и удостоверяются, что конусовидный шпиндель точно входит в проем на призматической пятке. При необходимости положение губок регулируют при помощи винта, расположенного на торце инструмента.
- Выполняют настройку на ноль — отметку на барабанной шкале совмещают с центровой насечкой стебля и первой риской.
- Размещают крепеж между губками микрометра и при помощи винта плотно фиксируют деталь. Межрезьбовой виток при этом должен расположиться в углублении призматической насадки, а конусный шпиндель — войти между витками.

Видео о том, как пользоваться микрометром 0-25, показывает, что определение размеров происходит по обычному алгоритму. Сначала смотрят количество целых миллиметров на нижней стеблевой шкале, а затем снимают показания десятых и сотых долей с верхних рисок и барабана.
При помощи резьбового микрометра можно провести измерение винтов, болтов и других крепежейКак пользоваться рычажным микрометром часового типа
Стрелочный прибор более хрупок, но прост в работе и позволяет проводить очень точные измерения. Использовать микрометр принято для определения размеров алюминиевых, латунных и медных деталей повышенной мягкости. Трещотки в устройстве не предусмотрено — силу нажатия контролирует стрелочный механизм. Поэтому снижается риск чрезмерного сдавливания детали.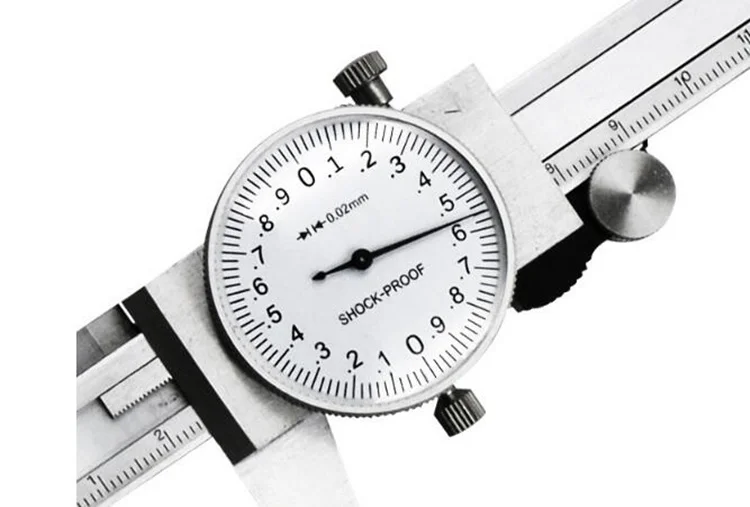
Пользоваться стрелочным микрометром нужно так:
- Заготовку размещают между губками и зажимают ее при помощи винта на стебле прибора.
- По инструкции по эксплуатации микрометра следят за положением стрелки, контролирующей сжатие, она должна встать точно на ноль. Отклонение вправо свидетельствует о чрезмерном усилии, а влево — о слишком слабом прижиме.
- После фиксации заготовки по стеблевой шкале определяют целые и десятые значения, выраженные в миллиметрах, а по барабанной смотрят сотые доли.
- Для определения тысячных долей снова сверяются с циферблатом и положением тонкой стрелки.
При измерениях учитывают, что деление десять на часовой шкале в действительности соответствует 0,01 мм. Пример правильного пользования микрометра указывает, что если стрелка остановилась на значении 15, то к предыдущим полученным результатам необходимо прибавить 0,15 мм.
Стрелочные микрометры за счет высокой точности часто используют для выбраковки деталейКак пользоваться электронным цифровым микрометром
Работать с микрометром электронного типа проще всего. В процессе использования не требуется самостоятельно определять габариты детали — точные показания высвечиваются на встроенном экране.
В процессе использования не требуется самостоятельно определять габариты детали — точные показания высвечиваются на встроенном экране.
Чтобы осуществить измерения, необходимо:
- протереть сухой тряпкой губки выключенного прибора;
- вручную установить линию нуля барабана вровень с отметкой на шкале стебля;
- включить цифровой прибор и проверить, читает ли он нуль;
- при неудовлетворительном результате отрегулировать трещотку;
- выбрать нужную систему единиц для измерений;
- поместить между губками и плотно зажать деталь.
После этого остается посмотреть на электронный экран и снять показания.
При использовании электронного микрометра можно замерять диаметр как в миллиметрах, так и в дюймахВнимание! Правильно мерить микрометром электронного типа детали по-прежнему можно не только автоматически, но и самостоятельно — подсчитывая результаты на барабане и шкале.
Заключение
Пользоваться микрометром по инструкции необходимо для проведения высокоточных измерений и для поддержания работоспособности прибора. Справиться с определением габаритов деталей можно даже без опыта — достаточно ознакомиться с алгоритмами применения.
Справиться с определением габаритов деталей можно даже без опыта — достаточно ознакомиться с алгоритмами применения.
Микрометры и другие микрометрические инструменты. Видеоролик
Микрометры
Микрометрические инструменты
К микрометрическим инструментам относятся гладкие микрометры, микрометрические нутромеры, глубиномеры, а также рычажные микрометры, которые предназначены для абсолютных измерений наружных и внутренних размеров, высот уступов, глубин отверстий и т. д.
Принцип действия этих инструментов основан на использовании винтовой пары (винт-гайка) для преобразования вращательного движения микровинта в поступательное перемещение.
Цена деления таких инструментов 0,01 мм.
Классическая конструкция микрометра включает скобу с запрессованной неподвижной пяткой и стеблем (иногда стебель присоединяют к скобе резьбой). Внутри стебля с одной стороны имеется микрометрическая резьба с шагом 0,5 мм, а с другой – гладкое цилиндрическое отверстие, обеспечивающее точное направление перемещения микровинта.
На винт насажен барабан, соединенный с трещоткой. Трещотка имеет на торце односторонние зубья, к которым пружиной прижимается штифт, обеспечивающий постоянное усилие измерения. Стопорное устройство служит для закрепления винта в нужном положении.
Отсчетное устройство микрометрических инструментов состоит из двух шкал: продольной и круговой. Продольная шкала имеет два ряда штрихов, расположенных по обе стороны горизонтальной линии и сдвинутых один относительно другого на 0,5 мм. Оба ряжа штрихов образуют одну продольную шкалу с ценой деления 0,5 мм, равной шагу микровинта.
Круговая шкала обычно имеет 50 делений (при шаге винта Р = 0,5 мм).
По продольной шкале отсчитывают целые миллиметры и 0,5 мм, по круговой шкале – десятые и сотые доли миллиметра.
Конструкция микрометра впервые была запатентована французским изобретателем Жаном Лораном Палмером в 1848 году под названием «круговой штангенциркуль с круговым нониусом». Однако серийное производство микрометров началось лишь через несколько лет, – после посещения двумя американскими инженерами Д. Брауном и Л. Шарле Парижской выставки, где они увидели изобретение Ж. Палмера и организовали его серийным выпуск.
Микрометры – очень популярный инструмент для измерения наружных диаметров, толщин и т.п. Благодаря простой конструкции, удобству в обращении, быстроте в работе и достаточно высокой точности измерений, они – самые употребляемые цеховые инструменты для линейных измерений. Каждый станочник, слесарь, технолог и конструктор имеет собственный микрометр. Большое разнообразие конструкций, позволяющие измерять самые разные наружные поверхности делают их универсальными инструментами.
Изготавливают микрометры многие зарубежные и отечественные фирмы – Mitutoyo (Япония), Tesa (Швейцария), Carl Mahr (Германия), Челябинский инструментальный завод (ЧИЗ) и Кировский инструментальный завод (КРИН).
Качество современных микрометров очень высокое. Точный шлифованный винт, беззазорное соединение винта и гайки, твердосплавные торцевые измерительные поверхности обеспечивают плавное перемещение винта без биения торцевой поверхности. Применение нержавеющих сталей и термообработки обеспечивает антикоррозийные свойства инструмента, сопротивление износу и коррозии.
Положительной особенностью микрометров является соблюдение принципа Аббе, что существенно повышает точность измерения.
Современные микрометры, микрометрические инструменты и приборы подразделяются на две группы:
– механические микрометры со штриховой отсчетной шкалой;
– электронные микрометры с цифровым отсчетом.
Согласно ИСО 3611-2010 микрометры со штриховым отсчетом называют микрометрами с аналоговой индикацией, а микрометры с цифровым отсчетом называют микрометрами с цифровой индикацией.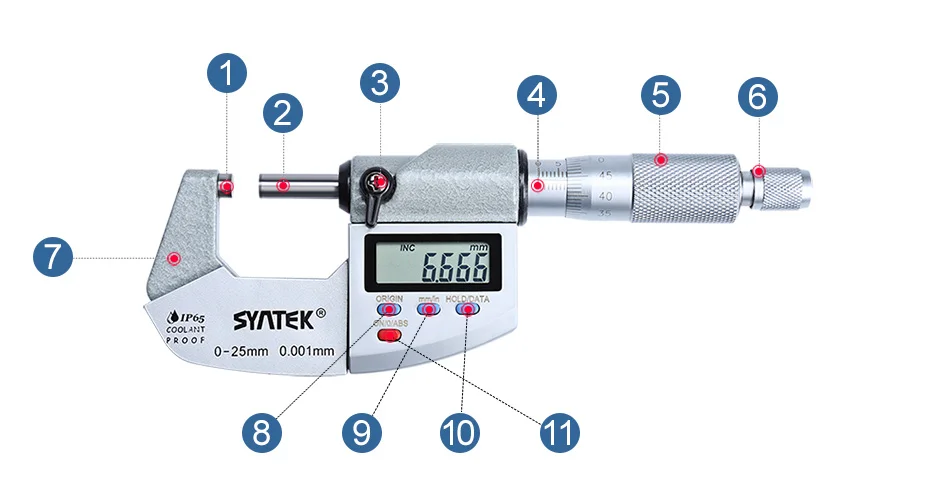
***
Механический микрометр со штриховым отсчетом
Основным элементом микрометра является микрометрическая винтовая пара. С ее помощью поступательное перемещение измерительной поверхности (торца) микрометрического винта связано с поворотом отсчетного барабана. Один оборот барабана микровинта соответствует перемещению торца микровинта на один шаг резьбы винта. В большинстве конструкций шаг резьбы винта составляет 0,5 мм, а на барабан наносят 50 или 100 делений. Таким образом, цена деления отсчета составляет 0,01 или 0,05 мм. Резьба винта шлифуется на высокоточных станках. Микрометрическая пара в приборах оформлена в виде отдельного узла – микрометрической головки.
Микрометрическая головка входит в состав микрометров различного назначения, нутромеров, глубиномеров, различных стационарных приборов в качестве измерительного узла или узла, задающего точные перемещения, и т. п.
В головке микрометрический винт перемещается совместно с барабаном относительно стебля, жестко соединенного с микрометрической гайкой. Микрометрические головки обычно имеют две шкалы (рис.1): круговую для определения дробных долей оборота и линейную для определения числа полных оборотов микрометрического винта. Линейная шкала и продольный штрих нанесены на наружной поверхности стебля (или на гильзе, одеваемой на стебель).
Микрометрические головки обычно имеют две шкалы (рис.1): круговую для определения дробных долей оборота и линейную для определения числа полных оборотов микрометрического винта. Линейная шкала и продольный штрих нанесены на наружной поверхности стебля (или на гильзе, одеваемой на стебель).
Цена деления линейной шкалы равна шагу винта, при шаге 0,5 мм наносятся две части шкалы с длиной деления 1,0 мм, сдвинутые друг относительно друга на 0,5 мм. Общая длина линейной шкалы определяется диапазоном измерительного перемещения микрометрического винта (обычно 25 мм).
Круговая шкала нанесена на скосе барабана, торец которого является указателем линейной шкалы. Указателем круговой шкалы служит продольный штрих линейной шкалы.
Диаметр барабана выбран таким, чтобы длина деления была около 1 мм. Для отсчитывания дробных долей деления круговой шкалы в некоторых случаях применяют нониус, аналогичный нониусу штангенциркуля со считыванием без параллакса. Цена деления нониуса составляет 0,001 мм. Однако применение нониуса имеет смысл только в том случае, когда отсчитываемые доли деления меньше погрешности микрометрической передачи.
Цена деления нониуса составляет 0,001 мм. Однако применение нониуса имеет смысл только в том случае, когда отсчитываемые доли деления меньше погрешности микрометрической передачи.
Для стабилизации измерительного усилия предусмотрено специальное устройство (трещотка, или фрикцион), закрепленное на барабане. С помощью этого устройства на измерительной поверхности микрометрического винта создается усилие, лежащее для большинства случаев применения микрометрических головок в пределах 5-10 Н.
Микрометры являются универсальными инструментами для наружных измерений. Конструкция и метрологические характеристики микрометров определены ISO 3611:2010, DIN 863 и ГОСТ 6207-90.
***
Микрометр имеют скобу, в которую с одной стороны установлена микрометрическая головка, а с другой пятка, Конструкция микрометров предусматривает стопорное устройство для закрепления микрометрического винта. Измерительными поверхностями у микрометров являются параллельные плоскости торцов микрометрического винта и пятки, обычно имеющие диаметр 8 мм.
Для повышения точности измерений выпускают микрометры с диапазоном измерения до 100 мм с диаметром рабочих поверхностей (стебля и пятки) уменьшают до 6,5 мм. Для повышения износостойкости измерительные поверхности микрометров изготовляют из твердого сплава.
Скобы современных высокоточных микрометров выполняют с теплоизолирующим покрытием, чтобы уменьшить погрешности, вызываемые тепловым расширением при контакте с руками.
Для установки нулевого положения микрометры с нижним пределом измерений от 25 мм комплектуют установочными мерами. Цена деление большинства механических микрометров составляет 0,01 мм.
Выпускают также микрометры с ценой деления 0,05 мм и с нониусом с ценой деления 0,001 мм. Диапазон измерений микрометров до 1500 мм.
Микрометры для измерения диаметров более 500 мм (скобы) делают сварными из труб для облегчения и снабжают теплоизолирующими накладками. Микрометры снабжаются сменными наконечниками с приращением длины 25 мм.
Микрометры снабжаются сменными наконечниками с приращением длины 25 мм.
Следует отметить, что измерение микрометрическим инструментами больших диаметров (более 500 мм) очень неудобная операция, требующая опыта и терпения.
Результат такого измерения не надежен.
***
Электронный микрометр с цифровым отсчетом
Несмотря на повсеместное распространение микрометров с штриховыми шкалами и нониусом, отсчет по двум штриховым шкалам и сложение их результатов неудобен, особенно при плохом зрении и недостаточном освещении. Поэтому появление электронных микрометров с цифровым отсчетом сделало процесс измерения значительно проще и удобнее, а в некоторых случаях и точнее.
Конструктивно электронный микрометр мало отличается от механического микрометра, но вместо штриховых шкал он снабжен инкрементным, как правило, емкостным преобразователем, небольшим электронным устройством и цифровым дисплеем.
Преобразователь аналогичен инкрементному преобразователю, применяемому в штангенциркуле. Он состоит из двух небольших дисковых пластин, на которых размещены изолированные друг от друга электроды. Один диск вращается вместе с винтом, второй неподвижен и удерживается шпонкой, расположенной вдоль винта. Оба диска перемещаются вместе с микровинтом на всю величину хода винта.
Он состоит из двух небольших дисковых пластин, на которых размещены изолированные друг от друга электроды. Один диск вращается вместе с винтом, второй неподвижен и удерживается шпонкой, расположенной вдоль винта. Оба диска перемещаются вместе с микровинтом на всю величину хода винта.
На скобе микрометра также расположен электронный микропроцессорный блок и цифровой дисплей с дискретностью показаний 0,01 или 0,001 мм. Высота цифр составляет 7-9 мм. На корпусе имеются две кнопки «вкл/выкл» и установка нуля. Установка нуля возможна как при сведенных пятках микрометра, так и любом месте диапазона измерения (например, для контроля партии одинаковых деталей).
Некоторые модели имеют дополнительные функции, например, сортировка по размерам, кодовый выход на внешние устройства и т.д. Вся электронная система питается от небольшой литиевой батарейки, срок службы которой 1,5 года или 2000 часов.
Электронные микрометры выпускаются с диапазоном измерения до 300 мм и степенью защиты от IP40 – до IP65 по стандарту DIN EN 60529 и ГОСТ 14254-96.
Кроме стандартных микрометров выпускают много специализированных моделей, например, для измерения толщины стенок труб со сферическими измерительными поверхностями, для измерения мягких материалов с измерительными поверхностями в форме дисков, для измерения среднего диаметра резьбы, для измерения длины общей нормали зубчатых колес с измерительными поверхностями в форме дисков, для измерения наружного диаметра многолезвийного инструмента и др.
***
Прогрешность при измерении микрометром
Суммарная погрешность измерения с помощью микрометра состоит из следующих составляющих:
- погрешностей микрометрической головки;
- отклонения от плоскостности и от параллельности плоских измерительных поверхностей винта и пятки (при различных углах поворота микрометрического винта и при его стопорении). При эксплуатации микрометров отклонения от параллельности измерительных поверхностей винта и пятки приводят к различной погрешности для разных форм измеряемых деталей (плоских, цилиндрических, сферических). Также различными будут деформации этих деталей под действием измерительного усилия;
- деформации скобы микрометра под действием измерительного усилия;
- погрешности установочных мер;
- существенной составляющей погрешности измерения микрометрами (особенно микрометрами больших размеров) является температурная погрешность, вызываемая как разностью температур измеряемой детали и микрометра, так и нагревом микрометра, а иногда и контролируемой детали, теплом рук контролера (для уменьшения последней погрешности в микрометрах для измерения размеров свыше 50 мм предусмотрены теплозащитные накладки);
- погрешность, возникающая у электронных микрометров из-за ошибок емкостного преобразователя.
 Также различными будут деформации этих деталей под действием измерительного усилия;
Также различными будут деформации этих деталей под действием измерительного усилия;Пределы допускаемой погрешности микрометров приведены в Таблице 1. Указанные значения погрешностей установлены в зависимости от диапазона измерений.
Предел допускаемой погрешности микрометрической головки (при выпуске ее в качестве отдельного изделия) оговорен ГОСТ 6507-78 «Микрометры с ценой деления 0,01 мм. Технические условия» в виде предельной погрешности δ = ±4 мкм.
Правильно было бы нормировать погрешность расстояний между двумя любыми точками – амплитудную погрешность, как это предусмотрено рекомендациями ИСО 3611-1978, так как механизм головки при установке барабана на нуль может занимать различные положения и при этом значение погрешности в каждой отдельной точке будет зависеть от положения нулевой точки.
Предельно допустимая погрешность G микрометра в любой точке диапазона измерений (25 мм) указана в Таблице 1.
Таблица 1
Диапазон измерения, |
Предельно допустимая погрешность G, |
Отклонение от параллельности и плоскостности винта и пятки, |
0 – 50 |
4 |
2 |
50 – 100 |
5 |
2 |
100 – 150 |
6 |
3 |
150 – 200 |
7 |
4 |
200 – 250 |
8 |
4 |
250 – 300 |
9 |
5 |
300 – 350 |
10 |
5 |
350 – 400 |
11 |
6 |
400 – 450 |
12 |
6 |
450 – 500 |
13 |
7 |
Указанная в таблице предельно допустимая погрешность G включает в себя погрешность микрометрической головки, погрешность от прогиба скобы микрометра и погрешность от неровностей и непараллельности измерительных поверхностей.
***
Проверка и калибровка микрометров
Калибровку и поверку микрометров осуществляют с помощью концевых мер длины в нескольких точках в диапазоне измерений согласно ISO 3611:2010, DIN 863 и ГОСТ 6207-90.
Концевые меры подбирают таким образом, чтобы была возможность предельную погрешность измерения G микрометра во всех точках диапазона измерения.
Например, рекомендуемые размеры концевых мер длины для проверки микрометров – 3,1; 6,5; 9,7; 12,5; 15,8; 19,0; 21,9 и 25 мм.
Для проверки отклонений плоскостности и непараллельности измерительных поверхностей микрометра (торца винта и пятки) необходимо три или четыре плоскопараллельных оптических стеклянных пластины с градацией по высоте в 1/4 или 1/3 шага микровинта (0,5 мм). Это обеспечивает проверку с трех или четырех положениях при полном повороте микровинта.
Для проверки пластину устанавливают между пяткой и торцом винта. Аккуратно перемещая пластину между измеряемыми поверхностями, определяют наименьшее количество интерференционных колец или полос на одной измерительной поверхности. К этому числу прибавляют количество колец или полос на другой измерительной поверхности.
К этому числу прибавляют количество колец или полос на другой измерительной поверхности.
При длине волны света примерно 640 нм ширина одной интерференционной полосы составляет 320 нм (0,32 мкм).
Методические указания к выполнению лабораторной работы по теме “Поверка микрометра”
(в формате Word, 4 печатных листа, 0,077 Мб)
***
Микрометрический глубиномер
Микрометрический глубиномер состоит из базирующей опоры, в которой закреплен микровинт с диапазоном измерения 25 мм, и сменных измерительных вставок разной длины. Общий предел измерения глубиномера до 300 мм.
Глубиномеры также как и микрометры выпускаются с механической шкалой и с электронным цифровым отсчетом.
Цена деления глубиномера – 0,01 мм. Отклонение от плоскостности базирующей опоры – 2 мкм. Допуск длины измерительных вставок ±(2 + L/75), где L – длина вставки.
Погрешность измерения с самой маленькой вставкой – 5 мкм.
***
Как правильно пользоваться микрометром поможет разобраться представленный здесь видеоролик.
***
Лабораторная работа по теме “Поверка микрометра”
Основные понятия о стандартизации
Главная страница
Дистанционное образование
Специальности
Учебные дисциплины
Олимпиады и тесты
Как пользоваться микрометром?
Иногда при работе может возникнуть необходимость с высокой точностью определить размер какой-либо детали. Для этого предназначен универсальный инструмент – микрометр, с помощью которого наружный размер детали определяют с точностью до 2 мкм (0,002 мм). Далее рассмотрим и приведем пример, как пользоваться микрометром.
Устройство механического микрометра
Существуют два типа микрометров: механические и электронные.
Устройство механического микрометра предполагает наличие следующих деталей:
- пятка – неподвижный упор;
- микрометрический винт;
- неподвижный стебель с резьбовой втулкой;
- барабан, жестко зафиксированный на винте;
- трещотка;
- кольцевая гайка;
- две шкалы.
Винт вращается в резьбовой втулке неподвижного стебля. С помощью барабана производят выкручивание винта. Существует возможность фиксации винта в любом положении с помощью кольцевой гайки.
Две шкалы, которые расположены на приборе, устроены следующим образом. Первая находится на стебле и имеет цену деления 1 мм. Эта шкала разделена на две части, при этом нижняя часть смещена относительно верхней на 0,5 мм. Такое расположение облегчает процесс измерения. На вращающемся барабане находится вторая шкала, которая имеет 50 делений с ценой 0,01 мм.
Как правильно пользоваться микрометром?
Так как в процессе использования периодически происходит сбивание шкалы, рекомендуется перед каждым применением осуществлять калибровку инструмента. Она проводится следующим образом: винт полностью закручивают и проверяют, чтобы горизонтальная риска на стебле совпадала с нулевой отметкой на барабане. В случае несовпадения стебель подкручивают специальным ключом.
Она проводится следующим образом: винт полностью закручивают и проверяют, чтобы горизонтальная риска на стебле совпадала с нулевой отметкой на барабане. В случае несовпадения стебель подкручивают специальным ключом.
Для того, чтобы использовать микрометр с целью измерения детали, винт выкручивают с помощью вращения барабана на расстояние, которое будет чуть превышать размер детали. Деталь, которую необходимо измерить, зажимают между пяткой и винтом. Чтобы исключить повреждение детали, ее зажимают с помощью трещотки. При этом трещотка при срабатывании издает характерный звук. Затем затягивают кольцевую гайку.
Чтобы определить размер детали, складывают вместе показания двух шкал (двух частей первой шкалы, находящейся на стебле, и одной шкалы на барабане). На верхней части шкалы стебля смотрим количество полных мм. Если риска на нижней части шкалы стебля располагается правее, то к значению верхней части шкалы необходимо прибавить 0,5 мм. К полученному значению прибавляем показания со шкалы, находящейся на барабане, с ценой деления 0,01 мм.
Как правильно пользоваться микрометром – пример измерения
Рассмотрим пример точного измерения диаметра сверла, номинальный размер которого составляет 5,8 мм. Сверло зажимают между неподвижным упором и винтом с помощью трещотки. Далее производят снятие показаний прибора.
Смотрим на верхнюю часть шкалы, находящейся на стебле. Ее значение будет составлять 5 мм. Определяем положение видимой риски нижней части шкалы стебля. Она будет находиться правее, значит, мы прибавим 0,5 мм к полученному значению верхней части шкалы и получим 5, 5 мм.
Далее смотрим на шкалу, находящуюся на барабане, которая покажет нам значение 0,28 мм. Складываем эти данные с показателями шкалы стебля и получаем 5,5 мм + 0,28 мм = 5,78 мм.
Точное значение диаметра сверла будет 5,78 мм.
Таким образом, прибор микрометр поможет вам измерить какой-либо предмет или деталь с максимальной точностью. Если вам недостаточно тех размеров, которые вы можете получить с помощью линейки или штангенциркуля, у вас есть возможность провести измерение, используя микрометр и получить размеры с точностью до 0,002 мм.
Механический измерительный инструмент – Слесарно-инструментальные работы
Механический измерительный инструмент
Категория:
Слесарно-инструментальные работы
Механический измерительный инструмент
Механическими называются инструмент и приборы, передающие при помощи промежуточных передач на шкалу увеличенные отклонения в размерах у измеряемой детали. Такое увеличение отклонений достигается в этих приборах зубчатыми или рычажными механизмами.
Рис. 1. Часовой индикатор: а — внешний вид; б — внутреннее устройство.
Индикатор часового типа (рис. 1), являющийся одним из таких механических инструментов, действует при помощи зубчатого механизма. Подобный индикатор имеет две шкалы и используется для измерения величины отклонений, не превышающих одного миллиметра. Большая шкала индикатора разделена на 100 частей, каждая из которых соответствует 0,01 мм. Малая шкала инструмента позволяет отсчитывать перемещения измерительного штифта, доходящие до 5—10 мм, в зависимости от особенностей конструкции механизма.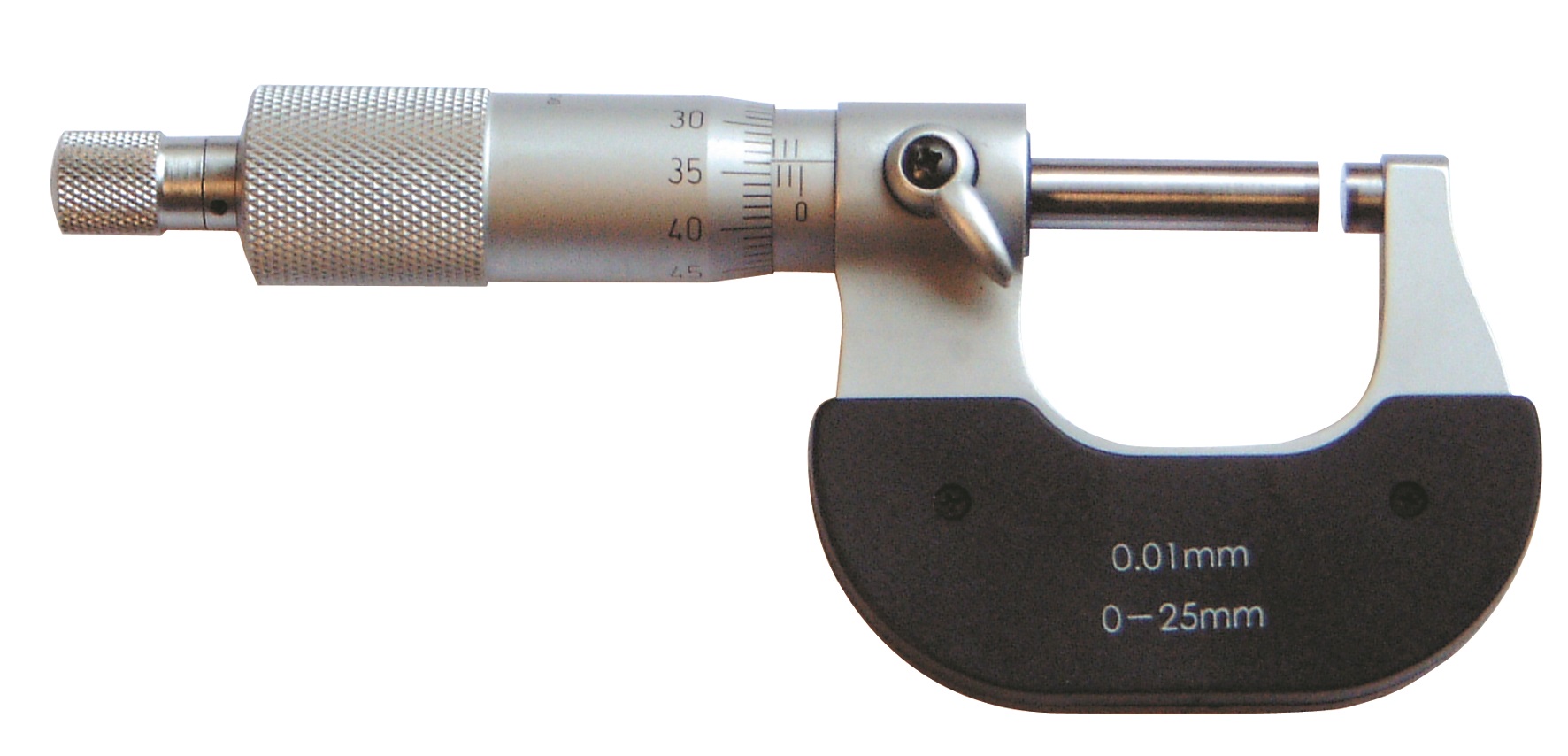 Установка шкалы индикатора в нулевое положение достигается вращением от руки его наружной обоймы.
Установка шкалы индикатора в нулевое положение достигается вращением от руки его наружной обоймы.
В этой конструкции индикатора, через всю его длину во втулках проходит измерительный штифт с зубчатой рейкой, нарезанной на поверхности штифта. В нижнем конце штифта установлен наконечник с шариком, образующим измерительную поверхность. Зубья рейки измерительного штифта соединяются с шестерней, сидящей на одной оси с большой шестерней, передающей в свою очередь движение шестеренке и, следовательно, стрелке. Поворот маленькой стрелки, указывающей перемещение и мерительного штифта в миллиметрах, производится шестерней.
Измерительное давление индикатора создается пружиной и, действующей на направляющую планку. Мертвый ход в узлах механизма устраняет пружина, стремящаяся повернуть все зубчатые соединения в одном и том же направлении.
Пределы измерения индикатором еще более ограничены, чем это указывается на его циферблате. Поэтому не следует пользоваться индикатором для определения отклонений, превышающих 1 мм, так как при пользовании всей шкалой увеличиваются погрешности измерения.
Чтобы произвести измерение индикатором, его укрепляют на измерительном столике, штангенрейомусе или универсальной стойке и дают измерительному штифту натяжение, позволяющее пользоваться срединой шкалы индикатора. Небрежное отношение к индикатору, резкое перемещение штифта, удары, боковое давление на штифт, попадание абразивной пыли в механизм быстро приводят индикатор в негодность.
Область применения индикаторов весьма обширна и они служат главной конструктивной частью многих индикаторных измерительных приборов: глубиномеров, нутромеров, шагомеров, зубомеров и т. д.
Примером такой конструкции прибора для точных измерений диаметров отверстий может служить применение индикатора часового типа для внутренних измерений. Для этой цели на его нижнюю направляющую втулку надеваются специальные наконечники, превращающие боковое давление на измерительный штифт индикатора в давление, направленное вдоль его оси. Такой прибор называется индикаторным нутромером или прибором для внутренних измерений. Индикаторный нутромер при настройке его по точному микрометру позволяет производить относительные измерения диаметров отверстий с точностью 0,01 — 0,015 мм. Обычно нутромер имеет два колка, один из которых подвижен и передает отклонения индикатору через рычаг или наклонную плоскость. Колки у прибора — сменные.
Индикаторные нутромеры изготавливаются комплектами: каждым комплектом можно производить измерения диаметров отверстий в одном из следующих пределов: от 6 до 18, от 18 до 35, от 35 до 50, от 50 до 100, от 100 до 160, от 160 до 250, от 250 до 450 и так до 1000 мм.
Также широко распространены, особенно при изготовлении приспособлений, другие типы индикаторов: рычажные с пределом измерения + 0,1 мм и рычаж.но-зубчатые с пределом измерения + 0,5 мм.
Индикаторы рычажные и рычажно-зубчатые отличаются малыми габаритными размерами и удачно приспособлены для передачи боковых давлений. Эта особенность делает их незаменимыми при определении отклонений в труднодоступных местах или при измерении расстояний между отверстиями (расстояния от боковой стенки одного отверстия до боковой стенки другого).
Принцип действия рычажно-зубчатого индикатора находит применение и в конструкции рычажного микрометра. Рычажный микрометр или микрометр-индикатор представляет собой микрометр, в скобе которого находится рычажно-зубчатое индикаторное устройство. Индикаторное устройство микрометра выполняет роль его трещотки и служит указателем давления измерительных плоскостей на деталь. Поэтому при измерениях таким микрометром во всех случаях следует сохранять нулевое положение стрелки. Нулевому положению стрелки индикатора должно соответствовать нулевое деление на барабане.
Как видно из схемы, индикаторное устройство действует следующим образом. Пятка микрометра все время находится под давлением пружины и, таким образом, нажимая на рычаг, отводит его сектор в крайнее положение. ‘Если между пяткой и шпинделем поместить деталь, размер которой несколько больше расстояния между ними, пятка, преодолев усилие пружины, переместится влево. Это даст возможность малому плечу рычага, получившему свободу, также повернуться влево при помощи шестерни, находящейся под действием пружины. Стоящая на оси шестерни стрелка отметит на циферблате это перемещение пятки микрометра. Индикаторное устройство микрометра позволяет пользоваться им для определения предельных отклонений как скобой после установки шпинделя по блоку концевых мер в нулевое положение, отмечаемое стрелкой индикатора, и после закрепления его стопором. После этого указатели предельных отклонений (не показанные на схеме) устанавливаются на свои места и измеряемый предмет пропускается между измерительными плоскостями. Если при этом стрелка окажется между указателями, то размер детали находится в пределах установленного допуска. В том случае, если нужно узнать фактический размер этого предмета, то к показаниям на шкалах стебля и барабана добавляют (или вычитают в зависимости от того, в какой стороне находится стрелка) величину отклонения стрелки индикатора. Чтобы не испортить микрометр при измерении размера между двумя плоскостями, его пятку отводят влево, нажимая пальцем на кнопку, действующую на рычаг.
Стоящая на оси шестерни стрелка отметит на циферблате это перемещение пятки микрометра. Индикаторное устройство микрометра позволяет пользоваться им для определения предельных отклонений как скобой после установки шпинделя по блоку концевых мер в нулевое положение, отмечаемое стрелкой индикатора, и после закрепления его стопором. После этого указатели предельных отклонений (не показанные на схеме) устанавливаются на свои места и измеряемый предмет пропускается между измерительными плоскостями. Если при этом стрелка окажется между указателями, то размер детали находится в пределах установленного допуска. В том случае, если нужно узнать фактический размер этого предмета, то к показаниям на шкалах стебля и барабана добавляют (или вычитают в зависимости от того, в какой стороне находится стрелка) величину отклонения стрелки индикатора. Чтобы не испортить микрометр при измерении размера между двумя плоскостями, его пятку отводят влево, нажимая пальцем на кнопку, действующую на рычаг.
Рычажным микрометром производятся измерения отклонений, не превышающих + 0,02 мм.
Вершиной той точности, которая может быть достигнута при использовании измерительных устройств с механическим рычагом, является процесс измерения миниметром.
Рис. 2. Индикаторный нутромер. а-общий вид; б – конструкция наконечника.
Рис. 3. Индикаторы: а – рычажный; б – рычажно-зубчатый.
Рис. 4. Рычажный микрометр (схема).
Опоры рычажного устройства миниметра имеют ноже-образную форму и уже только эта особенность его конструкции позволяет получить очень малое плечо рычага (около 0,1 мм), а, следовательно, и большое передаточное отношение прибора. В связи с
этим основание стрелки миниметра снабжается двумя V-образными вырезами на нижней и верхней плоскостях. В эти вырезы сверху упирается неподвижная призма, а снизу —- тыльная сторона измерительного штифта. Штифт, двигаясь вверх, наклоняет основание стрелки и, таким образом, передает свое перемещение, увеличенное во много раз стрелкой, на шкалу. Перемещение кончика стрелки будет больше перемещения измерительного штифта в столько раз, во сколько плечо L больше плеча.
На шкалах миниметров не существует нулевых делений и в качестве таковых принимаются любые деления шкалы, разделенной в узкошкальном миниметре на 20 частей, а в широкошкальном — на 60 частей. Цена делений миниметров, нанесенная на их шкале, может быть различной: 0,01, 0,005, 0,002 и 0,001 мм.
При проверке плоских и цилиндрических предметов миниметр укрепляется на стойке с плоским измерительным столиком. Из него кладут блок концевых мер и вместе с головкой миниметра 5 опускают кронштейн до соприкосновения измерительного штифта 8 с поверхностью блока. Закрепив в таком положении кронштейн, переходят к точной установке столика с помощью микрометрического винта. Настройка считается законченной, когда стрелка остановится в нулевом положении, а столик будет закреплен винтом. Отрегулировав, таким образом, прибор и удалив блок, кладут на измерительный столик проверяемую деталь. Во время измерения плоских деталей измерительный штифт приподнимают рычажком, чтобы не повредить штифт, и опускают осторожно на проверяемую плоскость. Цилиндрические детали просто прокатываются по поверхности столика.
Цилиндрические детали просто прокатываются по поверхности столика.
Если величина измеряемого предмета соответствует размеру блока концевых мер. стрелка укажет то деление, на которое прибор был настроен. Если измеряемый предмет окажется больше, то стрелка отойдет вправо, если же меньше—влево. Допускаемые отклонения размеров проверяемых деталей обычно отмечаются особыми указателями, перемещаемыми по шкале.
Рис. 5. Миниметр: 1 — основание стрелки; 2 — неподвижная призма; 3 — измерительный штифт; 4 — шкала; 5 — головка миниметра; 6 — рычажок; 7 — кронштейн; 8 — измерительный штифт; 9 — столик; 10— зажим; 11 — микрометрический винт.
Реклама:
Читать далее:
Оптико-механические измерительные приборы
Статьи по теме:
Как читать наружный микрометр
Как читать внешний микрометр
Микрометр обычно обеспечивает большую точность, чем штангенциркуль, но его возможности ограничены. на меньший диапазон длин. Например, потребуется набор из шести предметов
микрометров для покрытия диапазона 6 штангенциркуля.
на меньший диапазон длин. Например, потребуется набор из шести предметов
микрометров для покрытия диапазона 6 штангенциркуля.
Детали внешнего микрометра
Правильное использование и уход за микрометром
Обязательно разблокируйте фиксирующий рычаг перед попыткой повернуть насадку.
Очистите измерительные поверхности чистой тканью до и после измерений.
Также рекомендуется время от времени чистить шпиндель, чтобы
загрязнения от попадания внутрь рукава. Держитесь за наперсток, когда
требуя большого количества поездок, но когда вы приближаетесь к
объект, который необходимо измерить, используйте храповой упор, чтобы не перетянуть наперсток
и дают ошибочное чтение. Никогда не оставляйте микрометр на открытом воздухе.
а затем попытайтесь измерить.Это также привело бы к ошибочному чтению.
Когда микрометр показывает минимальное значение, горизонтальная линия на рукаве
должен совпадать с 0 на наперстке. Если это не так, это будет
необходимо откалибровать микрометр вращением втулки. Каждый микрометр
поставляется с регулировочным ключом в виде полумесяца для этой цели. Сделать корректировку
просто загоните ключ сбоку от шпинделя и вставьте маленький наконечник
в отверстие для рычага. Для поворота шпинделя не потребуется больших усилий
однако в шпинделе имеется достаточное сопротивление, поэтому он никогда не сдвинется с места.
самостоятельно.Микрометры большего размера поставляются со стандартами для проверки правильности
калибровка. При проверке держите эталон прямо между
наковальня и шпиндель. Чтобы помочь с этим, попробуйте слегка повернуть эталон с помощью
пальцами, осторожно поворачивая наперсток, пока вы приближаетесь к стандарту.
Каждый микрометр
поставляется с регулировочным ключом в виде полумесяца для этой цели. Сделать корректировку
просто загоните ключ сбоку от шпинделя и вставьте маленький наконечник
в отверстие для рычага. Для поворота шпинделя не потребуется больших усилий
однако в шпинделе имеется достаточное сопротивление, поэтому он никогда не сдвинется с места.
самостоятельно.Микрометры большего размера поставляются со стандартами для проверки правильности
калибровка. При проверке держите эталон прямо между
наковальня и шпиндель. Чтобы помочь с этим, попробуйте слегка повернуть эталон с помощью
пальцами, осторожно поворачивая наперсток, пока вы приближаетесь к стандарту.
- Как читать внешний микрометр
-
Щелкните, чтобы перейти к
1. Чтение шкалы 0,001
2. Считывание шкалы 0,0001
3.Считывание шкалы 0,01 мм
4. Считывание шкалы 0,001 ммПрежде всего, основы:
Шаг резьбы винта на стандартном шпинделе составляет 40 витков на дюйм. Один
вращение гильзы продвигает лицевую сторону шпинделя к или от
поверхность наковальни точно 1/40 дюйма или 0,025 дюйма, что равно расстоянию между двумя
градация на рукаве. Строка чтения на рукаве разделена на 40
равными частями вертикальными линиями, которые соответствуют количеству ниток на
шпиндель. Следовательно, каждая вертикальная линия обозначает 1/40 дюйма или 0.025 “. Каждый четвертый
Линия, которая длиннее остальных, обозначает 0,100 “и пронумерована.
скошенный край наперстка разделен на 25 равных частей с каждой линией
представляет 0,001 “, и каждая строка может быть пронумерована или не нумероваться, однако каждый
пятая строка нумеруется последовательно. Чтобы прочитать микрометр в тысячных долях,
умножьте количество вертикальных делений, видимых на рукаве, на 0,025 дюйма, и
к этому добавьте число тысячных, указанное линией на наперстке,
Лучше всего совпадает с центральной длинной линией на рукаве.Теперь несколько примеров:
Как считывать микрометр с градуировкой 0,001 дюйма
Наперсток микрометра показывает 0,276 дюйма
На рисунке выше наперсток расположен в положении между 2-я и 3-я пронумерованная градация, таким образом, 2 x 0,100 = 0,200.
Прошлое там
это три дополнительных подразделения, что составляет 3 x 0,025 = 0,075. Наконец
градация 1 на наперстке – ближайшая к центральной длинной линии на
рукав поэтому 1 х 0.001 = 0,001. Таким образом, значение будет 0,200 + 0,075.
+ 0,001, всего 0,276 дюйма.Как прочитать внешний микрометр с градуировкой 0,0001 “ (с дополнительным нониусом масштаб).
Многие микрометры включают нониусную шкалу на втулке в дополнение к регулярные выпускные. Это позволяет проводить измерения в пределах 0,001 мм. сделано на метрических микрометрах или 0,0001 дюймов на микрометрах дюймовой системы.
Дополнительная цифра этих микрометров получается путем нахождения линии на рукав, который лучше всего совпадает с линией на наперстке.Количество этого совпадающая линия нониуса представляет собой дополнительную цифру. В следующем примере используется от 1 до 2 микрометров (показано со стандартом 1).
Горизонтальная шкала на рукаве имеет деления каждые 0,025 (25 тысячные).
Каждому 4-му выпуску (начиная с 0) присваивается номер.
последовательно. Эти числа представляют 0,100 (4 x 0,025 = 0,100), что читается
как 100 тысячных.
Вертикальная шкала на наперстке.001 (1 тысячная). Каждая 5-я градация пронумерована для наглядности.
Градуировка по вертикальной шкале на рукаве соответствует 0,0001 (десятая часть тысячные). Это нониусная шкала.Показания микрометра 1,1551 дюйма
-
Показание для этого примера определяется сложением пяти отдельных цифр.
А это:
Длина эталона – 1.0000
Пронумерованная градуировка на рукаве 1 или 0,1000
Две дополнительные градуировки на рукаве 2-й линии после 1, которая равна 2 x .025 = 0,050 (50 тысячных).
Число тысячных долей по вертикальной шкале наперстка – от 5 до 6, следовательно, .005
Лучшее совпадение двух вертикальных шкал, что означает 1.0001
Сумма всех пяти цифр:
1.0000
0,1000
0,0500
0,0050
0,0001
– это
1,1551, которое просто читается как 1,1551 дюйм или может быть прочитанным как один и один тысяча пятьсот пятьдесят одна десятитысячная дюйма.Другой пример в дюймах с использованием от 0 до 1 микрометра:
-
Как читать микрометр с нулевой шкалой.01 мм -
Шаг резьбы на метрическом шпинделе составляет полмиллиметра. (0,5 мм). Один оборот наперстка перемещает лицевую сторону шпинделя в сторону или в сторону. от поверхности наковальни точно 0,5 мм. Линия чтения на рукаве градуирована. над центральной длинной линией в миллиметрах (1,0 мм) с каждым пятым миллиметром пронумерованы. Каждый миллиметр также делится пополам (0,5 мм) ниже центральная длинная линия. Скошенный край наперстка делится на пятьдесят равных частей, где каждая строка представляет 0.01мм и каждая пятая строка нумеруется от 0 до 50. Таким образом, количество видимых миллиметровых и полумиллиметровых делений на рукаве плюс количество сотых миллиметра, обозначенное градуировка наперстка, которая совпадает с центральной длинной линией на рукаве, дать чтение.
Чтение микрометра на наконечнике 5,78 ммНа рисунке выше наконечник расположен там, где край наконечника скос расположен между 5 и 6 делениями на верхней стороне масштабируйте таким образом 5.
0миллиметр. Также прошло следующее деление на нижней стороне
шкалы, таким образом, дополнительные 0,5 мм. Наконец выпуск 28 (.28) на
наперсток совпадает с центральной длинной линией рукава. Тогда чтение
будет 5,00 + 0,5 + 0,28 = 5,78 мм.Как читать микрометр с градуировкой 0,001 мм
- Показание микрометра 5,783 миллиметра
На приведенном выше рисунке этот микрометр имеет дополнительную шкалу нониуса. рукав.Он читается примерно так же, как и в предыдущем примере, но более точные показания могут быть получены с помощью этой нониусной шкалы. Выпуск 31 на Наперсток лучше всего совпадает с отметкой 0,003 на рукаве. Таким образом значение будет 5,00 + 0,5 + 0,28 + 0,003 = 5,783 мм.
Для получения точных показаний при любых прецизионных измерениях важно держать обрабатываемую деталь ровно относительно измерительного инструмента. Рассмотрите возможность покупки микрометра подставка, которая может служить третьей рукой. Подставка может значительно повысить точность измерения и фактически ускорить процесс, особенно при измерении части повторяюще.
 Один
вращение гильзы продвигает лицевую сторону шпинделя к или от
поверхность наковальни точно 1/40 дюйма или 0,025 дюйма, что равно расстоянию между двумя
градация на рукаве. Строка чтения на рукаве разделена на 40
равными частями вертикальными линиями, которые соответствуют количеству ниток на
шпиндель. Следовательно, каждая вертикальная линия обозначает 1/40 дюйма или 0.025 “. Каждый четвертый
Линия, которая длиннее остальных, обозначает 0,100 “и пронумерована.
скошенный край наперстка разделен на 25 равных частей с каждой линией
представляет 0,001 “, и каждая строка может быть пронумерована или не нумероваться, однако каждый
пятая строка нумеруется последовательно. Чтобы прочитать микрометр в тысячных долях,
умножьте количество вертикальных делений, видимых на рукаве, на 0,025 дюйма, и
к этому добавьте число тысячных, указанное линией на наперстке,
Лучше всего совпадает с центральной длинной линией на рукаве.
Один
вращение гильзы продвигает лицевую сторону шпинделя к или от
поверхность наковальни точно 1/40 дюйма или 0,025 дюйма, что равно расстоянию между двумя
градация на рукаве. Строка чтения на рукаве разделена на 40
равными частями вертикальными линиями, которые соответствуют количеству ниток на
шпиндель. Следовательно, каждая вертикальная линия обозначает 1/40 дюйма или 0.025 “. Каждый четвертый
Линия, которая длиннее остальных, обозначает 0,100 “и пронумерована.
скошенный край наперстка разделен на 25 равных частей с каждой линией
представляет 0,001 “, и каждая строка может быть пронумерована или не нумероваться, однако каждый
пятая строка нумеруется последовательно. Чтобы прочитать микрометр в тысячных долях,
умножьте количество вертикальных делений, видимых на рукаве, на 0,025 дюйма, и
к этому добавьте число тысячных, указанное линией на наперстке,
Лучше всего совпадает с центральной длинной линией на рукаве. Каждому 4-му выпуску (начиная с 0) присваивается номер.
последовательно. Эти числа представляют 0,100 (4 x 0,025 = 0,100), что читается
как 100 тысячных.
Каждому 4-му выпуску (начиная с 0) присваивается номер.
последовательно. Эти числа представляют 0,100 (4 x 0,025 = 0,100), что читается
как 100 тысячных. 
 0миллиметр. Также прошло следующее деление на нижней стороне
шкалы, таким образом, дополнительные 0,5 мм. Наконец выпуск 28 (.28) на
наперсток совпадает с центральной длинной линией рукава. Тогда чтение
будет 5,00 + 0,5 + 0,28 = 5,78 мм.
0миллиметр. Также прошло следующее деление на нижней стороне
шкалы, таким образом, дополнительные 0,5 мм. Наконец выпуск 28 (.28) на
наперсток совпадает с центральной длинной линией рукава. Тогда чтение
будет 5,00 + 0,5 + 0,28 = 5,78 мм.
Класс отклонен!
Приобретайте нашу продукцию у следующих розничных продавцов:
Закрыть окно
Микрометр: принцип работы, детали, использование и меры предосторожности
Микрометр используется для измерений, требующих большей точности, чем штангенциркуль. Хотя микрометров обеспечивают превосходную точность, он может измерять только очень маленькую длину.Он состоит из калиброванного винта, который при вращении помогает проводить точные измерения.
Считывание измерений в микрометре – совсем не сложная задача. Приложив немного осторожности и предосторожности, можно легко научиться проводить измерения. Если вы хотите купить хороший микрометр, Mitutoyo микрометры действительно хороши.
Принцип работы
Основной принцип работы микрометра заключается в следующем:
- Величину осевого перемещения винта, которое совершается точно, можно измерить по величине его вращательного движения. Это потому, что шаг винта постоянный.
- Измерение, произведенное из-за вращательного движения, является некоторой усиленной формой фактического осевого движения винта.
 Это потому, что шаг винта постоянный.
Это потому, что шаг винта постоянный.
Детали
Микрометр состоит из следующих частей:
- Рама: это С-образный корпус, который удерживает вместе опору и ствол. Эта рама тяжелая и толстая, что затрудняет деформацию при механических и термических нагрузках.
- Наковальня: это деталь, которая опирается на одну сторону рамы. Шпиндель движется к наковальне, чтобы удержать объект и провести измерение.
- Гильзы / ствол: неподвижный цилиндрический компонент, который рама удерживает с другой стороны опоры.
- Контргайка / фиксатор наперстка: рычаг, который используется для фиксации движения шпинделя, чтобы он не двигался во время измерения.
- Винт: это основной компонент, на котором работает микрометр, который скрыт от глаз.
- Шпиндель: Цилиндрический компонент, который перемещается при вращении гильзы. Это касается объекта, который нужно измерить, и крепко удерживает его.
- Наперсток: это компонент, который вращается большими пальцами и который приводит в движение шпиндель.
- Стопор с храповым механизмом: Устройство, которое находится на конце инструмента и отвечает за приложение только допустимого давления к объекту и не более того.
 Это касается объекта, который нужно измерить, и крепко удерживает его.
Это касается объекта, который нужно измерить, и крепко удерживает его.
Уход за микрометром и правильное его использование
Прежде чем повернуть наперсток или ручку храпового механизма, разблокируйте фиксирующий рычаг.Обязательно очистите измерительные поверхности с помощью чистой ткани перед началом измерений. В начале измерения начинайте вращать ручку храповика, а не наперсток. Рукоятка храповика гарантирует, что вы не будете слишком сильно затягивать наперсток, поскольку это не только приведет к ошибочным показаниям, но и может повредить инструмент.
Также рекомендуется не хранить инструмент на солнце надолго. Горизонтальная линия на втулке должна быть выровнена к нулю, когда микрометр показывает минимальное значение. Если этого не произошло, микрометр необходимо будет откалибровать. Для калибровки каждое устройство поставляется с регулировочным ключом в форме полумесяца.
Если этого не произошло, микрометр необходимо будет откалибровать. Для калибровки каждое устройство поставляется с регулировочным ключом в форме полумесяца.
Не забывайте использовать фиксатор наперстка, пока микрометр все еще удерживает объект. Если вы этого не сделаете, шпиндель может немного сдвинуться, снимая показания или снимая объект с микрометра. Запишите измерение при включенной блокировке, и если вы не записали его и вынули объект, повторите измерение.
Микрометры находят применение практически во всех отраслях обрабатывающей промышленности.Они также могут быть установлены на станинах токарного станка или аналогичных станков , чтобы сделать измерения точными и простыми.
Что нужно знать о глубинных микрометрах
Хотя большинство машинистов знакомы с внешними микрометрами и регулярно используют их, существует менее распространенный тип микрофона, который очень полезен при измерении глубины отверстий, пазов и углублений шпоночных пазов: глубинный микрометр.
Изображение предоставлено: chicagobrand.com
Двумя основными частями, которые отличают глубинные микрофоны от внешних микрофонов, являются плоское основание, прикрепленное к втулке, и измерительный стержень. Плоское основание стабилизирует микрофон на верхней поверхности углубленной части. Измерительный стержень обычно имеет небольшой диаметр, чтобы облегчить измерение небольших отверстий или щелей. Измерительные стержни бывают разных размеров и взаимозаменяемы, что позволяет проводить измерения на нескольких глубинах.
Как и любой другой микрофон, микрометры глубины имеют шкалу на рукаве, которая показывает измерение глубины.В отличие от традиционных микрофонов ноль расположен ближе к концу наперстка. Измерение считывается в обратном порядке и увеличивается по мере движения наперстка к основанию инструмента.
Сравнение механических глубинных микрометров Глубинные микрометры бывают как цифровые, так и механические. Механические микрометры глубины используют принцип работы винта и гайки для отображения показаний на втулке. При правильном обслуживании и калибровке они могут служить вечно, но, как и для любого другого типа микрометров, они требуют некоторого размышления, когда дело доходит до считывания показаний.
Механические микрометры глубины используют принцип работы винта и гайки для отображения показаний на втулке. При правильном обслуживании и калибровке они могут служить вечно, но, как и для любого другого типа микрометров, они требуют некоторого размышления, когда дело доходит до считывания показаний.
Цифровые микрометры глубины, с другой стороны, используют электронные принципы для проведения измерений. Они очень легко читаются и могут измерять как дюймы, так и миллиметры, но при этом более тонкие, чем их аналоговые аналоги.
Как использовать глубиномер Во-первых, вам нужно выбрать правильный размер стержня (который зависит от глубины углубления, которое вы пытаетесь измерить). Затем очистите установочные поверхности измерительного стержня и вала для приема стержня.Вставьте измерительный стержень в вал для приема стержня и поверните его, чтобы он полностью зафиксировался. Затем поверните наперсток против часовой стрелки так, чтобы, когда основание было ровным на верхней поверхности, измерительный стержень не касался измеряемой поверхности. Крепко удерживая основание на контрольной поверхности, вращайте трещотку наперстка по часовой стрелке, пока стержень не остановится на измерительной поверхности, а микрофон не щелкнет три раза. Как только это будет завершено, просто прочтите измерение глубины.
Крепко удерживая основание на контрольной поверхности, вращайте трещотку наперстка по часовой стрелке, пока стержень не остановится на измерительной поверхности, а микрофон не щелкнет три раза. Как только это будет завершено, просто прочтите измерение глубины.
Хотя глубинные микрометры, как правило, остаются калиброванными, всегда рекомендуется проверять ваш инструмент перед его использованием.Процесс калибровки для этого конкретного типа микрофона довольно прост.
Все, что вам нужно сделать, это вкрутить стержень 0–1 ”до упора в основание инструмента, поместить основание на плоскую поверхность и повернуть храповой механизм наперстка по часовой стрелке, пока конец измерительного стержня не остановится на плоской поверхности. и трещотка три раза щелкнет. Линия нуля на рукаве должна совпадать с нулем шкалы наперстка. Если они не выровнены, поместите кончик калибровочного ключа в отверстие для калибровочного ключа на втулке и поверните втулку для совмещения.
В этом видео Кейт Ракер объясняет, как калибровать и использовать глубинные микрометры.
Рекомендуемые модели Starrett 440Z-6RL Верньер-манжета для измерения глубины e
С заменяемыми стержнями, позволяющими измерять глубину 12 ”. Он поставляется с кольцом типа насечки контргайкой, храповой, а также спидер стабильности и применять равномерное давление и делать быстрые настройки для точных измерений.
ЗАКАЗАТЬ СЕЙЧАС Mitutoyo 129-149 Vernier Depth Gauge В этот набор также входит 12 сменных стержней, которые позволяют проводить измерения на глубине до 12 дюймов. Диаметр стержней (0,157 дюйма) немного больше, чем у модели Starrett, но все же позволяет измерять практически любой тип углублений.
Этот набор дешевле, чем его более привлекательные аналоги, перечисленные выше, он поставляется с 6 сменными стержнями и может измерять отверстия до 6 дюймов глубокий.
ЗАКАЗАТЬ СЕЙЧАС Mitutoyo 329-350-30 DMC4-6 ″ MX Глубинный микрометрЛучший вариант для механиков, которые предпочитают цифровую обработку ручным инструментам. Этот набор может измерять углубления глубиной до 6 дюймов и измерять как дюймы, так и миллиметры.
ЗАКАЖИТЕ СЕЙЧАСЭтот пост может содержать партнерские ссылки. Пожалуйста, ознакомьтесь с нашим раскрытием для получения дополнительной информации.
Как настроить более старый микрометр: 5 шагов (с изображениями)
Чтобы понять процедуру настройки, мы рассмотрим, как устроен прибор. Обычно нет необходимости полностью разбирать микрометр, чтобы отрегулировать его, но иногда это необходимо, так как детали могут склеиваться из-за грязи или ржавчины.
Обычно нет необходимости полностью разбирать микрометр, чтобы отрегулировать его, но иногда это необходимо, так как детали могут склеиваться из-за грязи или ржавчины.
Сначала убедитесь, что шпиндель повернут назад на несколько оборотов от наковальни.
Показанный блок оснащен храповым механизмом для регулирования усилия. Другими распространенными вариантами являются фрикционный наперсток и отсутствие контроля силы.У них простая торцевая крышка. В торцевой крышке есть небольшое отверстие, чтобы штифт на ключ для микрометра мог захватить его. Гаечный ключ используется для ослабления крышки. Требуется небольшое усилие. Слишком большое усилие либо сломает штифт гаечного ключа, либо повредит отверстие в крышке. Вы должны уметь держать рифленую часть наперстка одной рукой и ослаблять колпачок. Если он застрял, не паникуйте! Не заставляйте это. Немного проникающего масла в зазор между крышкой и накаткой, может быть, немного тепла – немного тепла, например, несколько секунд от теплового пистолета малой мощности, НЕ кислородно-ацетиленовой горелки, которую вы всегда хотели использовать, и обычно мало времени. Может помочь легкий удар концом ключа в направлении ослабления.
Может помочь легкий удар концом ключа в направлении ослабления.
Когда крышка ослаблена, мы можем снять ее, чтобы увидеть, что на шпинделе есть обработанный конец кнопки и обработанная кольцевая поверхность внутри крышки. На более старых моделях они могут быть покрыты грязью или ржавчиной. Они должны быть ЧИСТЫМИ. Чистый, без заусенцев и шероховатостей.
Прежде чем мы продолжим: НЕ пытайтесь схватить наперсток тисками. Вы его исказите и испортите инструмент. Это пара тонких металлических оболочек, которые должны иметь возможность двигаться относительно друг друга.Любое искажение этому препятствует.
На этом этапе внешняя часть наперстка должна скользить по направлению к раме. Если да, то Боб твой дядя. Если нет, то мы берем проникающее масло и время, возможно, с добавлением небольшого количества тепла. Для проникновения пенетранта может потребоваться несколько дней. Для скольжения внешней части не требуется почти никакого усилия, но если он был связан, может потребоваться небольшое усилие руки. Если через неделю или около того с пенетрантом он не сдвинется с мертвой точки, тогда приходит время принять решение: пусть будет или немного поднять ставку.
Если через неделю или около того с пенетрантом он не сдвинется с мертвой точки, тогда приходит время принять решение: пусть будет или немного поднять ставку.
Чтобы увеличить ставку, шпиндель полностью снимается с рамы. НЕ поворачивайте стопорное кольцо или рычаг блокировки, когда шпиндель выходит. Детали часто опираются на шпиндель в качестве опоры и могут быть деформированы до бесполезности, если эксплуатируются без поддержки шпинделя.
Шпиндель необходимо удерживать за гладкую часть в мягком твердом держателе, например, в куске мягкой древесины с отверстием немного меньшим, чем шпиндель, который затем проделывается через отверстие. Колпачок заменяется и закручивается вниз до касания кнопки, затем ОТКЛЮЧАЕТСЯ примерно на один оборот.Затем наступает действие неандертальца: легкий, резкий удар по колпачку мягким легким молотком, например пластмассовым или деревянным молотком. Вы пытаетесь расшатать деталь. Внешняя часть будет двигаться вниз по шпинделю. Если нет, попробуйте еще раз. Если после нескольких попыток он не сдвинется, потребуется больше времени и проникающее масло, поэтому дайте ему день или два.
Если после нескольких попыток он не сдвинется, потребуется больше времени и проникающее масло, поэтому дайте ему день или два.
После первого движения снова поверните колпачок и посмотрите, двигается ли он вручную. Если нет, другой рэп. Продолжайте движение до тех пор, пока он не ослабнет достаточно, чтобы соскользнуть, или пока вы не откатите 3 оборота крышки или около того.На этом этапе снимите колпачок, так как на нем недостаточно ниток, чтобы снова безопасно стучать. Время и ручная работа в значительной степени бесплатны.
Что такое микрометр?
Alliance Calibration специализируется на нескольких типах калибровки, включая механическую калибровку, которая обслуживает несколько различных механических инструментов. Одним из наиболее распространенных механических инструментов, которые мы получаем для калибровки, является микрометр.
Микрометр – это прибор, предназначенный для очень точных измерений различных небольших предметов и пространств, таких как винты, трубы, клапаны и инструменты. Как правило, микрометры используются людьми, которым необходимо получить чрезвычайно точные измерения, что очень важно в машиностроении. В этих случаях даже небольшие отклонения в измерениях могут вызвать незначительные или серьезные проблемы.
Как правило, микрометры используются людьми, которым необходимо получить чрезвычайно точные измерения, что очень важно в машиностроении. В этих случаях даже небольшие отклонения в измерениях могут вызвать незначительные или серьезные проблемы.
бывают разных размеров, чтобы соответствовать ряду механических деталей и фитингов, хотя большинство из них изготавливаются с точностью до одной тысячной дюйма. Также существует несколько различных типов микрометров, которые позволяют измерять различные пространства различных объектов.
Внешний микрометр
Если вы хотите измерить толщину или диаметр крошечной детали или фитинга, вам понадобится внешний микрометр. Внешние микрометры обеспечивают исключительную точность для этих типов измерений. Последовательность, простота конструкции и простота использования сделали их стандартным измерительным инструментом.
Внешний микрометр немного похож на крючок, измерительные поверхности которого – наковальня и шпиндель – соединяют отверстие. Чтобы измерить толщину детали, вы поместите ее между наковальней и шпинделем, а затем поверните наперсток на другом конце устройства. Насадка продвигает шпиндель до упора в детали, а стопор с храповым механизмом обеспечивает равномерное измерение давления. На этом этапе вы можете снять показания микрометра.
Внешние микрометры имеют различную конструкцию, что упрощает измерение предметов в труднодоступных местах. Они доступны как в цифровой, так и в механической формах.Независимо от того, какой тип вы используете, важно, чтобы измерительные поверхности были плоскими и параллельными, иначе измерения будут неточными.
Внутренний микрометрСуществует несколько различных версий внутреннего микрометра, который используется для измерения внутреннего диаметра предмета.
Одна из моделей внутреннего микрометра напоминает внешний микрометр тем, что у него также есть наперсток и храповик для поворота шпинделя, а также втулка с нанесенными на ней размерами. Однако вместо крючка, который может удерживать предмет внутри, эти микрометры имеют крошечные твердосплавные губки. Они помещаются внутри объекта и регулируются шпинделем, пока не достигнут полной ширины объекта. Это обеспечивает точное измерение внутреннего диаметра гаек, трубок и других механических деталей.
Однако вместо крючка, который может удерживать предмет внутри, эти микрометры имеют крошечные твердосплавные губки. Они помещаются внутри объекта и регулируются шпинделем, пока не достигнут полной ширины объекта. Это обеспечивает точное измерение внутреннего диаметра гаек, трубок и других механических деталей.
Другой тип внутреннего микрометра больше похож на ручку. Вы используете этот тип, вставляя конец внутрь детали, которую вы измеряете.Когда вы поворачиваете наперсток, микрометр вращается до тех пор, пока оба конца не коснутся внутренней части объекта, который вы измеряете. Затем вы можете прочитать систему нумерации на внутреннем микрометре, чтобы получить точное измерение.
Какой бы тип внутреннего микрометра вы ни использовали, вы должны быть уверены, что ваш прибор устойчив при использовании, чтобы получить наиболее точные измерения.
Глубиномер
Глубинные микрометры могут обеспечить точные измерения глубины отверстий, зенковок, пазов и любого расстояния между поверхностью и углублением.
Микрометры этого типа имеют форму буквы «Т». Внизу буквы «Т» расположены наперсток, втулка для наперстка и шкала, а верх образован плоской основой. Когда пришло время измерения, вам нужно будет выбрать один из нескольких измерительных стержней, в зависимости от размера углубления, которое вы измеряете. Измерительный стержень закрепляется в основании, выравнивается с основанием, а затем вводится в углубление, которое необходимо измерить. Как только он достигнет нижней части измеряемой поверхности, вы можете снять результаты измерений с прибора.
Как читать микрометр
Перед тем, как использовать микрометр, проверьте, какие единицы измерения он использует. Лучше всего найти тот, который имеет те же единицы измерения, что и элементы, с которыми вы работаете, будь то метрические или английские единицы.
Для измерения используйте микрометры, как показано выше, затягивая наперсток до тех пор, пока инструмент не будет как можно плотнее. Затем вы можете получить результат измерения с помощью микрометра, сложив числа на наконечнике и шпинделе.Каждый микрометр немного отличается по расположению. Лучше всего обратиться к руководству по эксплуатации вашего микрометра, чтобы точно узнать, как считывать измерения.
Затем вы можете получить результат измерения с помощью микрометра, сложив числа на наконечнике и шпинделе.Каждый микрометр немного отличается по расположению. Лучше всего обратиться к руководству по эксплуатации вашего микрометра, чтобы точно узнать, как считывать измерения.
Когда использовать микрометр
Микрометр – необходимый инструмент в любое время, когда вам нужно выполнить точное механическое измерение, независимо от того, ищете ли вы ширину трубы или длину внутренней части подшипника. Точность имеет решающее значение в машиностроении, где есть много движущихся частей, которые должны точно работать вместе.Получение точного измерения с помощью микрометра может сделать или разрушить проекты, которые зависят от безупречной посадки. Некоторые примеры, в которых микрометр может спасти положение, включают установку труб для перемещения газов с крошечными легкими молекулами, создание машин с движущимися частями, такими как поршень, или измерение толщины листового металла.
Правильная калибровка микрометра является ключом к его общей точности.При калибровке инструмента мы ищем ошибки в измерениях и гарантируем, что он предоставляет вам правильную информацию.
Первым этапом калибровки микрометра является поиск любых признаков повреждения конструкции. Если поверхность шпинделя и наковальни будет деформирована вместо того, чтобы лежать ровно, прибор покажет неправильные измерения. Мы хотим убедиться, что детали движутся плавно и все находится в рабочем состоянии.
Далее мы можем перейти к использованию метода калибровки по пяти точкам, чтобы микрометр мог точно выполнять свои измерения.Если вы хотите обеспечить точные измерения и не тратить время на ошибки и переделки, лучше всего, чтобы ваш набор микрометров был откалиброван в профессиональной калибровочной лаборатории.
Знаете ли вы, как пользоваться микрометром?
Микрометр (также известный как винтовой микрометр) как прецизионный измерительный инструмент широко используется при прецизионной обработке. Это хорошо известно людям в отрасли. Однако измеренное значение не является абсолютным значением. Только при правильном использовании измерительного инструмента он может бесконечно приближаться к своему точному значению.
Это хорошо известно людям в отрасли. Однако измеренное значение не является абсолютным значением. Только при правильном использовании измерительного инструмента он может бесконечно приближаться к своему точному значению.
Первый шаг в правильном использовании микрометра:
Микрометр можно разделить на тип цифрового дисплея, механический тип (не цифровой дисплей), водонепроницаемый и маслостойкий тип, общий тип, специальный тип, крупномасштабный, тип быстрого измерения, тип сверхвысокой точности и т. д. перед использованием необходимо тщательно подтвердить тип, диапазон измерения, точность или другие характеристики.
Правильная шкала считывания
При использовании механических микрометров (нецифрового типа дисплея) часто возникают ошибки в считывании, которые влияют на точность измерения.Очень важно освоить режим чтения шкалы и повысить точность чтения.
При считывании сетки нитей цилиндра дифференциала правильное положение – смотреть прямо на контрольную линию. Как показано в следующем примере:
Как показано в следующем примере:
Считывание шкалы стандартного микрометра
Стандартный микрометр:
В общем, значение деления 0,01 мм можно считать, как показано на рисунке выше, или 0,001 мм можно считать, как показано на рисунок ниже.
Показания шкалы с нониусным микрометром
С курсором (значение индекса 0,001 мм):
Микрометр с нониусом относится к шкале нониуса на базовой линии корпуса.
Примечание: когда выноска находится между двумя шкалами (как показано в положениях ②, 21 и 22), она читается как 0,21 мм.
Когда шкала хода совмещена с одной из микрошкал (как показано на рис. Позиция position), показание составляет 0,003 мм.
Влияние температурыПеред измерением, чтобы избежать влияния температуры, микрометр и измеряемая деталь должны быть помещены при комнатной температуре на достаточно долгое время, чтобы обеспечить баланс температуры.
Однако в процессе использования микрометра влияние температуры руки на микрометр часто игнорируется.
При измерении микрометром тепло руки передается измерительному инструменту, когда рука держит рамку микрометра, что приводит к очевидной ошибке измерения (как показано в следующих экспериментальных результатах).
Как показано на рисунке выше, значение теплового расширения микрометра увеличивается с увеличением времени выдержки.
Таким образом,
① Если микрометр необходимо удерживать во время измерения, время контакта должно быть минимизировано.
② Чтобы уменьшить вышеуказанные температурные эффекты, вы также можете установить теплоизолятор или надеть пару перчаток.
③ Можно выбрать специальную стойку для микрометра.
Влияние поддержки платформы
При использовании скамейки, выбор опоры положение и поза микрометра оказывают различное влияние на результаты измерений. Как показано в таблице ниже. Следовательно, после определения позы для измерения необходимо выровнять базовую точку для повторного использования.
Другие общие меры предосторожности Начальная точка (ноль) должна быть отрегулирована перед измерением, а нулевое положение должно быть использовано перед использованием неморщинистой бумаги для протирания измерительной поверхности опоры и микровинта.
В рамках ежедневного обслуживания сотрите пыль, мусор и другой мусор вокруг окружающей среды и с измерительной поверхности. Кроме того, тщательно вытрите все пятна и отпечатки пальцев сухой тканью.
Используйте устройство для измерения силы правильно, чтобы измерять с правильным усилием.Примечание: когда измерительная поверхность соприкасается с заготовкой и при последующем измерении, необходимо использовать устройство для измерения усилия, чтобы предотвратить быстрое воздействие на заготовку.
Когда микрометр установлен на штативе микрометра, он должен быть закреплен и зажат в центре рамки микрометра. Но не зажимайте его слишком сильно.
Следите за тем, чтобы микрометр не упал и не столкнулся ни с чем. Не прилагайте чрезмерных усилий для вращения микровинта микрометра.Если чувствуется, что микрометр мог быть поврежден из-за случайного неправильного использования, его точность необходимо дополнительно проверить перед использованием.
После длительного хранения или защитной масляной пленки осторожно протрите микрометр тканью, смоченной антикоррозийным маслом.
Меры предосторожности при хранении
△ Избегайте попадания прямых солнечных лучей во время хранения.
△ хранить в месте с хорошей вентиляцией и низкой влажностью.
Хранить в защищенном от пыли месте.
△ при хранении в ящике или другом контейнере ящик или контейнер нельзя ставить на землю.
△ во время хранения должен быть зазор от 0,1 мм до 1 мм между измерительными поверхностями.
△ не храните микрометр в зажатом состоянии.
Детали микрометра и их основная функция
Детали микрометра и их основные Функция: Как мы знаем, микрометр имеет широкое применение во всех областях науки во время различных научных экспериментов и в технике для измерения значений самых мелких объектов с повышенной точностью и точностью, поэтому для лучшего понимания и обеспечения надлежащего использования микрометра, во-первых, мы должны должны знать его механизм и основные части, конструкцию и основное назначение.
Итак, мы обсуждаем здесь все основные части микрометра и основную функцию этих частей, чтобы обеспечить правильное использование и избежать ошибок измерения. Типичный микрометр, который обычно используется, называется внешним микрометром, поэтому ниже приведены его части.
C-образная рама:
Это рамка c-образной формы, как показано на рисунке, представляет собой жесткую деталь, которая имеет обе точки крепления для работы или объекта, который необходимо измерить. Его размер зависит от диапазона измерения микрометра, поэтому размер рамки c увеличивается с увеличением диапазона.
Его основная функция заключается в обеспечении базовой конструкции микрометра, в котором неподвижная опора, расположенная на одном конце, и подвижный шпиндель скользят внутрь или наружу через другой конец c-образной рамы.
Винт регулировки нуля:
Это винт, расположенный на заднем конце опоры, показанной на рисунке. Как видно из названия, он предназначен для исправления или регулировки нулевой ошибки микрометра, если перед измерением во время теста обнаружена ошибка.
Наковальня:
Как обсуждалось выше, это небольшая неподвижная цилиндрическая часть микрометра, расположенная в дальнем конце c-образной рамы и действующая как одна точка крепления для объектов измерения.Можно сказать, что это одна из жестких точек измерения и удержания микрометра.
Шпиндель:
Цилиндрическая длинная деталь, которая крепится через все остальные детали втулку, контргайку и гильзу. Это подвижная часть, которая соединяется с храповым механизмом, когда мы вращаем храповик по часовой стрелке или против часовой стрелки, шпиндель выдвигается или движется внутрь, чтобы отрегулировать его по сравнению с размером измеряемого объекта.
Поверхность пятки и поверхность шпинделя:
Противоположные друг другу поверхности опоры и шпинделя являются точками измерения микрометра и вместе удерживают объект измерения.
Контргайка:
Как мы знаем, механизм микрометра основан на прецизионной заточенной резьбе шпинделя, поэтому контргайка работает как неподвижная гайка для этого механизма, поэтому поворот этого механизма в контргайку контролирует движение шпинделя.