Чем и как паять серебро в домашних условиях?
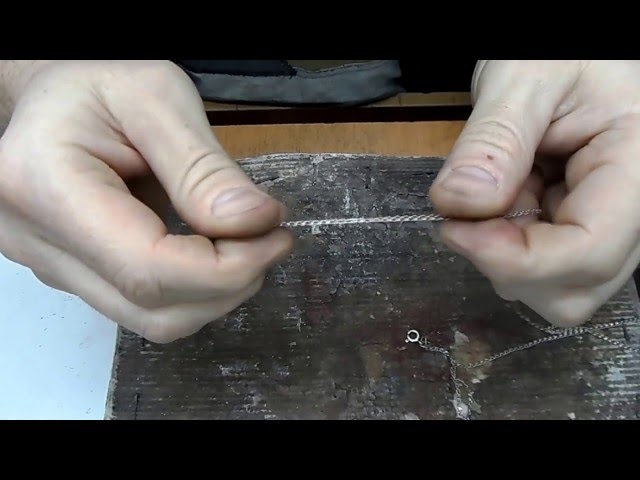
Серебро — это драгоценный и благородный металл, применяемый для различных целей, включая изготовление ювелирных украшений. Например, цепочка из него является привлекательным и классическим изделием, которое можно носить как браслет или ожерелье. Правда, несмотря на прочность серебра, украшения из этого металла могут быть достаточно хрупкими и даже ломаться. Но многие из них несложно восстановить, главное знать, как паять серебро в домашних условиях.
Особенности технологии соединения металлоизделий
Чтобы сцепить их между собой используют более легкоплавкий металл. Процесс пайки может отличаться в зависимости от условий, в которых будет применяться изделие, и от типа металлов, подлежащих слиянию. Например, ремонт ювелирных украшений и скрепление печатных плат в электронике выполняются разными способами. Однако многих людей больше интересует, как паять серебро в домашних условиях.
Выбор материала для соединения металлических изделий
Припой для пайки серебра можно приобрести в любом хозяйственном магазине. Лучше отдавать предпочтение тугоплавким веществам, температура плавления у которых составляет не менее 240 °C. При этом желательно использовать специализированную пасту для пайки либо сплавы с маркировкой ПСР-2.
Лучше отдавать предпочтение тугоплавким веществам, температура плавления у которых составляет не менее 240 °C. При этом желательно использовать специализированную пасту для пайки либо сплавы с маркировкой ПСР-2.
Припой для соединения серебряных изделий можно изготовить самостоятельно. В него обязательно должны входить следующие металлы:
- цинк 30 %;
- медь 25 %;
- серебро 45 %.
Расплавить эти компоненты получится в муфельной печи под флюсом. Полученную смесь необходимо вылить на подложку, а потом пропустить ее через вальцовочный станок для создания пластинок толщиной около 0,5 мм.
Для создания неразъемных соединений деталей применяют полосы шириной около 1—3 мм. От них отрезают куски необходимой длины. Во время пайки на скрепляемое место воздействует воздух. Чтобы не допустить окисления и прочих негативных реакций, надо использовать флюс (колофоний). Он при нагревании припоя умеренно распределяется по металлу, изолируя область сварки.
Как паять серебро паяльником?
Перед тем как паять серебро в домашних условиях, необходимо подготовить заранее флюс и припой. Часто при соединении составных частей, содержащих серебро, используют 60 % олова и 40 % свинца. Такой припой начинает плавиться при температуре 180 °C.
Часто при соединении составных частей, содержащих серебро, используют 60 % олова и 40 % свинца. Такой припой начинает плавиться при температуре 180 °C.
Но прежде чем приступить к пайке серебра следует зачистить плоскости изделий и убрать с них пленку окислов, появившуюся со временем. В подобной ситуации припой обеспечивает внутреннее слияние с серебром.
Участок пайки серебряного изделия надо хорошо прогреть, чтобы превысить температуру плавления металлов для соединения, используя мощный паяльник. Вдобавок ко всему, его рекомендуется изолировать от действия кислородного воздуха. Добиться наилучшего результата поможет флюс, создающий над местом соединения составных частей защитную пленку. Колофоний при расплавлении припоя распределится равномерно по металлической плоскости.
Применять паяльник для соединения ювелирных украшений из серебра надо при использовании высокотемпературного припоя, совпадающего с пробой металла.
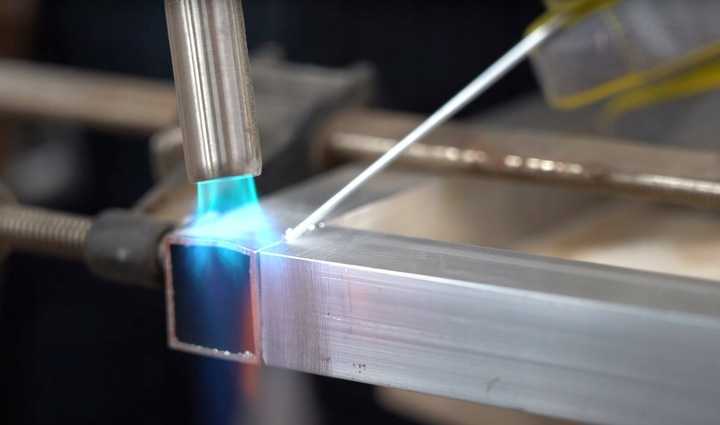
Соединение серебряных изделий газовой горелкой
Прежде чем узнать, как паять серебро кассетной горелкой, необходимо до начала работ позаботиться о наличии вентилятора для проветривания комнаты. Чтобы уменьшить количество дыма, образуемого в процессе пайки горелкой, придется не только включить это устройство, но и распахнуть окна. Во время соединения металлических украшений важно сильные струи держать подальше от места выполнения работ, иначе процедура охлаждения может привести к возникновению проблем при пайке.
Чтобы уменьшить количество дыма, образуемого в процессе пайки горелкой, придется не только включить это устройство, но и распахнуть окна. Во время соединения металлических украшений важно сильные струи держать подальше от места выполнения работ, иначе процедура охлаждения может привести к возникновению проблем при пайке.
Перед тем, как паять серебро в домашних условиях газовой горелкой, для ополаскивания изделий после скрепления понадобятся емкости с водой. Причем металлические детали должны поместиться в них целиком.
Паять серебряные украшения лучше горелкой, имеющей плоский наконечник, поскольку заостренный будет быстро отводить тепло. Процесс соединения металла требует выполнения следующих этапов:
- Первым делом элементы для пайки следует разместить на огнеупорной поверхности. Главное — обеспечить жесткую фиксацию деталей, относительно друг друга. Для этого можно использовать нихромовую проволоку и зажимы.
- Затем поверхность металлических изделий очищается от оксидных пленок и покрывается тонким слоем флюса.

- После этого приступают к процессу пайки. На месте сварки необходимо расположить немного припоя. Горелку следует подвести к боковой части детали, осторожно прогревая область соединения.
- Чтобы заполнить трещины, необходимо использовать припой с небольшим содержанием серебра. А вот для более прочного соединения, наоборот, лучше использовать припой с большим включением серебра.
- Потом выполняется финишная обработка. Изделия надо хорошо очистить от флюса, а лишний припой устранить надфилем либо наждачкой. Поверхность серебряного изделия остается лишь покрыть кислотным раствором для осветления и почернения.

Как паять серебро оловом?
Пайку оловом серебряных украшений осуществляют редко, поскольку их ремонт в дальнейшем может привести к печальным последствиям. Например, когда ювелир не в курсе, что изделие ранее скреплялось этим металлом, может использовать для его пайки обычный высокотемпературный припой. Эти действия приведут к тому, что оно попросту сгорит.
Несколько рекомендаций
Не стоит применять слишком много припоя, чтобы избежать появления комочков. Если они все же образовались, то их надо убирать пилочкой. При пролитии кислотного раствора на одежду или кожные покровы сразу же промойте эти места большим количеством холодной воды.
Пайка нержавейки в домашних условиях: технология, оборудование, ошибки
Как припаять нержавейку к нержавейке с помощью олова и канифоли? Это весьма трудоемкий процесс, для выполнения которого нужно знать все тонкости и хитрости проведения паяльных работ. Если следовать инструкции, рассмотренной в данной статье, получится сделать надежное соединение изделий из нержавеющей стали.
Особенности процесса
Для работ с пищевыми емкостями можно использовать лишь бессвинцовые припои (например, олово и сплавы на его основе). Пайка изделий из нержавеющей стали — сложный процесс, для выполнения которого нужно обладать некоторыми знаниями и навыками. Лучшим припоем для работы с упомянутым металлом является олово. Благодаря этому материалу получится сделать качественное соединение. Однако для пайки чаще используют олово в случае, когда нужно прикрепить небольшие детали или заделать мелкие трещины. Припой продается в катушках или в виде брусков толщиной 2–4 мм.
Лучшим припоем для работы с упомянутым металлом является олово. Благодаря этому материалу получится сделать качественное соединение. Однако для пайки чаще используют олово в случае, когда нужно прикрепить небольшие детали или заделать мелкие трещины. Припой продается в катушках или в виде брусков толщиной 2–4 мм.
В промышленности пайка с использованием олова применяется редко. А в домашних условиях для ремонта предметов быта (например, чайника из нержавейки) используют паяльник или газовую горелку, а также упомянутый припой. В этом случае главное — подготовить необходимые расходные материалы (расходники). Но не следует забывать: в ходе паяльных работ будут применяться раскаленные предметы и токсичные вещества, поэтому нужно соблюдать правила безопасности.
Недостатки пайки нержавейки оловом
- Пайка уступает многим другим процессам получения неразъемного соединения по крепости, так что для ответственных конструкций ее нельзя применять;
- Из-за применения олова температурный диапазон эксплуатации деталей снижается, так как материал может расплавиться;
- Остаются сложности с поведением нержавейки в жидком состоянии.

Режимы пайки оловом
| Температура пламени горелки, градусов целься | Мощность паяльника, Вт | Время воздействия, секунды | Диаметр припоя, мм |
| 232-240 | 80-100 | 5-10 | 2-4 |
Подготовка оборудования и необходимых материалов
Пайка оловом нержавейки предполагает правильный подбор инструментов и прочего оборудования. Для этого вам понадобится:
- Паяльник или газовая горелка;
- Растворитель;
- Припой;
- Металлическая щетка;
- Флюс;
- Защитные перчатки;
- Ткань для протирки.
Паяльник желательно брать мощностью в 100 Вт, так как менее мощные модели не смогут расплавить материал.
Паяльник для пайки нержавейки
Если речь идет о соединениях больших размерах, то здесь может потребоваться и более мощный паяльник. Жало инструмента должно быть необгораемым, так как это существенно увеличивает срок его службы. Следует отметить, что возможности паяльника являются ограниченными, так как он может работать только с легкоплавными припоями. Для такой пайки лучше всего подойдут бруски чистого олова или прутки из серии ПОС.
Для такой пайки лучше всего подойдут бруски чистого олова или прутки из серии ПОС.
Бруски олова для пайки нержавейки
Первый вариант хорошо подходит для посуды и прочих емкостей, так как не содержит примесей. В качестве флюса лучше всего для данной разновидности использовать ортофосфорную кислоту. Ею необходимо обрабатывать места, где будет паяться металл и тогда схватывание будет на куда более высоком уровне.
Выбор припоя и других материалов
Пайка нержавейки паяльником предполагает грамотный подбор припоя, так как от него будет зависеть качество соединения. Одной из самых популярных в данном планет является серия «ПОС». В отличие от обыкновенного олова, которое продается для пайки в виде брусков, имеет еще дополнительные вкрапления свинца, что изменяет свойства материала. Стоит обратить внимание на марки:
- ПОС50Кд18;
- ПОС-61;
- ПОС-40.
Зачем нужен флюс?
Это вещество обеспечит равномерное растекание припоя по поверхности зоны пайки и создаст условия для качественной адгезии материала к металлическому покрытию. Флюсы в настоящее время классифицируются по степени воздействия на следующие разновидности:
Флюсы в настоящее время классифицируются по степени воздействия на следующие разновидности:
- Неактивные (нейтральные), в составе которых отсутствуют кислоты. Помимо этого, они почти не проводят электроток.
- Активные (кислотные) флюсы.
- Защитные (антикоррозийные), цель которых — защитить зону пайки готового соединения от коррозии и разрушения.
Если возникает вопрос, для чего нужен флюс для пайки, то ответить можно так: это вещество необходимо для соблюдения технологии, поскольку оно обязательно понадобится в ходе паяльных работ. Однако способ применения состава зависит от его исходного состояния:
- если флюс находится в твердом состоянии, жало паяльника необходимо сначала окунуть в реагент, а после захватить им немного припоя;
- готовую жидкую смесь придется наносить на зону пайки с помощью кисточки;
- пастообразным веществом следует обрабатывать поверхность посредством обычной палочки.
Кроме того, флюс иногда продается в специальных тюбиках.
Необходимые приспособления
Прежде чем приступать к ремонту изделия, нужно подготовить такие инструменты и материалы:
- Простой паяльник (минимальная мощность — 100 Вт) или пропановую горелку.
- Органический растворитель (например, уайт-спирит или ацетон).
- Оловянный припой.
- Канифоль или ортофосфорную кислоту.
- Стальной трос.
- Щетку для чистки металла, напильник или наждачную бумагу.
- Чистую тряпку для протирки.
Однако перед тем как припаять нержавейку к нержавейке и, соответственно, отремонтировать деталь, следует приобрести средства защиты: полиуретановые перчатки, очки и респиратор. Кроме того, для соединения крупных изделий может потребоваться более мощный паяльник, наконечник которого должен быть несгораемым: это не только увеличит срок службы, но и повысит технические параметры инструмента. Насчет припоя следует также сказать, что для пайки пищевой посуды или других емкостей подойдут бруски олова, поскольку в них содержится меньше вредных примесей.
Пайка нержавейки в домашних условиях
Пожалуй, все знают, что домашний мастер постоянно сталкивается с бытовыми сложностями, которые ему необходимо устранять самостоятельно. Но нередко случается и так, что нужно сделать работу, связанную с обработкой нержавеющей стали своими руками. Поэтому для этого потребуются определенные навыки, умения и знания. Также нужно будет обзавестись некоторыми материалами и инструментами. Вот перечень всего необходимого:
- Паяльная кислота;
- Электропаяльник на 100 Ватт;
- Оловянный припой для соединения металлов;
- Напильник или наждачная бумага;
- Трубка;
- Металлический трос.
Теперь, когда с инструментом для пайки определились, нужно узнать этапы выполнения действий:
- Для обработки нержавейки, нужно изначально позаботиться о наличии флюса и электропаяльника мощностью 100 Ватт. Нужно знать, что мощней выбирать паяльник для обработки нержавеющей стали нет смысла. Флюсом служит обычная паяльная кислота. Также не забывайте про то, чтобы под рукой всегда был оловянно-свинцовый припой.
- Когда все необходимые инструменты и материалы готовы для пайки, можно начинать работу. Сперва необходимо зачистить место соединения нержавеющей стали: выполнить это можно при помощи наждачки или напильника. По завершении очистки рабочих участков необходимо нанести паяльную кислоту с последующей обработкой. Если обработка не получается (припой не прилипает к поверхности нержавейки), то нужно повторно произвести манипуляции с паяльной кислотой тщательно разогретую поверхность, затем выполнить обработку заново.
- В случае, когда вы сделали вторую попытку, и она не завершилась успехом, и припой опять отстает, то рабочую поверхность нержавейки требуется почистить специальной щеткой, которую можно сделать своими: потребуется кусок трубы сечением 5 мм, куда разместите тонкие жилы, вытянутые из металлического троса. Теперь, нанесите на место пайки кислоту, а после подведите одновременно сюда щетку и паяльник. Затем начните работать двумя инструментами. Нужно отметить, что этот процесс очень хорошо помогает при удалении оксидной пленки с поверхности нержавейки.
- Когда детали получилось отлудить, начинайте пайку нержавеющей стали, используя в работе паяльник и флюс.
 Также не забывайте про то, чтобы под рукой всегда был оловянно-свинцовый припой.
Также не забывайте про то, чтобы под рукой всегда был оловянно-свинцовый припой.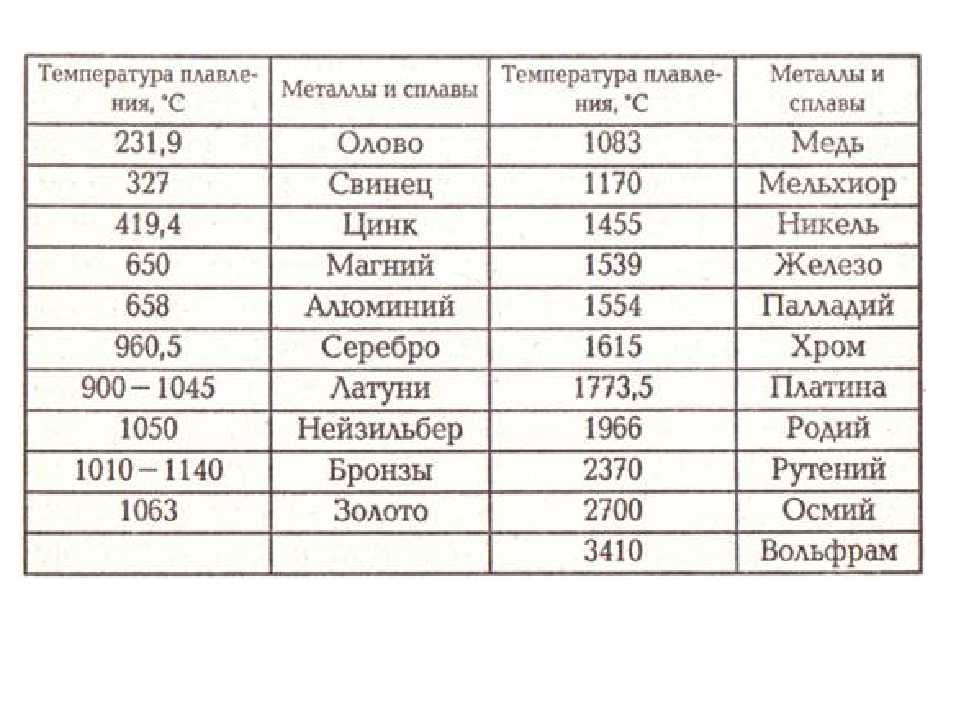 Затем начните работать двумя инструментами. Нужно отметить, что этот процесс очень хорошо помогает при удалении оксидной пленки с поверхности нержавейки.
Затем начните работать двумя инструментами. Нужно отметить, что этот процесс очень хорошо помогает при удалении оксидной пленки с поверхности нержавейки.Как паять паяльником с канифолью и оловом: технология
Когда материалы и инструменты подготовлены, можно приступать к этой операции. Чтобы выполнить пайку нержавейки в домашних условиях, нужно следовать такой пошаговой инструкции:
- Зачистить наждачкой или щеткой металлическую поверхность от окисной пленки и других загрязняй.
- Обезжирить ремонтируемую деталь растворителем.
- Нанести на обрабатываемую поверхность флюс — канифоль или паяльную кислоту. Этот этап не нужно выполнять, если используется комбинированный оловянный припой, в составе которого уже содержится упомянутое вещество. Наносить флюс надо сразу перед пайкой, поскольку на поверхности нержавейки примерно через 10 секунд образуется пленка.
- Разогреть зону пайки, на которую нанесен флюс, облуженным жалом паяльника.
- Внести припой при необходимости, однако с первого раза, скорее всего, покрыть оловом всю поверхность не выйдет.
- Нанести повторно флюс и снова прогреть его паяльником. Повторять этот процесс до тех пор, пока поверхность металла не покроется равномерным слоем олова. Главное, чтобы припой плавился не от жала паяльника, а от тепла, запасенного деталью. Кроме того, чтобы сделать пайку нержавейки оловом более качественной, нужно добавлять в места соединения канифоль, за счет которой удалятся окислы с припоя.
- Отмыть изделие от остатков флюса. Для выполнения этого этапа надо приготовить раствор, состоящий из воды и моющего средства, и купить металлические скребки. Остатки канифоли, по словам мастеров, хорошо очищаются холодной водой, поскольку в ней вещество становится хрупким.

Пайка считается качественной, если в результате получилась равномерная поверхность. Но в любом случае в конце покрытие необходимо зашлифовать наждачной бумагой или напильником.
Как соединить нержавеющие детали: оптимальная техника
Сначала необходимо оборудовать рабочее место. Стол должен быть стальным или иметь негорючую поверхность. Главное, чтобы он был ровным. Кроме того, нужно сделать качественную вытяжную вентиляцию. В свою очередь, чтобы спаять в домашних условиях несколько изделий в одно, надо покрыть их части оловом и зафиксировать между собой. Следующий шаг — одновременно нагреть детали, чтобы раскаленный припой соединился. Вероятно, олово придется добавлять в зону пайки, внося его на жале паяльника.
После этого нужно прогреть всю поверхность и, если припой лег качественно, необходимо положить детали на ровную поверхность. Изделие из нержавеющей стали, собранное из двух или более частей, нельзя шевелить до тех пор, пока соединения полностью не застынут. Лучше спаиваемые детали закрепить крепежными приспособлениями (например, струбцинами или тисками).
Особенности пайки стали нержавеющего типа
Использование оловянных припоев отлично подходит для пайки небольших элементов, а также ремонта в домашних условиях. Без особых проблем можно запаять дома кастрюлю, миску, кружку или же другие бытовые предметы из нержавейки при помощи обычного электропаяльника и олова.
Без особых проблем можно запаять дома кастрюлю, миску, кружку или же другие бытовые предметы из нержавейки при помощи обычного электропаяльника и олова.
Для особо ответственных паяных соединений применяются сплавы специальных марок на основе фосфора, никеля. Помимо этого, широко используются материалы из хрома, никеля, марганца. Эта группа хорошо подходит при работе в среде газов, имеющих в составе смесь трехфтористого бора с аргоном. При таком спаивании припоем может выступать медь в чистом виде, которая отлично проводит смачивание металла с последующим прочным соединением.
Прежде чем паять нержавейку рекомендуется ознакомиться с технологическим процессом, а также особенностями разных методов работы с металлом. Просмотрев соответствующее видео можно получить подробную информацию обо всех особенностях рабочей процедуры. Выполнение пайки разнообразных изделий из пищевой и промышленной нержавейки имеет множество нюансов, на которые обращают внимание при выборе способа спаивания, а также необходимых для этого расходных материалов.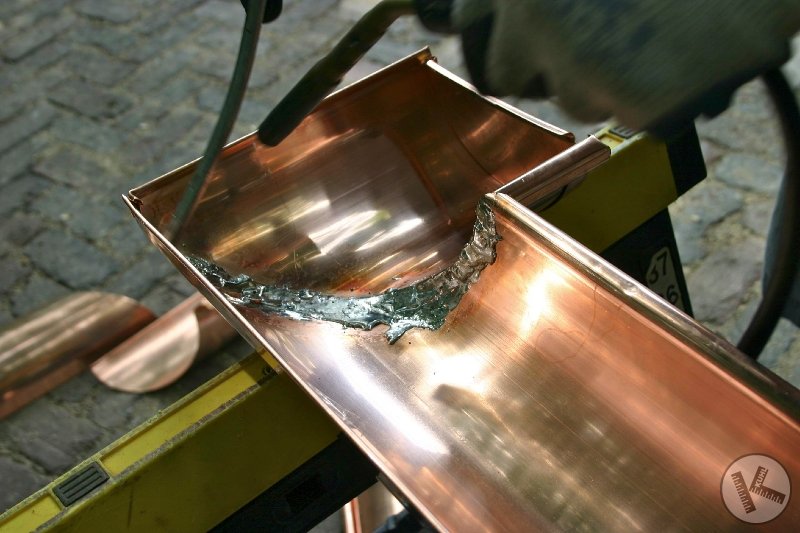
Пайка газовой горелкой: ремонт чайника
Сначала необходимо тщательно зачистить наждачной бумагой зону пайки и убрать накипь возле поврежденного участка. Чтобы запаять чайник из нержавейки газовой горелкой, нужно следовать такой инструкции:
- Прогреть соединение пламенем, плавно перемещая устройство. Нагревание будет достаточным, когда припой начнет плавиться от прикасания к металлу.
- Нанести флюс (канифоль или ортофосфорную кислоту) на зону пайки.
- Наложить олово на поврежденное место, при этом нужно продолжать нагревать участок горелкой, чтобы вещество, расплавляясь, заполнило собой весь дефективный участок.
- Зашлифовать шов щеткой по металлу.
- Протереть запаянный участок спиртом для очистки его поверхности от окалин и окислов.
В ходе паяльных работ нужно следить за уровнем кислорода. Для определения этого параметра необходимо посмотреть на пламя, нормальный оттенок которого — синий. В перенасыщенном составе цвет будет бледным, что и указывает на переизбыток кислорода. Если проигнорировать это требование, велика вероятность, что нержавейка начнет окисляться.
Если проигнорировать это требование, велика вероятность, что нержавейка начнет окисляться.
Недостатки
Помимо неоспоримых преимуществ, пайка нержавейки с помощью оловянного припоя имеет и некоторые минусы:
- сложность при запаивании швов на наклонных и вертикальных плоскостях, вызванной высокой текучестью олова;
- недостаточная прочность неразъемного соединения для крупных конструкций;
- уменьшение допустимого температурного диапазона запаянных деталей вследствие того, что олово попросту расплавится, если материал будет подвергаться температуре более 231,9 °C.
Соединение с другими металлами
При спайке разнородных составов, например, пайке нержавейки с медью или бронзой, необходимо внимательно изучить свойства соединяемых металлов. Основная проблема заключается в подборе температурных параметров, поскольку заготовки обладают различными условиями плавления.
Независимо от типа металла, необходимо тщательно очистить контактную зону.
В качестве рабочего инструмента можно использовать паяльник или горелку.
Рабочая температура горелки выше, что позволяет использовать ее вместе с твердыми припоями.
В случае отсутствия серебряного припоя можно использовать составы на основе латуни. Это снизит качественные характеристики соединения, зато позволит сэкономить на расходных материалах, поскольку латунь дешевле серебра.
Рекомендации
Естественно, без хорошего паяльника и флюса не получится сделать надежное соединение. Однако перед тем как паять нержавейку, нужно учесть и другие моменты:
- Желательно купить паяльник с жалом, которое не обгорает: срок службы такого инструмента больше, чем у обычного приспособления. Однако его надо постоянно чистить от накипи и затачивать. Кроме этого, рекомендуется использовать паяльник с постоянным нагревом: так получится сэкономить электроэнергию.
- Паять нержавейку без флюса — плохая идея, поскольку будет постоянно появляться оксидная пленка.
- Неопытным умельцам следует немного попрактиковаться на ненужных деталях и обрезках. Нужно помнить: надежное соединение трудно отодрать, а проверить его качество можно с помощью отвертки или шила.
- Деталь, обработанную растворителем, трогать можно лишь в перчатках, поскольку небольшое пятно, оставленное на поверхности, может испортить всю работу.
- Перед тем как припаять нержавейку к нержавейке, нужно обеспечить помещение хорошей вентиляцией. Кроме того, нельзя трогать руками разогретый металл или припой, а также вдыхать токсичные испарения.
- Емкости с веществами после использования необходимо сразу закрыть плотной крышкой.
- Готовую деталь нужно очистить от флюса и паяльного состава. Пищевые емкости обрабатываются мыльным раствором и кипятятся для нейтрализации агрессивных кислот.
 Нужно помнить: надежное соединение трудно отодрать, а проверить его качество можно с помощью отвертки или шила.
Нужно помнить: надежное соединение трудно отодрать, а проверить его качество можно с помощью отвертки или шила.Основные ошибки
Малейшая оплошность может привести к существенному снижению качества соединения. Следующие советы снизят вероятность ошибки:
- При проведении домашних работ оптимальная мощность паяльника составляет 100 Вт. Использование более мощного прибора приведет к перегреву расходных материалов, а мене мощного – к неполному прогреву металла.
- Используйте паяльник с необгораемым стержнем.
- Пищевую посуду лучше паять чистым оловом, поскольку свинец обладает токсичными свойствами.
- В качестве флюса опытные мастера рекомендуют использовать активные составы. Лучше всего зарекомендовала себя ортофосфорная кислота.

Проблемы с выводами компонентов с серебряной отделкой
Серебро в качестве легирующей добавки к припою SnPb изменяет механические свойства припоя, делая его несколько более прочным и жестким, однако при концентрациях до 2% (возле 62SN36Pb2Ag имеется тройная эвтектика) наблюдается отсутствует риск охрупчивания. Однако, поскольку припой более жесткий, он может изменить реакцию как на термоциклирование, так и на удар.
Инженер-технолог
Астронавтика
Карьера Фрица в производстве электроники включала в себя различные инженерные должности, включая изготовление печатных плат, печать и обжиг на толстой пленке, проектирование процессов SMT и волновой/селективной пайки, а также разработку и маркетинг электронных материалов. Фриц получил образование в области машиностроения с упором на материаловедение. Методы планирования экспериментов (DoE) были областью независимого изучения. Фриц опубликовал более десятка статей на различных отраслевых конференциях.
Фриц получил образование в области машиностроения с упором на материаловедение. Методы планирования экспериментов (DoE) были областью независимого изучения. Фриц опубликовал более десятка статей на различных отраслевых конференциях.
не должно быть проблемой, просто убедитесь, что оно не растворилось в процессе пайки.
Мировой чемпион по продуктам
Henkel Electronics
Ричард Бойл является мировым чемпионом по продуктам в Henkel Electronics. Он имеет более чем 25-летний опыт работы в отрасли сборки электроники и отвечает за глобальное техническое обслуживание всех материалов для пайки Henkel.
Серебро быстро сплавится с оловом в бессвинцовом сплаве, но у вас не будет такой проблемы, как с золотом. Золото охрупчивает бессвинцовый сплав при концентрации выше 3%. Серебро
повышает устойчивость сплавов на основе олова к разрушению при термоциклировании.
Директор отдела восстановления
Alpha Assembly Solutions
Я работаю в сфере материалов и приложений для пайки уже 25 лет. С момента прихода в Alpha Айв был глобальным менеджером по продукции для преформ, флюсов для пайки волной припоя, паяльной пасты, а в последнее время — директором по переработке материалов для пайки.
С момента прихода в Alpha Айв был глобальным менеджером по продукции для преформ, флюсов для пайки волной припоя, паяльной пасты, а в последнее время — директором по переработке материалов для пайки.
Проблема, с которой вы столкнетесь, заключается в том, что серебро будет просачиваться из выводов компонентов в паяное соединение. Это означает, что незавершенные выводы теперь будут подвергаться коррозии.
Лучше всего добавить в припой небольшое количество серебра (обычно 2%). У вашего поставщика припоя будет sn62pb36ag02. Это предотвратит растворение серебра в паяном соединении. Дополнительным преимуществом является то, что ваши суставы будут более блестящими.
Инженер по снабжению
Matric Group
Г-н Дикерсон — инженер с 20-летним опытом работы на производстве. Он занимался поддержкой процессов SMT, THT, сборки кабелей и сборки коробок. Он является сертифицированным инженером-технологом SMT.
Ag делает припои, содержащие Sn, более жесткими за счет образования интерметаллидов AgSn, которые действуют как леса в паяном соединении.
Но прежде чем бить тревогу, имейте в виду, что Sn62 (62Sn 36Pb 2Ag) был очень популярным сплавом до появления Pb-Free. И многие другие сплавы на основе Sn содержат Ag, например 9.5Sn 5Ag, 96,5Sn 3,5Ag, SAC305 (96,5Sn 3,0Ag 0,5Cu), SAC405 (95,5Sn 4,0Ag 0,5Cu)… Таким образом, Ag действительно может обеспечить некоторые желаемые характеристики припоя.
При всем сказанном, есть отдельный вопрос о том, сколько Ag присутствует. Маловероятно, что посеребренный свинец добавит в паяное соединение достаточное количество Ag, чтобы значительно изменить механические свойства паяного соединения.
Инженер технической поддержки
Indium Corporation
Кей Паркер (Kay Parker) — инженер технической поддержки в штаб-квартире Indium Corporation в Клинтоне, штат Нью-Йорк. В этой должности она дает указания и рекомендации клиентам, связанные с технологическими этапами, оборудованием, технологиями и материалами. Она также отвечает за обслуживание существующих счетов компании и сохранение нового бизнеса.
В этой должности она дает указания и рекомендации клиентам, связанные с технологическими этапами, оборудованием, технологиями и материалами. Она также отвечает за обслуживание существующих счетов компании и сохранение нового бизнеса.
Были ли выводы покрыты серебром или гальваническим покрытием? При работе с компонентами с серебряными наконечниками рекомендуется использовать сплав SAC. Этот сплав SAC создаст более прочный интерметаллический слой по сравнению со слоем олова-свинца.
Старший инженер-технолог
Northrop Grumman
Edithel — инженер-химик с 20-летним опытом работы в области производства и разработки процессов для контрактных производителей электроники в США, а также некоторых крупных OEM-производителей. Участие в SMT, Reflow, Wave и других сборочных операциях, связанных с конформным покрытием и робототехникой.
№ Покрытие иммерсионным серебром на выводах компонентов не должно вызывать проблем с охрупчиванием.

Президент
Ray Prasad Consultancy Group
Ray Prasad является основателем Ray Prasad Consultancy Group, которая обеспечивает обучение, консультации и технические экспертные услуги в области оловянно-свинцовых и бессвинцовых технологий с использованием SMT, BGA, BTC, компоненты с мелким шагом и отверстиями. Г-н Прасад долгое время является членом IPC, а в настоящее время является председателем комитета BGA IPC-7095 «Реализация процесса проектирования и сборки для BGA» и сопредседателем недавно созданного IPC-709.3 «Реализация процесса проектирования и сборки для нижних выводов» Компоненты для поверхностного монтажа (BTC), такие как QFN, DFN и MLF.
Действительно хороший вопрос – хотелось бы немного больше информации, но вот ответ, который, я думаю, объясняет, почему вы задаете вопрос. Серебрение
обычно представляет собой иммерсионное серебрение для электронных приложений. Я предполагаю, что вы имеете в виду иммерсионное серебрение, которое представляет собой процесс химического осаждения, который используется в качестве барьера от окисления для медных контактных площадок печатных плат и используется на некоторых выводах из медного сплава на определенных типах компонентов.
Теперь, если он больше 16 микродюймов, то следует спросить, почему это делается, и, возможно, необходимо залужить составные части перед использованием. Это поднимает еще один вопрос о надежности, и его следует обсудить с поставщиком на предмет надлежащих параметров обработки его составных частей. Помните, что в некоторых выводных рамах компонентов используются алюминиевые проволочные соединения, в которых используется пластина из иммерсионного серебра, так что матрица внутри вашего корпуса соединяется проволокой с пластиной из иммерсионного серебра, что затем приводит к покрытию серебром свинцового покрытия на готовом компоненте. Удачи, и, надеюсь, это прольет свет на посеребренные лиды.
Вице-президент по инженерным службам
STI Electronics Inc.
Марк Т. МакМин является вице-президентом STI Electronics Inc. по инженерным службам. Он курирует повседневную деятельность инженерно-технического подразделения STI. Он имеет более чем 18-летний опыт в производстве и проектировании печатных плат.
И серебро, и золото могут вызвать охрупчивание паяных соединений 63Sn/37Pb. Обычно для этого концентрация серебра или золота в паяном соединении должна достигать более 3% по весу, но были обнаружены отказы при более низких концентрациях. Пожалуйста, обратитесь к этому блогу IPC для получения дополнительной информации. https://blog.ipc.org/2009/04/20/золото-золото-серебро-с-охрупчиванием-припоя-соединений/
Полевые приложения
Сборка FCT
Тони работает в электронной промышленности с 1994 года. Он проработал 5 лет инженером-технологом на предприятии по производству печатных плат. С 1999 года Тони работал в компании FCT в качестве руководителя лаборатории, руководителя предприятия, а в последнее время — инженера по эксплуатации. Он имеет большой опыт проведения исследований и разработок, контроля качества и технического обслуживания продуктов, используемых для производства и сборки печатных плат. Он держит B.S. и М.Б.С. степени в области химии.
Он проработал 5 лет инженером-технологом на предприятии по производству печатных плат. С 1999 года Тони работал в компании FCT в качестве руководителя лаборатории, руководителя предприятия, а в последнее время — инженера по эксплуатации. Он имеет большой опыт проведения исследований и разработок, контроля качества и технического обслуживания продуктов, используемых для производства и сборки печатных плат. Он держит B.S. и М.Б.С. степени в области химии.
Ag3Sn будут образовываться в паяном соединении и охрупчиваться подобно AuSn4, но маловероятно, что весовой процент, необходимый для возникновения проблемы, возникнет. Использование посеребренных устройств является обычным явлением и не подвергается предварительному лужению для удаления покрытия с поверхности.
Президент
S T и S Тестирование и анализ
Джеральд О’Брайен является председателем ANSI J-STD 003 и сопредседателем комитета IPC 4-14 по отделке поверхности. Он является ключевым членом комитетов ANSI J-STD 002 и 311 G. Эксперт по обработке поверхности, проблемам пайки и анализу отказов в области печатных плат, печатных плат и компонентов.
Он является ключевым членом комитетов ANSI J-STD 002 и 311 G. Эксперт по обработке поверхности, проблемам пайки и анализу отказов в области печатных плат, печатных плат и компонентов.
Насколько я понимаю, серебро перейдет в раствор и не будет проблемой для прочности соединения. Однако на открытое серебро будет влиять среда, в которой оно находится. Серебро быстро окисляется в присутствии серы и становится черным.
Мы видели посеребренные выводы более 40 лет назад на микросхемах TI, и в конечном итоге посеребрение отслоилось от выводов, оставив основной материал открытым. Во-вторых, мы также столкнулись с миграцией серебра, что привело к короткому замыканию между выводами компонентов. Вот почему мы прекратили использование посеребренных выводов компонентов.
Вице-президент, технический директор
Корпорация EPTAC
В корпорации EPTAC г-н Ламберт курирует содержание предлагаемых курсов, программ сертификации IPC и предоставляет клиентам экспертные консультации в области производства электроники, включая RoHS/WEEE и бессвинцовые проблемы. Лео также является генеральным председателем IPC комитета Ассамблеи/процесса присоединения.
Лео также является генеральным председателем IPC комитета Ассамблеи/процесса присоединения.
Небольшое количество серебра в компоненте не вызовет проблем с металлографической надежностью паяного соединения. Однако выщелачивание серебра может ослабить поверхность раздела между свинцом компонента и объемным припоем.
Директор по разработке новых продуктов
Metallic Resources, Inc
Дэвид Бао имеет более чем пятнадцатилетний опыт разработки новой паяльной пасты, флюсов для пайки волной припоя и других расходных материалов для поверхностного монтажа. В настоящее время он является директором по разработке новых продуктов в Metallic Resources Inc. Он получил степень доктора философии. по химии в Университете штата Оклахома.
Может ли серебро вызывать охрупчивание припоя?
|

 Он является пионером в области науки оплавления.
Он является пионером в области науки оплавления. Вы припаиваете к меди снизу. Это очень хорошая отделка, многие ею пользуются. Очевидно, что на колодках нет толстого слоя серебра. Можно было бы задаться вопросом, есть ли возможность.
Вы припаиваете к меди снизу. Это очень хорошая отделка, многие ею пользуются. Очевидно, что на колодках нет толстого слоя серебра. Можно было бы задаться вопросом, есть ли возможность. У вас есть открытые соединения и керамические чипы, отваливающиеся от платы после пайки.
У вас есть открытые соединения и керамические чипы, отваливающиеся от платы после пайки.