особенности вещества, изготовление своими руками и используемые припои
Флюсы для алюминия
Пайка алюминия достаточно сложный технологический процесс. Помимо оксидной пленки на поверхности алюминия, процесс затруднён необходимостью воздействия более высоких температур, чем при пайке меди. Тем не менее, паять алюминий можно, поскольку для этих целей были разработаны специальные флюсы.
Основная задача флюса для низкотемпературной пайки алюминия, это растворение оксидной пленки, которая мешает нормальному растеканию припоя и соединению деталей. Для пайки алюминия применяются только активные флюсы, в составе которых имеется кислота. Абсолютно не подходит для этих целей канифоль, и другие, подобные ей, неактивные флюсы.
Применение алюминия
Распространенность применения изделий из алюминия заключается в первую очередь в том, что он является легким металлом. Алюминий широко используется в электротехнике, поскольку обладает отличной электропроводимостью.
Для бытовых нужд из этого металла изготавливаются кастрюли, бидоны, дуршлаги, кружки. Чистый алюминий применяют для производства фольги, используемой для электролитических конденсаторов. Можно его использовать и при производстве радиаторов.
Чистый алюминий применяют для производства фольги, используемой для электролитических конденсаторов. Можно его использовать и при производстве радиаторов.
Однако, пайка этого металла может доставить массу проблем. Это объясняется тем, что при легком взаимодействии с воздухом, поверхность алюминия покрывается тонкой, но твердой оксидной пленкой. Она защищает алюминий от дальнейшего окисления, но при процессе пайки создает труднопреодолимую преграду.
Существует несколько методов решения этой проблемы, например, пайка с канифолью, однако наилучший результат дает применение специально предназначенных для этого флюсов.
Разновидности ортофосфорной кислоты
Ортофосфорная кислота делится по двум основным направлениям, которые касаются ее применения. Это может быть:
- Пищевая промышленность. Данная разновидность используется при производстве продуктов питания. К примеру, она может выступать регулятором кислотности газированных напитков. Также она может стать подкислителем для плавленых сырков и сыров.
 Ее применяют во время производства колбасы, во время хлебопечения, как один из компонентов разрыхлителя, при изготовлении сахара и прочих процедурах. В пищевой промышленности это обозначается как антиоксидант Е338.
Ее применяют во время производства колбасы, во время хлебопечения, как один из компонентов разрыхлителя, при изготовлении сахара и прочих процедурах. В пищевой промышленности это обозначается как антиоксидант Е338.
 Ее применяют во время производства колбасы, во время хлебопечения, как один из компонентов разрыхлителя, при изготовлении сахара и прочих процедурах. В пищевой промышленности это обозначается как антиоксидант Е338.
Ее применяют во время производства колбасы, во время хлебопечения, как один из компонентов разрыхлителя, при изготовлении сахара и прочих процедурах. В пищевой промышленности это обозначается как антиоксидант Е338.Ортофосфорная кислота для пищевой промышленности (Е338)
- Техническая промышленность. Это широкий спектр областей использования, так как это может быть кислота для пайки радиаторов в ремонтной сфере, сельское хозяйство, ремонтные мастерские и многое другое.
Проблемы при пайке
Температура плавления алюминия не превышает 660 градусов. Следствием этого является применение из экономических соображений сварочных аппаратов, не обладающих чересчур большой мощностью.
Однако, на поверхности алюминия имеется окисная пленка, которую необходимо убрать перед началом процесса сварки. А вот для ее расплавления требуется нагрев до температуры 2000 градусов. При достижении такого значения разрушится не только окисная пленка, но и сам металл, что приведет к ухудшению качества сварного соединения. Помимо всего окисная пленка после ее расплавления может восстановиться. Из-за устойчивости оксидной пленки, обладающей слабой адгезией к припою, обычный припой с трудом прилипает к поверхности детали.
Помимо всего окисная пленка после ее расплавления может восстановиться. Из-за устойчивости оксидной пленки, обладающей слабой адгезией к припою, обычный припой с трудом прилипает к поверхности детали.
Флюс для пайки алюминия решает эту проблему. При его нанесении на область сварки он перекроет проход воздуха в эту зону, что приведет к ослаблению негативного воздействия окисной пленки. По сравнению с другими металлами, например, железом и цинком, алюминий является более активным — зачищенная деталь может мгновенно вновь покрыться пленкой окиси. Поэтому и от флюса, предназначенного для алюминиевых деталей, также требуется быстрота воздействия.
Активный флюс для низкотемпературной пайки алюминия быстро растворит окисную пленку на поверхности изделий, мешающую нормальному растеканию припоя. Помимо этого, в припой, предназначенный для соединения алюминиевых изделий, добавляют цинк, обладающий способностью хорошо растворяться в алюминии.
Соединение на основе припоя с содержанием цинка обладает большей прочностью. Сочетая соответствующий припой и флюс универсальный для пайки алюминия можно без особых сложностей получить качественное соединение.
Сочетая соответствующий припой и флюс универсальный для пайки алюминия можно без особых сложностей получить качественное соединение.
Подготовка поверхности
Прежде чем начинать лужение, необходимо выполнить следующие действия:
- обезжирить поверхность при помощи ацетона, бензина или любого другого растворителя;
- удалить оксидную пленку с места, где будет производится пайка. Для зачистки используется наждачная бумага, абразивный круг или щетка с щетиной из стальной проволоки. В качестве альтернативы можно применить травление, но эта процедура не так сильно распространена в силу своей специфичности.
Следует учитывать, что полностью оксидную пленку удалить не получится, поскольку на очищенном месте моментально появляется новое образование. Поэтому зачистка производится не с целью полного удаления пленки, а для уменьшения ее толщины, чтобы упростить флюсу задачу.
Нагрев места пайки
Для пайки небольших деталей можно воспользоваться паяльником мощностью не менее 100Вт. Массивные предметы потребуют более мощного нагревательного инструмента.
Массивные предметы потребуют более мощного нагревательного инструмента.
Паяльник мощностью 300 Вт
Наиболее оптимальный вариант для нагрева — использование газовой горелки или паяльной лампы.
Простая газовая горелка
При использования горелки в качестве нагревательного инструмента следует учесть следующие нюансы:
- нельзя перегревать основной металл, поскольку он может расплавиться. Поэтому в процессе необходимо регулярно контролировать температуру. Делать это можно, касаясь припоем нагреваемого элемента. Расплавление припоя даст знать, что достигнута необходимая температура;
- не следует использовать кислород для обогащения газовой смеси, поскольку он способствует сильному окислению металлической поверхности.
Особенности вещества
Активный флюс для пайки алюминия имеет существенные отличия от аналогичных веществ, используемых для соединения изделий из стали, латуни и меди, так же, как отличаются между собой свойства самих этих металлов. В основе состава флюса содержатся вещества, которые могут без особого труда растворять окисную пленку на поверхности алюминия. Для пайки алюминиевых изделий используются флюсы под различными номерами.
В основе состава флюса содержатся вещества, которые могут без особого труда растворять окисную пленку на поверхности алюминия. Для пайки алюминиевых изделий используются флюсы под различными номерами.
К наиболее простым относятся флюсы № 8 и 9, однако, их активность не является слишком большой по сравнению с теми, которые включают в себя соединения фтора. Выбор осуществляется, исходя из особенностей конкретной работы. Существуют флюсы, которые применяются для сварочных соединений деталей без их предварительной подготовки. Наиболее распространенным таким видом флюса является Ф-64.
Состав флюса для пайки алюминия под номером Ф-64 способствует его повышенной активности, что позволяет с успехом очищать от оксидной пленки даже не зачищенные поверхности. Раствор является бесцветным или светло-желтым.
Распространённые виды
Имея в наличии специальный высокотемпературный паяльник и такой же припой, алюминий можно спаять, к примеру, с использованием канифоли.
Канифоль
Хотя канифоль является простейшим органическим флюсом, такой способ пайки требует отсека, из которого откачан воздух. Самостоятельно в домашних условиях спаять алюминий в безвоздушной среде весьма затруднительно. Жало паяльника обработано так, что на его конце имеется специальная канавка, облегчающая зачистку алюминиевой проволоки.
Используемые припои
Когда осуществляется сварка изделий, изготовленных из алюминия, рекомендуется использование припоев из оловянно-свинцовой группы. Наиболее качественное соединение можно получить, если использовать вид припоев, в составе которых содержатся такие элементы, как кремний, цинк, медь. Внесение добавок значительно улучшают качество припоя — понижают температуру его плавления, увеличивают смачиваемость, делают более прочными.
Такие виды припоев выпускаются отечественной промышленностью и зарубежными производителями. Наиболее низкой температурой плавления обладают оловянно — свинцовые припои. К одной из наиболее распространенных марок припоя для сварки алюминия относится HTS-2000. Опытные сварщики говорят, что использовать припой HTS-2000 для получения качественного соединения следует только с флюсом.
К одной из наиболее распространенных марок припоя для сварки алюминия относится HTS-2000. Опытные сварщики говорят, что использовать припой HTS-2000 для получения качественного соединения следует только с флюсом.
К неплохим веществам из этой области также можно отнести припой французской фирмы Castolin 192FBK, а также припой Castolin 1827, используемый при соединении деталей из алюминия и меди. Отечественным аналогом HTS-2000 служит изготавливаемый в Новосибирске припой SUPER A+, который применяется совместно с флюсом SUPER FA.
Флюс Ф-61
Достоин особого внимания такой вариант, как Ф-61 флюс. Он относится к виду флюсов активного действия для удаления оксидов с поверхности алюминиевых изделий, предназначенных для спаивания. Одновременно он улучшает процесс растекания жидкого припоя. Флюс Ф-61А может использоваться также при соединении алюминия и сплавов на его основе с медными и стальными изделиями. Из всей группы подобных элементов его выделяет то, что он изготовлен на основе фторборатов.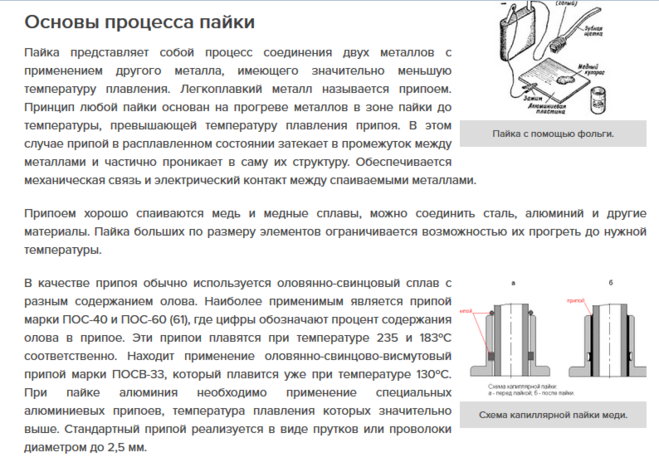
Флюс Ф-61А производства «REXANT» является низкотемпературным флюсом. Он используется, когда происходит пайка алюминия с помощью припоев, входящими в оловянно-свинцовую группу. Температурный режим при этом находится в диапазоне 150-320 градусов.
Ф-61А флюс имеет следующий состав:
- триэтаноламин — 82 процента;
- фторборат цинка — 10 процентов;
- фторборат аммония — 8 процентов.
Флюс расфасован в стеклянные флаконы темного цвета по 30 миллилитров вещества в каждом. Размеры флакона в среднем составляют 35х20 с высотой 76 миллиметров. Вес флакона составляет порядка 0,03 килограмма. Для удобства применения флакон снабжен капельницей, что дает возможность применять флюс дозировано.
Флюс соответствует требованиям нормативного документа ОСТ 4 ГО.033.200. Его стоимость является доступной. Флюс Ф-61А снабжен инструкцией по применению, которую необходимо внимательно изучить перед началом использования. В частности, в нем указаны меры предосторожности во время сварки.
Если флюс попадет на кожный покров сварщика, то следует сразу промыть эту область мыльной водой и протереть насухо чистой материей. Хранить флаконы с флюсом необходимо таким образом, чтобы они не могли попасть в руки детей. Гарантийный срок хранения составляет один год. После окончания процесса остатки флюса убирают при помощи салфетки, смоченной водой или спиртом.
Популярные марки
Ф-34А. Выполнен по ТУ 48-4-229-87 и содержит хлорид калия 50%, хлорид лития 32%, хлорид цинка 8%, фторид натрия 10%. Облегчает пайку с припоем различных температур плавления. Может быть приготовлен на водной основе.
Ф-64 включает в себя тетраэтиламмоний, фториды, деионизированную воду, увлажняющие и задерживающие коррозию реагенты. Удаляет окисную пленку большой толщины и подходит для пайки массивных деталей. Паяет не только алюминий, но и бериллиевую бронзу.
Ф-61 включает в себя триэтаноламин, фторборат цинка, фторборат аммония. Работает всего при 250 градусах, подходит для алюминиевых сплавов.
Работает всего при 250 градусах, подходит для алюминиевых сплавов.
Castolin Alutin 51 L – 32% олова, также добавлены свинец и кадмий. Годен при температуре от 160 градусов.
Самостоятельное изготовление
Имеется возможность изготовить флюс для пайки алюминия своими руками. Для изготовления подойдут вещества, которые обладают хорошей растворяемостью и антиокислительными качествами. Когда готовят флюс для алюминия своими руками, то за основу берутся спирт, кислоты, масла.
Самый простой флюс можно приготовить, растворив воде таблетку ацетилсалициловой кислоты, наиболее известной под названием аспирин. Растворять таблетку следует до исчезновения осадка. Также можно использовать гранулы лимонной кислоты.
Хороший флюс можно получить, растворив в этиловом спирте канифоль. Поскольку она растворяется медленно, то ее следует измельчить как можно более тщательно. Для завершения растворения раствор следует оставить на некоторое время. Этот процесс можно ускорить, поместив раствор в стеклянную баночку и нагревать в водяной бане до температуры 80 градусов.
Преимущество флюса, полученного из растворенной в спирте канифоли, заключается в его нейтральности, что позволяет не смывать его остатки после окончания процесса пайки. Допускается растворение не в этиловом спирте, а в глицерине. Такой флюс будет более густым и удобным при применении.
Необходимые материалы и инструменты
Для лужения прежде всего понадобится паяльник. Для работы берут устройство с мощностью около 60 Вт. Пайку проводят в хорошо проветриваемом помещении: при нагреве флюса образуются токсичные испарения. Рабочее место желательно оснастить вытяжкой. Кроме того, следует подготовить следующее:
- Флюс, паяльная кислота или канифоль. Последнюю разбавляют спиртом в пропорции 3 : 2.
- Острый нож.
- Плоскогубцы, бокорезы.
- Наждачная бумага с мелкой зернистостью.
- Изолента или термоусадочная трубка.
Пайка алюминиевых сплавов твердыми припоями
Алюминий и алюминиевые сплавы можно соединять большим разнообразием процессов пайки. Разделяют высокотемпературную пайку или пайку твердыми припоями и низкотемпературную пайку или пайку мягкими припоями. В английском языке для этих видов пайки применяют различные термины – brazing и soldering соответственно.
Разделяют высокотемпературную пайку или пайку твердыми припоями и низкотемпературную пайку или пайку мягкими припоями. В английском языке для этих видов пайки применяют различные термины – brazing и soldering соответственно.
К твердым относят припои с температурой плавления ликвидус, то есть окончания плавления, выше 450 °С, а также ниже температуры солидус, то есть начала плавления, основного металла. Пайка мягкими припоями отличается от пайки твердыми припоями точкой плавления припоя – мягкие припои плавятся ниже температуры 450 °С.
Различия твердой пайки и сварки
- Тведая пайка отличается от сварки тем, что при ней не происходит существенного подплавления основного металла.
- Температура твердой пайки находится между температурами сварки и мягкой пайки.
- Кроме того, паяные твердыми припоями алюминиевые конструкции обычно находятся между сварными и паяными мягкими припоями также и по прочности, и сопротивлению коррозии.
Флюсы, температуры ликвидуса и солидуса
Пайка алюминиевых сплавов твердыми припоями стала возможной благодаря разработке:
- флюсов, которые разрушают оксидную пленку, не повреждая при этом нижележащий металл и
- припоев, которые также являются алюминиевыми сплавами.

(См. также Флюсы для плавления алюминия)
Припои на основе алюминия, применяемые для пайки алюминиевых сплавов, имеют температуры ликвидуса намного более близкие к температуре солидуса основного металла, чем при пайке большинства других металлов [1].
- По этой причине припайке твердыми припоями необходим жесткий контроль температуры.
- Температура пайки должна быть примерно на 40 °С ниже температуры солидуса основного металла.
- В отдельных случаях при точном контроле температуры и коротком цикле пайки, эта разница может даже 5 °С.
- Большинство алюминиевых сплавов паяют твердыми припоями при температурах от 560 до 615 °С.
Алюминиевые сплавы для твердой пайки
Термически неупрочняемыми деформируемыми сплавами, которые паяются лучше всех, являются:
- сплавы серии 1ххх и 3ххх, а также
- сплавы серии 5ххх с низким содержанием магния, сплавы с более высоким содержанием магния паяются труднее.

Обычно хорошо паяются термически упрочняемые сплавы серии 6ххх, например, 6063 и 6061. Алюминиевые сплавы серий 2ххх и 7ххх имеют низкие температуры плавления и поэтому их трудно паять, за исключением таких относительно низколегированных сплавов как 7004 и 7005 (таблицы 1 и 2).
Из литейных алюминиевых сплавов хорошо паяются сплавы 356.0, 357.0, 359.0, 443.0, 710.0, 711.0 и 712.0.
Пайка алюминия твердыми припоями обычно ограничена толщиной изделий не более 0,4 мм. Однако при пайке погружением и вакуумной пайке без флюса толщина изделия может такой малой как 0,13 мм.
Таблица 1 – Melting ranges and brazeability of common base metal aluminium alloys [1]
Таблица 2 – Brazeability of aluminium alloys [2]
Промышленные твердые припои
Промышленные твердые припои для пайки алюминия и алюминиевых сплавов содержат от 7 до 12 % кремния. Пониженные точки плавления получают – при некоторой потере в коррозионной стойкости – путем добавок меди и цинка. Твердые припои относятся к алюминиевым деформируемым сплавам серии 4ххх. Самыми известными из них являются сварочные сплавы 4343, 4047 и 4145.
Твердые припои относятся к алюминиевым деформируемым сплавам серии 4ххх. Самыми известными из них являются сварочные сплавы 4343, 4047 и 4145.
Выбор твердого припоя
При пайке с применение горелки обычно применяют припой с температурой ликвидус как можно ниже от температуры солидус основного металла. Поскольку в этом случае температурный контроль затруднен, то большая разница температур плавления снизит вероятность случайного подплавления основного металла.
(См. Температура плавления алюминиевых сплавов)
Когда необходимо получить плотный паяный шов выбирают припой с коротким интервалом плавления – минимально разницей между температурой ликвидус и солидус. Например, сплав 4047 имеет интервал между температурами твердого и жидкого состояний всего 5,5 °С. Этот припой почти эвтектический и быстро превращается из жидкого в твердый и сильно сокращает время пайки, что часто очень благоприятно сказывается на качестве паяного шва. Такой припой особенно подходит для тонких паяных швов.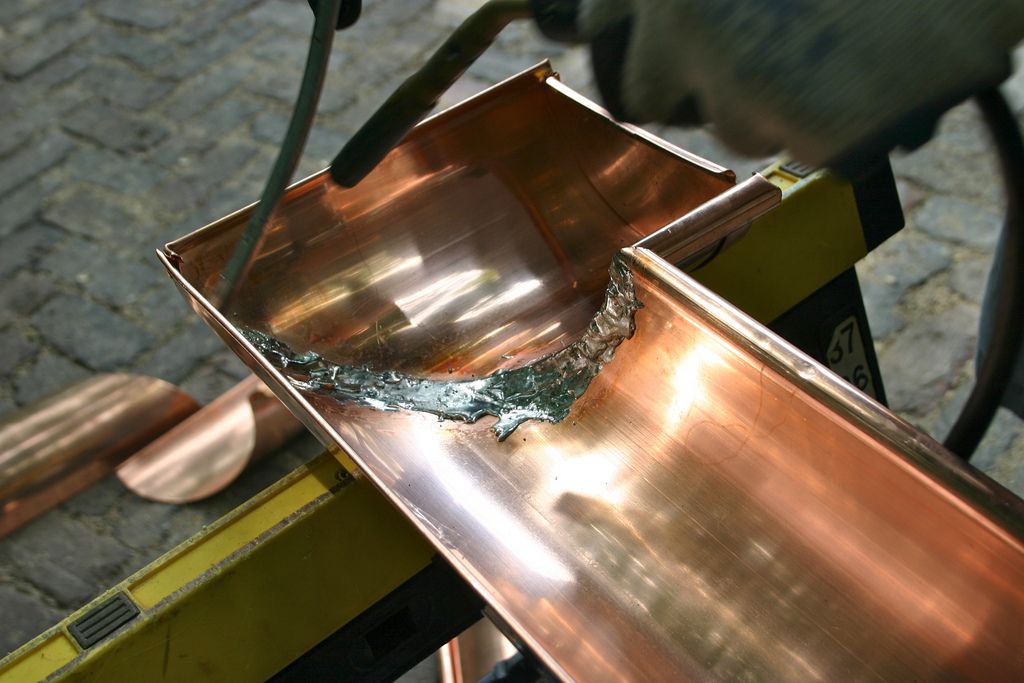
Источник:
- Aluminum and Aluminum Alloys, ASM International, 1996
- Brazing of Aluminum Alloys / Y. Sugiyama // Encyclopedia of Aluminum and Its Alloys – Eds. G.E. Totten, M. Tiryakioğlu, and O. Kessler – 2019 – 171-182
Пайка и пайка – авиационная сварка
Горелочная пайка стали
Определение соединения двух металлических частей пайкой обычно означает использование латуни или бронзы в качестве присадочного металла. Однако это определение было расширено и теперь включает любой процесс соединения металлов, в котором связующим материалом является цветной металл или сплав с температурой плавления выше 800 ° F, но ниже, чем у соединяемых металлов.
Пайка требует меньше тепла, чем сварка, и может использоваться для соединения металлов, которые могут быть повреждены при высокой температуре. Однако, поскольку прочность паяного соединения не так велика, как у сварного соединения, пайка не используется для капитального ремонта конструкции самолета. Кроме того, любые металлические детали, подвергающиеся длительному воздействию высоких температур, не должны подвергаться пайке.
Кроме того, любые металлические детали, подвергающиеся длительному воздействию высоких температур, не должны подвергаться пайке.
Пайка применяется для соединения различных металлов, включая латунь, медь, бронзовые и никелевые сплавы, чугун, ковкое железо, кованое железо, оцинкованное железо и сталь, углеродистую сталь и легированные стали. Пайка также может использоваться для соединения разнородных металлов, таких как медь со сталью или сталь с чугуном.
При соединении металлов пайкой основные металлические части не расплавляются. Припой прилипает к основному металлу за счет молекулярного притяжения и межкристаллитного проникновения; он не сливается и не смешивается с ними.
При пайке кромки соединяемых деталей обычно скошены, как при сварке стали. Окружающие поверхности необходимо очистить от грязи и ржавчины. Детали, подлежащие пайке, должны быть надежно закреплены друг с другом, чтобы предотвратить любое относительное перемещение. Самым прочным паяным соединением является соединение, в котором расплавленный присадочный металл втягивается под действием капиллярных сил, что требует плотной посадки.
Флюс для пайки необходим для получения хорошего соединения между основным металлом и присадочным металлом. Он разрушает оксиды и выводит их на поверхность, оставляя чистую металлическую поверхность без следов окисления. Припой можно приобрести с уже нанесенным флюсовым покрытием, или можно использовать любой из многочисленных флюсов, имеющихся на рынке, для конкретного применения. Большинство флюсов содержат смесь буры и борной кислоты.
Основной металл следует медленно предварительно нагревать нейтральным мягким пламенем, пока он не достигнет температуры текучести присадочного металла. Если используется присадочный стержень, предварительно не покрытый флюсом, нагрейте около 2 дюймов конца стержня горелкой до темно-фиолетового цвета и погрузите его во флюс. На стержень налипает достаточное количество флюса, поэтому нет необходимости распределять его по поверхности металла. Приложите стержень с флюсовым покрытием к раскаленному металлу щеточным движением, используя боковую сторону стержня; латунь свободно перетекает в сталь. Поддерживайте тепло горелки на основном металле, чтобы расплавить присадочный стержень. Не расплавляйте стержень горелкой. Продолжайте добавлять стержень в процессе пайки, ритмично погружая его, чтобы валик получился одинаковой ширины и высоты. Работа должна быть выполнена быстро и с наименьшим количеством проходов штанги и горелки.
Поддерживайте тепло горелки на основном металле, чтобы расплавить присадочный стержень. Не расплавляйте стержень горелкой. Продолжайте добавлять стержень в процессе пайки, ритмично погружая его, чтобы валик получился одинаковой ширины и высоты. Работа должна быть выполнена быстро и с наименьшим количеством проходов штанги и горелки.
Обратите внимание, что некоторые металлы являются хорошими проводниками тепла и быстрее рассеивают тепло от места соединения. Другие металлы являются плохими проводниками, склонными удерживать тепло и легко перегреваться. Чрезвычайно важно контролировать температуру основного металла. Основной металл должен быть достаточно горячим, чтобы припой мог течь, но никогда не перегреваться до температуры кипения припоя. Это приводит к тому, что соединение становится пористым и ломким.
Ключом к равномерному нагреву зоны стыка является наблюдение за появлением флюса. Флюс должен изменять внешний вид равномерно при равномерном нагреве. Это особенно важно при соединении двух металлов разной массы или проводимости.
Твердый припой плавится при контакте с раскаленным докрасна основным металлом и проникает в соединение за счет капиллярного притяжения. (Обратите внимание, что расплавленный твердый припой имеет тенденцию течь к области с более высокой температурой.) В сборке, нагреваемой горелкой, внешние металлические поверхности немного горячее, чем внутренние поверхности соединения. Присадочный металл должен наноситься непосредственно рядом с стыком. Там, где это возможно, тепло должно подаваться к сборке со стороны, противоположной той, где наносится наполнитель, потому что металл наполнителя имеет тенденцию течь к источнику большего тепла.
После завершения пайки узел или компонент необходимо очистить. Поскольку большинство флюсов для пайки растворимы в воде, флюс удаляется промывкой горячей водой (120 °F или выше) и проволочной щеткой. Если флюс был перегрет в процессе пайки, он обычно становится зеленым или черным. В этом случае флюс необходимо удалить слабым раствором кислоты, рекомендованным производителем используемого флюса.
Пайка алюминия горелкой
Пайка алюминия горелкой выполняется с использованием тех же методов, что и пайка других материалов. Сам припой представляет собой алюминиево-кремниевый сплав, имеющий несколько более низкую температуру плавления, чем основной материал. Пайка алюминия происходит при температуре выше 875 ° F, но ниже точки плавления основного металла. Это выполняется с помощью специального флюса для пайки алюминия. Пайка лучше всего подходит для конфигураций соединений, которые имеют большие контактные поверхности, например, внахлест, или для установки пробок и фитингов топливных баков. В качестве горючего газа можно использовать либо ацетилен, либо водород, оба из которых уже много лет используются в производственных целях. Рекомендуется использовать средства защиты глаз, уменьшающие натриевые блики, такие как линзы TM2000.
При использовании ацетилена размер наконечника обычно такой же или на один размер меньше, чем при сварке алюминия. Уменьшение пламени в 1–2 раза используется для образования более холодного пламени, а факел удерживается на большем расстоянии, используя внешнюю оболочку в качестве источника тепла, а не внутренний конус. Подготовьте флюс и нанесите его так же, как флюс для сварки алюминия, флюсуя как основной металл, так и присадочный материал. Нагрейте детали внешней оболочкой пламени, наблюдая за тем, чтобы флюс начал разжижаться; наполнитель может быть применен в этой точке. Наполнитель должен легко течь. Если деталь перегревается, флюс становится коричневым или серым. В этом случае повторно очистите и оплавьте деталь, прежде чем продолжить. Пайка легче выполняется на алюминиевых сплавах 1100, 3003 и 6061. сплав 5052 сложнее; Правильная очистка и практика имеют жизненно важное значение. Продаются продукты для пайки, в которых флюс содержится в пустотах в самом присадочном металле, которые обычно подходят только для сплавов 1100, 3003 и 6061, поскольку флюс недостаточно силен для использования на 5052.
Уменьшение пламени в 1–2 раза используется для образования более холодного пламени, а факел удерживается на большем расстоянии, используя внешнюю оболочку в качестве источника тепла, а не внутренний конус. Подготовьте флюс и нанесите его так же, как флюс для сварки алюминия, флюсуя как основной металл, так и присадочный материал. Нагрейте детали внешней оболочкой пламени, наблюдая за тем, чтобы флюс начал разжижаться; наполнитель может быть применен в этой точке. Наполнитель должен легко течь. Если деталь перегревается, флюс становится коричневым или серым. В этом случае повторно очистите и оплавьте деталь, прежде чем продолжить. Пайка легче выполняется на алюминиевых сплавах 1100, 3003 и 6061. сплав 5052 сложнее; Правильная очистка и практика имеют жизненно важное значение. Продаются продукты для пайки, в которых флюс содержится в пустотах в самом присадочном металле, которые обычно подходят только для сплавов 1100, 3003 и 6061, поскольку флюс недостаточно силен для использования на 5052. Очистка после пайки выполняется так же. как при кислородно-топливной сварке алюминия, используя горячую воду и чистую щетку из нержавеющей стали. Флюс вызывает коррозию, поэтому следует приложить все усилия для его тщательного и быстрого удаления после завершения пайки.
Очистка после пайки выполняется так же. как при кислородно-топливной сварке алюминия, используя горячую воду и чистую щетку из нержавеющей стали. Флюс вызывает коррозию, поэтому следует приложить все усилия для его тщательного и быстрого удаления после завершения пайки.
Пайка
Мягкий припой в основном используется для соединения меди и латуни, где требуется герметичное соединение, а иногда и для фитинговых соединений, повышающих жесткость и предотвращающих коррозию. Мягкая пайка обычно выполняется только при небольших ремонтных работах. Мягкий припой также используется для соединения электрических соединений. Он образует прочный союз с низким электрическим сопротивлением.
Мягкая пайка не требует тепла кислородно-топливной газовой горелки и может выполняться с использованием небольшой пропановой горелки или горелки MAPP®, электрического паяльника или, в некоторых случаях, паяльной меди, которая нагревается от внешнего источника. например, духовка или горелка. Мягкие припои в основном представляют собой сплавы олова и свинца. Процентное содержание олова и свинца значительно различается в различных припоях с соответствующим изменением их температуры плавления в пределах от 29от 3 °F до 592 °F. Половина наполовину (50/50) — наиболее распространенный припой общего назначения. Он содержит равные части олова и свинца и плавится примерно при 360 ° F.
например, духовка или горелка. Мягкие припои в основном представляют собой сплавы олова и свинца. Процентное содержание олова и свинца значительно различается в различных припоях с соответствующим изменением их температуры плавления в пределах от 29от 3 °F до 592 °F. Половина наполовину (50/50) — наиболее распространенный припой общего назначения. Он содержит равные части олова и свинца и плавится примерно при 360 ° F.
Для получения наилучших результатов теплопередачи при использовании электрического паяльника или паяльника жало должно быть чистым и иметь слой припоя. Обычно это называют консервированием. Горячее железо или медь следует офлюсить, а припой нанести на наконечник, чтобы образовался яркий тонкий слой припоя.
Флюс используется с мягким припоем по тем же причинам, что и при пайке. Он очищает поверхность, подлежащую соединению, и способствует капиллярному потоку в соединение. Большинство флюсов следует удалять после завершения работы, поскольку они вызывают коррозию..jpg) Электрические соединения следует паять только мягким припоем, содержащим канифоль. Канифоль не разъедает электрические соединения.
Электрические соединения следует паять только мягким припоем, содержащим канифоль. Канифоль не разъедает электрические соединения.
Пайка алюминия
Пайка алюминия очень похожа на пайку других металлов. Требуется использование специальных алюминиевых припоев вместе с необходимым флюсом. Пайка алюминия происходит при температуре ниже 875 °F. Пайка может выполняться с использованием кислородно-ацетиленовой, кислородно-водородной или даже воздушно-пропановой горелки. Нейтральное пламя используется в случае оксиацетилена или оксиводорода. В зависимости от типа припоя и флюса можно паять наиболее распространенные алюминиевые сплавы. Из-за более низкой температуры плавления используется наконечник на один или два размера меньше, чем требуется для сварки, а также устанавливается мягкое пламя.
Конфигурации соединений для пайки алюминия следуют тем же правилам, что и для любого другого основного материала. Соединения внахлестку предпочтительнее тавровых или стыковых соединений из-за большей площади контакта с поверхностью. Однако такие детали, как трубы теплообменника, являются обычным исключением.
Однако такие детали, как трубы теплообменника, являются обычным исключением.
Обычно детали очищают, как для сварки или пайки, и наносят флюс в соответствии с инструкциями производителя. Детали равномерно нагреваются внешней оболочкой пламени, чтобы избежать перегрева флюса, а припой наносится так же, как и для других основных металлов. Очистка после пайки может не потребоваться для предотвращения окисления, поскольку некоторые флюсы не вызывают коррозии. Однако всегда рекомендуется удалять все остатки флюса после пайки.
Пайка алюминия обычно используется в таких случаях, как ремонт теплообменников или сердечников радиаторов, изначально использующих паяное соединение. Однако его нельзя использовать в качестве прямой замены пайки или сварки.
Серебряный припой
Серебряный припой в авиастроении в основном используется для изготовления кислородных линий высокого давления и других деталей, которые должны выдерживать вибрацию и высокие температуры.
Серебряный припой широко используется для соединения меди и ее сплавов, никеля и серебра, а также различных комбинаций этих металлов и тонких стальных деталей. При пайке серебром получаются соединения более прочные, чем при других процессах пайки.
Флюс должен использоваться во всех операциях пайки серебром, чтобы обеспечить химическую чистоту основного металла. Флюс удаляет оксидную пленку с основного металла и позволяет серебряному припою прилипать к нему.
Все соединения серебряной пайки должны быть физически и химически чистыми. На стыке не должно быть грязи, жира, масла и/или краски. После удаления грязи, жира и т. д. любые окислы (ржавчина и/или коррозия) должны быть удалены путем шлифовки или обработки напильником до тех пор, пока не станет виден блестящий металл. Во время пайки флюс продолжает удерживать оксид от металла и способствует течению припоя.
Три рекомендуемых типа соединения для серебряной пайки: внахлестку, фланцевое соединение и кромка. При этом металл формируется таким образом, чтобы шов был шире, чем толщина основного металла, и обеспечивает тип соединения, который выдерживает все типы нагрузок. [Рисунок]
При этом металл формируется таким образом, чтобы шов был шире, чем толщина основного металла, и обеспечивает тип соединения, который выдерживает все типы нагрузок. [Рисунок]
| Соединения серебряной пайки |
Кислородно-ацетиленовое пламя для пайки серебром должно быть мягким нейтральным или слегка восстановительным пламенем. То есть пламя с небольшим избытком ацетилена. Как во время предварительного нагрева, так и во время нанесения припоя кончик внутреннего конуса пламени следует держать на расстоянии около 1/2 дюйма от изделия. Пламя нужно поддерживать в движении, чтобы металл не перегревался. Когда обе части основного металла имеют правильную температуру, флюс течет, и припой можно наносить непосредственно на край шва. Необходимо одновременно направлять пламя на шов и поддерживать его движение, чтобы основной металл оставался ровной температуры.
Связанные посты
- Типы сварки, используемые в самолетах
- Газовая сварка и оборудование для резки
- Процедуры сварки газовых сварки и методы Nonferry Metesles
- 999999999999999999999999999908999999999999089990-й ацетиллена-ацетилен сварки и нерейшины. сварка)
- Процедуры дуговой сварки, методы и оборудование для обеспечения безопасности сварки
- Сварные соединения с использованием кислородно-ацетиленовой горелки
- Ремонт стальных трубных конструкций летательных аппаратов сваркой
Какие металлы можно паять?
0 акции
Пайка — это процесс соединения двух или более металлических поверхностей путем нагревания их до температуры, достаточно высокой для расплавления припоя, который затем связывается с металлами.
Чтобы припой хорошо прилипал, обе соединяемые поверхности должны быть чистыми и не содержать оксидов. Существует множество различных типов припоев, каждый из которых имеет свой собственный набор характеристик. Итак, какие металлы можно паять? Давайте взглянем.
Итак, какие металлы можно паять? Давайте взглянем.
Что такое пайка и каковы преимущества ее использования для соединения металлических деталей?
Пайка — это процесс, при котором два или более куска металла соединяются вместе путем нагревания их до температуры, достаточно высокой для расплавления припоя. Припой — это материал с низкой температурой плавления, который используется для соединения двух металлических частей.
Преимущества использования пайки:
- Это прочное и долговечное соединение
- Менее вероятно, что он развалится, чем другие методы, такие как сварка
- Его можно использовать для различных металлов
- Это относительно быстрый и простой процесс
- Соединение можно легко отремонтировать, если оно развалится
Типы металлов, которые можно спаивать
Существует множество различных металлов, которые можно спаивать вместе, в том числе:
- Алюминий
- Латунь
- Медь
- Золото
- Серебро
- Олово
- Цинк
Для этих металлов также можно использовать бессвинцовый припой.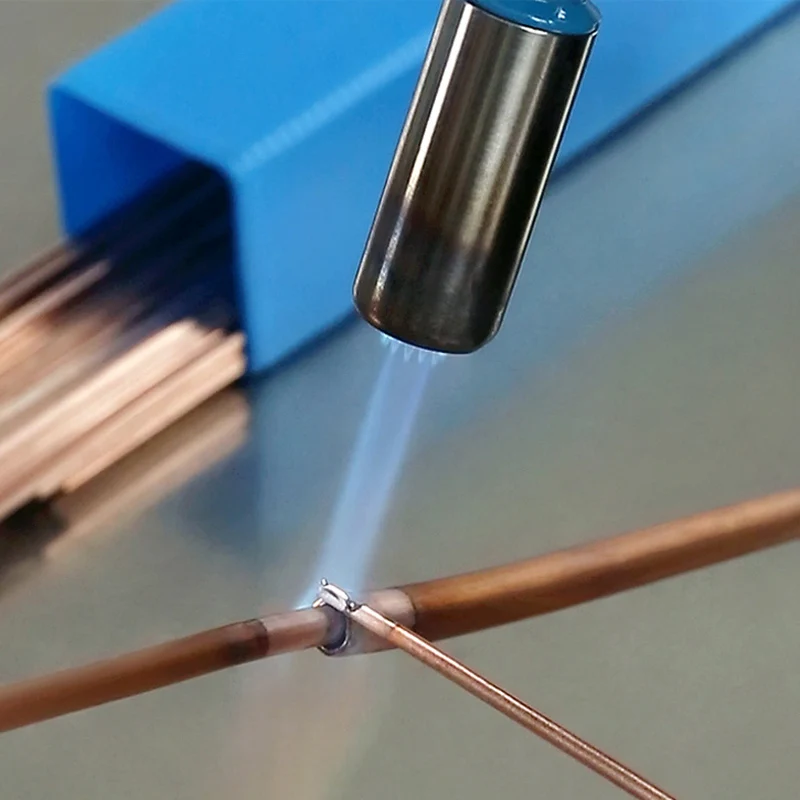 Кроме того, существует множество различных типов припоев, каждый из которых имеет свой собственный набор характеристик. Тип припоя, который вы используете, будет зависеть от типа металла, который вы паяете, и области применения.
Кроме того, существует множество различных типов припоев, каждый из которых имеет свой собственный набор характеристик. Тип припоя, который вы используете, будет зависеть от типа металла, который вы паяете, и области применения.
Некоторые металлы, такие как алюминий и латунь, труднее паять, чем другие. Это связано с тем, что они имеют более высокую температуру плавления и требуют более мощного паяльника.
Золото и серебро также трудно паять, потому что они быстро окисляются. Однако при наличии соответствующих инструментов и методов пайка этих металлов возможна.
Олово является наиболее распространенным типом металла, используемого при пайке. Он имеет низкую температуру плавления и с ним легко работать. Припой на основе олова обычно используется в электротехнике.
Цинк — еще один распространенный тип металла, используемый при пайке. Он дешевле олова и имеет более высокую температуру плавления. Припой на основе цинка обычно используется для структурных применений.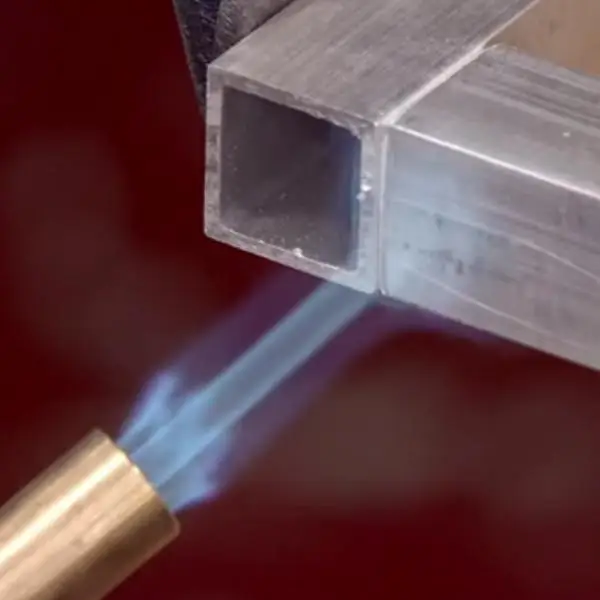
Как паять разные металлы?
Тип металла, который вы паяете, определяет наилучший способ его пайки. Алюминий, латунь и медь можно паять различными способами, в том числе:
- Сварка ВИГ
- Сварка МИГ
- Сварка кислородом и ацетиленом
В этих методах горелка нагревает металлы до тех пор, пока они не достигнут точки плавления . Затем к соединению добавляют припой и дают ему остыть, создавая прочное соединение.
Железо и сталь также можно спаивать, но процесс немного отличается. Во-первых, металлы должны быть очищены проволочной щеткой, чтобы удалить ржавчину или коррозию. Место, подлежащее пайке, следует нагреть горелкой, пока оно не раскалится докрасна. Затем припой наносят на соединение и дают ему остыть. Этот метод известен как кузнечная сварка.
Советы по созданию прочного и долговечного паяного соединения
- Убедитесь, что поверхности, подлежащие пайке, чистые и на них нет мусора или загрязнений.
- Используйте соответствующее количество припоя – слишком малое количество припоя приведет к непрочному соединению, а слишком большое может вызвать проблемы, связанные с тем, что избыток припоя не будет должным образом прилипать к поверхности.
- Равномерно нагрейте соединение паяльником – это поможет припою растечься равномерно и создаст более прочное соединение.
- Надавите на соединение, пока припой еще горячий, чтобы обеспечить прочное соединение.
- Дайте шарниру полностью остыть перед использованием или тестированием – поспешность на этом этапе может привести к проблемам с целостностью шарнира.

Следуя этим советам, вы можете гарантировать, что ваши паяные соединения будут прочными и долговечными.
Это особенно важно для электрических или электронных приложений, где слабое соединение может привести к короткому замыканию или другим проблемам. Приложив немного осторожности и внимания, вы сможете создавать надежные паяные соединения, которые выдержат испытание временем.
Какие советы по безопасности следует помнить при работе с припоем и металлическими деталями, которые будут соединены вместе в ходе этого процесса?
При работе с припоем и металлическими деталями необходимо помнить несколько советов:
- Надевайте перчатки и защитные очки, чтобы избежать контакта с горячим припоем.
- Работайте в хорошо проветриваемом помещении, чтобы избежать вдыхания паров в процессе пайки.
- Держите легковоспламеняющиеся материалы вдали от места, где вы будете работать.
- Имейте под рукой огнетушитель на случай несчастных случаев.
- Никогда не оставляйте включенный паяльник без присмотра.
Обязательно соблюдайте все меры предосторожности при работе с припоем и металлическими деталями. Соблюдая эти меры предосторожности, вы можете избежать травм и несчастных случаев.
Существуют ли какие-либо особые меры предосторожности, которые необходимо соблюдать при пайке различных типов металлов?
При пайке различных типов металлов важно знать о разных температурах плавления металлов.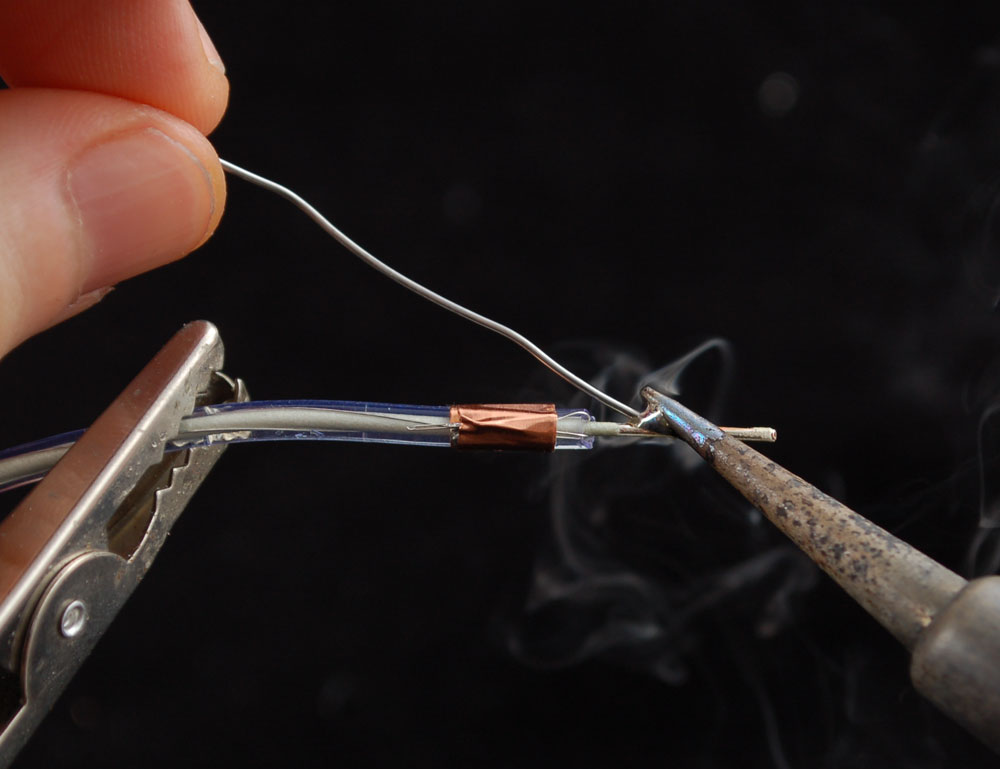
Например, алюминий имеет более низкую температуру плавления, чем медь. Это означает, что если вы паяете алюминий с медью, вам нужно быть осторожным, чтобы не перегреть алюминий. В противном случае он расплавится и соединение будет слабым.
Также важно использовать тип припоя, подходящий для соединяемых металлов. Например, припой на основе свинца не следует использовать для алюминия. Это связано с тем, что свинец загрязняет алюминий и затрудняет сварку.
Следуя этим советам, вы можете гарантировать, что ваши паяные соединения будут прочными и долговечными. Приложив немного осторожности и внимания, вы сможете создавать надежные паяные соединения, которые выдержат испытание временем.
Можете ли вы привести несколько примеров проектов, в которых используются паяные соединения для соединения металлических деталей?
10 Примеры проектов, в которых используются припаянные соединения для подключения металлов, включают в себя:
- Электрическая проводка
- ИЗОБРАЖЕНИЕ
- MODEL MODER
- METL SCULPTUR окна
- Сборка электронных схем
- Электрические соединения в автомобиле
- Строительство металлического забора
Это всего лишь несколько примеров проектов, в которых используются паяные соединения для соединения металлических деталей.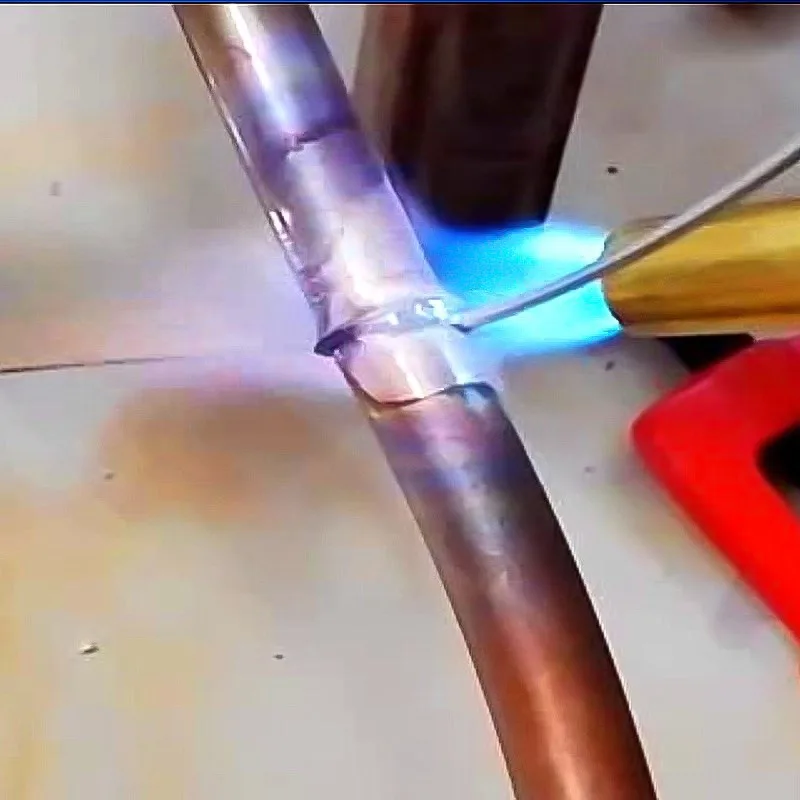 Есть много других приложений, где можно использовать эту технику. При небольшом творчестве возможности безграничны.
Есть много других приложений, где можно использовать эту технику. При небольшом творчестве возможности безграничны.
Часто задаваемые вопросы – обожженный металл
Какой металл следует избегать при пайке?
При пайке следует избегать использования свинца, так как он может загрязнить металл и затруднить сварку. Из-за этого важно использовать соответствующий тип припоя для металлов, которые вы соединяете.
Какие металлы можно паять мягким припоем?
Можно припаивать алюминий, латунь, бронзу, медь, железо, никель, серебро, олово и цинк. Их можно найти в электропроводке, изготовлении ювелирных изделий, изготовлении моделей, металлической скульптуре, строительстве металлического каркаса и ремонте металлических предметов.
Можно ли паять алюминий?
Да, алюминий можно паять. Однако важно знать о различных температурах плавления металлов.
Например, алюминий имеет более низкую температуру плавления, чем медь. Это означает, что если вы паяете алюминий с медью, вам нужно быть осторожным, чтобы не перегреть алюминий.