Сварка алюминия в домашних условиях
Внушительный список достоинств сделал алюминий востребованным материалом во всех отраслях экономики, включая корабле- и самолетостроение. Но, как и любой другой металл, он имеет и недостатки. Один из них – технологические сложности при сваривании заготовок из алюминия и его сплавов. Качественно выполнить подобную работу могут только высококвалифицированные специалисты.
СОДЕРЖАНИЕ
- Почему свариваемость алюминия низкая
- Способы сварки алюминия
- Что нужно для сварки алюминия
- Чем варить алюминий в домашних условиях
- Сварка вольфрамовыми электродами в инертной среде
- Задействуем полуавтомат
- Выполняем работы инвертором
- Технология сварки алюминия при помощи флюсов
- Заключение
Почему свариваемость алюминия низкая
Мягки серебристый металл сложно поддается сварке в силу объективных причин, которые вытекают из его свойств. А именно:
А именно:
- В процессе работы очень сложно контролировать сварочную ванну из-за высокой текучести металла. Необходимо использовать специальные теплоотводящие подкладки.
- Расплавляясь, алюминий выделяет много водорода. В результате после остывания расплава внутри и на поверхности остается много микропустот.
- Алюминий характеризуется высокой степенью усадки. Из-за этого во время охлаждения не исключена деформация шва.
- Высокая теплопроводность вынуждает использовать ток, сила которая намного больше, чем при исполнении аналогичных работ с другими металлами. Сравнительно с обычной сталью разница составляет 100 процентов.
Необходимо подчеркнуть, что в домашних условиях любителям не приходится иметь дело с чистым алюминием. Сваривать приходится его сплавы.
Способы сварки алюминия
На практике есть большое количество приемов и разных способов сварки алюминия и его сплавов. Они отличаются не только методами работы, но и оборудованием, дополнительными материалами. Наиболее часто применяется три способа сварки:
- с использованием вольфрамовых электродов и инертного газа;
- в инертной среде полуавтоматической сваркой;
- без газов с применением плавящихся электродов.
Третий способ представляет собой распространенную технологий сварки алюминиевых заготовок без аргона.
Важно! Сварочные работы со сплавами алюминия подразумевают необходимость разрушения оксидного слоя, образованного на поверхности в результате окисления металла. Для достижения результата используется переменный ток или постоянный с обратной полярностью.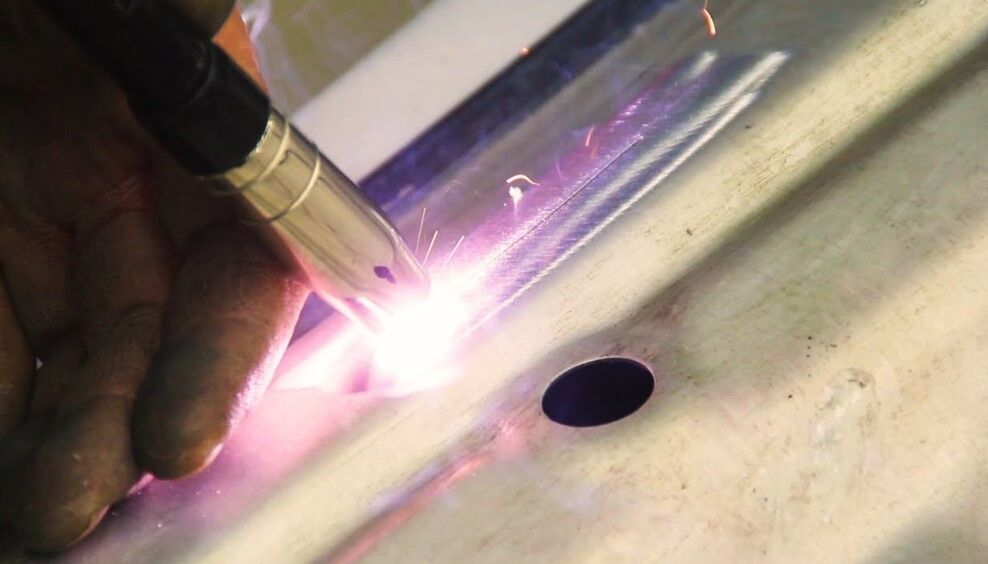
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Что нужно для сварки алюминия
Традиционно процесс начинается с подготовки соединяемых заготовок. Основная задача здесь очень проста – очистить поверхность от посторонних включений и грязи. Кромка алюминия очищается с помощью химических составов. Далее после полного высыхания поверхность обезжиривается бытовым растворителем. Пригодны любые обезжиривающие составы: уайт-спирит, ацетон, бензин с высоким октановым числом и т.д.
При работе с заготовками толщиной от 4 мм и больше предварительно нужно «разделать кромки». Способов выполнения данной работы несколько, включая наиболее распространенный – создание конусовидной формы. Завершающим этапом является удаление оксидной пленки при помощи напильника либо любого иного абразива, в том числе наждачной бумаги с крупным зерном.
Чем варить алюминий в домашних условиях
Соединение алюминиевых заготовок с использованием покрытых электродов обозначается аббревиатурой ММА. Режим Manual Metal Arc применяется при работе с металлическими заготовками толщиной от 4 мм и в случаях соединения конструкций с невысокими требованиями к качеству. Этот метод не относится к числу высокотехнологичных: во время выполнения работ внутри швов остаются поры, которые заметно снижают их прочность. Еще одни большой минус – очень сложно застывший шлак, который в конечном итоге приводит к усилению коррозии.
Режим Manual Metal Arc применяется при работе с металлическими заготовками толщиной от 4 мм и в случаях соединения конструкций с невысокими требованиями к качеству. Этот метод не относится к числу высокотехнологичных: во время выполнения работ внутри швов остаются поры, которые заметно снижают их прочность. Еще одни большой минус – очень сложно застывший шлак, который в конечном итоге приводит к усилению коррозии.
Особенности сварочных работ по алюминию электродами со специальным покрытием:
- используется только обратно полярный постоянный ток;
- величина силы тока определяется, выходя из соотношения 25-30 А на каждый миллиметр толщины заготовки;
- качественный шов может получиться только при условии, что кромка детали средней толщины нагрета до температуры 300 градусов Цельсия. Толстые детали разогреваются до 400 °C;
- в обязательном порядке необходимо медленное остывание. В противном случае шов будет хрупким;
- электрод нужно сжигать «за один присест».
 В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.
В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.
 В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.
В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.По завершению работы требуется хорошо очистить шов от шлака: в дальнейшем он становится причиной активной коррозии металла. Для этого достаточно иметь горячую воду и обыкновенную щетку по металлу.
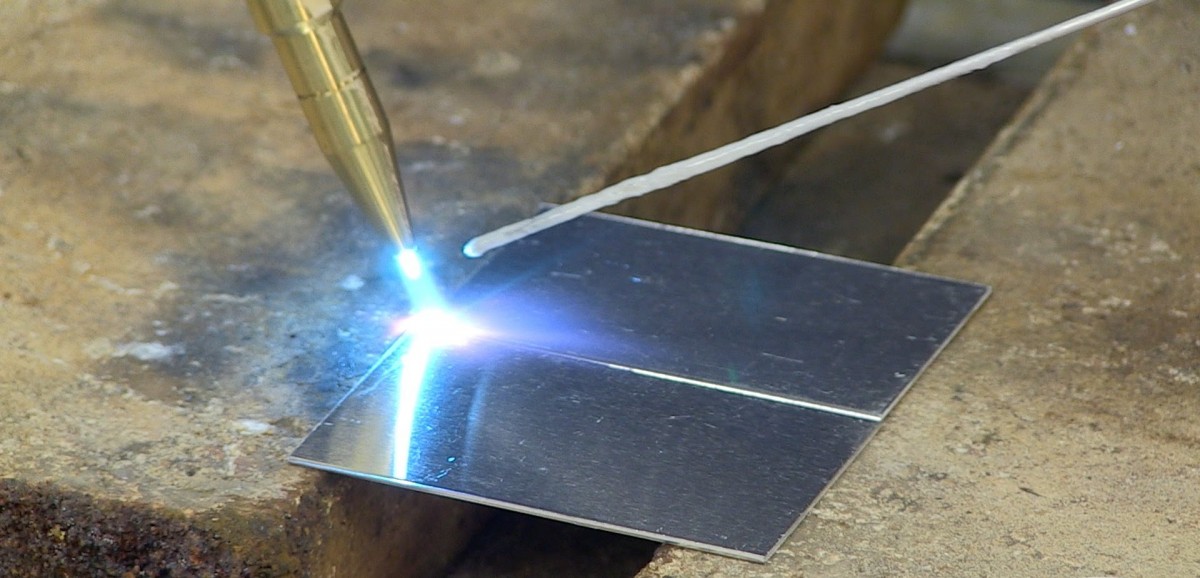
Сварка вольфрамовыми электродами в инертной среде
Когда прочность и качество сварного шва поставлены во главу угла, то самое время прибегнуть к технологии сварки алюминия вольфрамовыми электродами с использованием инертного газа. Для защиты подойдет аргон или гелий. Электроды применяются диаметром от 1,6 до 5 мм. Дополнительно используется присадочная проволока толщиной 1,6-4 мм.
Сварка подключается к сети переменного тока, а технологические параметры подбираются в зависимости от оборудования. Другими словами, под определенные режимы сварки приобретаются электроды и проволока нужной толщины; определяется скорость подачи инертного газа, сила тока и прочие параметры.
Особенности сварки:
- Важно, чтобы длина дуги не превышала 2,5 мм.
- Электрод по отношению к поверхности ставится под углом порядка 80 градусов.
- Между присадочной проволокой и электродом выдерживается прямой угол.
- Изначально по шву перемещается проволока и только следом проходит горелка с электродом.
- Ровность шва можно обеспечить при условии продольного перемещения электрода. Нежелательно двигать электродом в поперечном направлении.
- Чтобы ванна заполнялась равномерно проволоку в рабочую зону следует подавать возвратно-поступательным перемещением.
- Свариваемые элементы следует укладывать на железный стол. Черный метал будет отводить избыточное тепло.
- Подача инертного газа начинается за 4-5 сек до образования и прекращается через 6-7 секунд после прерывания сварочной дуги.
Задействуем полуавтомат
Применение для сварки алюминиевых сплавов полуавтоматического аппарата является идеальным решением.
Еще несколько особенностей:
- В силу того, что алюминиевая проволока расплавляется с большей скоростью по сравнению со стальной, соответственно, подавать ее надо в несколько раз быстрей.
- Коэффициент расширения алюминия больше, чем стали. Чтобы выровнять ситуацию, необходимо приобрести специальный наконечник с обозначением «Al».
- Мягкая проволока может стать причиной образования скрутки или петли, что приведет к прерывания сварочных работ. Желательно предусмотреть специальный механизм подачи. Его несложно смастерить самостоятельно из трех-четырех направляющих роликов.

Выполняем работы инвертором
Для сваривания алюминиевых заготовок нередко используется инвертор. Очень важно правильно подобрать силу тока и электрод. Лучше всего подходят продукты марки ОЗАНА, ОЗА или ОЗР. Выбор силы тока выполняется с учетом высоких плавильных свойств материала. В остальном все идентично процессу сваривания черных металлов.
Важно! Вначале электроды желательно прокалить в печи, специально предназначенной для их термической обработки.
Читайте также: Как правильно варить электросваркой
Технология сварки алюминия при помощи флюсов
На рынке флюсы представлены в большом ассортименте, что позволяет выбрать наиболее подходящий вариант для сваривания конкретного вида алюминиевого сплава. Флюсы с этой целью применяются достаточно давно и призваны разрушить защитную оксидную оболочку. Под воздействием высокой температуры флюс растворяется и вступает в реакцию с оксидом алюминия, разрушая его. В этот же момент заготовки соединяются между собой.
Можно приобрести флюсы, которые предназначены отдельно для дуговой или газовой сварки. Помимо этого, для работы с дуговой сваркой можно использовать графитовые или угольные электроды.
Заключение
Из материала статьи несложно сделать основные выводы. Прежде всего то, что для сваривания алюминия есть множество вариантов, которые отличаются оборудованием и способом. Но в любом случае важна тщательная предварительная подготовка, правильный выбор материалов и настройка аппарата.
Читайте также: Виды электродов для сварки
Как и чем варить алюминий
Оцените, пожалуйста, статью
12345
Всего оценок: 79, Средняя: 2
Можно ли приварить алюминий к нержавеющей стали?
Статьи о сварке
Можно ли приварить алюминий к нержавеющей стали?
К нам очень часто обращаются клиенты с вопросом – «можно ли приварить нержавейку к алюминию».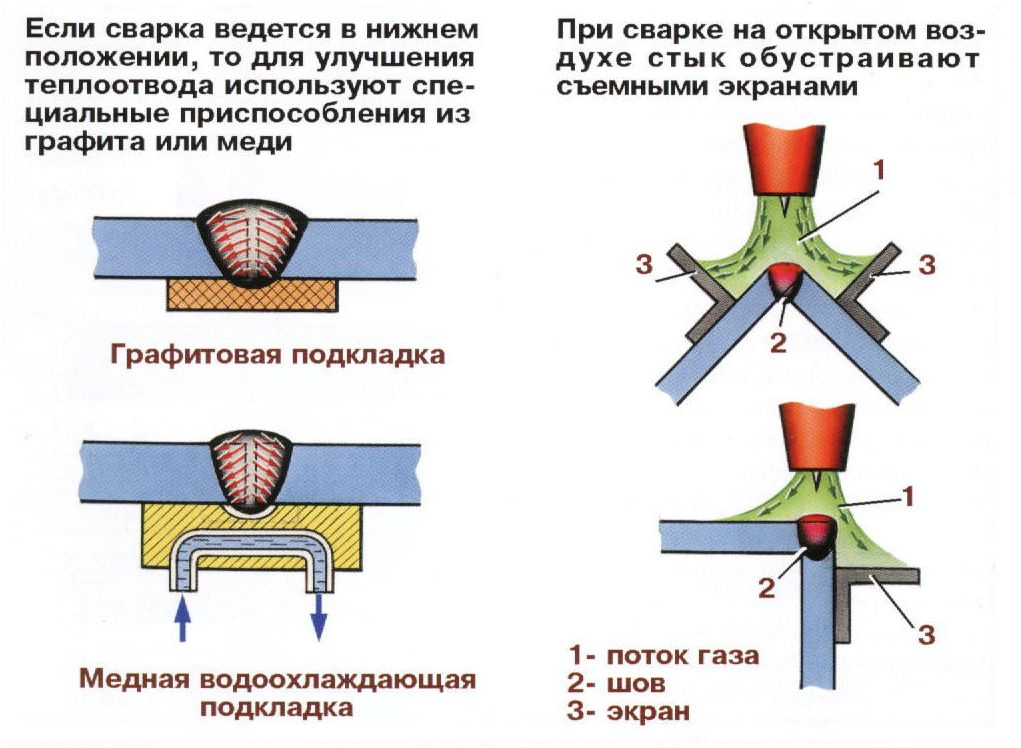 Простыми видами сварки- покрытым электродом, аргонодуговой сваркой, полуавтоматом произвести эту технологическую операцию не получится. Так как при приварке к алюминию таких металлов как сталь, медь, магний, титан образуются очень хрупкие интерметаллические связи. И данное соединение не будет качественно работать ни на герметичность, ни на механические нагрузки. Следовательно качественной сваркой это назвать нельзя. При высокой необходимости для сварки алюминия с другим металлом используют биметаллические переходные заготовки, но их производство очень тяжелый технологический процесс и стоимость такого соединения очень дорогое удовольствие. Поэтому делаем вывод – для простых смертных технология сварки алюминия с другими металлами находится в недосягаемости.
Простыми видами сварки- покрытым электродом, аргонодуговой сваркой, полуавтоматом произвести эту технологическую операцию не получится. Так как при приварке к алюминию таких металлов как сталь, медь, магний, титан образуются очень хрупкие интерметаллические связи. И данное соединение не будет качественно работать ни на герметичность, ни на механические нагрузки. Следовательно качественной сваркой это назвать нельзя. При высокой необходимости для сварки алюминия с другим металлом используют биметаллические переходные заготовки, но их производство очень тяжелый технологический процесс и стоимость такого соединения очень дорогое удовольствие. Поэтому делаем вывод – для простых смертных технология сварки алюминия с другими металлами находится в недосягаемости.
Что касается услуг по сварке алюминия – вы всегда можете обратиться в компанию Аргон66 в Екатеринбурге по адресу Космонавтов 258/3. тел. +7 343 2020023
http://argon66.ru
Про сварку разных металлов можно выделить интересную статью от компании ESAB, размещенную у них на сайте в разделе “ЦЕНТР ЗНАНИЙ ЭСАБ”
Цитата:
“Можно ли сваривать алюминий со сталью с использованием дуговой сварки стальным плавящимся или вольфрамовым электродом в среде инертного газа (GMAW и GTAW)?
В то время как алюминий сравнительно легко скрепляется с большинством металлов адгезивным соединением или механическими способами, для дуговой сварки алюминия с другими металлами, такими как сталь, необходимы особые технологии.
Биметаллические переходные вставки. В продаже доступны биметаллические переходные материалы для сваривания алюминия с такими металлами, как сталь, нержавеющая сталь и медь. Такие вставки представляют собой элементы из алюминия, к которому уже прикреплен другой материал. Для скрепления этих разнородных материалов в биметаллическую переходную вставку обычно используются такие методы, как прокатка, сварка взрывом, трением, оплавлением или давлением с подогревом, но не дуговая сварка.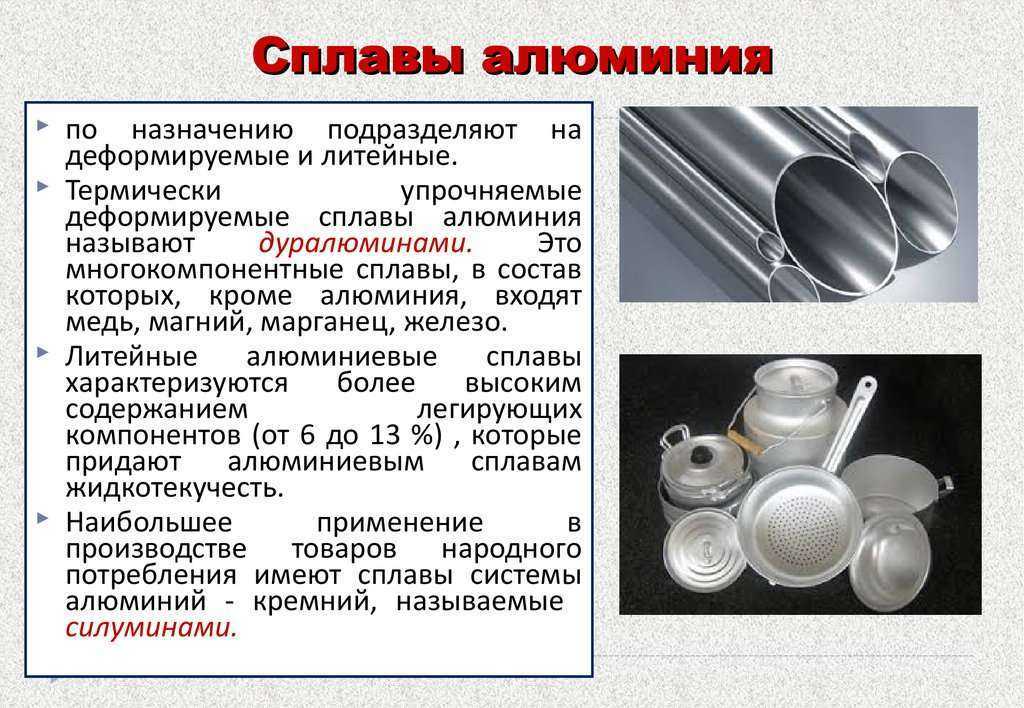

Покрытие разнородными материалами перед сваркой. Чтобы упростить дуговую сварку стали с алюминием, на сталь можно нанести покрытие. Одним из вариантов является нанесение покрытия из алюминия. Для этого иногда применяется метод покрытия погружением (в расплав алюминия) или пайка алюминия на стальную поверхность. После нанесения покрытия стальной элемент можно приваривать к алюминиевому методом дуговой сварки (при этом необходимо избегать соприкосновения дуги со сталью). При такой технологии сварки используются особые приемы, которые помогают направить дугу на алюминиевый элемент и позволяют расплавленному алюминию из зоны сварки стечь на стальной элемент с алюминиевым покрытием. Еще один метод соединения алюминия со сталью предполагает покрытие стальной поверхности серебряным припоем. После этого выполняется сварка соединения с использованием алюминиевого присадочного сплава (при этом необходимо избегать прожигания слоя из серебряного припоя). Методы сварки на основе покрытия обычно не применяются в случаях, если необходимо обеспечить высокую механическую прочность соединения. Они используются только для герметизации.”
Они используются только для герметизации.”
источник – http://www.esab.ru/ru/ru/education/blog/can-i-weld-aluminum-to-steel.cfm
От подготовки поверхности до чистовой обработки
Теперь доступны аэрозольные аппликаторы, которые покрывают поверхности сварочных сопел и предотвращают прилипание брызг и закупорку сопел. Это позволяет свободно протекать защитным газам и равномерно подавать проволоку, предотвращая плохие сварные швы. Было показано, что по сравнению с обычными продуктами на основе геля эти приложения служат дольше и сокращают замену форсунок, затраты на обработку и трудозатраты на удаление брызг.
Как и все материалы, алюминий, «металл с крыльями», имеет свои преимущества и недостатки.
Высокое отношение прочности к весу алюминия уже давно сделало его очевидным выбором в автомобильной и аэрокосмической отраслях, прежде всего потому, что он легкий и устойчивый к коррозии. Хотя алюминий не самый прочный из металлов, его сплавление с другими металлами, такими как медь, магний, олово и цинк, помогает увеличить его прочность, долговечность и массу.
Хотя алюминий не самый прочный из металлов, его сплавление с другими металлами, такими как медь, магний, олово и цинк, помогает увеличить его прочность, долговечность и массу.
Алюминиевые сплавы легко поддаются обработке, но, как и любой другой материал для изготовления, они имеют свои преимущества и недостатки. С одной стороны, изделия из литого алюминия относительно недороги из-за низкой температуры плавления алюминия. С другой стороны, они имеют меньшую прочность на растяжение. Кроме того, алюминиевые сплавы деформируются при высоких температурах. У них более низкий предел усталости, чем у стали, и они ослабевают при повторных нагрузках, поэтому алюминиевые сплавы редко используются в приложениях с высокой устойчивостью к усталости, таких как балки в строительстве и на железных дорогах.
Распространенные дефекты сварки, наблюдаемые в сварных швах алюминия
Хотя промышленные преимущества алюминия впечатляют (помимо преимуществ, указанных выше, он пригоден для вторичной переработки, долговечен и энергоэффективен), он может создавать уникальные проблемы для рабочих-металлистов.
Что касается проблем до или после сварки, алюминий имеет некоторые общие черты со сталью, но не всегда. Алюминий проводит тепло в шесть раз быстрее, чем сталь, и имеет низкую температуру плавления, что делает его очень восприимчивым к деформации и прожогу. Алюминиевая проволока имеет относительно низкую прочность на растяжение, что может вызвать проблемы с подачей проволоки и привести к дефектам сварки, если не используется правильное оборудование. Распространенными дефектами сварки алюминия являются разбрызгивание, пористость, растрескивание и несплавление.
Пористость возникает, когда водород попадает в сварочную ванну во время плавления, а затем задерживается в сварном шве во время затвердевания. Защитный газ защитит расплавленную сварочную ванну от окружающей атмосферы, которая может загрязнить сварной шов, но необходимо следовать другим передовым методам, таким как правильный расход газа и циклы продувки. Следует также учитывать использование газов с низкой точкой росы.
Сварочные брызги или шлак представляют собой капли расплавленного металла или неметаллических материалов, которые разбрызгиваются в процессе сварки. Эти крошечные кусочки горячего материала могут прилипнуть к основному материалу и любому окружающему металлическому материалу. Основными причинами этих дефектов обычно являются плохая подготовка поверхности и неправильная настройка оборудования. Для слесарей разбрызгивание, которое обычно возникает из-за нарушения сварочной ванны, является ненужной и дорогостоящей неприятностью.
Если ряд передовых методов не соблюдается, присутствие копоти, особенно во время дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW), практически неизбежно при сварке алюминия. Все сварные швы, полученные методом GTAW или дуговой сваркой в среде защитного газа (GMAW), должны быть яркими и блестящими. Головня имеет черный цвет, поэтому многие сварщики предполагают, что это углерод или копоть. На самом деле, рентгеновский анализ доказал, что сварочная головня представляет собой комбинацию алюминия и магния.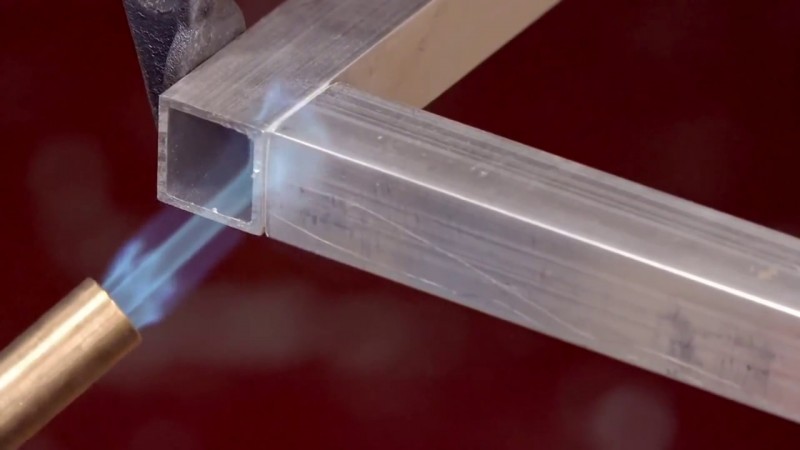
Изменение цвета и образование пятен происходит, когда оксиды алюминия или магния скапливаются на основном материале и сварном шве. Поскольку температуры кипения алюминия и магния ниже температуры сварочной дуги, алюминий и магний в присадочном металле фактически испаряются во время сварки и конденсируются на более холодном основном металле, если они не защищены должным образом защитным газом.
Почему трескаются сварные швы алюминия?
При очистке алюминия мы отказались от традиционных проволочных щеток и агрессивных химических чистящих растворов. Сегодня есть возможность использовать эффективные, экологически чистые электрохимические технологии. Эти устройства не повреждают поверхности из нержавеющей стали, а в некоторых используется раствор электролита с нейтральным pH, который перекачивается непосредственно на очищаемую поверхность, а динамическое управление электрическим током предотвращает микропиттинг на сварных поверхностях.
«Горячий крекинг» — это вопрос химии. Стресс или «холодное растрескивание» является результатом механических воздействий. Независимо от того, маленькая она или большая, трещина является дефектом, который может привести к неудачной проверке сварного шва, потому что со временем трещина может привести к разрушению сварного шва. Предотвращение образования горячих трещин возможно за счет использования высококачественных присадочных металлов с более низкой чувствительностью к растрескиванию. Холодное растрескивание (во время охлаждения сварного шва) может произойти в течение суток после сварки, обычно из-за захвата водорода в сварном шве через сварочную ванну. Если во время затвердевания присутствуют чрезмерные усадочные напряжения, вызванные вогнутым профилем валика, слишком низкой скоростью перемещения или впадиной на конце сварного шва (кратерная трещина), появятся трещины напряжения.
Прожог возникает из-за чрезмерного нагревания алюминия и прожигания в нем зазора. Поскольку сварка требует достаточного количества тепла для правильного плавления металлов, прожоги возникают, когда сварщик не может сбалансировать тепло и скорость. Чтобы предотвратить прожог алюминия при GTAW, сварщик должен выполнять сварку при низкой силе тока с длинным концом электрода. С GMAW сварщик должен использовать импульсный пистолет (это хорошая практика для алюминия толщиной 1/8 дюйма или тоньше). Электрические импульсы обеспечивают достаточный нагрев и охлаждение через определенные промежутки времени, чтобы предотвратить прогорание. Если сваривается толстый алюминий, сила тока должна быть достаточно высокой, чтобы адекватно проникать в сварной шов: например, 250 ампер для сварки ¼ дюйма. толстый материал и 350 ампер для сварки материала толщиной ½ дюйма. В смесь защитного газа можно добавить гелий, так как он обеспечивает более горячую и проникающую дугу на более толстых участках.
Чтобы предотвратить прожог алюминия при GTAW, сварщик должен выполнять сварку при низкой силе тока с длинным концом электрода. С GMAW сварщик должен использовать импульсный пистолет (это хорошая практика для алюминия толщиной 1/8 дюйма или тоньше). Электрические импульсы обеспечивают достаточный нагрев и охлаждение через определенные промежутки времени, чтобы предотвратить прогорание. Если сваривается толстый алюминий, сила тока должна быть достаточно высокой, чтобы адекватно проникать в сварной шов: например, 250 ампер для сварки ¼ дюйма. толстый материал и 350 ампер для сварки материала толщиной ½ дюйма. В смесь защитного газа можно добавить гелий, так как он обеспечивает более горячую и проникающую дугу на более толстых участках.
Непровар, или «холодный притир», является распространенным дефектом алюминиевых сварных швов и часто вызван присутствием оксида алюминия (который не растворяется в расплавленном алюминии) на поверхностях сварных швов. Плохая техника сварки также может предотвратить сплавление.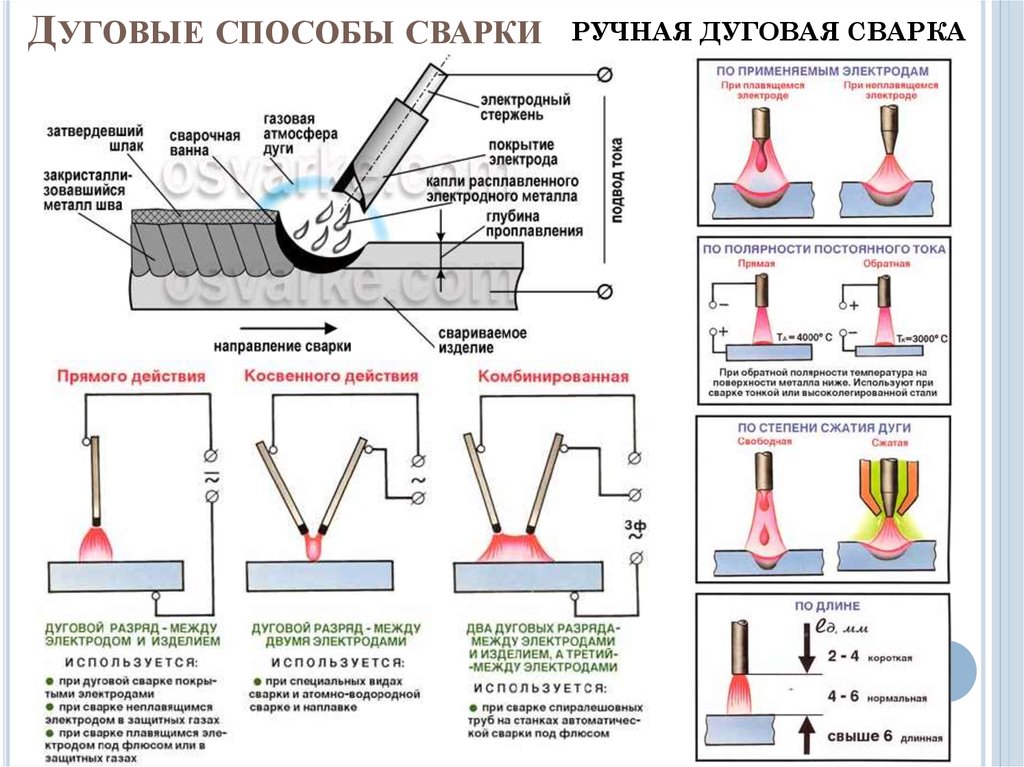 Это происходит при слишком низком напряжении или скорости подачи проволоки или при слишком высокой скорости перемещения сварочного аппарата. Поскольку алюминий проводит тепло быстрее, чем сталь, он склонен к неплавлению в начале сварки, пока в сварку не будет вложено достаточно энергии. Некоторое сварочное оборудование решает эту проблему автоматически, увеличивая ток в начале сварки, а затем снижая его, чтобы избежать накопления тепла. Чрезмерно широкий сварной шов также может препятствовать сплавлению, но его можно решить путем сужения шва или направления сварочной дуги к боковой стенке опорной плиты.
Это происходит при слишком низком напряжении или скорости подачи проволоки или при слишком высокой скорости перемещения сварочного аппарата. Поскольку алюминий проводит тепло быстрее, чем сталь, он склонен к неплавлению в начале сварки, пока в сварку не будет вложено достаточно энергии. Некоторое сварочное оборудование решает эту проблему автоматически, увеличивая ток в начале сварки, а затем снижая его, чтобы избежать накопления тепла. Чрезмерно широкий сварной шов также может препятствовать сплавлению, но его можно решить путем сужения шва или направления сварочной дуги к боковой стенке опорной плиты.
Создание чистой рабочей поверхности
Технологии керамического покрытия являются одним из новейших инструментов в арсенале специалистов по обработке алюминия. Как и в случае со сталью, при сварке алюминия могут возникнуть проблемы с брызгами. Если горячие брызги прилипают к сварочным соплам и наконечникам, образующийся засор препятствует свободному течению защитного газа. Плохой поток газа может вызвать пористость, нестабильность сварных швов или сварные швы, которые требуют полной доработки.
Плохой поток газа может вызвать пористость, нестабильность сварных швов или сварные швы, которые требуют полной доработки.
Теперь доступны аэрозольные аппликаторы, которые покрывают поверхность сварочного сопла и предотвращают прилипание брызг и закупорку сопла. Это обеспечивает свободный поток защитных газов и равномерную подачу проволоки. Было показано, что по сравнению с обычными продуктами на основе геля эти приложения служат дольше и сокращают замену форсунок, затраты на обработку и трудозатраты на удаление брызг.
Помимо сопел горелки, детали также могут быть защищены от брызг, чтобы обеспечить не только чистоту сварных швов, но и исключить дорогостоящие доработки. Эмульсии против брызг защищают детали от брызг. Одна из таких эмульсий, совместимая с алюминием, нержавеющей сталью и сталью, предназначена для того, чтобы помочь сварщикам получить сварные швы без пористости и помочь предотвратить растрескивание сварных швов. Он не содержит летучих органических соединений, растворителей, силикона и биоразлагаем. Важно отметить, что эмульсия втягивается при нагревании, оставляя зоны сварки свободными от жидкости.
Важно отметить, что эмульсия втягивается при нагревании, оставляя зоны сварки свободными от жидкости.
Хотя технологии керамического покрытия и эмульсии против разбрызгивания очень эффективны, существуют и другие меры по оптимизации условий металлообработки алюминия. Значение очистки алюминия перед сваркой невозможно переоценить. Плохой защитный газ или плохая проволока могут вызвать пористость, как и отсутствие очистки перед сваркой. В игру вступают два этапа: во-первых, очень важно удалить все масла, жиры, смазочные материалы, растворители и другие углеводороды из основного материала в зоне сварки алюминия. Эти загрязнения содержат водород. Попадая в сварочную дугу, они вызывают пористость сварного шва.
Обезжириватели премиум-класса удаляют загрязнения из зоны сварки, некоторые из них специально разработаны для алюминия и других чувствительных сплавов. Некоторые из них являются биоразлагаемыми, что означает отсутствие дополнительных затрат на утилизацию.
Во-вторых, важно удалить оксиды с любых свариваемых поверхностей. Это можно сделать с помощью щетки из нержавеющей стали с тонкой щетиной, но следует использовать легкое прикосновение — избыточное давление фактически сожжет оксиды и вдавит их в алюминиевую поверхность.
Это можно сделать с помощью щетки из нержавеющей стали с тонкой щетиной, но следует использовать легкое прикосновение — избыточное давление фактически сожжет оксиды и вдавит их в алюминиевую поверхность.
Послесварочная обработка
Проблемы после сварки, такие как обесцвечивание, нагар и тепловой оттенок в зонах термического влияния, также должны быть решены.
При очистке алюминия мы отказались от традиционных проволочных щеток и агрессивных химических чистящих растворов. Проволочные щетки работают быстро, но могут поцарапать алюминий и изменить отделку. Сильные химикаты (травильные пасты) могут очищать сварные швы, но, в зависимости от их типа, вызывают повреждение поверхности. Опасность для здоровья и дорогостоящая утилизация также вступают в игру.
Сегодня можно использовать эффективные, экологически безопасные электрохимические технологии. Эти устройства не повреждают поверхности из алюминия или нержавеющей стали, а в некоторых используется раствор электролита с нейтральным pH, который перекачивается непосредственно на очищаемую поверхность, а динамическое управление электрическим током предотвращает микропиттинг на сварных поверхностях. Он может обрабатывать металлы со скоростью от 3 до 5 футов в минуту, в зависимости от применения.
Он может обрабатывать металлы со скоростью от 3 до 5 футов в минуту, в зависимости от применения.
Для сравнения, при травлении используются сильнокислые растворы азотной и плавиковой кислот. Сварщики должны нанести пасту, подождать час, пока она подействует, а затем смыть ее с металла. Дорогостоящие меры по соблюдению экологических требований вступают в игру, если требуются специальные методы удаления сточных вод, которые обычно связаны с токсичными кислотами. Некоторые производители платят до 8 долларов за литр за утилизацию травильной пасты и сопутствующих жидкостей.
Резка, шлифовка, смешивание и чистовая обработка
Когда дело доходит до смешивания или чистовой обработки алюминиевых сплавов, цеха должны помнить о производительности и безопасности.
При шлифовке или резке алюминия важно использовать высокопроизводительное оборудование, которое не добавит лишних операций в работу. Магазины захотят использовать шлифовальные и отрезные круги, которые не забиваются и не блестят при работе с алюминием и другими цветными металлами. Они также хотят гарантировать, что колеса выдержат многократные применения.
Они также хотят гарантировать, что колеса выдержат многократные применения.
Работа с алюминиевыми сплавами может привести к возникновению всевозможных проблем в цеху — будь то подготовка к сварке или после сварки. Для производителей, стремящихся предотвратить дефекты сварки, доступны инновационные инструменты. Для металлистов, которым нужны безопасные и эффективные методы удаления теплового оттенка и обесцвечивания со сварных швов GMAW, GTAW и точечных сварных швов, технологии электрохимической очистки и полировки предлагают выдающиеся подходы к исправлению дефектов сварки безвредным для окружающей среды способом.
Что касается резки, смешивания и полировки алюминиевых сплавов, технологии с каждым годом совершенствуются. Изготовитель должен проконсультироваться со своим поставщиком о том, как можно сделать магазин более эффективным с помощью правильных инструментов.
Джонатан Доувилль, инженер, PMP, старший менеджер по продуктам R&D International в Walter Surface Technologies, 5977 TransCanada Highway West, Pointe-Claire, Que. , H9R 1C1, 514-630-2800, www. walter.com/ru. Изображения предоставлены Walter Surface Technologies .
, H9R 1C1, 514-630-2800, www. walter.com/ru. Изображения предоставлены Walter Surface Technologies .
Сварка алюминия несложная, просто другая
Менеджер по техническим услугам AlcoTec Wire Corp Тони Андерсон видел, как использование алюминия изменило производство прицепов и кузовов грузовиков.
Он видел, как производители использовали желательные характеристики алюминия — его легкий вес, высокую прочность, универсальность как экструзии, так и литья, а также коррозионную стойкость — и воспользовались улучшенной топливной экономичностью и превосходными возможностями переработки.
Наряду с этим он видел проблемы, с которыми приходится сталкиваться при сварке.
«Произошли изменения в культуре и в понимании разницы между сталью и алюминием — потому что они очень разные в том, что касается сварки», — говорит он. «Довольно часто считается, что сварить алюминий очень сложно, что на самом деле не так. Это просто другое. Как только вы поймете разницу, сварить его будет очень легко — гораздо проще, чем сталь».
Андерсон написал статью «Дуговая сварка алюминия в производстве грузовых прицепов: понимание характеристик оборудования и необходимость технического обучения».
Он говорит, что его личные интересы направлены на разработку и использование одного из наиболее традиционных методов сварки алюминия: дуговой сварки металлическим газом (GMAW) или сварки в среде инертного газа (MIG).
Некоторыми присущими сварке MIG алюминия проблемами, по сравнению со сваркой стали, являются: непровар, неполное проплавление в начале сварного шва и образование кратеров или концевых трещин на концах сварного шва. Он говорит, что в последнее время были усовершенствованы как источники питания, так и системы подачи, используемые для этого процесса сварки:
- Возможность подачи
Он говорит, что это способность последовательно подавать сварочную проволоку в катушке при сварке MIG, без перерыва.
«Самая частая проблема при переходе от сварки MIG стали к сварке MIG алюминия — это, пожалуй, самая распространенная проблема», — говорит он.
«Возможность подачи — гораздо более важная проблема для алюминия, чем для стали. В первую очередь это связано с различием механических свойств материалов.«Стальная сварочная проволока приспособлена, ее легче подавать на большее расстояние и она выдерживает гораздо большее механическое воздействие по сравнению с алюминиевой. Алюминий мягче, более подвержен деформации или стружке во время операции подачи и, следовательно, требует гораздо большего внимания при выборе и настройке системы подачи для сварки МИГ.
«Проблемы с подачей проволоки часто проявляются в форме неравномерной подачи проволоки или обратного прожога (приплавление сварочной проволоки к внутренней части контактного наконечника). Чтобы предотвратить чрезмерные проблемы с подачей такого рода, важно понимать всю систему подачи и ее влияние на алюминиевую сварочную проволоку».
Он говорит, что при запуске системы подачи со стороны катушки в первую очередь необходимо учитывать настройки тормоза.
По его словам, натяжение тормоза должно быть сведено к минимуму. Требуется только достаточное тормозное давление, чтобы предотвратить свободное вращение катушки при остановке сварки.«Электронные тормозные системы, а также электронные и механические комбинации были разработаны для обеспечения большей чувствительности тормозной системы», — говорит он. «Входные и выходные направляющие, а также вкладыши, которые обычно изготавливаются из металлического материала для сварки стали, должны быть изготовлены из неметаллического материала, такого как нейлон, чтобы предотвратить истирание и стружку алюминиевой проволоки.
«Были разработаны приводные валки, часто с контурами U-образного типа со скошенными и не острыми краями, которые являются гладкими, выровненными и обеспечивают правильное давление приводных валков. Чрезмерное давление приводного ролика может деформировать алюминиевую проволоку и увеличить сопротивление трения через вкладыш и контактный наконечник. Контактный наконечник I.
D. и качество имеют большое значение.«Мы видим появление контактных наконечников, изготовленных специально для сварки алюминия, с гладкими внутренними отверстиями и отсутствием острых заусенцев на входном и выходном концах наконечников, которые могут легко срезать более мягкие алюминиевые сплавы. Алюминиевая сварочная проволока используется как в нажимных, так и в тянущих системах подачи; однако признаются ограничения, зависящие от области применения и расстояния подачи. Системы двухтактной подачи для алюминия были разработаны и усовершенствованы, чтобы помочь решить проблемы с подачей, и могут использоваться в более важных/специализированных операциях, таких как роботизированные и автоматизированные приложения».
- Функция горячего старта
Он говорит, что алюминий имеет теплопроводность примерно в шесть раз больше, чем сталь, и из-за этой способности быстро отводить тепло от зоны сварки всегда существовала неотъемлемая проблема, особенно при начале сварки этого материала.
Он добавляет, что нередко происходит неполное проплавление в начале сварки алюминия из-за высокой теплопроводности материала.«Одним из методов, который теперь можно использовать для решения этой проблемы, особенно на более толстых алюминиевых профилях, используемых в конструкционных приложениях, является использование оборудования с функцией горячего пуска», — говорит он. «Эта функция может позволить пользователю программировать характеристики начального тока сварки независимо от общих параметров сварочного тока, тем самым предоставляя пользователю возможность начать сварку с более высокой плотностью тока в течение заданного периода времени, прежде чем перейти к общему режиму сварки. Условия для остальной части сварного шва.
«Это позволяет использовать более высокое тепловложение в начале сварки, что может помочь преодолеть значительный отвод тепла, связанный с этим материалом, до того, как область сварки нагреется в процессе сварки. Результатом этого метода является устранение или значительное снижение вероятности неполного сплавления в начале сварки и, таким образом, увеличение ожидаемого срока службы сварных компонентов, подвергающихся высоким нагрузкам или усталостным нагрузкам».
- Функция заполнения кратера
Он говорит, что другие характеристики алюминия, которые могут создавать проблемы при сварке, связаны с его тепловым расширением (которое примерно вдвое больше, чем у стали) и его усадкой при затвердевании (которое составляет 6% по объему). Это может увеличить как деформацию, так и размер кратера сварки.
«Одной из распространенных проблем при сварке алюминия является растрескивание кратера или то, что иногда называют растрескиванием концов», — говорит он. «При сварке MIG на обычном оборудовании после отпускания курка сварочной горелки дуга гаснет, и в сварочную ванну не добавляется дополнительный присадочный металл для заполнения кратера. Следовательно, если не принять никаких дополнительных мер предосторожности, останется большая воронка, которая будет иметь более высокую вероятность растрескивания.
«Кратеры могут быть серьезными дефектами, и большинство стандартов сварки требуют, чтобы они были заполнены и не имели трещин.
Сливные язычки или другие методы обнаружения кратеров сварки на обрезках вдали от сварного шва обычно непрактичны. Однако, если размер сварочной ванны можно уменьшить до того, как дуга полностью погаснет, образующийся кратер может быть очень маленьким или почти полностью исчезнуть, и, следовательно, сварной шов может быть свободен от трещин.«В прошлом для решения этой проблемы с подключением использовался ряд методов сварки. Изменение направления движения в конце сварного шва, увеличение скорости движения для уменьшения размера кратера, а также обеспечение подходящего наращивания и повторного формования области кратера заподлицо с поверхностью сварного шва механическими средствами – вот некоторые из используемых методов. Эти методы часто трудно контролировать, они требуют специальной подготовки и не всегда достигают своей цели.
«В последнее время для сварки алюминия было разработано сварочное оборудование со встроенной функцией заполнения кратера. Эта функция предназначена для постепенного прекращения сварки путем уменьшения сварочного тока в течение заданного периода времени по мере завершения сварки.
Эта функция может быть регулируемой, чтобы пользователь мог выбирать наиболее благоприятные условия окончания сварки и, таким образом, предотвращать образование кратера в месте окончания сварного шва. Испытания показали, что эта функция заполнения кратера чрезвычайно удобна для пользователя и очень эффективна в устранении проблемы растрескивания кратера».
 «Возможность подачи — гораздо более важная проблема для алюминия, чем для стали. В первую очередь это связано с различием механических свойств материалов.
«Возможность подачи — гораздо более важная проблема для алюминия, чем для стали. В первую очередь это связано с различием механических свойств материалов. По его словам, натяжение тормоза должно быть сведено к минимуму. Требуется только достаточное тормозное давление, чтобы предотвратить свободное вращение катушки при остановке сварки.
По его словам, натяжение тормоза должно быть сведено к минимуму. Требуется только достаточное тормозное давление, чтобы предотвратить свободное вращение катушки при остановке сварки.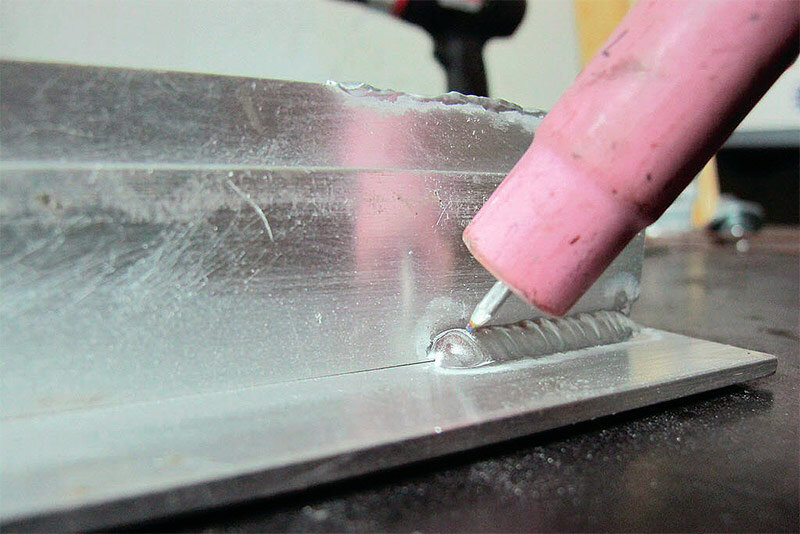 D. и качество имеют большое значение.
D. и качество имеют большое значение. Он добавляет, что нередко происходит неполное проплавление в начале сварки алюминия из-за высокой теплопроводности материала.
Он добавляет, что нередко происходит неполное проплавление в начале сварки алюминия из-за высокой теплопроводности материала.
 Сливные язычки или другие методы обнаружения кратеров сварки на обрезках вдали от сварного шва обычно непрактичны. Однако, если размер сварочной ванны можно уменьшить до того, как дуга полностью погаснет, образующийся кратер может быть очень маленьким или почти полностью исчезнуть, и, следовательно, сварной шов может быть свободен от трещин.
Сливные язычки или другие методы обнаружения кратеров сварки на обрезках вдали от сварного шва обычно непрактичны. Однако, если размер сварочной ванны можно уменьшить до того, как дуга полностью погаснет, образующийся кратер может быть очень маленьким или почти полностью исчезнуть, и, следовательно, сварной шов может быть свободен от трещин. Эта функция может быть регулируемой, чтобы пользователь мог выбирать наиболее благоприятные условия окончания сварки и, таким образом, предотвращать образование кратера в месте окончания сварного шва. Испытания показали, что эта функция заполнения кратера чрезвычайно удобна для пользователя и очень эффективна в устранении проблемы растрескивания кратера».
Эта функция может быть регулируемой, чтобы пользователь мог выбирать наиболее благоприятные условия окончания сварки и, таким образом, предотвращать образование кратера в месте окончания сварного шва. Испытания показали, что эта функция заполнения кратера чрезвычайно удобна для пользователя и очень эффективна в устранении проблемы растрескивания кратера».Андерсон говорит, что, несмотря на то, что более широкое использование сварки алюминия повысило спрос в отрасли на технически компетентный персонал, по-прежнему не хватает опытных инженеров-сварщиков, техников, инспекторов, контролеров и сварщиков, потому что сварка алюминия традиционно составляла небольшая часть всей сварочной промышленности.
В рамках своей роли в Техническом консультативном совете Университета штата Феррис, который выпускает наибольшее количество инженеров-сварщиков из всех колледжей США, Андерсон пытался помочь разработать учебную программу, в которой больше внимания уделяется алюминию.