Пайка золота и серебра – Справочник химика 21
ПАЙКА ЗОЛОТА И СЕРЕБРА [c.178]Для пайки изделий из золота, серебра, меди и сплавов на их основе применяют термореактивные припои, которые представляют собой механические смеси тонких порошков цинка (60—70%), обезвоженной борной кислоты (11—15%), меди (0,2-15%) и красного фосфора (3-6%). При нагревании участка пайки восстановительным пламенем происходит экзотермическая реакция, при которой цинк взаимодействует с металлом с образованием более легкоплавкого, чем основной металл, сплава, играющего роль припоя. Этот припой хорошо смачивает поверхность металла и затекает, затягивается в узкие щели и трещины, [c.180]
Очень интересно применение галлия для холодной пайки керамических и металлических изделий. Этот способ рекомендуется для присоединения тонких проводов в приборах, где нагревание нежелательно.

Пайка золота и серебра 178 [c.302]
Серебро, несмотря на высокую теплопроводность, хорошо поддается газовой сварке сварные швы после проковки и полировки становятся почти незаметными. Этим же способом можно сваривать плакированную серебром сталь. Плакированная серебром медь с большим трудом поддается газовой сварке в этом случае, во избежание разбавления слоя серебра, необходимо иметь промежуточный слой из тугоплавкого металла, с которым серебро не сплавляется (из железа или никеля). При пайке мягким припоем, особенно в ювелирном производстве, чаще применяют смеси кислорода и городского газа эти же газы можно применять при мягкой пайке золота, а также при сварке его плавлением. [c.596]
С инженерной точки зрения серебро, подобно золоту, долгое время считалось бесполезным металлом, практически не влиявшим на развитие техники, точнее, почти бесполезным. Еще в древности его применяли для пайки. Температура плавления серебра не столь уже высока — 960,5° С, ниже, чем золота (1063°С) и меди (1083,2° С). Сравнивать с другими металлами не имеет смысла ассортимент металлов древности был очень невелик. (Даже намного позже, в средневековье, алхимики считали, что семь металлов создал свет по числу семи планет .) [c.12]
Еще в древности его применяли для пайки. Температура плавления серебра не столь уже высока — 960,5° С, ниже, чем золота (1063°С) и меди (1083,2° С). Сравнивать с другими металлами не имеет смысла ассортимент металлов древности был очень невелик. (Даже намного позже, в средневековье, алхимики считали, что семь металлов создал свет по числу семи планет .) [c.12]
Диффузионная пайка. Этот метод основан на способности тонкого слоя некоторых металлов (золото, серебро и т. п.), помещенных между деталями, соединять их благодаря диффузии Б твердой фазе (при температуре ниже точки плавления). Такие спаи вакуумноплотны.
Соляная кислота применяется для получения хлоридов цинка, аммония, бария, магния, кальция, железа, для травления при пайке, при лужении., в гальванопластике, для очистки паровых котлов от накипи, используется в гидрометаллургии платины, золота, серебра, в нефтяной промышленности — при бурении нефтяных скважин. Кроме того, соляная кислота применяется при гидролизе древесины, при дублении и окраске кожи, при крашении тканей, в производстве красителей, уксусной кислоты, пластических масс и т. д. [c.397]
д. [c.397]
При хранении очищенных перед пайкой деталей на поверхности некоторых металлов и сплавов вновь могут возникнуть пленки оксидов, а при последующем нагреве до температуры пайки на воздухе, в котором парциальное давление кислорода достигает 28 Па, поверхность большинства металлов и сплавов снова интенсивно окисляется, так как температура диссоциации оксидов обычно значительно превышает температуру их плавления. Исключением являются платина, золото, серебро, оксиды которых способны диссоциировать при температурах ниже температуры плавления этих металлов (300, 250 и 300 °С соответственно). [c.137]
Используя способы точечной или дуговой сварки или дутья атомарного водорода дуговой атомарный способ Лангмюра), можно также соединить Л/, Мо или Та [1]. В некоторых случаях металлы удается полностью сварить методом ковки, т. е. производя ковку при возможно более высокой температуре особенно легко это удается для платины, труднее — для золота или серебра [18]. Сильно выраженная взаимная диффузия золота и меди уже при 450—500° позволяет изготовлять высоковакуумные соединения (диффузионная пайка золотом) [19].
Сильно выраженная взаимная диффузия золота и меди уже при 450—500° позволяет изготовлять высоковакуумные соединения (диффузионная пайка золотом) [19].
Составы основных твердых припоев и их свойства по отношению к ряду металлов приведены в табл. 2-17, откуда видно, что, например, серебро не смачивает железо и никель, медь смачивает никель, а золото смачивает как никель, так и железо. Таким образом, при пайке никеля к железу рекомендуется в качестве припоя использовать сплавы медь — серебро, медь — золото или золото — серебро, а не чистое серебро (табл.2-19). [c.54]
При реставрации изделий из золота и серебра одним из способов соединения фрагментов явяляется пайка. В древности соединение фрагментов изделий осуществляли через амальгаму соответствующего металла. При [c.178]
За последние годы все более широкое применение находят сплавы, получаемые электролитическим путем. Они предназначаются для придания поверхности изделия высокой коррозионной стойкости (сплавы олово — цинк, кадмий — цинк, олово — кадмий и др.
Металлическое олово идет на изготовление различных технических сплавов, таких, как бронзы и сплавы с низкой температурой плавления (сплав Вуда и др.). Из олова, сурьмы и меди делают подшипники. Оно входит в состав типографских сплавов. Сплавы олова с золотом и серебром применяются в зубоврачебной технике. Из олова делают также сплавы для пайки, которые легко плавятся и трудно окисляются, например припой третник ( 5.4).
История открытия элементов. Соединения бора были известны с раннего средневековья. Еще в те времена буру называли тинкал и употребляли ее для пайки золота и серебра. Свободный бор впервые выделили Гей-Люссак и Тенар в 1808 г. по реакции [c.215]
Еще в те времена буру называли тинкал и употребляли ее для пайки золота и серебра. Свободный бор впервые выделили Гей-Люссак и Тенар в 1808 г. по реакции [c.215]
Историки и археологи установили, что пайка металлов известна людям уже несколько тысячелетий. Только паяли древние не оловом, а золотом, точнее — сплавом золота и серебра. Современной технике тоже иногда приходится пользоваться золотым припоем. [c.193]
Среди канифольных флюсов светлая канифоль является в известной степени идеальным флюсом, так как при нормальной температуре она коррозионно-инертна и является электроизолятором, ее остатки, в том числе конденсат, обладают теми же свойствами. После расплавления канифоль активно флюсует золото, серебро, медь-и некоторые сплавы. Однако ее активность недостаточна для других металлов. Светлую канифоль применяют для гарантии от коррозии при пайке медных проводов в телефонной и телевизионной связи, в микроэлектронике. [c.146]
ВТС 100 г вазелина 10 г салициловой кислоты 10 г триэтаноламина 40 г этилового спирта 240—300 Для пайки меди, серебра, золота, платины и их сплавов [c. 149]
149]
Наиболее часто вследствие простоты и технологичности применяют омические контакты из алюминия. Если выводы подсоединяют пайкой, на алюминий дополнительно наносят слой золота. Омические контакты на кремнии электропроводности и-типа выполняют из золота, которое для улучшения адгезии вжигают при 370-500° С. Высокотемпературные контакты на кремнии получают последовательным нанесением слоя хрома, а затем никеля, который допускает пайку обычными припоями. Большое распространение получили алюминиевые контакты с подслоем титана, который обладает высокой адгезией к кремнию. Так как слой титана на воздухе быстро окисляется, что препятствует надежному присоединению электрического вывода, на него наносят слой золота, серебра или никеля.
Достаточно широко используется сегодня для получения вакуумноплотных паяных соединений и метод контактно-реактивной пайки. Соединяемые поверхности гальванически покрываются тонким слоем припоя (например, медные детали – слоем серебра или золота), после чего детали сжимаются в вакууме при нагреве. Режимы процесса – температуры и давления – определяются материалами паяемых деталей и используемым припоем. Так, контактно-реактивная пайка меди серебром выполняется при температуре 790…800°С и удельном давлении 1… 3 Н/млг слой серебра – 9… 15 мкм. [c.155]
Режимы процесса – температуры и давления – определяются материалами паяемых деталей и используемым припоем. Так, контактно-реактивная пайка меди серебром выполняется при температуре 790…800°С и удельном давлении 1… 3 Н/млг слой серебра – 9… 15 мкм. [c.155]
Применяют для производства хлористых солей (бария, цинка, аммония и др.) в гидрометаллургии (платины, золота, серебра), гальванопластике, в производстве органических красителей, уксусной кислоты, активированного угля, клея, преципитата, спирта (гидролизом древесины), при дублении и крашении кожи, в текстильной промышленности, для пайки, лужения, очистки паровых котлов, при оцинковке кровельной стали и др. Ингибированная кислота для травления цинка непригодна. [c.69]
В качестве твердых припоев, благодаря которым достигается значительно большая механическая прочность спая, употребляют, как правило, сплавы А -Си-2п, плавящиеся при температуре 700—800° [22], серебряный сплав, в особых случаях серебро (96Г) или золото (1063°).
Из всех металлов, имеющих низкое давление паров, некоторые имеют высокую температуру плавления. Эти металлы и их сплавы могут быть использованы в качестве припоев, но их применение, очевидно, ограничено пайкой изделий из металлов с высокой температурой плавления (табл. 2-18, поз. 1—9), которые не слишком часто используются при изготовлении вакуумноплотных узлов. Металлы, давление паров которых при температуре прогрева вакуумных систем (приблизительно 400 °С) превышает 10 мм рт. ст. (например, цинк, свинец, кадмий, висмут), не могут использоваться в качестве компонентов твердых припоев, предназначенных для получения вакуумноплотных соединений. Таким образом, список металлов, пригодных для этой цели, по существу ограничивается ме,дью, серебром, золотом и никелем. Индий и олово имеют достаточно низкое давление паров, но температуры их плавления слишком низки, чтобы их можно было использовать в прогреваемых системах. [c.54]
[c.54]
Предотвращение контактной коррозии в зубоврачебной прак-. тике очень важно продукты коррозии различных металлов, даже если последние далеки друг от друга по потенциалам (золото, се- ребро, амальгамы, латунь, хромистые стали и алюминий), но на- ходятся. совместно в полости рта, могут повлиять на здоровье. Различные металлы не должны соприкасаться в полости рта. Серебро и медные сплавы должны быть безупречно и основательно позолочены. Следует избегать совместной пайки различных металлов, например сплавов золота и сплавов серебра. Контактная коррозия в полости рта начинается лишь при непосредственном соприкосновении металлов слюна вследствие незначительной электропроводности не вызывает достаточного тока между раздельно лежащими металлами [20]. [c.578]
Если для пайки металла М2 применяется неэвтектический сплав с составом Л1 (рис. 2-28), то он растворяет этот металл и образуется сплав с более низкой температурой плавления (например, Лг). При дальнейшем нагреве (до те.м-пературы, необходимой для плавления сплава А ) новый сплав Лг будет вытекать из соединяемого зазора, оставляя в нем пустоты. При пайке меди серебром (при 980°С) образуется сплав медь — серебро с более низкой температурой плавления (рис. 2-29). Поэтому в данном случае рекомендуется использовать эвтектический сплав медь — серебро (рис. 2-29), при котором как возрастание, так и уменьшение меди в составе сплава приводит к повышению температуры плавления. Точно так же для систем, не имеющих эвтектики (как, например, сплавы медь — золото или золото — никель, рис. 2-29 и 2-30), можно применять сплав с наинпз-шей температурой плавления. [c.56]
При дальнейшем нагреве (до те.м-пературы, необходимой для плавления сплава А ) новый сплав Лг будет вытекать из соединяемого зазора, оставляя в нем пустоты. При пайке меди серебром (при 980°С) образуется сплав медь — серебро с более низкой температурой плавления (рис. 2-29). Поэтому в данном случае рекомендуется использовать эвтектический сплав медь — серебро (рис. 2-29), при котором как возрастание, так и уменьшение меди в составе сплава приводит к повышению температуры плавления. Точно так же для систем, не имеющих эвтектики (как, например, сплавы медь — золото или золото — никель, рис. 2-29 и 2-30), можно применять сплав с наинпз-шей температурой плавления. [c.56]
Заменой палладия в промышленности служат, главным образом, его сплавы с никелем, иобальтом, марганцем, сл рьмой, серебром, золотом, повышающие износостойкость с сохранением низкого переходного сопротивления, с висмутом, оловом, повышающие способность покрытий к пайке в течение длительного времени с платиной, повышающие химическую стойкость покрытий У большинства сплавов палладия значительно уменьшается способиость наводороживания и поглощении различных газов [13 20, 31, 47]. [c.139]
[c.139]
В качестве наполнителя используют порошок металла, подвер гаемого пайке. Например, для пайки меди применяют припой ПГМ 65 состава 650а — ост. Си, для пайки никеля — припой ПГН 54 состава 54 Оа — ост. Ni. Указанные припои применяют также для присоединения к золоту и серебру [10]. [c.28]
С точки зрения мягкой пайки особый интерес представляет индий. Индий и его сплавы с серебром, свинцом, оловом и т. д. п рименяют в области температур 118—230°С (табл. 3-4). Рекомендован метод пайки путем предварительного покрытия одной детали золотом, а другой — индием, сопряжения их и прогрева до 200—250°С. [c.183]
Этот узел использовался для изготовления рентгеноеских трубок. В этом случае пайка проводится в защитной водородной среде илн в вакуу.ме. С помощью сплава золото — бериллий окно из бериллия толщиной 1 мм припаивалось также к рамке из сплава монель. Способ пайки тонкого бериллиевого окна (толщиной 0,1 мм) к тонкой медной рамке, которая затем в свою очередь вакуумноплотно крепилась к керамическому держателю, заключается в следующем.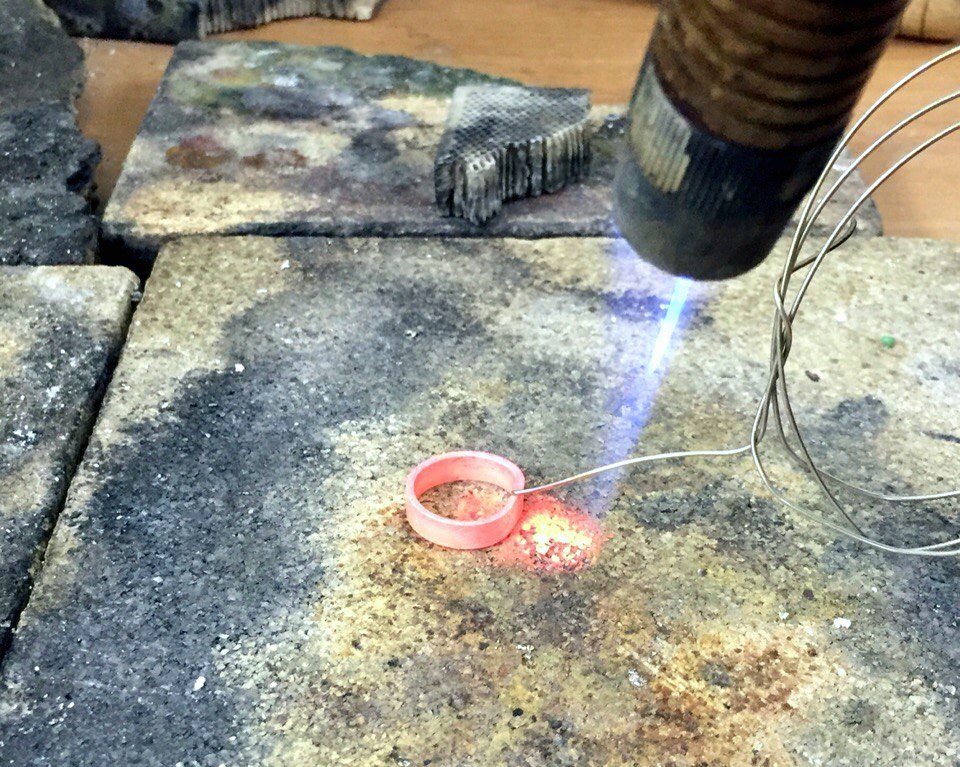 Сначала на поверхность бериллиевого окна наносился слой меди методом напыления в вакуу.ме. Пайка этого окна к медной рамке проводилась с помощью припоя, представляющего собой сплав индий — медь — серебро. [c.434]
Сначала на поверхность бериллиевого окна наносился слой меди методом напыления в вакуу.ме. Пайка этого окна к медной рамке проводилась с помощью припоя, представляющего собой сплав индий — медь — серебро. [c.434]
Новый способ сварки, напоминающий пайку. Смесь хлоридов цинка, лития, калия и натрия в оболочке из цинка вводится в расплавленном состоянии в шов. Получающееся в результате реакции между этой смесью и металлом соединение имеет большую прочность, чем основной металл, сохраняет основные физические и электрические свойства последнего и Обладает высокой коррозионной устойчивостью. Процесс проходит при относительно низкой температуре, в частности для алюминия при 450°. Способ применим для сверки алюминия с алюминием и алюминия с медью, для сварки титана, серебра, золота, бериллия, платины, осмия, тория, урайа, ванадия, вольфрама и нескольких видов стали в разных сочетаниях. Отмечается перспективность применения его в химическом машиностроении, строительстве самолетов, управляемых снарядов, производстве автомашин и моторов [c. 28]
28]
Как и чем паять серебро | Сварка и Пайка
Ситуации, когда неожиданно лопнуло звено серебряной цепочки или появилась трещина на кольце из серебра, знакомы многим. Обычно повреждённое ювелирное изделие спешат отнести в мастерскую. Часто ремонт стоит немалых денег. Подобные затраты можно оправдать ценностью самого украшения. Например, его возрастом или эксклюзивностью.
Недорогое изделие из серебра гораздо экономичнее отремонтировать самостоятельно. Конечно же, при условии, что человек умеет паять и знает, как работать с серебром. О том, как паять серебро, вы сможете узнать в данной статье сайта «Сварка и Пайка» svarkapajka.ru.
Какой припой для пайки серебра выбрать
Пайку серебра проводят только особыми серебряными припоями, которые производители маркируют буквами ПСР и числом, обозначающим процентное содержание драгоценного металла в сплаве. Чаще всего используются марки ПСР с 10,15 и 25 процентами серебра. В то же время, когда есть необходимость более высокой антикоррозийной защиты, специалисты используют припой с 70% серебра.
В то же время, когда есть необходимость более высокой антикоррозийной защиты, специалисты используют припой с 70% серебра.
Кроме этого, все марки припоя имеют различную плотность, плавятся при разной температуре и имеют разное сопротивление к электричеству. Предприятия торговли предлагают разнообразные формы припоев ПСР. Это может быть порошок, проволока, цельный лист или мелко нарезанные кусочки.
Чем паяют серебро
Обычно используют электрический паяльник или газовую горелку, от температуры разогрева которых зависит результат работы. Следует помнить, что инструмент, предназначенный для мягких припоев, плавящихся при температуре до 350 градусов, для пайки серебра не подойдёт.
Более того, идеальным вариантом может быть паяльник со специальным тонким жалом (таким обычно пользуются ювелиры). Но, если такого нет, можно воспользоваться и обычным инструментом.
Необходимые материалы для пайки серебра
Кроме инструмента и припоя для пайки серебра необходимо подготовить флюс. В идеале это должен быть колофоний — смола, образующая на месте соединения заготовок плёнку, не позволяющую пройти процессу окисления.
В идеале это должен быть колофоний — смола, образующая на месте соединения заготовок плёнку, не позволяющую пройти процессу окисления.
В отсутствии колофония, средство можно изготовить самостоятельно. Для этого необходимо взять порошок буры и поташ в равных количествах. Растереть первое средство в ступке, затем смешать его со вторым. Если бура есть только в форме водного раствора, перед применением её следует просушить.
Место пайки тоже должно быть готово к паяльным работам: его нужно тщательно очистить и обезжирить спиртом.
Процесс паяния серебра
При наличии навыков работы с паяльным инструментом сам процесс паяния серебра не вызывает особенных трудностей. Прежде всего, подбирается подставка, которая может вынести высокие температуры.
Далее место будущего шва обрабатывают флюсом и помещают на него припой. Затем неторопливо подводят горелку и равномерно прогревают зону пайки. После того, как флюс расплавится, температуру увеличивают и паяют до образования качественного шва.
После того, как флюс расплавится, температуру увеличивают и паяют до образования качественного шва.
По окончании паяльных манипуляций остатки флюса удаляют наждачной бумагой.
Припои из других металлов
Специалисты не рекомендуют использовать для серебра свинцовые припои: их остатки сложно удалять, а сам свинец токсичен и может нанести вред здоровью владельца ювелирного изделия.
Вариант с оловом так же может не подойти лишь по той причине, что шов, вероятнее всего, получится неаккуратным и станет бросаться в глаза.
Если речь идёт не об украшении, а, например, о печатных платах с элементами из серебра, тогда применяют ПОС-60, имеющий в составе 60% олова и 40% свинца. Такой припой не требует флюса.
Можно ли латунь паять оловом сварочная работа. Правильная пайка латунью. Пайка с применением газовой горелки
Пайка латуни газовой горелкой, оловом, оловянно-свинцовыми и иными аналогичными припоями весьма распространена, хотя многие не решаются взять в руки соответствующий инструмент. Ниже будут рассмотрены все тонкости этого процесса, области применения, а также способы осуществить его самостоятельно в домашних условиях.
Ниже будут рассмотрены все тонкости этого процесса, области применения, а также способы осуществить его самостоятельно в домашних условиях.
1
Пайка – один из способов получения неразъемного соединения. Осуществляется она путем введения между двумя элементами расплавленного припоя. А значит, температура плавления последнего должна быть несколько ниже, чем у материалов основных деталей. С помощью этого процесса можно соединять между собой разнородные металлы, и в некоторых ситуациях это бывает единственно возможным способом крепления.
Многие отождествляют такое соединение металлов со сваркой, однако общим у них является только лишь конечный результат. Суть же совершенно иная. Самое главное их отличие заключается в том, что при сварочных работах происходит расплавление основного материала. В пайке же плавится только лишь металл-связка, так что полностью сохраняется целостность обрабатываемых деталей. Благодаря этому появляется возможность работать с довольно мелкими элементами, не переживая, что они деформируются, да и структура со свойствами у паяемых материалов останутся прежними.
Однако стоит учитывать, что по сравнению с той же сваркой соединение будет менее прочным. Это обусловлено мягкостью припоя, если же речь идет о латунных изделиях, то данный материал при воздействии высоких температур выделяет цинк, и шов получается более пористый, что также негативно отражается на прочности сцепления. Да еще и играет роль расположение элементов, так пайка встык достаточно ненадежна, лучше делать внахлест.
Сегодня именно пайка занимает одну из лидирующих позиций в создании неразъемных соединений, уступая место только лишь . Так, электронщикам, которые вынуждены работать с довольно хрупкими микросхемами, очень трудно себе представить свою профессию без участия в ней этого процесса. Кроме того, паяные соединения очень актуальны и в электрике, если необходимо нарастить либо просто соединить провода.
Также таким способом осуществляется соединение в холодильниках, теплообменниках и других установках. Очень часто ее применяют для крепления пластин, сделанных из твердых сплавов к режущему инструменту. Еще можно присоединить тонкостенные детали к толстому листу. Кроме того, иногда с помощью лужения осуществляют антикоррозионную обработку. В общем, сфера применения довольно обширная.
Пайка может быть высоко- либо низкотемпературной. В первом случае соединение получается более надежным, плюс у него повышенная термоустойчивость (это связано с тем, что припои для этого типа обработки имеют большую температуру плавления). Таким образом, детали после подобного воздействия могут работать при куда более высоких температурах по сравнению с деталями, соединенными вторым способом. Однако такой вид имеет и свои недостатки, так как речь идет о чрезмерно высоких температурах, то осуществить данный процесс простым подручным паяльником не удастся. Для него необходимо специальное оборудование, что в значительной степени усложняет работу.
2
Чаще всего работать паяльником приходится по сплаву меди и цинка, именуемому латунью. Этот материал преимущественно встречается в промышленности и домашнем хозяйстве, так из этого материала делают радиаторы, трубы и множество других изделий. Поэтому рассмотрим особенности работы с ним. Во-первых, очень важно правильно подобрать флюс для пайки латуни. Ведь обыкновенный канифольно-спиртовый неспособен хорошо удалить оксидную пленку с ее поверхности, поэтому необходимо использовать более активные компоненты, основой которых может являться хлористый цинк.
Для пайки элементов в соляных ваннах нашли свое применение флюсы, содержащие буру либо фтороборат калия. Обычно их содержание в растворе около пяти процентов. Они способствуют лучшему затеканию связующего компонента в зазоры.
Во-вторых, с особым вниманием следует подбирать и припой для пайки латуни. Для газовых сред отлично подойдут серебреные и медно-фосфорные компоненты. Они применимы и для работ с латунями, где большое содержание меди. В последнем случае в качестве припоя можно использовать даже латунь, просто ее температура плавления должна быть значительно ниже, чем у основного сплава, из которого сделаны детали. Весьма распространенной является пайка латуни твердым припоем. Так, допустим, для соединения радиаторов, медных труб и иных элементов отопительных систем используют L-CuP6. Вообще, твердые припои выигрывают по сравнению с мягкими, так как прочность соединения будет большей.
Также важно рассмотреть ситуацию, когда материал соединяемых деталей различен, например, как происходит пайка меди с латунью, в домашних условиях данный процесс вполне осуществим, главное, знать некоторые его особенности, и какой припой следует использовать. При нагреве на поверхности латуни образуется оксидная пленка, также чрезмерное тепло способствует и испарению цинка из этого сплава, который попадает в жидкий металл-связку. В связи с этим швы получаются более пористыми, что способствует ухудшению прочности сцепления.
Кроме того, из-за данного свойства очень редко применяют высокотемпературную пайку в специальных печах. Что же насчет пайки в газовых средах, то это лучше делать с применением флюса, если же такой возможности нет, тогда на поверхность деталей из латуни следует нанести слой никеля либо же меди. Подобное решение позволит избежать выделения цинка и, соответственно, соединения будут более надежными. Некоторые припои содержат вещества, которые выполняют и роль флюса, что делает работу проще, ведь не нужно жонглировать множеством компонентов во время работы . Примером может служить меднофосфорный припой.
3
Изучив все особенности процесса и ознакомившись со всеми возможными компонентами, следует уделить внимание непосредственно вопросу, как паять латунь. Ведь она очень часто встречается у нас в быту, а нанимать специалистов не всегда позволяет бюджет, поэтому приходиться справляться своими силами. Тем более что нам понадобятся всего-то:
- газовая горелка (иногда можно обойтись и простым паяльником),
- припой,
- флюс,
- бура.
Без последних двух элементов шов, конечно, получится, однако будет довольно слабым, белым и места сгибов, если таковые имеются, могут очень быстро разойтись.
Итак, приступим к сбору всего необходимого. В этот список входят: газовая горелка, асбестовое основание, графитовый тигель, бура, припой и борная кислота. Припой готовится следующим образом: берется одна часть меди и две серебра, далее их кладут в тигель и расплавляют, нагревая на газовой горелке, не забывая при этом перемешивать. Поле того как смесь получилась однородной, помещаем емкость в холодную воду, дабы содержимое остыло. Потом же его можно либо нарезать, либо использовать в виде стружки.
Чтобы изготовить флюс понадобятся бура для пайки латунью и борная кислота, которые берутся в соотношении 1:1 и заливаются водой. Так, взяв по 20 грамм каждого компонента, понадобится 250 мл жидкости. Теперь приступаем непосредственно к процессу. Берем детали, обрабатываем их поверхность флюсом и посыпаем стружкой припоя. Затем подносим к газовой горелке и греем где-то до 700 °С. Опасайтесь перегрева, ведь тонкие латунные детали нагреваются очень быстро и могут деформироваться. Массивные элементы необходимо прогревать постепенно. Пайку можно считать завершенной. Конечно, паяльником данную процедуру делать куда проще, зато горелкой более надежно.
Латунь как материал известна достаточно давно. Хорошие физические и химические свойства позволили ей получить широкое распространение. У латунных деталей тоже периодически возникают дефекты (трещины, отверстия, изломы). Эти проблемы можно решить с помощью пайки. Чтобы результат получился высокого качества необходимо хорошо знать состав латуни, физические и химические характеристики, каким образом проводить пайку, какие припои и флюсы применяют для проведения таких работ.
Основные сведения о латуни
Латунь по своему составу бывает двойной или многокомпонентной. Всегда её основу составляют два металла: медь и цинк. В этом сплаве цинк выполняет функции основного легирующего компонента. Для придания различных свойств в её состав добавляют различные металлы: олово, свинец, марганец. Поэтому очень важно бывает знать, с каким составом латуни приходится работать. Это необходимо, чтобы определить условия и специфику пайки.
Современная латунь классифицируется по следующим показателям:
В зависимости от химического состава:
- Двухкомпонентные сплавы. В его составе присутствует только два металла цинк и медь. Процент содержания каждого может быть различным. Такой тип маркируется заглавной буквой русского алфавита «Л» и числом. Число указывает, какой процент меди содержится в сплаве. Например, марка Л85 — в этом сплаве 85% меди и остальные 15% приходится на долю цинка.
- Многокомпонентные. Их ещё называют специальные. Такие сплавы содержат большое количество добавок. Они маркируются двумя заглавными буквами и цифрами. Например, марка ЛА77-2. Она указывает, что состав включает 77% меди, 21% цинк и 2% алюминия. Поэтому очень часто специальные латуни получают своё название в зависимости от названия легирующего элемента с самым высоким процентом (алюминиевые, оловянные, никелевые, марганцевые и так далее).
По степени и качеству обработки:
- Деформируемые. К ним относится латунь в виде проволоки, круглая трубка, лист и лента.
- Литейные. Это арматура, готовые изделия, сделанные из латуни.
- Если содержание цинка находится в пределах от 5 до 20%, то такой сплав именуется красной латунью (томпак).
- Если это процент колеблется от 21% и достигает 36%, такая латунь называется жёлтой.
Все марки латуни обладают схожими свойствами. Они хорошо поддаются обработке, имеют высокие антикоррозийные характеристики, обладают достаточной прочностью. При значительном понижении температуры сохраняют свою пластичность.
Эти свойства определили обширный круг применения латуни.
Применение латуни
Кроме перечисленных положительных свойств, латунь очень долговечный и надёжный сплав. Латунь применяется в следующих областях:
- Изготовление трубопроводной арматуры (переходники, вентили, трубы).
- Сантехнических устройств (краны, смесители умывальники)
- Мебельной фурнитуры (руки, защёлки, замки, декоративные накладки).
- Производство электротехнических деталей.
- Производство сувениров.
- Производство посуды.
- Художественное литьё.
- Производство ювелирных изделий. Ювелиры в основном применяют двухкомпонентные сплавы. Это может быть: желтая, красная, зелёная или золотистая латунь.
Припои и флюсы: классификация и методы выбора
Для получения хороших результатов пайки обязательно применяются добавки в виде флюсов и различных припоев.
Припоем называется определённый металл, который после его расплавления проникает в металлы, подготовленные для пайки.
Чтобы добиться надёжного контакта, марка припоя должна обладать температурой плавления, которая будет значительно ниже температуры плавления самой латуни. В то же время он должен обладать хорошей адгезией с латунью. Поэтому для паяния латуни применяют специальные припои.
Только в крайнем случае, если паяют детали, на которых не лежит большой ответственности за весь агрегат, и нет высоких требований к прочности, применяют обычные сплавы олова со свинцом.
Современные припои классифицируются следующим образом:
- По температуре плавления. Они бывают мягкие с температурой плавления достигающей 400°C; полутвёрдые с температурой плавления олова и твёрдые. Температура плавления твердых припоев превышает 500 °C.
- По типу расплавления. Припои, которые расплавляются в процессе пайки полностью или частично.
- По способу получения припоя. Производятся готовые припои, и припои которые образуются в процессе пайки. Такая пайка называется контактно – реактивная.
- По перечню химических элементов, добавленных в состав. Таких элементов применяется достаточно большое количество. От распространенных металлов цинка, олова, алюминия, до редкоземельных металлов галлия, индия, палладия.
- По технологии изготовления припоя. Они бывают: проволочные, штампованные, катанные, литые измельчённые.
- По виду припоя. Их производят в виде проволоки, готового порошка, в виде ленты и отдельных листов, в форме таблеток и готовых к применению закладных деталей.
- По способу образования флюса. Припои делятся на две большие категории: флюсуемые и так называемые самофлюсующиеся.
Припои, так же как и латунь, маркируются заглавными буквами и цифрами. По маркировке можно определить для какой латуни предназначен конкретный припой. Например, если необходимо спаять деталь из латуни, в которой большой процент меди, то предлагается использовать припой марки ПСр12 или ПСр72. Этот припой в своём составе содержит большой процент серебра. Если в латуни присутствует большой процент цинка, то целесообразно использовать припой ПСр40. Поэтому, чтобы получить надёжное соединение после пайки, необходимо понимать, какие нагрузки возлагаются на ремонтируемую деталь. Если деталь стационарная и не несёт больших вибрационных нагрузок (например, элементы сантехники) можно смело применить припой мари ПМЦ. Если же необходимо обеспечить прочное соединение применяют специальные твёрдые припои, такие как L-CuP6. Этот припой имеет очень высокую температуру плавления — 730 °С.
Чтобы правильно выбрать марку припоя, можно воспользоваться следующим методом:
- Определить температуру плавления деталей, которые планируется спаять.
- Уточнить коэффициент температурного расширения. У латуни, которую планируется паять и припоя он должны быть очень близким.
- После пайки припой не должен снижать механические характеристики отремонтированной детали.
- Припой должен образовывать с основной латунной деталью гальваническую пару. Если этого не обеспечить будет быстро происходить процесс коррозии.
- Свойства припоя должны соответствовать всем техническим и эксплуатационным характеристикам.
- Припой должен обеспечивать в процессе пайки хорошую смачиваемость основной детали.
Флюсом называют специальное вещество, которое позволяет подготовить поверхность металла, то есть, снять с неё образующийся налёт окисла, жирные и водяные пятна. Без применения флюса качественно спаять латунную деталь невозможно. Флюсы подбираются в зависимости от химического состава латуни.
Опыт показывает, чтобы качественно спаять детали из распространенных марок латуни ЛС59 и Л63 достаточно иметь флюс, состоящий из хлористого цинка, растворённого в борной кислоте. Если необходимо спаять латунь, в составе которой имеется свинец и кремний (например, марка ЛКС80), то необходим флюс, имеющий соединения фтора и калия. Их также растворяют в борной кислоте, или буры. Подобный можно приготовить и в домашних условиях, используя соответствующие элементы в требуемом процентном соотношении.
Сегодня промышленность предлагает готовые флюсы для паяния латуни. К ним относятся: флюс «Бура»; флюсы ПВ-209 и ПВ-209Х.
Способы пайки
Процесс паяния латуни обладает определённой спецификой. Латунь нагревается и происходит испарение элементов горячего цинка. В этот момент образовывается оксидная плёнка, которая достаточно сложно удаляется с поверхности детали и тем самым ухудшается качество пайки. Обычно латунь паяют двумя способами: с помощью паяльника и с помощью специальной горелки
Пайка с помощью паяльника
Чтобы качественно спаять латунь паяльник должен обладать мощностью не ниже 1000 Вт. Такой паяльник обеспечит необходимую температуру нагрева самих деталей и припоя. Она должна равняться 500ºС и выше. Низкотемпературная пайка латуни возможна только в том случае если в ней имеется высокий процент содержания меди.
Наиболее удобным является паяние с помощью паяльной станции, которая имеет регулировку температуры жала паяльника. Такая регулировка позволяет установить оптимальный режим нагрева. Дело в том, что во время паяния необходимо избегать ненужного перегрева зоны паяния. Оптимальной считается температура нагрева жала паяльника до 350°С.
Пайка с применением газовой горелки
Поставленную задачу по паянию латуни можно решить, применяя небольшую горелку. Латунную деталь размещают на любом жаропрочном материале, он должен выдерживать высокие температуры. Для этих целей применяют асбестовые пластины.
Детали, которые необходимо спаять, размещают на этой пластине и совмещают друг с другом. Подготовка к паянию такая же, как и при паянии паяльником. Далее припой нарезают в виде мелкой металлической крошки или стружки и посыпают ею стык деталей. Затем регулируют величину пламени горелки, и подводят его в зону паяния.
Сначала необходимо произвести не сильный разогрев участка паяния, чтобы произошло прихватывание припоя к поверхности латуни. После этого приступают к полному нагреву до тех пор, пока на поверхности латуни не появится характерный красный цвет. При правильно отрегулированной горелке температура в зоне паяния достигает 700 °С. После остывания необходимо удалить наплывы и остатки флюса.
Итак, чтобы получить добротные результаты пайки латунных деталей необходимо правильно подобрать припой. Следить за чистотой стержня паяльника и степенью его прогрева. Ни когда не стоит начинать пайку, если паяльник не нагрелся до требуемой температуры. Тщательно подготовить поверхности латунной детали, которые планируется спаивать (протереть от грязи и пыли и обезжирить). Внимательно следить за степенью нагрева рабочей зоны паяемых деталей.
Может быть достаточно просто выполнена и в домашних условиях, хотя многие умельцы и не решаются на такую работу, боясь определенных сложностей, которые могут возникнуть в процессе ее выполнения.
Между тем, техника выполнения пайки латуни достаточно простая и не требует какой-то специальной подготовки.
Наиболее часто пайку латуни выполняют обыкновенной газовой горелкой и для этих целей в качестве припоя можно воспользоваться оловом, бурой либо иным аналогичным материалом, который может заменить традиционный флюс.
Следует отметить, что данную работу можно также выполнить специальным графитовым электродом или паяльником, используя соответствующий припой.
По своей сути пайка данного материала чем-то напоминает пайку стали, меди или чугуна, однако имеет некоторые особенности и тонкости, которые необходимо в обязательном порядке учитывать.
Следует отметить, что детали из латуни более просто обрабатывать, чем заготовки из стали, меди или чугуна.
Особенностью пайки в домашних условиях латуни, чугуна или меди, в отличие от стали, является то, что на их поверхности образуется оксидная пленка, которая влияет на качество производимого соединения.
Несмотря на это в домашних условиях при правильном подходе к делу, выполнить пайку латунных заготовок бурой, а также деталей из меди можно не только газовой горелкой, но и паяльником, в отличие от чугуна или стали, сварка которых осуществляется исключительно электродом.
Пайка по своей сути является наиболее оптимальным способом получить достаточно прочное и неразъемное соединение, как деталей выполненных из латуни, так и заготовок из других материалов, в том числе и из чугуна. Сварка графитовым электродом, в свою очередь, требует определенных навыков и подготовки.
При осуществлении соединения между элементами обязательно вводится расплавленный припой, и для этого можно воспользоваться оловом или бурой.
Припой должен иметь температуру плавления несколько ниже температуры плавления основного материала.
При помощи пайки между собой можно прочно соединять самые разные материалы, в том числе детали, выполненные из чугуна или меди.
Очень часто это бывает единственным способом осуществить скрепление металлических поверхностей различных типов.
Конечно, пайку в некотором роде можно определенным образом сравнить с выполнением сварки, когда соединение поверхностей производится электродом, однако в этом случае общим является только конечный результат.
Суть самого процесса выполнения пайки совершенно иная.
Основное различие между сваркой и пайкой заключается в том, что при соединении поверхностей электродом плавится основной материал, а при работе с паяльником плавится только металл-связка.
Кроме этого, в пайке обязательно должен присутствовать флюс, в качестве которого может выступать бура.
Конечно, пайка обеспечивает менее прочное соединение поверхностей алюминия, меди или чугуна, чем например сварка, однако позволяет работать даже с мелкими заготовками.
Объяснить это можно тем, что используемый при пайке флюс, в качестве которого может выступать бура, под воздействием относительно высоких температур выделяет определенные химические элементы, которые и уменьшают прочность основного соединения, кроме этого, сам шов получается пористым.
Пайку алюминия, как и, например, сварку чугуна, лучше всего производить внахлест, а не встык.
Несмотря на то, что по прочности соединения пайка несколько уступает сварке электродом, она в настоящее время активно используется в самых разных отраслях промышленности.
При помощи нее осуществляют необходимое скрепление не только латунных заготовок, но и изделий из меди и даже из чугуна.
Чаще всего пайку различных типов металлов производят паяльником, однако при необходимости для этих целей можно воспользоваться и газовой горелкой.
Для выполнения пайки, в том числе и латунных заготовок, в обязательном порядке требуется припой или флюс, в качестве которого очень часто выступает бура.
Следует отметить и то, что сварка может быть как высокотемпературной, так и низкотемпературной. В домашних условиях используется первый вариант пайки.
На видео выше можно увидеть, как выполняется пайка латунных заготовок.
Характеристики материалов
Вообще латунь представляет собой сплав меди и цинка. Особенно часто он используется для производства различной домашней утвари, труб, радиаторов и многих других приспособлений.
Домашнему мастеру очень часто приходится сталкиваться с необходимостью провести соответствующую обработку поверхностей из латуни, а поэтому необходимо знать все особенности этого специфического металла.
Для выполнения пайки латунной поверхности очень важно правильно подобрать соответствующий флюс и в этом случае лучше всего подходит бура, которая способна эффективно убрать с поверхности образуемую оксидную пленку.
Приобрести данный флюс, роль которого исполняет бура, можно практически в любом строительном магазине по вполне доступной стоимости. Флюс на основе буры позволяет обеспечить более качественное затекание основного связывающего компонента в образуемые зазоры.
Также с особой тщательностью следует подбирать и припой для латуни.
Так, если данная работа будет выполняться в газовой среде, то в этом случае лучше всего воспользоваться серебряными или медно-фосфорными припоями.
Такой припой отлично подходит и для работы с латунью, которая имеет высокое содержание меди. В этом случае можно использовать припой на основе самой латуни с более низкой температурой плавления.
С особой тщательностью и осторожностью припой и флюс следует подбирать в том случае, когда необходимо соединить между собой детали из совершенно разных материалов.
Так, например, качество пайки латуни и непосредственно меди во многом зависит от того, кокой будет использоваться припой, а также флюс (бура).
Именно эти компоненты, главным образом, влияют на качество шва и его пористость.
Выполняя в условиях дома пайку латуни в среде газов, рекомендуется использовать определенный флюс, который в некоторых случаях можно заменить тонким слоем таких материалов, как никель или медь.
Это позволит избежать выделения из латунной поверхности содержащегося там цинка, соответственно, и само соединение получится более прочным и качественным.
В настоящее время можно приобрести припои, которые в своем составе содержат элементы, заменяющие обыкновенный флюс.
Это дает возможность значительно упростить работу, сделать ее более качественной и быстрой.
В качестве такого универсального припоя может выступать меднофосфорный состав.
Порядок работы
После того как будут подробно разобраны и изучены все свойства используемых в процессе пайки латуни материалов, можно переходить непосредственно к самому процессу.
Для начала следует подготовить весь требуемый инструмент и материал. Под рукой должна быть газовая горелка или паяльник, а также соответствующий припой и флюс.
Данный материалы следует подбирать максимально внимательно, чтобы в итоге шов получился максимально качественным и плотным.
В некоторых случаях припой для латуни можно приготовить самостоятельно и для этого необходимо будет взять в определенных пропорциях медь и техническое серебро, расплавить их в специальном тигеле и тщательно перемешать.
Когда расплавленная смесь станет полностью однородной, емкость с ней необходимо будет поместить в холодную воду до полного остывания.
При приготовлении припоя своими руками следует особое внимание уделять однородности его структуры, так как от этого во многом будет зависеть качество и прочность будущего соединения.
В этом случае не стоит экономить на расходных материалах и делать выбор в пользу более дешевых и менее качественных компонентов.
В свою очередь флюс для пайки готовится из буры и борной кислоты, которые также можно совершенно свободно приобрести в любом строительном магазине.
Данные компоненты берутся в одинаковых пропорциях и заливаются обыкновенной водой.
После того, как для пайки латуни будут готовы все необходимые компоненты, можно переходить непосредственно к самой работе.
Для этого берется латунная заготовка, предварительно очищенная от грязи и различных масляных пятен и аккуратно посыпается измельченным припоем.
После этого в действие приводится газовая горелка, при помощи которой производится прогрев рабочих поверхностей до определенной температуры.
Здесь главное не перегреть латунную деталь, чтобы она не лопнула и не деформировалась.
Если латунные поверхности имеют большую толщину, то их прогрев следует производить в обязательном порядке постепенно.
Более подробно о том, как паять латунь без посторонней помощи в домашних условиях, подробно рассказано на видео в нашей статье.
Латунные детали, в отличие от стали, легко обрабатывать, и именно благодаря этому полезному качеству сплава становится возможной пайка латуни в домашних условиях, без обращения к промышленным методам. Для создания самых разнообразных вещей необходима пайка – соединение проводов и металлических деталей. Для правильной необходимо наличие газовой горелки, графитового тигля, асбестового основания, а также серебра, меди и борной кислоты.
Пайка латуни значительно легче пайки стали, что позволяет осуществлять ее в домашних условиях.
Подготовка к спайке латунных изделий
Чтобы очистить сплав, можно использовать щавелевую кислоту. Если ее не оказалось под рукой, можно посмотреть различные бытовые средства. Они наносятся на изделия из латуни, после чего она довольно быстро начнет темнеть. Затем можно избавиться от налета, взяв тонкую щетку и почистив детали в обычной воде. Вслед за этим понадобится сода, которой засыпается латунное изделие. По истечении нескольких минут сода смывается. При наличии щавелевой кислоты она разводится в пропорциях 20 грамм на литр горячей или холодной воды. Над раствором не рекомендуется дышать, а также следует защитить руки перчатками. Емкость должна быть пластиковая во избежание воздействия на другие металлы. Как только латунная деталь обработана, ее следует протереть и высушить.
Щавелевая кислота используется для очистки сплава.
Чтобы паять латунь наиболее эффективно, не стоит использовать обычную оловянную пайку, так как после ее применения остаются довольно заметные следы. Помимо этого, она не может похвастать большой прочностью. Для того чтобы паять латунь, рекомендуется использование другого способа, который обеспечивает повышенную надежность. Эффективная и надежная спайка латунных деталей обеспечивается применением газовой горелки. Чтобы изготовить припой из латуни, следует взять медь и серебро в пропорциях 1:2, тщательно перемешать и сплавить воедино, применяя графитовый тигель и газовую горелку. Производится помещение тигля в емкость с холодной водой, и только после этого возможно извлечение расплавленного и застывшего припоя. Он должен быть расплющен и нарезан либо наточен на стружку, что может быть сделано с помощью крупного напильника. После этого потребуется порошок буры и борная кислота, каждый ингредиент должен весить 20 грамм. На основе этих веществ производится изготовление флюса. Полученную порошковую смесь заливают водой объемом в четверть литра.
Вернуться к оглавлению
Припои для спайки деталей из латуни
Пайка газовой горелкой должна производиться крайне аккуратно, при максимальной температуре в 700 градусов.
Латунные детали, которым требуется спайка, размещаются на асбестовом основании. Соединенные детали посыпаются припоем, нарезанным мелкими кусками и предварительно заточенными. Затем соединение аккуратно нагревается с использованием газовой горелки. Эта работа должна выполняться максимально аккуратно. При спайке деталей температура должна плавно подходить к определенному уровню. Максимально допустимый уровень является 700-градусным, если же его преодолеть, можно столкнуться с безнадежной порчей всех деталей. Когда необходимо спаять крупные и массивные детали, их нагрев должен быть постепенным во избежание негативных последствий. При спайке мелких и тонких деталей процесс нагрева происходит в очень короткие сроки, поэтому важно внимательно относиться к нему.
Конечно, обычная пайка оловом производится гораздо проще, чем подобным методом, однако именно благодаря ему надежность и прочность спайки латунных деталей будет гораздо более высокой. Важно помнить о некоторых особенностях пайки латуни, например, об испарении цинка в очень горячем состоянии. Помимо этого, поверхность сплава покрывается оксидной пленкой. Латунь, в которой цинк содержится менее чем в 15%-ом соотношении, окисляется и покрывается пленкой, в которой присутствуют сцепленные частицы оксида меди и оксида цинка. Медные сплавы, в которых цинк содержится в гораздо больших количествах, окисляясь, образуют пленку, состоящую в основном из оксида цинка. Проблема таких сплавов заключается в том, что окись меди удаляется проще и быстрее, нежели окись цинка.
Готовое изделие промывается горячей 3%-ой серной кислотой.
Если проводится обычная низкотемпературная спайка, при которой применяется припой с содержанием свинца и олова либо другие тиноли, оксидную пленку необходимо удалять с металлических поверхностей. Здесь возможно использование канифольно-спиртовых или более активных флюсов. Чтобы обработать латунь с большим содержанием цинка, например, Л63, необходимо использовать флюс, в состав которого входит хлористый цинк. Важно помнить о том, что у латуни одни из худших качеств плавления с оловянно-свинцовыми припоями. Эта особенность приводит к тому, что при процессе спайки медленно начинают расти интерметаллидные слои. Они положительно влияют на шов, и можно ожидать улучшения механических свойств металлов.
Не стоит надеяться, что пайка, при которой применяются оловянно-свинцовые припои латуни Л63, приведет к качественным соединениям. Их прочность сцепления и качество будут уступать меди, если условия будут одни и те же. Показатель предела прочности по отношению к медным деталям, спаянным при помощи олова, будет достигать 90 МПа, а к латунным – не достигнет и 60 МПа. Спайка латунных деталей, в которых присутствует большое содержание меди, может осуществляться припоями ПСр 72, 45, 25 и 12. Иногда в таких случаях допустимо применение медно-фосфорной латуни либо такого латунного сплава, который плавится при небольшой температуре. Это в основном применимо к спайке в газовой среде.
При высоком уровне цинка возможно использование припоя ПСр 40. Применение фосфористых припоев является совершенно непригодным, потому что существует большая вероятность проявление соединения паяного шва, имеющего низкую пластичность. Это объясняется образованием фосфидов цинка, отличающихся своей хрупкостью. Также очень распространен твердый припой, применяемый при соединении крупных изделий, например, для работы с латунными и медными трубами и отопительными системами в целом. Преимущество твердых припоев заключается в высокой прочности полученных соединений.
Пайка латунью находит применение, если требуется соединить небольшие металлические детали. Например, она используется в художественной ковке при сборке общей композиции или в домашней мастерской. При этом больше всего подходит поделочная сталь с плоским или квадратным сечением, где площадь соприкосновения больше, чем у круглых прутьев. Помимо того что латунь может применяться в качестве припоя, чтобы спаять детали из этого материала, также существуют некоторые хитрости, чтобы получить качественный шов.
Как использовать латунный припой
Прежде чем начать пайку, изделие должно быть собрано. Для этого отдельные детали скрепляются посредством металлической проволоки (биндры). Когда подготовка окончена, все вместе помещается в горг, где происходит нагрев, пока металл не раскалится до красноты. При закладке нужно проявить предельную осторожность. Для расчистки места в углях под изделие используется кочерга, на решетке остается топливо достаточно большим и ровным слоем. При работе с углем важно следить, чтобы он не попадал на ковку, даже малейшими кусочками. Поддув горна не должен быть сильным, чтобы получить равномерное прокаливание.
В роли флюса, как правило, выступает бура. Перед нанесением она по всей поверхности смачивается водой, после чего приступают к пайке. Оставляя флюс на месте, берут прутик латуни и проводят его там, где должны быть соединения. В этот момент пламя в горне изменяет свой цвет на зеленый. В процессе пайки заготовка изделия не должна перемещаться и сдвигаться с первоначального места. Это поможет избежать случайного смещения деталей относительно друг друга, чтобы не испортить шов как с точки зрения внешней привлекательности, так и надежности шва.
Если в композиции содержится много элементов, то сваривание происходит по-другому. В тех местах, где будет производиться пайка, с самого начала латунь раскладывается кусочками, в расчете на то, что при нагреве она начнет растекаться, в результате чего детали будут скреплены.
Латунь может использоваться отдельными кусочками, стружкой или опилками, засыпаемыми в местах сварки. При этом они должны соответствовать требованиям чистоты, чтобы не было никаких примесей и посторонних включений. Железная стружка и другие металлические мелкие детали удаляются посредством магнита.
Чтобы спаять более мелкие детали, как скрепляющий материал применяют глину с добавленной в нее солью. Но при сборке отдельных частей для скрепления используется проволока не из железа, а из латуни. После этого изделие посыпается бурой, обмазывается глиной и аккуратно помещается на лист металла, который отправляется в горн. Поддувать также нужно слабо, прогрев глины должен происходить равномерно. После того как она засохнет, подача воздуха происходит активнее. Глина, начавшая трескаться, свидетельствует о том, что скрепление деталей надежно. Пайка отдельных частей происходит посредством латунной проволоки, которая к этому моменту плавится и скрепляет детали. По окончании процесса горн выключается, готовое кованое изделие должно остыть. Завершающим этапом осуществляется удаление глины и флюса, излишки припоя вычищаются с помощью напильника.
Вернуться к оглавлению
Пайка латуни газовой горелкой
Достаточно часто умельцы задаются вопросом, как паять латунь. При необходимости скрепления деталей из латуни применяется несколько иная технология. Латунные детали хорошо поддаются обработке, пайке, после чего их специально чернят. Многие в качестве припоя в этом случае используют олово: оно есть практически в каждой мастерской и легко плавится обычным паяльником.
Способ достаточно прост, но обладает существенными недостатками:
- готовый шов выделяется на фоне латуни белым цветом, при этом тонким и аккуратным он сразу выходит далеко не у всех;
- шов получается непрочным, не выдерживает изгибов;
- в процессе чернения оба металла ведут себя по-разному, шов из олова отличается от латунной детали по цвету, они имеют различные оттенки.
Избежать таких проблем поможет пайка с использованием специального припоя для латуни и флюса. Шов в итоге сложно отличить от основного металла изделия по цвету, он отличается высокой прочностью, а по химическому составу намного более сходен с латунью, нежели олово.
Работа с латунью, скорее, является сваркой из-за высоких температур, для которых не годится обыкновенный паяльник, но ее принято называть пайкой в основном из-за того, что пользуются припой.
Прежде всего, подготавливается припой.
В его состав входят серебро и медь в отношении 2:1, которые нужно сплавить между собой на газовой горелке. Медь более тугоплавкая, поэтому можно начать с нее и влить потом расплавленное серебро и перемешать проволокой, загнутой в виде крючка. Готовый припой остужают, раскатывают в вальцах либо на наковальне, после чего нарезают по частям. Существует более доступный способ: с помощью грубого напильника пройтись по отливке, чтобы образовалась стружка.
Далее заготавливается флюс. Бура в порошке смешивается с порошкообразной борной кислотой в равных частях по 20 г, после чего заливается стаканом воды. Чтобы ингредиенты хорошо растворились, все это нужно прокипятить. В качестве одного из вариантов использования можно посоветовать выпарить воду, твердый готовый флюс прокалить и стереть в порошок, который впоследствии перемешивается с припоем.
Использование припоя олова / серебра для стерлингового серебра – Обсуждение ювелирных изделий
Привет Джо,
Похоже, вы профессионал в реставрации!
У меня никогда не было в мастерской детали с родиевым покрытием для ремонта. Если бы это сделал я
, я бы удалил родий и / или никель, чтобы перейти к базовому сплаву
. В противном случае это было бы похоже на пайку поверх пятна пламени, при котором соединение
было бы слабым.
К сожалению, я не большой поклонник Tix. Он очень хрупкий, и качество текучести
ниже желаемого.Это похоже на использование цианоакрилата
– плохая прочность на сдвиг. Извини, Джо. Итак, при работе с белым металлом
я обычно использую простой припой из олова / свинца, рисую его
примерно до… 020 дюймов и использую короткие отрезки, а не пайку
. Если я получу немного припоя на покрытой детали, над которой я работаю
, я использую острый полировщик (не скребок), чтобы удалить его.
Или я осторожно нагрею эту область и удалю ее с помощью ватной палочки.
Затем я воспользуюсь лаком для серебра Райта на ватной палочке и аккуратно удалю
все оставшиеся остатки.(Тссс, это коммерческая тайна!). Поскольку я
не занимаюсь гальваникой, я сообщаю своим клиентам, что я буду делать
СТРУКТУРНЫЙ РЕМОНТ, и они могут увидеть очень тонкую линию припоя на месте прикрепления белой металлической детали
. Бывали случаи, когда предыдущий ремонт
выявлял основной металл, поэтому после того, как я повторно отремонтирую деталь
, я отправлю деталь на пластину, если мой заказчик пожелает.
Очень редко я использую припой олово / серебро, если я
абсолютно не могу определить, были ли удалены все последние кусочки свинцового припоя
.Иногда это зависит от того, над чем я работаю. Если я могу использовать
свой аппарат для импульсной дуговой сварки, я иду по этому пути, чтобы сохранить целостность
объекта. Ведь даже если свинец скрыт, сварка
настолько локализована, что свинец не потечет. И Джо абсолютно прав –
высокая температура при плавлении твердого серебряного припоя, конечно же, приведет к плавлению свинца
, позволяя ему разъедать серебро, как вирус Эбола
, создавая свой собственный сплав. Я усвоил этот урок очень рано: ~ /
Надеюсь, это поможет.
Джефф Херман
hermansilver.com
Где теперь, когда он вам нужен, оловянно-серебряный припой? | Кэрол Гованс | Блоги Indium Corporation | Флюс | Индий | Индиевый сплав | Индийская корпорация | Индиевая проволока | Бессвинцовый припой | RoHS | SAC Solder | Солнечная | Припой | Припойные сплавы | Флюс для припоя | Пайка | Паяльная паста | Заготовки для припоя | Оловянно-свинцовый припой | Проволока для припоя | Паяемость | Свинец оловянный
На протяжении многих лет выбор припоев был довольно стабильным.В прошлом веке SN63 и SN62 можно было найти в любой компании, производящей любые электронные устройства, и оба сплава были основой каждой компании, производящей припои.
Но когда было установлено, что свинец вызывает проблемы со здоровьем, он был законодательно закреплен за всем, от краски до бензина и электроники, включая припои. В 2003 году в Европе был принят RoHS (Ограничение содержания опасных веществ), ограничивающий использование свинца (а также ртути, кадмия, шестивалентного хрома и полибромированных дифениловых эфиров: PBDE) в электронике и электронном оборудовании.
Электронная промышленность в настоящее время сосредоточена на сплавах SAC (названных так, потому что они содержат S n, A г и C u). Но есть также SnAg, который использовался в эпоху свинца, когда требовалась более высокая температура плавления. Добавление меди (в SAC) дает преимущество улучшения смачивания и потенциально снижает содержание серебра из сплава, отличного от меди, такого как 96,5Sn 3,5Ag.
Но есть много приложений, в которых SnAg работает хорошо.Для перехода с него потребуется одобрение клиента и / или правительства, а для этого потребуется много дополнительных денег и времени. Этот бессвинцовый сплав хорошо подходит для сборки различных медицинских устройств, в которых используются нетрадиционные металлизации и флюсы. Добавление Cu (в сплав SAC), вероятно, не улучшит результаты настолько, чтобы оправдать затраты на переквалификацию существующего медицинского устройства через правительственные учреждения, поэтому они остаются с тем, что работает.
Итак, если вы используете 96.5Sn 3.5Ag (или 96Sn 4Ag), не бойтесь придерживаться этого. Indium Corporation предлагает оба этих припоя (и более 250 других сплавов) в различных формах: преформы, проволока, паста и лента. И, если вы хотите взглянуть на семейство сплавов SAC, чтобы узнать, работает ли он лучше в вашем приложении, мы тоже поможем вам в этом. Просто обратитесь за помощью к нашим специалистам по разработке приложений.
Кэрол
видов припоя из серебра в ювелирных изделиях
Во время исследования припоя для серебряных ювелирных изделий для этой статьи я был удивлен тем, как много я узнал.Я мало что знал о науке, лежащей в основе пайки, и мне было интересно узнать об этом процессе более подробно.
Пайка соединяет две или более металлических поверхностей с помощью совместимого сплава, который течет при более низкой температуре плавления и создает прочное соединение. Важно, чтобы припой тек при более низкой температуре, чтобы ваши металлические поверхности оставались твердыми и сохраняли свою форму. По мере нагрева материала атомы, образующие металл, начинают разделяться. Это разделение позволяет припою, когда он течет, проникать в эти промежутки и связываться с исходным материалом.Теперь припой плотно прилегает к материалу, и детали соединены.
Теперь, когда я изучил науку о пайке и о том, как смешиваются металлы, у меня, конечно же, возникли другие вопросы. Какие металлические сплавы входят в состав припоя? Почему выбраны эти металлические сплавы? Что заставляет припой течь быстрее, чем материал, к которому он приклеивается? Итак, после нескольких часов изучения моих вопросов, давайте посмотрим, смогу ли я ответить на них здесь.
Разберитесь в материале
Лист из меди, латуни и серебрапробы
Знайте все тонкости материала, с которым вы работаете.При нанесении припоя важно, чтобы температура плавления припоя была ниже, чем у металла, с которым вы работаете. Если вы наносите припой на металл в вашей детали, который быстро плавится, ваша деталь будет разрушена до того, как припой сможет потечь. Например, олово плавится при температуре около 500 градусов по Фаренгейту, но легкий серебряный припой не плавится, пока не достигнет 1145 градусов по Фаренгейту. Поэтому, если вы хотите спаять два куска олова вместе и использовать легкий серебряный припой, олово будет расплавленным беспорядком. но серебряный припой еще даже близко не потек.
Примечание. Всегда важно проверять точки плавления и текучести между вашим материалом и припоем; он может варьироваться в зависимости от производителя и припоя. Слова «Легкий», «Средний» и «Жесткий» не стандартизированы для фиксированных температур.
Серебряные припои
Серебряный припой имеет сплавы с другими металлами, кроме серебра. Сплав состоит в основном из серебра, но дополнительные металлы обеспечивают желаемые характеристики для склеивания. Медь (Cu) мягкая и отлично проводит тепло, а также устойчива к коррозии.Цинк (Zn) и олово (Sn) имеют очень низкие температуры плавления, что снижает общую температуру плавления припоя. Все серебряные припои, продаваемые в Halstead, не содержат свинца и кадмия. Вы можете узнать больше подробностей, прочитав паспорта безопасности на страницах с описанием товара на нашем веб-сайте, однако большинство серебряных припоев содержат комбинацию серебра, меди и цинка, и процентное содержание каждого металла варьируется в зависимости от потока припоя. точка. Металлические припои и их общие процентные содержания перечислены в таблице ниже.
Точка плавления серебряного припоя
В приведенной ниже таблице вы найдете точки плавления и текучести. Как я уже говорил ранее, разбираясь в материалах, вы всегда должны быть уверены, что используемый припой течет при более низкой температуре, чем материалы, которые вы соединяете. При работе с серебром температура плавления чистого серебра 0,999 градусов по Фаренгейту составляет 1761 градус по Фаренгейту, а для стерлингового серебра – 1640 градусов по Фаренгейту. При использовании припоя имеется несколько точек плавления из-за сложности многоступенчатой пайки.
Многоступенчатая пайка
Многоступенчатая паяльная деталь требует, чтобы вы паяли различные соединения без повторного перетекания припоя. Итак, ваше первое паяное соединение будет выполнено с использованием твердого припоя с наивысшей температурой плавления, следующее соединение будет выполнено с использованием среды с немного более низкой температурой текучести, чтобы первое соединение не распалось, и так далее. Важно тщательно продумать план изготовления.
Сосуд с крышкой, изготовленный методом многоступенчатой пайкиКогда я учился в школе, одним из наших заданий было создание сосуда с крышкой.На сосуде с крышкой внизу было 13 паяных соединений! Беритесь за многоступенчатую пайку как за пазл, нужно заранее иметь продуманную конструкцию. Затем выясните все отдельные соединения припоя, решите, когда и как использовать каждый припой без оплавления предыдущего соединения.
Поскольку не существует 13 различных точек потока, мне пришлось решить проблему, чтобы соединить несколько швов при одинаковой температуре плавления при каждом нагреве. Первый припой должен быть твердым с высокой температурой текучести, таким образом, когда вы будете использовать средний припой, он будет течь при более низкой температуре, чем твердый припой, оставляя эти соединения нетронутыми.А как насчет мягких и легких припоев? Разобраться в этом было непросто для новичка, но этот важный урок стоил того.
Пайка против пайки
Технически все, что течет ниже 800 градусов по Фаренгейту, называется пайкой , все, что выше 800 градусов по Фаренгейту называется пайкой . Да, мы технически паяем, а не паяем, ребята. На самом деле, я не верю, что когда-либо в своей жизни «паял». Однако жаргон в этой области – «пайка», поэтому мы будем придерживаться этого соглашения.
Формы серебряного припоя
Припой бывает 5 основных форм: стружка паллиона, паста, проволока, лист и порошок. Я попробовал четыре из них, но, к сожалению, возможность попробовать порошковую форму еще не представилась, потому что это довольно редко встречается в ювелирных изделиях. Но вот информация о каждом варианте и их лучших приложениях.
Pallion ChipsPallion Chips: Pallion Chips – это крошечные кусочки припоя с клипсами, которые можно легко перемещать с помощью припоя.Точные размеры варьируются, но часто они составляют всего 1х1 миллиметр или даже меньше! Я был разочарован, когда впервые попробовал чипы pallion, потому что я использовал их на детали, которой требовалось больше припоя, чем предоставленных микросхем. Моя первая реакция была неправильной; Теперь я бы не стал использовать что-либо еще на звеньях цепи, перемычках или небольших украшениях для пайки. Я быстро на собственном опыте убедился, что весь фокус в том, чтобы добавить больше микросхем вдоль соединения, если вам нужно больше припоя. Небольшой размер микросхем означает, что вы можете легко масштабировать необходимое количество припоя очень маленькими шагами.При работе с небольшими соединениями необходимы чипы Pallion!
Паста ПрипойПаста: Поставляется в шприце и представляет собой смесь флюса, связующего и порошкового припоя. Срок годности пасты – около года. Мой опыт работы с пастой показывает, что она пузырится, лопается и становится пористой после того, как растечет, к тому же я не без ума от ограниченного срока хранения. Часть, которую я вижу как призыв к другим, заключается в том, что поток смешивается, так что это на один шаг меньше. Он также удобен и портативен, если вы регулярно создаете работы вне студии.Кроме того, если вы используете его для закрытия переходных колец и ссылок, это действительно может ускорить производственную работу. А как насчет того, чтобы использовать его с филигранной работой? Лично я никогда не делал филигранных работ, но коллеги из сообщества орхидей им доверяют.
«Хотя пастообразный припой, возможно, не лучший тип припоя для определения размеров колец или изготовления из листа, он отлично подходит для ручного изготовления филигранных ювелирных изделий. Моя основная задача – филигрань, и я использую много пастообразного припоя. Я также использую это приложить выводы, т.е.амбушюры, кольца прыгуны и т. д. к моим филигранным изделиям. Суставы прочные и не выходят из строя ». ~ Milt Fischbein
Wire SolderWire: Моя форма для припоя. Больше всего я люблю использовать проволочный припой. Он может оставаться в форме проволоки или быть обрезан и сплющен молотком, или он может быть коротким или длинным, в зависимости от выполняемой вами работы. У него больше универсальности, чем у других, поэтому эта форма – моя любимая. Короткий отрезок проволочного припоя имеет большое значение. Также легко припаять проволоку косичками с разными петлями, чтобы обозначить точки температуры потока.Таким образом, вам никогда не придется беспокоиться о том, что вы перепутаете припои!
Листовой припойЛист: Листовой припой идеален для крупномасштабных проектов, где требуется соединить большую площадь, например, скульптурные детали или сосуды. Он универсален, как проволочный припой, и прост в использовании, особенно при пайке двух плоских деталей вместе. Когда вы выполняете обрезку из листового припоя, легко использовать слишком много, поэтому помните, что чем меньше, тем лучше, чтобы у вас не было слишком много работы по очистке.
Порошкообразный: Порошковый припой получают путем опиливания слитков припоя. Вы можете использовать его как с жидким флюсом, так и с бурой, и я слышал, что он хорошо подходит для сложных соединений.
Как припаять украшения
По мере того, как вы будете паять, вы будете изучать различные техники. У каждого есть своя полезность, в зависимости от выполняемой работы. Ниже приведены четыре распространенных метода пайки:
Стандартная пайка – это наиболее распространенный метод пайки.Вы кладете припой (микросхему, проволоку, лист или форму пасты) на стык и нагреваете горелкой сверху или снизу.
Пайка пайкой – Это позволит отвести от вашей детали много тепла до самого конца. Мне нравится этот метод при выполнении хрупких работ, таких как звенья цепи, узорчатая проволока и труднодоступные места. Положите кусок припоя на паяльную плату, нагрейте его, пока он не свернется в шарик, а затем возьмите его паяльником. Удерживая тепло на шарике припоя, переместите его к стыку, а затем удерживайте его там на конце резца, пока он не потечет прямо туда, куда вам нужно.
Пайка потовым припоемПаяльная пайка – Если вы спаиваете две части вместе, это отличный способ контролировать поток припоя. Поместите одну деталь вверх ногами на паяльную плату. Нанесите на него припой, затем нагрейте до тех пор, пока припой не расплавится, затем немедленно снимите тепло (вы хотите найти то место, где припой плавится, но не достиг точки плавления). Переверните деталь на другую, припаяйте между ними. Нагрейте сверху или снизу, пока припой не потечет, обязательно нагрейте всю деталь, к которой вы хотите припаять.
Паяльная пайка – Не обрезая припой, нагрейте конец провода и дайте припою течь, перемещая прилипший провод к участкам, требующим пайки. Этот метод пайки требует точного пламени, иначе вы получите гораздо больше припоя, чем необходимо.
Советы по выбору правильного припоя для работы
Совет: каждый раз, когда вы исправляете видимый ремонтный шов, старайтесь использовать более твердый припой, потому что более высокое содержание серебра может иметь решающее значение между невидимым швом или потускневшим швом.
Видимый шов наКольцо на палец
У вас есть два варианта:
- Температура подачи
- Форма припоя: микросхемы, паста, проволока или лист
Во-первых, при выборе температуры потока не выбирайте автоматически легкие и мягкие припои температуры потока, они на самом деле могут быть хуже в долгосрочной перспективе. Если у вас есть видимый шов, чем больше серебра в припое, тем лучше.Поэтому выбирайте твердый припой (содержание серебра 75%), а не более мягкий припой с меньшим содержанием серебра. Это замедлит потускнение шва. Этот совет более важен для видимых швов.
Вместе с тем, если у вас есть несколько швов на детали, чтобы предотвратить повторное вытекание предыдущих соединений, используйте корректирующую жидкость или другие средства блокировки припоя. Да, есть шаги по очистке, которые вам необходимо предпринять, но я бы предпочел иметь более прочный шов и меньшее потускнение, чем несколько дополнительных минут, необходимых для протирания и удаления небольшого количества белого налета.
Примечание. При использовании жидкой корректирующей жидкости убедитесь, что у вас есть надлежащая вентиляция и что вы носите маску. Пары могут быть токсичными.
Пайка стержня для серьгиПри выполнении крошечных изысканий, таких как переходные кольца более тонкой толщины, звенья цепи или стойки для серег, используйте мягкий припой. В противном случае легко расплавить ваш материал вместе с припоем. Швы на предметах такого размера едва заметны, а сами выводы не выдерживают большого количества тепла, поэтому входите и выходите как можно быстрее.
Во-вторых, выберите правильный тип припоя для работы. Не используйте длинный кусок припоя на переходном кольце, если вы можете использовать одну крошечную паллионную микросхему. Как новичок, я знаю, что, поскольку я сделал это, вы склонны использовать слишком много припоя. Раньше я заливал детали, а затем работал над очисткой и отделкой в два раза усерднее, чем мне когда-либо требовалось.
Многие ювелиры в основном придерживаются одной формы, но могут быть полезны наличие в студии различных вариантов.
Посмотрите это видео с нашим координатором студии Эрикой Стайс о том, как правильно выбрать серебряный припой.
Правила Федеральной торговой комиссии
Юридически в Соединенных Штатах для того, чтобы называть штуку стерлинговым серебром, сплав должен соответствовать следующим спецификациям:
- Стерлинговое серебро
- = 0,925 (92,5% серебра)
Снова и снова я получаю запросы о паяных изделиях из стерлингового серебра. Ювелиры, только начинающие работать в этой области, беспокоятся о чистоте серебра после пайки. FTC установила правила относительно незначительных расхождений между партиями производимых материалов.Вот допуски для стерлингового серебра в соответствии с Национальным законом о штампах:
Серебро 925 пробы
- .921 = непаянные товары
- .915 = припаянные элементы
Как вы можете видеть в таблице припоев выше, серебряный припой содержит довольно много серебра. Маловероятно, что содержание серебра во всем ювелирном изделии будет ниже требований законодательства из-за наличия легированных металлов в небольшом паяном соединении. Единственный раз, когда я бы стал беспокоиться об этом, это если бы я сделал тонкую серебряную филигранную деталь с множеством стыков или сильно гранулированный рисунок с припоем по всей поверхности.Вот что Милт Фишбейн сказал о филигранной работе и пайке:
«Моя филигранная проволока всегда из чистого серебра, а мои филигранные оправы всегда из чистого серебра. Паста для припоя, которую я использую, состоит примерно из 65% серебра. Я использую как можно меньше пасты, поэтому она не сильно снижает содержание серебра. A типичный кулон может быть примерно наполовину из стерлингового серебра и наполовину из чистого серебра, хотя это довольно сильно варьируется в зависимости от дизайна. Если пойти дальше, если конечная деталь содержала до 5% припоя, 45% чистого и 50% стерлингового серебра, это будет анализ на 94.5% серебра. Поэтому я всегда отмечаю свою филигрань 925., поскольку она всегда должна быть выше и вряд ли ниже »- Milt Fischbein
Если вас беспокоит деталь, вы всегда можете отправить ее в лабораторию для тестирования, так вы можете быть уверены в результатах. Однако лабораторные тесты разрушительны, поэтому вам придется пожертвовать образцом. Это практично только в том случае, если вы проектируете изделие, которое собираетесь производить в больших количествах.
Halstead – один из ведущих дистрибьюторов ювелирных изделий в Северной Америке.В этом году компании исполняется 46 лет. Halstead специализируется на оптовых продажах фурнитуры, цепочек, инструментов и металлов для художников-ювелиров.
О Milt Fischbein
Milt Fischbein создает ювелирные украшения уже около 25 лет. У него степень бакалавра химического машиностроения в Университете Макгилла, но 6 лет назад он начал заниматься изготовлением филигранных украшений. Вы можете прочитать его полную биографию и резюме на его сайте: mfmetalarts, где вы также можете найти его филигранные украшения, диадемы и короны.Он прошел десятки курсов с такими учителями, как Алан Ревер, Майкл Дэвид Стерлин, Джерри Леви и Чарльз Льютон Брейн.
Вдохновляйтесь!
Артикул: Наконечники для чистовой обработки концов цепи
Артикул: 6 шагов к пайке штырей для серег
Видео на YouTube: Пайка 14-каратного золота с потом на серебро (демонстрационное видео о пайке потом)
Артикул: Необычные ювелирные провода: формирование и пайка перемычек (включая демонстрацию пайки с помощью пайки)
Артикул:
МакКрайт, Т.(2004). Металлургический завод . Брансуик, Мэн: Brynmorgen Press, Inc.
Ревер, А. (2011). Профессиональное изготовление ювелирных изделий . Брансуик, Мэн: Brynmorgen Press
Ганоксин
Припой – Википедия
Международное общество драгоценных камней IGS
Есть вопросы? Напишите нашему координатору студии Эрике Стайс по адресу [email protected]. Мы хотели бы услышать от вас. К сожалению, поддержка студии недоступна по телефону. Только электронные письма, пожалуйста.
Как сделать серебряную паяльную пасту
Как вы, наверное, уже знаете, украшения часто состоят из нескольких различных компонентов, объединенных множеством различных навыков и материалов, чтобы сделать одно уникальное изделие.Но по мере того, как вы переходите к более сложным процессам пайки и начинаете изготавливать более сложные детали из драгоценных металлов, вы, возможно, думаете о том, чтобы сделать свои собственные паллионы для пайки.
Здесь мы покажем вам, как самостоятельно приготовить серебряную паяльную пасту, чтобы ваши серебряные украшения имели профессиональную отделку.
Из чего сделан припой серебряный?
Приступая к работе, важно отметить, из каких элементов состоит пайка. Итак, из чего сделан серебряный припой? Обычно серебряный припой содержит:
- 65% чистого серебра
- 20% меди
- 15% цинка
Вы можете спросить: «Какова температура плавления серебряного припоя?».Ответ зависит от твердости.
Припои варьируются от твердых до средних и легких. Твердый припой имеет высокую температуру плавления, поскольку содержит наибольшее количество необработанного драгоценного металла. Поэтому он точно соответствует драгоценному металлу, с которым вы, возможно, работаете. Легкий серебряный припой содержит меньше необработанного драгоценного металла и, несмотря на то, что с ним быстрее и проще работать, он не будет таким близким по цвету. Выберите серебряный припой в зависимости от ваших требований. Это может быть температура плавления, необходимая для того, чтобы не расплавить изделие, над которым вы работаете, или вам может потребоваться действительно близкое цветовое соответствие с бесшовной отделкой.
Как приготовить серебряную паяльную пасту за 8 простых шагов
Прежде чем научиться делать серебряный припой, вам нужно подобрать несколько основных единиц оборудования и материалов. Этот рецепт серебряного припоя даст вам шаги и количество, необходимое для изготовления легкого серебряного припоя или серебряного припоя с низкой температурой плавления.
Металлы, которые вам понадобятся:
Не знаете, где купить оборудование для пайки серебра? Просто воспользуйтесь нашими ссылками, чтобы за считанные секунды найти именно те продукты, которые вам понадобятся.
(Производитель должен определить количество в зависимости от того, сколько припоя им нужно)
Необходимые инструменты:
Как приготовить серебряную паяльную пасту: формулаШаг 1:
Первый шаг в приготовлении серебряной паяльной пасты – использовать небольшой набор весов, чтобы отмерить правильное количество чистого серебра, меди и цинка, чтобы сделать свой собственный серебряный припой.
Шаг 2:
Возьмите ручной резак и нагрейте изложницу, которую вы используете.Это избавит от воды, оставшейся в форме, и предотвратит лопание, возникающее при заливке металла.
Шаг 3:
Теперь расплавьте серебро, используя ручную горелку. После расплавления вы сможете добавить медь. Это снизит температуру плавления вашего серебра. Нагрейте, пока два металла не расплавятся и не соединятся.
Шаг 4:
Дайте смеси остыть, помешивая. Дайте ему остыть, чтобы можно было добавить цинк при более низкой температуре.
Шаг 5:
Когда смесь остынет до состояния, при котором она снова станет почти твердой, можно добавить цинк. Цинк имеет очень низкую температуру плавления, поэтому его всегда следует добавлять в этот момент, иначе он может сгореть. Постепенно добавляйте кусочки цинка. Вы будете приближаться к конечной точке плавления вашего серебряного припоя каждый раз, когда добавляете еще один кусок цинка.
Шаг 6:
После того, как вы добавили последний кусок цинка, тщательно перемешайте смесь, чтобы убедиться, что все элементы смешаны.
Шаг 7:
Теперь медленно вылейте смесь в изложницу.
Шаг 8:
Последний шаг в приготовлении серебряной паяльной пасты – это остывание слитка. Когда слиток остынет, его можно вынуть и свернуть в серебряную проволоку или пластину, в зависимости от того, что вы паяете, и от того, как вам нравится работать.
Сделать серебряный припой несложно, если под рукой есть подходящие материалы и инструменты. Помните, что если вы все еще учитесь делать серебряную паяльную пасту, вы всегда можете подобрать готовый серебряный припой, чтобы использовать его, пока не получите правильную смесь серебряного припоя.Все еще задаетесь вопросом, как припаять серебро? Узнайте в нашем блоге, что такое паяльная паста и как ее использовать.
Сохранить на потом
Выбор правильного припоя для вашего приложения
Выбор правильного припоя для вашего приложения имеет решающее значение для успеха проекта. Если не выбран правильный припой и не определены требования к нанесению покрытия, выбранный процесс может быть неспособен к образованию паяемых отложений.Неполные требования к металлизации часто приводят к чрезмерной переделке и браку.
При наличии такого большого количества припоев различных составов, выбор правильного сплава может быть довольно сложной задачей.
Лучше всего рассмотреть:
1) Какова максимальная температура , при которой устройство (а) могут подвергаться воздействию без ущерба для устройства или производительности устройства?
2) Учтите, что некоторым сплавам действительно требуется температура от 25 ° C до в некоторых случаях на 100 ° C выше (выше точки плавления), чтобы они хорошо текли и смачивали сопрягаемые поверхности.Может ли устройство выдерживать такую повышенную температуру припоя?
3) Что такое металлизация кристалла и подложки ?
4) Есть ли у вас подходящая металлизация для выбранного припоя?
5) Есть ли у этого сплава хорошая история успешного смачивания и текучести?
6) Flux Less или с Flux?
7) Требуется ли бессвинцовый продукт?
Для крепления штампа без флюса и уплотнения крышки основным припоем, используемым большинством клиентов SST Vacuum Reflow Systems, является сплав 80Au20Sn с температурой плавления 278 ° C.Этот сплав можно использовать в полученном виде без необходимости удаления поверхностных оксидов по сравнению со сплавами припоя на основе свинца, олова или индия, где природные оксиды металлов будут мешать смачиванию припоя и потребуют кислотного травления непосредственно перед загрузкой для пайки.
Ниже приведен список из трех свинцово-оловянных припоев и других сплавов:
Ниже приведен список бессвинцовых припоев:
РЕКОМЕНДУЕМЫЕ РАСХОДЫ НА ПОКРЫТИЕ:
Поскольку существует множество комбинаций гальванических материалов и требований к гальваническим покрытиям, в этом блоге рассматриваются только наиболее часто используемые комбинации.На следующих выносках показаны покрытые припоем покрытия для показанных припоев:
1) Для паяемой золотой пластины , когда используются припои золото-олово , олово-свинец, свинец-индий, олово-индий, свинец-олово-серебро, свинец-индий-серебро или олово-серебро:
Подложка с паяемым сульфаматом никеля по QQ-N-290, толщиной 50-150 микродюймов.
Далее следует:
Золотая пластина по Mil-G-45204, тип III, класс A, толщиной 50-100 микродюймов (класс 1).
2) Для паяемой золотой пластины , когда используется припой золото-германий :
никелевый удар Вуда по QQ-N-290, толщина 5-50 микродюймов.Толщина никелевого листа не должна превышать 50 микродюймов.
Далее следует:
Золотая пластина по Mil-G-45204, тип III, класс A, класс 2, толщина 150–250 микродюймов.
3) Для паяемой серебряной пластины , когда используются припой свинец-олово , свинец-индий, олово-серебро, олово-индий, свинец-олово-серебро или свинцово-серебряный припой:
Подложка с припоем из сульфамата никеля (no осветлители) в соответствии с QQ-N-290, толщиной 50-150 микродюймов.
Далее следует:
Пластина для пайки из серебра QQ-S-365, тип I или II, класс B, толщиной 300-500 микродюймов.
4) Для электролитической никелевой пластины Применения , когда используются припой свинец-олово, свинец-индий, олово-серебро, олово-индий, свинец-олово-серебро или свинцово-серебряный припой:
Пластинчатый припой сульфамата никеля (нет осветлители) в соответствии с QQ-N-290, толщиной 150-300 микродюймов.
5) Для металлического никелевого листа применений, когда используются припой свинец-олово, свинец-индий, олово-серебро, олово-индий, свинцово-оловянно-серебряный или свинцово-серебряный припой *:
Никель-бор, привариваемый пластиной по AMS-2433, тип 2, толщиной 150-300 микродюймов.
* Никель-фосфорная пластина, полученная методом химического восстановления, не должна использоваться для пайки. Если содержание фосфора превышает 10%, образовавшийся осадок может оказаться непаяемым.
См. Таблицу на стр. 15 в «Принципах пайки и пайки» Джайлза Хэмпстона и Дэвида Джейкобсона, в которой показаны характеристики растекания припоя для припоев на основе олова, индия, свинца, висмута и серебра. Эта диаграмма показывает, что некоторые сплавы требуют гораздо более высоких температур оплавления выше точки плавления для достижения хороших характеристик текучести припоя.
Безфлюсовая пайка или с флюсом
Если ваша цель – низкий уровень пустот, предпочтительна пайка без флюса. Паяльная паста содержит растворители и флюсовые добавки, которые выделяют газ и создают больше пузырей / пустот по сравнению с твердыми преформами.
Загрузите эти ресурсы для получения дополнительной информации:
| Требования к покрытию технический документ | SST Модель 3130 Лист данных | SST Модель 1200 Лист данных |
—-
Zap (Pierino) Zappella
Инженер по разработке процессов
SST Вакуумные системы оплавления
ПАЙНЫЕ СПЛАВЫ
Это сплавы двух или более металлов, используемые для соединения других металлов друг с другом посредством поверхностной адгезии без плавления основных металлов, как при сварке, и без необходимости использования такой высокой температуры, как при пайке.Однако часто нет определенной температурной границы между припоями и припоями. Требование к настоящему припою состоит в том, чтобы он имел более низкую температуру плавления, чем соединяемые металлы, и имел сродство к соединяемым металлам или был способен соединяться с ними.
Виды и формы
Самый распространенный припой – это припой половинной , припой сантехников, или припой ASTM (Американское общество испытаний и материалов) класса 50A, и состоит из равных частей свинца и олова.Плавится при 182 ° C. Плотность этого припоя составляет 8802 кг / м3, предел прочности – 39 МПа, а электропроводность – 11% от меди. Припой № 1 SAE (Общество автомобильных инженеров) содержит от 49,5 до 50,0% олова, 50% свинца, не более 0,12% сурьмы и не более 0,08% меди. Плавится при 181 ° C. Однако большая часть товарных полуфабрикатов обычно содержит большие количества свинца и некоторого количества сурьмы и меньше олова. Эти смеси имеют более высокие температуры плавления, а припои с содержанием олова менее 50% имеют широкий диапазон плавления и не затвердевают быстро.Иногда желателен широкий диапазон плавления, и в этом случае используется протирочный припой с содержанием олова от 38 до 45%. Припой с узким диапазоном плавления, температура плавления от 183 до 185 ° C, класс припоя ASTM 60A, содержит 60% олова и 40% свинца. Припой с 42% олова и 58% свинца имеет диапазон плавления от 183 до 231 ° C. Плавный припой – лучшее качество припоя для сантехников, он содержит от 63 до 66% олова и балансный свинец.
Сплавы припоя доступны в широком диапазоне размеров и форм , что позволяет пользователям выбрать тот, который лучше всего подходит для их применения.К этим формам относятся чушка, плита, лепешка или слиток, пруток, паста, лента или лента, сегмент или капля, порошок, фольга, лист, сплошная проволока, порошковая проволока и преформы. Существует 11 основных групп припоев:
Олово-сурьма. Применяются при умеренно повышенных рабочих температурах, около 149 ° C, эти припои имеют более высокую электропроводность, чем припои оловянно-свинцовые. Их рекомендуется использовать там, где необходимо избегать загрязнения свинцом. Сплав 95% Sn-5% Sb имеет солидус 235 ° C, ликвидус 240 ° C и результирующий диапазон пастообразности -11.1 ° С.
Олово-свинец. оловянно-свинцовые припои, составляющие самую большую группу из всех используемых сегодня припоев, используются для соединения самых разных металлов. Большинство из них не подходят для использования при температуре выше 149 ° C при длительной нагрузке.
Олово-сурьма-свинец. Обычно они могут использоваться для тех же целей, что и сплавы олово-свинец, за следующими исключениями: алюминий, цинк или гальваническое железо. В присутствии цинка эти припои образуют хрупкое интерметаллическое соединение цинка и сурьмы.
Олово-серебро. Они имеют преимущества и ограничения, аналогичные преимуществам и ограничениям оловянно-сурьмянистых припоев. Однако оловянное серебро легче наносить с помощью канифольного флюса. Относительно высокая стоимость позволяет использовать эти припои только для тонких инструментов. Два стандартных состава: 96,5% Sn-3,5% Ag, эвтектика; 95% Sn-5% Ag, с солидусом 221 ° C и ликвидусом 245 ° C.
Олово-цинк. Они предназначены в основном для пайки алюминия, так как имеют тенденцию минимизировать гальваническую коррозию.
Свинец-серебро. Предел прочности на растяжение, ползучесть и сдвиг этих припоев обычно является удовлетворительным при температуре до 177 ° C. Характеристики текучести довольно низкие, и эти припои подвержены коррозии во влажной атмосфере при хранении. Рекомендуется использовать флюс на основе хлорида цинка для получения хорошего соединения на металлах, не покрытых припоем.
Кадмий-серебро. Основное применение кадмиево-серебряного припоя – в приложениях, где рабочая температура будет выше, чем допустимая для припоя с более низкой температурой плавления.Неправильное использование может нанести вред здоровью. Припой имеет состав 95% Cd-5% Ag. Солидус составляет 338 ° C, а ликвидус – 393 ° C.
Индий-свинцовые сплавы. Это припои, стойкие к щелочам. Припой, содержащий 50% свинца и 50% индия, плавится при 182 ° C и очень устойчив к щелочам, но свинцово-оловянные припои с содержанием индия всего 25% устойчивы к щелочным растворам, обладают лучшими смачивающими характеристиками и прочностью. Индиевые припои дороги. Добавление 0,85% серебра к мягкому припою с 40% олова дает такое же смачивание медных сплавов, как и припой с 63% олова, но это добавление неэффективно для припоев с низким содержанием олова.Припой золото-медь, используемый для изготовления вакуумных уплотнений и для пайки сложных металлов, таких как сплавы железа и кобальта, содержит 37,5% золота и 62,5% меди.
Палладий-никелевый. Палладий-никелевый сплав с 40% никеля имеет температуру плавления около 1237 ° C. Паяльные присадочные металлы, содержащие палладий, используются для широкого диапазона металлов и соединений между металлами и керамикой.
Остальные четыре группы Zn-Al, Cd-Zn и припои, содержащие висмут и индий, были покрыты ранее.
Серебряный припой
Серебряный припой – это припой с высокой температурой плавления, применяемый для пайки стыков , где требуется более высокая, чем обычная прочность, а иногда и электрическая проводимость. Большинство серебряных припоев представляют собой припой на основе меди и цинка с добавлением серебра. Они могут содержать от 9 до 80% серебра, а цвет варьируется от желто-латунного до серебристо-белого. Кадмий также может быть добавлен для понижения температуры плавления. Серебряные припои необязательно содержат цинк и могут быть припоями из серебра и меди в пропорциях, обеспечивающих желаемую температуру плавления и прочность.Серебряный припой с относительно низкой температурой плавления содержит 65% серебра, 20% меди и 15% цинка. Он плавится при 693 ° C, имеет предел прочности на разрыв 447 МПа и относительное удлинение 34%. Электропроводность составляет 21% от чистой меди. Припой, плавящийся при 760 ° C, содержит 20% серебра, 45% меди и 35% цинка. Серебряный припой № 3 ASTM – это припой с 5% кадмия, заменяющим такое же количество цинка. Это универсальный припой. Серебряный припой № 5 ASTM содержит 50% серебра, 34% меди и 16% цинка.Плавится при 693 ° C, используется для пайки электромонтажных работ и холодильного оборудования.
Любое олово, присутствующее в серебряных припоях, делает их хрупкими; Свинец марки и железо затрудняют работу с припоями. Серебряные припои податливы, пластичны и обладают высокой прочностью. Они также устойчивы к коррозии и особенно ценны для использования в пищевом оборудовании и аппаратах, где использование свинца нежелательно. Небольшие добавки лития к серебряным припоям увеличивают текучесть и смачиваемость, особенно при пайке нержавеющей стали или титана.Sil-Fos – это фосфорно-серебряный припой для пайки с температурой плавления 704 ° C. Он содержит 15% серебра, 80% меди и 5% фосфора. Соединения внахлест, спаянные с помощью Sil-Fos, имеют предел прочности на разрыв 206 МПа. Фосфор в сплаве действует как раскислитель, а для припоя требуется небольшое количество флюса или его отсутствие. Он используется для пайки латуни, бронзы и никелевых сплавов.
Другой сорт, Easy solder, содержит 65% серебра, плавится при 718 ° C и соответствует цвету стерлингового серебра. Серебряный припой TL содержит всего 9% серебра и плавится при 871 ° C.Он имеет цвет желтой латуни и используется для пайки цветных металлов. Припой из стерлингового серебра для пайки чистого серебра содержит 92,8% серебра, 7% меди и 0,2% лития. Температура подачи 899 ° C.
Свинцово-серебряный припой, заменяющий оловянный припой, содержит 96% свинца, 3% серебра и 1% индия. Он плавится при 310 ° C, распределяется лучше, чем обычные свинцово-серебряные припои, и обеспечивает прочность соединения 34 МПа. Серебряно-палладиевые сплавы для высокотемпературной пайки содержат от 5 до 30% палладия. При 30% температура плавления составляет около 1232 ° C.Эти сплавы обладают исключительными характеристиками плавления и текучести и используются в электронике и космических аппаратах.
Холодные припои
Холодный припой, используемый для заполнения трещин в металлах, может быть смесью металлического порошка с пироксилиновым цементом с минеральным наполнителем или без него, но сильные холодные припои изготавливаются из синтетических смол, обычно эпоксидных, отверждаемых с помощью катализаторов и с без растворителей, вызывающих усадку. Содержание металла может достигать 80%. Devcon F, предназначенный для ремонта отверстий в отливках, состоит на 80% из алюминиевого порошка и на 20% из эпоксидной смолы.Отверждается при температуре 66 ° C, обеспечивая высокую адгезию. Эпоксиновый припой представляет собой алюминиевый порошок в эпоксидной смоле в виде замазки для заполнения трещин или отверстий в листовом металле. Лечит с помощью катализатора. Смеси металл-эпоксидная смола дают усадку менее 0,2%, и их можно гладко обрабатывать и полировать.
Бессвинцовый припой для замены
Несмотря на постоянные усилия исследователей и технологических лидеров в области упаковки, на сегодняшний день не существует бессвинцового припоя, который мог бы заменить припой оловянно-свинцовый в процессах сборки.Поскольку оловянно-свинцовый припой используется так давно и является частью мышления типичного инженера-технолога, поиск недорогой замены бессвинцового сплава наталкивается на растущий пессимизм в отношении того, что усилия будут успешными.
С другой стороны, оптимизм в отношении того, что клеевые припои окажутся серьезной альтернативой металлургическим материалам, продолжает расти. Эти проводящие клеи на полимерной основе используются в различных областях применения, ранее «зарезервированных» для оловянно-свинцовых припоев.Обычное производственное оборудование и традиционные процессы сборки позволяют производить высококачественные сборки с продемонстрированной долговременной надежностью с использованием новых припоев. А для некоторых продуктов полимеры считаются перспективной технологией. Одним из основных рынков является рынок гибких схем на основе полиэстера, особенно тех, которые построены с использованием толстой полимерной пленки.
Полимерные припои
Полимерные припои также известны как «токопроводящие клеи» или материалы, которые обеспечивают двойную функцию электрического соединения и механического соединения.Адгезивные компоненты типичного материала представляют собой некоторую форму полимера, то есть длинноцепочечные молекулы, широко используемые для производства структурных продуктов, которые также известны своими превосходными диэлектрическими свойствами. Уже широко используемые в качестве электрических изоляторов, в качестве припоев их необходимая проводимость достигается за счет добавления высокопроводящих наполнителей к полимерным связующим.
Наиболее распространенными полимерными припоями являются термореактивные эпоксидные смолы с серебряным наполнителем, поставляемые в виде однокомпонентных тиксотропных паст.Серебро используется не только потому, что оно обычно рентабельно, но и из-за его уникального проводящего оксида. Смесь серебряного порошка и чешуек обеспечивает высокую проводимость при сохранении хорошей пригодности для печати. Поскольку механическая прочность соединения обеспечивается полимером, проблема в рецептуре состоит в том, чтобы использовать максимальную металлическую нагрузку без ущерба для требуемой прочности. (Некоторые полимерные припои содержат более 80% металлического наполнителя по весу.)
Полимерные припои обычно не образуют металлургических границ раздела в обычном смысле.Электрическая целостность требует, чтобы частицы металлического наполнителя находились в тесном контакте для образования проводящего пути между дорожкой цепи и выводом компонента. В идеале чешуйки серебра должны перекрываться, а более мелкие частицы заполняют промежутки, образуя проводящую цепь.
В прошлом полимерные припои успешно применялись только в цепях с проводниками из драгоценных металлов. Это произошло потому, что сопротивление перехода возрастало до неприемлемого уровня, когда обычные печатные платы и компоненты соединялись с этими материалами.Для решения проблемы нестабильности необходимо было создать устойчивые неметаллургические соединения с окисляемыми поверхностями. Например, одна композиция полимер-припой, используемая в гибких схемах и недавно оптимизированная для жестких плат, обеспечивает стабильность соединения между покрытыми припоем и неизолированными медными поверхностями за счет усадки полимера во время отверждения, чтобы протолкнуть частицы неправильной формы через межфазные оксиды.
Преимущества использования полимерных припоев включают совместимость с рядом поверхностей, включая некоторые не поддающиеся пайке подложки; низкотемпературная обработка, в результате чего снижается тепловая нагрузка; отсутствие требований к предварительной или последующей очистке, что позволяет сократить потребности в оборудовании и время цикла, а также снизить или исключить выброс летучих органических соединений.
лучших 10 крупнейших серебряных припоев для олова рядом со мной и бесплатная доставка
Альтернативы припоя для перехода к гибкой интегрированной электронике – Электронные продукты Технология электронных продуктов Альтернативы пайки для перехода к гибкой и интегрированной электронике, объясненные IDTechEx – Yahoo Finance Yahoo FinanceThermal IDTechEx обсуждает менеджмент в революции карбида кремния – PRNewswire PRNewswire PRNewswireBrothers извлекают золото и серебро из электронных отходов, экономят 100000 метрических тонн углерода – Лучшая Индия Лучшая Индия Все добытые нами металлы в одной визуализации – Visual Capitalist Visual Capitalist Сплавы, используемые в сборках волновой и селективной пайки – I-Connect007 I-Connect007 Сплавы для бессвинцовых припоев: их свойства и лучшие типы для повседневного использования – Hackaday HackadayExclusive: убедительные исследования UNSW показывают, что тандемные элементы должны заменять PERC для производства нескольких тераватт – pv m agazine Australia pv magazine Обзор рынка AustraliaToday – BHP, GreenRoc Mining, Rambler Metals and Mining и другие… – Проактивные инвесторы Великобритания Проактивные инвесторы UKTin: грядущий «зеленый» металл | Kitco News – Kitco NEWS Kitco NEWSin цена продолжает расти на фоне высокого спроса на электронику и низких запасов – MetalMiner MetalMinerПарадокс возобновляемых источников энергии: солнечные панели и их токсичные отходы – Интересная инженерия Интересная инженерияСеребро сквозь века: использование серебра с течением времени – Visual Capitalist Visual CapitalistWe На рынке серебра не будет ажиотажа розничной торговли в стиле GameStop – Bloomberg BloombergИспользование пропана или газа MAP для потоотделения или пайки медных труб – Обзоры Pro Tool Обзоры Pro Tool Десятки, и их количество продолжает расти – MININ__ – MININ__ MININ__Tin имел решающее значение на 5500 лет – К северу от 60 новостей горнодобывающей промышленности К северу от 60 новостей горнодобывающей промышленности Обзор iPad и iPad Mini: эти устройства заставят вас пожелать, чтобы вы были художником – Lifehacker Australia Lifehacker Australia – Bestgamingpro – Лучший игровой про Лучший игровой про Линии охлаждения для пайки – НОВОСТИ ACHR NEWS ACHR Варианты лужения проволоки | 2020-04-10 | СБОРКА – Assembly Magazine Assembly MagazineЭволюция технологий: Ивер Андерсон лидирует в области припоя для электроники – IPWatchdo__ IPWatchdo__More Than Precious: Роль серебра в эпоху новой энергетики (часть 3 из 3) – – Visual Capitalist Visual CapitalistТепловые эффекты старения между толстопленочной металлизацией и кремы для пайки оплавлением – Журнал продуктов Журнал продуктов Журнал по окончательной обработке Изящное обучение плавлению – Hackaday HackadayПолное руководство по пайке для гитаристов – Guita__ Guita__ Низкотемпературный припой для поверхностного монтажа – I-Connect007 I-Connect007 МЕТАЛЛЫ-Жесткие поставки поднимают цены на олово до самых высоких с 2014 года – Kitco NEWS Kitco NEWSRare Индийская медаль мира Джорджа Вашингтона, приобретенная колониальным фондом Вильямсбурга – ArtfixDaily ArtfixDailyTop 10 Лучшее паяльное оборудование 2020 – Bestgamingpro – Лучший игровой про Лучший игровой продукт Инвестиции в товары: может ли олово оставаться лучше металлов? – Ценность рынков Ценность рынков Альтернативы обычным припоям помогают производителям электроники вырваться вперед – EurekAlert (пресс-релиз) EurekAlert (пресс-релиз) Медицинская литература: Боб Серебряные пули – Еженедельный журнал врача Еженедельник врача SURFACESCAN® QC-100: последовательное электрохимическое восстановление Анализатор (SERA) Analyzer – AZoM AZoM Заявка на бирку с географическим указанием для Cuttack Silver Filigree подана – The Hindu The HinduElectronic гаджеты, батареи, сплавы, припой становятся дороже по мере роста цен на олово – BusinessLine BusinessLineQ A: Продвижение инноваций в электронные материалы – Argus Медиа Argus MediaДолгое прочтение: все, что блестит, – это HJT – pv magazine India pv magazine IndiaТри способа обнаружить серебряный шар – Hackaday HackadayХотите по-настоящему короткое сжатие? Эта игра для олова – это вырезка, превыше всего остального – Stockhouse Stockhouse Введение в методы пайки оплавлением и пайки – AZoM AZOM Практическая реализация процессов сборки паяльных паст с низкой температурой плавления (Часть 1) – I-Connect007 I-Connect007 Знания Hard-Won смягчают воздействие олова Усы – Электронный дизайн Электронный дизайн Пайка 101: пошаговое руководство – Premier Guitar Premier Guitar Как паять без нагрева – ENGINEERIN__ ENGINEERIN__iPhone 13 Pro и 13 Pro Max – Технические характеристики – Apple Newsroom Apple NewsroomiMac отличается совершенно новым дизайном в ярких цветах, Микросхема M1 и 4.Дисплей Retina 5K – Apple Newsroom Apple Newsroom Сколько стоят олимпийские медали? – AS English AS EnglishПечать прототипа печатной платы с помощью Voltera V-One – Все 3DP Все 3DPВ чем разница между пайкой, пайкой и сваркой? – Машинный дизайн Машинный дизайн – Цены на олово взлетают до рекордных уровней по мере сужения арбитража на LME-SHFE – MetalMiner MetalMinerМагнитный припой к проволоке 3-D чип – MIT Technology Review MIT Technology ReviewCables the Case for Solder – Stereophile Magazine Stereophile Magazine Лучшая паяльная станция для домашних мастеров и любителей – Боб Вила Боб Вила Испанский рынок: жестяные изделия | Искусство | santafenewmexica__ – Санта-Фе Новый Мексиканский Санта-Фе Новый МексиканскийКак инвестировать в олово | Предложение, спрос и многое другое | INN – Investing News Network Investing News NetworkИспользование олова: припой, оловянное покрытие и многое другое | INN – Investing News Network Investing News NetworkElectromigration: Not Just Copper Anymore – SemiEngineering SemiEngineeringWeb Exclusive: Метод лазерной пайки компрессионной пайки для мелкошаговых и тонких штампов – Журнал Industrial Laser Solutions Журнал Industrial Laser Solutions MagazineSilver Bulls: Визуализация цены на серебро (1960- – Visual Capitalist Visual Capitalist Новый иск утверждает, что Apple нарушила патент на бессвинцовый припой в iPhone – AppleInsider AppleInsider Правильная пайка – методы пайки и отличия от сварки – MM International MM International Конференция по технологиям – I-Connect007 I-Connect007Новый мир, спасенный кругами – Cosmos Cosmos – лучшая развивающаяся серебряная игра Австралии от Thomson Resources? – Finfeed Finfeed Все о Flex: бессвинцовая пайка гибких схем – I-Connect007 I-Connect007Сколько серебра в мире? – Gainesville News Gainesville News: Светлое будущее электричества олова создает проблемы с поставками: Энди Хоум – Reuters Reuters Производство крупномасштабных, функциональных, электронных текстильных изделий – Natur__ Natur__Alphamin Resources производит клей технологии – InvestorIntel InvestorIntelAmerway: новая отливочная камера без свинца предотвращает перекрестное заражение – I -Connect007 I-Connect007В выходные читали: Бессвинцовое будущее для солнечных батарей Паста – everti__ everti__Анализ и контроль ванн с химическим никелем – AZoM AZoMHenkel предлагает высоконадежный сплав для сборки ADAS – WebWire WebWire Дорожная карта сборки платы iNEMI 2019 – I-Connect007 I-Connect007 Рост цен на олово спадет к концу года – отчет – MININ__ – MININ__LED Генеральный директор d вызывает революцию SSL и разрозненную динамику рынка светодиодов (MAGAZINE) – LEDs Magazine LEDs MagazineПродажа консервной банки за 1000 долларов – это того стоит? – Newsweek NewsweekЛучшие паяльники – The New York Times The New York Times Самый популярный iPad от Apple обеспечивает еще большую производительность и расширенные функции – Apple Newsroom Apple NewsroomUS Денежная масса в США по сравнению с производством драгоценных металлов в эпоху COVID-19 – Визуальный капитализм Визуальный капиталист радужно в мире AfriTin – Энтони Вилджоен – Еженедельник горнодобывающей промышленности Creamer Media Еженедельник горнодобывающей промышленности Creamer MediaВизуализация доминирования Китая в редкоземельных металлах – Визуальный капиталист Визуальный капиталист Неустойчивая доходность: вложение в сырьевые товары через майнеров и исследователей – Визуальный капиталист Визуальный капиталистКритический рынок материалов на 2021 год Северный шахтерЧудо света – Американец Элсворта Американец Элсворта – Американец Элсворта Американец Элсворта Как чистить серебряную пластину (ежедневная глубокая очистка) – BobVil__ BobVil__ Серебряная серия: Начало нового цикла золото-серебро (Часть 1 из 3) – Визуальный Капиталистический вис ual CapitalistFactbox: Компании, поставщики которых могут закупать олово на мятежном руднике в Мьянме – Reuters ReutersCharted: Визуализация 50-летнего глобального производства стали – Visual Capitalist Visual Capitalist Рост замедляется.