Заказать программы для ЧПУ в Самаре, Цены
- Главная
- Написание программ для станков с ЧПУ
Для производства сложных деталей на станках с ЧПУ требуется наличие специальной управляющей программы. Она представляет собой набор команд, с помощью которых станок сможет создать деталь без участия человека.
Создать программу для ЧПУ станка можно и собственными силами, но для этого в штате компании должен быть квалифицированный специалист с соответствующим опытом работы. Второй вариант – заказать ее написание в нашей компании, где работает целый отдел профессиональных сотрудников.
Вне зависимости от того, работает станок ЧПУ в автоматическом или полуавтоматическом режиме, его задачей является контроль за следующими параметрами:
- Включение\выключение прибора, правильный подбор и замена инструментария.
- Корректное размещение деталей на рабочем столе.
- Корректная траектория движения составных частей механизма.

- Своевременное применение дополнительных возможностей станка.

При полноценном и правильном применении программного обеспечения станок работает на все 100%, позволяя получить максимальную эффективность. А это значит, на изготовление детали уходит минимальное количество времени, износ режущего инструмента минимизируется, выработка ресурса техники сокращается, а производительность растет.
Написание программа для станков с ЧПУ может быть произведено на любом персональном компьютере при условии установки на нем необходимого программного обеспечения. Когда программа готова, она переносится на станок. Некоторые станки позволяют производить программирование непосредственно в своем интерфейсе. На сегодняшний день многие виды станков обладают человеко-машинным типом интерфейса.
3 этапа программирования
- Загрузка 3д модели детали с целью сбора информации о ней. Специалисты получают данные о виде материала, базовых характеристиках изделия, особенностях его обработки и пр.
- Создание тематической матрицы и выстраивание последовательных команд. Задается порядок выбора инструментов, скорость движения шпинделя, расположение деталей и т.д.
- Внесение правок и эмуляция кода. Помогает избежать ошибок в работе, например, пересечение линий движения инструментов и так далее.

Когда все три этапа пройдены, программа готова к загрузке на станок и настройке. Перед запуском оборудования в работу, оно еще раз проверяется с целью найти и обезвредить возможные программные ошибки.
Станьте нашим клиентом
Политика конфиденциальности
Я согласен предоставить компании ООО “ИТР”, находящейся по адресу УЛ. МИЧУРИНА, ДОМ 80, ОФИС 16, САМАРА, САМАРСКАЯ ОБЛАСТЬ, Россия, 443110 право на обработку моих персональных данных в соответствии с положениями Федеральным законом № 152-ФЗ от 27.07.2006 «О персональных данных». Под обработкой персональных данных понимается любое действие (операция) или совокупность действий (операций), совершаемых с использованием средств автоматизации или без использования таких средств с персональными данными, включая сбор, запись, систематизацию, накопление, хранение, уточнение (обновление, изменение) извлечение, использование, передачу (в том числе передачу третьим лицам, не исключая трансграничную передачу, если необходимость в ней возникла в ходе исполнения обязательств) обезличивание, блокирование, удаление, уничтожение персональных данных.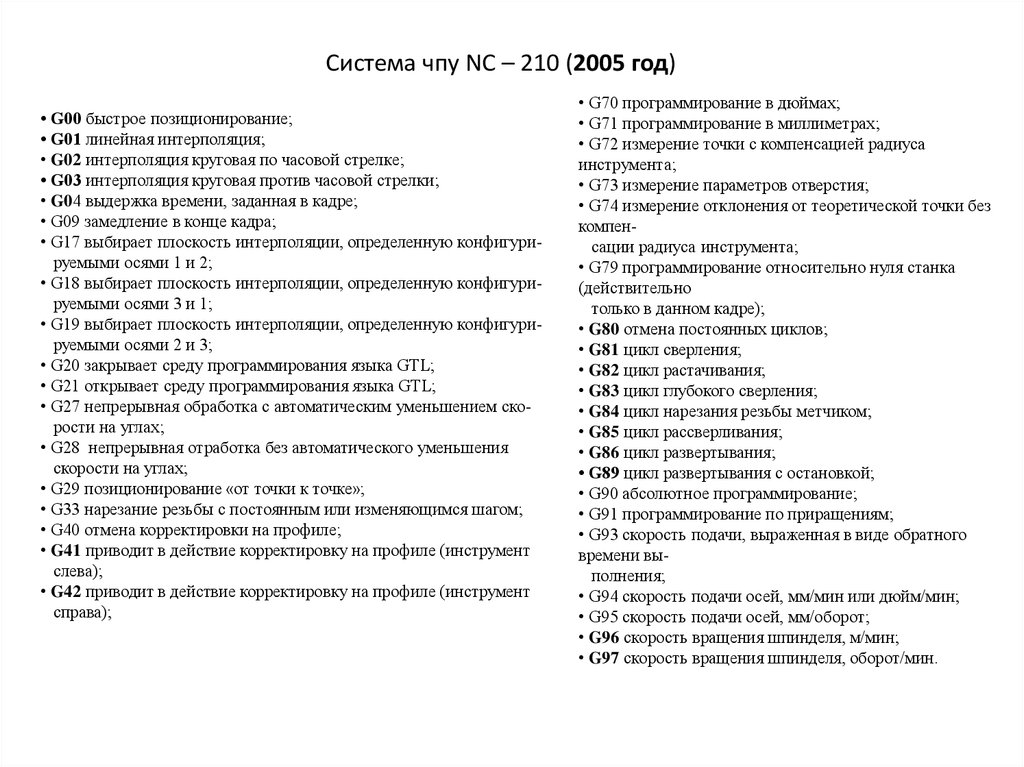 Я выражаю свое согласие на получение информации о продуктах и услугах от компании ООО “ИТР” посредством телефонных обращений, SMS-сообщений, электронной почты и других каналов связи. Данное соглашение вступает в силу после подписания. Срок его действия неограничен при отсутствии у компании ООО “ИТР” данных об его отзыве клиентом.
Я выражаю свое согласие на получение информации о продуктах и услугах от компании ООО “ИТР” посредством телефонных обращений, SMS-сообщений, электронной почты и других каналов связи. Данное соглашение вступает в силу после подписания. Срок его действия неограничен при отсутствии у компании ООО “ИТР” данных об его отзыве клиентом.
Ваша заявка успешно отправлена
G-коды для программирования станков с ЧПУ — MULTICUT
Обновлено: 25.11.2022
Для управления автоматизированными обрабатывающими центрами применяется язык программирования, созданный специально для этих целей, — G-Code. Программа генерации G-кодов для станков с ЧПУ была разработана американской компанией Electronic Industries Alliance. В СССР программа была введена стандартом ГОСТ 20999-83 и в технической литературе получила наименование ISO 7-bit (ИСО 7-бит).
Система G-кодов для управления оборудованием с ЧПУ и 3D-принтерами представляет собой высокоуровневый язык. Программа содержит список команд, расположенных в определенной последовательности, и может при необходимости редактироваться в любом текстовом редакторе. Также она открывается в специализированных приложениях G-CodeViewer или Simplify3D.
Также она открывается в специализированных приложениях G-CodeViewer или Simplify3D.
Описание G-кодов и структуры управляющей программы
Алгоритм работы обрабатывающего центра задается набором команд, расположенных в установленном порядке. Программы, созданные на основе джи-кодов для станков с ЧПУ, отличаются жесткой структурой. Отдельные команды группируются в кадры; в некоторых из них команда может быть одна, в других — несколько. Все группы, за исключением первой, в обязательном порядке нумеруются и начинаются символом номера. Допускается добавление комментариев в круглые скобки.
Элементарные команды в кадрах выполняются в один и тот же промежуток времени, но традиционно размещаются в такой последовательности:
- подготовительные,
- установка координат передвижения,
- задание обрабатывающего режима,
- технологические.
У подавляющего большинства интерпретаторов языка G-команд для станков с ЧПУ число элементарных команд в пределах кадра не превышает шести. Они могут быть как модальными, так и немодальными. Первые используются для изменения настроек или параметров, и их действие распространяется на все следующие за ними кадры вплоть до появления другой модальной команды. Соответственно, немодальные команды работают только в пределах своей группы.
Они могут быть как модальными, так и немодальными. Первые используются для изменения настроек или параметров, и их действие распространяется на все следующие за ними кадры вплоть до появления другой модальной команды. Соответственно, немодальные команды работают только в пределах своей группы.
Интерпретаторы программного языка, содержащего коды для ЧПУ, сохраняют показатели введенных данных на все время работы алгоритма. Изменение их происходит путем отмены или последующей модальной командой. Это упрощает процесс разработки и делает необязательным задание всех параметров в каждом кадре.
Пройти тест
Группы команд G-кодов
Подготовительные программные коды имеют разные функции и управляют различными технологическими операциями. Так, некоторые из них устанавливают линейную или круговую скорость перемещения рабочих органов оборудования, а другие задают режимы обработки детали. С их помощью указываются значения параметров, и осуществляется управление координатными системами: относительной и абсолютной.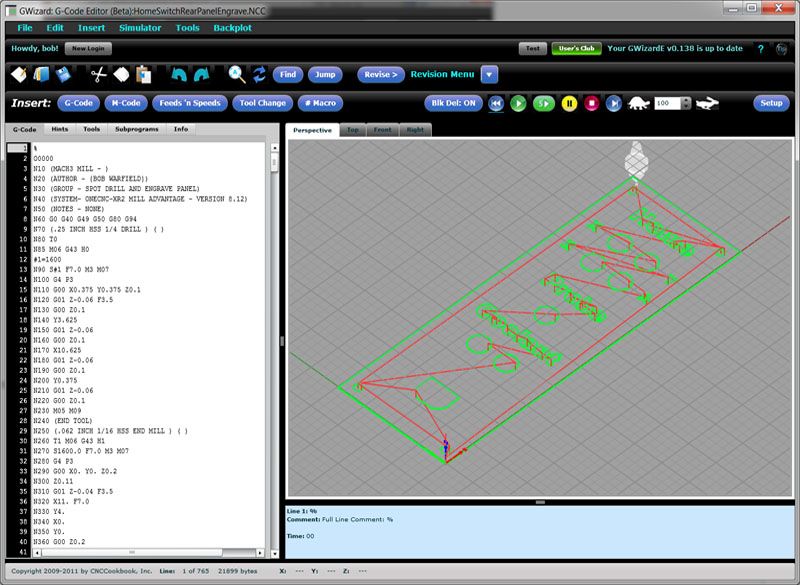
Для удобства освоения и использования все команды разделены на группы по определенному признаку. Перечислим основные:
- G00–G04 определяют позиционирование инструмента или иных рабочих органов обрабатывающего центра.
- G17–G19 производят изменение рабочих параметров.
- G40–G44 вводят компенсации линейных размеров некоторых узлов и деталей станка.
- G54–G59 отвечают за переключения между разными системами координат.
Полный перечень групп G-кодов можно найти в справочниках по программированию на описываемом языке. Операторы станков с ЧПУ, как правило, изучают такие справочники в полном объеме.
Основные G-коды
Расшифровка всех G-кодов для ЧПУ дается в таблицах, которые можно найти в профильной учебной и технической литературе. Рассмотрим подробнее наиболее часто используемые команды:
- G00. Скоростное позиционирование. Применяется для задания показателей перемещения рабочих органов в исходное положение перед началом работ или перевода их в безопасное положение. Эта команда не используется в процессе обработки заготовок из-за высокой скорости инструмента, поскольку это может привести к повреждению оборудования.
- G01. Линейная интерполяция. Оператор управляет движением рабочего органа по прямой, а скорость его перемещения устанавливается при помощи символа F с добавлением двузначных числовых значений. Направление при этом задается литерами X и Y. Запись кода имеет следующий вид: G01 X31 Y75 F45. Отмена действия команды осуществляется операторами G00, G02 и G03.
- G02. Вращательное движение по часовой стрелке. Рабочий орган перемещается по сложной траектории, при этом линейная скорость определяется параметром F. Положение дуги, по которой инструмент движется на плоскости, устанавливается параметрами I, J и K.
 Эта команда не используется в процессе обработки заготовок из-за высокой скорости инструмента, поскольку это может привести к повреждению оборудования.
Эта команда не используется в процессе обработки заготовок из-за высокой скорости инструмента, поскольку это может привести к повреждению оборудования.Полная таблица кодов для ЧПУ содержит порядка 100 позиций с подробными описаниями команд. Выдержки из нее часто приводятся на профильных форумах в обсуждениях специалистов.
Написание G-кода и подготовительные функции
Перечисленные G-команды для ЧПУ считаются основными, но наряду с ними при написании программ используются и другие символы.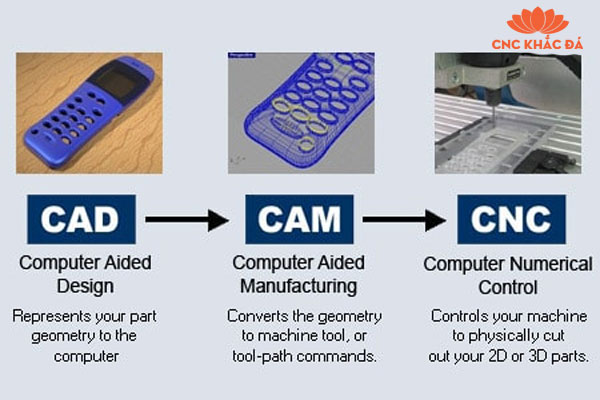
- M — вспомогательные функции. С их помощью осуществляется выбор другого инструмента или обращение к процедуре подпрограммы, обеспечение ее запуска или прекращения работы.
- S задает параметры перемещения рабочих органов оборудования.
- F определяет показателя подачи инструмента.
- T, D и H также осуществляют управление инструментом обрабатывающего центра.
Эти команды, помимо буквенных символов, содержат числовые параметры. Они указывают направление и скорость движения рабочих органов фрезерно-гравировальных устройств.
Подпрограммы, их запуск и уровни вложений
Функционал языка G-кодов для станков с ЧПУ предусматривает возможность циклического выполнения некоторого набора команд, в том числе размещенных в разных частях алгоритма. Такие неоднократно выполняемые последовательности операций называются подпрограммами, а каждая из них реализует заданный сценарий. При этом управление перемещением инструмента производится в системе относительных (инкрементных) координат.
В описании тела подпрограммы обязательно содержатся М-команды для ЧПУ, например, M30 (окончание). После нее допустимо использование команды M02, обозначающей завершение основной программы с именем вида O111 и любым другим аналогичным. Количество выполнений подпрограммы задается необязательным параметром L c числовым значением, например, L5. Тело обязательно завершается командой M99, предписывающей переход в основную программу.
Система M-кодов для ЧПУ допускает вложение подпрограмм одна в другую по принципу матрешки. При этом вызов вложения осуществляется специальным оператором. Количество уровней определяется конкретной версией программы-интерпретатора.
Компания MULTICUT осуществляет продажу высокопроизводительных обрабатывающих станков, а также выполняет их установку и обслуживание. Коды программирования для ЧПУ обязательно указываются в документации, входящей в комплект поставки. Наши инженеры предоставляют консультации по вопросам применения G-кодов по телефону и электронной почте.
Читайте также
Обновлено: 25.01.2023
3D-моделирование на станках с ЧПУ
Современные производственные процессы позволяют существенно ускорять и повышать точность изготовления изделий сложной формы. При помощи специальных программ для 3Д-моделирования на русском языке осуществляется быстрое прототипирование детали. Разработка его осуществляется профильными организациями.
Подробнее
Обновлено: 01.01.2023
Оснастка фрезерного станка с ЧПУ
Производственные технологии прошлого имели ряд недостатков: в процессе работы заготовку необходимо было переустанавливать. Нужно было снять деталь с фрезерного станка, изменить ее положение и заново отрегулировать исходные размеры заготовок. В настоящее время процедура оснастки фрезерных станков облегчена…
Подробнее
Обновлено: 01.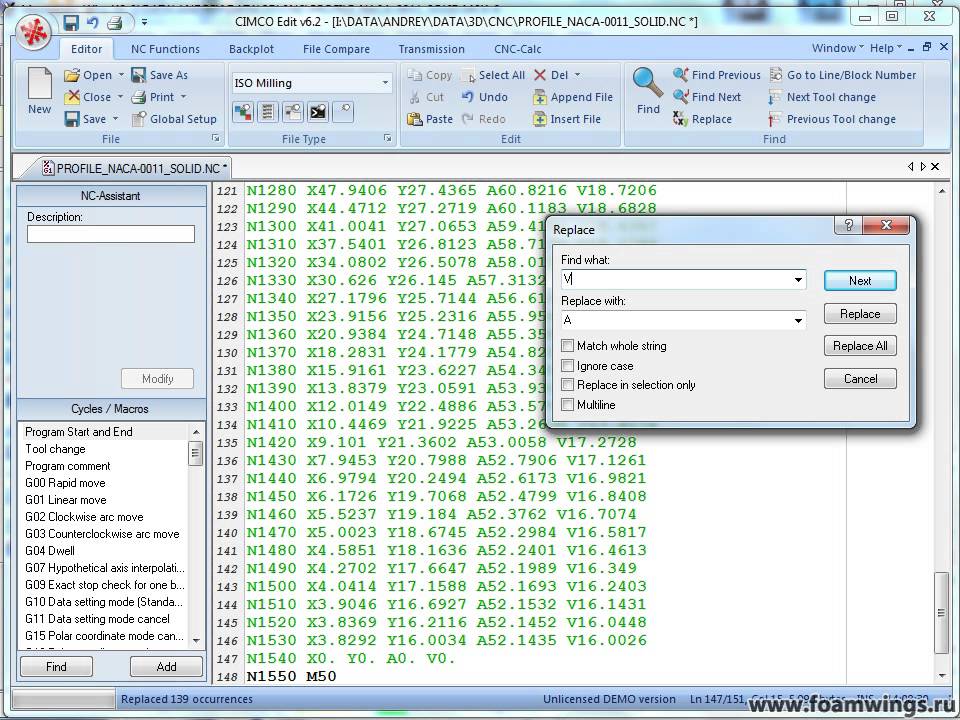 01.2023
01.2023
Техника безопасности при работе на фрезерном станке
Во время работы на станке с ЧПУ оператор обязан неукоснительно соблюдать технику безопасности — это поможет не только продлить срок эксплуатации оборудования, но и, возможно, сохранит здоровье и жизнь специалиста…
Подробнее
Обновлено: 31.12.2022
Сервопривод или шаговый двигатель: какова разница и что выбрать?
В качестве электропривода порталов и исполнительных узлов фрезерно-гравировальных станков и оборудования для плазменной резки с ЧПУ применяются шаговые двигатели и сервоприводы. Что лучше: шаговый двигатель или сервопривод, и в каких случаях применение того или иного электропривода экономически и технически оправданно, рассмотрим в данной статье…
Подробнее
Обновлено: 18.01.2023
Фрезерные станки с ЧПУ для малого бизнеса
Для построения и развития успешного бизнеса, связанного с работой на фрезерном станке с ЧПУ, важно наличие значительных преимуществ перед конкурентами: например, высочайшего качества продукции и доступных цен. В данной статье расскажем, какие именно станки с ЧПУ подходят для малого бизнеса, какова стоимость того или иного оборудования, и насколько рентабелен такой вид деятельности…
В данной статье расскажем, какие именно станки с ЧПУ подходят для малого бизнеса, какова стоимость того или иного оборудования, и насколько рентабелен такой вид деятельности…
Подробнее
Возврат к списку
Поделиться:
Simul CNC моделирует станки с ЧПУ и проверяет программу ЧПУ
Программное обеспечение Simul-CNC моделирует обработку с ЧПУ, чтобы вы могли быть более конкурентоспособными, более прибыльными и более эффективными!
CNC Simulation Made Easy
Мы все это делали; просто загрузите непроверенный путь инструмента в машину только для того, чтобы позже узнать, что результат не такой, как мы на самом деле ожидали. Simul CNC устраняет эту проблему, предлагая вам быстрый и простой способ моделирования вашей программы G-кода без необходимости рисковать своими фрезами, станком или материалами.
Особенности:
- Работает с программным обеспечением CNC-PAD
- Каркасы Quick 3D
- Выполнение измерений на основе смоделированного результата
- Анимированный процесс резки
- Рассчитайте время обработки Экономия денег 900 Используйте Simul CNC, чтобы убедиться, что вы получаете полную и лучшую отделку за заданное машинное время.
- G00 = быстрое перемещение
- G01 = перемещение с указанной скоростью подачи*
- G02 = движение по дуге или кругу по часовой стрелке*
- G03 = движение по дуге или кругу против часовой стрелки*
- G17 = x Y Sleection
- G20 = координаты в дюймах
- G21 = координаты в MM
- G28 = Доходная позиция*
- G40 = Компенсационная компенсация. компенсация справа
- G43 = коррекция длины инструмента на
- G53 = отмена коррекции нулевой точки
- G54,G55,G56,G57,G58 и G59 = коррекции нулевой точки
- G80 = отмена постоянного цикла
- G81 = стандартный постоянный цикл сверления*
- G83 = консервированный цикл с буровым покрытием*
- G90 = абсолютное программирование
- G91 = инкрементное программирование
- M00 = Программа Стоп
- M01 = Опцион
- M00 = Программа Стоп
- M01 = Опциональная остановка
- M00 = Программа Стоп
- M01 = Опциональная остановка
- M00 = Программа Стоп
- M01. off
- M06 = смена инструмента
- M30 = конец программы, перемотка назад и сброс
- M97 = вызов подпрограммы
- M98 = вызов подпрограммы
- M99 = конец подпрограммы
 Используйте Simul CNC, чтобы инструмент не попал в ваши тиски. Вы можете оценить влияние радиуса инструмента на вашу законченную/готовую деталь или просто снять мерки с готовой детали, прежде чем срезать стружку.
Используйте Simul CNC, чтобы инструмент не попал в ваши тиски. Вы можете оценить влияние радиуса инструмента на вашу законченную/готовую деталь или просто снять мерки с готовой детали, прежде чем срезать стружку. В общем, даже опытные машинисты могут найти способы сэкономить деньги и время с Simul CNC.
Трехмерное моделирование заготовки и режущего инструмента позволяет визуализировать обработку точно так, как она происходит в цехе, и исправляет ошибки траектории движения инструмента перед обработкой.
Компания Ange-Softs предлагает сократить и упростить действия, используя для универсальности симулятор ЧПУ. Обеспечивая сохранение формы вашей исходной программы, это программное обеспечение будет считывать и понимать функции, связанные с программным кодом ISO G-Code вашего ЧПУ.
Мощное программное обеспечение может взаимодействовать с другим программным обеспечением, что позволяет избежать ввода одной и той же информации. Доступна прямая связь в определении значений с программными средствами управления режущими инструментами обработки «Cutting Tool Manager».
Доступна прямая связь в определении значений с программными средствами управления режущими инструментами обработки «Cutting Tool Manager».
Функция захвата запроса цитаты не обязательно очевидна, особенно если вы привыкли к другому программному обеспечению. Он обеспечивает уникальный способ рисования мер расстояния, угла, радиуса и резьбы непосредственно на траектории с помощью программного обеспечения для автоматизированного проектирования.
Симулятор ЧПУ очень полезен для обучающихся.
Работая в области станков, но сверхчувствительный SIMUL CNC, чтобы демократизировать симулятор, сделав его универсальным. Потому что на самом деле производители регулярно создают новые языки и функции для повышения производительности, а также немного блокируют изучение языков программирования с числовым программным управлением.
Как энциклопедия, которая при нажатии на слово с помощью вкладки программы предлагает текст справки для каждого адреса. Это устройство позволяет новичкам спокойно читать и в любое время использовать функцию и ее полезность.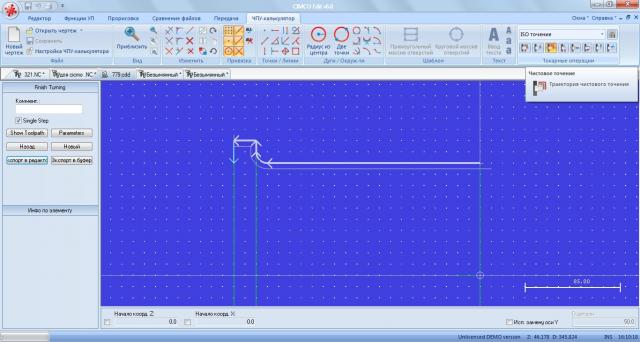
Вкладка “Правка” предлагает различные модули для помощи в написании вашей программы. Модуль помогает фиксировать смену инструмента, модуль для сверления, модуль быстрой трассировки экрана, модуль автоматической нумерации блоков (N).
Научитесь программировать станок с ЧПУ!
Программирование ЧПУ | цикл сверления
Основные программы ЧПУ не так уж сложны. У оператора ЧПУ-любителя не должно возникнуть никаких трудностей в обучении написанию простых программ в G-коде.
Я говорю «базовый», потому что вам нужно будет решить, когда будет проще или быстрее создать проект ЧПУ в программе CAD/CAM, чем написать собственный G-код для ЧПУ. Это будет зависеть от того, сколько у вас было практики и нравится ли вам их писать.
Знание того, как читать и писать G-код, несомненно, является преимуществом, так как это значительно ускорит и упростит усовершенствование ваших программ ЧПУ.
Это также позволит вам анализировать и редактировать программы, созданные программным обеспечением CAM.
При программировании G-кода используются наборы кодов с буквенными префиксами перед цифрами. Каждый код говорит машине выполнить другой процесс.
Некоторые из этих команд используются в сочетании с координатами, чтобы указать машине двигаться к заданным точкам.
Есть много кодов G и M, но для запуска хобби-машины вам нужно будет выучить лишь несколько из них. Ниже я перечислил коды, которые вам, скорее всего, понадобятся.
G-коды, отмеченные *, используются вместе с координатами.
G-коды
M коды
 off
offверхние и нижние колонтитулы программы. Вы можете использовать их для каждой программы, которую вы пишете, просто скопируйте и вставьте, когда вам нужно написать новую программу.
У меня есть набор основных программ, которые я могу копировать и редактировать, это делает процесс написания новой программы очень быстрым.
Заголовок программы ЧПУ
% (обозначает начало программы)
ODRILL (имя программы)
G17 G20 G40 G49 G80 G90 (линия безопасности, устанавливающая важные G-коды)
T1 M06 (вызов инструмента и команды смены инструмента)
G00 G54 Х0. Y0. S2000 M03 (линия препозиции X и Y)
G43 h2 Z1. (Команда смещения длины инструмента и строка препозиции Z)
Нижний колонтитул программы ЧПУ
G00 Z1. (перемещение вверх по оси Z на 1 дюйм выше точки отсчета Z)
(перемещение вверх по оси Z на 1 дюйм выше точки отсчета Z)
M05 (останов шпинделя)
G91 G28 X0. Y0. Z0. (быстрое перемещение в исходное положение)
G90 (восстановление абсолютного режима программирования)
M30 (завершение программы и перемотка к началу и остановке)
% (обозначает конец программы)
Здесь верхний и нижний колонтитулы вместе без пояснения в скобках. Вы можете скопировать и вставить их в текстовый редактор для основы шаблона программы.
%
ODRILL
G17 G20 G40 G49 G80 G90
T1 M06
G00 G54 X0. Y0. S2000 M03
G43 h2 Z1.
(вставьте сюда основную программу)
G00 Z1. M09
M05
G91 G28 X0. Y0. Z0.
G90
M30
%
Теперь мы можем двигаться дальше и выполнить простую программу сверления, используя верхний и нижний колонтитулы.
На рисунке выше видно, что нужно просверлить 3 отверстия. Все, что нам нужно сделать, это добавить цикл сверления с 3 точками между верхним и нижним колонтитулами.
Сначала я собираюсь запрограммировать цикл точечного сверления, а затем цикл сверления с просверливанием сверла сверлом.
Для этого можно использовать цикл сверления G81:-
Напр. G81 Z-.02 R.1 F2.
Значение Z указывает глубину, на которую следует перейти, значение R указывает, на какой высоте Z следует начать перемещение со скоростью подачи. Значение F — это скорость подачи в дюймах в минуту.
Постоянный цикл G81 является модальной командой, это означает, что он останется активным до отмены.
Таким образом, в следующих строках вам нужно только указать, где еще вам нужно применить этот цикл сверления, и машина продолжит сверление в перечисленных позициях.
G81 Z-.02 R.1 F2.
Х1. Y.75
X1.5 Y1.25
G80 (отменить постоянный цикл)
Таким образом, полная программа будет выглядеть так:-
%
ODRILL
G17 G20 G40 G49 G80 G90
T1 M06
G43 h2 Z1.
G81 Z-.
 02 R.1 F2.
02 R.1 F2. Х1. Y.75
X1.5 Y1.25
G80
G00 Z1.
М05
G91 G28 X0. Y0. Z0.
G90
M30
%
Возможно, вы заметили, что после команды G81 есть только 2 позиции, хотя нам нужно просверлить 3 отверстия. Это связано с тем, что машина просверлит свое первое отверстие в том положении, в котором она уже находится.
Если вы посмотрите на строку кода G «G00 G54 X.5 Y1. S2000 M03» видно, что станок изначально был расположен на первом отверстии. Сначала он просверлит там, а затем продолжит работу с оставшимися двумя позициями.
Теперь мы применили цикл точечного сверления. Все, что нам нужно сделать, это скопировать и вставить программу и изменить постоянный цикл G81 на цикл сверления с выводом сверла G83, изменив глубину Z в соответствии с глубиной сверления.
Строка G83 будет выглядеть так:-
G83 Z-.5 R.1 Q.05 F2.
Значение Z было изменено на глубину, на которую необходимо пройти сверление, и в строку было добавлено значение Q.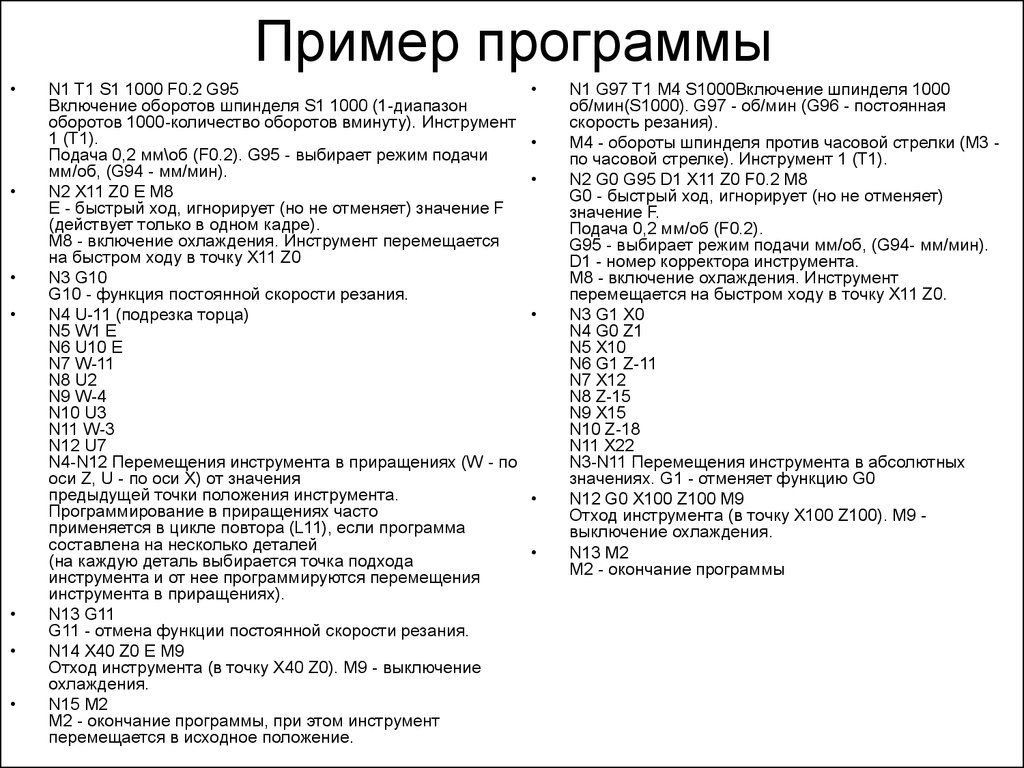
Значение Q задает глубину продавливания.
Это означает, что сверло втянется для удаления стружки после достижения заданного значения Q. Он будет повторять этот процесс клевания до тех пор, пока не будет достигнута окончательная глубина.
Полная программа сверления теперь будет выглядеть следующим образом:-
%
ODRILL
G17 G20 G40 G49 G80 G90
T1 M06
G00 G54 Х.5 Y1. S2000 M03
G43 h2 Z1.
G83 Z-.5 R.1 Q.05 F2.
Х1. Y.75
X1.5 Y1.25
G80
G00 Z1.
М05
G91 G28 X0. Y0. Z0.
G90
M30
%
Сейчас я пройдусь по программе строчка за строчкой, чтобы убедиться, что в программе нет ничего, что не объяснялось бы полностью.
%
Знаки % обозначают начало и конец программы и необходимы только для некоторых программ управления ЧПУ.
ОДРИЛ
Буква O всегда предшествует имени программы, что позволяет программному обеспечению ЧПУ идентифицировать программу. Не обязательно включать имя программы, вы можете просто поместить его в скобки для собственной идентификации.
Не обязательно включать имя программы, вы можете просто поместить его в скобки для собственной идентификации.
Говоря о скобках, все, что вы вводите в них, будет проигнорировано, что означает, что вы можете заполнить свою программу заметками и напоминаниями.
G17 G20 G40 G49 G80 G90
Следующая строка является линией безопасности, она обеспечивает сброс всех важных G-кодов перед запуском программы.
Некоторое программное обеспечение ограничивает количество G-кодов, разрешенных для одной строки, поэтому, если программа останавливается и показывает ошибку, эта строка может быть разделена на две.
T1 M06
Эта строка сообщает программному обеспечению, какой инструмент следует вызвать и перейти на этот инструмент. Большинство хобби-фрезерных станков не имеют устройства смены инструмента, поэтому команда M06 не нужна, но программа просто проигнорирует ее и продолжит работу.
G00 G54 X.5 Y1. S2000 M03
G00 дает указание станку двигаться быстро, выбрать смещения, сохраненные для G54, переместиться в положение первого отверстия и включить шпиндель.
Указание скорости шпинделя 2000 об/мин не требуется, если ваш станок не оснащен регулируемым шпинделем с регулируемой скоростью. Я оставляю это, чтобы напомнить мне, на какую скорость установить машину.
G43 h2 Z1.
Эта строка устанавливает компенсацию длины инструмента, хранящуюся в h2, и перемещает инструмент на 1 дюйм выше нулевой высоты оси Z G54.
G83 Z-.5 R.1 Q.05 F2.
G83 вызывает постоянный цикл сверления с периодическим сверлением, значение Z — это конечная глубина, значение R — это высота Z, с которой начинается сверление, значение Q — это глубина сверления, а F — скорость подачи в дюймах в минуту.
X1. Y.75
X1.5 Y1.25
Следующие две строки являются двумя оставшимися позициями отверстий, станок будет продолжать использовать цикл сверления G83, пока он не будет отменен с помощью G80.
G80
Отменяет цикл сверления с периодическим выводом G83.
G00 Z1.
Теперь инструмент будет перемещаться на 1 дюйм выше точки отсчета Z на высокой скорости.