Нарезание резьбы на токарном станке резцом и другими инструментами
- Нарезание резьбы с использованием токарного оборудования
- Применение резцов
- Технология использования метчиков и плашек
- Применение резьбонарезных головок
Нарезание резьбы на токарном станке относится к тем операциям, для которых могут быть использованы различные инструменты. Решают эту задачу чаще всего с помощью резца. Помимо него используют также метчики, плашки, рабочие головки специального назначения. Кроме того, на токарных станках такую операцию можно выполнять по технологии накатки.
Процесс нарезания резьбы на токарном станке резцом
Нарезание резьбы с использованием токарного оборудования
При нарезании резьбы на заготовке, установленной на токарном станке, с помощью резца такой процесс выглядит следующим образом: инструмент, перемещающийся вдоль оси вращающейся детали (движение подачи), своей заостренной вершиной прочерчивает на ее поверхности линию винтового типа. Характерным параметром винтовой линии, формируемой резцом на поверхности заготовки, является угол ее подъема или увеличения. Величина данного угла, измеряемого между касательной, расположенной к винтовой линии, и плоскостью, которая перпендикулярна оси вращения детали, определяется:
Характерным параметром винтовой линии, формируемой резцом на поверхности заготовки, является угол ее подъема или увеличения. Величина данного угла, измеряемого между касательной, расположенной к винтовой линии, и плоскостью, которая перпендикулярна оси вращения детали, определяется:
- величиной подачи режущего инструмента, перемещающегося вдоль оси заготовки;
- частотой, с которой вращается деталь.
Не менее важным параметром винтовой линии является ее шаг, который характеризует расстояние между ее соседними витками. Измеряется это расстояние по оси обрабатываемой детали.
Перемещаясь вдоль оси вращающейся заготовки, резец врезается в нее и создает винтовую поверхность, которую и принято называть резьбой. Элементы с резьбовой поверхностью используют для решения различных задач: обеспечения перемещения элементов друг относительно друга, их сочленения и уплотнения формируемых соединений.
Наиболее распространенные виды профиля резьбы: а — треугольная, б — прямоугольная, в — трапецеидальная, г — упорная, д – круглая
Поверхность заготовки с резьбой может быть цилиндрической и конической.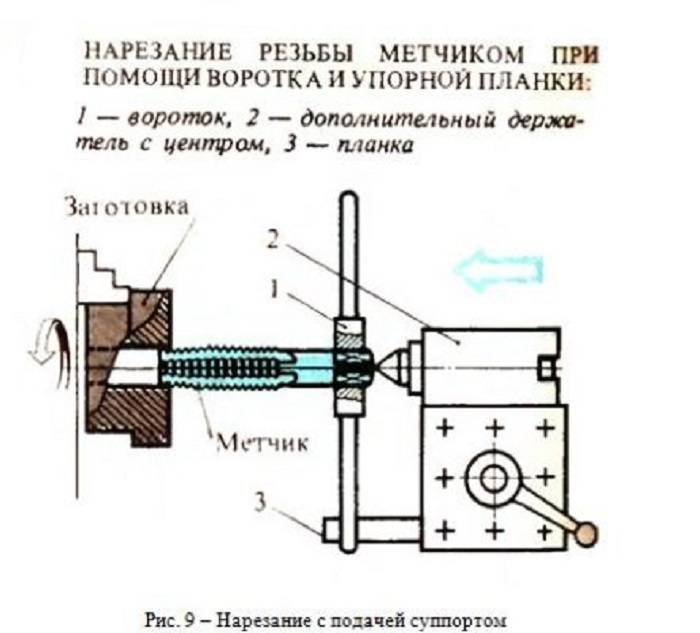 На характеристики резьбового соединения значительное влияние оказывает профиль резьбы, то есть ее контур в плоскости. Выделяют профили:
На характеристики резьбового соединения значительное влияние оказывает профиль резьбы, то есть ее контур в плоскости. Выделяют профили:
- треугольные;
- трапецеидальные;
- прямоугольные;
- упорные;
- круглые.
Резьба на поверхности детали может быть сформирована одной винтовой ниткой (однозаходная) или несколькими (многозаходная). Если нарезают несколько винтовых ниток, то их располагают эквидистантно по отношению друг к другу.
Посчитать количество ниток можно в начале резьбовой поверхности. Многозаходная резьба, кроме шага, характеризуется таким параметром, как ход. Это расстояние, измеряемое между двумя однотипными точками двух соседних витков, которые сформированы одной ниткой. Измеряется такое расстояние по линии, располагающейся параллельно оси резьбовой детали. У однозаходной резьбы, сформированной одной ниткой, ход равен шагу, а для многозаходной его можно вычислить, если умножить шаг на количество заходов.
Все разновидности резьбы со схемами, параметрами и регламентирующими их ГОСТ
Применение резцов
Для нарезания резьбы с помощью токарного станка необходимы резьбонарезные резцы. Изготавливаются они из быстрорежущей стали, а требования к их характеристикам оговариваются соответствующим ГОСТом (18876-73). По конструкции такие резцы подразделяются на следующие типы:
- призматические;
- стержневые;
- круглые (дисковые).
Винтовая резьбовая канавка на поверхности заготовки нарезается резцом отогнутой или прямой формы, а для формирования резьбы внутреннего типа требуются прямые и изогнутые инструменты, которые фиксируют в специальной оправке. Вершина токарного резца, которой и выполняется нарезание витков, должна иметь конфигурацию, полностью соответствующую профилю формируемой резьбы.
Резцы для нарезания резьбы: а — стержневой; б — призматический многопрофильный; в — призматический однопрофильный; г — дисковый многопрофильный; д — дисковый однопрофильный; е — дисковый для внутренней резьбы; α — задний угол; γ — передний угол; φ — угол заборного конуса; h — высота установки оси резца
При формировании резьбы резцом следует учитывать ряд особенностей такой технологии.
- Передний угол токарного инструмента для нарезания резьбы зависит от характеристики материала, подвергаемого обработке. Выбирать такой угол можно в достаточно широких пределах: 0–25
- Вершина токарного резца, которая формирует винтовую линию на заготовке, должна иметь форму, идентичную профилю резьбы.
- Задние боковые углы инструмента выбираются такими, чтобы поверхности резца, которыми они сформированы, не терлись о только что сформированную винтовую канавку. Обычно эти углы с обеих сторон токарного резца делают одинаковыми.
 Если угол подъема, которым характеризуется резьба, составляет менее 4 градусов, то такие углы выбирают в пределах 3–50, если больше 40, то 6–8 градусов.
Если угол подъема, которым характеризуется резьба, составляет менее 4 градусов, то такие углы выбирают в пределах 3–50, если больше 40, то 6–8 градусов. - Резьбу внутреннего типа нарезают в уже подготовленных отверстиях, которые получены расточкой или сверлением.
 Если угол подъема, которым характеризуется резьба, составляет менее 4 градусов, то такие углы выбирают в пределах 3–50, если больше 40, то 6–8 градусов.
Если угол подъема, которым характеризуется резьба, составляет менее 4 градусов, то такие углы выбирают в пределах 3–50, если больше 40, то 6–8 градусов.Резьбонарезные резцы
Заготовки, которые сделаны из стали, обрабатывают на токарном станке при помощи инструментов с пластинами, выполненными из твердых сплавов Т15К6, Т14К8, Т15К6, Т30К4. Если деталь изготовлена из чугуна, то для нарезания резьбы на ней используют инструмент с пластинами из следующих марок твердых сплавов: ВК4, В2К, ВК6М, ВК3М.
Технология использования метчиков и плашек
При помощи метчиков, представляющих собой винт с несколькими продольными канавками, которые формируют режущие кромки и способствуют отводу стружки, на токарном станке нарезают преимущественно метрические резьбы в отверстиях небольшого диаметра.
Машинные метчики отличаются от обычных тем, что они состоят из двух частей – заборной и калибровочной. Если для нарезания резьбы с помощью токарного станка используются обыкновенные метчики, то технология выполнения этого процесса предполагает применение набора инструментов. Набор для нарезания внутренней резьбы включает в себя три типа метчиков: черновой, который выполняет 60% работы, получистовой (30%), чистовой (10%). Иногда в таком наборе может быть два инструмента: черновой, выполняющий 75% работы, и чистовой, на который приходится 25% работы. Чтобы отличить черновой метчик от чистового, достаточно посмотреть на его заборную часть: она у него значительно длиннее, чем у чистового.
Конструкция метчика для нарезания резьбы
Скорость нарезания резьбы на токарном станке с использованием метчиков может быть достаточно высокой:
- 6–22 м в минуту – для деталей, изготовленных из чугуна, бронзы и алюминия;
- 5–12 м в минуту – для стальных заготовок.

При помощи плашек, представляющих собой кольцо с внутренней резьбой и несколькими стружечными канавками, наружную резьбу делают на винтах, болтах и шпильках. Поверхность детали должна быть предварительно обточена на величину требуемого диаметра, который обязательно должен учитывать допуск:
- 0,14–0,28 мм – для резьбы, диаметр которой составляет 20–30 мм;
- 0,12–0,24 мм – для резьбы с диаметром 11–18 мм;
- 0,1–0,2 мм – для резьбы, имеющей диаметр 6–10 мм.
Плашки, которыми нарезается наружная резьба, закрепляются в специальном патроне (плашкодержателе), расположенном в пиноли задней бабки токарного станка.
Плашки для нарезания резьбы
Используя плашки, резьбу нарезают со следующими скоростями (их настройка также учитывает минимальный износ инструмента в ходе работы):
- 10–15 м в минуту – на изделиях, выполненных из латуни;
- 2–3 м в минуту – на чугунных деталях;
- 3–4 м в минуту – на заготовках из стали.

Чтобы плашка беспрепятственно зашла на деталь, на торце последней снимают фаску, по высоте совпадающую с высотой профиля резьбы.
Применение резьбонарезных головок
При нарезании резьбы с применением токарных станков к специальным головкам обращаются значительно реже, чем к вышеописанным инструментам. Использоваться такие головки могут для нарезания резьбы любого типа. Их рабочими элементами являются гребенки: призматические применяются, когда нужно нарезать внутреннюю резьбу, для нарезания наружной необходимы радиальные, круглые и тангенциальные. Особенность таких головок заключается в том, что их рабочие органы автоматически расходятся при совершении обратного хода, таким образом, они не контактируют с только что нарезанной резьбой.Резьбонарезные головки
Гребенки для нарезания резьбы
Гребенки для нарезания внутренней резьбы (их количество в комплекте может быть различным) выполняются с заходным конусом. При нарезании наружной резьбы преимущественно используются гребенки круглого типа, которые отличаются простотой своей конструкции. Кроме того, гребенкам такого типа свойственна высокая стойкость, их можно неоднократно перетачивать, приводя их геометрические параметры к первоначальным значениям.
При нарезании наружной резьбы преимущественно используются гребенки круглого типа, которые отличаются простотой своей конструкции. Кроме того, гребенкам такого типа свойственна высокая стойкость, их можно неоднократно перетачивать, приводя их геометрические параметры к первоначальным значениям.
В том случае, если на токарном станке необходимо нарезать винтовую поверхность на червяках или винтах, отличающихся большой длиной, то резьбонарезные головки фиксируют на суппорте станка, что способствует повышению производительности технологического процесса. Оснащаться такие головки могут как обычными резцами, так и инструментом чашечного типа.
Понять технологию нарезания резьбы при помощи токарного станка можно по видео, на котором хорошо видно, как осуществляется этот процесс. Ниже приведено несколько видео, на которых запечатлен процесс изготовления резьбы разными способами.
 youtube.com/embed/vz1X2vlFXLU” frameborder=”0″ allowfullscreen=”allowfullscreen”/>
youtube.com/embed/vz1X2vlFXLU” frameborder=”0″ allowfullscreen=”allowfullscreen”/>Нарезание резьбы на токарном станке резцом, плашкой, метчиком
Резьбовые соединения активно применяются практически во всех отраслях человеческой деятельности, начиная от сельского хозяйства, заканчивая космической промышленностью. Для нарезания резьбы в небольших объемах используется токарный станок в паре со специальным инструментом: резцами, плашками, метчиками и резьбонарезными головками. Способ подбирается в зависимости от необходимой прочности, размеров, профиля и расположения винтовой поверхности.
Оглавление:
- Профили резьбы
- Виды резцов
- Использование метчиков и плашек
- Резьбонарезные головки
- Способы контроля ровности резьбы
Особенности нарезания резьбы
При выполнении работы на токарном стенке с установленным резцом, вершина инструмента прочерчивает винтовое углубление, перемещаясь вдоль оси вращения заготовки.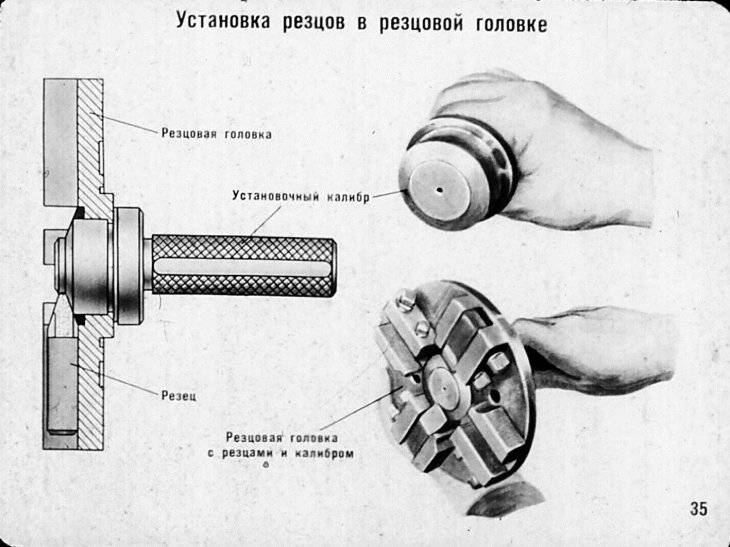 Эта канавка и называется резьбой. Характеризуется она следующими параметрами:
Эта канавка и называется резьбой. Характеризуется она следующими параметрами:
- Шаг – расстояние между соседними витками. Измеряется по оси обрабатываемой детали.
- Угол увеличения винтовой линии – показатель наклона линии относительно перпендикулярной к оси вращения заготовки плоскости. Определяется частотой вращения детали и скоростью движения режущего инструмента вдоль ее оси.
- Ход (для многозаходной резьбы) – расстояние между сформированными одной ниткой ближайшими витками.
Различают 5 профилей резьбы, которые влияют на характеристики резьбового соединения:
- круглые;
- упорные;
- прямоугольные;
- трапецеидальные;
- треугольные.
Сама же поверхность детали может иметь коническую или цилиндрическую форму. Винтовая линия, прорезаемая инструментом на станке, формируется за один или несколько заходов. Для резьбы с двумя и более нитками, последние расположены друг относительно друга эквидистантно. Чтобы посчитать их количество, достаточно взглянуть на начало поверхности резьбы.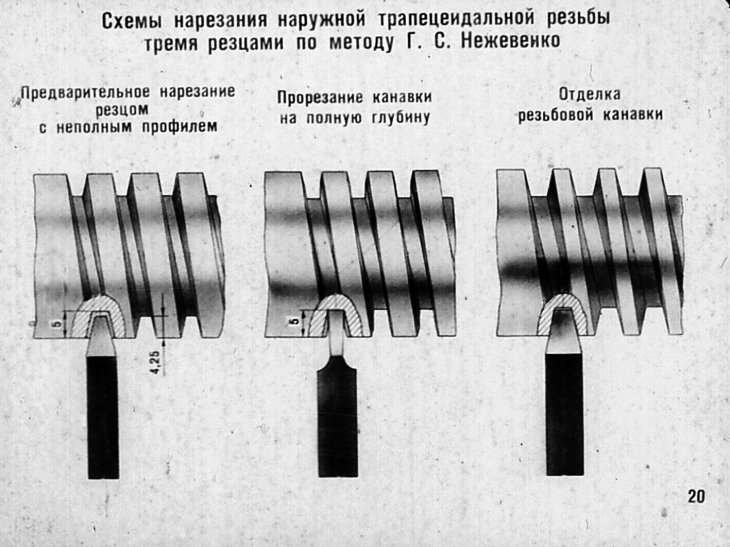
Применение резцов
При нарезании резьбы резцом, используются следующие типы этого инструмента:
1. Круглые. Устанавливаются в отверстие торца держателя. Относятся к фасонному типу резцов. Используются для внутренней и внешней обработки заготовок.
2. Стержневые. Головки выполняются различной формы и сечения, расположены на стержне. Для повышения ресурса инструмента, некоторые модели на рабочих гранях имеют напайки из твердых сплавов.
3. Призматические. Установка на токарный станок выполняется посредством держателя “ласточкин хвост”. Подвергаются большему количеству заточек, чем круглые варианты, подходят для обработки деталей исключительно с внешней стороны.
Наружную резьбовую поверхность можно нарезать на станке и прямыми, и отогнутыми разновидностями инструмента, смонтированными в оправку, а внутреннюю – изогнутыми и прямыми. При изготовлении резцов используется быстрорежущая сталь. Подробные характеристики стандартизированы, а вместе со схемами и чертежами указаны в ГОСТ 18876-73.
Профиль резьбы соответствует конфигурации вершины резца, которая, в свою очередь, может быть скругленной формы, либо же иметь фаску. В зависимости от материала заготовки подбирается передний угол инструмента (0-25 градусов). Так, для твердых и хрупких деталей этот параметр меньше, чем для изготовленных из вязких и цветных металлов. Существуют подробные схемы выбора угла резания под большинство материалов. Прежде чем нарезать внутреннюю резьбу на станке, необходимо выполнить сверление отверстия или его дополнительную расточку.
Задние боковые углы резцов выставляются одинаковыми с правой и левой сторон, а подбираются таким образом, чтобы отсутствовало трение между поверхностью инструмента о сформированную им канавку. Когда угол подъема резьбы не превышает 4°, показатель выставляется в районе 3–5°. В ином случае угол устанавливается в пределах 6 – 8 градусов.
При нарезании резьбы на конической и цилиндрической заготовке из стали используются резцы с твердосплавными пластинами Т15К6, Т30К4, Т14К8, Т15К6. В случае работы с чугунными деталями, применяются инструменты из сплавов ВКЗМ, В2К, ВК6М, ВК4.
В случае работы с чугунными деталями, применяются инструменты из сплавов ВКЗМ, В2К, ВК6М, ВК4.
Технология использования токарных резцов:
- Резец закрепляется в резцедержателе, а обрабатываемая деталь – в центрах или патроне станка.
- Резец перемещается вдоль оси вращения заготовки, прочерчивая винтообразную линию. Оба движения строго согласуются между собой. Иными словами, за один оборот детали резец сдвигается на расчетный шаг будущей резьбы.
- Суппорт приводится в движения от шпинделя через коробку передач и ходовой винт. При этом передаточное соотношение должно равняться соотношению шага ходового винта к шагу нарезаемой резьбы.
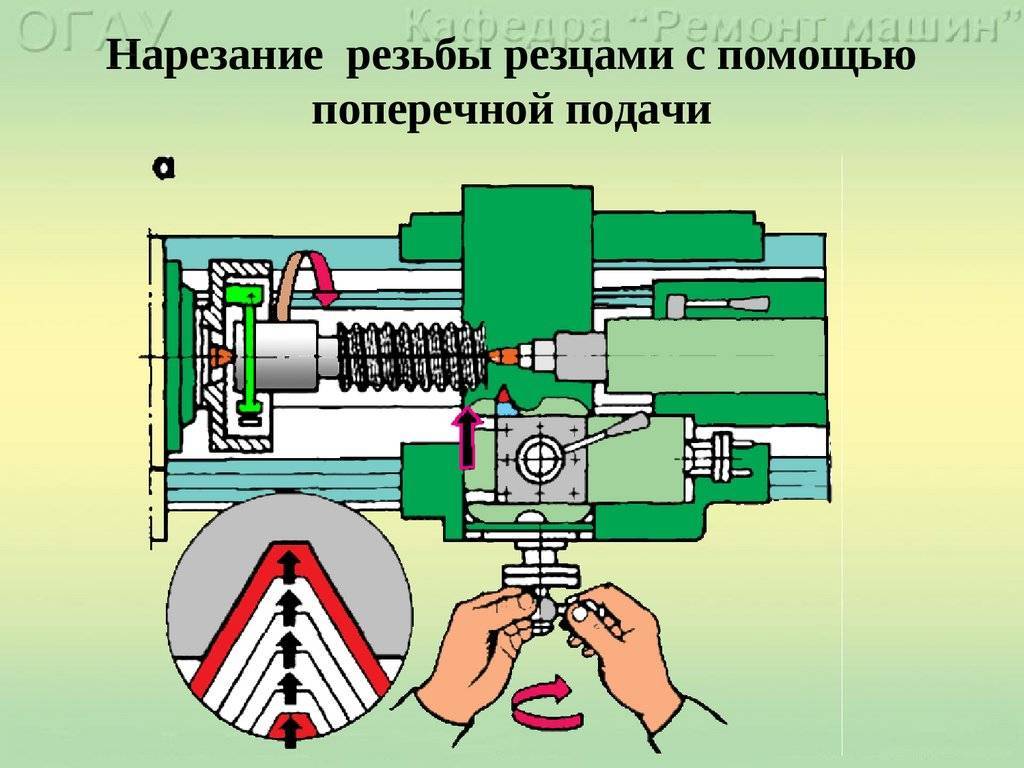
- Подача резца выполняется по одной из схем: параллельно образующей резьбы (контактирует лишь режущая кромка), перпендикулярно оси вращения заготовки (контактирует весь профиль).
- Для формирования на станке резьбы с крупным шагом, заготовка предварительно обрабатывается прорезным резцом. Его угол профиля на 5-10° отличается от угла профиля резьбы.
- Производительность труда при работе с токарными станками невысокая, так как много времени уходит на обратный ход резца и его установку на размер.
- Работа требует повышенного внимания и выполняется исключительно специалистом с высокой квалификацией.

Технология использования метчиков и плашек
Метчик используются в том случае, когда необходимо нарезать внутреннюю, преимущественно метрическую резьбу в отверстиях небольшого диаметра. Представляет собой стальной стержень винтовой формы с канавками для отвода стружки, расположенными в продольном направлении. Инструмент состоит из следующих частей:
- Хвостовик;
- Калибрующая часть;
- Заборная часть.
Для формирования метчиком резьбы высокого качества, используют последовательно 3 типа этого токарного инструмента, которые можно отличить по количеству размещенных на хвостовике рисок:
- Черновой;
- Получистовой;
- Чистовой.
Скорость работы на токарном станке с установленными метчиками может быть довольно высокой.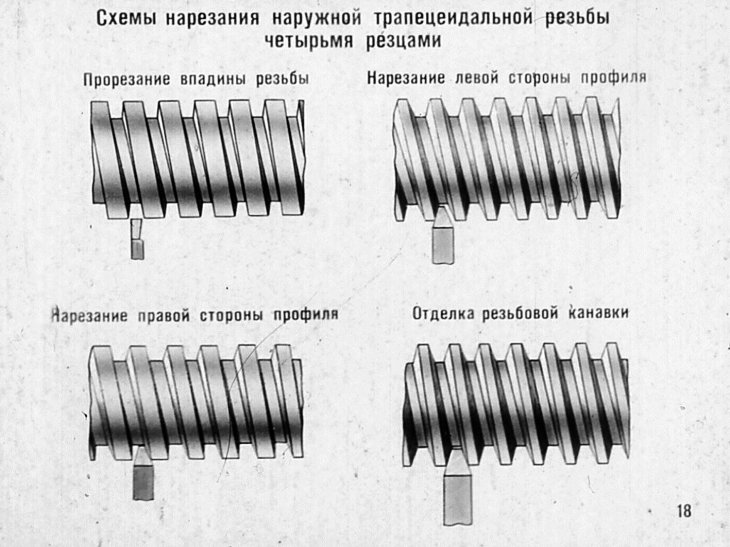 В качестве примера, для алюминиевых, чугунных и бронзовых деталей этот показатель по технологии составляет порядка 6-22 м в минуту, в то время как для других материалов – от 5 до 12 м в минуту.
В качестве примера, для алюминиевых, чугунных и бронзовых деталей этот показатель по технологии составляет порядка 6-22 м в минуту, в то время как для других материалов – от 5 до 12 м в минуту.
Плашка предназначена для нарезания наружной резьбы. Представляет собой инструмент плоской цилиндрической формы, в центре которого находится отверстие с острыми кромками и каналами для отвода стружки. Выглядит, как подобие гайки. Калибрующая часть плашки расположена по ее середине, а заборный конус – с каждой из сторон. Инструмент на токарном станке закрепляется в плашкодержатель – специальный патрон в пиноли задней бабки. Чтобы инструмент зашел в заготовку без усилий, на торце последней снимается фаска, высота которой соответствует профилю резьбы.
Плашки могут быть разрезные или цельные. Диаметр первых подвергается регулировке в небольших пределах, что позволяет восстанавливать рабочие характеристики инструмента после его износа.
 Цельные же варианты используются для формирования резьбы высокой точности. В производстве применяется легированная или углеродистая сталь.
Цельные же варианты используются для формирования резьбы высокой точности. В производстве применяется легированная или углеродистая сталь.При использовании плашки на станке для токарных работ, поверхность заготовки подвергается предварительной обточке на величину необходимого диаметра резьбы, но с учетом следующих допусков:
- Для резьбы 6-10 мм допуск – 0,1-0,2 мм;
- Для 11-18 допуск 0,12 – 0,24 мм;
- Для 20-30 мм допуск 0,14-0, 28 мм.
Скорость нарезания резьбы плашкой, установленной в токарном станке, регулируется в соответствии с материалом заготовки, напрямую влияет на интенсивность износа инструмента:
- Для стали – 3-4 м в минуту;
- Для чугуна – 2-3 м в минуту;
- Для латуни – 10-15 м в минуту.
Применение резьбонарезных головок
При нарезке резьбы на токарно-винторезном станке к использованию резьбонарезных головок прибегают реже, чем к описанным выше инструментам. В роли их рабочего элемента выступают специальные гребенки нескольких типов:
В роли их рабочего элемента выступают специальные гребенки нескольких типов:
- призматические;
- тангенциальные;
- круглые;
- радиальные.
Первый тип гребенок применяется для нарезания внутренней резьбы, оставшиеся три – для наружной. Особенностью инструмента является автоматическое расхождение рабочих органов при обратном ходе, что предотвращает их контакт с только что сформированными винтовыми нитями.
Резьбонарезные головки на станке применяются преимущественно в том случае, когда требуется высокоточная работа. При нарезании резьбы на длинных винтах и червяках инструмент устанавливается на суппорте станка. Наиболее популярны круглые резчики, так как они просты в обслуживании, имеют повышенную стойкость. Для нарезания внутренней резьбы на станках револьверного типа применяются исключительно призматические гребенки со специальным заходным конусом. Работа выполняется за один проход.
Контроль резьбы
- Для проверки состояния резьбы в процессе ее нарезания на станке применяется резьбовой шаблон – инструмент, состоящий из помещенных в кассету пластин, на которых находятся зазубрины. На плоской части шаблона указывается шаг резьбы.
- Для комплексного контроля используются резьбовые калибры проходного (с полным профилем резьбы) и непроходного типа (с укороченным профилем, для проверки среднего диаметра). С ними необходимо обращаться с особой осторожностью. В противном случае возможно образование царапин и забоин на зазубренной поверхности.
- Диаметры нарезанной резьбы, а также ее шаг проверяются резьбовым микрометром – инструментом, оснащенным в шпинделе и пятке посадочными отверстиями, которые выполняют роль креплений для сменных вставок. Микрометр устанавливается в стойку, после чего следует его настройка по образцу-эталону.
- Перед проверкой резьбы детали любым из указанных инструментов, ее необходимо очистить от грязи и стружки, не извлекая из станка.
 На плоской части шаблона указывается шаг резьбы.
На плоской части шаблона указывается шаг резьбы.11 Швейные машины с автоматическими нитеобрезателями
Этот пост может содержать партнерские ссылки, что означает, что я буду получать комиссию, если вы совершаете покупку по моим ссылкам, без каких-либо дополнительных затрат для вас.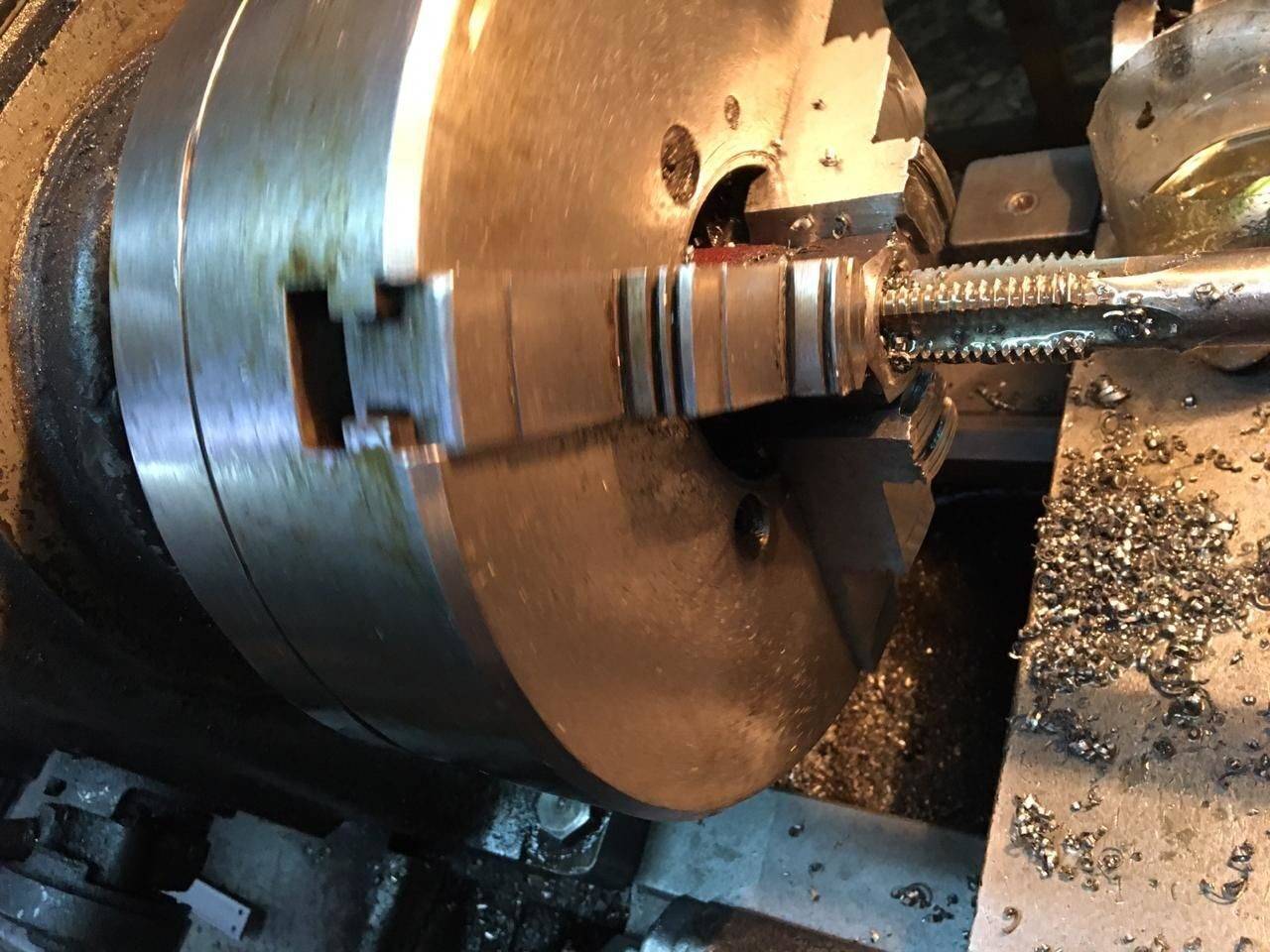 Пожалуйста, прочитайте полное раскрытие для получения дополнительной информации.
Пожалуйста, прочитайте полное раскрытие для получения дополнительной информации.
Только когда я купила свою первую швейно-вышивальную комбинированную машину, я обнаружила, как здорово иметь швейную машину с автоматической обрезкой нити.
Теперь я никогда не куплю другую швейную машину, если в ней нет встроенной функции обрезки нити. Больше никаких маленьких ножниц на шее или затупленного нитеобрезателя сбоку машины!
Автоматическая обрезка нити не предусмотрена в большинстве швейных машин начального уровня, поэтому вам придется поискать эту замечательную функцию на компьютеризированных машинах среднего или более высокого уровня.
Итак, какие популярные швейные машины обрезают нитки? Вот одиннадцать лучших швейных машин с автоматическими нитеобрезателями.
Содержание
Типы нитеобрезателей на машинах
Большинство швейных машин имеют ручные нитеобрезатели слева, где вы наматываете нить, вытягиваете и обрезаете ее.
На швейных машинах также имеется два типа автоматических нитеобрезателей. Термин «автоматическая обрезка нити» используется для обоих типов, поэтому внимательно проверяйте характеристики машины при выборе следующей швейной машины.
Вот краткое описание этих двух типов.
1. Кнопка для обрезки нити
Первый тип – это швейные машины с кнопкой для обрезки нити, которая обычно представляет собой пару небольших ножниц. При нажатии этой кнопки машина автоматически обрезает верхнюю и нижнюю нить шпульки.
На некоторых машинах можно также нажать на пятку педали ножного контроллера, чтобы обрезать нити без помощи рук.
2. Программируемая автоматическая обрезка нити
Когда кто-то говорит, что автоматическая обрезка нити — это компьютеризированная швейная машина, которую можно запрограммировать на обрезку нити в конце шва без дополнительных действий пользователя.
Например, на швейной машине выше, когда я нажимаю кнопку ножниц, моя машина знает, что я хочу, чтобы она зафиксировала мой шов, а затем обрезает стежки каждый раз, когда я нажимаю кнопку реверса, чтобы закончить шов.
Швейные машины с автоматическими нитеобрезателями
Это далеко не полный список. Машины приходят и уходят, и производители выпускают несколько версий каждой швейной машины.
Обязательно загляните в местный швейный магазин, чтобы найти более конкретные варианты или даже предварительно понравившиеся версии, если вам не нравятся варианты ниже!
1. Певица Quantum Stylist 9960
Покупайте на Amazon!
Одной из самых дешевых швейных машин с автоматической обрезкой нити является Singer 9.швейная машинка 960. Это также одна из самых популярных швейных машин на рынке благодаря множеству функций.
Он включает в себя 600 встроенных приложений для стежков, 13 стилей выполнения петель и максимальную скорость шитья 850 стежков в минуту.
Что интересно в этой машине, так это то, что она имеет 5 встроенных буквенно-цифровых шрифтов, так что это также швейная машина, которую можно использовать для создания монограмм на основных вещах.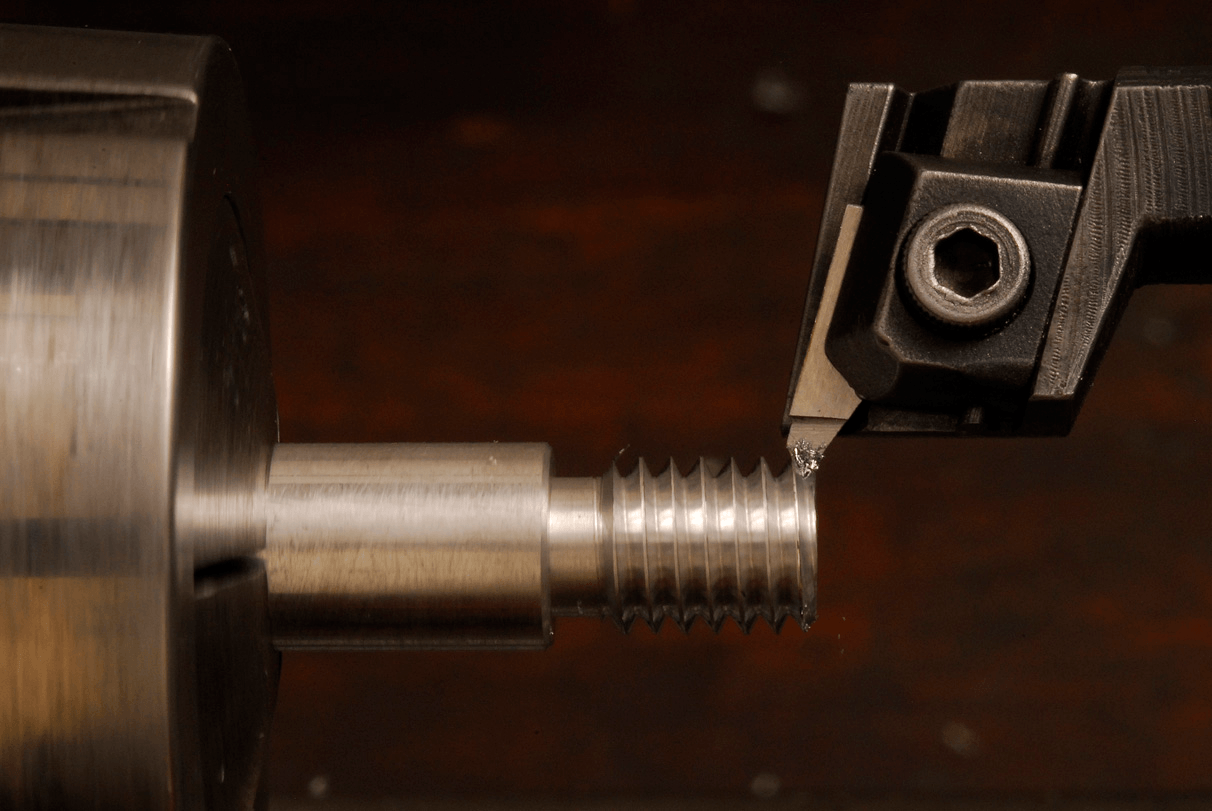
Что касается дополнительных возможностей, то в комплект входят впечатляющие 13 прижимных лапок и удлинительный столик для работы с большими проектами.
Другими автоматическими функциями являются встроенный нитевдеватель, автоматическая обратная строчка и настройки натяжения по умолчанию.
2. Juki HZL-F300
Покупайте на Amazon!
Швейно-стегальная машина Juki HZL-F300, изготовленная под известным брендом Juki, имеет такие же автоматические функции, как и другие швейные машины.
Например, автоматическая обрезка нити (опция с педальным управлением) и даже полуавтоматический нитевдеватель.
Что касается функций шитья, имеется 106 стежков, а также три варианта шрифта. (Это не компьютеризированная вышивальная машина, которая вышивает запрограммированные дизайны. Однако она подходит для вышивания со свободной подачей материала.)
У нее есть опция коленного подъемного рычага и множество совместимых аксессуаров, которые делают ее идеальной для квилтинга.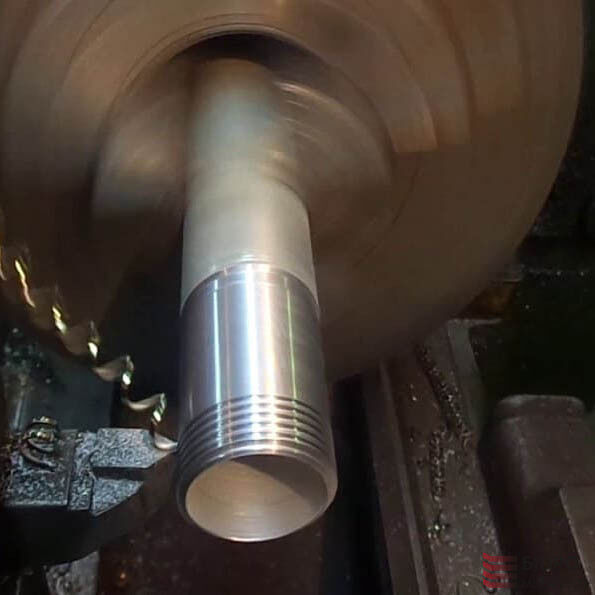
Одним из недостатков этой ценовой категории является то, что ЖК-экран не является сенсорным, а шрифт на кнопках мелкий для пользователей с плохим зрением.
(В машинах серии Juki Exceed HZL-F400 и HZL-F600, которые включают в себя больше стежков и аксессуаров, также имеют одинаковые функции обрезки нити.)
3. Bernette 38 Swiss Design
Амазонка!
Создавая образ штурмовика, bernette 38 — самая многофункциональная швейная машина в серии bernette 30, , которая включает в себя швейные машины bernette b33, b35, b37 и b38.
Чем выше число после буквы b, тем больше функций имеется у швейной машины.
На b38 есть такие забавные вещи, как автоматическая обрезка нити, регулятор скорости, алфавитный шрифт и регулируемое давление прижимной лапки.
В комплекте 8 прижимных лапок, которые можно дополнить дополнительными приспособлениями, 394 рисунка стежка и максимальная скорость шитья 820 стежков в минуту.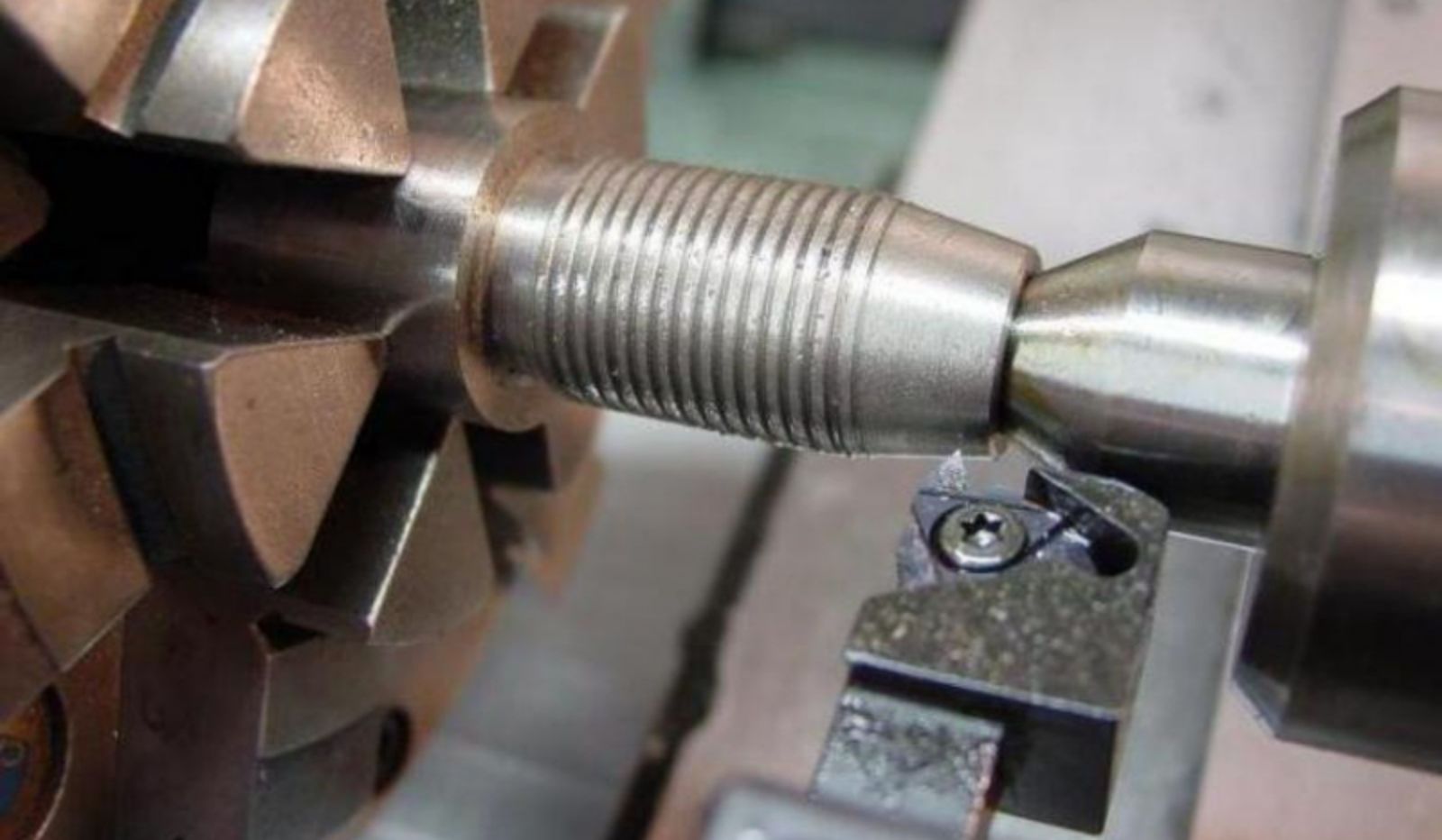
Сравнение моделей 30-й серии вы можете скачать в конце страницы.
4. Janome 3160QDC
Покупайте на Amazon!
Отличная швейная машина Janome с автоматической обрезкой нити, 3160QDC – одна из самых популярных машин среднего уровня.
Он имеет только 60 стежков (аналогично Brother CS6000i), но имеет больше функций, таких как автоматическая обрезка нити и система подачи Superior Plus от Janome (плюс подача коробки), что позволяет этой машине хорошо обрабатывать любую ткань.
По сравнению с машинами начального уровня, 15 положений иглы, сверхвысокий подъемник прижимной лапки и опции регулировки давления прижимной лапки являются уникальными для этой более функциональной машины.
Забавно, что на игольной пластине есть маркировка угла и больше размеров, чем на обычной пластине швейной машины, что помогает делать точные швы!
Если вы предпочитаете более функциональную машину с автоматической обрезкой нити, обратите внимание на Janome 5300QDC или Janome 4120QDC. В этой таблице с веб-сайта Janome поясняются различия между различными моделями.
В этой таблице с веб-сайта Janome поясняются различия между различными моделями.
5. Комбинированные швейно-вышивальные машины Brother (SE600, SE625, SE1900)
Покупайте на Amazon!
Все комбинированные машины Brother current оснащены автоматической обрезкой нити при шитье.
Комбинированная машина означает, что ваша швейная машина может быть переоборудована для машинной вышивки компьютеризированных вышивальных дизайнов.
У меня есть Brother SE1900, а раньше у меня была швейно-вышивальная комбинированная машина Brother SE625.
Поскольку вышивальные машины Brother настолько доступны по цене, эти комбинированные машины иногда дешевле, чем специализированные швейные машины других марок!
Теперь, с точки зрения функций шитья, машины Brother SE600 и SE625 почти идентичны и включают 103 стежка, 7 прижимных лапок и максимальную скорость шитья 710 стежков в минуту. (Подробнее о сравнении Brother SE600 и SE625. )
)
Напротив, Brother SE1900 имеет большую область вышивания и включает 240 стежков, 7 прижимных лапок и максимальную скорость шитья 850 стежков в минуту. Мне нравится, что эта машина имеет коленоподъемник и может шить из стороны в сторону! (Прочитайте мой обзор SE1900, чтобы узнать все об этом.)
Поскольку комбинированные машины Brother и Baby Lock иногда производятся на одних и тех же заводах, если вы предпочитаете название Baby Lock, проверьте также их комбинированные машины.
6. Brother Pacesetter PS500 и PS700
Эти две швейные машины Brother Pacesetter доступны для заказа у местного дилера и оснащены автоматическими нитеобрезателями.
Brother PS700 — более роскошная из двух машин, но обе они оснащены простыми в использовании технологиями Brother, такими как автоматический нитевдеватель, быстрая установка шпульки с верхним опусканием и простая регулировка давления прижимной лапки.
Они также имеют функцию «Мои пользовательские стежки», которая позволяет создавать уникальные комбинации стежков и сохранять их на машине для последующего использования.
Одно из основных отличий заключается в том, что если PS500 включает 100 стежков и 4 алфавита, то Brother PS700 состоит из 180 стежков и 5 шрифтов.
Одна вещь об этих машинах Pacesetter заключается в том, что если вы не получите много от своего дилера, комбинированные машины SE600 и SE1900, которые доступны в интернет-магазинах, принесут больше отдачи от затраченных средств, если вы думаете, что когда-либо захотите учиться для машинной вышивки.
7. Серия Janome Skyline
Покупайте на Amazon!
В настоящее время в серию Janome Skyline входят модели Skyline S3, S5, S6, S7 и S9.
Janome Skyline S9 — это комбинированная швейно-вышивальная машина, но другие машины этой серии — только швейные машины.
Однако все швейные машины имеют автоматическую обрезку нити при ручном нажатии кнопки или программировании после реверсивных или закрепочных стежков.
S3 является наименее дорогой из машин и включает 120 стежков, один шрифт, 7 прижимных лапок и 71 различное положение иглы.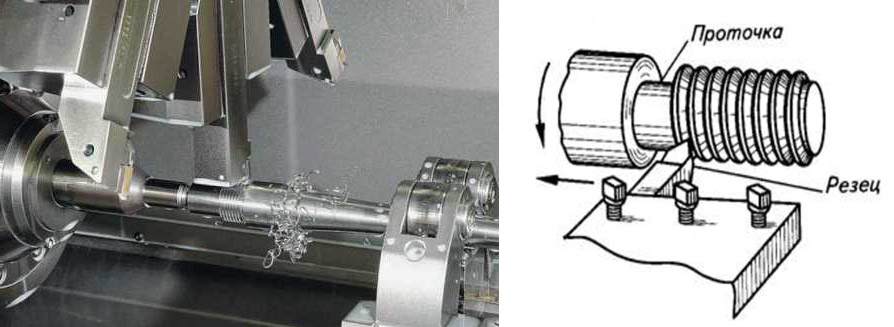 Однако шьет только со скоростью 820 стр/мин.
Однако шьет только со скоростью 820 стр/мин.
По мере увеличения номера машины, следующего за S, количество стежков и функций также увеличивается.
Если вам нравится внешний вид этой серии, решите, какие функции вам необходимы, а затем выберите один из вариантов машины.
8. Juki HZL-DX7 (и HZL-DX5)
Покупайте на Amazon!
Juki HZL-DX7 представляет собой комбинированную швейно-стегальную машину с четырьмя шрифтами для монограмм.
При максимальной скорости 1050 стежков в минуту это быстрее, чем у большинства стандартных бытовых швейных машин.
Другие особенности, которые отличают эту машину от других, включают рычаг подъема колена и опцию поворота прижимной лапки, которая поднимает прижимную лапку после выполнения шва.
Кроме того, вы можете переключиться со стандартного широкого отверстия для иглы на игольной пластине на одно отверстие для иглы нажатием рычага. Это намного лучше, чем самому отвинчивать и менять игольные пластины!
Вы также можете приобрести дополнительную лупу для увеличения маркировки стежков рабочей области в 1,4 раза.
И последнее забавное нововведение – это «плавающая функция» , которая позволяет вам шить, слегка приподняв прижимную лапку, вместо того, чтобы регулировать давление прижимной лапки для создания более ровных швов на определенных тканях.
При желании вы можете настроить пяточную часть прижимной лапки для обрезки нитей. (Касание пятки также можно настроить на обратный стежок или подъем прижимной лапки.)
Juki DX5, более дешевая модель этой серии, также имеет функцию автоматической обрезки нити.
Основные различия между DX7 и DX5 заключаются в количестве стежков и шрифтов, таблице расширения и количестве светодиодных индикаторов.
9. Швейно-стегальная машина Janome MC6650
Покупайте на Amazon!
Швейная машина Janome MC6650 более высокого класса имеет большую 10-дюймовую рабочую зону и такую же превосходную систему подачи, как и Janome 3160QDC.
Он также имеет автоматическую обрезку нити, которую можно запустить вручную или настроить на автоматическую работу после закрепки стежков.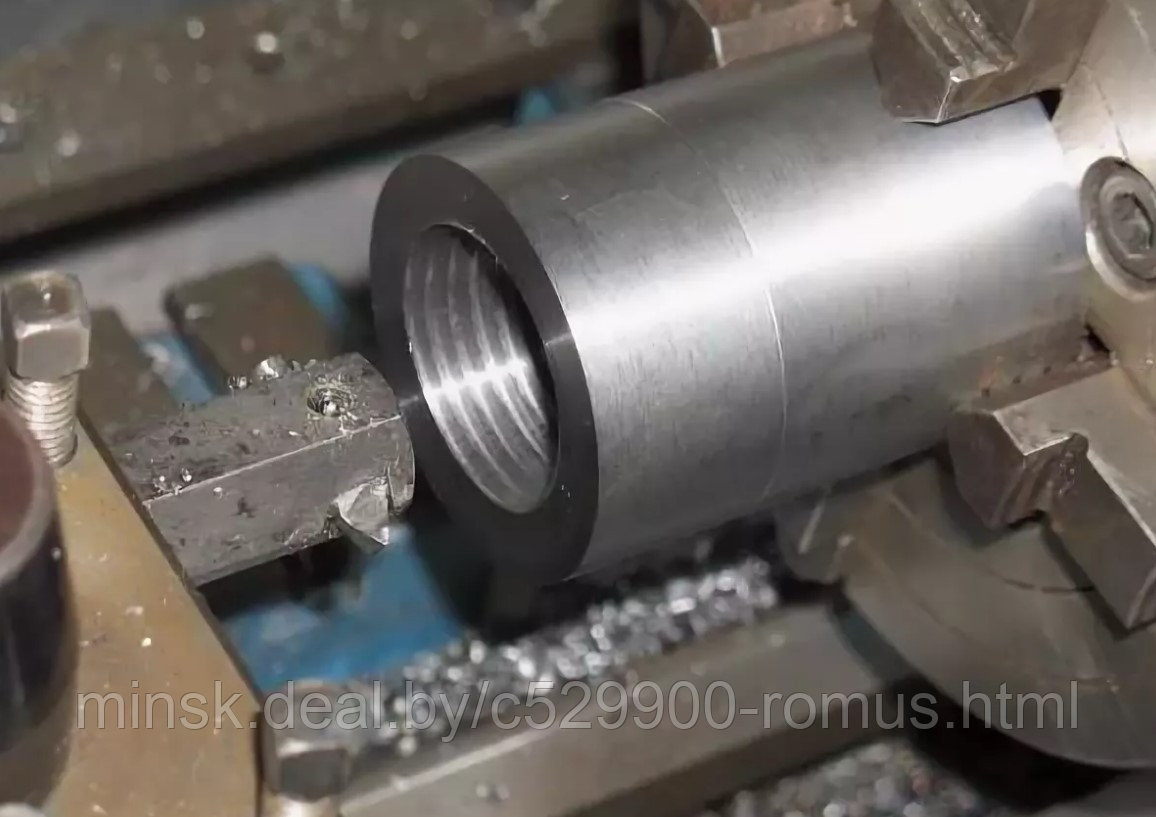
Тем не менее, он имеет больше всего остального, включая 170 стежков, 9 петель, 12 прижимных лапок и 91 различное положение иглы.
Другие роскошные функции включают возможность замены игольной пластины одним нажатием, высокую скорость шитья 1000 стежков в минуту и двойной предохранитель иглы для предотвращения ошибок.
Кроме того, он может запрограммировать предпочтительные настройки стежка по умолчанию, так что вам не придется перезагружать машину каждый раз, когда вы включаете ее!
10. Juki TL-2010Q и TL-2010Qi
Покупайте на Амазоне!
Эта швейная машина челночного стежка Juki делает только прямые стежки, поэтому она не для всех.
Невозможно делать петли, зигзагообразные строчки и т. д., поэтому он предназначен для серьезных квилтеров или профессиональных швей, которые хотят быстро выполнять прямые швы.
Juki TL-2010Q также шьет со впечатляющей скоростью 1500 стежков в минуту (быстрее, чем у моих оверлоков!) и на удивление портативный, учитывая, как он имитирует промышленные швейные машины.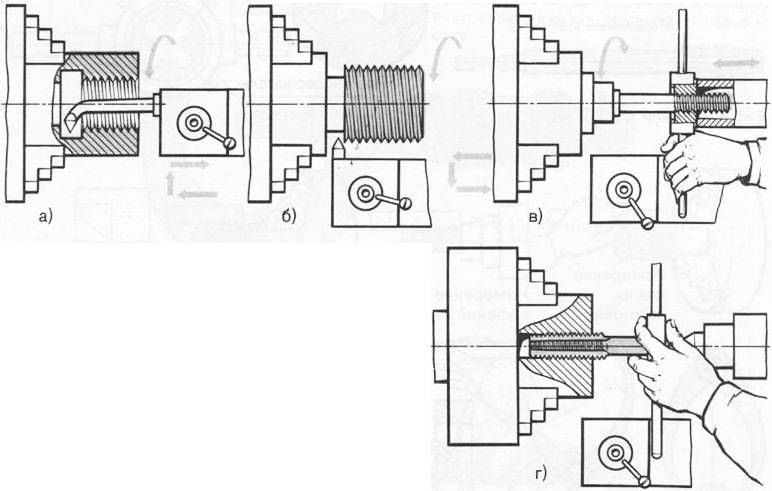 (Тем не менее, есть диск управления скоростью, если вы боитесь этой максимальной скорости!)
(Тем не менее, есть диск управления скоростью, если вы боитесь этой максимальной скорости!)
Кроме того, у нее увеличена рабочая зона и увеличена максимальная высота прижимной лапки по сравнению со стандартными швейными машинами, поэтому она лучше подходит для толстых и больших стеганых одеял.
Обрезка нити происходит автоматически, если вы нажмете пяткой на педаль или нажмете кнопку под регулятором длины стежка. Вы не можете запрограммировать обрезку без ввода данных пользователем.
11. Швейная машина Brother PQ1500SL
Покупайте на Amazon!
Если вы ищете машину для прямой строчки, а Juki TL-2010Q слишком дорогая, обратите внимание на Brother PQ1500SL.
По сравнению с большинством других швейных машин с прямым стежком, она менее дорогая, но в то же время не имеет стольких роскошных функций.
Он также шьет со скоростью 1500 стежков в минуту, однако это швейная машина с широким горловиной и большим удлинительным столом для более объемных изделий.
Как и в машине челночного стежка Juki, обрезка нити не может быть запрограммирована на автоматическую обрезку в конце нити, вместо этого она включается при нажатии кнопки ножниц.
Заключение
И это конец моего списка лучших швейных машин с автоматической обрезкой нити.
Что вы предпочитаете?
Как добавить нитеобрезатель на швейную машину или оверлок
ByAly Последнее обновление:
Этот пост может содержать партнерские ссылки, что означает, что я буду получать комиссию, если вы совершаете покупку по моим ссылкам, без каких-либо дополнительных затрат для вас. Пожалуйста, прочитайте полное раскрытие для получения дополнительной информации.
Начнем с того, что я НАСТОЛЬКО избалован автоматической обрезкой нити на моей швейно-вышивальной машине. Не знаю, как я жил без него!
До того, как у меня появилась машина с автоматическим нитеобрезателем, у меня была машина, по крайней мере, с нитеобрезателем, встроенным сбоку.
Недавно я решил купить свой собственный оверлок (ОБОЖАЮ свой оверлок Brother 1034D за отчет). Больше всего меня бесит то, что в нем нет нитеобрезателя.
Я не ожидал швейную машину с автоматическим нитеобрезателем по такой цене, но я, по крайней мере, надеялся на ручной нитеобрезатель где-нибудь на корпусе машины. Теперь, конечно, с помощью оверлока вы всегда можете прошить свою цепочку из ниток, чтобы обрезать ее, но я вызвал много застреваний ниток, делая это.
Я также думал, что смогу обойтись тем, что всегда буду иметь при себе пару швейных ножниц, чтобы обрезать цепочки из ниток, но я забывчив и легко теряю вещи.
Чтобы решить эту досадную проблему, я поискал и нашел идеальное решение: нитеобрезатель для швейной машины Singer.
Я хочу показать вам, как ПРОСТО и ЛЕГКО добавить ручную обрезку нити к любой швейной машине или оверлоку.
Особенно, если у вас есть старая швейная машина или недорогой оверлок, как у меня, я думаю, вы будете очень довольны тем, насколько легко это дополнение!
О нитеобрезателе для швейной машины Singer
Как вы видите, нитеобрезатель для швейной машины Singer представляет собой небольшую круглую пластиковую деталь. Нижняя сторона полностью из твердого пластика, а с другой стороны внутри находится небольшое острое лезвие. Сторона с лезвием немного тоньше, чем сторона без него.
Нижняя сторона полностью из твердого пластика, а с другой стороны внутри находится небольшое острое лезвие. Сторона с лезвием немного тоньше, чем сторона без него.
Эти нитеобрезатели продаются на Amazon в упаковке по три штуки, что хорошо, потому что через долгое время они затупятся и их нужно будет заменить.
На задней стороне каждого нитеобрезателя есть клейкая прокладка, которая прикрепляется к большинству поверхностей швейных машин или оверлоков. Если вы резко дернете нити в нитеобрезателе, они случайно сдернутся. Хотя было бы неплохо, если бы резак был постоянным, вы бы не смогли заменить затупившийся резак без особых усилий, если бы это было так!
Как прикрепить нитеобрезатель к швейной машине или оверлоку
Во-первых, нужно найти наилучшее место для нитеобрезателя. Для многих швейных машин или оверлоков это будет с левой стороны головки швейной машины. Размещать его на рабочем месте швейной машины — не лучшая идея, потому что он зацепит ваши проекты, когда вы пропустите их через свою машину.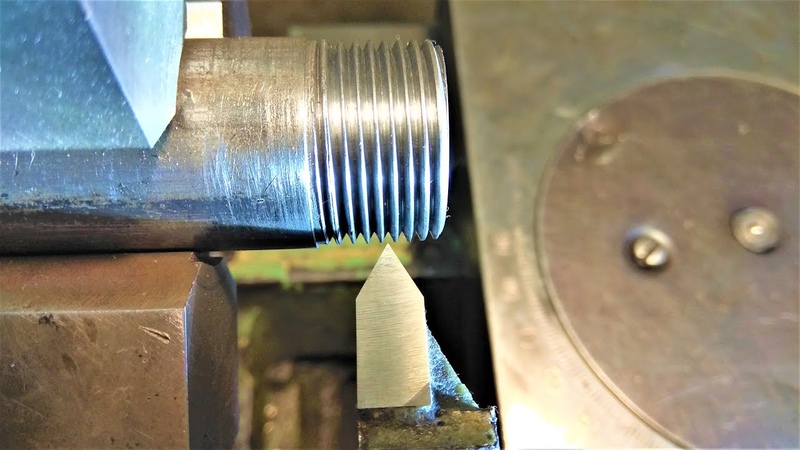
Для оверлока я выбрал верхний левый угол прижимной лапки и иглы сбоку машины. Я сделал длинную цепочку из ниток оверлока и перемещал ее, пока не нашел лучшее место для крепления резака.
По моим личным предпочтениям, мне нравится, когда лезвие нитеобрезателя направлено вверх. Вот как я привык обрезать нитки с помощью ножа для швейной машины, поэтому имеет смысл имитировать эту мышечную память только с помощью моего оверлока.
Я просто снял клейкую подложку с нитеобрезателя, приклеил ее к своему оверлоку, и все!
Теперь, когда я обвязываю, я могу наматывать эти надоедливые нитки на нитеобрезатель и беспокоиться о том, чтобы найти свои швейные ножницы в совершенно другое время!
Использование нитеобрезателя
С нитками для швейных машин легко наложить две нити сверху и вытянуть.
С 3-х или 4-х ниточным оверлочным швом все не так просто. Вам нужно будет держать конец нити одной рукой и обернуть его вокруг нитеобрезателя. Другой рукой держите нить рядом с прижимной лапкой с другой стороны ножа.