Метчики для нарезания трапецеидальной резьбы
Метчики для нарезания трапецеидальной резьбы [c.252]Метчики для нарезания трапецеидальной резьбы предназначены для снятия большого объема металла и поэтому изготовляются в зависимости от размера резьб ы комплектами от 3 до 5 шт. [c.252]
Для нарезания трапецеидальной резьбы используют метчики-протяжки. Диаметры отверстий под нарезание метрической резьбы регламентированы ГОСТ 19257-73. Основные конструктивные элементы метчиков приведены на рис. 7. [c.528]
Метчики по нормалям завода Красный пролетарий для нарезания трапецеидальной резьбы [c.242]
Рекомендуемое распределение работы резания между отдельными метчиками комплекта для нарезания трапецеидальной резьбы приведено в табл. 105. [c.252]
Рекомендуемое распределение работы между метчиками комплекта для нарезания трапецеидальной резьбы [14] в процентах
Метчики подразделяются на ручные, мащинно-ручные (ГОСТ 3266, ГОСТ 17931, ГОСТ 6627), мащинные (ГОСТ 17933, ГОСТ 8959), гаечные (ГОСТ 1604, ГОСТ 3449, ГОСТ 6951). Специальные метчики-протяжки предназначены для нарезания трапецеидальной резьбы. [c.212]
При нарезании трапецеидальной резьбы приходится снимать большое количество материала, поэтому необходимо для уменьшения нагрузки увеличивать число метчиков в комплекте до 5 шт. и более. [c.430]
| Рис. 182. Метчик для нарезания внутренней трапецеидальной резьбы. |  |
Правильная работа резьбонарезного инструмента, и в особенности комплектных метчиков, в сильной степени зависит от схемы распределения нагрузки как на режущей, так и на калибрующей части. Целесообразно устанавливать распределение нагрузки в зависимости от размера нарезаемой резьбы, вместо того, чтобы пользоваться одними и теми же коэффициентами для всех размеров метчиков, как это распространено на практике. Схема резания важна для метчиков с трапецеидальной резьбой, когда для нарезания отверстия требуется от трех до семи метчиков. Исключительное значение с точки зрения работоспособности имеют метчики, предназначенные для обработки жаропрочных сталей и сплавов, титановых сплавов и т. п. Для этих материалов метчики общепринятой конструкции не оправдывают себя из-за повреждения нарезаемой резьбы. Плохая обрабатываемость этих материалов требует применения метчиков со срезанными через шаг витками.
Успешное нарезание резьбы во многом зависит от схемы распределения нагрузки, приходящейся на каждый метчик в комплекте. Обычная схема нарезания такова, что черновые метчики удаляют максимальное количество металла путем срезания широких площадок вершинами зубьев. На долю чистового метчика отводится небольшая работа по зачистке и калиброванию резьбы или только по основанию, или также еще и по боковым сторонам. Вторая схема требует для всех метчиков различных размеров наружного и среднего диаметра, тогда как по первой схеме средний диаметр остается одинаковым. Вторая схема более предпочтительна как обеспечивающая большую точность и повышенную чистоту нарезаемой резьбы. Однако она менее распространена на практике, так как нормальная трапецеидальная резьба выполняется с достаточно широкими допусками, поэтому можно использовать схему, исключающую калибрование по боковым сторонам резьбы. Это вызывается еще и тем обстоятельством, что большая нагрузка, приходящаяся на боковые стороны резьбы, может оказаться причиной неудовлетворительного отвода отделяющихся с двух сторон профиля стружек вследствие сталкивания их друг с другом. [c.549]
Ходовые резьбы нарезают прямоугольного и трапецеидального профилей последние, кроме того, бывают однозаходные и много-заходные. Резьба может быть наружная (на наружной поверхности) и внутренняя (на внутренней поверхности). Наружную резьбу можно получать различными инструментами резцами, гребенками, плашками, самораскрывающимися резьбонарезными головками, дисковыми и групповыми фрезами, шлифовальными кругами, накатным инструментом. Для изготовления внутренней резьбы применяют резцы, метчики, групповые фрезы, накатные метчики. Тот или иной метод нарезания резьбы применяют в зависимости от профиля резьбы, материала изделия, объема производственной программы и требуемой точности.
Метчики для нарезания трапецеидальных резьб перэд заборно 4 частью обязательно должны иметь направляюдую часть. Направ.тяю-щая часть первого метчика представляет собо.т гладкую цилиндря- [c.253]
Нарезание крупных и миогозаходных резьб на станках без принудительной подачи производят комплектом из нескольких метчиков. Для этого уменьшают размеры первого метчика настолько, чтобы он нарезал резьбу заданного шага, но высотой, соответствующей шагу 2,5—3 мм. Последующие метчики комплекта снабжают передним резьбовым направлением. Чистовые метчики для точных трапецеидальных резьб иногда работают по профильной схеме, для чего средний диаметр резьбы на участке заборной части уменьшают примерно на 0,3 мм и постепенно увеличивают его от зуба к зубу на 0,05 мм до получения окончательных размеров. [c.546]
Нарезание резьбы метчиками. Наиболее широко используемым режущим инструментом для нарезания внутренней резьбы является метчик. Различают метчики ручные, машинно-ручные, машинные и гаечные. Мет чики маш-инно-ручные для метрической резьбы с крупным и мелким шагом изготовляют по ГОСТ 3266-81 метчики машинные с винтовыми канавками — по ГОСТ 17933-72 метчики машинноручные с укороченными канавками – по ГОСТ 17931 — 72 метчики гаечные-по ГОСТ 1604-71, ГОСТ 5.1764-72, ГОСТ 6951-71 метчики ручные по ОСТ 2-И50-1 —73. Метчики машинно-ручные твердосплавные изготовляют по ГОСТ 3266 — 81, ТУ 2-035-116 — 70 метчики машинные для нарезания резьб диаметром до 1 мм — по ГОСТ 8859 — 74 метчики машинные для станков с ЧПУ — по ОСТ 2-И52-1 —74. Метчики машинно-ручные для нарезания трубной резьбы изготовляют по ГОСТ 3266-81, ГОСТ 6627-74, ОСТ 2-И50-1-73, ТУ 2-035-116-70. Для нарезания трапецеидальной резьбы используют метчики-протяжки. Диаметры отверстий под нарезание метрической резьбы регламентированы ГОСТ 19257-73. Основные геометрические параметры метчиков приведены на рнс. 8.
Подачу. дисковой фрезы при нарезании трапецеидальной резьбы принимают равной 0,03 мм для резьб 2-го класса и 0,06 ЛЛ4 для резьб. Я-го класса точности. Метчики, плашки и резьбовые головки работают с самоподачей. [c.447]
Метчики, предназначенные для нарезания резьбы в сквозных отпеп-стиях, делают с более длинной заборной частью (до шести шагс,и резьбы). При нарезании трапецеидальной резьбы приходится снимать большое количество материала, поэтому для уменьшения нагрузки необходимо увеличивать число метчиков в комплекте до 5 шт. и более. [c.352]
Подачу при нарезании трапецеидальной резьбы дисковыми фрезами принимают равной 0,03 мм на один зуб для резьб 2-го класса и 0,06 мм на один зуб для резьб 3-го класса точносги. При нарезании резьбы метчиками, плашками и самооткрывающи- [c.613]
На рис. 182 показан метчик для нарезания за один проход трапецеидальной резьбы 32X6. Направляющая часть о по наружному диаметру на 0,5 мм больше внут- [c.441]
Основные размеры метчиков стандартизованы. Примерные схемы распределения площадей поперечных сечений припуска (в процентах) между комплектными метчиками для нарезания тре-угольгюй метрической резьбы и трапецеидальной показаны на рис. 177, а и б. [c.287]
Нарезка резьбы ка токарных станках производится преимущественно при единичном изготовлении деталей, когда перемещать их со станка на станок для выполнения нескольких операций невыгодно, а также при нарезании очень точных длинных винтов, резьбы большого диаметра нестандартного профиля и шага, а также прямоугольной и трапецеидальной резьбы. Резьба размером меньше М56 с точностью 3 класса и ниже нарезается метчиком или плашкой, гребенкой нарезается резьба при серийном изготовлении деталей с шагом меньше 4мм и с точностью не выше 3 класса вихревым методом при большой партионности и резцом — при нарезке точной резьбы (2 класса и выше), прямоугольной, упорной и другой крупной резьбы и при единичном изготовлении деталей. Для резьбы размером больше М56 самым производительным методом нарезки на токарных станках является вихревой метод, затем следует нарезка гребенкой и наконец резцом. Особое внимание при нарезке резьбы надо обращать на выбор смазки. При неправильном выборе смазки можно получить нечистую поверхность и даже задиры резьбы.
Для нарезания гаек с длинной резьбой при сравнительно малом ее диаметре, а также гаек с многозаходной трапецеидальной, ленточной или метрической резьбой токарем-новатором Б. Ф. Даниловым был разработан новый инструмент — метчик-протяжка. Метчик-протяжка (рис. 337) имеет хвостовик /, расположенный впереди режущей части 2. Последняя выполнена в виде конической резьбы, т. е. каждый последующий зуб имеет определенный подъем, как у протяжки. В конце режущей части помещается калибрующая часть 3. На рабочей части прорезаны винтовые стружечные канавки, направление которых обратно направлению витков резьбы. Угол наклона винтовых канавок выбирают в соответствии с углом наклона резьбы и се каправления. [c.354]
Для нарезания гаек с длинной резьбой при сравнителыю малом ее диаметре, а также гаек с многозаходной трапецеидальной, ленточной или метрической резьбой токарем-новатором Б. Ф. Даниловым был разработан новый инструмент метчик-протяжка (рис. 182,я). Он имеет хвостовик 1, расположенный перед режущей частью 2, которая выполнена в виде конической резьбы (каждый последующий зуб имеет определенный подъем, как у протяжки). Калибрующая часть 3 расположена в конце режущей части. На рабочей части прорезаны винтовые стружечные канавки, направление которых противоположно направлению витков резьбы. Такой метчик работает на кручение и растяжение и может быть изготовлен достаточно длинным для нарезания за один проход трапецеидальных резьб.
У машинных метчиков для однопроходного нарезания метрической резьбы /] 6Р, у гаечных Ij 12Р при обработке трапецеидальных резьб величину /1рассчитьгеают исходя из необходимой конструктивной подачи [c.544]
Нарезание резьб метчиками и плашками является наиболее эффективным для резьб с шагом до 2 мм. Крепежные резьбы большею шага, а также винты с трапецеидальной резьбой целесообразно нарезать на токарном станке твердосплавными резаа.ми. Значительный эффект по производительности и гочнск ти дает накалывание ре ь6ы. [c.137]
mash-xxl.info
Нарезание трапецеидальной резьбы – Энциклопедия по машиностроению XXL
Для повышения производительности труда при нарезании трапецеидальных резьб с крупным шагом применяют державку с двумя рез- [c.237]На рис. 104, а показано последовательное нарезание трапецеидальной резьбы тремя резцами. [c.237]
Резцы для чернового нарезания трапецеидальной резьбы делают с углом профиля, равным 60°. Вершина резца закругляется радиусом / до I мм в зависимости от шага нарезаемой резьбы. Задний угол а и боковые углы и Oj выбирают по правилам, относящимся к резцам для метрической резьбы. [c.148]
Число проходов резьбового резца из быстрорежущей стали при нарезании трапецеидальной резьбы [c.565]
| Рис. 120. Нарезание трапецеидальных резьб. |  |
| Рис. 121. Высокопроизводительные схемы нарезания трапецеидальных резьб. |  |
Средние величины подач при нарезании трапецеидальных резьб дисковыми [c.97]
Отклонения диаметров стержней под нарезание трапецеидальных резьб [c.403]
Резцы для нарезания трапецеидальной резьбы [c.145]
Диаметры растачиваемых отверстий под нарезание трапецеидальной резьбы (все размеры в мм) [c.263]
Число проходов при нарезании метрической резьбы по профильной схеме приведено в табл. 7, а число проходов при нарезании трапецеидальной резьбы по профильной схеме -в табл. 8. [c.526]
Число проходов при нарезании трапецеидальной резьбы по профильной схеме [c.526]
Для нарезания трапецеидальной резьбы используют метчики-протяжки. Диаметры отверстий под нарезание метрической резьбы регламентированы ГОСТ 19257-73. Основные конструктивные элементы метчиков приведены на рис. 7. [c.528]
Нарезание дисковой фрезой применяют при нарезании резьб с большим шагом (Р) и круглым профилем и главным образом для предварительного нарезания трапецеидальных резьб за один, два или три рабочих хода. При нарезании фреза вращается и совершает поступательное движение вдоль оси заготовки, причем перемещение за один оборот заготовки должно точно соответствовать шагу резьбы. [c.52]
При нарезании трапецеидальной резьбы с шагом до 3 мм используют резец полного профиля, врезание после каждого прохода осуществляют поперечной подачей. [c.549]
| Рис. 3. Способы н последовательность нарезания трапецеидальное резьбы ходового винта |  |
Так, токари-новаторы Диков и Чикирев разработали метод скоростного нарезания трапецеидальных резьб. Черновой резец (фиг. 333) для нарезания трапецеидальной резьбы имеет общий угол профиля 50°, и уголки его закруглены передний угол у=0, задний угол а очень мал, [c.418]
При нарезании трапецеидальной резьбы приходится снимать большое количество материала, поэтому необходимо для уменьшения нагрузки увеличивать число метчиков в комплекте до 5 шт. и более. [c.430]
Передний угол у резьбового резца в зависимости от материала заготовки может быть принят аналогично углу фасонных резцов. При нарезании трапецеидальной резьбы установка передней поверхности резца параллельно оси (рис. 322, а) позволяет получить точный профиль резьбы винта. Угол профиля резьбы (если передний угол Y = 0) получается таким же, как и угол профиля резца. Однако ухудшение условий резания на кромке с отрицательным передним углом Yi (а при очень большом угле подъема со резьбы и ослабление кромки с углом уг) заставляет применять этот способ только при чистовом нарезании с небольшими сечениями стружки. [c.343]
Пластины для резцов при нарезании трапецеидальной резьбы. [c.54]
| Рис. 55. Резцы для нарезания трапецеидальной резьбы |  |
| Рис. 57. Державка для нарезания трапецеидальных резьб |  |
Составные части ходового винта изготовляют отдельно, но часть последних операций, определяюш их точность ходового винта, выполняют на частично собранном винте. Проставка детали 2 проходит отдельно полную механическую обработку, кроме нарезания трапецеидальной резьбы. Поверхность диаметром 70 мм выполняют шлифованием до диаметра 70Д. Левую часть ходового винта обрабатывают в следующей последовательности. Отрезка заготовки, нормализация и правка с точностью до 2 мм. [c.121]
В собранном виде нарезают начерно на токарном станке трапецеидальную резьбу с припуском под чистовое нарезание. Затем собранную часть винта подвергают естественному старению, после старения правят по всей длине биение 0,2 мм. Затем на токарном станке производят чистовое нарезание трапецеидальной резьбы 70 X 12, после чего разбирают замок и освобождают проставку. [c.122]
Предварительная обработка правой части ходового винта производится так же, как и левой части ходового винта. После предварительной обработки правой части винта его соединяют с вторым концом приставки и производят черновое и чистовое нарезание трапецеидальной резьбы 70 X 12. При этом нарезанная ранее на проставке трапецеидальная резьба 70 X 12 используется как эталон для установки резца и настройки станка. [c.122]
| Фиг. 186. Резцы для нарезания трапецеидальной резьбы а — прорезные б, в, г — профильные. |  |
По ГОСТу 10142-62 выполняют дисковые фрезы для нарезания трапецеидальной резьбы с шагом 8 = 2—2 мм [(рис. 145,г). Основные размеры их D=80—100 мм Ь = =3—10 ММ-, 5 = 5—18 мм и d=22—27 мм. [c.254]
Резьбовые твердосплавные резцы главным образом применяются для скоростного нарезания трапецеидальной резьбы. [c.205]
Подачу. дисковой фрезы при нарезании трапецеидальной резьбы принимают равной 0,03 мм для резьб 2-го класса и 0,06 ЛЛ4 для резьб. Я-го класса точности. Метчики, плашки и резьбовые головки работают с самоподачей. [c.447]
Нарезание трапецеидальной резьбы на резьбошлифовал –ном ставке абразивным кругом [c.552]
Рабочие чертежи червячных зубчатых колес и червяков. Червячная передача осуществляет движение валов, геометрические” оси которых скрещиваются (рис. 270,а). Роль шестерни в этой передаче выполняет червяк, нарезанный трапецеидальной резьбой или резьбой, близкой к трапецеидальному профилю. Винтовые выступы червяка входят в зацепление с зубьями колеса, образуя зубчатовинтовую передачу. Определения понятий, относящихся к червячным передачам, а также [c.144]
Метчики, предназначенные для нарезания резьбы в сквозных отпеп-стиях, делают с более длинной заборной частью (до шести шагс,и резьбы). При нарезании трапецеидальной резьбы приходится снимать большое количество материала, поэтому для уменьшения нагрузки необходимо увеличивать число метчиков в комплекте до 5 шт. и более. [c.352]
Для облегчения установки резца точно параллельно оси винта или с наклоном на угол подъема применяют державки с поворотными головкамн (рис. 57). При нарезании трапецеидальной резьбы с шагом до 5 мм используется резец полного профиля врезание после каждого прохода осуществляется поперечной подачей. Если шаг резьбы больше 5 мм, то нарезание ее производят в несколько переходов. [c.117]
Вихревое нарезание трапецеидальной резьбы осуществляется так же, как остроугольной, и рекомендуется для обработки резьб с шагом до 12 мм. Скорость резания берется до 240 м1мин, круговая подача на один оборот резцовой головки берется в пределах 0,2—0,5 мм. Достигаемая чистота поверхности соответствует 6-му классу, точность шага и угла профиля резьбы со-Я18 [c.118]
При нарезании трапецеидальной резьбы с шагом до 3 мм используется резец полного профиля, врезание после каждого прохода осуществляется поперечной подачей. Если шаг резьбы больше 3 мм, то последо1ватель-ное ее нарезание производится несколькими резцами. Наи- боле расюространенные апо-собы нарезания доказаны яа фиг. 188. [c.274]
mash-xxl.info
ГОСТ 19831-74 Метчики для трапецеидальной резьбы. Допуски на резьбу, ГОСТ от 24 мая 1974 года №19831-74
ГОСТ 19831-74
Группа Г23
Срок действия с 01.01.75
до 01.01.80*
_______________________________
* Ограничение срока действия снято
постановлением Госстандарта СССР от 10.12.80 N 5705.
(ИУС N 2, 1981 год). – Примечание “КОДЕКС”.
РАЗРАБОТАН Всесоюзным научно-исследовательским инструментальным институтом (ВНИИ)
И.о. директора Цвис Ю.В.
Руководитель темы Пудов В.М.
Исполнитель Дубинская Г.Я.
ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
Член Коллегии Трефилов В.А.
ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ Всесоюзным научно-исследовательским институтом по нормализации в машиностроении (ВНИИНМАШ)
Директор Верченко В.Р.
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 24 мая 1974 г. N 1296
1. Настоящий стандарт распространяется на метчики для трапецеидальной резьбы по ГОСТ 9484-73*.
_________________
* Действует ГОСТ 9484-81. – Примечание “КОДЕКС”.
2. Метчики должны изготовляться степеней точности Н5 и Н6.
3. Предельные отклонения резьбы метчиков должны соответствовать указанным на чертеже и в таблице.
Номи- | Шаг резьбы , мм | Предельные отклонения, мкм | Преде- | ||||||||
наружного диаметра | среднего диаметра | внутрен- | Шага резьбы | ||||||||
Нижн. | Верхн. | Н5 | H6 | Верхн. | на длине 25 мм | ||||||
Нижн. | Верхн. | Нижн. | Верхн. | Н5 | Н6 | ||||||
Свыше 5,6 до 11,2 | 1,5 | +126 | +182 | +70 | +98 | +98 | +126 | -250 | ±10 | ±15 | ±20 |
2 | +142 | +205 | +79 | +110 | +110 | +142 | |||||
3 | +160 | +231 | +89 | +124 | +124 | +160 | ±15 | ||||
Свыше 11,2 до 22,4 | 2 | ||||||||||
3 | +169 | +244 | +94 | +131 | +131 | +169 | |||||
4 | +203 | +293 | +113 | +158 | +158 | +203 | |||||
5 | +270 | +321 | +119 | +166 | +166 | +270 | |||||
8 | +274 | +338 | +150 | +210 | +210 | +274 | -500 | ±10 | |||
Свыше 22,4 до 45 | 2 | +160 | +231 | +89 | +124 | +124 | +160 | -250 | ±20 | ||
3 | +191 | +276 | +106 | +148 | +148 | +191 | ±15 | ||||
5 | +225 | +325 | +125 | +175 | +175 | +225 | |||||
6 | +252 | +364 | +140 | +196 | +196 | +252 | -500 | ||||
7 | +274 | +398 | +150 | +210 | +210 | +274 | ±10 | ||||
8 | +284 | +410 | +158 | +220 | +220 | +284 | |||||
10 | +302 | +436 | +168 | +235 | +235 | +302 | |||||
12 | +462 | +178 | +249 | +249 | +320 | ||||||
Свыше 45 до 90 | 3 | +203 | +283 | +113 | +158 | +158 | +203 | -250 | ±15 | ||
4 | +225 | +325 | +125 | +175 | +175 | +225 | |||||
5 | +252 | +364 | +140 | +196 | +196 | +252 | |||||
8 | +402 | +436 | +168 | +235 | +235 | +302 | -500 | ±10 | |||
9 | +320 | +462 | +178 | +249 | +249 | +320 | |||||
10 | |||||||||||
12 | +360 | +520 | +200 | +280 | +280 | +360 | |||||
4. Рекомендации по применению метчиков указаны в справочном приложении.
ПРИЛОЖЕНИЕ (справочное). РЕКОМЕНДАЦИИ ПО ПРИМЕНЕНИЮ МЕТЧИКОВ
ПРИЛОЖЕНИЕ к ГОСТ 19831-74
Справочное
Метчики степени точности Н5 обеспечивают точность нарезаемой резьбы 7Н, метчики степени точности Н6 – точность нарезаемой резьбы 8H.
Указанные точности резьбы могут быть получены при эксплуатации метчиков на станках, удовлетворяющих предъявляемым к ним нормам точности, с применением патронов, обеспечивающих самоустанавливание метчиков в радиальном направлении и компенсирующих несоосность отверстия и метчика.
Текст документа сверен по:
официальное издание
М.: Издательство стандартов, 1974
docs.cntd.ru
Нарезание трапецеидальной резьбы | МеханикИнфо
Нарезание трапецеидальной резьбы 4.20/5 (84.00%) проголосовало 5

Трапецеидальные резьбы, предназначенные для передачи движения, подразделяют на крупные, нормальные и мелкие. В зависимости от шага и диаметра резьбы применяют различные методы их изготовления. Например, резьбы с шагом до 4 мм нарезают резцом, профиль которого соответствует профилю резьбы. В этом случае резец устанавливают по шаблону так, чтобы главная режущая кромка резца была параллельна оси детали.
Нарезание резьбы с большим шагом и повышенной точности
Резьбы с большим шагом, а также резьбы повышенной точности нарезают несколькими резцами: одним-тремя черновыми и одним-двумя чистовыми. На рис. 1, а, б показана схема изготовления трапецеидальной резьбы двумя резцами, на рис. 1, в — тремя резцами.
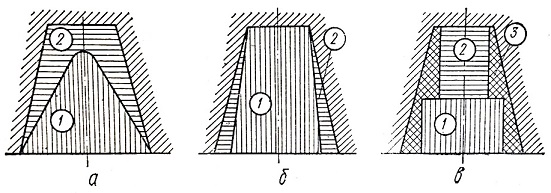
Рис. 1. Схема формирования резьбы:
а, б – двумя резцами; в – тремя резцами.
Приспособление для нарезания трапецеидальной резьбы
Для того чтобы повысить производительность труда при нарезании трапецеидальной резьбы, используется приспособление (рис. 2), которое устанавливают на месте верхних салазок суппорта. Приспособление состоит из плиты 16, каретки 17, направляющих 5 и 12, резцедержателей 7 и 10, стойки 2, двойной шестерни 15, шестерни 13, рейки 4, резцов 8 и 9, рейки 11.

Рис. 2. Приспособление для нарезания резьбы одновременно двумя резцами.
Синхронное движение резцедержателей навстречу друг другу при отрезных работах или установка их в заданное положение при обтачивании валов или нарезании резьбы осуществляются посредством ручной или механической подачи поперечного суппорта.
При вращении винта поперечного суппорта по часовой стрелке каретка 17 с закрепленной на ней плитой 16 перемещается в направлении от рабочего, а рейка 4, закрепленная с помощью гайки 1 и контргайки 3 на стойке 2, остается неподвижной. При этом шестерня 15, сидящая по скользящей посадке на оси 14, передает вращение ведомой шестерне 13. В результате получает вращение находящаяся в зацеплении с шестерней 13 рейка 11, а вместе с ней и резцедержатель 10 с резцом 9. Для того чтобы скорость движения резцедержателей при их перемещении навстречу друг другу была одинаковой, количество зубьев шестерни 15 должно быть вдвое больше количества зубьев шестерни 13.
Настройка резца 8 на заданный размер производится путем вращения винта поперечного суппорта, а резца 9 (после настройки резца 8) — вращением гайки-лимба 1. После настройки резец 9 фиксируется контргайкой 3. Настройка резца 8 относительно резца 9 по горизонтальной оси станка выполняется винтом 6.
Как нарезать трапецеидальную резьбу?
Для скоростного нарезания трапецеидальной резьбы используется резцедержательная головка, в которой закрепляют четыре резца. Первым резцом выполняют один-два прохода (в зависимости от шага резьбы) так, чтобы при дальнейшем нарезании резьбы не образовывались заусенцы. Вторым резцом с шириной головки более половины шага резьбы углубляются на 2/3 заданной глубины. Третьим резцом, головка которого по размерам меньше заданного профиля на 1 мм, врезаются на полную глубину. Четвертым резцом производится окончательная калибровка профиля резьбы.
mechanicinfo.ru
Нарезание внутренней трапецеидальной резьбы – Энциклопедия по машиностроению XXL
Примечание. При нарезании внутренней трапецеидальной резьбы скорость резания определяется путем умножения скорости резания для наружной резьбы на коэффициент 0,80—0,85 в зависи мости от диаметра, длины и шага резьбы (большие значения принимают для больших диаметров). [c.521]Нарезание внутренней трапецеидальной резьбы [c.427]
Нарезание внутренней трапецеидальной резьбы. Нарезают внутреннюю резьбу так же, как и наружную того же профиля. Резьба с шагом до 3 мм нарезается сразу одним резцом с профилем режущей части, соответст- [c.343]
| Рис. 331. Нарезание внутренней трапецеидальной резьбы двумя резцами |  |
Для нарезания внутренней трапецеидальной резьбы при изготовлении маточных гаек из текстолита ПТ рекомендуется применять резцы с пластинками из твердых сплавов ВК6 или ВК8, имеющие геометрические параметры у = 0° а = 15° бок 5…6°. Режимы резьбонарезания V = 0,25…0,42 м/с = = 0,15…0,25 мм. [c.127]
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. НАРЕЗАНИЕ ВНУТРЕННЕЙ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ [c.199]
ДЛЯ НАРЕЗАНИЯ ВНУТРЕННЕЙ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ [c.199]
Установить и закрепить резьбовой резец для нарезания внутренней трапецеидальной резьбы. [c.200]
Сделать первый проход при нарезании внутренней трапецеидальной резьбы. [c.200]
| Рис. 182. Метчик для нарезания внутренней трапецеидальной резьбы. | |
| Рис. 183. Нарезание внутренней трапецеидальной резьбы метчиком-протяжкой. |  |
Оснащение рабочего места. Заготовки для нарезания внутренней трапецеидальной резьбы резьбовые внутренние трапецеидальные резцы, оснащенные пластинками из твердых сплавов штангенциркуль с ценой деления по нониусу 0,1—0,05 мм шаблон для заточки и установки резьбового резца шаблон для контроля резьбы. [c.160]
Выполнить первый рабочий ход при нарезании внутренней трапецеидальной резьбы (рис. 3). [c.161]
Дисковые резьбовые фрезы применяют для нарезания длинных наружных и внутренних трапецеидальных резьб диаметром от 10 до 82 мм с шагом 2—12 мм. Резьбу обрабатывают за два прохода — черновой и чистовой — фрезами. [c.237]
Цель задания. Научить устанавливать трапецеидальные резцы для нарезания внутренней резьбы нарезать внутреннюю трапецеидальную резьбу. [c.160]
Нарезать внутреннюю трапецеидальную резьбу окончательно. Производить поперечное врезание резца от 0,2 до 0,02 мм сделать второй, затем третий рабочие ходы (рис. 4, 5) и так продолжать до окончательного нарезания резьбы. Применять смазочно-охлаждающую жидкость. [c.161]
Более производительные схемы нарезания трапецеидальной резьбы приведены на рис. 121. Прорезным резцом шириной, равной полной ширине канавки у дна, прорезают канавку до внутреннего диаметра (рис. 121,а). Затем левым подрезным резцом обрабатывают левый боковой уступ (рис. 121, б), а правым — правый уступ [c.229]
Припуск при нарезании резьбы резцом снимают за несколько проходов. Число черновых и чистовых проходов зависит от обрабатываемого материала, шага и типа резьбы. Метрическую наружную и внутреннюю резьбы нарезают по многопроходной профильной схеме с радиальной и радиально-осевой подачами (рис. 6.9, а, б) или по генераторной схеме (рис. 6.9, в). Трапецеидальные резьбы нарезают по профильной схеме резания (рис. 6.9, г, ). Рекомендуемое число проходов при нарезании наружной и внутренней резьб дано в табл. 6.22 и 6.23. [c.252]
Резьбовые резцы применяют для нарезания наружной и внутренней резьб по профильной (рис. 35, а), генераторной (рис. 35, б) и смешанной профильно-генераторной (рис. 35, в) схемам резания. Трапецеидальные резьбы нарезают преимущественно по профильной схеме резания, которая менее производительна, чем генераторная, но позволяет получать меньшую шероховатость поверхности резьбы. [c.317]
При нарезании внутренней резьбы число ходов увеличивают черновых – на 20 – 25 % чистовых – для метрической резьбы на один, а для трапецеидальной – на один с шагом до 8 мм и на два с шагом более 8 мм. [c.429]
Резьбовые фрезы применяются для нарезания наружных и внутренних резьб на специальных резьбофрезерных станках. Дисковые резьбовые фрезы (табл. 153) используют для нарезания трапецеидальных резьб по ГОСТ 9484—60 с шагом 2—24 мм. [c.245]
Характеристика работ. Токарная обработка деталей по 3—4-му классам точности на универсальных токарных станках и по 5—7-му классам точности деталей со сложной конфигурацией. Обработка деталей по 2—3-му классам точности на специализированных станках, налаженных для обработки определенных деталей или выполнения отдельных операций. Токарная обработка тонкостенных деталей с толщиной стенки от 0,3 до I мм и длиной до 200 мм. Нарезание наружной и внутренней однозаходной треугольной, прямоугольной и трапецеидальной резьбы резцом. Выполнение под руководством токаря более высокой квалификации работ по управлению и наблюдению за работой токарно-центровых станков с высотой центров свыше 800 мм, имеющих более трех суппортов. Выполнение необходимых расчетов для получения заданных конусных поверхностей. [c.320]
Для чистового нарезання внутренних трапецеидальных резьб с шагом 5 = 2—16 [c.134]
Весьма рациональна конструкция резьбового резца для нарезания внутренней трапецеидальной резьбы токаря К. В. Лакура. У этого резца режущие кромки также расположены на нейтральной оси стержня державки, что повышает его виброустойчивость при нарезании резьбы. [c.426]
Обработать отверстие заготовки для нарезания внутренней трапецеидальной резьбы. Установить и закрепить заготовку и резць расточные проходной и канавочный, подрезной подрезать торец и расточить предварительно просверленное отверстие выточить канавку для выхода резьбового резца. [c.160]
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. ПРИМЕНЕНИЕ ОПЫТА РАБОТЫ ТОКАРЕЙ-НОВАТО-РОВ ПРИ НАРЕЗАНИИ НАРУЖНОЙ И ВНУТРЕННЕЙ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ [c.209]
Примечания 1. Число проходов указано для нарезания крепежной метрической резьбы по 3-му классу точности и трапецеидальной резьбы средней точности. При нарезании метрической резьбы по 2-му классу точности и точной трапеценда-льпой резьбы, кроме указанного в таблице числа проходов, необходимо применять дополнительно два — три зачистпых прохода при спорости резания 4 м/мин. 2. При нарезании многозаходных резьб указанное в таблице число проходов увеличивается на один — два прохода для каждого захода резьбы. 3. При нарезании внутренней резьбы число проходов увеличивать черновых — на 20—25% чистовых — на один для метрической резьбы, а для трапецеидальной — на один с шагом до 8 мм и на два с шагом более 8 мм. [c.449]
Для н мзания трапецеидальной и прямоугольной №бы используют различные схемы (рис. 24). Процесс нарезания таких резьб трудоемкий, выполняется за несколько технологических переходов и рабочих ходов и требует высокой квалификации токаря. Прямоугольные и трапецеидальные резьбы могут нарезаться Огаревым методом (рис. 25) с внутренним (а) и внешним (б) касанием. Заготовка закрепляется в центрах или патроне. В процессе обработки она медленно врашается с круговой подачей В специальной головке, установленной в суппорте станка и повернутой относительно оси детали на угол подъема винтовой канавки. [c.458]
Нарезание резьбы метчиками. Наиболее широко используемым режущим инструментом для нарезания внутренней резьбы является метчик. Различают метчики ручные, машинно-ручные, машинные и гаечные. Мет чики маш-инно-ручные для метрической резьбы с крупным и мелким шагом изготовляют по ГОСТ 3266-81 метчики машинные с винтовыми канавками — по ГОСТ 17933-72 метчики машинноручные с укороченными канавками – по ГОСТ 17931 — 72 метчики гаечные-по ГОСТ 1604-71, ГОСТ 5.1764-72, ГОСТ 6951-71 метчики ручные по ОСТ 2-И50-1 —73. Метчики машинно-ручные твердосплавные изготовляют по ГОСТ 3266 — 81, ТУ 2-035-116 — 70 метчики машинные для нарезания резьб диаметром до 1 мм — по ГОСТ 8859 — 74 метчики машинные для станков с ЧПУ — по ОСТ 2-И52-1 —74. Метчики машинно-ручные для нарезания трубной резьбы изготовляют по ГОСТ 3266-81, ГОСТ 6627-74, ОСТ 2-И50-1-73, ТУ 2-035-116-70. Для нарезания трапецеидальной резьбы используют метчики-протяжки. Диаметры отверстий под нарезание метрической резьбы регламентированы ГОСТ 19257-73. Основные геометрические параметры метчиков приведены на рнс. 8. [c.623]
На рис. 327 показаны более производительные приемы нарезания трапецеидальной резьбы прорезным и двумя подрезными резцами. Сначала прорезным резцом, имеющим ширину, равную полной ширине канавки у дна, прорезают канавку до внутреннего диаметра (рис. 327, а). Далее применяют два подрезных резца — левый и правый. Левым подрезным резцом срезают левый боковой уступ (рис. 327, б), а правым подрезным резцом — правый уступ (рис. 327, в). Хотя этот способ и проще предыдущего, однако он доступен лищь токарям высокой квалификации. [c.342]
Для нарезания трапецеидальных резьб и червяков часто применяют жесткий резец токаря-новатора А. Н. Нежевен-ко (рис. 250). С целью повышения чистоты обработки на последних проходах применяют резцы, закрепленные в пружинящие державки (рис. 251). Внутренние трапецеидальные и ленточные резьбы нарезают резцами соответствующего профиля — цельными или закрепляемыми в оправках (рис. 252). Если изготовляют винтовую пару (винт и гайку) в условиях единичного производства, то резьбу винта контролируют гайкой (проверка на свинчива-емость). В крупносерийном и массовом производствах трапецеидальную резьбу контролируют калибрами. Шаг и профиль прямоугольных, трапецеидальных, упорных и модульных резьб контролируют шаблонами. Более точ- [c.178]
mash-xxl.info
Прошу совета в выборе трапецеидальных метчиков. – Инструменты для металлообработки
Для изготовления ходовых гаек для своего токарного станка хочу приобрести метчики трапецеидальные 14х2 и 10х2 с левой резьбой. Изготавливать планирую дома, резать резьбу руками, возможно начинать буду нарезку в токарном станке, чтобы поровнее было.
Нашел устраивающие по цене предложения в двух магазинах. Цены примерно одинаковые (там где комплект 14х2 из двух штук – дороже на 1000, но это не принципиально).
Картиночки кликабельные.
1. Из описания продавца: метчики однопроходные, изготовлены на систрорецком инструментальном заводе, материал Р6М5. 10х2 длинна 100, 14х2 длинна 110 по-моему.


2. Из описания продавца: материал Р6М5, класс 2, производство внутризаводское Харьковский тракторный завод. 10х2 из одной штуки длинна 120, 14х2 комплект из двух штук. длинна 90 по-моему.




Вы бы какие выбрали и почему? Более критичен комплект 14х2 так как более редкий, дорогой и необходимый. Т.е. выбор будет сделан в пользу того набора, где Tr14х2 лучше.
Большое спасибо.
Изменено пользователем BlitzKriegwww.chipmaker.ru
НАРЕЗАНИЕ РЕЗЬБЫ МЕТЧИКАМИ И ПЛАШКАМИ
Образование и классификация резьб
Резьба представляет собой винтовую канавку определенного профиля, прорезанную на цилиндрической или конической поверхностях. На токарных станках ее выполняют посредством двух равномерных движений — вращения заготовки и поступательного перемещения режущего инструмента вдоль ее оси.Применяемые резьбы можно разделить на ряд групп:
1) по расположению — на наружные и внутренние;
2) по назначению — на крепежные и ходовые;
3) по форме исходной поверхности — на цилиндрические и конические;
4) по направлению — на правые и левые;
5) по форме профиля — на треугольные, прямоугольные, трапецеидальные, круглые;
6) по числу заходов — на одно и многозаходные.
Крепежные резьбы чаще всего имеют треугольный профиль.
Они используются для соединения различных деталей.-
Ходовые резьбы служат для преобразования вращательного движения в поступательное. К ним относятся резьбы с трапецеидальным и реже прямоугольным профилем.
Конические резьбы обеспечивают высокую герметичность соединения и поэтому применяются в местах, находящихся под повышенным давлением жидкостей и газов.
У правых резьб винтовая канавка имеет направление по ходу часовой стрелки (если смотреть с торца детали), у левых — наоборот.
Однозаходными называются резьбы, имеющие одну винтовую канавку. В многозаходных резьбах выполнено несколько параллельных винтовых канавок, равномерно расположенных по окружности. Число заходов резьбы можно определить по количеству начал винтовых канавок на торце детали.
Нарезание резьб круглыми плашками
1. Область применения и инструменты.
Круглые плашки применяются для нарезания наружных резьб треугольного профиля на деталях, к которым не предъявляют высоких требований соосности резьбы с другими поверхностями. Пределы выполняемых резьб ограничиваются механическими свойствами обрабатываемого металла. Так, например, на токарных станках’ круглыми плашками нарезают резьбы на стальных деталях с шагом примерно до 2 мм. Для более мягких цветных металлов этот предел может быть увеличен. Резьбы с крупным шагом предварительно прорезают резцом, а затем калибруют плашками.Круглые плашки (рис. 118, а) по внешнему виду напоминают гайку, в которой для создания режущих кромок просверлены стружечные отверстия (от 3 до 8 в зависимости от размера).
Рабочая часть плашки для цилиндрических резьб состоит из трех участков: двух крайних — режущих и среднего — калибрующего. Режущие части плашки конические с углом конуса 2ф = 50—60°. Калибрующая часть цилиндрическая, Она придает резьбе окончательные размеры и обеспечивает направление плашке в процессе резания.
Геометрическая форма зуба плашки создается передним углом у который выполняют заточкой в пределах 15—20° (для плашек централизованного изготовления). При резании твердых металлов его рекомендуется уменьшать до 10—12°, а для мягких — увеличивать4 до 20—25°. Задний угол а выполняют затылованием только на режущих частях в пределах 6—8°.
Для крепления в плашкодержателе или резьбонарезном патроне на наружной поверхности плашки предусмотрены конические углубления и угловой паз. Угловой паз плашки позволяет при необходимости
разрезать плашку шлифовальным кругом по перемычке (рис. 118, б) и регулировать ее диаметр в пределах 0,1— 0,3 мм.
Круглые плашки общего назначения изготавливаются для следующих резьб: метрических с крупным шагом Ml — М68; метрических с мелкими шагами М1Х0,2 — М135Х6; дюймовых 1/4—2′; трубных 1/8—1l/2′. Плашки должны обеспечить нарезание резьб 2-го класса точности.
Плашки для конических резьб более широкие и имеют только одну режущую часть со стороны большего диаметра. Особенность работы плашек состоит в том, что в процессе прорезания винтовой канавки участвует не только режущая, но и калибрующая часть.
Такие плашки изготавливаются для резьб от 1/16′ до 2′.
Плашки выполняются из легированной стали 9ХС или быстрорежущих сталей Р9 и Р18. На плашках маркируются обозначение резьбы, класс точности (только 3-й), марка стали (9ХС не указывается), буква Л для левых резьб.
2. Приемы нарезания резьбы плашкой.
Перед нарезанием заготовка чисто обтачивается до размера на 0,1—0,4 мм меньше наружного диаметра резьбы. Большое занижение диаметра заготовки следует выполнять для резьб с большим шагом и более пластичных обрабатываемых металлов. Это делают с целью предотвращения срыва вершинок резьбы вследствие частичного выдавливания металла при резании. Для лучшего центрирования плашки на конце заготовки протачивают небольшую фаску под углом 30—40° к оси.Процесс нарезания цилиндрических резьб плашками имеет некоторые особенности. После того как плашка врежется в заготовку примерно на половину своей ширины, резьба нарезается самозатягиванием. Это означает, что для дальнейшего продвижения плашка не нуждается в принудительной подаче и навинчивается на заготовку, как гайка на винт. Однако в момент врезания плашку необходимо подавать на заготовку равномерным усилием. При этом величина подачи должна быть примерно равна шагу резьбы. В противном случае может произойти срыв первых витков.
Кроме того, во время врезания важно совместить плашку с осью заготовки. Этому до некоторой степени помогает центрирующая фаска на заготовке. Если плашка врежется с переносом, профиль нарезаемой резьбы исказится или произойдет срыв витков.
Нарезание резьб плашками на токарных станках выполняют с помощью резьбонарезных патронов, одна из конструкций которых приведена на рис. 119.
Плашкодержатель 1 и цилиндрическая оправка с конусным хвостовиком 4 соединены подвижно в осевом направлении призматической шпонкой 8, закрепленной винтом 7 в пазу держателя. На цилиндрической части оправки выполнен продольный паз, оканчивающийся кольцевой канавкой 9, в которой установлен подпружиненный упор 10 одностороннего действия.
Врезание плашки в заготовку осуществляется подачей держателя 1 вперед поворотом рукоятки 3 с эксцентриком 5. Затем при самозатягивании инструмента держатель скользит по оправке. В конце нарезания резьбы шпонка 8 заскакивает в кольцевую канавку 9 и держатель, увлекаемый плашкой, свободно проворачивается
При включении обратного вращения шпинделя шпонка останавливается упором 10 против паза оправки, входит в него и позволяет держателю продвигаться назад во время свинчивания плашки.
Патрон настраивается на длину нарезаемой резьбы установкой указателя 2 в необходимое положение по шкале, нанесенной вдоль паза держателя. Сквозной вырез 11 в держателе предназначен для очистки патрона от стружки. Для крепления в патроне плашек меньших размеров в посадочное отверстие держателя 1 устанавливают специальные переходные кольца.
Нарезание резьбы плашкой обычно ведется за одну установку непосредственно после подготовки заготовки под резьбу. Для этого следует: 1) убедиться, что пиноль задней бабки и шпиндель станка соосны; 2) установить заднюю бабку возможно ближе к заготовке и закрепить на станине; 3) закрепить плашку в резьбонарезном патроне и установить в пиноль задней бабки; 4) настроить резьбонарезной патрон на требуемую длину нарезания по первой заготовке из партии.
После выполнения подготовительных действий плашку подводят к вращающейся заготовке ручной подачей, производят равномерный поджим до нарезания 2—3 полных витков резьбы. После этого подачу прекращают, так как дальнейшее нарезание осуществляется самозатягиванием. Конические резьбы нарезаются с принудительной подачей почти на всей длине обработки. В конце резания
станок переключают на обратное вращение шпинделя и свинчивают плашку.
Иногда приходится нарезать длинные резьбы, выполнить которые при помощи резьбонарезного патрона невозможно. В таком случае плашку можно закрепить в слесарном плашкодержателе (рис. 120, а) и производить нарезание, как показано на рис. 120, б. Плашкодержатель удерживают левой рукой за рукоятку, которую опирают на верхние салазки суппорта или стержень, закрепляемый продольно в резцедержателе. Включив вращение шпинделя, правой рукой вращают маховичок задней бабки и пинолью подают плашку вперед. Убедившись, что конус режущей части плашки совместился с центрирующей фаской заготовки, производят врезание на 2—3 полных витках с принудительной подачей. После чего поджим плашки прекращают, так как нарезание продолжается самозатягиванием. По окончании нарезания включают обратное вращение шпинделя для свинчивания плашки. Если резьба нарезается до уступа, вращение шпинделя следует выключать, когда до окончания нарезания остается несколько витков, которые затем дорезают вручную.
Для нарезания резьб плашками рекомендуются следующие скорости
по стали 2—4 м/мин; по цветным металлам — 8—12 м/мин.
Нарезание следует выполнять с применением смазывающе-охлаждающих жидкостей: для сталей — эмульсии или сульфофрезола; для алюминиевых сплавов— керосина.
Нарезание резьб метчиками
1. Область применения и инструменты. Метчики, выпускаемыецентрализованно по действующим стандартам, предназначены для нарезания внутренних крепежных резьб.
По форме они делятся на цилиндрические и конические; по назначению—на ручные, машинно-ручные и гаечные; по числу инструментов— на одинарные и комплектные (из 2—3 штук).
Комплектные метчики используются для последовательного нарезания всех предусмотренных резьб ручным способом и машинным— резьб с крупным шагом свыше 3 мм и в труднообрабатываемых металлах.
Метчик для цилиндрических резьб (рис. 121) состоит из рабочей части и хвостовика. Рабочая резьбовая часть с продольными или реже винтовыми стружечными канавками в свою очередь делится на режущую (коническую) и калибрующую (цилиндрическую) части. Для уменьшения трения калибрующая часть снабжена небольшим обратным конусом 0,05—0,1 мм на 100 мм длины, который выполняется по всему резьбовому профилю.
Цилиндрический хвостовик оканчивается квадратом или лысками для передачи усилия резания.
С целью создания нормальных условий резания зубьям метчика придают определенную геометрическую форму заточкой. Задний угол а на режущей части создают затылованием по наружному диаметру в пределах 6—10°. Передний угол имеет одинаковую величину на всей длине рабочей части. Его выполняют в зависимости от свойств обрабатываемого материала: для сталей 5—15°; для чугуна • и бронзы 0—5°; для легких сплавов 25—30°. Большие значения в указанных пределах принимают для более мягких материалов.
Метчики для цилиндрических резьб выпускаются четырех степеней точности: С, Д, Е и Н. Метчики первых двух степеней точности имеют шлифованный профиль и позволяют нарезать резьбы со-
ответственно 1-го и 2-го классов точности. Резьбы 3-го класса точности нарезаются метчиками со степенями точности Е и Н.
На рис. 122 изображены основные типы метчиков.
Ручные метчики (рис. 122, а) используются для нарезания резьб вручную в сквозных и глухих отверстиях. Иногда их применяют для аналогичных работ на токарных станках. Такие метчики выпускаются комплектами из 2—3 штук. Для распределения нагрузки в комплекте у чернового и среднего метчиков наружный и средний диаметры занижены и удлинена режущая часть соответственно до 6 и 4 ниток. Чистовой метчик имеет полный профиль резьбы и короткую режущую часть — 2 нитки.
Порядковый номер метчика в комплекте (кроме чистового) обозначается рисками на хвостовике (см. рис. 122, а).
Ручные метчики предусмотрены для нарезания следующих резьб: метрических — до М52; дюймовых — до 2′; трубных — до 1 1/2′. Их изготавливают из сталей У10А — У12А со степенью точности Е и Н.
Машинно-ручные метчики (рис. 122, б) предназначены для нарезания резьб в сквозных и глухих отверстиях машинным способом всех предусмотренных размеров и ручным—с шагом до 3 мм включительно; Они изготавливаются двух видов: одинарные для сквозных отверстий с длиной режущей части 6 ниток и для глухих отверстий — 3 нитки; комплектные из 2 штук с числом ниток на режущей части 6 и 2;
На хвостовике такие метчики имеют радиусную канавку для крепления в резьбонарезном патроне.
Машинно-ручные метчики изготавливаются из стали Р18 по степеням точности С и Д и предназначены для резьб: метрических — до М52; дюймовых и трубных — до 2′.
Гаечные метчики (рис. 122, в) применяются для нарезания резьб за один проход в гайках и сквозных отверстиях глубиной не более диаметра. Они отличаются удлиненной режущей частью (12 ниток) и длинным хвостовиком для нанизывания гаек с целью экономии времени на вывинчивание метчика из
отверстия. Изготавливаются из стали Р18 по степеням точности С и Д для резьб: метрических— до диаметра 52 мм,, дюймовых—до 1 1/4.
Конические резьбы до 2′ нарезаются коническими метчиками (рис. 122, г) за один проход. Калибрующая часть их участвует в резании, поэтому ее затылуют по профилю для создания заднего угла. Материал конических: метчиков — быстрорежущая сталь Р18.
На хвостовике: метчиков маркируются обозначение резьбы, номер метчика в комплекте (кроме чистового) посредством рисок, степень точности и марка стали.
2. Приемы нарезания резьб метчиками. Перед нарезанием в заготовке сверлят отверстие размером немного больше внутреннего диаметра резьбы. Такое, завышение диаметра отверстия необходимо для предотвращения срыва вершинок резьбы в результате частичного выдавливания металла в процессе резания.
С достаточной для практики точностью диаметр сверл под метрические резьбы можно определить по формуле
где а — наружный диаметр резьбы, мм,
S—шаг резьбы, мм:
Для других крепежных резьб необходимые диаметры сверл выбирают по соответствующим таблицам справочника.
Глубину сверления глухого отверстия под резьбу определяют из
ФОРМУЛЫ
где lo — длина резьбы, мм;
l1 — длина режущей части метчика, мм;.
с — гарантированный зазор в мм, принимаемый не менее шага резьбы.
Нарезание резьб метчиками осуществляется аналогично выполнению резьб плашками, Метчик закрепляется в резьбонарезном патроне (см. рис. 119) посредством переходной втулки.2 (рис. 123), в отверстии которой имеются цилиндрический и квадратный участки. Во втулке метчик удерживается штифтом 4, заскакивающим в кольцевую канавку хвостовика под действием пружинного кольца 3. Для крепления метчиков без кольцевых канавок предусмотрен винт 1.
Совместно с патроном метчик устанавливают в пиноль задней бабки, ось которой должна быть совмещена с осью шпинделя.
Заднюю бабку закрепляют на станине возможно ближе к заготовке. Затем ручной подачей пиноли метчик подводят к вращающейся заготовке, выполняют врезание на длину 2—3 полных витков поворотом рукоятки патрона. Дальнейшее нарезание ведется самозатягиванием, в течение которого метчик ввертывается в заготовку, как винт в гайку. В конце нарезки резьбы метчик вывинчивается из отверстия включением обратного вращения шпинделя.
Настройка резьбонарезного патрона на длину резьбы выполняется, в начале работы по первой заготовке из партии.
Если резьба нарезается комплектом метчиков, необходимо соблюдать последовательность их работы и своевременно очищать отверстие от стружки капроновой щеточкой или струей эмульсии перед каждым следующим метчиком.
При единичном изготовлении деталей нарезание резьб небольших размеров иногда выполняют ручными метчиками при помощи слесарного воротка 1, как показано на рис. 124. В этом случае метчик с надетым на него воротком опирают центровым отверстием на задний центр, а рукоятку воротка на верхние салазки суппорта. Удерживая метчик левой рукой, подают его вперед пинолью задней бабки. Выполняют врезание метчика в отверстие заготовки на 2—3 полных витка с принудительной подачей. Дальше нарезание осуществляется самозатягиванием, в течение которого метчик следует непрерывно поддерживать центром, так как иначе может произойти перекос и поломка метчика.
При нарезании резьбы в глухом отверстии вращение шпинделя выключают немного раньше конца нарезки. Оставшуюся часть дорезают вручную.
Скорость резания для нарезания резьб метчиками принимают в следующих пределах: для машинно-ручных и гаечных метчиков — 8—12 м/мин; для ручных —.3—4 м/мин. Охлаждение: по стали — эмульсия, сульфофрезол; по чугуну — керосин.
Автор – nastia19071991
mgplm.org