Фрезы по металлу для фрезерного станка – виды и назначение
Фреза – это рабочий металлорежущий инструмент фрезерного станка, основной элемент его оснастки, вид которой определяет возможность выборки металла на том или ином участке, придание детали требуемой формы. Благодаря большому разнообразию видов инструмента можно производить металлорежущие операции на различных участках заготовки. Для этого в арсенале фрезеровщика должны быть основные и дополнительные виды фрез по металлу, особенности и классификацию которых мы рассмотрим ниже.
Классификация фрез
Фреза является металлорежущим инструментом, предназначенным для обработки заготовок путем поступательно-вращательного движения. Обработка осуществляется благодаря контакту с рабочими кромками-резцами, изготовленными из особо твердых марок стали и других материалов – керамика, алмаз и т. д.
Классификация фрез по металлу осуществляется по следующим основным характеристикам:
- Месторасположение режущих частей
- Направление режущих частей – винтовое, наклонное и т.

- Крепление режущих частей.
- Конструкция фрезы – сборная, монолитная или составная.
- Заточка фрезы.
- Материал режущей части.

Основные виды фрез
Рассмотрим основные виды фрез по металлу, назначение и способ применения. Одними из наиболее распространенных являются цилиндрические фрезы, которые выпускаются с винтовыми или прямыми зубьями. Фреза с винтовыми зубьями характеризуется плавной работой и широко используется в промышленном производстве. Цилиндрические фрезы с прямыми зубьями оптимально подходят для обработки узких поверхностей.
Торцовые фрезы применяются на вертикально-фрезерных станках. Рабочей частью являются вершины кромок зубьев, сами же кромки являются дополнительными режущими поверхностями. Угол обработки между фрезой и обрабатываемой поверхностью зависит от диаметра инструмента, а не от припуска, что обеспечивает стабильную работу. Благодаря жесткости и массивности инструмента обеспечивается удобство расположения и надежность крепления режущих элементов, высокая производительность и точность обработки.
Следующий широко используемый вид – это дисковые фрезы, широко используемые для нарезки канавок и пазов. Данный тип фрез подразделяется на три вида:
- Пазовые – зубья расположены на цилиндрической поверхности, что позволяет производить нарезку неглубоких пазов.
- Двусторонние – зубья расположены на торце и поверхности фрезы.
- Трехсторонние – зубья расположены на обеих торцах и поверхности.
Дисковые фрезы характеризуются высокой производительностью и широко применяются для обрезки заготовок, прорезания пазов, снятия фасок, выборки металла и других операций.
Угловые фрезы

Ещё один распространенный вид фрез – концевые. Основное назначение – нарезка пазов, контурных уступов, выемок, съём металла на поверхностях расположенных под прямым углом относительно друг друга. Концевые фрезы производятся монолитными или с припаянным режущими частями, цилиндрическими или коническими хвостовиками, для грубой или чистовой обработки (в зависимости от размера зуба).
Прочие виды фрез
Также применяются следующие виды фрез по металлу:
- Шпоночные – разновидность концевых фрез выполненные в форме двузубого инструмента. Способны углубляться в поверхность при осевой подаче (наподобие сверла) и далее производить нарезку вдоль канавки.
- Фасонные – предназначены для обработки фасонных поверхностей, деталей с большим соотношением длины к ширине. Подразделяются на фрезы с остроконечными и затылованными зубьями.
- Червячные – производят обработку поверхности обкатом путем точечного касания. Подразделяются на правые и левые, цельные и сборные, одно- и многозаходные, а также со шлифованными и нешлифованными зубьями.
- Кольцевые фрезы также называются корончатыми сверлами. Применяются для нарезания отверстий, примерно в 4 раза более производительные, чем спиральные сверла.

Как для профессионального, так и для бытового применения оптимально приобретать фрезы комплектом, в котором подготовлены наиболее необходимые виды инструмента. Все виды и размеры фрез продаются и отдельно, что позволяет максимально укомплектовать станок необходимой оснасткой для решения стоящих перед вами задач.
модели, технические характеристики, устройство, назначение :: SYL.ru
Горизонтально-фрезерные станки используются для производства деталей, получаемых за счет вращательных движений режущего инструмента. Одновременно с этим фреза может выполнять в цилиндрических заготовках отверстия, делать плоские участки, пазы, кромки. У такого оборудования обязательно присутствует как минимум 3 оси: шпиндельная-вращательная, вертикальная и горизонтальная. Может быть и 4, часто используется дополнительная вертикальная ось.
 Это дает больше свободы движению режущего инструмента.
Это дает больше свободы движению режущего инструмента.Устройство и назначение
Горизонтально-фрезерные станки выполняются под различные размеры: от маленьких настольных до уникальных промышленного назначения. Обработке подвергаются материалы из металла, пластмассы, стекла, дерева и др. Заготовка размещается на столе и крепится скобами либо вакуумом. Режущий инструмент крепится в шпиндельном узле, и он может перемещаться вертикально. Чаще стол имеет две оси, что позволяет смещать заготовку в требуемую координату.
Горизонтально-фрезерные станки имеют множество модификаций, у которых одна ось стола может двигаться перпендикулярно инструменту, другая параллельно. В большинстве случаев этого становится достаточно, чтобы производить корпусные детали, блоки двигателя и другие аналогичные изделия. Обороты инструмента зависят от мощности шпиндельного мотора, а вид материала для обработки от жесткости конструкции.
Горизонтально-фрезерные станки используются несколько десятков лет.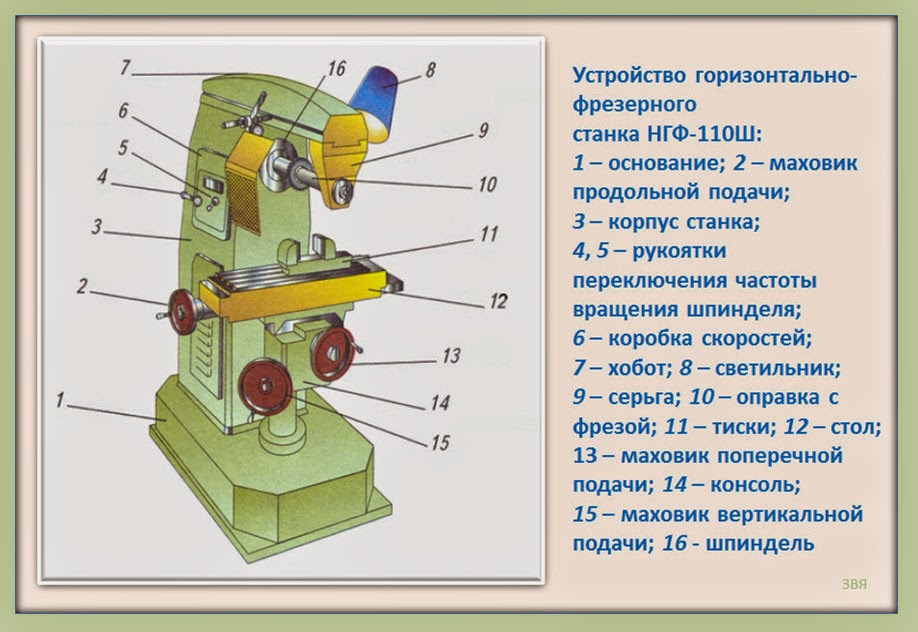 Внедрение систем ЧПУ позволило повысить точность обработки и производительность оборудования. Одним из пользующихся спросом является горизонтально-фрезерный станок 6Р82, производимый еще во времена СССР. Электронная начинка позволяет встроить машину в технологическую линию или реализовать производство уникальной продукции.
Внедрение систем ЧПУ позволило повысить точность обработки и производительность оборудования. Одним из пользующихся спросом является горизонтально-фрезерный станок 6Р82, производимый еще во времена СССР. Электронная начинка позволяет встроить машину в технологическую линию или реализовать производство уникальной продукции.
 youtube.com/embed/4mfunIvRUZk?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
youtube.com/embed/4mfunIvRUZk?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>Виды и типы станков
Для работы по металлу существуют самые разные типы специального оборудования, однако наиболее востребованным считается фрезерного типа.
Такие фрезерные устройства, главным образом, выполнят вертикальное, а также горизонтальное фрезерование металлических заготовок.
При его работе используются самые разные типы фрез, среди которых можно выделить фасонные, шпоночные, а также торцевые и концевые.
Такие универсальные станки, главным образом, используются на различных производствах. С помощью фрезерных агрегатов выполняется при необходимости обработка различных типов металлов.
Так, такие устройства позволяют выполнить качественную расточку и разметку обрабатываемого материала.
Станки данного типа позволят проводить обработку вертикальных и горизонтальных плоскостей, а также рамок, пазов, в том числе и угловых соединений.

Современные устройства, которые оснащены ЧПУ, значительно упрощают рабочий процесс за счет его автоматизации.
Необходимые операции с металлическими заготовками осуществляются исключительно на специальных агрегатах.
Помимо фрезеровального оборудования, к таким устройствам можно отнести и другие типы станков, например, электроэрозионный.
ВАЖНО ЗНАТЬ: Обзор токарно-карусельных станков
В том случае, если требуется вертикальная фрезеровка заготовки, то для этих целей используется, соответственно, фрезерный станок вертикального исполнения.
Фрезерные агрегаты между собой условно можно разделить, исходя из типа выполняемых ими операций.
Видео:
Стоит отметить, что в настоящее время есть высокотехнологичные современные станки для фрезерования, которые способны одновременно выполнять практически все типы работ.
Такие универсальные агрегаты, как правило, оборудуются блоком ЧПУ, а также оснащаются дополнительными элементами, которые делают процесс фрезерования еще более совершенным и технологичным.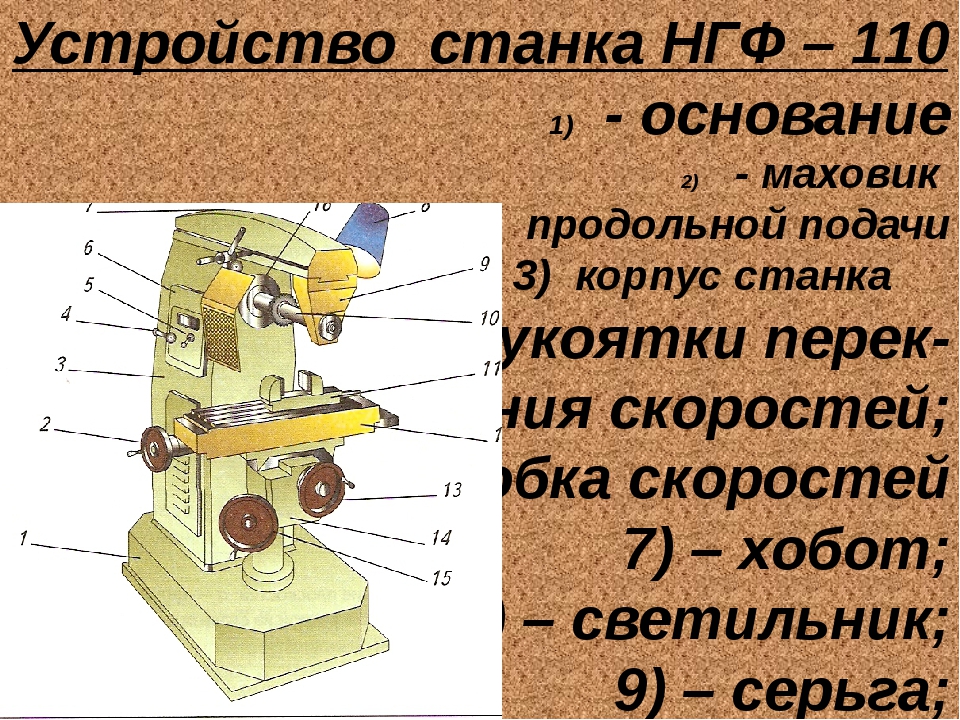
Современные станки, которые используются для фрезерования металлических заготовок, отличаются высокой точностью выполнения операций и качеством исполняемых работ.
Универсальная модель
Горизонтально-фрезерный станок 6Р82 можно подстраивать под уникальные задачи за счет следующих модификаций:
- Делительной головки.
- Накладной универсальной головки.
- Круглого поворотного стола.
- Дополнительной оси вращения.
- Устройства для нарезания гребенок.
- Универсального делительного аппарата.
Горизонтальный консольно-фрезерный станок 6Р82 разработан таким образом, что оператор-наладчик без задержек меняет режущий инструмент за счет быстросъемных креплений. Электроника работает по принципу защиты инструмента – происходит снижение подачи в автоматическом процессе реза. А нагрузка на ось становится безопасной при применении бесконтактных электромагнитных муфт. Привод подач провернется при превышении момента давления на валу, и основные узлы кинематики останутся целыми.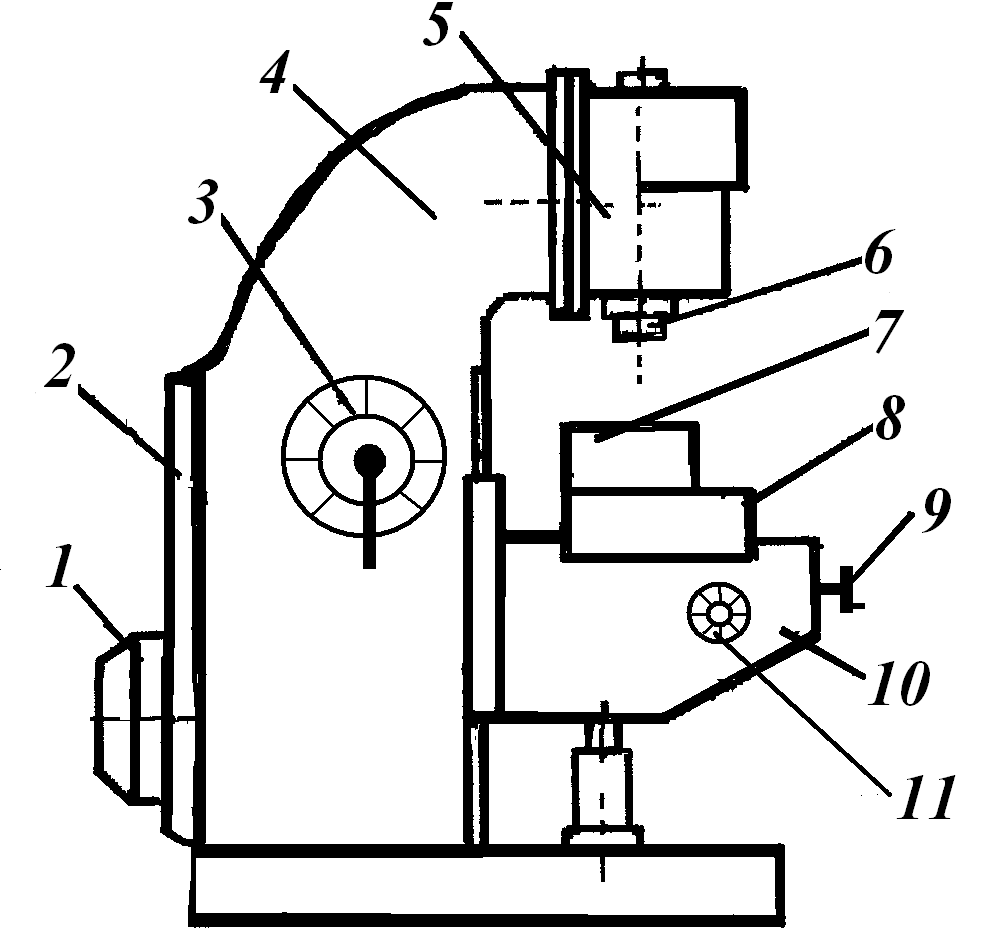
Для удобства смены инструмента на панели станка имеются кнопки толчковой подачи шпинделя и удержания его в фиксированном положении. Горизонтально-фрезерный станок с ЧПУ 6Р82 потерпел изменения и был значительно доработан производителем. Сменился принцип управления, электронная начинка, повысилась жесткость конструкции. Вместе с тем изменилась маркировка станка, Горьковский станкостроительный завод расширил линейку оборудования, но запчасти на устаревающие модели продолжает поставлять.
Покупка и спецзаказы
Купить горизонтальный консольно-фрезерный станок можно на множестве сайтов, однако, мы рекомендуем покупать устройства напрямую от завода-изготовителя. Завод Фрезерных Станков — отличное решение вопроса, где купить фрезерный станок от производителя? Завод был основан в 1940 году и успел зарекомендовать себя не только в странах бывшего СССР, но и далеко за рубежом.
На сайте вы можете ознакомиться с ценами на устройства, а также сравнить характеристики двух понравившихся товаров при помощи специальной функции «Сравнить товары».
Мы также работаем с индивидуальными заказами. Все пожелания клиента будут учтены и воссозданы в необходимом оборудовании или оснастке. Если вы не отыскали необходимую модель в каталоге сайте, то просто позвоните по нашим номерам или оставьте заявку, воспользовавшись нашим электронным адресом
Надежное оборудование
Горизонтально-фрезерный станок с ЧПУ – это еще и надежное устройство, позволяющее работать с твердосплавными металлами. Для обработки применяются следующие виды фрез:
- Дисковые.
- Фасонные.
- Угловые.
- Цилиндрические.
- Концевые.
Основные технические характеристики горизонтально-фрезерных станков:
- Размеры стола и длина хода осей станка.
- Жесткость конструкции.
- Мощность шпиндельного узла.
- Тип управления и двигателей, датчиков обратной связи.
- Наличие опций для реализации узких задач производства.
- Тип осей: скольжения, качения.
- Наличие магазина для автоматической смены инструмента.
- Комплектация вторым столом и возможность его смены в автоматическом цикле.

Особенности станков с числовым управлением
Фрезерные агрегаты по металлу с ЧПУ позволяют выполнять множество самых разных операций.
При помощи них можно не только фрезеровать заготовку, но и производить сверлильные работы, а также выполнять сложную обработку.
Следует отметить и то, что оборудование по металлу, которое оснащено ЧПУ, имеет более высокую производительность, а также обладает повышенной точностью и надежностью.
Возможности фрезеровального оборудования с ЧПУ просто огромны. Все это в полной мере относится и к горизонтально-фрезерным станкам.
Видео:
Агрегаты с ЧПУ по металлу имеют свою условную классификацию в зависимости от признаков их работы. Так, бывают устройства с различным вариантом подачи элементов резки.
Кроме этого, к отдельной категории относят устройства с различным местом расположения шпинделя, а также с разным числом рабочего инструмента.
Агрегаты с ЧПУ для работы по металлу могут иметь и самую разную компоновку, что, главным образом, определяет их функциональные возможности.
Сами системы ЧПУ для фрезерного оборудования имеют различия и между собой. Так, числовое управление может быть разомкнутым.
В этом случае установленный на агрегате шаговый двигатель самостоятельно дозирует передвижение всех рабочих узлов, что позволяет не использовать датчики для обратной связи.
В том случае, когда ЧПУ имеет замкнутое исполнение, то на станке устанавливаются специальные датчики, которые осуществляют максимально полный контроль за всеми производимыми оборудованием операциями.
В таких агрегатах для работы по металлу перемещение рабочих узлов осуществляется исключительно по непрерывной схеме.
Фрезерные устройства горизонтального исполнения, оснащенные ЧПУ, обладают большими функциональными возможностями и используются на многих промышленных предприятиях.
Конструкция оборудования
Устройство горизонтально-фрезерного станка влияет на его возможности. В большинстве случаев он состоит из несущей части: станины и колонны, которые устанавливаются на фундаментную плиту. Уже на несущие части крепятся хобот, стол с направляющими скольжения, качения либо винтовая пара.
В большинстве случаев он состоит из несущей части: станины и колонны, которые устанавливаются на фундаментную плиту. Уже на несущие части крепятся хобот, стол с направляющими скольжения, качения либо винтовая пара.
Дополнительно устанавливаются консоль с оправкой. Далее несущие части обвешиваются коробкой передач и шпинделем. Завершением конструкции являются защитные кожуха с замками безопасности. На современных моделях присутствует технологичный пульт управления с хорошей эргономикой.
Особенности фрезеровальных станков
Современное универсальное фрезеровальное оборудование, которое выполняет практически все типы операций с металлами, оснащается специальным поворотным столом, который позволяет перемещать заготовку в заданном направлении.
Такие станки успешно работают с горизонтальными металлическими деталями, а также и с вертикальными.
Следует отметить, что универсальный станок качественно обрабатывает угловые соединения на заготовках, производит работу с винтовыми деталями и способен фрезеровать сложные пазы.
Такое совершенное оборудование можно встретить практически на всех крупных предприятиях, которые выполняют самые разные работы по металлу.
В свою очередь, горизонтальный фрезерный станок дает возможность проводить обработку всех горизонтальных плоскостей заготовки.
Горизонтальная плоскость в этом случае выбирается параллельно рабочему столу.
Несмотря на то, что фрезеровальный станок вертикального исполнения, за счет возможности выполнения работ со смещением, считается более функциональным, устройства горизонтального типа дают возможность выполнять работы с высокой точностью.
Среди фрезеровального оборудования достаточно востребованным считается консольный станок.
Консольный фрезеровальный агрегат имеет отличительную особенность, которая заключается в наличии специальной консоли.
Видео:
На этой консоли устраивается каретка с рабочим столом. Консольный станок дает возможность перемещать закрепленную на рабочем столе заготовку непосредственно к фрезе.
За счет консоли удается добиться высочайшей точности всех выполняемых работ. Консольный станок может выпускаться как в горизонтальном, так и в вертикальном исполнении.
В станках горизонтального исполнения консольного типа шпиндель располагается в горизонтальной плоскости, а рабочий стол оснащается поворотным механизмом, что делает эти устройства универсальными.
ВАЖНО ЗНАТЬ: Обзор оборудования для холодной ковки металла
В настоящее время есть и более технологичное оборудование консольного исполнения, которое оснащается ЧПУ и имеет как горизонтальную шпиндельную головку, так и вертикальную.
Такие агрегаты предназначены для работы по металлу и обеспечивают высокое качество выполняемых операций.
Похожее оборудование
Универсальный горизонтально-фрезерный станок марки Kh50G Троицкого завода является аналогом приведенных моделей. В конструкции имеется два сменных стола, на которых закрепляются габаритные детали. Шпиндельный узел имеет три оси: вертикальную и две горизонтальных. Стол также имеет ось для смены палет.
Стол также имеет ось для смены палет.
Управление станком производится неприхотливой в обслуживании и надежной системой ЧПУ Fanuc, существует возможность реализации на основе Sinumerik, но это значительно повышает стоимость оборудования. Столы имеют отличную геометрию, поставляются из Японии.
Станок имеет компактные размеры, вес и возможность установить дополнительные опции. Система охлаждения размещается под рабочим объемом, что позволяет жидкости циркулировать по замкнутому циклу. Для питания станка требуется воздух и 3-фазное подключение электричества.
Классификация фрезерных станков
В классификации горизонтально-фрезерные станки отнесены в шестую группу, но часть их может принадлежать и к пятой как зубообрабатывающие и резьбонарезное оборудование. ЧПУ чаще устанавливается на станки 6 группы. Оборудование 5 группы не предназначено для выполнения особо точных задач. ЧПУ здесь может быть установлено лишь для ускорения производства, при необходимости обрабатывать идентичные заготовки в большом количестве.
По таблице классификации токарного оборудования по металлу станки делятся по массе:
- 1 группа – лёгкие, весом до 1 тонны;
- 2 группа – средние, вес которых не превышает 10 тонн,
- 3 группа – тяжёлые. Эта группа имеет деление. Крупные – от 10 до 30 тонн;
- Тяжёлые – от 30 до 100 тонн;
Любое оборудование по металлу может быть оснащёно ЧПУ. Вторым критерием деления оборудования служит автоматическое, полуавтоматическое или ручное управление станком. При ручном управлении включение, остановка, подвод инструмента, регулировка подач и скоростей, установка деталей и их снятие с рабочей поверхности производится токарем.
Классификация фрезерных станков
Полуавтоматический настраивается на определённый цикл обработки. Рабочему остаётся установить заготовку, закрепить её и нажать кнопку запуска. После отработанного цикла вращающийся шпиндель автоматически остановится. Токарю необходимо будет снять готовую деталь, вставить следующую заготовку, и вновь запустить станок.
При работе на автоматическом оборудовании, токарю достаётся роль наблюдателя и отладчика оборудования. ЧПУ для станков может быть разным, но все процессы по изготовлению деталей происходят без непосредственного участия оператора.
Влияет на столбец, в который распределено оборудование в классификационной таблице расположение шпинделя, его положение отражено в названии и маркировке – наклонные, вертикальные, горизонтальные.
Деление на подгруппы происходит по параметрам обработки в плоскости 2 или 4-координатном режиме. Также отражается на положении в таблице и его способность по обработке одной или нескольких деталей одновременно. Присутствие в конструкции станка ЧПУ не имеет значения на подгруппу в классификационной таблице.
Многоинструментальные горизонтально-фрезерные имеют несколько резцов, одновременно обрабатывающих поверхность одной детали с разных сторон, а многопозиционные производят обработку сразу нескольких заготовок. Оба типа оборудования более продуктивно работают с ЧПУ.
ТСГФ-50 — аналог корейского HS5000
Существуют более производительные горизонтально-фрезерные станки, назначение которых — выпускать габаритные корпусные детали в промышленных масштабах. При всех функциях и размерах оборудование довольно компактно размещается в малом цеху. Станок оборудован двумя заменяемыми автоматически столами, изготавливаемыми с японской точностью.
Динамика движения осей соответствует передовым достижениям в станкостроении. Двигатели постоянного тока обеспечивают равномерность перемещения осей, а позиционирование может достигать 0,01 мкм благодаря линейкам производителя Heidenhain. Оси скольжения обеспечивают равномерность перемещения и способны выдерживать большие механические нагрузки.
Также в корпус машины встроен автоматический сменщик инструмента. Инженерами продуман безопасный вывод из аварийных ситуаций в полуавтоматическом режиме при помощи M-кодов, что исключает повреждение конструкции при ошибках оператора.
Основные критерии для выбора
Станок подбирается по типу работ, которые на нем будут выполняться, габаритам детали и производительности. Для изготовления мелких партий деталей подойдут универсальные модели с набором приспособлений для расточки, торцовки и обработки поверхностей, перпендикулярных шпинделю.
Для изготовления мелких партий деталей подойдут универсальные модели с набором приспособлений для расточки, торцовки и обработки поверхностей, перпендикулярных шпинделю.
Для изготовления крупных партий и массового производства созданы фрезерные станки с ЧПУ. Они могут работать отдельно, самостоятельно выполняя ряд операций по программе и стоять в автоматических линиях и работать согласованно с другим оборудованием.
Частота работы шпинделя
От скорости вращения шпинделя зависит производительность и чистота обработки. Фрезерные агрегаты по частоте шпинделя различают:
- низкоскоростные, с асинхронным двигателем и ременной передачей;
- среднескоростные – электрошпиндели.
Скорость вращения шпинделя горизонтально-фрезерного станка варьируется в диапазоне 400-3500 об/мин. Низкоскоростные шпиндели следует выбирать для обработки черновой и чистовой обработки стали, чугуна.
Электрошпиндели с высокой частотой вращения устанавливают на моделях с ЧПУ, гравировочном оборудовании. Фрезерные станки с таким инструментом многофункциональные, приспособлены в основном для чистовых работ.
Фрезерные станки с таким инструментом многофункциональные, приспособлены в основном для чистовых работ.
Скорость подач
Скорость подачи зависит от характеристик применяемого материала и выбранного инструмента. Чем мягче материал заготовки, тем больше подача. Для бронзы, пластика, при глубине резания 5-10 мм за проход, подача допускается 12 мм/сек.
Углеродистую сталь можно обрабатывать на такую же глубину с подачей 5-8 мм/сек. Хрупкий и твердый чугун режут с подачей 3 мм/сек.
Важно!
Древесина мягкая, но обрабатывают ее при малых подачах и больших оборотах. В противном случае образуются сколы и подпалины.
Особенности отдельных узлов
Все горизонтально-фрезерные ЧПУ станки имеют высокооборотистый шпиндельный мотор. Нагрузка на него значительно снижается благодаря использованию механизма передачи, который имеет автоматическую функцию смены в последних версиях оборудования. Автоматический сменщик инструмента может иметь более 30 позиций, что сокращает переналадку на новый тип заготовок и деталей.
Полезной функцией является продувка патрона шпинделя от жидкости охлаждения, чтобы при смене инструмента не происходило загрязнение крепежных частей узла. Станки часто комплектуются водяными и воздушными пистолетами. Допуск биений инструмента и шпиндельного узла не более 0,01 мкм. Для высокой интенсивности работы применяется блок охлаждения шпинделя, устанавливаемый снаружи станка.
Станина
Жесткость несущих частей — важный параметр для соблюдения геометрии производимой продукции. Качественный сплав из металлов высокой прочности обеспечивает надежность геометрии станка на долгие годы. Но для соблюдения этого параметра требуется качественный монтаж и периодический контроль уровня в различных точках расположения инструмента.
От правильности выставленного уровня станины зависит: соосность шпинделя и отверстий на детали, перпендикулярность и параллельность движения фрезы. Классический станок имеет несколько ножек, установленных на регулируемые опоры. Важное внимание уделяется бетонному основанию. В идеале фундамент должен иметь 0,8 метра монолитного основания, которое может включать металлическое армирование для веса оборудования в 3 тонны.
В идеале фундамент должен иметь 0,8 метра монолитного основания, которое может включать металлическое армирование для веса оборудования в 3 тонны.
Последовательность наладки станка
При выставленном уровне станка следует дать оборудованию отстояться, как минимум сутки. За это время со станины снимется остаточное напряжение металла и произойдет перераспределение нагрузки. За этим следует процесс проверки соосности узлов. Замеряется геометрическая точность частей, указанных в спецификации, поставляемой заводом-изготовителем.
При отклонениях от заданных параметров производится дополнительная регулировка. Чтобы не было биений в процессе работы, контролируют смещение уровня станины при различных комбинациях расположения шпиндельного узла и стола с заготовкой. Вращение самого инструмента может иметь бой в пределах допуска, все зависит от требуемой точности выпускаемых деталей. Доработка на месте требуется для решения индивидуальных требований заказчика.
При приемке станка обращают внимание на расход масла.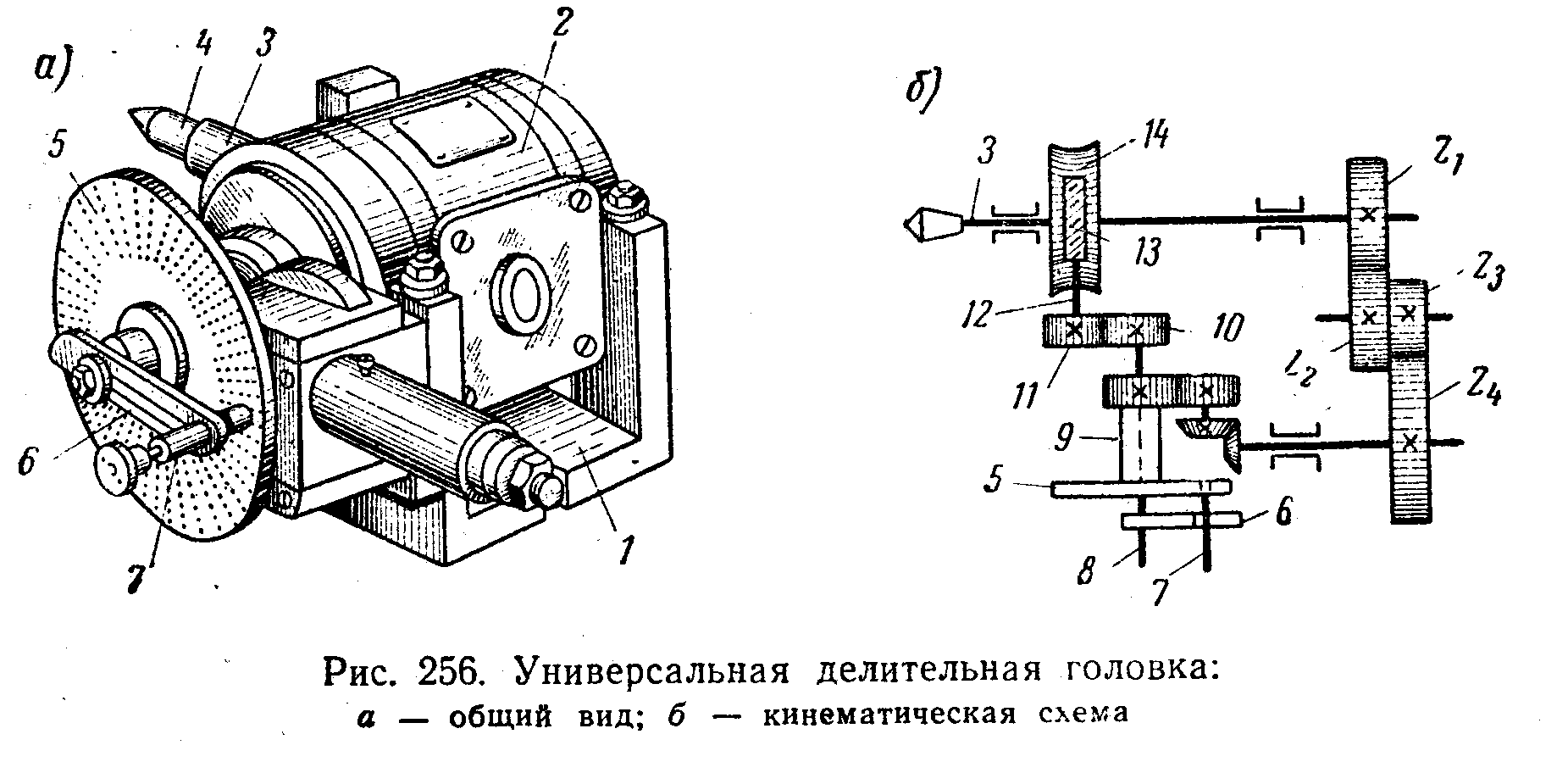 Завод-изготовитель часто завышает его для исключения заклинивания при работе в условиях, отличных от нормальных (температура воздуха от 20 и не выше 35 градусов, влажность малых значений, низкая запыленность среды). Также следует проверять поставляемые части и наличие указанных опций.
Завод-изготовитель часто завышает его для исключения заклинивания при работе в условиях, отличных от нормальных (температура воздуха от 20 и не выше 35 градусов, влажность малых значений, низкая запыленность среды). Также следует проверять поставляемые части и наличие указанных опций.
Устройство и назначение основных узлов вертикально-фрезерного станка
ограничивающих величину хода стола отключением движения подачи из-за поворота рукоятки Р4в нейтральное положение.
Механические поперечные и вертикальные движения поперечных салазок 12 и консоли 10 станка реализуют с помощью одной рукоятки Р10 путем перемещения ее из нейтрального положения в направлении требуемого перемещения заготовки.
Значения
подач продольного стола, поперечных салазок и консоли станка устанавливают
рукояткой Р9 выдвижением ее вперед из исходного положения и последующим
поворотом на позицию, соответствующую необходимому значению подачи в минуту Sм.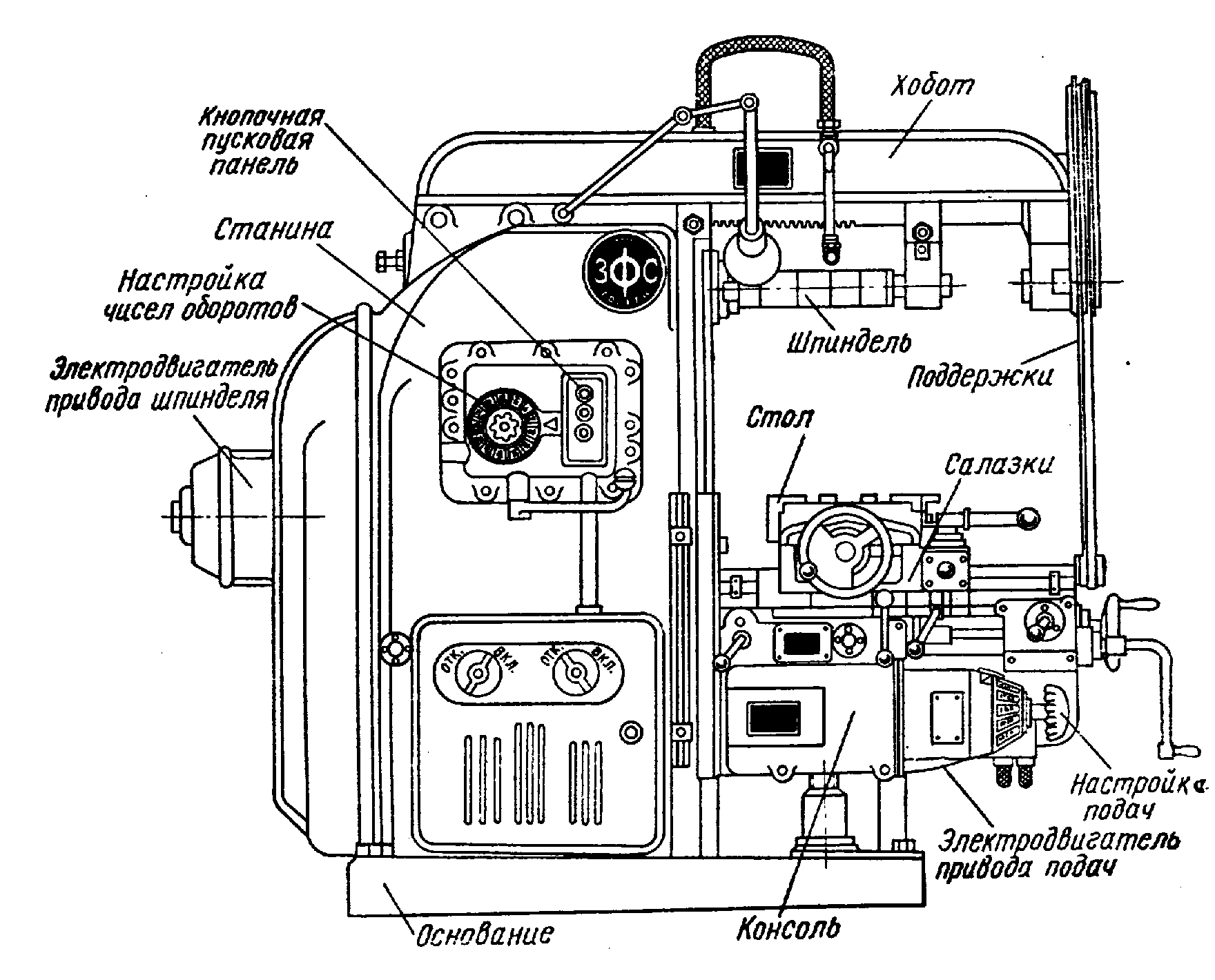 При этом значение вертикальной
подачи получается вдвое меньше, чем указано на коробке подач.
При этом значение вертикальной
подачи получается вдвое меньше, чем указано на коробке подач.
С помощью маховика Р3 можно перемещать в вертикальном направлении шпиндель станка с инструментом, что используют для установки фрезы в определенное положение относительно заготовки и для установки глубины фрезерования.
С целью увеличения жесткости конструкции станка путем закрепления консоли на вертикальных направляющих станины и поперечных салазок на консоли используют соответственно рукоятки Р11 и Р12.
Содержание работы
Работа проводится на горизонтально–фрезерном и вертикально–фрезерном станках. Каждому студенту предоставляется индивидуальное рабочее место.
В содержание работы входят перечисленные далее упражнения и комплексная работа.
Упражнения
в управлении фрезерным станком. Пуск и остановка электродвигателя станка. Включение и
выключение привода главного движения и привода движений подач (рабочей и
ускоренной).
Снятие пробной стружки на длине 4–5 мм при заданной глубине резания. Контроль размера. Снятие стружки на длине 20–30 мм ручной подачей. Установка фрезы на глубину резания по лимбу вертикальной подачи стола. Фрезерование горизонтальной поверхности механической подачей стола. Контроль размеров. Техническое обслуживание рабочего места. Техника безопасности работы на станке.
Фрезерование горизонтальных и вертикальных плоскостей, уступов. Фрезерование горизонтальных и вертикальных плоскостей на заданную глубину резания с механической подачей стола при установке заготовки в тисках. Фрезерование уступов. Проверка обработанных поверхностей штангенциркулем.
Фрезерование пазов и разрезание заготовок
. Фрезерование открытых и закрытых пазов на горизонтальных поверхностях. Разрезание. Контроль полученных размеров.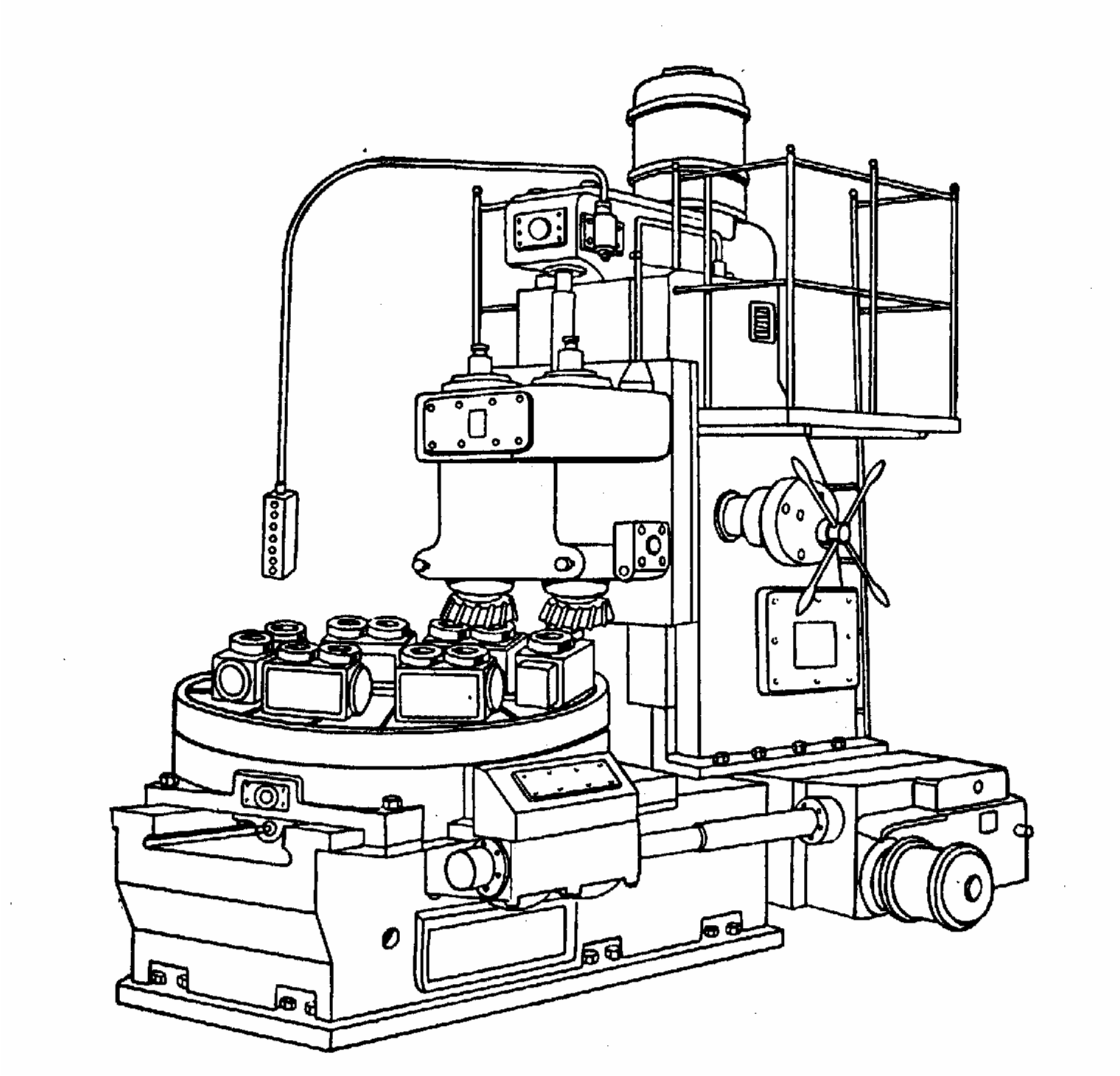
Учебно–практическая работа. Изготовление детали по заданным чертежом параметрам и технологической карте (табл. 4.7), определяющей последовательность обработки.
Последовательность выполнения работы
1. Изучите по работе 1.2 виды фрезерных работ, элементы режима резания при фрезеровании, режущий инструмент и приспособления для закрепления заготовки. Ознакомьтесь с этими элементами технологической системы по демонстрационным стендам.
2. Изучите устройство и назначение горизонтально–фрезерного станка модели 6Н82 по работе 1.2 и вертикально–фрезерного станка модели 6Р10 по данной работе.
3. Прослушайте вводный инструктаж учебного мастера. Проследите за выполнением на станке учебным мастером следующих видов фрезерных работ: фрезерование горизонтальных и вертикальных плоскостей, фрезерование уступов, фрезерование пазов и разрезание.
4. Выполните
упражнения по управлению фрезерными станками, а также по фрезерованию
горизонтальных и вертикальных поверхностей, фрезерованию уступов и пазов,
разрезанию заготовки в соответствии с текущим инструктажем учебного мастера.
5. Получите и выполните индивидуальное задание по самостоятельному изготовлению детали «Брусок» по чертежу и технологической карте, приведенным в табл. 4.7.
Таблица 4.7
Технологическая карта изготовления детали «Брусок»
Чертеж детали «Брусок» | Обозначение размера | Размер, мм | ||
Заготовка – пруток диаметром D, материал – Сталь Ст. 3 | Варианты заданий | |||
1 | 2 | 3 | ||
a | 30-0,2 | 30-0,2 | 20-0,15 | |
b | 30-0,2 | 20-0,15 | 20-0,15 | |
c | 5 | 3 | ||
D | 45 | 45 | 30 | |
№ пп | Наименование перехода | Эскиз перехода | Оборудование | Инструмент: режущий, вспомогательный | Приспособления | Режим резания | Измерительный инструмент |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
1 | Установить и закрепить заготовку, выдерживая размер L1 | Горизонтально-фрезерный станок 6Н82 | – | Машинные тиски, подкладки | – | Линейка 0–150 |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
2 | Установить и закрепить фрезу | Горизонтально-фрезерный станок 6Н82 | Фреза отрезная, Р6М5, кольца установочные, натяг | – | |||
3 | Отрезать заготовку, выдерживая размер L + 2 мм | Горизонтально-фрезерный станок 6Н82 | Фреза отрезная, Р6М5, кольца установочные, натяг | Машинные тиски, подкладки | J= 12 м/мин; t = 5 мм, Sz= 0,05 мм/зуб; число рабочих ходов – i; СОЖ – 15% эмульсия | Штангенциркуль, 0–160 мм. | |
4 | Раскрепить и снять заготовку | ||||||
5 | Установить и закрепить заготовку, выдерживая размер h | Вертикально-фрезерный станок модели 6Р10 | – | Машинные тиски, подкладки | Штангенциркуль, 0–160 мм |

1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
6 | Установить и закрепить фрезу | Вертикально-фрезерный станок модели 6Р10 | Концевая фреза, Р6М5, переходная втулка, натяг | ||||
7 | Фрезеровать торец заготовки, выдерживая размер L | Вертикально-фрезерный станок модели 6Р10 | –//– | Машинные тиски, подкладки | J= 12 м/мин; t = 1,5 мм, Sz=0,1 мм/зуб; число рабочих ходов – i; | Штангенциркуль 0–160 мм | |
8 | Фрезеровать плоскость, выдерживая размер h1 | Вертикально-фрезерный станок модели 6Р10 | –//– | –//– | J= 12 м/мин; t = 1,5 мм, Sz=0,1 мм/зуб; число рабочих ходов – i; | Штангенциркуль 0–160 мм |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
9 | Раскрепить заготовку, повернуть на 900, закрепить заготовку | Вертикально-фрезерный станок модели 6Р10 | Машинные тиски, подкладки | ||||
10 | Фрезеровать вторую грань заготовки, выдерживая размер h1 | Вертикально-фрезерный станок модели 6Р10 | Концевая фреза, Р6М5, переходная втулка, натяг | Машинные тиски, подкладки | J= 12 м/мин; t = 1,5 мм, Sz=0,1 мм/зуб; число рабочих ходов – i | Штангенциркуль 0–160 мм | |
11 | Раскрепить заготовку, повернуть на 900, закрепить заготовку, выдерживая размер h | Вертикально-фрезерный станок модели 6Р10 | Машинные тиски, подкладки | Штангенциркуль 0–160 мм |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
12 | Фрезеровать третью грань заготовки, выдерживая размер а | Вертикально-фрезерный станок модели 6Р10 | Концевая фреза, Р6М5, переходная втулка, натяг | Машинные тиски, подкладки | J= 12 м/мин; t = 1,5 мм, Sz=0,1 мм/зуб; число рабочих ходов – i | Штангенциркуль 0–160 мм | |
13 | Раскрепить заготовку, повернуть на 900, закрепить заготовку | Вертикально-фрезерный станок модели 6Р10 | Машинные тиски, подкладки | ||||
14 | Фрезеровать четвертую грань заготовки, выдерживая размер b | Вертикально-фрезерный станок модели 6Р10 | Концевая фреза, Р6М5, переходная втулка, натяг | Машинные тиски, подкладки | J= 12 м/мин; t = 1,5 мм, Sz=0,1 мм/зуб; число рабочих ходов – i | Штангенциркуль 0–160 мм |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
15 | Повернуть шпиндельную головку на 450 | Вертикально-фрезерный станок модели 6Р10 | Концевая фреза, Р6М5, переходная втулка, натяг | ||||
16 | Фрезеровать фаску в размер с × 450 | Вертикально-фрезерный станок модели 6Р10 | Концевая фреза, Р6М5, переходная втулка, натяг | Машинные тиски, подкладки | J= 12 м/мин; t = 1,5 мм, Sz=0,1 мм/зуб; число рабочих ходов – i | Штангенциркуль 0–160 мм | |
17 | Раскрепить заготовку, повернуть на угол 450,
закрепить заготовку. | Вертикально-фрезерный станок модели 6Р10 | Машинные тиски, подкладки |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
18–22 | Повторить переходы 15–16, фрезеровать оставшиеся три фаски, выдерживая размеры с×450 | Вертикально-фрезерный станок модели 6Р10 | Концевая фреза, Р6М5, переходная втулка, натяг | Машинные тиски, подкладки | J= 12 м/мин; t = 1,5 мм, Sz=0,1 мм/зуб; число рабочих ходов – i; | Штангенциркуль 0–160 мм | |
23 | Раскрепить, снять деталь, контролировать размеры | Штангенциркуль 0–160 мм |
Рассчитайте
параметры режима резания для указанных в таблице 4. 7 для Вашего варианта
значений размеров детали и заготовки для наладки станка по указанным значениям
скорости главного движения резания
7 для Вашего варианта
значений размеров детали и заготовки для наладки станка по указанным значениям
скорости главного движения резания
Устройство настольного горизонтально-фрезерного станка
Устройство настольного горизонтально-фрезерного станка23. Устройство настольного горизонтально-фрезерного станка
Фрезерование — это операция механической обработки резанием, при которой многорезцовый инструмент — фреза (рис. 71) совершает вращательное (главное) движение, а обрабатываемая заготовка — поступательное движение (движение подачи).
Фрезерование применяют для получения плоских или фасонных гладких поверхностей, пазов, канавок, изготовления зубчатых колес и др. Заготовку устанавливают в тисках или на столе станка (рис. 72).
Рис. 72. Фрезерование плоскостей: а — цилиндрической фрезой
в тисках; б — Торцевой фрезой на столе станка
72. Фрезерование плоскостей: а — цилиндрической фрезой
в тисках; б — Торцевой фрезой на столе станка
|
Рис. 73. Горизонтально -фрезерный станок НГФ-11ОШ: 1 — Основание; 2 — маховик продольной подачи; 3 — корпус станка; 4, 5 — рукоятки переключения частот вращения Шпинделя; 6 — коробка скоростей; 7 — хобот; 8 — светильник 9 — серьга; 10 — оправка с фрезой; 11 тиски; 12 — стол; 13 — Маховик поперечной подачи; 14 — Консоль; 15 — маховик вертикальной подачи
|
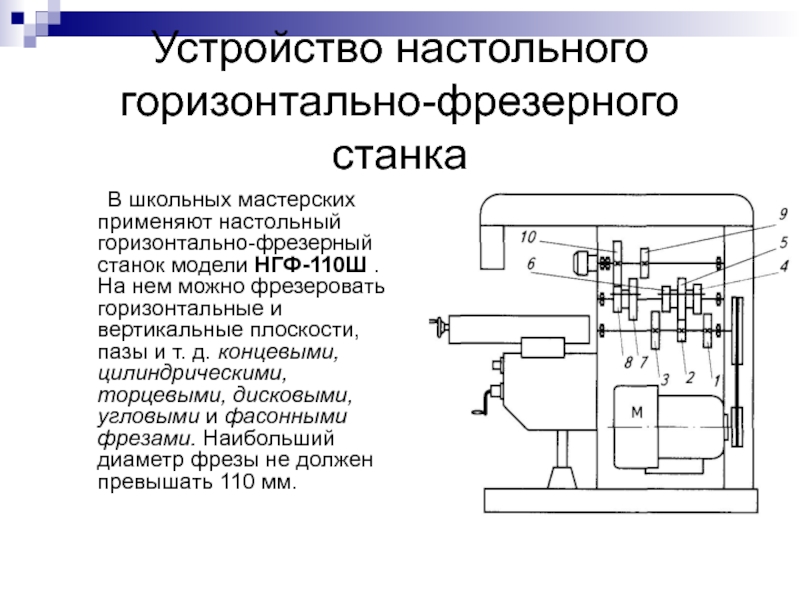
В школьных мастерских применяют настольный
горизонтально-фрезерный станок модели НГФ-110Ш (рис. 73). На нем можно
фрезеровать горизонтальные и вертикальные плоскости, пазы и т.д.
цилиндрическими, торцевыми, дисковыми, коническими, угловыми и фасонными
фрезами. Наибольший диаметр фрезы не должен превышать 110 мм.
73). На нем можно
фрезеровать горизонтальные и вертикальные плоскости, пазы и т.д.
цилиндрическими, торцевыми, дисковыми, коническими, угловыми и фасонными
фрезами. Наибольший диаметр фрезы не должен превышать 110 мм.
Станок состоит из основания 1 (рис. 73), корпуса 3, коробки скоростей б. Коробка скоростей обеспечивает получение 6 частот вращения шпинделя — от 125 до 1250 об/мин с помощью рукояток 4 и 5. Фреза закрепляется на оправке 10 зажимными втулками.
Рис. 74. Кинематическая схема настольного горизонтально-фрезерного станка модели НГФ-11ОШ
В верхней части корпуса 3 имеются направляющие типа
«ласточкин хвост», в которых установлен хобот 7. Хобот 7 можно перемещать
вручную по направляющим. К переднему концу хобота крепится серьга 9, которая
служит опорой для оправки 10 с фрезой. Другой конец оправки закрепляется в
шпинделе станка.
Заготовку устанавливают непосредственно на столе станка 12 или в тисках 11. Стол может перемещаться в продольном направлении рукояткой 2, в поперечном направлении маховиком 13, в вертикальном направлении вместе с консолью 14 по направляющим станины маховиком 15.
На рис. 74 показана кинематическая схема станка. От электродвигателя через клиноременную передачу главное движение передается через систему шестерен 15, 25, 34, 41, 43, 48, 50, 57, 59 (рис. 74) на шпиндель.
Правила безопасности
1. Не включать станок без разрешения учителя.
2. Работать на станке только в спецодежде и в защитных очках.
3. Нельзя трогать руками вращающийся шпиндель.
4. Рукоятки управления, маховики подач вращайте плавно, без рывков.
5. Стол станка не следует перемещать до
упора.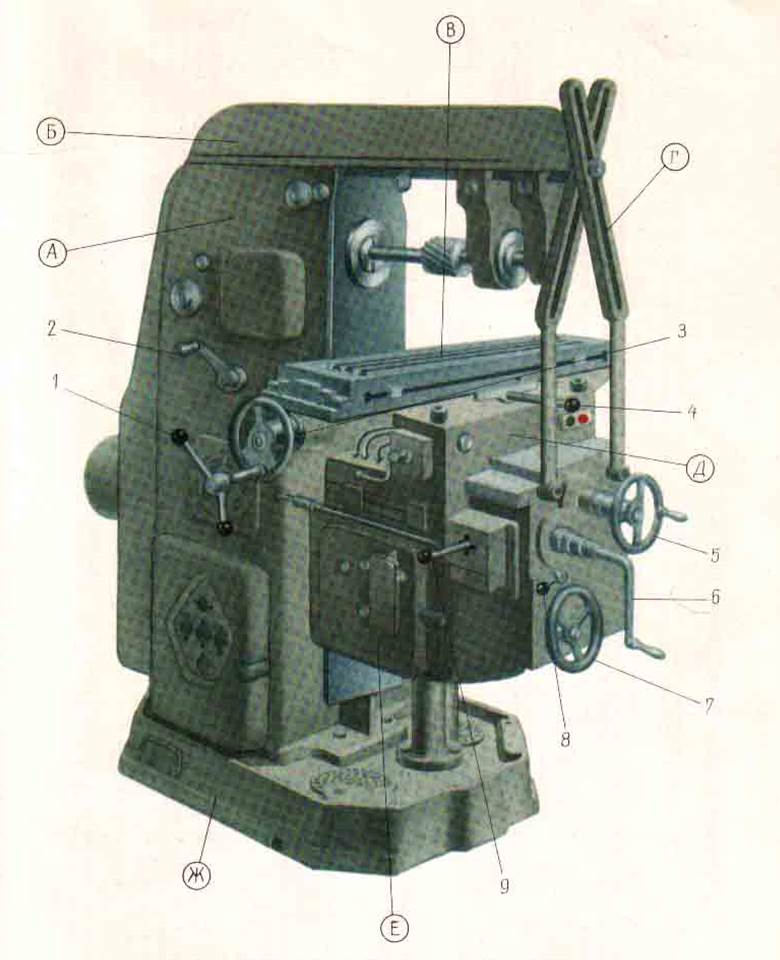
6. Не отходить от включенного станка.
7. Надежно и прочно закреплять заготовку.
Практическая работа №1
Ознакомление с режущим инструментом для фрезерования и с устройством станка НГФ-110Ш
1. Рассмотрите несколько различных фрез.
2. Определите их виды и назначение.
3. Осмотрите настольный горизонтально-фрезерный станок НГФ-110Ш и назовите его основные части.
4. Рассмотрите кинематическую схему станка НГФ-110Ш и разберитесь, каким образом передается главное движение шпинделю.
5. Изобразите в тетради кинематическую схему одной из частей станка (по указанию учителя).
Практическая работа №2
Наладка и настройка станка НГФ-110Ш
1. Пользуясь схемой, расположенной на коробке скоростей
станка, установите рукоятки 4 и 5 (рис. 73) переключения частоты вращения на
разные положения. Установите минимальную частоту вращения шпинделя, включите и
выключите станок. Проверьте работу станка при максимальной частоте вращения
шпинделя.
Пользуясь схемой, расположенной на коробке скоростей
станка, установите рукоятки 4 и 5 (рис. 73) переключения частоты вращения на
разные положения. Установите минимальную частоту вращения шпинделя, включите и
выключите станок. Проверьте работу станка при максимальной частоте вращения
шпинделя.
2. Переместите консоль вверх и вниз и стол по направляющим в продольном и поперечном направлениях.
3. Отсоедините серьгу 9 от хобота 7 и положите на стол станка. Закрепите на оправке 10 цилиндрическую фрезу, поставьте зажимные втулки, установите и закрепите серьгу.
4. Закрепите тиски 11 в середине стола 12 станка и
установите в них размеченную заготовку зажима воротка (рис. 57, а) или другой
детали. Разметочная риска должна находиться на расстоянии 2…3 мм от
поверхности губок тисков. Переместите консоль 14 станка вверх до легкого
касания фрезы. Отведите заготовку от фрезы маховиком продольной подачи 2.
Отведите заготовку от фрезы маховиком продольной подачи 2.
5. Установите нужное число оборотов и включите вращение шпинделя. Выполните пробное фрезерование с минимальной подачей и глубиной резания, вращая маховик продольной подачи. Выключите станок.
6. Замерьте толщину t слоя металла, которую требуется снять фрезерованием. Подсчитайте необходимое число делений а лимба вертикальной подачи по формуле: a=t/0,25 и поднимите маховиком 15 консоль со столом на нужную высоту.
7. Включите станок и выполните фрезерование.
8. Выключите станок и измерьте полученный размер штангенциркулем.
Новые термины: Фрезерование фреза (концевая, дисковая, торцевая, цилиндрическая, фасонная).
Вопросы и задания
1. Что такое фрезерование?
Что такое фрезерование?
2. Какие инструменты применяются при фрезеровании?
3. Какие виды работ Можно выполнять на фрезерном станке НГФ-11ОШ?
4. Из каких основных частей состоит станок НГФ-110Ш?
5. Каким образом производится крепление заготовки и инструмента на фрезерном станке?
б. Какие меры безопасности следует соблюдать при работе на станке?
7. Как установить необходимую частоту вращения шпинделя?
Сайт управляется системой uCozТипы фрезерных станков и их применение
Фрезерный станок
Фрезерные станки используются в основном для формовки и резки твердых материалов, таких как металл, дерево, пластмасса или даже латунь. Эти станки отличаются от токарного станка тем, что головка инструмента вращается с высокой скоростью, тогда как на токарном станке вращается сама деталь, на которой выполняется обработка. Этот вид оборудования сильно различается по стоимости и техническим характеристикам. Машины для хобби, очевидно, будут намного более рентабельными, чем их промышленные аналоги.
Этот вид оборудования сильно различается по стоимости и техническим характеристикам. Машины для хобби, очевидно, будут намного более рентабельными, чем их промышленные аналоги.
Итак, мы рассмотрим некоторые особенности фрезерного станка и некоторые важные моменты, которые следует учитывать при покупке станка для домашнего или промышленного использования.
Типы фрезерных станков
Чаще всего встречается машина колонного типа. Он состоит из нескольких основных частей и довольно прост. Просверливание материалов возможно с помощью вертикально подвешенного режущего устройства.
Револьверная фреза является более универсальным вариантом, чем колонная.Он способен производить многие виды продукции, так как шпиндель может быть выровнен в разных положениях.
C-образная рама чаще встречается на промышленных предприятиях. Он чрезвычайно мощный, чтобы справляться с более крупными фрезерными работами.
Горизонтальные и вертикальные мельницы
Эти два типа станков довольно похожи, главное отличие в том, что шпиндель вертикального станка имеет вертикальную ориентацию, как следует из названия. Подходит для врезного сверления и резки.
Подходит для врезного сверления и резки.
Горизонтальная фреза имеет фрезу или фрезы, расположенные на оправке. Этот тип станка подходит для тяжелой резки, например, пазов и канавок.
с цифровым управлением
Станок с ЧПУ (числовое программное управление), который иногда называют обрабатывающим центром, представляет собой высокоточное фрезерование. Установка машины обычно осуществляется с помощью технологии автоматизированного проектирования. Такой вид управления позволяет проектировать деталь с высоким уровнем сложности, например, гравированными элементами и рельефом.Достигаемая точность является непревзойденной, и при минимальном вмешательстве оператора, необходимом после фазы настройки и производства испытательного образца, это также является рентабельным.
Важные соображения при покупке
Конечно, это будет во многом зависеть от того, что машина должна делать. Поэтому важно учитывать сложность выполняемой работы и учитывать количество требуемых вариантов осей. Мощность машины также будет важна, как и скорость, на которой она работает.Поскольку некоторые фрезерные станки будут поставляться с различными насадками, для других они потребуются за дополнительную плату. Общая стоимость может быть важной, и при необходимости в Интернете можно найти действительно хорошие бывшие в употреблении фрезерные станки.
Мощность машины также будет важна, как и скорость, на которой она работает.Поскольку некоторые фрезерные станки будут поставляться с различными насадками, для других они потребуются за дополнительную плату. Общая стоимость может быть важной, и при необходимости в Интернете можно найти действительно хорошие бывшие в употреблении фрезерные станки.
Итак, я рассмотрел некоторые типы фрезерных станков и способы их использования, а также то, на что следует обратить внимание при выборе подходящего.
Источник Линн Иватт
Как работают фрезерные станки
Фрезерование лучше всего можно понять как сверление, но «сверло» движется вбок, а не прямо вверх и вниз.
Фрезерное оборудование
Ротационная опиловка, которая в конечном итоге превратилась в фрезерование, впервые была замечена около 1760 года. Фрезерование является важным производственным процессом и имеет решающее значение для многих предприятий по обработке материалов. Его цель – удалить материал с поверхности детали с помощью вращающегося режущего инструмента. Так же, как и у сверла, ось вращения фрезы остается неизменной, вращаясь для выполнения необходимых разрезов. Однако, в отличие от сверления, фрезерование требует, чтобы заготовка была перпендикулярна режущей части.
Так же, как и у сверла, ось вращения фрезы остается неизменной, вращаясь для выполнения необходимых разрезов. Однако, в отличие от сверления, фрезерование требует, чтобы заготовка была перпендикулярна режущей части.
Процесс фрезерования можно использовать в самых разных областях, включая металлы, дерево, пластмассы и даже пену. Отрасли, в которых они работают, также разнообразны: слесари, аэрокосмические инженеры, производители медицинских технологий и даже плотники используют фрезерные станки.
Итак, как фрезерные станки режут?
Наука о том, как работают фрезерные станки, аналогична работе сверла. Когда сверло прижимается к заготовке, материал, на который попадает резец, удаляется с заготовки как в вертикальном направлении, так и под углом.Вместо этого при фрезеровании «сверло» в этом случае сохраняет тот же угол, но перемещается в сторону. При фрезеровании направление детали (обычно) остается вертикальным, но направление резки идет горизонтально (или вертикально, если сама фреза горизонтальная).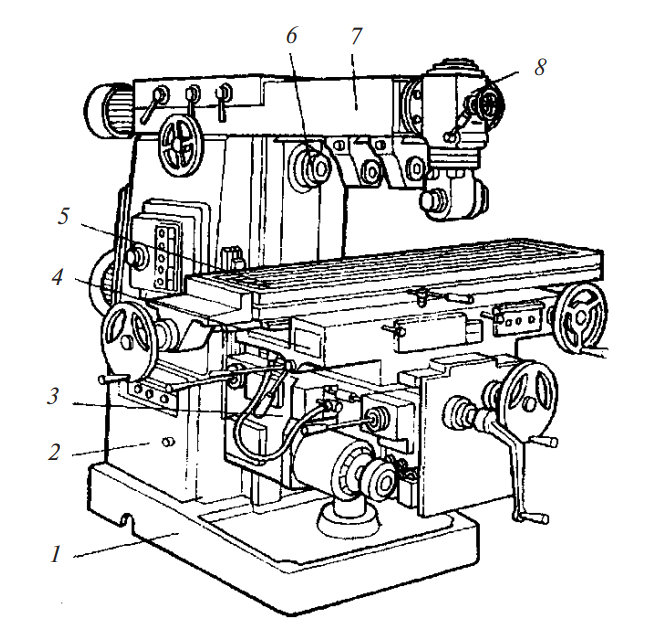 Поскольку режущий элемент работает над материалом в горизонтальном направлении, заготовка остается неподвижной.
Поскольку режущий элемент работает над материалом в горизонтальном направлении, заготовка остается неподвижной.
Существует много различных типов режущих материалов, используемых при фрезеровании.Большинство из них устойчивы к температурам, поэтому резец не изнашивается (поскольку в процессе фрезерования выделяется БОЛЬШОЙ нагрев). Фреза может быть изготовлена из быстрорежущей стали, твердого сплава и нитрида бора. Чтобы режущий элемент прослужил много раз, его можно покрыть дополнительным слоем термостойкого материала для уменьшения трения или увеличения твердости.
Вертикальное фрезерование выглядит как вертикальное сверло, движущееся вбок, так что же такое горизонтальная фреза?
Горизонтальное фрезерование – это тот же процесс, повернутый на 90 градусов.Фреза установлена на горизонтальном шпинделе поперек стола. Имея такое же поперечное сечение, как у горизонтальной ленточной пилы, горизонтальный фрезерный станок обычно шире и меньше в диаметре.
Knuth производит фрезерно-сверлильные станки высшего уровня. Подробнее здесь.
Как определить хороший фрезерный станок?
Фрезерные станки наиболее эффективны при оптимизации следующих показателей:
- Скорость резания: Двигатель шпинделя является важным фактором при этом.Наблюдение за машиной в действии или собственное исследование того, насколько быстро машина будет резать, могут иметь важное значение, особенно если фрезерование является важной частью ваших операций.
- Размер станка: Некоторым любителям настольные фрезерные станки кажутся хорошей сделкой. Однако, если вы собираетесь фрезеровать металл, для правильной обработки требуется лота и силы.
- Требования к питанию: трехфазные двигатели могут быть проблематичными для домашних хобби-магазинов. В большинстве домов нет трехфазного питания, но во многих промышленных помещениях оно есть.Несмотря на то, что это звучит как неважная информация, для работы вашей машины совершенно необходимо быть уверенным в том, что все требования к питанию соблюдены.
И, очевидно:
- Торговая марка: Как бы мы все ни хотели поддерживать «маленького парня», более мелкие производители оборудования могут быть менее надежными и могут стоить вам больше на обслуживание и поддержку, чем с более крупными компания, которая десятки раз сталкивалась с одними и теми же проблемами.
- Стоимость машины: Производительность машины по стоимости ее эксплуатации.Это просто: вашему бизнесу необходимо оптимизировать расходы, поэтому убедитесь, что это принесет вам максимальную отдачу от вложенных средств.
Источники:
https://en.wikipedia.org/wiki/Milling_(machining)#Vertical_milling_machine
https://www.cnc-step.com/machining-plastic/
https: / /hackaday.com/2016/08/17/tips-for-buying-your-first-milling-machine/
Компания Direct Machines предлагает широкий выбор фрезерных станков. Наша продуктовая линейка постоянно расширяется, и мы стремимся обеспечить высокое качество обслуживания и ценность для наших клиентов.Свяжитесь с нами по телефону (781) 937-5655 или [адрес электронной почты], если у вас есть вопросы о наших машинах или о том, кто мы такие.
Рекомендуемый продукт
Knuth SBF TV Вертикальный фрезерно-сверлильный станок:
https://directmachines.com/knuth-drill-press/milling-machine-sbf-40-tv-1000-101573 .html
Преимущества фрезерных станков
В обрабатывающей промышленности фрезерные станки весьма выгодны.Станки используют многоточечные режущие инструменты для удаления металла; они быстрые, надежные, эффективные и удобные. Если на вашем производстве в настоящее время фрезерные станки не используются, подумайте о том, чтобы включить их, чтобы значительно повысить эффективность своей работы. Вот преимущества фрезерных станков.
Основные преимущества фрезерования
Во-первых, давайте рассмотрим множество преимуществ использования фрезерных станков.
- На фрезерных станках можно легко производить сложные формы
- Их многозубые и одноточечные режущие инструменты обеспечивают повышенную точность
- Фрезерные станки снижают эксплуатационные расходы
- Фрезерные станки могут производить мелкие и большие партии деталей
- Фрезерование – один из самых быстрых способов удаления металла с заготовки
Как видите, использование фрезерного станка дает много общих преимуществ.Возможно, самое главное, они помогут вам повысить эффективность и сократить расходы.
Типы фрезерования
Существует много различных типов фрезерных инструментов и станков. У каждого есть определенная цель и преимущества. В этой статье мы рассмотрим два наиболее распространенных типа фрезерных станков: горизонтальные и вертикальные.
Преимущества горизонтального фрезерования
Сначала мы рассмотрим преимущества горизонтального фрезерования для ваших проектов.
- Повышенная скорость. Горизонтальные фрезерные станки режут быстрее, чем любой другой тип. Вы также можете использовать их для одновременного выполнения нескольких надрезов. Если скорость важна для вашего проекта, вам следует использовать горизонтальный фрезерный станок.
- Большой объем. Если вам предстоит довольно большой производственный цикл, тогда идеально подойдет горизонтальный фрезерный станок. Их невероятная скорость и точность делают их идеальными для больших пробежек.
- Безупречная прочность. Ваш горизонтальный фрезерный станок прослужит очень долго.Долговечность также означает, что он может работать с тяжелыми материалами, не вызывая повреждений.
Преимущества вертикального фрезерования
Вертикальный фрезерный станок имеет ряд важных преимуществ.
- Лучшая видимость. Поскольку шпиндель имеет вертикальную ориентацию, намного легче увидеть деталь, которую вы фрезерете.
- Доступность. Вертикально-фрезерный станок – самый доступный вариант. Это одна из причин их популярности.
- Превосходная точность. На вертикальном фрезерном станке можно добиться очень точных резов. Частично это связано с улучшенной обзорностью, которую предлагает вертикальный фрезерный станок.
Это некоторые из преимуществ фрезерных станков, которые следует учитывать, особенно при механической обработке. Мы надеемся, что это руководство поможет вам выбрать идеальный фрезерный станок для вашей производственной операции или побудит вас попробовать механическую обработку самостоятельно.
Принцип работы и работа ФРЕЗЕРНОГО СТАНКА
ФРЕЗЕРНЫЙ СТАНОК
Введение: Фрезерование – это операция резания, при которой металл удаляется путем подачи заготовки против вращающегося резца, имеющего одну или несколько режущих кромок.Плоские или изогнутые поверхности самых разных форм можно обрабатывать фрезерованием с хорошей чистотой и точностью. Фрезерный станок также может использоваться для сверления, прорезания пазов, изготовления круглого профиля и зуборезной обработки с помощью подходящих приспособлений.
Принцип работы : Заготовка удерживается на рабочем столе станка. Движение стола контролирует подачу заготовки на вращающуюся фрезу. Фреза установлена на шпинделе или оправке и вращается с высокой скоростью. Кроме вращения резак не имеет других движений.По мере продвижения заготовки зубья фрезы удаляют металл с поверхности заготовки, и получается желаемая форма.
Конструкция горизонтального фрезерного станка : Основная часть станка – это основание, колонна, колено, седло, стол, верхняя часть, опора оправки и подъемный винт.
1. База : придает опору и жесткость машине, а также действует как резервуар для СОЖ.
2. Колонна : Колонна является основной опорной рамой, установленной вертикально на основании. Колонна имеет коробчатую форму, сильно оребрена внутри и вмещает все приводные механизмы для подачи шпинделя и стола.
3. Колено : Колено представляет собой жесткую отливку, установленную на передней поверхности колонны. Колено перемещается вертикально по направляющим, что позволяет регулировать расстояние между резаком и заданием, установленным на столе. Регулировка осуществляется вручную или автоматически с помощью подъемного винта, расположенного ниже колена.
4. Седло : Седло опирается на колено и составляет промежуточную часть между коленом и столом. Седло перемещается в поперечном направлении, то есть крест-накрест (внутрь или наружу) по направляющим, предусмотренным на колене.
5. Стол : Стол опирается на направляющие в седле и поддерживает работу. Стол изготовлен из чугуна, его верхняя поверхность обработана с высокой точностью и имеет Т-образные пазы, в которых установлен зажимной болт для фиксации изделия. Рабочий стол и, следовательно, работа, установленная на нем, движутся в трех направлениях:
а).Вертикальное (вверх и вниз) движение обеспечивается поднятием или опусканием колена.
б). Поперечное (внутрь или наружу) или поперечное движение обеспечивается перемещением седла относительно колена.
в). Продольное (назад и вперед) движение обеспечивается маховиком, установленным на стороне подающего винта.
В дополнение к указанным выше движениям, стол универсального фрезерного станка можно поворачивать на 45 ° в любую сторону от центральной линии и, таким образом, подавать под углом к шпинделю.
6. Overar м: Overarm устанавливается в верхней части колонны и направляется с точным выравниванием по обработанным поверхностям.Overarm – это опора для беседки.
7. Опора оправки : Опора оправки устанавливается на Overarm и может быть зажата в любом месте на Overarm. Его функция – выравнивать и поддерживать различные беседки. Вал представляет собой обработанный вал, который удерживает и приводит в движение фрезы.
8. Подъемный винт : Движение вверх и вниз к колену и столу обеспечивается подъемным винтом, который приводится в действие вручную или автоматически.
ФРЕЗЕРНЫЕ ОПЕРАЦИИ
1.Плоское или плоское фрезерование
2. Торцевое фрезерование
3. Угловое фрезерование
4. Портальное фрезерование
5. Фрезерование форм
6. Фрезерный станок
Последнее обновление: 14 ноября 2014 г., пятница
СвязанныеУниверсальный горизонтальный фрезерный станок | MachineMfg
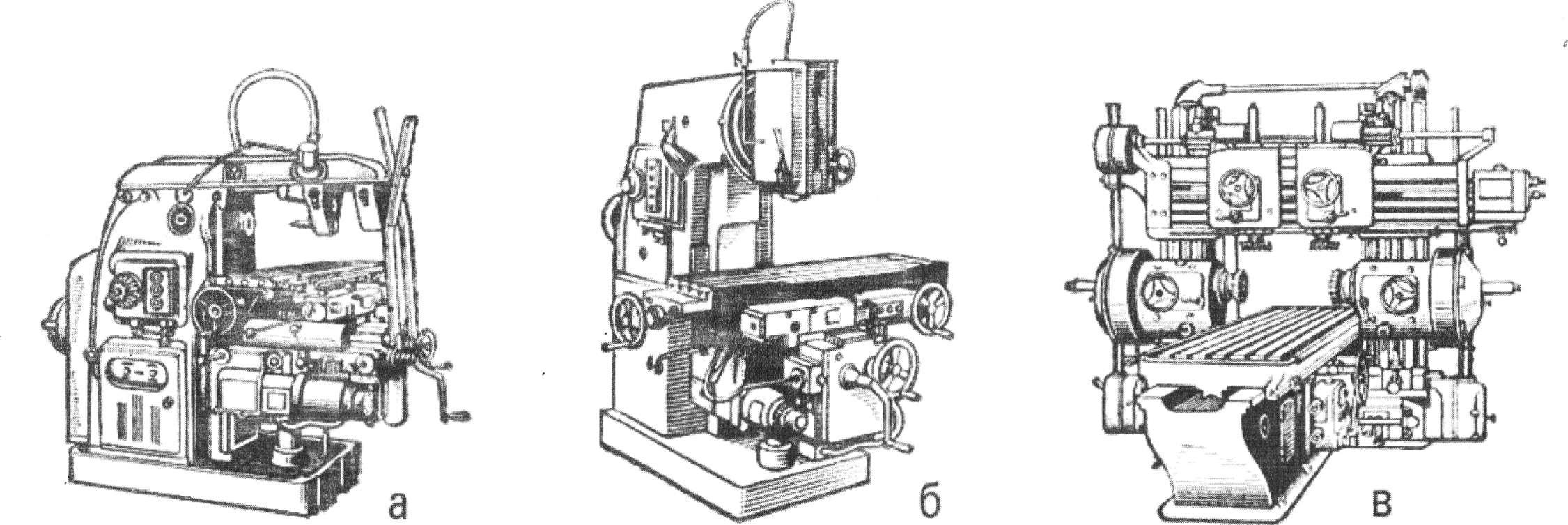
Существует много типов фрезерных станков. По разным формам конструкции и свойствам обработки их можно разделить на вертикальные фрезерные станки, горизонтальные фрезерные станки, портальные фрезерные станки, имитационные фрезерные станки и специальные фрезерные станки.
Универсальный фрезерный станок – универсальный универсальный станок.
Может обрабатывать плоские, скошенные, спиральные и формовочные поверхности различных деталей с помощью цилиндрических фрез, фрез для вафель, угловых фрез, формовочных фрез и торцевых фрез. Также может быть укомплектована универсальными фрезерными головками. Принадлежности к станкам, такие как головки и круглые столы, используются для расширения диапазона обработки.
Есть два вида универсальных фрезерных станков: один – горизонтальный универсальный фрезерный станок X62W, фрезерный станок расположен горизонтально; другой – вертикальный универсальный фрезерный станок X52K, фрезерная головка расположена вертикально.
Принцип работы этих двух фрезерных станков одинаков, и электрические линии управления в основном остаются такими же после сериализации.
При обработке заготовки фреза устанавливается на главном валу, фреза вращается в качестве основного движения, заготовка перемещается в продольном или поперечном направлении с рабочим столом, а подъемная платформа перемещается по направляющей станины для перемещения заготовку в вертикальном направлении.
Фрезерные станки без поворотного стола называются горизонтально-фрезерными станками.
Требования к заданию на проектирование схем универсального фрезерного станкаУниверсальный фрезерный станок – универсальный многоцелевой и высокопроизводительный станок, который может обрабатывать плоские, скошенные, канавки, зубчатые и другие детали.
Универсальный фрезерный станок в основном состоит из корпуса станины, главного вала, ножевой планки, балки, рабочего стола, поворотного диска, горизонтального поворотного стола и подъемной платформы.
Форма движения фрезерного станка имеет основное движение и вспомогательное движение подачи.
Вращательное движение фрезы является основным движением, а движения стола вверх, вниз, влево и вправо, вперед и назад – движениями подачи, а другие движения (например, вращательное движение стола) – вспомогательными. движения.
Фрезерный станок имеет три двигателя.
Двигатель шпинделя приводит шпиндель во вращение; двигатель подачи приводит в движение верхнюю, нижнюю и левую часть стола.
Переднее и заднее движение; электродвигатель охлаждающего насоса приводит в движение охлаждающий насос для подачи охлаждающей жидкости.
Требования к контролю:1) Главная цепь:
Фрезерный станок требует двустороннего управления двигателем шпинделя. Шпиндель имеет большую инерцию и требует режима стояночного тормоза.
Двигатель подачи требует двустороннего действия.
Для двигателя охлаждающего насоса требуется только однопроводная работа.
2) Цепь управления:
Для обеспечения безопасного производства для основного движения и движения подачи фрезерного станка движение подачи должно выполняться после вращения фрезы.
Подача должна быть остановлена до того, как фреза перестанет вращаться, в противном случае стойки и токарный станок будут повреждены.
Следовательно, между двигателем шпинделя и двигателем подачи должна быть электрическая блокировка.
Двигатель насоса охлаждающей жидкости может быть запущен только при работающем двигателе шпинделя, и рабочее состояние не является обязательным.
Только схема должна правильно отображать питание и три двигателя шпинделя, подачи и насоса охлаждающей жидкости.
Схема должна иметь необходимую защиту от короткого замыкания, защиту от перегрузки и защиту от электрической блокировки.
Схема должна быть обеспечена местным освещением.
Меры предосторожности при эксплуатации1) Оборудование должно эксплуатироваться под руководством инструктора, и безопасность прежде всего.
После включения устройства категорически запрещается тянуть электрическое устройство за край устройства.
Проведите обучение по поиску и устранению неисправностей и попробуйте использовать автономное обслуживание.
В случае проведения капитального ремонта электропитания должен присутствовать инструктор для наблюдения.
2) Необходимо установить заземляющий провод каждого двигателя и кронштейна.
Изолирующая резиновая прокладка размещается под оборудованием и имеет толщину не менее 8 мм.
Перед работой внимательно проверьте клеммы на предмет ослабления или падения, чтобы избежать несчастных случаев или повреждения прибора после включения.
3) Если во время работы издается необычный звук, немедленно отключите питание, чтобы выяснить причину проблемы, которую необходимо устранить.
Шум неисправности в основном возникает из-за потери фазы в двигателе, контактор и реле неправильно подключены.
4) Если обнаруживается, что предохранитель перегорел, неисправность должна быть обнаружена до того, как можно будет заменить предохранитель той же спецификации.
5) Не меняйте местами трубку с номером в конце строки во время сбоя настройки обслуживания.
6) Не прилагайте слишком много усилий во время работы, скорость не должна быть слишком высокой; рабочая частота не должна быть слишком частой.
7) По окончании стажировки следует вынуть вилку из розетки и разложить переключатели.
8) Сделайте запись о стажировке.
Что такое фрезерный станок?
Первый фрезерный станок появился примерно в 1770 году и имел французское происхождение.
Фреза была впервые разработана Жаком де Вокансоном в 1782 году.
Первый успешный плоский фрезерный станок был разработан Эли Уитни в 1818 году.
Универсальный фрезерный станок был изобретен Джозефом Р. Брауном, членом компании Brown and Sharpe, в 1861 году.
Фрезерный станок – это станок, который удаляет металл по мере подачи заготовки на вращающийся многоточечный резак. Фреза вращается с высокой скоростью и благодаря множеству режущих кромок
удаляет металл с очень высокой скоростью.
Типы фрезерных станков:
По общей конструкции фрезерный станок составляют:
1. Стойка и колена
Для обычных цехов наиболее часто используется тип колонны и колена, когда стол устанавливается на отливку колена, которая поворачивается, установленная на вертикальных сторонах основной колонны.
Колено на колонне регулируется по вертикали, так что стол можно перемещать вверх и вниз для работы на разной высоте.Фрезерные станки колонного и коленного типа классифицируются по различным методам подачи энергии на стол, различным движениям стола и различным осям вращения главного шпинделя.
Самым простым из всех типов фрезерных станков является ручное фрезерование, при котором движение подачи стола обеспечивается ручным управлением.Фреза установлена на горизонтальной оправке и приводится во вращение от источника энергии.
Этот станок особенно подходит для легких и простых операций фрезерования, таких как обработка пазов, канавок и шпоночных пазов.Плоский фрезерный станок намного более жесткий и прочный, чем ручные фрезы, для обработки тяжелых деталей.
Плоский фрезерный станок с горизонтальным шпинделем. В плоском фрезерном станке стол может подаваться в продольном, поперечном или вертикальном направлениях.
Подача продольная, когда стол перемещается под прямым углом к шпинделю.
Подача перекрестная, когда стол перемещается параллельно шпинделю.
Подача вертикальная, когда стол отрегулирован в вертикальной плоскости.- Универсальный фрезерный станок
Также могут изготавливаться прямозубые, спиральные, конические шестерни, спиральные сверла, развертки, фрезы, включая все обычные операции фрезерования. Таким образом, универсальный фрезерный станок по сути представляет собой инструментальный станок, предназначенный для очень точной работы.
- Универсальный фрезерный станок
Вертикальный фрезерный станок может отличаться от горизонтального фрезерного станка тем, что его шпиндель расположен вертикально или перпендикулярно рабочему столу. Станок может быть простого или универсального типа и имеет все движения стола для правильной установки и подачи работы.
Станок приспособлен для обработки пазов, пазов и плоских поверхностей.
2. Производство неподвижной станины
Фрезерный станок с неподвижной станиной сравнительно большой, тяжелый и жесткий и отличается от фрезерного станка колонного и коленного типа конструкцией крепления на столе.
Стол монтируется непосредственно на направляющих неподвижной станины.
Фреза, установленная на шпиндельной головке, может перемещаться вертикально на колонне, а шпиндель может регулироваться по горизонтали для обеспечения поперечной регулировки. Его можно классифицировать ниже:
- Станок фрезерный Simplex
- Дуплексно-фрезерный станок
- Триплекс-фрезерный станок
В дуплексном станке шпиндельные головки расположены по одной с каждой стороны стола.
В триплексном станке третья шпиндельная головка установлена на поперечной направляющей.
Цикл подачи стола включает в себя следующее: запуск, быстрый подход, медленная подача для резки, быстрый переход к следующей заготовке, быстрый возврат и остановка.3. Строгальный тип
Строгальный станок предназначен для тяжелых работ, имеет шпиндельные головки, регулируемые по вертикали в поперечном направлении.Он имеет поперечную направляющую, которую можно поднимать или опускать, удерживая режущие головки их головками, и седла, которые поддерживаются жесткими стойками.
Использование станка ограничено только производственными работами и считается максимальной по производительности удаления металла.
4. Специальный тип
- Фрезерный станок с поворотным столом
Торцевые фрезы устанавливаются на двух или более вертикальных шпинделях, а ряд заготовок зажимается на горизонтальной поверхности круглого стола, который вращается вокруг вертикальной оси.
Фрезы могут быть установлены на разной высоте по отношению к работе, так что, когда одна из фрез обрабатывает детали, другая их финиширует.Барабанный фрезерный станок подобен фрезерному станку с вращающимся столом в том вспомогательном столе, который называется барабаном, и он вращается по горизонтальной оси.
Торцевые фрезы, установленные на трех или четырех шпиндельных головках, вращаются по горизонтальной оси и удаляют металл с заготовок, опирающихся на обе стороны барабана.
Готовые обработанные детали удаляются после одного полного поворота барабана, а затем к нему прижимаются новые.- Планетарный фрезерный станок
- Фрезерный станок с пантографом, профилированием и трассером
Пантограф – это механизм, который обычно состоит из четырех стержней, которые соединены в форме пантографа. Пантограф машины доступен в двух- и трехмерных моделях.
Профилирующая машина полностью дублирует шаблон, прикрепленный к машине. Это практически вертикальный фрезерный станок или станок со станиной, в котором шпиндель может быть отрегулирован по вертикали, а режущая головка – по горизонтали поперек стола.
Движение фрезы регулируется упрочненным направляющим штифтом.
Фрезерный станок с трассирующим управлением воспроизводит нестандартные или сложные формы штампов, пресс-форм и т. Д.
Подающее движение машины контролируется с помощью щупа, который сканирует профилированный шаблон или контурную модель, которую необходимо воспроизвести.
Сравнение плоского и универсального фрезерования
Основные части, которые используются в фрезерном станке, описаны ниже:
Основание изготовлено из отливки из серого чугуна с точной механической обработкой верхней и нижней поверхности и служит элементом фундамента. Придает опору и жесткость машина, а также действует как резервуар для СОЖ.
Колонна – основная опора рама устанавливается вертикально на основание.Верхняя часть колонны выполнена так, чтобы удерживать верхнюю руку, которая выступает наружу в передней части машины.
Колено представляет собой жесткую отливку, установленную на передняя грань колонны. Колено движется вертикально по направляющим и это движение позволяет регулировать расстояние между резаком и работой установлен на столе. Регулировка осуществляется вручную или автоматически с помощью с помощью подъемного винта, расположенного ниже колена. Верхняя поверхность колена образует направляющую для седла, обеспечивая поперечное перемещение стола.
Седло опирается на колено и представляет собой промежуточную часть между коленом и столом. Седло перемещается в поперечном направлении, то есть крест-накрест (внутрь или наружу) по направляющим, предусмотренным на колено.
Стол упирается в седло и ездит. продольно.
Стол опирается на направляющие в седле и обеспечивает поддержка работы.
Стол выполнен из чугуна, его верхняя поверхность Точно обработанные и несущие Т-образные пазы, которые подходят для зажимного болта для фиксации работы.
Ходовой винт под столом входит в зацепление с гайкой на седле, чтобы перемещать стол по горизонтали вручную или с помощью силы.
Рабочий стол и, следовательно, работа, установленная на нем, дается движения в трех направлениях: Вертикальное (вверх и вниз) движение, обеспечиваемое поднятием или опусканием колена. Поперечное (внутрь или наружу) или поперечное движение, обеспечиваемое перемещением седло по отношению к колену. Продольное (назад и вперед) движение обеспечивается маховиком, установленным на стороне подающего винта.Для универсального фрезерования стол станка также может поворачиваться на 45 ° в обе стороны от центральной линии и, таким образом, подается под углом к шпинделю.
Overarm устанавливается сверху колонны и направляется в идеальном соответствии с обработанными поверхностями. В Overarm – опора для беседки. Рычаг регулируется, так что опора подшипника может быть расположена ближе к резцу.Передняя скоба – это дополнительная поддержка, которая устанавливается между коленом и надмышкой.
Передняя скоба имеет прорези, позволяющие регулировать высоту колено относительно надмышки.
Шпиндель станка расположен в опорной части колонны и получает питание от двигателя.Опора оправки установлена к Overarm и может быть зажат в любом месте Overarm. Его функция выравнивать и поддерживать различные беседки. Вал представляет собой обработанный вал, который удерживает и гонит фрезы.
Вверх и вниз движение к колену и столу обеспечивается подъемным винтом, который управляется вручную или с автоматической подачей.
Принцип работы фрезерного станка:
В фрезерном станке принцип работы станка используется для формовки металла и других твердых материалов.С помощью стола и различных удерживающих устройств обрабатываемая деталь закрепляется, а фреза вращается вокруг оси шпинделя. Фрезерование включает в себя движение вращающейся фрезы вбок, а также внутрь и наружу. В фреза и заготовка перемещаются относительно друг друга, создавая траекторию движения инструмента вдоль какой материал удаляется. Обычно во всех случаях фрезерования используется многозубая фреза, так что скорость съема материала высока, а режущее действие нескольких зубьев обеспечивает быстрый метод обработки.Обработанная поверхность может быть плоской, угловатой или изогнутой, но чаще всего плоская поверхность получается на фрезерном станке. Используются многие типы фрезерных станков, от относительно простых и универсальных фрезерных станков, используемых для общей обработки, до узкоспециализированных станков для массового производства. Фрезерный станок может управляться вручную или на станках с ЧПУ или ЧПУ.
Операции на фрезерных станках:
- Обычное фрезерование
- Торцевое фрезерование
- Боковое фрезерование
- Стэдл-фрезерный станок
- Угловое фрезерование
- Фрезерный станок
- Фрезерование формы
- Концевое фрезерование
- Пильно-фрезерная
- Профильное фрезерование
- Шпоночные пазы, пазы и канавки Фрезерование
- Зуборезные
- Винтовое фрезерование
- Фрезерный кулачок
- Фрезерование резьбы
Скорость резания
:
Скорость фрезы – это ее окружная линейная скорость. в результате вращения.
Скорость резания фрезерного станка выражается в метрах в минуту.
v = πdn / 1000 метров в минуту Где v = скорость резанияd = диаметр фрезы
n = скорость фрезы
Корм:
Фрезерный станок с подачей определяется как скорость, с которой обрабатываемая деталь продвигается под фрезой. Есть три разных метода сцеживания.
- Подача на зуб S z
- Подача на оборот фрезы S об.
- Подача в минуту S м
S m = n * S rev = S z * Z * n
Глубина резания:
Глубина резания на фрезерном станке – это толщина материала, удаляемого за один проход работы под фрезой.
Число зубцов фрезы:
Количество режущих зубьев должно быть правильно рассчитано на фрезе для эффективной обработки.
Количество зубьев фрезы рассчитывается по формуле ниже:
Фрезы с рядными зубьями имеют меньшее количество зубьев на периферии, которые эффективны при обработке металлов.
Преимущества фрезы с рядными зубьями:
- Может быть предоставлено больше места для чипа
- Поперечное сечение зуба фрезы можно увеличить
- Повышение прочности
- Для привода фрезы требуется меньше энергии
- Меньшее трение скольжения
- Увеличенный срок службы фрезы
Меры безопасности при фрезеровании:
Операторы фрезерных станков должны быть предельно осторожны при работе с этим станком, поэтому необходимо знать некоторые меры безопасности, чтобы знать фрезеровщиков.
Операторы должны соблюдать следующие правила техники безопасности:
- Научитесь пользоваться органами управления перед работой на машине.
- Заготовка должна жестко удерживаться на рабочем столе.
- Не приближайте руки и тело к вращающемуся ножу.
- Не изменяйте скорость шпинделя во время обработки.
- Не снимайте и не затягивайте гайку оправки фрезерного станка при включенном питании.
- Не измерять работу при непрерывной работе.
- Не снимайте кожухи во время обработки.
- Не удаляйте стружку во время обработки.
- Носите облегающую одежду.
- Не опирайтесь на работающую машину.
Ознакомьтесь с некоторыми связанными сообщениями: Фрезерные станки
играют жизненно важную роль в дорожном строительстве: CEG
Современные машины предназначены для работы с любыми асфальтовыми заполнителями, которые используются сегодня.В зависимости от глубины реза некоторые из более крупных машин могут резать до 15 000 кв. Ярдов. (13000 кв. М) в день со скоростью 75 футов (22,8 м) в минуту.
Описание оборудования и процесса может не раскрывать значительную роль, которую фрезерный станок для асфальта играет в дорожном строительстве, но он является ключевым.
Асфальтобетонный фрезерный станок, также известный как холодный строгальный станок, строгальный станок, фрезерный станок для дорожного покрытия или роторная мельница, представляет собой строительную машину, используемую для удаления битумного покрытия или асфальтобетона с проезжей части.В результате получается несколько шероховатая, но ровная поверхность, которую можно сразу открыть для движения транспорта.
Фрезерованная поверхность достигается за счет приведения вращающейся оправки или «головки» в контакт с дорожным покрытием на точной глубине или наклоне. Оправка имеет на своей поверхности сотни закаленных шипов или зубцов, которые вгрызаются и врезаются в поверхность проезжей части. Удаляемый поверхностный материал обычно подается конвейером в самосвал или полуприцеп, но его можно оставить на месте или засыпать валками, чтобы впоследствии удалить или переработать.Система водяного орошения обеспечивает охлаждение оправки, а также удаление пыли.
В 1970-х годах компания Galion Iron Works, расположенная в Галионе, штат Огайо, изготовила первые серийные фрезерные станки, которые назывались Galions. Эти первые агрегаты по форме и размеру напоминали автогрейдеры. Разница была в 30-дюймовом. широкая (76 см) фрезерная головка там, где обычно находится лезвие скребка. Фрезерный барабан приводился в действие большим гидравлическим насосом.
Фрезерование асфальта – это процесс измельчения асфальта, который затем может быть переработан.Этот процесс возник потому, что многие улицы становились все выше и выше по мере добавления новых поверхностей, что уменьшало высоту бордюров и создавало проблемы с дренажем проезжей части.
Ранние фрезерные станки представляли собой просто горную оправку, прикрепленную к подвижной ходовой части. Они были разработаны для удаления слоя старого бетона или асфальта, чтобы новый слой можно было нанести на более качественное основание, чем восстановление поверх старого дорожного покрытия.
С самого начала фрезерные станки делали упор на увеличение мощности фрезерного барабана, что необходимо для удаления большего количества материала.Таким образом, решающее значение приобрели сама режущая головка и конструкция режущих зубьев. Режущие зубья довольно быстро затуплялись и требовали частой замены. Процесс замены может вызвать достаточно простои, что значительно снизит первоначальную эффективность самого процесса фрезерования. Поэтому производители работали над конструкциями, обеспечивающими более быструю замену, а также повышенную долговечность режущих зубьев. Были предложены режущие барабаны разного размера, чтобы машины могли фрезеровать разную ширину.
Фрезерные станки оснащены конвейерными системами для сбора материала во время процесса фрезерования, что сокращает трудозатраты на сбор материала с проезжей части.Более новым машинам для безопасной и эффективной работы требуется два или более человека. Оператор стоит на палубе машины и контролирует большинство функций машины, в то время как рабочий на земле контролирует глубину пропила и следит за препятствиями на проезжей части, такими как люки и / или водяные клапаны.
Сегодняшние станки больше и технологичнее. Они предназначены для работы с любыми асфальтовыми заполнителями, которые используются сегодня. В зависимости от глубины реза некоторые из более крупных станков могут резать до 15000 кв.ярдов. (13000 кв. М) в день со скоростью 75 футов (22,8 м) в минуту.
Помимо более высокой скорости, важна точность процесса фрезерования. Нововведения в области управления и автоматизации повысили точность управления уклоном, глубиной и скоростью.
Нет никаких сомнений в том, что технологические достижения в области микроэлектроники пошли на пользу фрезерным станкам. Электроника, предназначенная для повышения производительности, включает электронные датчики и встроенный поперечный уклон. Пара датчиков может считывать различные ссылки от 12 до 55 дюймов.(От 30,5 до 140 см) непосредственно под нижней частью датчика. Каждый датчик можно откалибровать и отрегулировать с уровня земли или с пульта оператора.
Положение ротора относительно эталона уклона может постоянно отображаться на центральном контроллере. Изменения в элементах управления высотой включают добавление переключателя подъема / опускания, который используется при фрезеровании препятствий. Во многих случаях электронный модуль управления контролирует и регулирует работу основных систем машины, включая скорость, рулевое управление, привод ротора и другие функции.Если возникает проблема, выдается предупреждение.
Наряду с электронными функциями, которые позволяют фрезерным станкам оставаться на ходу, совершенствуется режущая часть станков. Возможность быстрой смены режущих барабанов для достижения разной ширины реза с помощью одной и той же машины является преимуществом для подрядчиков, которым может потребоваться только одна машина для выполнения нескольких рабочих требований.
Roadtec, например, добавляет гибкости своим станкам, производя и собирая фрезерные тракторы и фрезы по отдельности, что позволяет подрядчику выбирать из нескольких моделей фрез и ширины при заказе оборудования.Узел фрезы предназначен для быстрой смены стилей и ширины рисунков раскроя.
Plus, машины Roadtec также могут фрезеровать в двух разных направлениях для достижения разных результатов. Традиционное фрезерование выполняется в восходящем направлении. Но предложения Roadtec также могут использоваться для резки вниз, что предназначено для контроля образования плит, обеспечения измельчения и перемешивания, а также может быть эффективным способом удаления материала с влажного основания. Функция нисходящей резки также предназначена для преобразования фрезерных станков Roadtec в машины для холодной переработки на месте.
Современные фрезерные станки также сокращают время, необходимое для замены важнейших режущих зубьев. На ранних машинах зубья были приварены, поэтому для замены зуба требовалось изрядное время простоя, так как каждый из них приходилось повторно приваривать к барабану. Теперь зубья удерживаются в корпусах с болтовым креплением различной конструкции, что позволяет быстрее менять их. Кроме того, машины Roadtec поставляются с воздушным компрессором в качестве стандартного оборудования, что позволяет использовать пневматические инструменты для более быстрой смены зубьев.
Относительно недавним нововведением в области фрезерования стало внедрение микропереработки.Например, конструкция барабана Roadrunner от Roadtec предназначена для экономии расходных материалов – режущих зубьев. Компания заявила, что подрядчики могут регулярно фрезеровать весь день без необходимости смены инструмента и завершать смену с минимальным износом карбида или без него. Кроме того, рабочие скорости от 100 футов (30,48 м) в минуту и выше с барабанами, образующими прямолинейные узоры, которые не выходят наружу, считаются обычными для Roadrunner.
Большим преимуществом микрофрезерования, определяющим будущее дорожного фрезерования, является то, что микролитовая поверхность достаточно гладкая, чтобы участники дорожного движения могли относительно быстро перемещаться по поверхности во время строительства.Подрядчики могут открыть фрезерованную поверхность для движения и вернуться позже с накладкой. В холодных зимних штатах особенно можно сэкономить на ямочном ремонте осенью за счет микропломбирования.