Основные части и узлы токарного станка
Похожие презентации:
Технология перевозочного процесса
Организация работы и расчет техникоэкономических показателей участка механической обработки детали
Грузоподъемные машины. (Лекция 4.1.2)
Безопасное проведение работ на высоте
Геофизические исследования скважин
Система охлаждения ДВС
Эксплуатация нефтяных и газовых скважин. Курс лекций в слайдах
Требования безопасности при выполнении работ на высоте
Проект по технологии «Скалка» (6 класс)
Конструкции распределительных устройств. (Лекция 15)
Тема занятия:
Цель занятия:
Изучить основные части и узлы
токарного станка.
Токарный станок, оснащенный
специальным устройством для
нарезания резьбы, называется
токарно-винторезным.
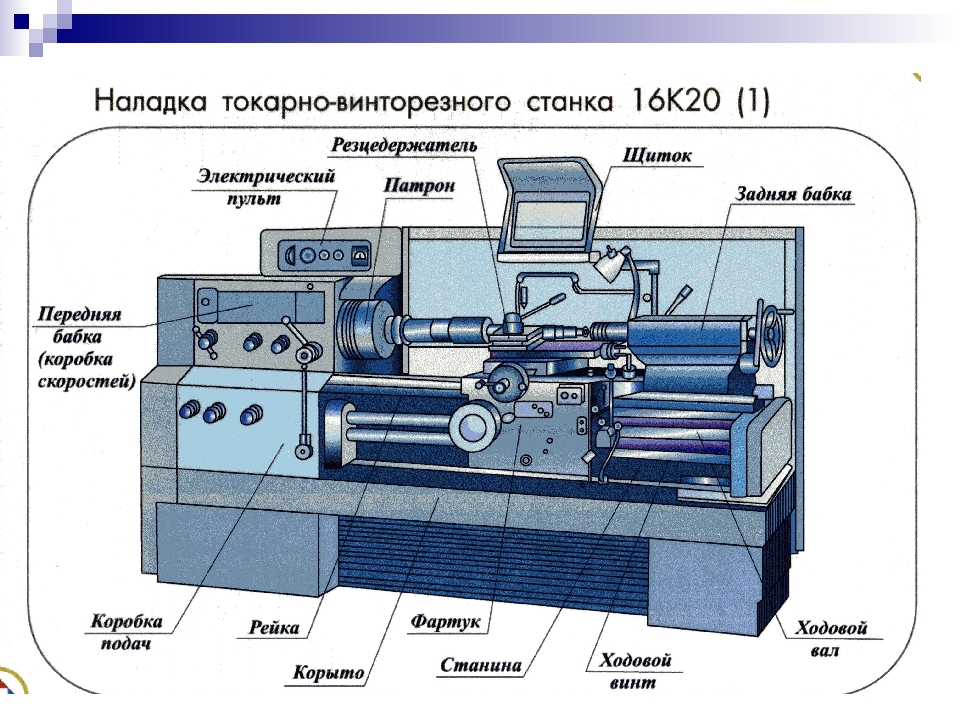
Общий вид токарно-винторезного станка 1К62
1- передняя бабка с коробкой скоростей, 2- гитары сменных колес,
3- коробка подач, 4- станина, 5- фартук, 6- суппорт, 7- задняя бабка,

Станина 4 — массивное чугунное основание, на котором смонтированы
основные механизмы станка. Верхняя часть станины имеет две
плоские и две призматические направляющие, по которым
перемещаются суппорт и задняя бабка. Станина установлена на двух
тумбах.
Передняя бабка 1 — чугунная коробка, внутри которой расположены
главный рабочий орган станка — шпиндель и коробка скоростей.
Шпиндель представляет собой полый вал. На правом конце шпинделя
крепятся приспособления, зажимающие заготовку. Шпиндель получает
вращение от расположенного в левой тумбе электродвигателя через
клиноременную передачу и систему зубчатых колес и муфт
размещенных внутри передней бабки. Этот механизм называется
коробкой скоростей и позволяет изменять частоту вращения (число
оборотов в минуту) шпинделя.
Суппорт 6 – устройство для закрепления резца и обеспечения движения
подачи, т. е. перемещения резца в различных направлениях. Движение
подачи может осуществляться вручную или механически.

Механическое движение подачи суппорт получает от ходового вала
или ходового винта (при нарезании резьбы).
Суппорт состоит из каретки, которая перемещается по направляющим
станины, фартука, в котором расположен механизм преобразования
вращательного движения ходового вала и ходового винта в
прямолинейное движение суппорта, механизма поперечных салазок,
механизма резцовых (верхних) салазок, механизма резцедержателя.
Коробка подач 3- представляет собой механизм, передающий вращение
от шпинделя к ходовому валу или ходовому винту. Она позволяет
изменять скорость движения подачи суппорта (величину подачи).
Вращательное движение к коробке подач передается от шпинделя
через реверсивный механизм и гитару со сменными зубчатыми
колесами.
Гитара 2 – предназначена для настройки станка на требуемую величину
сменных зубчатых колес.
Задняя бабка 7 – предназначается для поддержания конца длинных
заготовок в процессе обработки, а также для закрепления и подачи
стержневых инструментов (сверл, зенкеров, разверток).

ПРОВЕРКА УСВОЕНИЯ
Какой станок называется токарно-винторезным?
Назовите основные узлы токарно-винторезного станка.
Что какое передняя бабка?
Что какое суппорт?
Что какое задняя бабка?
Задание на дом
1. Денежный П.М. «Токарное дело»
§ 2 стр.6.
English Русский Правила
Обработка заготовок на станках токарной группы
ДОНБАССКИЙ государственный технический
университет
КАФЕДРА ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ И
МЕТАЛЛОВЕДЕНИЯ
О.А. Коваленко
МЕХАНИЧЕСКАЯ ОБРАБОТКА МЕТАЛЛОВсборник лабораторных работ
для студентов направления 6.050401 «Металлургия»
Специальности «Обработка металлов давлением»
БАКАЛАВР
дневной и заочной формы обучения
Алчевск, 2009
содержание
1. Лабораторная работа № 1 «Обработка
заготовок на станках
Лабораторная работа № 1 «Обработка
заготовок на станках
токарной группы» стр
2. Лабораторная работа № 2 «Обработка заготовок
на фрезерних и сверлильных станках» стр
3. Лабораторная работа № 3 «Электродуговая сварка» стр
4. Лабораторная работа № 4 «Электроконтактная сварка» стр
5. Лабораторная работа № 5 «Изучение микроструктуры
сварного шва» стр
6. Лабораторная работа № 6 «Выбор режима электродуговой
и электроконтактной сварки» стр
Полный текст методических указаний к выполнению лабораторных работ имеется в электронном варианте
ЛАБОРАТОРНАЯ РАБОТА № 1
ЦЕЛЬ
РАБОТЫ: Ознакомление с работой токарно
– винторезного станка и основными видами
токарных работ.
КРАТКАЯ ХАРАКТЕРИСТИКА СТАНКОВ ТОКАРНОЙ ГРУППЫ
Объединяющим признаком для станков этой группы служит то, что все они предназначаются преимущественно для обработки тел вращения. Основным инструментом для этих станков является резец. Ему сообщается движение подачи, главное движение получает заготовка.
Наиболее многочисленным типом станков рассматриваемой группы являются токарные и токарно-винторезные, позволяющие выполнять различные токарные работы, а токарно – винторезные станки, кроме того, – и нарезание резьбы.
Основными размерными характеристиками токарных станков является: высота центров и расстояние между центрами. Высота центров над станиной определяет наибольший радиус заготовки, которую можно обрабатывать на станке, а расстояние между центрами – наибольшую длину ее.
Токарные станки
подразделяются на мелкие с высотой
центров до 150 мм, средние с высотой
центров 150 – 300 мм и крупные, у которых
высота центров свыше 300 мм.
Токарно – револьверные станки предназначаются для обработки деталей, имеющих сложную геометрическую форму. Они позволяют работать различными инструментами, закрепляемыми как в суппорте, так и в поворотной головке.
Револьверные станки характеризуются наибольшим диаметром обрабатываемого прутка (на него указывают две последние цифры в обозначении модели станка) и наибольшим диаметром обработки.
Для обработки крупных деталей применяются карусельные станки, где деталь крепится на планшайбе, вращающейся вокруг вертикальной оси, а резец перемещается относительно заготовки. Диаметр планшайбы определяет наибольший размер обрабатываемой детали, а потому является для карусельных станков основным размерным параметром.
Многорезцовые станки позволяют одновременно обрабатывать ряд ступеней детали резцами, закрепленными в переднем и заднем суппортах, что значительно повышает производительность обработки.
Токарные
автоматы и полуавтоматы применяются
для массового изготовления разнообразных
деталей. У автоматов автоматизированы
все основные и вспомогательные движения.
Функция рабочего состоит лишь в наблюдении
за работой станка и периодической
загрузке его прутками или штучными
заготовками, засыпанными в бункер.
Автоматы бывают одношпиндельные и
многошпиндельные.
У автоматов автоматизированы
все основные и вспомогательные движения.
Функция рабочего состоит лишь в наблюдении
за работой станка и периодической
загрузке его прутками или штучными
заготовками, засыпанными в бункер.
Автоматы бывают одношпиндельные и
многошпиндельные.
У полуавтоматов рабочий только устанавливает заготовку и снимает готовую деталь. Все остальные движения выполняет станок без его участия.
Основной размерной характеристикой для автоматов и полуавтоматов является наибольший диаметр обрабатываемого прутка или штучной заготовки.
УСТРОЙСТВО ТОКАРНО – ВИНТОРЕЗНОГО СТАНКА. МЕХАНИЗМЫ ГЛАВНОГО ДВИЖЕНИЯ
Основной
несущей деталью токарно – винторезного
станка (рис. 1) является станина 20. Она
представляет собой массивную чугунную
отливку коробчатого сечения с ребрами
жесткости внутри. Верхние плоскости
станины – направляющие – тщательно
обрабатываются. Две наружные направляющие
служат для перемещения по ним суппорта,
а две внутренние – для установки и
перемещения задней бабки.
Рисунок 1 – Общий вид токарно – винторезного станка модели 1К62
Станина покоится на двух тумбах : в передней Б располагается электродвигатель, в задней Д – сменные детали и привод системы охлаждения. Между тумбами под станиной располагается поддон К, куда сливается охлаждающая жидкость и собирается стружка.
С левой стороны станины прикрепляется передняя бабка I (коробка скоростей). В ее корпусе располагаются система зубчатых колес и другие механизмы для передачи вращательного движения на шпиндель и изменения числа оборотов его. Приводной шкив передней бабки получает вращение от электродвигателя через ременную передачу.
Шпиндель
является наиболее ответственной деталью
привода главного движения. Он
изготавливается с большой точностью и
располагается строго параллельно
направляющим станины. Передний конец
шпинделя имеет резьбу, на которую
наворачивается трехкулачковый или
четырехкулачковый токарный патрон 3
либо планшайба, служащие для закрепления
обрабатываемых деталей. Кроме того, в
передней части шпинделя имеется конусное
отверстие, куда вставляется передний
центр, служащий для установки деталей
большой длины. Длинные заготовки
устанавливаются между центрами, один
из которых крепится в передней, а второй
-в задней бабке.
Кроме того, в
передней части шпинделя имеется конусное
отверстие, куда вставляется передний
центр, служащий для установки деталей
большой длины. Длинные заготовки
устанавливаются между центрами, один
из которых крепится в передней, а второй
-в задней бабке.
Переключение числа оборотов шпинделя и направления его вращения выполняются с помощью рукояток управления 2, расположенных в передней части коробки скоростей.
С правой стороны станины располагается задняя бабка Д. Корпус 11 задней бабки установлен на основании, имеющем в нижней части направляющие для перемещения по направляющим станины. Корпус может смещаться по основанию в поперечном направлении, что нужно для обработки на станке конусов.
В
верхней части корпуса при помощи
маховичка 12, насаженного на винт,
перемещается пиноль 10, имеющая коническое
отверстие. Она предназначается либо
для установки заднего центра при
обработке в центрах, либо для закрепления
и подачи инструментов для обработки
отверстий – сверл, зенкеров, разверток.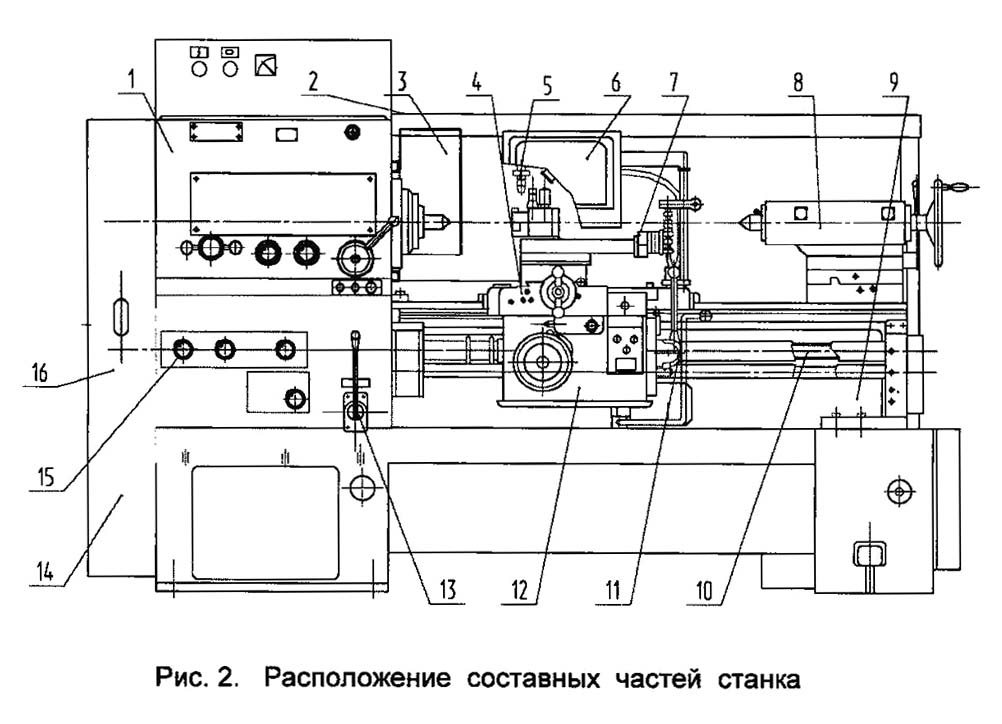
МЕХАНИЗМ ДВИЖЕНИЯ ПОДАЧИ ТОКАРНО -ВИНТОРЕЗНОГО СТАНКА
Движение подачи в токарно – винторезном станке передается от шпинделя через промежуточные зубчатые колеса, дающие возможность изменять направление вращения последующих валов без изменения вращения шпинделя (реверсивный механизм), движение передается на гитару А, а с нее на коробку подач. Гитара состоит обычно из четырех сменных зубчатых колес. Подбирая любые сочетания их из имеющегося набора и устанавливая на гитару, можно в очень широких пределах получать различные подачи, что бывает необходимо обычно при нарезании разнообразных резьб.
Коробка подач Л имеет ряд механизмов с зубчатыми колесами и муфтами, переключая которые при помощи рукояток 18 можно передать вращательное движение с различным числом оборотов либо на ходовой винт, либо на ходовой валик 5.
Ходовой
винт или ходовой валик передает движение
фартуку И,
который
преобразует вращательное движение
винта и валика в поступательное
перемещение суппорта.
Ходовой винт используется в случае нарезания резьбы. Для этого в фартуке имеется разъемная (так называемая маточная) гайка. При включении гайки она соединяется с резьбой ходового винта и при его вращении движется вдоль винта. Так как гайка установлена в фартуке, то такое же перемещение получает и он.
При токарных работах фартук получает движение от ходового валика. Через несколько пар зубчатых колес и червячную передачу вращение передается реечному зубчатому колесу. Вращаясь, реечное зубчатое колесо катится по рейке, неподвижно укрепленной на станине, и фартук движется поступательно вдоль направляющих станины. Инструмент получает продольную подачу.
От механизмов фартука может получить вращение – также винт поперечной подачи, расположенный в суппорте, тогда инструмент будет перемещаться в поперечном направлении – перпендикулярно к направляющим станины.
Суппорт
Г
служит
для установки и подачи резцов. Нижняя
его часть – каретка 4,
соединенная
с фартуком, перемещается по направляющим
станины. Сверху она имеет направляющие
типа “ласточкин хвост” для поперечных
салазок, получающих поперечную подачу.
На поперечных салазках 5 укрепляется
поворотная часть суппорта 6, позволяющая
устанавливать инструмент под углом при
обработке коротких конусов. Поворотная
часть имеет сверху направляющие для
продольного ручного перемещения верхних
салазок 10. На них устанавливается
четырехпозиционный поворотный
резцедержатель 6,
дающий
возможность закреплять четыре различных
резца и вести ими последовательно
обработку детали. Откидывающийся козырек
предохраняет рабочего от отлетающей
стружки.
Нижняя
его часть – каретка 4,
соединенная
с фартуком, перемещается по направляющим
станины. Сверху она имеет направляющие
типа “ласточкин хвост” для поперечных
салазок, получающих поперечную подачу.
На поперечных салазках 5 укрепляется
поворотная часть суппорта 6, позволяющая
устанавливать инструмент под углом при
обработке коротких конусов. Поворотная
часть имеет сверху направляющие для
продольного ручного перемещения верхних
салазок 10. На них устанавливается
четырехпозиционный поворотный
резцедержатель 6,
дающий
возможность закреплять четыре различных
резца и вести ими последовательно
обработку детали. Откидывающийся козырек
предохраняет рабочего от отлетающей
стружки.
ТОКАРНО – ВИНТОРЕЗНЫЙ СТАНОК IK62 КИНЕМАТИЧЕСКАЯ СХЕМА ЦЕПЬ ГЛАВНОГО ДВИЖЕНИЯ
Токарно
– винторезный станок модели 1K62
(рис. 1) является быстроходным с числом
оборотов шпинделя в минуту до 2000, с
набором подач – ( до 4,16 мм/об ), что позволяет
более полно использовать возможности
инструментов, оснащенных пластинками
твердого сплава, и уменьшить машинное
время.
В станке малое количество рукояток управления (коробки скоростей и подач имеют по две рукоятки, рабочие и холостые перемещения суппорта включаются одной рукояткой ), для быстрого подвода и отвода суппорта ему сообщается также ускоренное перемещение от отдельного электродвигателя, на суппорте установлен быстродействующий резцедержатель.
Для ознакомления с механизмами, станка рассмотрим его кинематическую схему (рис. 2).
Рисунок 2 – Кинематическая схема токарно – винторезного станка
Кинематической
называется схема, дающая представление
о передаче движения в станке или
механизме. Детали и передачи показываются
на ней условными обозначениями и не в
масштабе. Пользуясь кинематической
схемой, можно выяснить возможные варианты
настройки станка на различные режимы
работы. Цепь главного движения получает
вращение от электродвигателя мощностью
10 кВт с числом оборотов 1450 об/мин.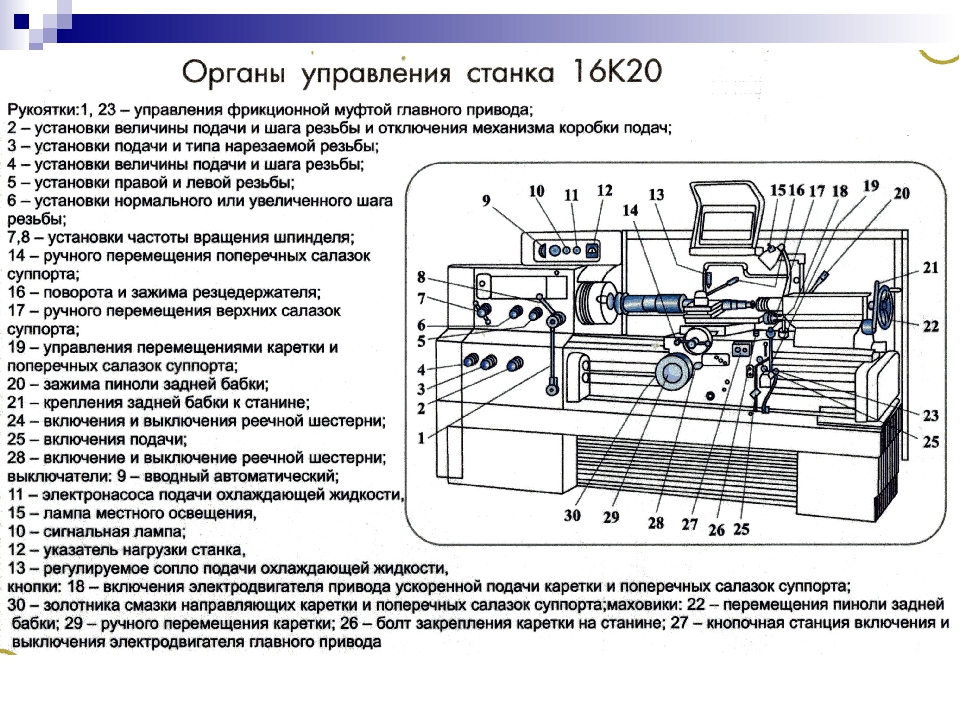 Через
клиноременную передачу со шкивами
диаметром 142 и 254 мм получает вращение
вал I
и сидящая на нем двусторонняя муфта M1.
При включении ее влево через зубчатые
колеса 56 – 34 ( цифры указывают число их
зубьев) или 51 – 39 движение передается на
вал II.
включение одной из этих пар зубчатых
колес и изменение за счет этого числа
оборотов вала II
осуществляется за счет передвижения
вдоль зала блока Б1. В случае включения
муфты вправо, передача на вал II
идет через зубчатые колеса 53 – 21 – 36 – 38,
и он получает вращение в противоположном
направлении. Таким образом, муфта М1
изменяет направление вращения валов,
а в конечном счете и шпинделя.
Через
клиноременную передачу со шкивами
диаметром 142 и 254 мм получает вращение
вал I
и сидящая на нем двусторонняя муфта M1.
При включении ее влево через зубчатые
колеса 56 – 34 ( цифры указывают число их
зубьев) или 51 – 39 движение передается на
вал II.
включение одной из этих пар зубчатых
колес и изменение за счет этого числа
оборотов вала II
осуществляется за счет передвижения
вдоль зала блока Б1. В случае включения
муфты вправо, передача на вал II
идет через зубчатые колеса 53 – 21 – 36 – 38,
и он получает вращение в противоположном
направлении. Таким образом, муфта М1
изменяет направление вращения валов,
а в конечном счете и шпинделя.
На
валу III
расположен блок из трех зубчатых колес
Б2. Он может попеременно включаться с
колесами 29, 21 и 38, сидящими на валу II,
и передача на вал III
может идти через одну из пар зубчатых
колес 29 – 47, 21 – 55 или 38 – 38, что дает три
различных числа оборотов. В итоге за
счет переключения блоков Б1 и Б2-
вал
III
получает шесть скоростей. С вала III
при включении двойного блока Б5 влево
движение через колеса 65 – 43 непосредственно
передается на шпиндель VI.
Когда блок Б5; включается вправо (зубчатые
колеса 27 – 54 ), вращение на шпиндель
передается через перебор, дающий шпинделю
замедленное движение. Он включает валы
IV
и V
с расположенными на них двойными блоками
Б3 и Б4, зубчатыми колесами 27, 88, 45, а также
зубчатые колеса 22 и 45 на валу III.
С вала III
при включении двойного блока Б5 влево
движение через колеса 65 – 43 непосредственно
передается на шпиндель VI.
Когда блок Б5; включается вправо (зубчатые
колеса 27 – 54 ), вращение на шпиндель
передается через перебор, дающий шпинделю
замедленное движение. Он включает валы
IV
и V
с расположенными на них двойными блоками
Б3 и Б4, зубчатыми колесами 27, 88, 45, а также
зубчатые колеса 22 и 45 на валу III.
С учетом того, что некоторые числа оборотов повторяются, станок модели 1K62 при работе без перебора и с перебором позволяет придать шпинделю 23 различных числа оборотов.
МЕХАНИЗМ ДВИЖЕНИЯ ПОДАЧИ СТАНКА 1K62
От
шпинделя зубчатыми колесами 60 – 60 при
включении блока Б6 влево или колесами
45 – 45 при включении блока Б6 вправо
вращение через двухскоростной реверсивный
механизм, состоящий из зубчатых колес
42,
28
и 35 на валу VП,
тройного блока Б7 с зубчатыми колесами
42, 56 и 35 и промежуточной шестерни 28,
передается на устройство, которое
называется гитарой.
Гитара имеет два сменных блока C1 и С2 и промежуточное колесо 95. Положение зубчатых колес гитары, указанное на схеме, т.е. передача движения через колеса 42 – 95 – 50, применяется для получения, механической подачи и при нарезании метрических и дюймовых резьб. Для нарезания резьб блоки поворачивают и вращение коробки подач сообщается зубчатыми колесами 64-95-97. В случае нарезания точных резьб и резьб со специальным шагом настройка гитары осуществляется подбором чисел зубьев сменных колес из имеющегося набора.
Коробка подач имеет механизм с конусным блоком зубчатых колес и четырехступенчатый множительный механизм.
Механизм
с конусным блоком состоит из семи
зубчатых колес 26,
28,
32, 36, 40, 44 и 46, расположенных на валу XI,
и узла с накидной шестерней 36, получающей
вращение от вала X
через зубчатые колеса 28 и 25. Перемещая
этот узел вдоль вала X
и сцепляя накидную шестерню с одним из
колес конусного блока, можно получить
семь различных чисел оборотов.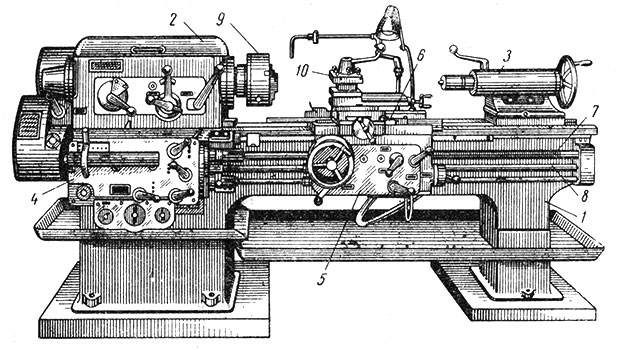
Множительный механизм имеет два двойных блока зубчатых колес Б8 и Б9, переключая которые, можно получить четыре различных числа оборотов.
Путем переключения муфт М2, М3, М4 и М5 можно передавать, вращение по различным кинематическим цепям.
Фартук имеет также ручную продольную подачу : при вращении маховичка, сидящего на валу XX, через зубчатые колеса 14 – 66 вращение передается реечной шестерне. Ручная поперечная подача выполняется вращением вручную винта XXIII.
ОБРАБОТКА НА ТОКАРНЫХ СТАНКАХ
На токарных станках можно выполнять разнообразные работы, вести как черновую, так и чистовую обработку деталей.
При
черновой обработке (обдирочные работы)
снимается основной припуск с поверхности
детали. Разработка ведется с большой
глубиной резания и большими подачами.
При обдирочных операциях получают
обычно 5 -й класс точности и 2 – 3 классы
чистоты поверхности.
При чистовой обработке снимается минимальный припуск. Работа ведется с малыми подачами. При этом достигается 4-й класс точности и 4 – 6 классы чистоты поверхности.
Рисунок 3 – Токарные резцы
Как известно, основным инструментом для токарных работ служит резец. Токарные резцы (рис. 3) изготавливаются из быстрорежущей стали. Они оснащаются пластинками из металлокерамических твердых сплавов и минералокерамики. Пластинки твердого сплава либо припаиваются к державке, изготовленной из конструкционной стали, либо крепятся к ней механически. Механическое крепление пластинок используется и для пластинок минералокерамики (рис. 3, м).
По форме головки резцы подразделяются на прямые (рис. 3а ) и отогнутые (рис. 3,б). У первых стержень прямолинейный, у вторых отогнут влево или вправо.
По
расположению режущей кромки различает
правые (рис.
3,
в)
и левые (рис. 3, г) резцы; правые резцы при
обработке перемещаются от задней бабки
к передней, левые – от передней бабки к
задней.
По виду выполняемых работ токарные резцы могут быть проходными (рис. 3, а – г ), проходными упорными (рис. 3,д), подрезными (рис. 3, е), канавочными (рис. 3, д), отрезными (рис. 3, в), расточными (рис. 3, и), резьбовыми (рис. 3, к) и фасонными (рис. 3, л).
Помимо резцов, на токарных станках для обработки отверстий применяют также сверла, зенкеры, развертки для нарезания резьб – метчики и плашки.
ВИДЫ ТОКАРНЫХ РАБОТ
Обтачиванием наружных поверхностей можно получить гладкие и ступенчатые цилиндрические, конические и фасонные поверхности.
Для обработки цилиндрической поверхности заготовка крепится либо в патроне либо в центрах и получает вращательное движение.
При
обработке в центрах на деталь надевается
хомутик, вращаемый поводковой планшайбой.
Обработка ведется проходным резцом:
прямым, отогнутым или, если нужно получить
уступ, (ступень ), упорным. Инструмент
получает продольную подачу.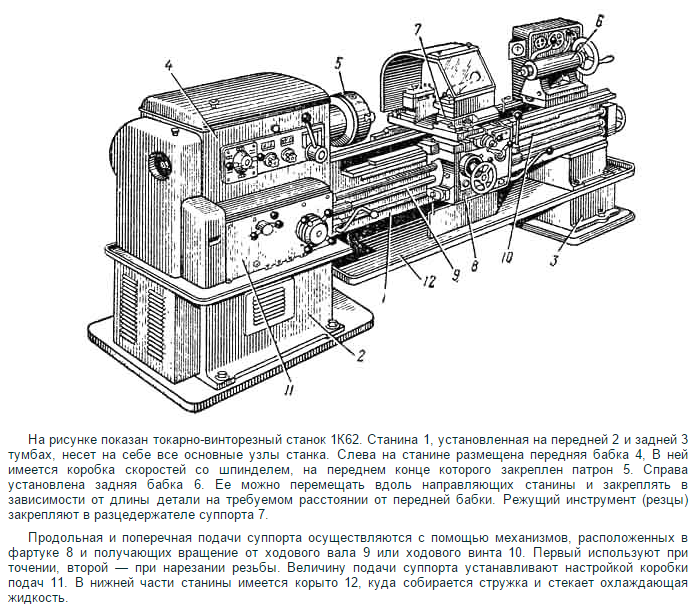
Чтобы заготовка большой длины не прогибалась, применяются специальные приспособления люнеты: подвижной, устанавливаемый на каретке суппорта и движущийся вместе с ней, и неподвижный, крепящийся на станине. При работе в центрах на заготовке закрепляется хомутик, а крутящий момент передается ему поводковой планшайбой.
Конические поверхности получаются при обтачивании в том случае, когда проходной резец получает перемещение под нужным углом к заготовке. Это можно осуществить либо наклоном инструмента по отношению к оси заготовки за счет поворота верхней части суппорта ( применяется для обработки коротких конусов ), либо поворотом заготовки посредством смещения в поперечном направлении задней бабки ( применяется при обработке длинных конусов ) , либо дав резцу одновременно продольную и поперечную подачу.
Фасонные
детали получают при обтачивании заготовок
фасонными резцами, заточенными по форме
обрабатываемой поверхности, или при
работе проходными резцами по копиру. В
последнем случае салазки связываются
с копиром, и резец копирует его профиль.
Этим же способом, придав копиру форму
плоской линейки, можно обтачивать также
и конусы.
В
последнем случае салазки связываются
с копиром, и резец копирует его профиль.
Этим же способом, придав копиру форму
плоской линейки, можно обтачивать также
и конусы.
Растачиванием получают цилиндрические, конические и фасонные отверстия. Для этого, укрепив сверло в пиноли задней бабки, а заготовку в патроне, сверлят отверстие. Затем ему придают нужные форму и размеры с помощью расточных резцов. Вместо растачивания применяют также зенкерование и развертывание.
Подрезанием обрабатывают торцевые поверхности у валиков, втулок, плоскости в корпусных деталях. Оно выполняется подрезными резцами, получающими поперечную подачу.
При поперечной подаче производят также прорезание канавок и отрезание заготовок канавочными или отрезными резцами.
Резьбу
можно нарезать резьбовыми резцами на
токарно – винто-резных станках. Резец
имеет форму впадины между витками. Для
нарезания резьбы кинематическая цепь
подачи настраивается так, чтобы за один
оборот заготовки резец получил продольное
перемещение на величину шага резьбы.
ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
1. Ознакомление с сущностью процесса точения и основными видами токарных резцов.
2. Анализ устройства и работы токарного станка модели 1K62.
3. Рассмотрение основных видов токарных работ.
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
Какие станки относятся к токарной группе?
Назовите принцип классификации токарных станков.
Назовите основные элементы устройства токарно-винторезного станка.
Как осуществляется движение подачи в токарно – винторезном станке?
Для чего используется в станке ходовой винт?
В чем назначение фартука и суппорта у токарного станка?
По кинематической схеме определите функционирование цепи главного движения.

По кинематической схеме станка определите функционирование механизма движения подачи.
Назовите основные разновидности токарных резцов.

Какие работы выполняются на универсальном токарно – винторезном станке модели IK62?
Какие резцы используются для обтачивания валов, подрезания торцов, обтачивания галтелей, нарезания резьб.
ОСНОВНЫЕ ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ ПРИ ВЫПОЛНЕНИИ ЛАБОРАТОРНОЙ РАБОТЫ
Перед выполнением лабораторной работы преподаватель проводит инструктаж по технике безопасности, что регистрируется в специальной книге личной росписью каждого студента.
Перед выполнением очередной работы преподаватель повторно инструктирует студентов в соответствии с проводимым занятием.
Студентам запрещается:
приступать к выполнению работ без ознакомления с правилами техники безопасности;
устанавливать инструмент и включать станок без разрешения и в отсутствии преподавателя;
прикасаться к
вращающейся заготовке или инструменту.
отводить и сметать стружку без применения металлических крючков или щеток и при неотключенном станке;
открывать электрощиты и коробки;
находиться в зоне отброса стружки;
подходить к работающим станкам в расстегнутых халатах и куртках, с неубранными под головной убор волосами, незастегнутыми рукавами и т.п.
Студент должен знать расположение рубильников аварийного отключения энергии и мест размещения средств огнетушения.
ЛАБОРАТОРНАЯ РАБОТА № 2
Компоненты перевозки – ToolNotes
- Carriage
- Фартук
- Сфера подачи мощности
- Power Feed Select
- Корпляная рух
- Маховик составного упора
- Стойка для инструментов
Каретка
Каретка является основным средством управления движением режущего инструмента. Каретка состоит из двух основных компонентов: седло и фартук .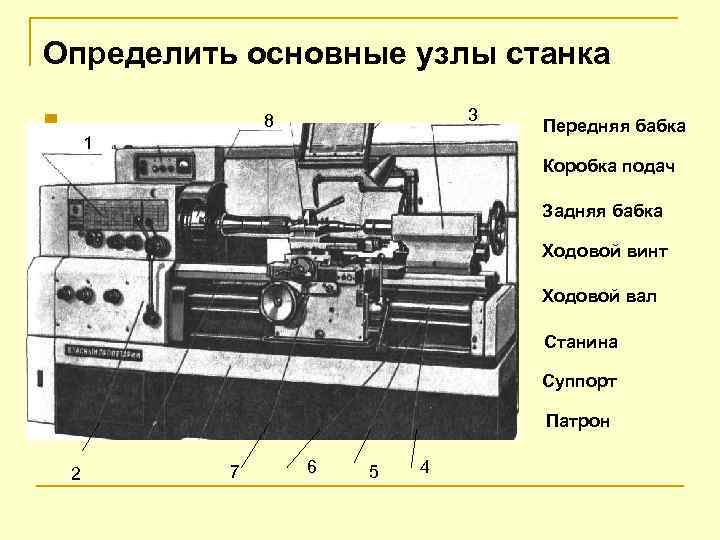
Фартук
Фартук представляет собой конструкцию, расположенную на передней грани каретки. Фартук отвечает за получение мощности от ходового винта или подающего стержня и передачу ее на питание либо самой каретки, либо поперечного салазка.
Муфта механической подачи
Муфта механической подачи представляет собой разъединитель между стержнем подачи и передним приводом. Он используется только при подаче с использованием подающего стержня для подачи каретки (в направлении Z) или поперечного салазка (по оси X). Он не используется для операций с потоками. Для резьбы 9Используется рычаг полугайки 0035 .
Муфта механической подачи используется для подключения и отключения питания от стержня подачи.Power Feed Select
Power Feed Select используется для управления подачей питания на каретку, поперечную подачу или ни на то, ни на другое. При заправке нити переключатель автоматической подачи должен находиться в нейтральном положении (ни то, ни другое).
Маховик каретки
Маховик каретки используется для ручного позиционирования каретки вдоль направляющих.
Маховик каретки используется для ручного позиционирования каретки вдоль направляющих.Рычаг с полугайкой
Рычаг с полугайкой (или разрезной гайкой) используется исключительно для нарезания резьбы. Он закрывает приводную гайку ACME, состоящую из двух частей, на ходовой винт. Чтобы использовать рычаг полугайки, переключатель механической подачи должен находиться в нейтральном положении, а мощность должна подаваться на ходовой винт, а не на стержень подачи. На многих токарных станках есть блокировка для предотвращения случайного зацепления полугайки с ходовым винтом. Токарный станок, неправильно отрегулированный с помощью полугайки, может быть поврежден, поэтому никогда не используйте этот рычаг без надлежащей подготовки и осторожности.
Рычаг полугайки используется только для нарезания резьбы. Полугайка должна зацепляться только тогда, когда токарный станок правильно настроен для нарезания резьбы.
Полугайка должна зацепляться только тогда, когда токарный станок правильно настроен для нарезания резьбы.Седло
Седло — это часть повозки, которая едет по путям. Он поддерживает поперечный суппорт, который, в свою очередь, поддерживает составную опору и резцедержатель.
Седло проходит вдоль спальных мест и поддерживает поперечное скольжение и составную опору.Поперечный суппорт
Поперечный суппорт перемещает инструмент в радиальном направлении по отношению к заготовке. Обычно ее называют осью «X». Изменения диаметра происходят в результате движения в направлении поперечного скольжения. Большинство токарных станков имеют силовую подачу в направлении поперечного скольжения.
Маховик с поперечными салазками
Хотя механическая подача обычно доступна для поперечных салазок, часто удобно позиционировать инструмент вручную. Для этой цели предусмотрен маховик поперечного скольжения. Поворот этого маховика перемещает поперечный салазок в радиальном направлении по отношению к заготовке, что приводит к изменению диаметра.
Составная подставка
Составная подставка используется для выполнения конусных резов. Конусы — это конические элементы, которые нельзя вырезать (на ручных станках) с помощью ортогонального движения каретки и поперечного салазка. Как правило, токарные станки с ЧПУ не имеют составного упора, потому что коническое движение достижимо под управлением компьютера за счет одновременного перемещения каретки и поперечного суппорта. Большинство токарных станков не имеют подачи питания к составной опоре.
Угол компаунда регулируется путем ослабления двух или более крепежных винтов и вращения компаунда.
Составной упор позволяет выполнять коническую резку на ручных станках.Маховик составного люнета
Составной люнет должен подаваться с помощью маховика, поскольку он обычно не имеет механической подачи.
Стойка для инструментов
Стойка для инструментов крепится к составной опоре и служит средством удержания режущих инструментов. Ручные токарные станки могут иметь различные инструментальные стойки. Быстросменный инструментальный пост, подобный показанному здесь, — это удобный способ смены инструментов. Подробнее о токарных инструментах и держателях см. здесь.
Быстросменный инструментальный пост, подобный показанному здесь, — это удобный способ смены инструментов. Подробнее о токарных инструментах и держателях см. здесь.
Компоненты токарного станка и их функции
До сих пор мы собрали основные сведения о токарном станке, но вкратце. Сегодня мы подробно рассмотрим основные части токарного станка и их функции. Если вы должны знать, есть некоторые основные части, которые учащиеся должны знать, и как они работают. К этим основным частям относятся:
Передняя бабка – эта деталь прочно закреплена на внутренних направляющих на левом конце станины станка. Он содержит по существу полый шпиндель и предназначен для приведения в движение и изменения скорости шпинделя.
Задняя бабка – задняя бабка расположена на правом конце станины, что помогает поддерживать заготовку на другом конце. Он также отлично работает при выполнении таких операций, как сверление, развертывание, нарезание резьбы и т.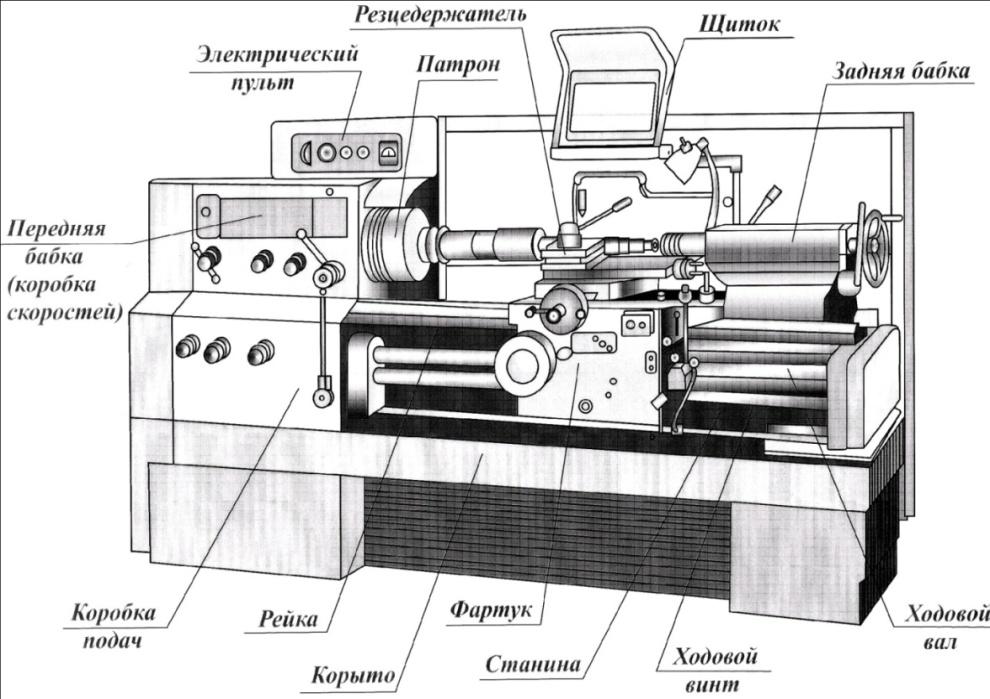 д.
д.
Каретка — назначение каретки на токарном станке — поддерживать, направлять и подавать инструменты к заготовке во время процесса.
Станина – эта часть является основанием станка, передняя бабка, задняя бабка и каретка расположены вверху станины. Коляска даже упирается в кровать и скользит по ней.
Кровать должна быть достаточно жесткой, чтобы предотвратить отклонение, и должна выдерживать операции. Еще одна особенность станины токарного станка — способность противостоять вибрации.
Стойка для инструмента – Стойка для инструмента расположена в самой верхней части каретки. Он используется для хранения различных инструментов и бывает трех типов. К ним относятся стойка с кольцом и коромыслом, стойка с быстрой сменой инструмента и стойка с квадратной головкой
Части токарного станка
Другие компоненты токарного станка включают;
Нога – эта деталь несет на себе весь вес станка и переносит его на землю. Именно поэтому он прочно крепится к полу фундаментным болтом.
Именно поэтому он прочно крепится к полу фундаментным болтом.
Составная опора – составная опора поддерживает резцедержатель и режущий инструмент в различных положениях. Он предназначен для поворота в любом желаемом направлении в горизонтальной плоскости, что делает его подходящим для углов поворота и позволяет выполнять конусную резку.
Седло – Седло из H-образного литья, имеет V-образную направляющую и плоскую направляющую для установки на направляющие станины станка
Поперечный салазок – эта часть крепится к верхней части седла и имеет Т-образный паз.
Ходовой винт – ходовой винт также называется силовым винтом или поступательным винтом. Он играет важную роль, поскольку преобразует вращательное движение в линейное движение. Ходовой винт используется для нарезания резьбы.
Подающий стержень – подающий стержень используется для перемещения каретки с левой стороны на правую и с правого размера на левый размер.