нормы, методики расчета для сварки труб
Главная » Сварка » Сварочные Материалы
Сварочные Материалы
Автор admin На чтение 4 мин. Просмотров 3.9k. Опубликовано
Расход электродов при сварке влияет и на продолжительность, и на производительность рабочего процесса. Ведь отработавший свое штучный электрод нужно заменить новым источником присадочного материала. Поэтому опытные сварщики держат под руками достаточное количество электродов.
Причем электроды еще нужно приготовить, прокалив в сушилке не менее полутора-двух часов. И в этой статье мы расскажем вам, как определяется это «достаточное количество».
Содержание
- Вводные параметры
- Норма расхода электродов на сварку
- Расход электродов при сварке труб – теоретические расчеты
- Сварка электродом — расход на практике
Вводные параметры
В качестве вводных данных при расчете количества расходуемых электродов фигурируют следующие параметры:
- Масса наплавки – вес металла, заполняющего стыковочный шов.
 Точный расчет наплавки приводится в технологической карте процесса сварки. А согласно грубым расчетам масса наплавки равна 1-1,5 процентам от общего веса металлоконструкции.
Точный расчет наплавки приводится в технологической карте процесса сварки. А согласно грубым расчетам масса наплавки равна 1-1,5 процентам от общего веса металлоконструкции. - Габариты сварочного шва, а точнее его длина. Ее измеряют с помощью рулетки по длине стыка. Причем результаты измерения нужно умножить на количество швов в разделе. Ведь глубокие стыки заваривают двумя-тремя швами, которые накладываются последовательно или параллельно.
- Нормы расхода на один погонный метр сварочного шва. Этот параметр определяется, исходя из множества критериев. Поэтому подробную методику определения норм мы приведем ниже по тексту.
 Точный расчет наплавки приводится в технологической карте процесса сварки. А согласно грубым расчетам масса наплавки равна 1-1,5 процентам от общего веса металлоконструкции.
Точный расчет наплавки приводится в технологической карте процесса сварки. А согласно грубым расчетам масса наплавки равна 1-1,5 процентам от общего веса металлоконструкции.Норма расхода электродов на сварку
Норма расхода – это масса наплавки в сварочном шве длиной в один метр.
Причем существуют следующие нормы расхода:
- Операционная, которая вычисляется в зависимости от типа сварочной операции.
- Детальная, которую вычисляют по массе наплавки в процессе сварки одной детали.
- Узловая, которую вычисляют по массе наплавки в процессе сварки конкретного узла металлоконструкции.

То есть, на конкретную норму расхода влияет и технология сварки, и форма сварочного шва и общее количество швов в металлоконструкции, и многое другое. Поэтому конкретные нормы расхода нужно определять либо по теоретическим выкладкам (формулам), либо по практическим наблюдениям.
Расход электродов при сварке труб – теоретические расчеты
Теория процесса расчета расхода электродов заключается в вычислении нормы расхода на один метр шва и делении этой величины на вес одного электрода. В итоге мы получаем норму расхода не в килограммах наплавки, а в поштучном исчислении количества электродов. После этого поштучная норма умножается на метраж, и результат округляется до целого значения (в большую сторону).
Норма расхода в килограммах определяется по массе наплавленного металла: объем раздела длинной в один метр умножается на плотность металла. Причем для упрощения расчета объем раздела можно вычислить, как объем цилиндра с диаметром, равным большей (внешней) стороне стыка.
Полученное значение увеличивают в 1,4-1,8 раза (поправка на огарки от электродов). Причем каждая из шести групп электродов имеет свое значение упомянутого коэффициента. Поэтому конкретные цифры стоит поискать в справочнике.
Формула подсчетов расхода выглядит следующим образом:
Н=Мк,
Где Н – это нормированный расход на метровый сварочный шов, М — это масса наплавленного металла в шве, к – это коэффициент поправки на огарки.
Сварка электродом — расход на практике
Если вы не сторонник сложных вычислений, то наилучшим способом определения расхода электрода для вас будет следующая методика:
- Вы берете две детали из нужного вам материала и один электрод нужного вам типа.
- Детали размещаются на сварочном столе в определенном положении, которое будет характерно для реальной сварочной операции. То есть вы имитируете условия формирования нижнего, вертикального или полочного шва.
- После этого вам остается только заварить стык между деталями, используя для этих целей один электрод.
- Далее, вы промеряете длину сварочного шва, который получили с помощью одного электрода.

Полученное значение – длину шва из одного электрода – сопоставляют с общей длиной сварочных швов, выходя на рекомендуемое количество прутков с присадочным материалом.
Указанный способ работает ничуть не хуже, чем табличный расчет. А если повторить этот эксперимент три-четыре раза, то среднее значение окажется намного точнее. Но в любом случае отклонения практического способа от теоретического вычисления расхода – малозначительны.
Расчет расхода электродов при сварочных работах
Большую роль в производственных и строительных процессах играет планирование. Это касается не только финансового аспекта, но также запасов материалов и расходников, необходимых на сборку или возведение конструкции.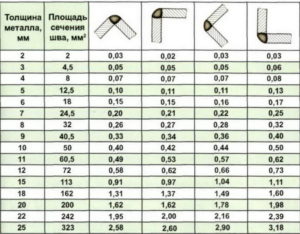 Рассчитать эти параметры нужно перед работой, чтобы в дальнейшем не возникло сложностей с производством и нехваткой ресурсов.
Рассчитать эти параметры нужно перед работой, чтобы в дальнейшем не возникло сложностей с производством и нехваткой ресурсов.
Говоря о сварке, нужно уточнить, что расход электродов имеет большое значение по большей части только для крупных производств, где задействовано огромное количество расходников. Для домашнего хозяйства, такие параметры как расход на метр шва и 1 кг наплавленного металла, не имеют значения.
Что влияет на расход электродов?
Прежде чем приступать к расчетам расхода, нужно выяснить, что именно на него влияет. Есть несколько главных параметров от которых зависит расход:
- длина и глубина шва;
- вес наплавленного металла, определяемый относительно всей конструкции;
- вес наплавленного металла на метр шва;
- тип сварочных работ.
Расход зависит от нескольких факторов, которые в совокупности могут дать довольно большие цифры. Именно поэтому очень важно провести предварительные расчеты и только после этого заказывать электроды и приступать к работам.
Расход электродов при сварке
Оказывает прямое влияние на производительность и продолжительность рабочего процесса. Отработанное присадочное изделие для сварки необходимо заменить новым.
Если под рукой сварщика не окажется нужных электродов, это отразится на сроках проведения сварки в сторону увеличения. Докупить присадочный материал не является основной проблемой. Все усложняется тем, что он требует предварительной подготовки. Электроды надо прокалить и просушить. Это занимает от полутора до двух часов.
Когда электроды нужны для наплавки нескольких килограмм металла, ситуация не столь критична, в отличие от сварки габаритных металлоконструкций. Любой простой чреват и временными, и финансовыми затратами. Чтобы процесс работы ничего не тормозило, предельно важно выполнить правильный расчет того, сколько электродов требуется на одну тонну металлоконструкций.
Читать также: Почему посудомоечная машина не набирает воду причины
Расчеты в теории и на практике
Расход тех или иных электродов является табличным значением, однако их можно вычислить и самостоятельно. Для этого есть 2 метода, универсальных для различных видов материалов. В первом используется такая формула:
Для этого есть 2 метода, универсальных для различных видов материалов. В первом используется такая формула:
H = M*K
- M — вес конструкции;
- К — коэф. расхода, берущийся из справочной литературы (1,5 — 1,9).
Второй метод рассчитывается по формуле:
G = F*L*M
- F — площадь поперечного сечения;
- L — длина шва;
- М — вес 1 куб. см расходников.
Это все теоретические расчеты, но на практике большое значение также имеют огарки, сила тока и напряжение, а также длина соединения.
Норма расхода электродов на 1 метр шва
Количество электродов на выполнение определенного вида работ можно определить самостоятельно. Она суммарно включает наплавленный слойи непродуктивные потери: огарки, шлак, разбрызгивание. На первом этапе вычисляется масса наплава. Результат определяется по формуле:
масса = площадь сечения шва поперечная * плотность свариваемого металла * длина сварного соединения
Показатель плотности металла берется из справочной литературы. К примеру, эталонная плотность стали углеродистой будет составлять 7,85 г/см куб., а никельхромовой стали составит 8,5 г/см куб. поле этого используется вторая формула, позволяющая определить суммарное количество электродов, необходимых для выполнения сварочных работ:
К примеру, эталонная плотность стали углеродистой будет составлять 7,85 г/см куб., а никельхромовой стали составит 8,5 г/см куб. поле этого используется вторая формула, позволяющая определить суммарное количество электродов, необходимых для выполнения сварочных работ:
расход = масса наплава * коэффициент
Коэффициент расхода для используемых марок электродов разный. Необходимые данные можно найти в нормативной литературе. Если требуется узнать расход электродов в кг/м, то длина шва в первой формуле подставляется не в сантиметрах, а в метрах.
Погрешности, возникающие при расчетах
Рассчитать все в точности почти невозможно. В любой ситуации будут небольшие “разногласия” с тем, что планировалось изначально. Практические методы расчета расхода электродов значительно точнее теоретических, однако даже с ними бывает сложно предугадать каким получится стык и как поведет себя материал. Погрешности могут возникать по разным причинам:
- режим сварки и токи;
- особенности электродов, которыми ведутся работы;
- мастерство сварщика и т. д.
 д.
д.Каждый раз, когда вы рассчитываете расход материалов, нужно закладывать в итоговую цифру погрешность. Стандартное значение погрешности составляет примерно 5 — 7%. Если после работ выяснилось, что расход значительно превысил допустимую погрешность, значит при сварке произошли какие-то нарушения процесса.
Даже если количество расходников просчитано максимально точно, нужно иметь небольшой запас, чтобы застраховаться от бракованных стержней.
Как снизить расход электродов при сварке
Существует несколько рекомендаций, которые позволят снизить затраты при приобретении сварочных материалов:
1. Использование автоматического или полуавтоматического сварочного аппарата позволяет добиться наибольшей экономии. При сваривании в ручном режиме потери могут составлять от 5% и более. Механизация процесса обеспечивает снижение данного показателя в два раза. Высокое качество оснащение и расходников могут сделать сокращение затрат максимальным.
2. Каждая конкретная марка стержней подразумевает использование определенного вида и величины тока. При настройке сварочного аппарата стоит обращать особое внимание на данные параметры. Неправильный режим сварки может привести к значительным финансовым потерям.
3. Расход электродов может варьироваться в зависимости от положения прутка при сваривании. Некоторые исполнители путем практических тестов или расчетов, самостоятельно определяют оптимальное положение.
Следуя данным советам и грамотно выбирая электрод, расход материалов можно сократить практически на 30%.
Сколько электродов содержится в 1 кг?
После того как все данные по необходимому объему материалов получены, можно приступать к закупке расходников. Отсюда появляется другой вопрос — сколько упаковок со стержнями нужно покупать? Чтобы это определить, надо посчитать сколько прутков содержится в 1 кг. Килограмм — это стандартная упаковка электродов. Здесь важно учитывать все параметры:
- диаметр;
- длина;
- вес;
- толщина упаковки;
Чем больше эти параметры, тем меньше электродов в пачке.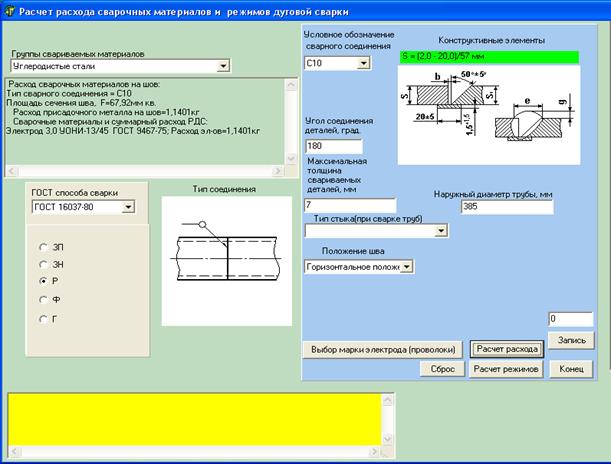 Несмотря на все эти параметры, средний вес электрода можно узнать по его диаметру. В этой таблице приведена средняя масса электродов с разными, наиболее часто использующимися диаметрами:
Несмотря на все эти параметры, средний вес электрода можно узнать по его диаметру. В этой таблице приведена средняя масса электродов с разными, наиболее часто использующимися диаметрами:
| Диаметр, мм | Средняя масса, гр |
| 2,5 | 17 |
| 3 | 26 |
| 4 | 57 |
| 5 | 82 |
Количество электродов в кг
После получения готовых данных о необходимом количестве электродов, сварщик переходит к закупке материалов. Здесь возникает ещё один вопрос: сколько следует приобретать упаковок с расходниками. Для этого нужно определить какое число стержней составляет 1 кг (стандартная пачка). На данный показатель влияют все параметры сварочных материалов:
- диаметр;
- длина прутка;
- вес стержня;
- толщина герметичной упаковки.
Чем больше эти параметры, тем меньше прутков в пачке.
Однако, следует знать, что электроды определенного диаметра имеют собственную среднюю массу:
| Диаметр электрода | 2,5 | 3,0 | 4,0 | 5,0 |
| Масса, грамм | 17,0 | 26,1 | 57,0 | 82,0 |
Как рассчитывается расход на метр шва?
Многие сайты предлагают возможность рассчитать расход электродов онлайн. Делается это очень просто — нужно ввести несколько цифр и калькулятор выдаст вам искомую величину.
Делается это очень просто — нужно ввести несколько цифр и калькулятор выдаст вам искомую величину.
Опытные сварщики предпочитают рассчитывать все самостоятельно. Они применяют для этого такую формулу:
Н = Нсв + Нпр + Нправ
- Нсв — расход на сваривание;
- Нпр — расход на проставление прихваток;
- Нправ — расход на правки, проводящиеся холостыми валиками.
Норма расхода на прихваточные работы определяется относительно расхода на прочие работы. При толщине конструкции до 1,2 см, она составляет 15% от основного расхода. При толщине более 1,2 см — 12%.
Как рассчитывается расход при сварке труб?
В теории расчет этого параметра производится очень просто. Нужно разделить расход на метр шва на вес одного электрода. В результаты мы получим количество стержней, необходимое для работы. Количество стержней нужно умножить на метраж. Полученная цифра округляется в большую сторону.
Чтобы получить значение в килограммах, нужно провести такие вычисления: разделить объем раздела на плотность металла. Первый параметр — это объем цилиндра (диаметр берется по большей стороне стыка). Получившееся значение нужно умножить на 1,4 — 1,8. Это поправка на огарки.
Первый параметр — это объем цилиндра (диаметр берется по большей стороне стыка). Получившееся значение нужно умножить на 1,4 — 1,8. Это поправка на огарки.
Расход при сварке труб может отличаться в зависимости от соединяемых стыков — наличия/отсутствия скосов и т. д.
Норма расхода электродов на 1 стык трубы
Ведомственные строительные нормы (разделы ВСН 452-84 или ВСН 416-81) содержат информацию о норме расхода электродов на 1 стык трубопровода и на 1 метр шва. Показатели разделены в зависимости от вида сварки:
- ММА – ручная дуговая;
- TIG – ручная аргоновая;
- автоматическая с использованием флюса и другие.
Далее приведена часть таблицы с примером утвержденных нормативов для соединения типа С8:
Способы экономии материалов
Есть несколько способов, позволяющих экономить на расходниках. Это позволит уменьшить затраты на покупку стержней:
- Используйте автоматические и полуавтоматические аппараты. При ручной сварке могут возникать потери более 5%. Помните, что чем выше качество расходников и оборудования, тем эффективнее производится сварка, а значит происходит меньше потерь.
- Разные марки и модели электродов работают с разным током. Настраивая аппарат, обращайте на это внимание. При подборе неправильных режимов сварки, можно понести большие потери.
- На расход влияет технология сварки. Так, при неправильном угле стержня, расход может увеличиваться.
 При ручной сварке могут возникать потери более 5%. Помните, что чем выше качество расходников и оборудования, тем эффективнее производится сварка, а значит происходит меньше потерь.
При ручной сварке могут возникать потери более 5%. Помните, что чем выше качество расходников и оборудования, тем эффективнее производится сварка, а значит происходит меньше потерь.Опытные сварщики на практике выясняют, какой угол сварки является оптимальным. Это дает им возможность работать быстро и экономно.
Придерживаясь таких рекомендаций, правильно подбирая электроды и внимательно настраивая оборудование, можно значительно сэкономить расход материалов.
Снижение затрат
Для небольших бытовых работ затраты на расходники при дуговой сварке составляют относительно небольшие суммы. Поэтому, увеличение по какой-либо причине количество затраченных материалов мало что меняет.
Другое дело, когда речь о сварочных работах на крупной стройке, или ремонтном цехе. Здесь перерасход в доли процентов оборачивается тысячными убытками.
Мероприятия, направленные на снижение расходов при сварочных работах, ведут по следующим направлениям:
- Повышение квалификации персонала
- Качество сварочного оборудования, своевременное его обслуживание, ремонт и регулировка при необходимости.
- Улучшение качества используемых материалов, подготовки мест соединений.
- Использование новых технологий, замена, где это возможно, ручной сварки автоматической и полуавтоматической.
Стрельцов В. сварщик со стажем 22 года: «Опытный сварщик даже на худшем оборудовании, сырыми электродами израсходует их меньше, чем новичок. Разумеется, это не исключает необходимость соблюдения технологии».
Таблицы расходов
Теперь ближе познакомимся с таблицами стандартных значений расхода для различных электродов и типов сварки.
Расход на килограмм наплавленного металла
Сварка углеродистых и низколегированных сталей
Тип Э42
| Марка | ВСЦ-4 | ОЭС-23 | АНО-6 | АНО-17 | ОМА-2 | ВСЦ-4М |
| Расход, кг | 1,6 | 1,65 | 1,7 | 1,8 | ||
Тип Э42А
| Марка | УОНИ 13-45 | УОНИ 13-45А |
| Расход, кг | 1,6 | 1,7 |
Тип Э46
| Марка | Расход, кг |
| ОЗС-6 | 1,5 |
| АНО-13 | 1,6 |
| ВРМ-26 | |
| АНО-21 | 1,65 |
| АНО-4 | 1,7 |
| АНО-24 | |
| АНО-34 | |
| ВРМ-20 | |
| МР-3 | |
| ОЗС-12 |
Тип Э46А
| Марка | УОНИ 13-55К | ТМУ-46 |
| Расход, кг | 1,6 | 1,65 |
Тип Э50
| Марка | ВСЦ-3 | 55-У |
| Расход, кг | 1,7 | 1,8 |
Тип Э50А
| Марка | Расход, кг |
| ОЗС-18 | 1,5 |
| ТМУ-21У | |
| ОЗС-25 | 1,6 |
| ОЗС-28 | |
| ОЗС-33 | |
| АНО-27 | 1,65 |
| ИТС-4 | 1,7 |
| УОНИ 13-55 | |
| ЦУ-5 | |
| ЦУ-7 |
Тип Э55
| Марка | МТГ-02 |
| Расход, кг | 1,55 |
Тип Э60
| Марка | МТГ-01К | ВСФ-65 | ОЗС-24М | УОНИ 13-65 |
| Расход, кг | 1,55 | 1,6 | ||
Сварка сталей с высоким содержанием легирующих компонентов
| Марка | Расход, кг |
| ОЗЛ-36 | 1,5 |
| ЗИО-3 | 1,55 |
| ЭА-898/19 | 1,6 |
| ОЗЛ-14А | |
| АНВ-32 | |
| ЭА-606/10 | 1,7 |
| ЦТ-15 | |
| ЦТ-15К | |
| ЦЛ-11 |
Сварка сталей, устойчивых к коррозии
| Марка | ОЗЛ-8 | ОЗЛ-14 | ОЗЛ-12 | ЭА-400/10У | ЭА-400/10Г |
| Расход, кг | 1,7 | 1,75 | 1,8 | ||
Сварка сталей, устойчивых к высоким температурам
| Марка | Расход,кг |
| ТМЛ-1, ТМЛ-1У, ТМЛ-3У | 1,5 |
| ЦУ-2М, ТМЛ-3, ЦЛ-27А | 1,55 |
| УОНИ 13-15М, УОНИ 13-ХМ, ЦЛ-39, ЦЛ-36, ЦЛ-40, ЦЛ-17 | 1,6 |
| ЦЛ-26М, ЦЛ-41 | 1,65 |
| ЦЛ-6, ЦЛ-55, АНВ-1 | 1,7 |
| ЦЛ-10 | 1,75 |
| ОЗС-11 | 1,8 |
Сварка разнородных сталей
| Марка | ИМЕТ-10 | АНЖР-2 | АНЖР-1, НИИ-48Г |
| Расход, кг | 1,3 | 1,6 | 1,7 |
Сварка жаропрочных сталей
| Марка | НИАТ-5, ЭА-395/9 | ЦТ-10 |
| Расход, кг | 1,6 | 1,7 |
Соединения без скоса кромок
| Положение шва | Толщина металла, мм | Зазор, мм | Масса наплавленного металла, кг/1 м шва |
| Нижнее | 1 | 0 | 0,02 |
| 1,5 | 0,5 | 0,02 | |
| 2 | 1 | 0,03 | |
| 3 | 1,5 | 0,05 | |
| 4 | 2 | 0,13 | |
| 5 | 2 | 0,16 | |
| 6 | 2,5 | 0,21 | |
| 7 | 3 | 0,28 | |
| Горизонтальное | 1 | 0 | 0,02 |
| 1,5 | 0,5 | 0,03 | |
| 2 | 1 | 0,04 | |
| 3 | 1,5 | 0,07 | |
| 4 | 2 | 0,17 | |
| 5 | 2,5 | 0,2 | |
| 6 | 3 | 0,25 | |
| 7 | 3 | 0,33 | |
| Потолочное | 4 | 2 | 0,08 |
| 5 | 2 | 0,13 | |
| 6 | 2,5 | 0,14 | |
| 7 | 3 | 0,16 |
Угловые соединения
| Параметры | Масса наплавленного металла, кг/1 м шва | ||||
| Толщина металла, мм | Сечение шва, кв. мм мм | ||||
| 2 | 2 | 0,03 | 0,02 | 0,03 | 0,03 |
| 3 | 4,5 | 0,05 | 0,05 | 0,05 | 0,06 |
| 4 | 8 | 0,07 | 0,07 | 0,07 | 0,08 |
| 5 | 12,5 | 0,1 | 0,11 | 0,11 | 0,13 |
| 6 | 18 | 0,15 | 0,15 | 0,16 | 0,17 |
| 7 | 24,5 | 0,2 | 0,21 | 0,22 | 0,25 |
| 8 | 32 | 0,26 | 0,27 | 0,28 | 0,32 |
| 9 | 40,5 | 0,33 | 0,34 | 0,36 | 0,4 |
| 10 | 50 | 0,4 | 0,42 | 0,44 | 0,5 |
| 11 | 60,5 | 0,49 | 0,53 | 0,57 | 0,62 |
| 12 | 72 | 0,58 | 0,62 | 0,66 | 0,73 |
| 15 | 113 | 0,91 | 0,97 | 1,04 | 1,11 |
| 18 | 162 | 1,31 | 1,37 | 1,49 | 1,6 |
| 20 | 200 | 1,62 | 1,62 | 1,78 | 1,98 |
| 22 | 242 | 1,95 | 2 | 2,16 | 2,39 |
| 25 | 323 | 2,58 | 2,6 | 2,9 | 3,18 |
Тавровые соединения
| Параметры | Масса наплавленного металла, кг/1 м шва | ||||
| Толщина металла, мм | Сечение шва, кв. мм мм | ||||
| 2 | 4 | 0,04 | 0,05 | 0,04 | 0,04 |
| 2,5 | 6,5 | 0,06 | 0,07 | 0,06 | 0,07 |
| 3 | 9 | 0,08 | 0,1 | 0,09 | 0,09 |
| 3,5 | 12,5 | 0,11 | 0,13 | 0,12 | 0,13 |
| 4 | 16 | 0,14 | 0,16 | 0,15 | 0,17 |
| 4,5 | 20,5 | 0,18 | 0,2 | 0,19 | 0,21 |
| 5 | 25 | 0,22 | 0,25 | 0,24 | 0,26 |
| 5,5 | 30,5 | 0,26 | 0,29 | 0,28 | 0,32 |
| 6 | 36 | 0,31 | 0,33 | 0,34 | 0,37 |
| 6,5 | 42,5 | 0,37 | 0,39 | 0,4 | 0,44 |
| 7 | 49 | 0,43 | 0,45 | 0,44 | 0,51 |
| 7,5 | 56,5 | 0,47 | 0,51 | 0,5 | 0,58 |
| 8 | 64 | 0,55 | 0,58 | 0,6 | 0,65 |
| 9 | 81 | 0,69 | 0,74 | 0,75 | 0,86 |
| 10 | 100 | 0,85 | 0,89 | 0,91 | 1,02 |
| 11 | 121 | 1,03 | 1,08 | 1,12 | 1,23 |
| 12 | 144 | 1,22 | 1,27 | 1,33 | 1,48 |
| 13 | 169 | 1,41 | 1,49 | 1,53 | 1,73 |
| 14 | 196 | 1,62 | 1,76 | 1,78 | 2,02 |
| 15 | 225 | 1,86 | 1,95 | 2,07 | 2,31 |
V-образные соединения (односторонние)
| Толщина металла, мм | Зазор, мм | Масса наплавленного металла, кг/1 м шва | ||||
| Положение шва | ||||||
| Нижнее 50 ° | Нижнее 60° | Вертикал 70° | Потол 80° | Гориз 60° | ||
| 4 | 1 | 0,09 | 0,1 | 0,132 | 0,14 | 0,11 |
| 5 | 1 | 0,13 | 0,15 | 0,19 | 0,22 | 0,16 |
| 6 | 1 | 0,17 | 0,2 | 0,29 | 0,3 | 0,24 |
| 7 | 1,5 | 0,26 | 0,3 | 0,38 | 0,44 | 0,33 |
| 8 | 1,5 | 0,31 | 0,37 | 0,47 | 0,55 | 0,44 |
| 9 | 1,5 | 0,38 | 0,44 | 0,59 | 0,69 | 0,51 |
| 10 | 2 | 0,49 | 0,57 | 0,76 | 0,86 | 0,64 |
| 11 | 2 | 0,56 | 0,66 | 0,89 | 1,02 | 0,76 |
| 12 | 2 | 0,65 | 0,77 | 1,05 | 1,23 | 0,89 |
| 14 | 2 | 0,86 | 1,02 | 1,34 | 1,6 | 1,17 |
| 15 | 2 | 0,97 | 1,15 | 1,55 | 1,81 | 1,34 |
| 16 | 2 | 1,04 | 1,23 | 1,75 | 2,02 | 1,46 |
| 18 | 2 | 1,33 | 1,6 | 2,17 | 2,51 | 1,83 |
| 20 | 2 | 1,63 | 1,94 | 2,62 | 3,11 | 2,21 |
| 25 | 2 | 2,46 | 2,94 | 4 | 4,76 | 3,34 |
Первый и подварочный проход при V-образном соединении
| Положение шва | Толщина, мм | Масса наплавленного металла, кг/1 м шва | Диаметр электрода, мм |
| Нижнее | 6-12 | 0,1 | 3 |
| Нижнее | больше 12 | 0,15 | 4 |
| Вертикальное | больше 8 | 0,15 | 3 |
| Горизонтальное | больше 8 | 0,15 | 3 |
| Потолочное | больше 10 | 0,1 | 3 |
Кольцевая сварка трубопроводов | все о трубопроводах
- Главная
- Главная страница статьи
- Кольцевая сварка – Трубопроводы
Введение
Основой строительства трубопровода является кольцевая сварка линейных труб, т. е. чем выше скорость сварки, тем больше достигается прогресс. Процесс кольцевой сварки (ссылка 1) применяется при магистральной сварке, врезной сварке и ремонтной сварке магистральных труб. Однако кольцевая сварка трубопровода создает множество дополнительных проблем по сравнению с обычной заводской или заводской сваркой труб, поскольку она должна выполняться под наблюдением Матери-природы.
е. чем выше скорость сварки, тем больше достигается прогресс. Процесс кольцевой сварки (ссылка 1) применяется при магистральной сварке, врезной сварке и ремонтной сварке магистральных труб. Однако кольцевая сварка трубопровода создает множество дополнительных проблем по сравнению с обычной заводской или заводской сваркой труб, поскольку она должна выполняться под наблюдением Матери-природы.
Рост трубопроводной промышленности потребовал использования более прочной стали и больших размеров линейных труб для общей экономической жизнеспособности различных проектов. Различные разработки и усовершенствования, достигнутые в процессах кольцевой сварки линейных труб, позволили трубоукладчикам мечтать о более длинных и крупных трубопроводах из стали с высокой прочностью на растяжение.
Примечание: Эта статья посвящена исключительно процессу кольцевой сварки при строительстве трубопроводов. Целевой аудиторией являются профессионалы, вовлеченные в процессы сварки трубопроводов, но не являющиеся экспертами, так как в этой статье сварка углеводородных трубопроводов рассматривается с высоты птичьего полета и не вдается в мельчайшие детали.
Целевой аудиторией являются профессионалы, вовлеченные в процессы сварки трубопроводов, но не являющиеся экспертами, так как в этой статье сварка углеводородных трубопроводов рассматривается с высоты птичьего полета и не вдается в мельчайшие детали.
Определения
Скорость наплавки: Скорость, с которой металл сварного шва может быть наплавлен данным электродом или сварочной проволокой, обычно выражается в «фунтах/час» или «кг/час». Он основан на непрерывном производстве, не оставляя времени на остановки/запуски/очистку или установку новых электродов. Скорость наплавки прямо пропорциональна используемому сварочному току.
- На машине постоянного тока – увеличение силы тока увеличивает скорость осаждения
- Для машины постоянного напряжения – увеличение скорости подачи проволоки увеличивает скорость наплавки
 В основном определяется как процент, например. На 100 кг покрытых электродов с КПД 65% наплавляется 65 кг металла шва.
В основном определяется как процент, например. На 100 кг покрытых электродов с КПД 65% наплавляется 65 кг металла шва.Сварка в гору: Если направление движения электрода против силы тяжести, то метод сварки называется сваркой в гору. Обычно считается, что подъем в гору делает соединение более прочным и надежным, но имеет более высокий потенциал прогорания.
Сварка под наклоном: Если направление движения электрода направлено в сторону силы тяжести, то этот метод называется сваркой под уклоном. Процесс сварки под наклоном очень чувствителен к параметрам сварки и требует более жесткого контроля, так как незначительное отклонение может привести к шлаковым включениям и отсутствию дефектов провара.
Виды кольцевой сварки Сварочные процессы
| Сл. НЕТ. | Процесс сварки | Преимущества | Недостатки |
|---|---|---|---|
| 1 | Дуговая сварка металлическим электродом в среде защитного газа (SMAW), широко известная как сварка дымовых труб (сноска 4) [ Режим приложения: Ручной ] |
|
|
| 2 | Дуговая сварка металлическим газом (GMAW) [ Режим применения: Полуавтоматический/ автоматический ] |
|
|
| 3 | Дуговая сварка порошковой проволокой (G-FCAW) – в среде защитного газа [ Режим применения: Полуавтоматический ] |
|
 |
| 4 | Дуговая сварка порошковой проволокой (G-FCAW) — самозащитная [Режим применения: Полуавтоматический ] |
|
|
| 5 | Дуговая сварка под флюсом (SAW) [ Режим применения: Полуавтоматический/ Автоматический ] |
|
|
| 6 | Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) или сварка вольфрамовым электродом в среде инертного газа (TIG) [ Режим приложения: Ручной/автоматический ] |
|
 |
Выбор сварочных процессов
Являясь основой строительства трубопровода, выбор процесса сварки должен учитывать следующее:
- Материал трубопроводной трубы: С развитием высококачественной стали современная трубопроводная промышленность использует трубопроводные трубы с минимальным пределом текучести более 56 000 фунтов на квадратный дюйм (т.е. Gr. X56), которые в основном состоят из микролегированных (ссылка 2) сталь. По мере увеличения прочности линейных труб за счет микролегирования увеличивается и подверженность водородному растрескиванию (HIC) линейных труб в зоне термического влияния (ЗТВ). Хотя линейные трубы из материала Гр. Х65 успешно сваривается методом SMAW с использованием целлюлозных электродов (№ 3) с предварительным подогревом или без него, однако для сварки труб из материала марки Х70 требуется предварительный нагрев концов труб перед сваркой до температуры 120°С. От 0298 o C до 140 o C (от 250 o F до 290 o F) необходимо для предотвращения HIC, а целлюлозные электроды можно использовать для кольцевой сварки.
Для сварки труб из материала класса X80 или более высокого класса рекомендуется использовать сварочные процессы с низким содержанием водорода (H 2 ) или GMAW. Тем не менее, процесс SMAW с основными электродами (электродами с низким/очень низким содержанием водорода) может использоваться для сварки труб из материала марки X80 только с должным вниманием.
- Диаметр и толщина стенки: Изготовление трубопроводов большого диаметра и/или толстостенных трубопроводов требует большего объема сварного шва или, другими словами, более высокой скорости наплавки металла шва. Этого можно достичь за счет автоматизации процесса кольцевой сварки. Все процессы сварки, применяемые при строительстве трубопроводов, кроме сварки SMAW, поддаются автоматизации. Полуавтоматический, механизированный и автоматический режимы процесса сварки или их комбинация должны применяться для магистральных трубопроводов для повышения производительности и своевременного завершения проекта. Автоматическая сварка может применяться на трубах с толщиной стенки ≥ 13,0 мм и диаметром ≥ 24 дюймов (610 мм) для повышения производительности сварки.
Размер трубы (NPS) Количество сварок в день на одну бригаду сварщиков Автоматическая сварка Полуавтоматическая/ ручная сварка 323,8 мм (12,75 дюйма) — 60 и 457,0 мм (18 дюймов) — 50 и 610,0 мм (24 дюйма) 60 40 б 910,0 мм (36 дюймов) 45 26 б 1219,0 мм (48 дюймов) 35 20 б 1422,0 мм (56 дюймов) 20 8 б Примечания: - Все проходы ручной сваркой.
- Корневой проход и горячий проход выполняются вручную, а остальные проходы – полуавтоматическим процессом.
- Все проходы ручной сваркой.
- Место сварки: Кольцевая сварка трубопровода выполняется на месте в месте, через которое проходит трубопровод, например, в пустыне, тропическом лесу, зоне вечной мерзлоты или на барже-трубоукладчике в случае подводных трубопроводов. Поэтому температура окружающей среды, влажность и т. д. также должны учитываться перед выбором процесса сварки. Для выполнения сварки труб при отрицательных или близких к нулю температурах требуется предварительный подогрев труб не менее чем до 16 или C для предотвращения теплового удара в ЗТВ. Если место расположения находится во влажных тропических лесах или в месте с высокой влажностью, например, укладочная баржа, работающая вблизи индийского или африканского побережья, использование электродов с низким содержанием водорода приводит к пористости. В таких условиях обычный целлюлозный электрод, которому для стабилизации дуги требуется влага, дает более качественный шов, чем электрод с низким содержанием водорода. В случае, если другие требования не позволяют отказаться от использования электрода с низким содержанием водорода, перед сваркой электроды должны быть подвергнуты обжигу для снижения их влажности.
Иногда требуется прокладка трубопровода в существующей траншеи, в которой зазор вокруг трубы недостаточен для прохода сварочным автоматом по всему периметру трубопровода. В таких условиях можно использовать ручной или полуавтоматический процесс.
- Период строительства/производительность: Строительство трубопроводов обычно страдает от огромного дефицита времени. Плотный график строительства требует прокладки трубопровода более высокими темпами, что требует большей производительности при минимальной частоте ремонтов. На шельфе продолжительность строительства становится прямо пропорционально капитальным затратам проекта, поскольку плата за использование баржи для строительства основана на дневных ставках. Поэтому ход строительства трубопроводов в основном контролируется количеством соединений (сварных швов) в день. Поэтому магистральная сварка была разработана как процесс массового производства. Заводские концы труб скошены для поддержки процесса сварки под наклоном для более быстрой сварки, что является нормой для трубопровода.
На большинстве барж-трубоукладчиков используется полностью автоматический процесс сварки (GMAW) для сварки трубопроводных труб для достижения более высокой скорости сварки и минимального количества ремонтов. Необходимо соблюдать осторожность при выборе фаски на конце трубы для труб, предназначенных для сварки автоматической сваркой, так как для различных автоматических сварочных аппаратов требуются разные виды фаски на конце трубы для надлежащего сплавления.
В связи с этим на барже иногда производится скашивание труб. Скорость ремонта может резко возрасти, если для работы с автоматическими сварочными аппаратами не будут задействованы обученные операторы.Процесс SMAW имеет наименьшую производительность, а процесс SAW имеет максимальную скорость наплавки металла шва. На трубоукладочных мегабаржах, где трубы подаются на линию обжига после двойного/тройного или четырехкратного соединения, применяется дуговая сварка под флюсом для соединения секций труб перед подачей на линию обжига для экономии времени.
- Свойства сварки: Кольцевые сварные швы на участке трубопровода могут находиться под автомобильным/железнодорожным переездом или стояками или свободным пролетом подводной лодки, которые подвергаются циклическим нагрузкам. Также напряжения укладки в трубопроводе при монтаже могут привести к деформациям сварного шва (укладка барабана). В случае, если рабочая жидкость является коррозионно-активной, металл сварного шва также должен противостоять такой деградации.
Кольцевой сварной шов в трубопроводах для углеводородов должен соответствовать всем требованиям в отношении минимальной прочности на растяжение, усталостной прочности, способности останавливать разрушение, коррозионной стойкости, твердости, пластичности и т. д., равной или выше, чем у основного металла трубы. Квалификация процедуры кольцевой сварки должна включать проверку этих свойств сварного шва и зоны термического влияния концов труб. Поэтому при выборе процесса сварки, электрода и других параметров сварки необходимо заранее учитывать эти требования.
- Качество (с точки зрения надежности и ремонтопригодности): Высококачественные сварные швы, гарантирующие надежность и низкие показатели ремонтопригодности, имеют решающее значение для строительства трубопроводов. Плохое качество сварных швов не только препятствует реализации проекта, но и снижает надежность всей трубопроводной системы. Часто трубопроводы прокладываются в самых отдаленных местах. Кольцевая сварка трубопровода должна соответствовать самым высоким параметрам качества, так как после прокладки трубопровода и демобилизации монтажной полосы с этого места становится очень трудно подъехать к месту проведения каких-либо ремонтных работ в будущем.
В случае повреждения трубопровода не только теряется значительный доход и наносится ущерб окружающей среде, но и утечка создает потенциальную опасность для местного населения. Небольшой инцидент неудачи может поколебать доверие местных жителей. Это значительно усложнит реализацию будущих проектов. Высокая надежность трубопроводов по сравнению с другими видами транспорта является отличительной чертой этой изначально высокой капитальной инфраструктуры. Следовательно, процесс сварки должен выбираться таким образом, чтобы кольцевые сварные швы (ссылка 1) были высокого качества для обеспечения более надежных трубопроводных систем.
- HSE (Health, Safety & Environment): Сварочный процесс, независимо от его сложности, приводит к множеству различных проблем со здоровьем, безопасностью и окружающей средой. Дым и газ, выделяемые в процессе сварки, содержат закиси азота (NO x ), двуокись/моноксиды углерода, озон (O 3 ), защитные газы, такие как аргон (Ar), гелий (He) и т. д., а также очень мелкие частицы. которые наносят вред не только здоровью сварщиков, но и окружающей среде. Нехватка пригодного для дыхания воздуха в замкнутых пространствах является одной из самых частых причин несчастных случаев. Для предотвращения скопления вредных паров в сварочных помещениях должны быть установлены вытяжные вентиляторы. Кроме того, из-за горячей обработки, связанной с процессом сварки, следует проявлять особую осторожность, чтобы избежать любого взрыва или пожара из-за близости к горючему материалу, особенно если сварочные работы выполняются вблизи существующих углеводородных установок. В случае сварочных соединений с существующими линиями, существующие линии должны быть должным образом очищены и промыты, чтобы очистить их от углеводородов перед началом сварки. Если в процессе сварки используется источник высокого напряжения/тока, то электрические провода должны быть новыми и подходящими по назначению, без стыков или с минимальным количеством стыков. В случае использования газовых баллонов стандартная рабочая процедура (СОП) должна обеспечивать надлежащее хранение и обращение с такими баллонами, чтобы предотвратить несчастный случай из-за любого акта небрежности.
- Стоимость: Экономика сварки играет наиболее важную роль при выборе процесса и спецификации сварочного процесса для кольцевой сварки. Один и тот же сварной шов может иметь разную стоимость в зависимости от выбора:
- Скорость осаждения
- Эффективность осаждения
- Процесс сварки (SMAW, GMAW, FCAW, SAW)
- Совместная конструкция
- Объем сварки
- Коэффициент времени дуги
Стоимость сварки стыка можно рассчитать по следующей формуле:Общая стоимость сварки = Общая стоимость дуги + Стоимость времени без дуги + Стоимость присадочного металла = Общее время дуги можно рассчитать следующим образом: - Определение объема металла шва, необходимого для наплавки
- Определение скорости осаждения для данного процесса
- Расчет общего времени, необходимого для выполнения сварки
+ Факторы, влияющие на время отсутствия дуги: - Межпроходная очистка
- Замена электрода
- Изменение положения сварщика
- Подготовка сварного шва
- Фитинги/ прихватки
+ Требуемый объем сварки в зависимости от: - Конструкция соединения × Эффективность наплавки
- Направление движения сварного шва (вниз и вверх): Направление движения сварного шва является одной из основных переменных при сварке трубопроводов. Поскольку продолжительность строительства в первую очередь зависит от скорости сварки, магистральная сварка выполняется в направлении вниз, а сварка трубопроводов станции или врезная сварка выполняется в направлении вверх. Концы линейных труб для магистральной сварки обрабатываются на заводе, а сборка для сварки достигается за счет использования внутренних гидравлических зажимов; тогда как концы труб, которые будут использоваться для обвязки терминалов/станций, подготавливаются вручную на месте, а для подгонки труб применяются внешние хомуты вместе с прихваточными швами.
 От 0298 o C до 140 o C (от 250 o F до 290 o F) необходимо для предотвращения HIC, а целлюлозные электроды можно использовать для кольцевой сварки.
От 0298 o C до 140 o C (от 250 o F до 290 o F) необходимо для предотвращения HIC, а целлюлозные электроды можно использовать для кольцевой сварки. Полуавтоматический, механизированный и автоматический режимы процесса сварки или их комбинация должны применяться для магистральных трубопроводов для повышения производительности и своевременного завершения проекта. Автоматическая сварка может применяться на трубах с толщиной стенки ≥ 13,0 мм и диаметром ≥ 24 дюймов (610 мм) для повышения производительности сварки.
Полуавтоматический, механизированный и автоматический режимы процесса сварки или их комбинация должны применяться для магистральных трубопроводов для повышения производительности и своевременного завершения проекта. Автоматическая сварка может применяться на трубах с толщиной стенки ≥ 13,0 мм и диаметром ≥ 24 дюймов (610 мм) для повышения производительности сварки.
 В таких условиях обычный целлюлозный электрод, которому для стабилизации дуги требуется влага, дает более качественный шов, чем электрод с низким содержанием водорода. В случае, если другие требования не позволяют отказаться от использования электрода с низким содержанием водорода, перед сваркой электроды должны быть подвергнуты обжигу для снижения их влажности.
В таких условиях обычный целлюлозный электрод, которому для стабилизации дуги требуется влага, дает более качественный шов, чем электрод с низким содержанием водорода. В случае, если другие требования не позволяют отказаться от использования электрода с низким содержанием водорода, перед сваркой электроды должны быть подвергнуты обжигу для снижения их влажности. На шельфе продолжительность строительства становится прямо пропорционально капитальным затратам проекта, поскольку плата за использование баржи для строительства основана на дневных ставках. Поэтому ход строительства трубопроводов в основном контролируется количеством соединений (сварных швов) в день. Поэтому магистральная сварка была разработана как процесс массового производства. Заводские концы труб скошены для поддержки процесса сварки под наклоном для более быстрой сварки, что является нормой для трубопровода.
На шельфе продолжительность строительства становится прямо пропорционально капитальным затратам проекта, поскольку плата за использование баржи для строительства основана на дневных ставках. Поэтому ход строительства трубопроводов в основном контролируется количеством соединений (сварных швов) в день. Поэтому магистральная сварка была разработана как процесс массового производства. Заводские концы труб скошены для поддержки процесса сварки под наклоном для более быстрой сварки, что является нормой для трубопровода. В связи с этим на барже иногда производится скашивание труб. Скорость ремонта может резко возрасти, если для работы с автоматическими сварочными аппаратами не будут задействованы обученные операторы.
В связи с этим на барже иногда производится скашивание труб. Скорость ремонта может резко возрасти, если для работы с автоматическими сварочными аппаратами не будут задействованы обученные операторы. В случае, если рабочая жидкость является коррозионно-активной, металл сварного шва также должен противостоять такой деградации.
В случае, если рабочая жидкость является коррозионно-активной, металл сварного шва также должен противостоять такой деградации.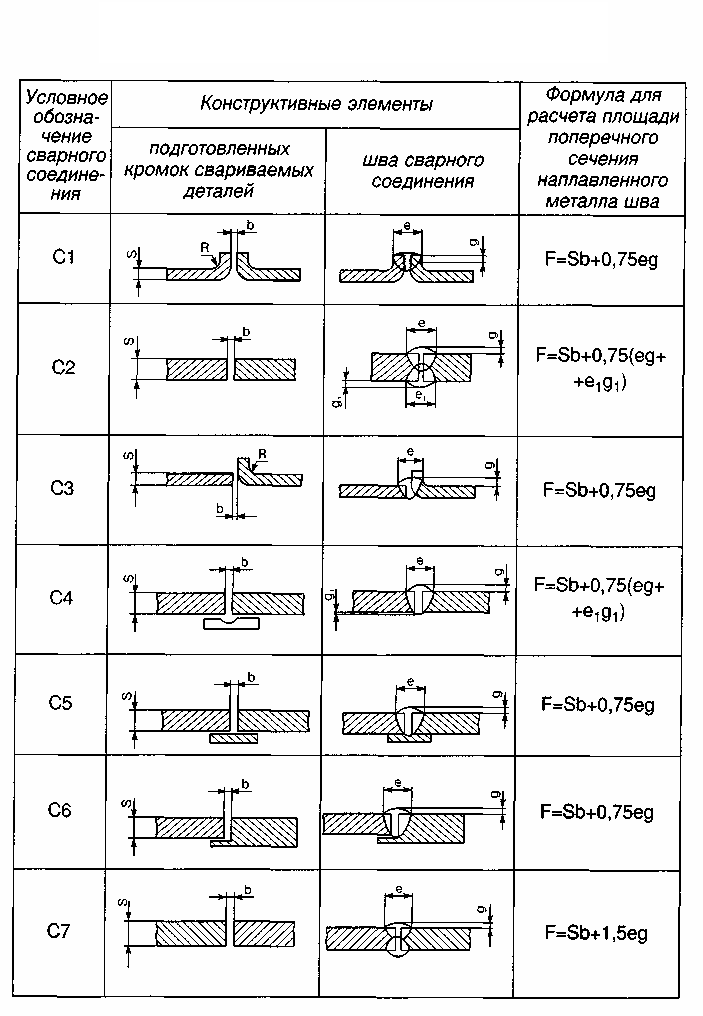 Плохое качество сварных швов не только препятствует реализации проекта, но и снижает надежность всей трубопроводной системы. Часто трубопроводы прокладываются в самых отдаленных местах. Кольцевая сварка трубопровода должна соответствовать самым высоким параметрам качества, так как после прокладки трубопровода и демобилизации монтажной полосы с этого места становится очень трудно подъехать к месту проведения каких-либо ремонтных работ в будущем.
Плохое качество сварных швов не только препятствует реализации проекта, но и снижает надежность всей трубопроводной системы. Часто трубопроводы прокладываются в самых отдаленных местах. Кольцевая сварка трубопровода должна соответствовать самым высоким параметрам качества, так как после прокладки трубопровода и демобилизации монтажной полосы с этого места становится очень трудно подъехать к месту проведения каких-либо ремонтных работ в будущем.
 В случае сварочных соединений с существующими линиями, существующие линии должны быть должным образом очищены и промыты, чтобы очистить их от углеводородов перед началом сварки. Если в процессе сварки используется источник высокого напряжения/тока, то электрические провода должны быть новыми и подходящими по назначению, без стыков или с минимальным количеством стыков. В случае использования газовых баллонов стандартная рабочая процедура (СОП) должна обеспечивать надлежащее хранение и обращение с такими баллонами, чтобы предотвратить несчастный случай из-за любого акта небрежности.
В случае сварочных соединений с существующими линиями, существующие линии должны быть должным образом очищены и промыты, чтобы очистить их от углеводородов перед началом сварки. Если в процессе сварки используется источник высокого напряжения/тока, то электрические провода должны быть новыми и подходящими по назначению, без стыков или с минимальным количеством стыков. В случае использования газовых баллонов стандартная рабочая процедура (СОП) должна обеспечивать надлежащее хранение и обращение с такими баллонами, чтобы предотвратить несчастный случай из-за любого акта небрежности. Поскольку продолжительность строительства в первую очередь зависит от скорости сварки, магистральная сварка выполняется в направлении вниз, а сварка трубопроводов станции или врезная сварка выполняется в направлении вверх. Концы линейных труб для магистральной сварки обрабатываются на заводе, а сборка для сварки достигается за счет использования внутренних гидравлических зажимов; тогда как концы труб, которые будут использоваться для обвязки терминалов/станций, подготавливаются вручную на месте, а для подгонки труб применяются внешние хомуты вместе с прихваточными швами.
Поскольку продолжительность строительства в первую очередь зависит от скорости сварки, магистральная сварка выполняется в направлении вниз, а сварка трубопроводов станции или врезная сварка выполняется в направлении вверх. Концы линейных труб для магистральной сварки обрабатываются на заводе, а сборка для сварки достигается за счет использования внутренних гидравлических зажимов; тогда как концы труб, которые будут использоваться для обвязки терминалов/станций, подготавливаются вручную на месте, а для подгонки труб применяются внешние хомуты вместе с прихваточными швами.Сокращения
CAPEX
Капитальные затраты
FCAW
Дуговая сварка с флюсовой проволокой
GMAW
Gas Metal Дуговая сварка
ЗТВ
Зона термического влияния
ISO
Международная организация по стандартизации
NPS
Номинальный размер трубы
SAW
Дуговая сварка под флюсом
SMAW
Дуговая сварка в защитном металле
SOP
Стандартная рабочая процедура
TIG
Сварка вольфрамовым электродом в среде инертного газа
USP
Уникальное преимущество
Ссылки 900 14
- Corrosionpedia, Кольцевой сварной шов – Определение – Что означает кольцевой сварной шов?
- Википедия, Микролегированная сталь
- Википедия, Целлюлозный электрод
- TWI, FAQ – Что такое сварка печных труб?
Сварочный электрод для труб из углеродистой стали
6 января 2023 г.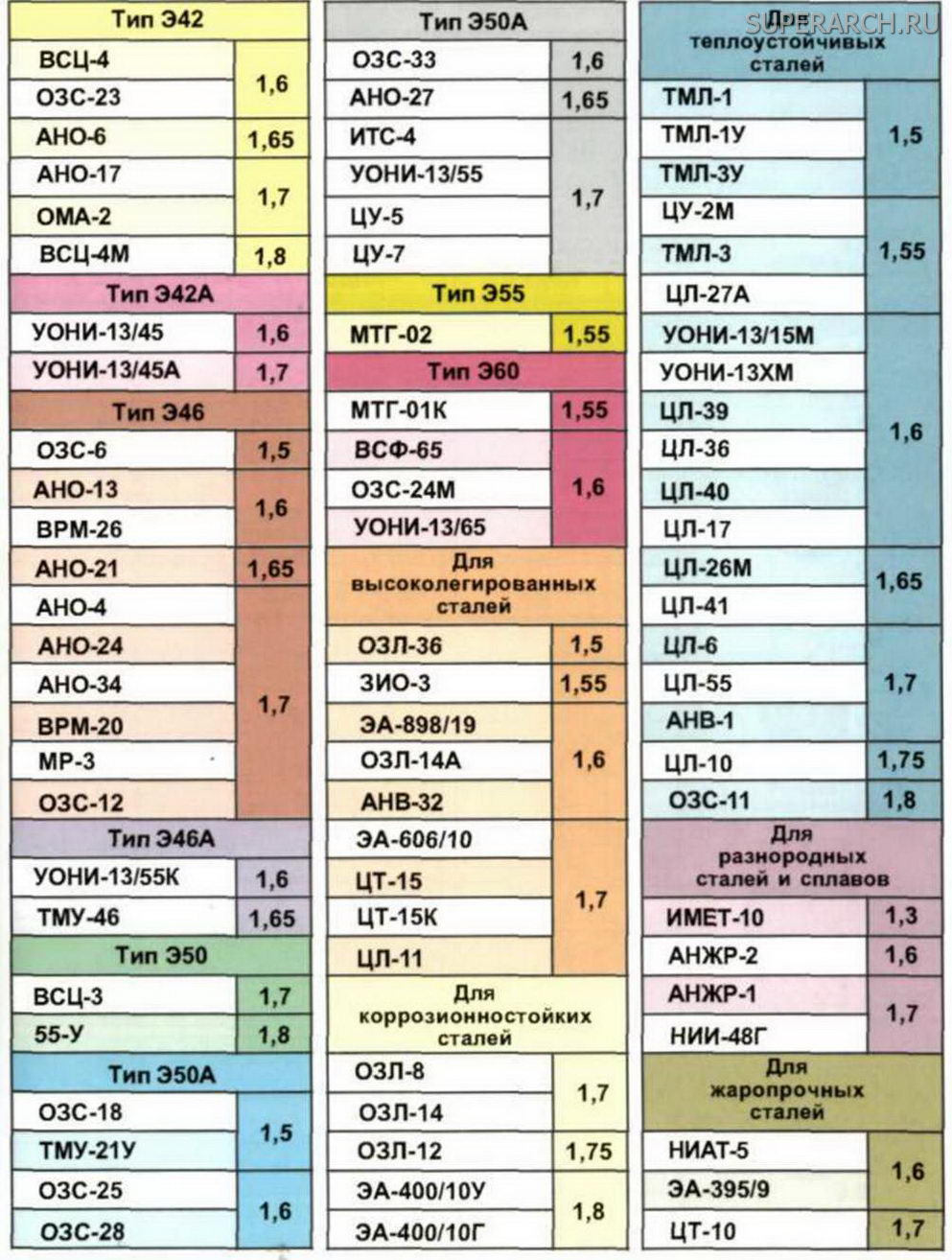 6 января 2023 г.
| 11:47
6 января 2023 г.
| 11:47
Если вы хотите сварить трубу из углеродистой стали, вам необходимо знать правильный тип и размер сварочного электрода. В зависимости от конструкции соединения, положения и процесса сварки используются разные типы электродов. В этом сообщении блога представлен обзор того, что следует учитывать при выборе сварочного электрода для труб из углеродистой стали.
Типы сварочных электродов
Существует несколько различных типов сварочных электродов для труб из углеродистой стали. К наиболее распространенным относятся целлюлозные, рутиловые, основные и низководородные электроды. Каждый тип имеет свои особенности и преимущества, которые следует учитывать при выборе электрода для вашего проекта.
Целлюлозные электроды
Целлюлозные электроды лучше всего подходят для одно- или многопроходной сварки толстых профилей или корневых швов труб и резервуаров во всех положениях с источниками питания переменного или постоянного тока. Они обеспечивают плавный перенос дуги, что особенно полезно при сварке в труднодоступных местах, таких как углы и узкие участки труб. Основными недостатками целлюлозных электродов являются их склонность к пористости и непровару при использовании в шлифах.
Они обеспечивают плавный перенос дуги, что особенно полезно при сварке в труднодоступных местах, таких как углы и узкие участки труб. Основными недостатками целлюлозных электродов являются их склонность к пористости и непровару при использовании в шлифах.
Электроды с рутиловым покрытием
Электроды с рутиловым покрытием обеспечивают хорошую скорость наплавки, превосходное проплавление и очень низкий уровень разбрызгивания в источниках переменного или постоянного тока. Эти электроды также обеспечивают хорошую стабильность дуги даже при высоких токах, что делает их идеальными как для угловых, так и для стыковых сварных швов во всех положениях, кроме сварки вертикально вниз, где они часто страдают от подрезов из-за недостаточного провара. Рутиловые электроды также не рекомендуется использовать на шлифах из-за их склонности к избыточному шлакообразованию, что может привести к растрескиванию при охлаждении.
Электроды с низким содержанием водорода
Электроды с низким содержанием водорода обеспечивают превосходную прочность соединения с отличными ударными характеристиками благодаря их способности производить сварные швы с глубоким проплавлением даже на тонких участках с минимальным включением шлака или проблемами пористости в источниках переменного или постоянного тока. Электроды с низким содержанием водорода часто используются для корневых проходов и однопроходных сварных швов во всех положениях, включая вертикальные швы вниз, где они обеспечивают превосходный контроль профиля валика по сравнению с другими типами электродов. Единственным недостатком является то, что эти электроды требуют более частого обслуживания, чем другие типы, из-за необходимости предварительного нагрева перед использованием, что помогает предотвратить растрескивание во время циклов охлаждения, вызванное внезапными изменениями температуры.
Электроды с низким содержанием водорода часто используются для корневых проходов и однопроходных сварных швов во всех положениях, включая вертикальные швы вниз, где они обеспечивают превосходный контроль профиля валика по сравнению с другими типами электродов. Единственным недостатком является то, что эти электроды требуют более частого обслуживания, чем другие типы, из-за необходимости предварительного нагрева перед использованием, что помогает предотвратить растрескивание во время циклов охлаждения, вызванное внезапными изменениями температуры.
Заключение:
Независимо от того, используете ли вы целлюлозные, рутиловые, основные или низководородные электроды, выберите правильный тип и размер в зависимости от конструкции вашего соединения, положения и процесса сварки для достижения оптимальных результатов при работе с трубами из углеродистой стали. . Помните об этих факторах, чтобы выбрать наилучший вариант электрода!
Piping Mart
Pipingmart – это портал B2B, специализирующийся на промышленных, металлических и трубопроводных изделиях.