на 1 тонну металлоконструкций, на 1 метр шва при сварочных работах, таблицы, при сварке труб, нормы, количество
Одним из важных показателей сварочных работ является расход электродов на 1 метр шва, который приводится в специальных таблицах. Эти данные позволяют производить расчет сметы.
В подсчете необходимо учитывать множество нюансов, поэтому его делает опытный сварщик, разбирающийся в марках материалов и в методиках сварки. От правильности выполнения расчета будут зависеть экономические показатели всего проекта.
Параметры, влияющие на расход
Прежде чем выполнять расчет количества электродов при сварке, следует узнать, какие показатели оказывают важнейшее значение:
- Масса наплавки материала на соединение. Объем данного параметра не должен превышать 1,5 % от общей массы всей конструкции.
- Продолжительность и глубина сварочного шва.
- Общая масса наплавки на 1 м.п. соединения. Нормы расхода электродов на 1 метр шва являются справочными показателями, представленными в ВСН 452-84.

- Тип сварки.
Поправочные коэффициенты
Для более точного расчета применяют корректирующие коэффициенты. Их полный перечень можно найти в ВСН 452-84. Приводим примеры поправок в зависимости от рабочих задач:
• При сварке поворотных стыков
| Тип сварки | Тип электрода | Коэффициент |
| MMA-сварка | для покрытых электродов | 0,826 |
| TIG-сварка | для электрода плавящегося | 0,930 |
| для электрода вольфрамового неплавящегося | 1 |
• При вваривании патрубков, расположенных под углом к основной оси трубы (по умолчанию величина угла принимается за 90°)
| Угол соединения | Коэффициент |
| 60° | 1,1 |
| 45° | 1,23 |
• При положении патрубков сбоку или снизу по отношению к основной трубе
Теоретический и практический расчеты
Рассчитать расход электродов с теоретической точки зрения можно с помощью большого количества специальных формул. Рассмотрим наиболее распространенные.
Рассмотрим наиболее распространенные.
Первый способ – по коэффициенту – применяется для расчета расхода различных сварочных материалов, а не только электродов:
Н = М * К, где М – масса свариваемой конструкции; К – специальный коэффициент расхода из справочника, который варьируется в диапазоне от 1,5 до 1,9.
Второй способ основан на расчетах, зависящих от физических свойств электрода и металлоконструкции. Позволяет определить массу наплавленного металла. Здесь исполнителю понадобится знать справочные данные, также необходимо выполнить замер соединительного шва:
G = F * L * M, где F – площадь поперечного сечения; L – длина сварочного шва; M – масса проволоки (1 см3).
Практический расчет подразумевает осуществление тестовых работ. После их завершения, сварщик следует произвести следующие действия:
- выполнить замер огарка;
- учесть напряжение и силу тока;
- определить длину сварного соединения.
Эти данные и позволяют установить расход сварочных электродов при сварке конструкций швом определенной длины.
Точные показатели исполнитель сможет получить только, если внешние данные и угол положения при основных работах будут идентичны тем, которые были во время тестирования. Для избежания неточности параметров, рекомендуется производить эксперимент 3-4 раза. Это позволит получить более точные расчеты, чем при использовании теоретических формул.
Использую данные методы, можно с легкостью произвести расчет расхода электродов на тонну металлоконструкций. Однако, следует помнить о существовании погрешности.
От чего зависит?
Затраты на электроды, сварочную проволоку и т.п. используемых при соединении элементов конструкции, потребление электрической энергии, главным образом влияет сечение сварочного шва.
В свою очередь этот показатель зависит от того, каким именно образом выполняется сварка, какую толщину имеет металл, качество подготовки деталей.
Важно! Даже небольшое увлажнение электродов резко повышает расход, снижает качество шва, затрудняет работу. Храните материалы исключительно в сухом месте, в упаковке предотвращающей попадание воды.
Как правило, основную характеристику — катет шва, от которого зависит его сечение, задает проект. Отсюда определяется нужный диаметр сварочного материала, сила сварочного тока и пр.
Если мы внимательно рассмотрим процесс электросварки, то убедимся, что далеко не весь вносимый металл используется. Часть его испаряется пламенем дуги, часть разбрызгивается, знакомыми всем сварочными искрами.
Какое-то количество металла связывается в покрывающем шов шлаке, образованном расплавленной обмазкой и окислами. Эти потери определяют словом «угар».
Наконец, сама технология процесса предполагает удерживание электрода. Соответственно часть его остается неиспользованной. Такой кусочек техническом языком называют «огарок», длина его около 50 мм.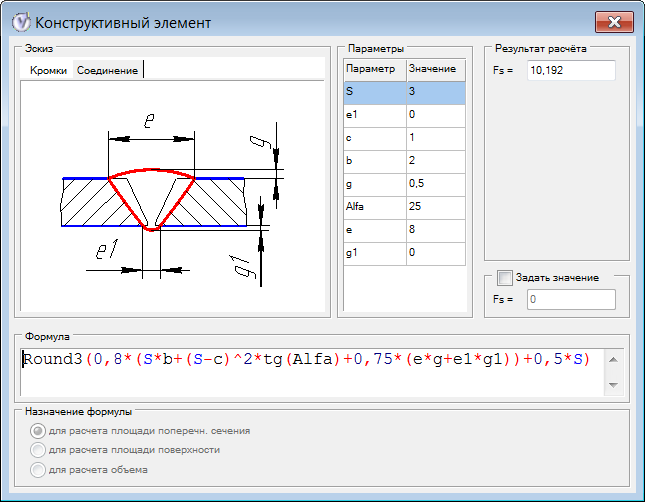 Часть этих расходов зависит от расположения и длины шва. Так же потери выше, когда приходится варить множество отдельных участков, к примеру, при сварке арматуры, чем один длинный шов.
Часть этих расходов зависит от расположения и длины шва. Так же потери выше, когда приходится варить множество отдельных участков, к примеру, при сварке арматуры, чем один длинный шов.
Количество электродов в 1 кг
После получения готовых данных о необходимом количестве электродов, сварщик переходит к закупке материалов. Здесь возникает ещё один вопрос: сколько следует приобретать упаковок с расходниками. Для этого нужно определить какое число стержней составляет 1 кг (стандартная пачка). На данный показатель влияют все параметры сварочных материалов:
- диаметр;
- длина прутка;
- вес стержня;
- толщина герметичной упаковки.
Чем больше эти параметры, тем меньше прутков в пачке.
Однако, следует знать, что электроды определенного диаметра имеют собственную среднюю массу:
| Диаметр электрода | 2,5 | 3,0 | 4,0 | 5,0 |
| Масса, грамм | 17,0 | 26,1 | 57,0 | 82,0 |
[ads-pc-2][ads-mob-2]
Где купить
Продажей расходных материалов различных типов занимаются компании, собранные в отдельном разделе. Ознакомление с представленной информацией позволит узнать, где купить сварочную проволоку.
Ознакомление с представленной информацией позволит узнать, где купить сварочную проволоку.
Кроме возможности приобретения продукции у поставщиков, рекомендуется также ознакомиться с ассортиментом, предлагаемом производителями. Ведущие мировые предприятия, например, ESAB и DEKA, обладают широкой сетью представительств, что позволяет приобрести расходные материалы и быть полностью уверенным в качестве продукции.
Разделы: Сварочная проволока
Метки: легированные сварочные проволоки, медная сварочная проволока, порошковые сварочные проволоки, проволока для аргонодуговой сварки, проволока сварочная алюминиевая, проволока сварочная омедненная, проволока сварочная полированная, проволока стальная сварочная, сварочная нержавеющая проволока, сварочная проволока титановая
Предыдущая статья: Производители сварочной проволоки Следующая статья: Сварочная проволока ESAB
Как посчитать расход электродов на тонну металла
Расчёт количества электродов на 1 т. металла также проводится на первоначальном этапе. Данный параметр применяется для работ большого масштаба, для крупныхпроектов. Норма расхода электродов на тонну металла – это максимальная величина затрат сварочных материалов.
металла также проводится на первоначальном этапе. Данный параметр применяется для работ большого масштаба, для крупныхпроектов. Норма расхода электродов на тонну металла – это максимальная величина затрат сварочных материалов.
Данный показатель рассчитывается по следующей формуле, которая определяет расход с помощью массы металла:
Н = М * К расхода, где М – масса металла; К расхода – табличная величина основывается на стандартных характеристиках, зависит от марки электрода.
Погрешности
Сами вычисления не могут быть неточными. Но вот исходные данные — вполне.
- Табличные значения принимают по усредненным показателям, практически могут отличаться в разы.
- Данные, вводимые в формулы, определяются замерами. При этом, возможны как погрешности самих приборов, так и методов измерения.
- Данные образцов не совпадают. Это вызвано разной точностью подготовки, отклонениями размера шва и т.п.
Все перечисленные отклонения способны накапливаться и на практике доходят до 5-7%. Именно это количество сварочного материала рекомендуется иметь как резерв.
Именно это количество сварочного материала рекомендуется иметь как резерв.
Расчет электродов на 1 метр шва: онлайн и самостоятельно
Некоторые сайты соответствующей тематики предоставляют возможность произвести расчеты с помощью онлайн-калькулятора. Данный способ отличается простотой и удобством. Исполнителю достаточно будет ввести цифры в надлежащие окошки, кликнуть кнопку “рассчитать” и автоматически получить готовый результат.
Сварщики также могут выполнить расчеты самостоятельными силами. Для этого используются следующая общая формула:
Н = Нсв + Нпр + Нпр, где Нсв – расход электродов на сваривание; Нпр – расход стержней на прихватки; Нпр – расход на проведение правки методом холостых валиков.
Нормы расхода сварочных электродов на прихваточные работы определяется в процентном отношении от расхода на основные работы:
- толщина стенок конструкции до 12 мм. – 15%;
- свыше 12 мм. – 12%.
Также существуют стандартные нормы, которые варьируются в зависимости от типа электрода и толщины стенок конструкции.
В зависимости от коэффициента расхода, согласно паспортным данным, электроды, применяемые при дуговой и комбинированной сварке трубопроводов из легированных и высоколегированных сталей, объединены в 6 групп (табл. 1). К группе 1 относятся электроды с коэффициентом расхода 1,4.
Группа электродов Коэффициент расхода электродов Марка электродов II 1,5 ОЗЛ-Э6; ОЗЛ-5; ЦТ-28; ОЗЛ-25Б III 1,6 ЦЛ-17, ОЗЛ-2, ОЗЛ-8, ЗИО-8, ОЗЛ-6, ОЗЛ-7, ОЗЛ-3, ОЗЛ-21 IV 1,7 ОЗЛ-9А, ГС-1, ЦТ-15, ЦЛ-11, УОНИ-13/НЖ, ЦЛ-9 V 1,8 ОЗС-11, ОЗЛ-22, ОЗЛ-20, НЖ-13 VI 1,9 АНЖР-2, ОЗЛ-28, ОЗЛ-27
Рассмотрим данные нормы на примере соединения вертикальных швов типа С18:
| Толщина стенки, мм. | Масса наплавленного металла, кг. | Электроды группы II, кг. | Электроды группы III, кг. | Электроды группы IV, кг. | Электроды группы V, кг. | Электроды группы VI, кг. |
| 3,0 | 0,201 | 0,366 | 0,390 | 0,415 | 0,439 | 0,464 |
| 4,0 | 0,249 | 0,453 | 0,484 | 0,514 | 0,544 | 0,574 |
| 5,0 | 0,330 | 0,600 | 0,640 | 0,680 | 0,720 | 0,760 |
| 6,0 | 0,474 | 0,861 | 0,918 | 0,975 | 1,033 | 1,090 |
| 8,0 | 0,651 | 1,182 | 1,261 | 1,341 | 1,419 | 1,498 |
| 10,0 | 0,885 | 1,607 | 1,714 | 1,821 | 1,928 | 2,035 |
| 12,0 | 1,166 | 2,116 | 2,257 | 2,398 | 2,539 | 2,680 |
| 15,0 | 1,893 | 3,436 | 3,665 | 3,894 | 4,123 | 4,352 |
| 16,0 | 2,081 | 3,778 | 4,030 | 4,281 | 4,533 | 4,785 |
| 18,0 | 2,297 | 4,532 | 4,834 | 5,136 | 5,438 | 5,740 |
Рассмотрим данные нормы на примере соединения горизонтальных швов типа С18
Толщина стенки, мм.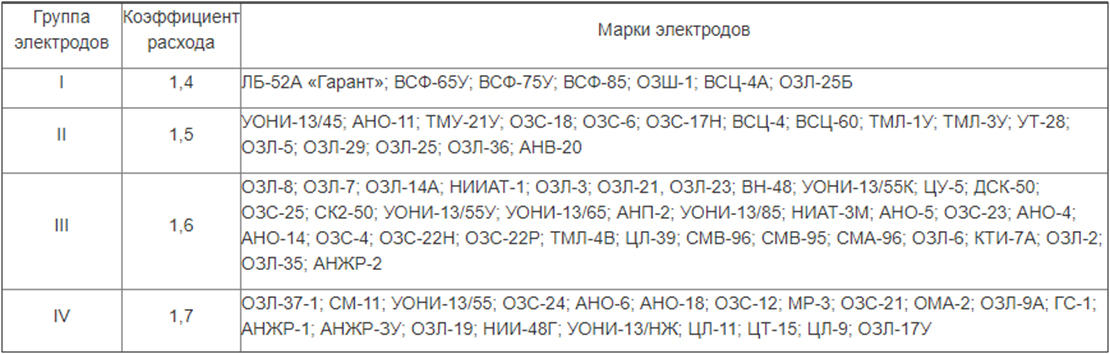 | Масса наплавленного металла, кг. | Электроды группы II, кг. | Электроды группы III, кг. | Электроды группы IV, кг. | Электроды группы V, кг. | Электроды группы VI, кг. |
| 3,0 | 0,152 | 0,269 | 0,286 | 0,305 | 0,322 | 0,340 |
| 4,0 | 0,207 | 0,368 | 0,393 | 0,417 | 0,442 | 0,466 |
| 5,0 | 0,262 | 0,465 | 0,497 | 0,527 | 0,588 | 0,590 |
Особенности
Нормы расхода электродов для сварки трубопроводов и для иных деталей могут отличаться, это нужно учитывать. Полный перечень норм прописан в нормативных документах (СНиПах, ГОСТах и прочих). Изучите хотя бы основные выдержки из документов, чтобы иметь представления об ограничениях.
Также не всегда получается полностью соблюсти нормы расхода электродов при сварочных работах, поскольку часто условия работы не позволяют выполнить весь спектр процедур для правильного использования комплектующих. В таких ситуациях мы рекомендуем провести расчет и хотя бы стараться приблизиться к этой цифре в своей работе. Но если на вашем производстве есть строгий контроль качества, то вам все же придется соблюсти нормы.
В таких ситуациях мы рекомендуем провести расчет и хотя бы стараться приблизиться к этой цифре в своей работе. Но если на вашем производстве есть строгий контроль качества, то вам все же придется соблюсти нормы.
Расход электродов при сварке труб
Теоретический расчет осуществляется следующим методом вычисления: норма расхода на 1 метр шва делится на вес одного электродного прутка. Мерой вычисления является число требуемых стержней. Затем полученное значение умножается на метраж. Результат следует округлять в большую сторону.
Чтобы получить значение нормы в килограммах необходимо произвести следующие расчеты: объем раздела длиной в 1 метр умножается на плотность металла. Первый параметр следует определять, как объем цилиндра с диаметром, равным большей стороне стыка. Полученное значение нужно увеличить в 1,4-1,8 раз. Данная поправка берет в расчет огарки.
Существует также нормы расхода электродов при сварке труб исходя из затрат на сваривание одного стыка (при соединении горизонтальных стыков трубопроводов типа С8 сo скосом одной кромки):
Размер труб, мм.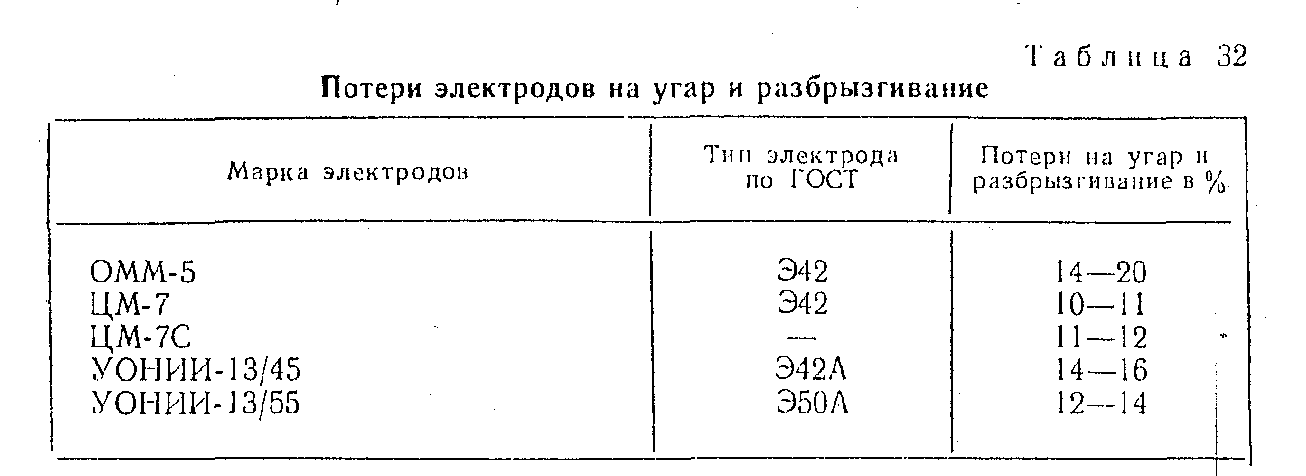 | Масса наплавленного металла, кг. | Электроды группы II, кг. | Электроды группы III, кг. | Электроды группы IV, кг. | Электроды группы V, кг. | Электроды группы VI, кг. |
| 45Х3 | 0,021 | 0,037 | 0,040 | 0,042 | 0,044 | 0,047 |
| 45Х4 | 0,028 | 0,050 | 0,054 | 0,057 | 0,061 | 0,064 |
| 57Х3 | 0,027 | 0,047 | 0,060 | 0,054 | 0,067 | 0,060 |
| 57Х4 | 0,036 | 0,064 | 0,069 | 0,073 | 0,077 | 0,082 |
| 76Х5 | 0,061 | 0,108 | 0,116 | 0,123 | 0,130 | 0,137 |
Важно! В зависимости от вида соединяемых стыков, наличия или отсутствия скосов, нормы расхода электродов для сварки трубопроводов могут разниться.
Полный перечень справочных норм представлен на сайте – https://znaytovar.ru/gost/2/vsn_45284_proizvodstvennye_nor. html. [ads-pc-3][ads-mob-3]
html. [ads-pc-3][ads-mob-3]
Общая информация
Прежде чем приступить к расчетам, определимся, что влияет на расход электродов для дуговой сварки. Прежде всего, это тип сварочного оборудования, толщина металла и самого электрода, выбранный режим сварки, опыт сварщика и некоторые косвенные причины (например, физическая усталость мастера), влияющие на конечный результат. При сварке электродами крайне важно выбрать размер электрода, соответствующий типу и толщине свариваемого металла. Только после того, как вы правильно настроите аппарат и подберете комплектующие, можно выполнять расчет расхода сварочных электродов на 1 т металлоконструкции.
Переде тем, как сделать расчеты, нам понадобится выяснить следующие особенности:
- Отдельно рассчитайте массу металла, который наплавится на шов. Этот показатель не должен быть больше 2% от общей массы всей металлоконструкции или детали. Расчет производится с помощью отдельной формулы, о которой мы поговорим позже.
- Измерьте длину шва. Помимо длины учтите еще и его глубину. Для особо ответственных конструкций допустимо накладывание нескольких швов для надежности.
- Выясните нормы расхода. Это, по сути, общая масса наплавленного металла на 1м шва.
 Помимо длины учтите еще и его глубину. Для особо ответственных конструкций допустимо накладывание нескольких швов для надежности.
Помимо длины учтите еще и его глубину. Для особо ответственных конструкций допустимо накладывание нескольких швов для надежности.Нормы расхода — это справочная информация, она прописана в нормативных документах. От марки электрода зависит норма расхода. Дополнительные данные вы можете изучить в документах Всесоюзных норм №452-84. Зачастую используют два метода расчета, так называемый теоретический и физический. Полученные цифры сравнивают и определяют погрешность, но об этом мы поговорим далее.
Также учтите, что при сварке могут использоваться разные виды сварных швов. От этого тоже зависит расход электродов на 1 тонну металлоконструкций, поскольку для каждого типа соединения характерна своя масса металла. Ниже вы можете видеть основные параметры, на которые нужно обратить внимание.
Как снизить расход электродов при сварке
Существует несколько рекомендаций, которые позволят снизить затраты при приобретении сварочных материалов:
1. Использование автоматического или полуавтоматического сварочного аппарата позволяет добиться наибольшей экономии. При сваривании в ручном режиме потери могут составлять от 5% и более. Механизация процесса обеспечивает снижение данного показателя в два раза. Высокое качество оснащение и расходников могут сделать сокращение затрат максимальным.
Использование автоматического или полуавтоматического сварочного аппарата позволяет добиться наибольшей экономии. При сваривании в ручном режиме потери могут составлять от 5% и более. Механизация процесса обеспечивает снижение данного показателя в два раза. Высокое качество оснащение и расходников могут сделать сокращение затрат максимальным.
2. Каждая конкретная марка стержней подразумевает использование определенного вида и величины тока. При настройке сварочного аппарата стоит обращать особое внимание на данные параметры. Неправильный режим сварки может привести к значительным финансовым потерям.
3. Расход электродов может варьироваться в зависимости от положения прутка при сваривании. Некоторые исполнители путем практических тестов или расчетов, самостоятельно определяют оптимальное положение.
Следуя данным советам и грамотно выбирая электрод, расход материалов можно сократить практически на 30%.
Способы экономии материалов
Есть несколько способов, позволяющих экономить на расходниках.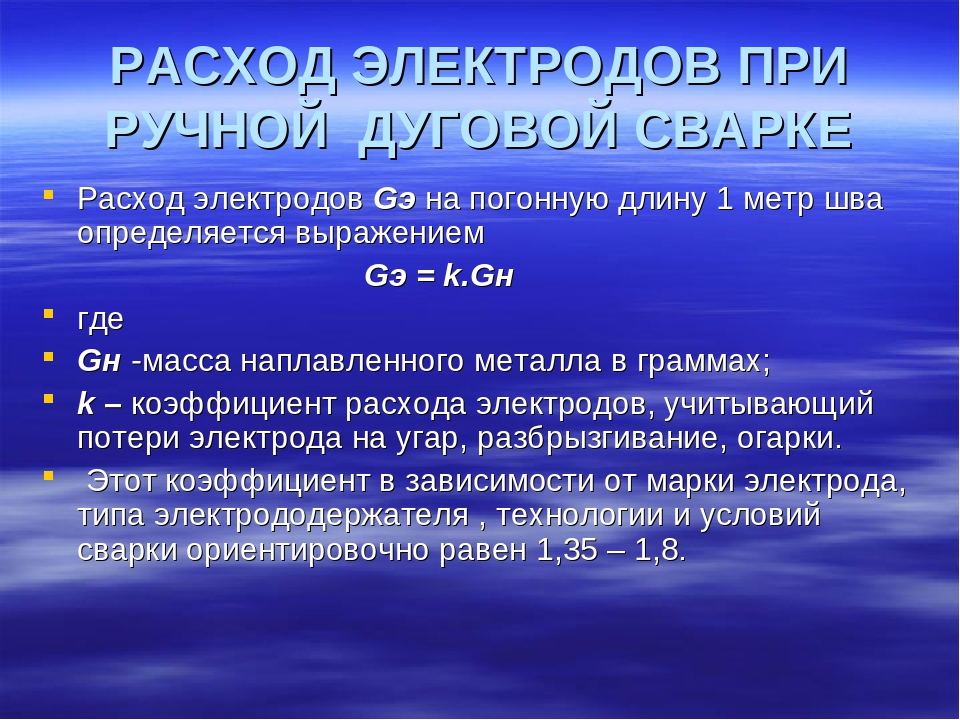 Это позволит уменьшить затраты на покупку стержней:
Это позволит уменьшить затраты на покупку стержней:
- Используйте автоматические и полуавтоматические аппараты. При ручной сварке могут возникать потери более 5%. Помните, что чем выше качество расходников и оборудования, тем эффективнее производится сварка, а значит происходит меньше потерь.
- Разные марки и модели электродов работают с разным током. Настраивая аппарат, обращайте на это внимание. При подборе неправильных режимов сварки, можно понести большие потери.
- На расход влияет технология сварки. Так, при неправильном угле стержня, расход может увеличиваться.
Опытные сварщики на практике выясняют, какой угол сварки является оптимальным. Это дает им возможность работать быстро и экономно.
Придерживаясь таких рекомендаций, правильно подбирая электроды и внимательно настраивая оборудование, можно значительно сэкономить расход материалов.
Таблицы
Расход электродов на 1 кг наплавленного металла
Для сварки углеродистых и низколегированных сталей
| Марка | Расход на 1 кг наплавленного металла, кг |
| Тип Э42 | |
| ВСЦ-4 | 1,6 |
| ОЭС-23 | |
| АНО-6 | 1,65 |
| АНО-17 | 1,7 |
| ОМА-2 | |
| ВСЦ-4М | 1,8 |
| Тип Э42А | |
| УОНИ-13/45 | 1,6 |
| УОНИ-13/45А | 1,7 |
| Тип Э46 | |
| ОЗС-6 | 1,5 |
| АНО-13 | 1,6 |
| ВРМ-26 | |
| АНО-21 | 1,65 |
| АНО-4 | |
| АНО-24 | |
| АН 0-34 | 1,7 |
| ВРМ-20 | |
| МР-3 | |
| ОЗС-12 | |
| Тип Э46А | |
| УОНИ-13/55К | 1,6 |
| ТМУ-46 | 1,65 |
| Тип Э50 | |
| ВСЦ-3 | 1,7 |
| 55-У | 1,8 |
| Тип Э50А | |
| ОЗС-18 | 1,5 |
| ТМУ-21У | |
| ОЗС-25 | 1,6 |
| ОЗС-28 | |
| ОЗС-33 | 1,6 |
| AHO-27 | 1,65 |
| ИТС-4 | 1,7 |
| УОНИ-13/55 | |
| ЦУ-5 | |
| ЦУ-7 | |
| Тип Э55 | |
| МТГ-02 | 1,55 |
| Тип Э60 | |
| МТГ-01К | 1,55 |
| ВСФ-65 | 1,6 |
| ОЗС-24М | |
| УОНИ-13/65 | |
Для сварки высоколегированных сталей
| Марка | Расход на 1 кг наплавленного металла, кг |
| ОЗЛ-36 | 1,5 |
| ЗИО-3 | 1,55 |
| ЭА-898/19 | 1,6 |
| ОЗЛ-14А | |
| АН В-32 | |
| ЭА-606/10 | 1,7 |
| ЦТ-15 | |
| ЦТ-15К | |
| ЦЛ-11 |
Для сварки коррозионностойких сталей
| Марка | Расход на 1 кг наплавленного металла, кг |
| ОЗЛ-8 | 1,7 |
| ОЗЛ-14 | |
| ОЗЛ-12 | 1,75 |
| ЭА-400/10У | 1,8 |
| ЭА-400/10Г |
Для сварки теплоустойчивых сталей
| Марка | Расход на 1 кг наплавленного металла, кг |
| ТМЛ-1 | 1,5 |
| ТМЛ-1У | |
| ТМЛ-3У | |
| ЦУ-2М | 1,55 |
| ТМЛ-3 | |
| ЦЛ-27А | |
| УОНИ-13/15М | 1,6 |
| У0НИ-13ХМ | |
| ЦЛ-39 | |
| ЦЛ-36 | |
| ЦЛ-40 | |
| ЦЛ-17 | |
| ЦЛ-26М | 1,65 |
| ЦЛ-41 | |
| ЦЛ-6 | 1,7 |
| ЦЛ-55 | |
| АН В-1 | |
| ЦЛ-10 | 1,75 |
| ОЗС-11 | 1,8 |
Для сварки разнородных сталей и сплавов
| Марка | Расход на 1 кг наплавленного металла, кг |
| ИМЕТ-10 | 1,3 |
| АНЖР-2 | 1,6 |
| АНЖР-1 | 1,7 |
| НИИ-48Г |
Для сварки жаропрочных сталей
| Марка | Расход на 1 кг наплавленного металла, кг |
| НИАТ-5 | 1,6 |
| ЭА-395/9 | |
| ЦТ-10 | 1,7 |
[ads-pc-4][ads-mob-4]
Расчет количества электродов при сварке различных соединений
Сварные соединения без скоса кромок
| Положение шва | Толщина основного металла, мм | Зазор, мм | Масса наплавленного металла, кг /1 м шва |
| Нижнее | 1 | 0 | 0,02 |
1. 5 5 | 0,5 | 0,02 | |
| 2 | 1 | 0,03 | |
| 3 | 1,5 | 0,05 | |
| Нижнее | 4 | 2 | 0,13 |
| 5 | 2 | 0,16 | |
| 6 | 2,5 | 0,21 | |
| 7 | 3 | 0,28 | |
| Горизонтальное | 1 | 0 | 0,02 |
| 1,5 | 0,5 | 0,03 | |
| 2 | 1 | 0,04 | |
| 3 | 1,5 | 0,07 | |
| Горизонтальное | 4 | 2 | 0,17 |
| 5 | 2,5 | 0,20 | |
| 6 | 3 | 0,25 | |
| 7 | 3 | 0,33 | |
| Потолочное | 4 | 2 | 0,08 |
| 5 | 2 | 0,13 | |
| 6 | 2,5 | 0,14 | |
| 7 | 3 | 0,16 |
Угловые соединения
масса наплавленного металла, кг /1 м шва
| Толщина металла, мм | Площадь сечения шва, мм2 | ||||
| 2 | 2 | 0,03 | 0,02 | 0,03 | 0,03 |
| 3 | 4,5 | 0,05 | 0,05 | 0,05 | 0,06 |
| 4 | 8 | 0,07 | 0,07 | 0,07 | 0,08 |
| 5 | 12,5 | 0,10 | 0,11 | 0. 11 11 | 0,13 |
| 6 | 18 | 0,15 | 0,15 | 0,16 | 0,17 |
| 7 | 24,5 | 0,20 | 0,21 | 0,22 | 0,25 |
| 8 | 32 | 0,26 | 0,27 | 0,28 | 0,32 |
| 9 | 40,5 | 0,33 | 0,34 | 0,36 | 0,40 |
| 10 | 50 | 0,40 | 0,42 | 0,44 | 0,50 |
| 11 | 60,5 | 0,49 | 0,53 | 0,57 | 0,62 |
| 12 | 72 | 0,58 | 0,62 | 0,66 | 0,73 |
| 15 | 113 | 0,91 | 0,97 | 1,04 | 1,11 |
| 18 | 162 | 1,31 | 1,37 | 1,49 | 1,60 |
| 20 | 200 | 1,62 | 1,62 | 1,78 | 1,98 |
| 22 | 242 | 1,95 | 2,00 | 2,16 | 2,39 |
| 25 | 323 | 2,58 | 2,60 | 2,90 | 3,18 |
Тавровые соединения
масса наплавленного металла, кг/1 м шва
| Толщина металла, мм | Площадь сечения шва, мм2 | ||||
| 2 | 4 | 0,04 | 0,05 | 0,04 | 0,04 |
| 2,5 | 6,5 | 0,06 | 0,07 | 0,06 | 0,07 |
| 3 | 9 | 0,08 | 0,10 | 0,09 | 0.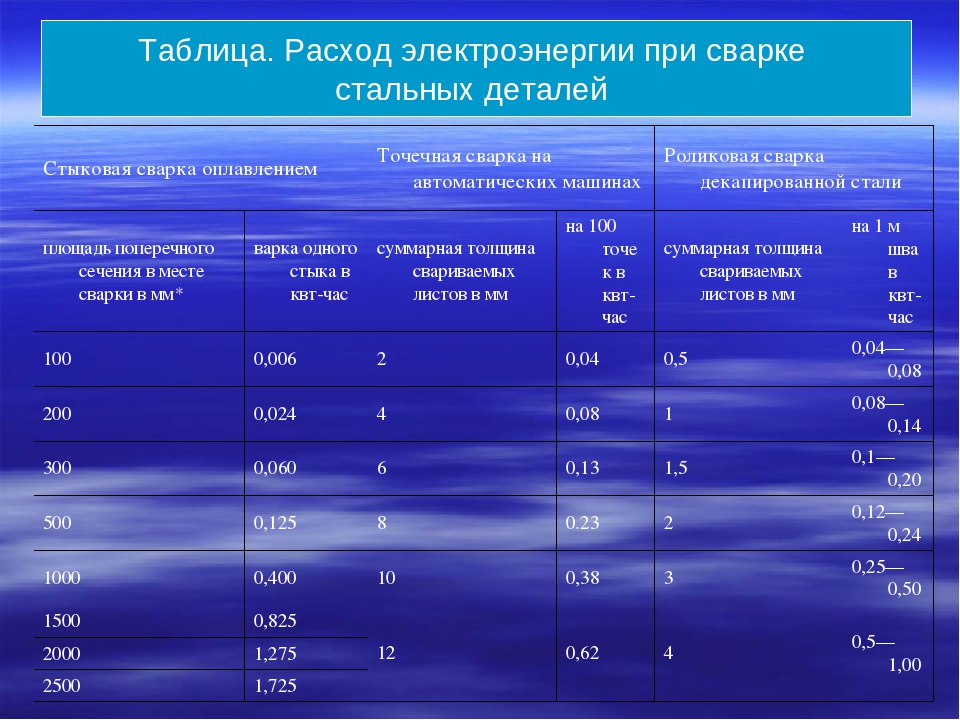 09 09 |
| 3,5 | 12,5 | 0,11 | 0,13 | 0,12 | 0,13 |
| 4 | 16 | 0,14 | 0,16 | 0,15 | 0,17 |
| 4,5 | 20,5 | 0,18 | 0,20 | 0,19 | 0,21 |
| 5 | 25 | 0,22 | 0,25 | 0,24 | 0,26 |
| 5,5 | 30,5 | 0,26 | 0,29 | 0,28 | 0,32 |
| 6 | 36 | 0,31 | 0,33 | 0,34 | 0,37 |
| 6,5 | 42,5 | 0,37 | 0,39 | 0,40 | 0,44 |
| 7 | 49 | 0,43 | 0,45 | 0,44 | 0,51 |
| 7,5 | 56,5 | 0,47 | 0,51 | 0,50 | 0,58 |
| 8 | 64 | 0,55 | 0,58 | 0,60 | 0,65 |
| 9 | 81 | 0,69 | 0,74 | 0,75 | 0,86 |
| 10 | 100 | 0,85 | 0,89 | 0,91 | 1,02 |
| 11 | 121 | 1,03 | 1,08 | 1. 12 12 | 1,23 |
| 12 | 144 | 1,22 | 1,27 | 1,33 | 1,48 |
| 13 | 169 | 1,41 | 1,49 | 1,53 | 1.73 |
| 14 | 196 | 1,62 | 1,76 | 1,78 | 2,02 |
| 15 | 225 | 1,86 | 1,95 | 2,07 | 2,31 |
V-образные односторонние сварные соединения
масса наплавленного металла, кг /1 м шва
| Толщина металла, мм | Зазор, мм | Нижнее 50° | Нижнее 60° | Вертикальное 70° | Потолочное 80° | Горизонтальное60° |
| 4 | 1 | 0,09 | 0,10 | 0,132 | 0,14 | 0,11 |
| 5 | 1 | 0,13 | 0,15 | 0,19 | 0,22 | 0,16 |
| 6 | 1 | 0,17 | 0,20 | 0,29 | 0,30 | 0,24 |
| 7 | 1,5 | 0,26 | 0,30 | 0,38 | 0,44 | 0,33 |
| 8 | 1,5 | 0,31 | 0,37 | 0,47 | 0,55 | 0,44 |
| 9 | 1,5 | 0,38 | 0,44 | 0,59 | 0,69 | 0,51 |
| 10 | 2 | 0,49 | 0,57 | 0,76 | 0,86 | 0,64 |
| 11 | 2 | 0,56 | 0,66 | 0,89 | 1,02 | 0,76 |
| 12 | 2 | 0,65 | 0,77 | 1,05 | 1,23 | 0,89 |
| 14 | 2 | 0,86 | 1,02 | 1. 34 34 | 1,60 | 1,17 |
| 15 | 2 | 0,97 | 1,15 | 1,55 | 1,81 | 1,34 |
| 16 | 2 | 1,04 | 1,23 | 1.75 | 2,02 | 1,46 |
| 18 | 2 | 1,33 | 1,60 | 2,17 | 2,51 | 1,83 |
| 20 | 2 | 1,63 | 1,94 | 2,62 | 3,11 | 2,21 |
| 25 | 2 | 2.46 | 2,94 | 4,00 | 4,76 | 3,34 |
Норма расхода электродов на тонну металла
Дуговая электрическая сварка деталей включает два основных компонента. Первый это соединяемые металлические изделия, второй — дополнительный металл который их соединяет. При этом важно определить оптимальный расход электродов на 1 м шва калькулятор для расчета, которого сегодня можно найти в сети интернет.
Причина здесь не только финансовая, но и технологическая. Вес соединительного металла утяжеляет готовое изделие, и эта величина может доходить до 1,5% от ее начального веса.
Если для статических элементов это не принципиально, то для движущихся механизмов может оказаться существенными, даже критическими.
От чего зависит?
Затраты на электроды, сварочную проволоку и т.п. используемых при соединении элементов конструкции, потребление электрической энергии, главным образом влияет сечение сварочного шва.
В свою очередь этот показатель зависит от того, каким именно образом выполняется сварка, какую толщину имеет металл, качество подготовки деталей.
Важно! Даже небольшое увлажнение электродов резко повышает расход, снижает качество шва, затрудняет работу. Храните материалы исключительно в сухом месте, в упаковке предотвращающей попадание воды.
Как правило, основную характеристику — катет шва, от которого зависит его сечение, задает проект. Отсюда определяется нужный диаметр сварочного материала, сила сварочного тока и пр.
Если мы внимательно рассмотрим процесс электросварки, то убедимся, что далеко не весь вносимый металл используется. Часть его испаряется пламенем дуги, часть разбрызгивается, знакомыми всем сварочными искрами.
Часть его испаряется пламенем дуги, часть разбрызгивается, знакомыми всем сварочными искрами.
Какое-то количество металла связывается в покрывающем шов шлаке, образованном расплавленной обмазкой и окислами. Эти потери определяют словом «угар».
Наконец, сама технология процесса предполагает удерживание электрода. Соответственно часть его остается неиспользованной. Такой кусочек техническом языком называют «огарок», длина его около 50 мм.Часть этих расходов зависит от расположения и длины шва. Так же потери выше, когда приходится варить множество отдельных участков, к примеру, при сварке арматуры, чем один длинный шов.
 youtube.com/embed/XTtLrRnPB3k?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
youtube.com/embed/XTtLrRnPB3k?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>Практический и теоретический расчеты
Рассчитать расход можно двумя способами:
- теоретическим;
- практическим.
В первом случае, используют нормативные данные с той или иной степенью приближения. Самым простым вариантом будет воспользоваться ведомственными нормами расхода зависящих от вида конструкции (табл. 1). Расчет приводится к тонне готовых изделий.
Метод используют его с практическими целями, для приблизительного расчета расходных материалов для изготовления той или иной конструкции.
Более точные данные дают строительные нормы ВСН 416-81. Нормы представляют сборник эмпирических данных, сведенных в таблицы. Они составлены для большинства применяемых видов стыка трубы, формы шва, вида расходных материалов.
Не менее точный результат дает расчет с использованием формул, куда вводят различные поправочные коэффициенты.
Суть практического метода — полевые замеры реальной работы. Сюда входит качество расходников, тип и возможности сварочного оборудования, квалификация работников и т.д. Метод требует не одного часа затрат труда и материалов. При этом результаты его подходят деталям, близко соответствующим образцам.
Погрешности
Сами вычисления не могут быть неточными. Но вот исходные данные — вполне.
- Табличные значения принимают по усредненным показателям, практически могут отличаться в разы.
- Данные, вводимые в формулы, определяются замерами. При этом, возможны как погрешности самих приборов, так и методов измерения.
- Данные образцов не совпадают. Это вызвано разной точностью подготовки, отклонениями размера шва и т.п.
Все перечисленные отклонения способны накапливаться и на практике доходят до 5-7%. Именно это количество сварочного материала рекомендуется иметь как резерв.
Методика вычислений
На практике используется несколько способов того, как рассчитать электроды по определенным формулам.
1. Первый теоретический расчет осуществляется по коэффициенту (ниже приведена таблица коэффициентов для разных видов и марок изделий). Формула выглядит следующим образом:
Н = М * К, где М – масса всей свариваемой конструкции К – значение коэффициента (дается в ВСН 452-84) Н – масса расходуемых электродных стержней
2. Вторые вычисления позволяют вычислить вес наплавленного металла. Формула несколько более сложная, здесь также необходимо воспользоваться справочником и замерить соединительный шов.
G = F * L * M, где М – масса прутка в кубических сантиметрах L – протяженность сварочного шва F – площадь поперечного сечения
Практический расчет производится по второй формуле. При этом, чтобы сравнить его точность, сварщик выполняет пробные проходы. Испытательную сварку в этом случае рекомендуется выполнить 3–4 раза, при этом каждый раз зафиксировать:
- длину огарка;
- длину сварного соединения;
- напряжение и величину тока в процессе.
Благодаря тестам показатели будут наиболее точными как для бытовых, так и для промышленных масштабов (на тонну металлоконструкций).
Формулы, используемые при расчетах. Поправочные коэффициенты
Формула, которая применяется для расчета нормы расхода выглядит следующим образом:
(1) НЭ = GЭ * LШ;
где НЭ – сам расход, который нужно определить; GЭ – удельная норма; LШ – длина шва в метрах.
GЭ рассчитывают по формуле (2): GЭ = kр * mн. Здесь: kр – поправочный табличный к-т, учитывающий потери за счет угара, устройства «холостых валиков» (поправочная наплавка), огарки, предварительные прихватки и пр. Зависит его величина от группы и марки расходников (таблица 2)
(3) mн = ρ * Fн, Где ρ – удельная плотность стали. В зависимости от типа расходников ее принимают: Величину mн – вес (массу) наплавленного металла, определяют по формуле:
- 7,5 гр/см3 (7500 кг/м3) при использовании сварочной проволоки, тонкопокрытых или голых стержней;
- 7,85 гр/см3 (7850 кг/м3), для толстопокрытых электродов.
Fн – поперечное сечение наплавленного металла шва см2. Значение вычисляют по табличным данным из ГОСТ 5264-80, либо с помощью самостоятельных замеров.
Значение вычисляют по табличным данным из ГОСТ 5264-80, либо с помощью самостоятельных замеров.
Расчет электродов на 1 метр шва: онлайн и самостоятельно
Некоторые сайты соответствующей тематики предоставляют возможность произвести расчеты с помощью онлайн-калькулятора. Данный способ отличается простотой и удобством. Исполнителю достаточно будет ввести цифры в надлежащие окошки, кликнуть кнопку «рассчитать» и автоматически получить готовый результат.
Сварщики также могут выполнить расчеты самостоятельными силами. Для этого используются следующая общая формула:
Н = Нсв + Нпр + Нпр, где Нсв — расход электродов на сваривание; Нпр — расход стержней на прихватки; Нпр — расход на проведение правки методом холостых валиков.
Нормы расхода сварочных электродов на прихваточные работы определяется в процентном отношении от расхода на основные работы:
- толщина стенок конструкции до 12 мм. — 15%;
- свыше 12 мм. — 12%.
Также существуют стандартные нормы, которые варьируются в зависимости от типа электрода и толщины стенок конструкции.
В зависимости от коэффициента расхода, согласно паспортным данным, электроды, применяемые при дуговой и комбинированной сварке трубопроводов из легированных и высоколегированных сталей, объединены в 6 групп (табл. 1). К группе 1 относятся электроды с коэффициентом расхода 1,4.
Коэффициент расхода электродов
ОЗЛ-Э6; ОЗЛ-5; ЦТ-28; ОЗЛ-25Б
ЦЛ-17, ОЗЛ-2, ОЗЛ-8, ЗИО-8, ОЗЛ-6, ОЗЛ-7, ОЗЛ-3, ОЗЛ-21
ОЗЛ-9А, ГС-1, ЦТ-15, ЦЛ-11, УОНИ-13/НЖ, ЦЛ-9
ОЗС-11, ОЗЛ-22, ОЗЛ-20, НЖ-13
АНЖР-2, ОЗЛ-28, ОЗЛ-27
Рассмотрим данные нормы на примере соединения вертикальных швов типа С18:
| Толщина стенки, мм. | Масса наплавленного металла, кг. | Электроды группы II, кг. | Электроды группы III, кг. | Электроды группы IV, кг. | Электроды группы V, кг. | Электроды группы VI, кг. |
| 3,0 | 0,201 | 0,366 | 0,390 | 0,415 | 0,439 | 0,464 |
| 4,0 | 0,249 | 0,453 | 0,484 | 0,514 | 0,544 | 0,574 |
| 5,0 | 0,330 | 0,600 | 0,640 | 0,680 | 0,720 | 0,760 |
| 6,0 | 0,474 | 0,861 | 0,918 | 0,975 | 1,033 | 1,090 |
| 8,0 | 0,651 | 1,182 | 1,261 | 1,341 | 1,419 | 1,498 |
| 10,0 | 0,885 | 1,607 | 1,714 | 1,821 | 1,928 | 2,035 |
| 12,0 | 1,166 | 2,116 | 2,257 | 2,398 | 2,539 | 2,680 |
| 15,0 | 1,893 | 3,436 | 3,665 | 3,894 | 4,123 | 4,352 |
| 16,0 | 2,081 | 3,778 | 4,030 | 4,281 | 4,533 | 4,785 |
| 18,0 | 2,297 | 4,532 | 4,834 | 5,136 | 5,438 | 5,740 |
Читать также: Стойка для болгарки своими руками чертежи видео
Рассмотрим данные нормы на примере соединения горизонтальных швов типа С18
Толщина стенки, мм. | Масса наплавленного металла, кг. | Электроды группы II, кг. | Электроды группы III, кг. | Электроды группы IV, кг. | Электроды группы V, кг. | Электроды группы VI, кг. |
| 3,0 | 0,152 | 0,269 | 0,286 | 0,305 | 0,322 | 0,340 |
| 4,0 | 0,207 | 0,368 | 0,393 | 0,417 | 0,442 | 0,466 |
| 5,0 | 0,262 | 0,465 | 0,497 | 0,527 | 0,588 | 0,590 |
Сколько размещается в 1 кг?
Как правило вес пачки точно не регламентируется, однако обычно, эта величина составляет 1, 5, 6 или 8 кг. Точный вес указан на самой упаковке.
В зависимости от диаметра стержня, пачка содержит разное количество изделий. Если эта величина не указана в этикетке, ее можно посчитать исходя из веса одного стержня.
При отсутствии под рукой таблицы, сориентироваться можно следующим образом. Умножаем длину (обычно 45 см) на площадь сечения, определяемую по формуле площади круга: S=πR2. Полученный результат перемножаем с объемным весом стали 7,85 гр/см3.
Полученный результат перемножаем с объемным весом стали 7,85 гр/см3.
Вес электрода диаметром 4 мм составит около 61гр. Разделив 1 кг, на 0,06 получим 16 шт.
Расход электродов при сварке
Основной расходный материал при сварочных работах — это плавящиеся электроды. Перед началом работ нужно рассчитать требуемое количество электродов (хотя бы приблизительно). Расход зависит от нескольких факторов:
- марки электрода или проволоки;
- сечения шва;
- вида сварки.
В зависимости от типа соединения (стыковое, угловое, тавровое) по-разному вычисляется площадь сечения шва. Ниже приводим примеры формул, где b соответствует расстоянию между кромками деталей, S — толщине детали, а e и g — ширине и высоте шва.
Расход на тонну металлоконструкции
На практике нередко нужен расход электродов на 1 тонну металлоконструкций при этом калькулятор онлайн может оказаться недоступен.
Крайне приблизительно ее можно принять, как 0,9 — 1,2% массы изделия. Более точные данные нам даст таблица 1 (см. выше).
Более точные данные нам даст таблица 1 (см. выше).
Достаточно точные данные получают расчетом. Для этого, необходимо посчитать все сварные швы конструкции, а затем воспользоваться формулой, приведенной ранее (1).
Но самый надежный метод — по фактическим затратам. Он применим, когда выполняется изготовление серии однотипных сварных изделий.
При этом, самое первое изделие изготавливают, максимально соблюдая технологические нормы:
- оптимальный сварочный ток;
- диаметр электрода;
- подготовку места сварки, включая снятие фаски под нужным углом.
Одновременно ведут точный учет расхода стержней (или проволоки). Полученные данные делят на вес конструкции и соотношение используют далее, как эталон.
Расчет расхода электродов на 1 тонну металлоконструкций
Каждый опытный сварщик знает, что на продуктивность работы влияет не только правильный выбор электродов для ручной дуговой сварки, но и их расчет. От того, насколько точно вы выполните расчет зависит оплата вашего труда и оценка эффективности работы. При выполнении расчета количества электродов для дуговой сварки нужно не только правильно воспользоваться методиками, но и учесть все особенности металлоконструкции. Норма расхода электродов на тонну металла рассчитывается с помощью формул. Используя их вы сможете довольно быстро рассчитать расход электродов на тонну металлоконструкций.
При выполнении расчета количества электродов для дуговой сварки нужно не только правильно воспользоваться методиками, но и учесть все особенности металлоконструкции. Норма расхода электродов на тонну металла рассчитывается с помощью формул. Используя их вы сможете довольно быстро рассчитать расход электродов на тонну металлоконструкций.
В этом материале мы научим вас, как рассчитать расход электродов самому и приведем необходимые таблицы для наглядного примера.
статьи
ОСОБЕННОСТИ
Нормы расхода электродов для сварки трубопроводов и для иных деталей могут отличаться, это нужно учитывать. Полный перечень норм прописан в нормативных документах (СНиПах, ГОСТах и прочих). Изучите хотя бы основные выдержки из документов, чтобы иметь представления об ограничениях.
Также не всегда получается полностью соблюсти нормы расхода электродов при сварочных работах, поскольку часто условия работы не позволяют выполнить весь спектр процедур для правильного использования комплектующих.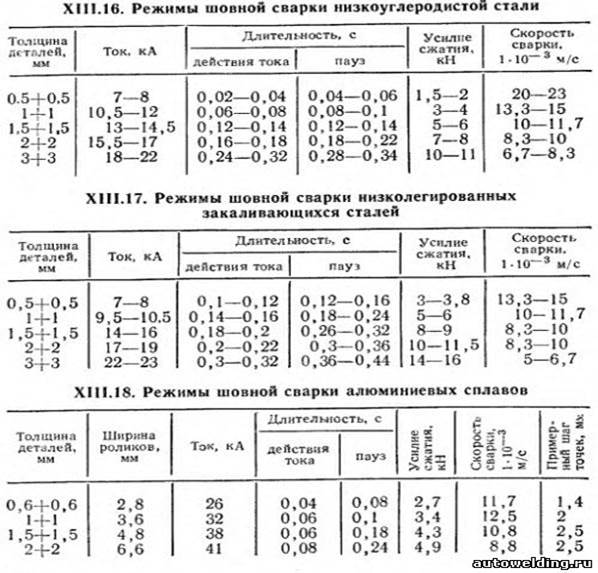 В таких ситуациях мы рекомендуем провести расчет и хотя бы стараться приблизиться к этой цифре в своей работе. Но если на вашем производстве есть строгий контроль качества, то вам все же придется соблюсти нормы.
В таких ситуациях мы рекомендуем провести расчет и хотя бы стараться приблизиться к этой цифре в своей работе. Но если на вашем производстве есть строгий контроль качества, то вам все же придется соблюсти нормы.
Вместо заключения
Теперь вы знаете, как рассчитать количество электродов. На данный момент существует множество документов, в которых подробно описываются нормы расхода электродов при сварочных работах, не поленитесь изучить их. В будущем эти знания помогут вам улучшить и ускорить свою работу.
Новичку часто сложно произвести точный расчет, поэтому рекомендуем на начальном этапе использовать калькулятор расхода электродов. Его легко можно найти в интернете. Когда вы поймете принцип, обязательно научитесь рассчитывать расход самостоятельно.
Оставляйте свои комментарии и делитесь этим материалов в социальных сетях. Желаем удачи в работе!
Источник: https://zen.yandex.ru/media/id/5bf3137cd8320000adc8b015/5bfce918dde28b00aaccdae4
При сварке труб
Определить сколько нужно электродов на 1 м шва при сварке резервуаров, трубопроводов, других криволинейных поверхностей выполнить сложнее, чем для ровных швов. Для получения данных в таких расчетах, на практике используют таблицы ведомственных норм ВСН 452-84.
Для получения данных в таких расчетах, на практике используют таблицы ведомственных норм ВСН 452-84.
Здесь приведены данные о массе наплавляемого металла с учетом формы шва, толщины стенки трубы, а также группы электродов.
Как выглядит такая таблица можно увидеть на рисунке (таблица 3)
Расход электрода на метр шва: нормы, формула расчета
Показатели затрат электрода на каждый метр шва используются во время составления сметы на сварочные работы. Точность таких цифр сказывается на экономической составляющей целого проекта. Чтобы не ошибиться в подсчетах, ими должен заниматься квалифицированный сварщик, который знает особенности процесса сварки и современной продукции. Он высчитает расход электродов на 1 м шва с учетом всех тонкостей ситуации.
Влияющие факторы
Таблица расхода электрода в зависимости от положения шва
На скорость укорачивания стержня в обмазке влияют разные факторы. В первую очередь, значение имеет толщина сплава, который предстоит варить. Но также необходимо правильно подобрать диаметр стержня. Если он будет недостаточным, присадочный материал начнет сгорать при малой производительности.
Но также необходимо правильно подобрать диаметр стержня. Если он будет недостаточным, присадочный материал начнет сгорать при малой производительности.
Если диаметр слишком большой, то появятся крупные наплывы, но глубина провара останется маленькой. В последнем случае для создания качественного шва потребуется работать посредством широких колебательных движений. В противном случае в присадочном материале появится прожог.
Третий аспект, влияющий на расход электродов на сварку – сила тока. Если она будет слишком большой, то металл во время плавления начнет разбрызгиваться. Остается следить за зазором между заготовками. Если участки материала будут располагаться слишком далеко друг от друга, работа с ним потребует размаха поперечных движений, а это значительно повысит затраты.
Формулы, используемые для расчетов
Показатели расхода – это количество материала, которое требуется для проведения работ по сварке. При вычислении большое значение имеет толщина стали или сплава.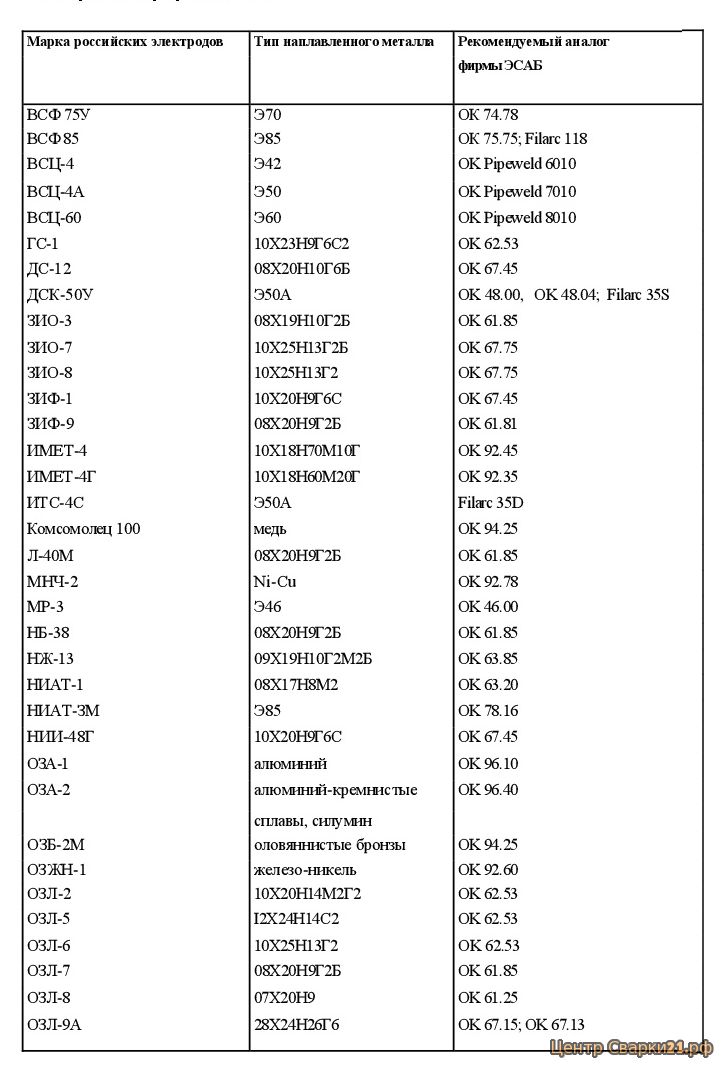 Если используется сталь, толщина которой не превышает 12 мм, то норма на прихватки составит 15%, а если для сварки нужна сталь больше 12 мм, то 12%. При работе с титановыми или алюминиевыми сплавами процент повышают до 20. Норма для проведения правки подобных изделий следующая:
Если используется сталь, толщина которой не превышает 12 мм, то норма на прихватки составит 15%, а если для сварки нужна сталь больше 12 мм, то 12%. При работе с титановыми или алюминиевыми сплавами процент повышают до 20. Норма для проведения правки подобных изделий следующая:
- Титан – 35–40%.
- Алюминий менее 8 мм – 30%.
- Алюминий более 8 мм – 25%.
Коэффициент расхода электродов для разных марок электродов
Показатели нормирования складываются из расходов на сварку, правку методом «холостых валиков» и расхода на прихватки. Расчет расхода электродов должен учитывать эти факторы. В дальнейшем применяется формула: N=M*K. Она расшифровывается следующим образом:
- М – масса наплавленного металла на каждый метр.
- К – коэффициент потерь.
- N – норма расхода на метр.
Расчет расхода покрытых электродов
Чтобы найти M, необходимо перемножить площадь поперечного сечения, длину шва и плотность материала, то есть используется формула M=S*ρ*L. Плотность можно узнать из соответствующих справочников и таблиц. В большинстве случаев она составляет 7,85г/см³. Площадь сечения необходимо измерять самостоятельно.
Плотность можно узнать из соответствующих справочников и таблиц. В большинстве случаев она составляет 7,85г/см³. Площадь сечения необходимо измерять самостоятельно.
Расчет площади поперечного сечения шва
Методы расчета поправочного коэффициента
Расчет расхода сварочных электродов требует учитывать поправочный коэффициент. Он состоит из технологических потерь во время сварки, которые включают в себя огарки, разбрызгивание металла и угар. На их количество влияют режимы сварки, рабочие условия и особенности используемого металла.
Потери электродов на огарки
Несмотря на многообразие тонкостей, которые изменяют коэффициент, рассчитывать его несложно, потому что все стандартные цифры уже приведены в специальных таблицах. Например, в них рассматриваются потери на огарок при сварке. При стандартных вычислениях, длина огарка, взятого от обычного 450 мм электрода, составляет 50 мм. Если необходимо рассчитать показатели для другой длины, то нужно использовать поправку по формуле λ=(lэ — 50)/(lэ — lо). В данном случае lо обозначает длину конкретного огарка, а lэ – электрода.
В данном случае lо обозначает длину конкретного огарка, а lэ – электрода.
Посмотреть затраты на угар и разбрызгивание можно в паспортной характеристике, которая есть у всех материалов для сварки. Итоговая цифра увеличивается при повышенной сложности рабочих условий. Это относится к случаям, когда поверхность располагается в наклонной, вертикальной или потолочной плоскости. При первом варианте коэффициент равняется 1,05, во втором – 1,10, а в третьем – 1,20. Для уточнения всех аспектов расхода электродов необходимо провести испытательные работы.
Определение диаметра электрода
Видео по теме: Влияние наклона электрода на пористость сварочного шва
specnavigator.ru
Снижение затрат
Для небольших бытовых работ затраты на расходники при дуговой сварке составляют относительно небольшие суммы. Поэтому, увеличение по какой-либо причине количество затраченных материалов мало что меняет.
Другое дело, когда речь о сварочных работах на крупной стройке, или ремонтном цехе. Здесь перерасход в доли процентов оборачивается тысячными убытками.
Здесь перерасход в доли процентов оборачивается тысячными убытками.
Мероприятия, направленные на снижение расходов при сварочных работах, ведут по следующим направлениям:
- Повышение квалификации персонала
- Качество сварочного оборудования, своевременное его обслуживание, ремонт и регулировка при необходимости.
- Улучшение качества используемых материалов, подготовки мест соединений.
- Использование новых технологий, замена, где это возможно, ручной сварки автоматической и полуавтоматической.
Стрельцов В. сварщик со стажем 22 года: «Опытный сварщик даже на худшем оборудовании, сырыми электродами израсходует их меньше, чем новичок. Разумеется, это не исключает необходимость соблюдения технологии».
Как рассчитать расход электродов на 1 тонну металлоконструкций
Дуговая электрическая сварка деталей включает два основных компонента. Первый это соединяемые металлические изделия, второй — дополнительный металл который их соединяет.
 При этом важно определить оптимальный расход электродов на 1 м шва калькулятор для расчета, которого сегодня можно найти в сети интернет.
При этом важно определить оптимальный расход электродов на 1 м шва калькулятор для расчета, которого сегодня можно найти в сети интернет.Причина здесь не только финансовая, но и технологическая. Вес соединительного металла утяжеляет готовое изделие, и эта величина может доходить до 1,5% от ее начального веса.
Если для статических элементов это не принципиально, то для движущихся механизмов может оказаться существенными, даже критическими.
От чего зависит?
Затраты на электроды, сварочную проволоку и т.п. используемых при соединении элементов конструкции, потребление электрической энергии, главным образом влияет сечение сварочного шва.
В свою очередь этот показатель зависит от того, каким именно образом выполняется сварка, какую толщину имеет металл, качество подготовки деталей.
Важно! Даже небольшое увлажнение электродов резко повышает расход, снижает качество шва, затрудняет работу. Храните материалы исключительно в сухом месте, в упаковке предотвращающей попадание воды.
Как правило, основную характеристику — катет шва, от которого зависит его сечение, задает проект. Отсюда определяется нужный диаметр сварочного материала, сила сварочного тока и пр.
Если мы внимательно рассмотрим процесс электросварки, то убедимся, что далеко не весь вносимый металл используется. Часть его испаряется пламенем дуги, часть разбрызгивается, знакомыми всем сварочными искрами.
Какое-то количество металла связывается в покрывающем шов шлаке, образованном расплавленной обмазкой и окислами. Эти потери определяют словом «угар».
Наконец, сама технология процесса предполагает удерживание электрода. Соответственно часть его остается неиспользованной. Такой кусочек техническом языком называют «огарок», длина его около 50 мм.Часть этих расходов зависит от расположения и длины шва. Так же потери выше, когда приходится варить множество отдельных участков, к примеру, при сварке арматуры, чем один длинный шов.
Практический и теоретический расчеты
Рассчитать расход можно двумя способами:
- теоретическим;
- практическим.

В первом случае, используют нормативные данные с той или иной степенью приближения. Самым простым вариантом будет воспользоваться ведомственными нормами расхода зависящих от вида конструкции (табл. 1). Расчет приводится к тонне готовых изделий.
Метод используют его с практическими целями, для приблизительного расчета расходных материалов для изготовления той или иной конструкции.
Более точные данные дают строительные нормы ВСН 416-81. Нормы представляют сборник эмпирических данных, сведенных в таблицы. Они составлены для большинства применяемых видов стыка трубы, формы шва, вида расходных материалов.
Не менее точный результат дает расчет с использованием формул, куда вводят различные поправочные коэффициенты.
Суть практического метода — полевые замеры реальной работы. Сюда входит качество расходников, тип и возможности сварочного оборудования, квалификация работников и т.д. Метод требует не одного часа затрат труда и материалов.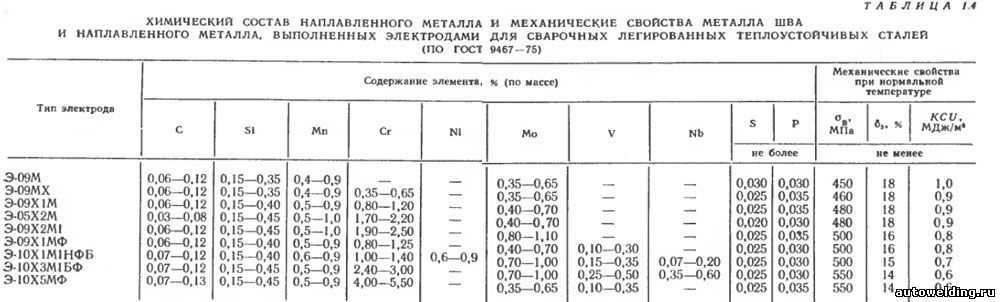 При этом результаты его подходят деталям, близко соответствующим образцам.
При этом результаты его подходят деталям, близко соответствующим образцам.
Экономим расходники
Опытные сварщики знакомы с секретами, которые позволяют сократить расход электродов. Здесь важно, чтобы наша экономия никак не повлияла на качество работы.
Вот эти советы профессионалов:
- Использование полуавтоматического сварочного оборудования позволяет снизить расходование электродов на 5-10 % в сравнении с методом ручной сварки;
- Правильно выставленный на аппарате режим сварки также поможет нам контролировать расходование материалов. Установленные вами параметры, такие как сила тока и напряжение, должны соответствовать типу электродов и толщине свариваемого металла. Не превышайте необходимые значения, особенно, если вы используете тонкие стержни, это заметно увеличит их расход. Не забывайте проверять настройки аппарата при смене электродов.
- Необходимо научиться правильно выбирать положение для сваривания. Это умение приходит с опытом, а для новичков есть достаточное количество справочного материала.

Эти советы помогут вам снизить расход материалов, не рискуя при этом ухудшить результат работы. Результат будет зависеть от вашего опыта, а не от количества используемых расходных материалов.
Погрешности
Сами вычисления не могут быть неточными. Но вот исходные данные — вполне.
- Табличные значения принимают по усредненным показателям, практически могут отличаться в разы.
- Данные, вводимые в формулы, определяются замерами. При этом, возможны как погрешности самих приборов, так и методов измерения.
- Данные образцов не совпадают. Это вызвано разной точностью подготовки, отклонениями размера шва и т.п.
Все перечисленные отклонения способны накапливаться и на практике доходят до 5-7%. Именно это количество сварочного материала рекомендуется иметь как резерв.
Формулы, используемые при расчетах. Поправочные коэффициенты
Формула, которая применяется для расчета нормы расхода выглядит следующим образом:
(1) НЭ = GЭ * LШ;
где НЭ – сам расход, который нужно определить; GЭ – удельная норма; LШ – длина шва в метрах.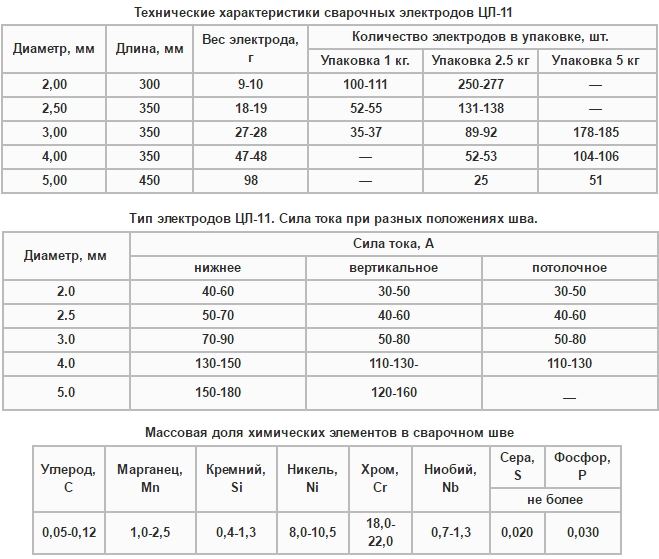
GЭ рассчитывают по формуле (2): GЭ = kр * mн. Здесь: kр – поправочный табличный к-т, учитывающий потери за счет угара, устройства «холостых валиков» (поправочная наплавка), огарки, предварительные прихватки и пр. Зависит его величина от группы и марки расходников (таблица 2)
(3) mн = ρ * Fн, Где ρ – удельная плотность стали. В зависимости от типа расходников ее принимают: Величину mн – вес (массу) наплавленного металла, определяют по формуле:
- 7,5 гр/см3 (7500 кг/м3) при использовании сварочной проволоки, тонкопокрытых или голых стержней;
- 7,85 гр/см3 (7850 кг/м3), для толстопокрытых электродов.
Fн – поперечное сечение наплавленного металла шва см2. Значение вычисляют по табличным данным из ГОСТ 5264-80, либо с помощью самостоятельных замеров.
Особенности проволоки
На расход проволоки оказывает влияние множество причин, включая человеческий фактор в контексте наличия у сварщика требуемой квалификации. Однако наиболее объективным является значение коэффициента наплавки.
Однако наиболее объективным является значение коэффициента наплавки.
Нержавеющая сварочная проволока Alfa Global ER 347Si. Фото Сварочные Технологии
Этот показатель определяет количество наплавленного металла за единицу времени при силе тока один ампер. На величину коэффициента влияют состав материала проволоки, организация защиты зоны сварки (газы, флюс), а также вид тока (переменный, постоянный) и его полярность. Значение коэффициента наплавки в зависимости от типа проволоки и способа ведения технологического процесса могут колебаться от 5-7 до 18-20 г/А*ч. Выделяют несколько видов проволок: титановая, медная, легированная, полированная, нержавеющая, стальная, алюминиевая, омедненная, порошковая. Определяется коэффициент в основном экспериментальным путем.
Справка. Коэффициент наплавки, а также другие технические характеристики популярных марок: ПАНЧ-11, СВ08Г2С, ER70S-6, ВТ1-ооСв представлены в соответствующих статьях.
Сколько размещается в 1 кг?
Как правило вес пачки точно не регламентируется, однако обычно, эта величина составляет 1, 5, 6 или 8 кг. Точный вес указан на самой упаковке.
В зависимости от диаметра стержня, пачка содержит разное количество изделий. Если эта величина не указана в этикетке, ее можно посчитать исходя из веса одного стержня.
При отсутствии под рукой таблицы, сориентироваться можно следующим образом. Умножаем длину (обычно 45 см) на площадь сечения, определяемую по формуле площади круга: S=πR2. Полученный результат перемножаем с объемным весом стали 7,85 гр/см3.
Вес электрода диаметром 4 мм составит около 61гр. Разделив 1 кг, на 0,06 получим 16 шт.
Зачем необходимо знать точное количество электродов?
Производительность и продолжительность сварки напрямую зависит от наличия/отсутствия достаточного количества расходного материала. Присадочное отработанное изделие необходимо своевременно заменять новым. Когда электрода не оказывается под рукой, это напрямую отражается на темпе проводимых работ. Закупка присадочного материала отнимает время, что приводит к остановке сварки. Некритичной считается ситуация, когда не хватает нескольких килограмм. Сварка габаритных металлоконструкций, наоборот, требует огромного количества электродов. Ошибки здесь исчисляется недостатком огромного числа расходников. Необходимость предварительной подготовки большого количества присадочных изделий в значительной степени тормозит рабочий процесс, что может сорвать все сроки по сдачи объекта.
Расход на тонну металлоконструкции
На практике нередко нужен расход электродов на 1 тонну металлоконструкций при этом калькулятор онлайн может оказаться недоступен.
Крайне приблизительно ее можно принять, как 0,9 — 1,2% массы изделия. Более точные данные нам даст таблица 1 (см. выше).
Достаточно точные данные получают расчетом. Для этого, необходимо посчитать все сварные швы конструкции, а затем воспользоваться формулой, приведенной ранее (1).
Но самый надежный метод — по фактическим затратам. Он применим, когда выполняется изготовление серии однотипных сварных изделий.
При этом, самое первое изделие изготавливают, максимально соблюдая технологические нормы:
- оптимальный сварочный ток;
- диаметр электрода;
- подготовку места сварки, включая снятие фаски под нужным углом.
Одновременно ведут точный учет расхода стержней (или проволоки). Полученные данные делят на вес конструкции и соотношение используют далее, как эталон.
При сварке труб
Определить сколько нужно электродов на 1 м шва при сварке резервуаров, трубопроводов, других криволинейных поверхностей выполнить сложнее, чем для ровных швов. Для получения данных в таких расчетах, на практике используют таблицы ведомственных норм ВСН 452-84.
Здесь приведены данные о массе наплавляемого металла с учетом формы шва, толщины стенки трубы, а также группы электродов.
Как выглядит такая таблица можно увидеть на рисунке (таблица 3)
Таблицы
Нормы расхода сварочных материалов определяются с использованием коэффициента. Данный параметр берется из специальных таблиц. Если необходимо определить расход электродов, например, в сварке труб, тогда следует воспользоваться таблицей.
В целях упрощения расчетов можно использовать уже готовые таблицы, в которых приводятся готовые данные. На производстве использовать подобный материал существенно проще, чем выполнять каждый раз новые вычисления.
Нормы ручной дуговой сварки покрытыми стержнями приведены в таблицах ниже.
Норма на 1 стык.
| Размер трубы, мм | Масса наплавленного металла, г | Электроды по группам, г | Код строки | ||||
| II | III | IV | V | VI | |||
| 45´3 | 21 | 37 | 40 | 42 | 44 | 47 | 1 |
| 45´4 | 28 | 50 | 54 | 57 | 61 | 64 | 2 |
| 57´3 | 27 | 57 | 60 | 54 | 67 | 60 | 3 |
| 57´4 | 36 | 64 | 69 | 73 | 77 | 82 | 4 |
| 76´5 | 61 | 108 | 108 | 123 | 130 | 137 | 5 |
Норма на 1 м шва.
| Толщ. стенки, мм | Масса наплавленного металла, г | Эл-ды по группам, гр | Код строки | ||||
| II | III | IV | V | VI | |||
| 3 | 152 | 269 | 286 | 305 | 322 | 340 | 1 |
| 4 | 207 | 368 | 393 | 417 | 442 | 466 | 2 |
| 5 | 262 | 465 | 497 | 527 | 558 | 590 | 3 |
Затраты на формирование вертикальных стыков трубопроводов, со скошенными кромками
1 м шва.
| Толщина стенки, мм | Масса наплавленного металла, г | Эл-ды по группам, гр | Код строки | ||||
| II | III | IV | V | VI | |||
| 3 | 201 | 366 | 390 | 415 | 439 | 464 | 1 |
| 4 | 249 | 453 | 484 | 514 | 544 | 574 | 2 |
| 5 | 330 | 600 | 640 | 680 | 820 | 760 | 3 |
| 6 | 474 | 861 | 918 | 975 | 1033 | 1090 | 4 |
| 8 | 651 | 1182 | 1261 | 1410 | 1419 | 1498 | 5 |
| 10 | 885 | 1607 | 1714 | 1821 | 1928 | 2035 | 6 |
| 12 | 1166 | 2116 | 2257 | 2398 | 2539 | 2680 | 7 |
| 15 | 1893 | 3436 | 3665 | 3894 | 4123 | 4352 | 8 |
| 16 | 2081 | 3778 | 4030 | 4281 | 4533 | 4785 | 9 |
| 18 | 2297 | 4532 | 4834 | 5136 | 5438 | 5740 | 10 |
1 стык.
| Размер трубы, мм | Вес напл. металла, г | Эл-ды, г | Код строки | ||||
| II | III | IV | V | VI | |||
| 45´3 | 27 | 60 | 54 | 58 | 61 | 64 | 1 |
| 45´4 | 34 | 62 | 66 | 70 | 74 | 79 | 2 |
| 57´3 | 35 | 64 | 69 | 73 | 77 | 82 | 3 |
| 57´4 | 44 | 79 | 85 | 90 | 95 | 100 | 4 |
| 76´5 | 77 | 140 | 149 | 158 | 168 | 177 | 5 |
| 89´6 | 130 | 235 | 251 | 266 | 282 | 298 | 6 |
| 108´6 | 158 | 287 | 306 | 325 | 344 | 363 | 7 |
| 133´6 | 195 | 354 | 377 | 401 | 425 | 448 | 8 |
| 133´8 | 268 | 483 | 516 | 548 | 580 | 613 | 9 |
| 159´6 | 234 | 424 | 453 | 481 | 509 | 537 | 10 |
| 159´8 | 320 | 580 | 619 | 658 | 697 | 735 | 11 |
| 219´6 | 323 | 586 | 625 | 664 | 703 | 742 | 12 |
| 219´8 | 442 | 803 | 856 | 910 | 963 | 1017 | 13 |
| 219´10 | 599 | 1088 | 1160 | 1233 | 1305 | 1376 | 14 |
| 219´12 | 787 | 1428 | 1523 | 1619 | 1714 | 1809 | 15 |
| 273´8 | 553 | 1003 | 1071 | 1138 | 1205 | 1272 | 16 |
| 273´10 | 750 | 1361 | 1452 | 1542 | 1633 | 1724 | 17 |
| 273´12 | 985 | 1788 | 1907 | 2026 | 2145 | 2265 | 18 |
| 273´15 | 1592 | 2890 | 3082 | 3275 | 3467 | 3660 | 19 |
| 325´8 | 659 | 1196 | 1276 | 1357 | 1436 | 1516 | 20 |
| 325´10 | 894 | 1623 | 1731 | 1839 | 1947 | 2055 | 21 |
| 325´12 | 1175 | 2133 | 2275 | 2417 | 2559 | 2701 | 22 |
| 325´15 | 1902 | 3453 | 3683 | 3913 | 4144 | 4374 | 23 |
| 377´8 | 765 | 1389 | 1482 | 1576 | 1667 | 1760 | 24 |
| 377´10 | 1039 | 1885 | 2010 | 2136 | 2261 | 2387 | 25 |
| 377´12 | 1365 | 2478 | 2643 | 2808 | 2973 | 3138 | 26 |
| 377´15 | 2211 | 4013 | 4281 | 4548 | 4816 | 5083 | 27 |
| 426´10 | 1175 | 2132 | 2274 | 2416 | 2558 | 2700 | 28 |
| 426´12 | 1545 | 2804 | 2990 | 3177 | 3364 | 3551 | 29 |
| 426´16 | 2759 | 4991 | 5324 | 5655 | 5988 | 6321 | 30 |
| 465´18 | 3598 | 6531 | 6966 | 7401 | 7836 | 8271 | 31 |
Горизонтальные соединения трубопроводов со скосом одной кромки
1 м шва.
| Толщина стенки, мм | Вес напл. металла, гр | Электроды, гр | Код строки | ||||
| II | III | IV | V | VI | |||
| 3 | 232 | 411 | 438 | 466 | 493 | 521 | 1 |
| 4 | 299 | 529 | 564 | 599 | 635 | 670 | 2 |
| 5 | 384 | 680 | 724 | 770 | 816 | 861 | 3 |
| 6 | 470 | 832 | 887 | 943 | 998 | 1054 | 4 |
| 8 | 832 | 1474 | 1573 | 1671 | 1769 | 1868 | 5 |
| 10 | 1110 | 1965 | 2096 | 2227 | 2358 | 2489 | 6 |
| 12 | 1562 | 2765 | 2949 | 3133 | 3318 | 3502 | 7 |
| 15 | 2137 | 3782 | 4034 | 4287 | 4539 | 4791 | 8 |
| 16 | 2348 | 4157 | 4434 | 4712 | 4989 | 5266 | 9 |
| 18 | 2786 | 4931 | 5260 | 5588 | 5917 | 6246 | 10 |
1 стык.
| Размер трубы, мм | Вес напл. металла, гр | Эл-ды, гр | Код строки | ||||
| II | III | IV | V | VI | |||
| 57´3 | 41 | 72 | 77 | 82 | 87 | 92 | 1 |
| 57´4 | 53 | 93 | 99 | 105 | 111 | 117 | 2 |
| 76´5 | 89 | 158 | 169 | 179 | 190 | 201 | 3 |
| 89´6 | 128 | 227 | 242 | 257 | 272 | 288 | 4 |
| 108´6 | 157 | 277 | 295 | 314 | 332 | 351 | 5 |
| 133´6 | 193 | 342 | 365 | 388 | 410 | 433 | 6 |
| 133´8 | 341 | 603 | 643 | 683 | 723 | 764 | 7 |
| 159´6 | 232 | 410 | 437 | 465 | 492 | 520 | 8 |
| 159´8 | 482 | 724 | 772 | 820 | 869 | 917 | 9 |
| 219´6 | 320 | 567 | 604 | 642 | 680 | 718 | 10 |
| 219´8 | 565 | 1001 | 1068 | 1135 | 1201 | 1268 | 11 |
| 219´10 | 751 | 1330 | 1419 | 1508 | 1596 | 1685 | 12 |
| 219´12 | 1054 | 1866 | 1991 | 2115 | 2240 | 2364 | 13 |
| 273´8 | 1707 | 1251 | 1335 | 1419 | 1502 | 1586 | 14 |
| 273´10 | 940 | 1664 | 1775 | 1886 | 1997 | 2108 | 15 |
| 273´12 | 1320 | 2336 | 2492 | 2647 | 2804 | 2959 | 16 |
| 273´15 | 1797 | 3181 | 3393 | 3605 | 3817 | 4029 | 17 |
| 325´8 | 843 | 1492 | 1592 | 1691 | 1790 | 1890 | 18 |
| 325´10 | 1121 | 1985 | 2117 | 2249 | 2382 | 2514 | 19 |
| 325´12 | 1575 | 2787 | 2973 | 3158 | 3344 | 3530 | 20 |
| 325´15 | 2147 | 3801 | 4064 | 4308 | 4562 | 4815 | 21 |
| 377´10 | 1302 | 2035 | 2459 | 2612 | 2766 | 2920 | 22 |
| 377´12 | 1829 | 3238 | 3530 | 3669 | 3885 | 4101 | 23 |
| 377´16 | 2741 | 4851 | 5174 | 5449 | 5822 | 6145 | 24 |
| 465´18 | 4015 | 7106 | 7580 | 8052 | 8526 | 9000 | 25 |
С19 вертикальных стыков со скосом кромок
1 м шва.
| Толщ. ст., мм | Вес напл. металла, гр | Эл-ды, гр | Код строки | ||||
| II | III | IV | V | VI | |||
| 3 | 201 | 366 | 390 | 415 | 439 | 464 | 1 |
| 4 | 260 | 472 | 503 | 535 | 566 | 598 | 2 |
| 5 | 329 | 599 | 639 | 679 | 719 | 759 | 3 |
| 6 | 464 | 842 | 898 | 955 | 1011 | 1067 | 4 |
| 8 | 670 | 1216 | 1297 | 1378 | 1459 | 1540 | 5 |
| 10 | 974 | 1768 | 1885 | 2004 | 2121 | 2240 | 6 |
| 12 | 1250 | 2269 | 2420 | 2571 | 2722 | 2874 | 7 |
| 15 | 2010 | 3649 | 3894 | 4137 | 4380 | 4623 | 8 |
| 16 | 2204 | 4000 | 4266 | 4534 | 4800 | 5067 | 9 |
| 18 | 2615 | 4748 | 5063 | 5378 | 5695 | 6011 | 10 |
1 стык.
| Размер трубы, мм | Вес напл. металла, гр | Эл-ды, гр | Код строки | ||||
| II | III | IV | V | VI | |||
| 45´3 | 27 | 50 | 54 | 58 | 61 | 64 | 1 |
| 45´4 | 36 | 65 | 69 | 73 | 77 | 82 | 2 |
| 57´3 | 35 | 64 | 69 | 73 | 77 | 82 | 3 |
| 57´4 | 46 | 83 | 88 | 94 | 99 | 105 | 4 |
| 76´5 | 77 | 140 | 149 | 158 | 167 | 177 | 5 |
| 89´6 | 127 | 230 | 245 | 261 | 276 | 291 | 6 |
| 108´6 | 154 | 280 | 299 | 318 | 337 | 355 | 7 |
| 133´6 | 191 | 346 | 369 | 392 | 415 | 438 | 8 |
| 133´8 | 274 | 497 | 530 | 564 | 597 | 630 | 9 |
| 159´6 | 229 | 415 | 443 | 471 | 498 | 526 | 10 |
| 159´8 | 329 | 597 | 637 | 677 | 716 | 756 | 11 |
| 219´6 | 216 | 573 | 611 | 650 | 683 | 727 | 12 |
| 219´8 | 455 | 826 | 881 | 936 | 991 | 1046 | 13 |
| 219´10 | 659 | 1197 | 1276 | 1357 | 1436 | 1516 | 14 |
| 219´12 | 844 | 1532 | 1633 | 1735 | 1837 | 1940 | 15 |
| 273´8 | 569 | 1032 | 1101 | 1170 | 1239 | 1307 | 16 |
| 273´10 | 825 | 1497 | 1597 | 1697 | 1796 | 1897 | 17 |
| 273´12 | 1056 | 1917 | 2045 | 2172 | 2300 | 2428 | 18 |
| 273´15 | 1691 | 3069 | 3275 | 3479 | 3684 | 3880 | 19 |
| 325´8 | 678 | 1231 | 1313 | 1394 | 1476 | 1580 | 20 |
| 325´10 | 984 | 1786 | 1904 | 2024 | 2142 | 2262 | 21 |
| 325´12 | 1260 | 2287 | 2449 | 2592 | 2744 | 2897 | 22 |
| 325´15 | 2020 | 3667 | 3913 | 4158 | 4402 | 4646 | 23 |
| 377´10 | 1143 | 2074 | 2211 | 2351 | 2488 | 2627 | 24 |
| 377´12 | 1464 | 2657 | 2834 | 3011 | 3187 | 3365 | 25 |
| 377´15 | 2348 | 4262 | 4548 | 4832 | 5116 | 5400 | 26 |
| 426´10 | 1292 | 2346 | 2501 | 2659 | 2815 | 2972 | 27 |
| 426´12 | 1656 | 3006 | 3206 | 3407 | 3607 | 3808 | 28 |
| 426´16 | 2911 | 5284 | 5635 | 5989 | 6341 | 6693 | 29 |
| 465´18 | 3768 | 6839 | 7296 | 7750 | 8206 | 8662 | 30 |
Соединения С52 вертикальных стыков трубопроводов с криволинейным скосом кромок
1 м шва.
| Толщ. ст., мм | Вес напл. металла, гр | Эл-ды, гр | Код строки | ||||
| II | III | IV | V | VI | |||
| 10 | 551 | 1371 | 1462 | 1554 | 1645 | 1737 | 1 |
| 12 | 1164 | 2112 | 2253 | 2394 | 2534 | 2675 | 2 |
| 15 | 1606 | 2915 | 3109 | 3303 | 3497 | 3692 | 3 |
| 16 | 1755 | 3185 | 3397 | 3609 | 3821 | 4034 | 4 |
| 18 | 2085 | 3785 | 4037 | 4289 | 4541 | 4794 | 5 |
| 20 | 2409 | 4373 | 4664 | 4956 | 5247 | 5539 | 6 |
| 22 | 2763 | 5015 | 5349 | 5683 | 6017 | 6352 | 7 |
1 стык.
| Размеры трубы, мм | Вес напл-ого металла, гр | Эл-ды, гр | Номер п/п | ||||
| II | III | IV | V | VI | |||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| 133´10 | 310 | 562 | 599 | 637 | 675 | 712 | 1 |
| 159´10 | 370 | 672 | 716 | 762 | 806 | 851 | 2 |
| 159´12 | 570 | 1035 | 1104 | 1173 | 1242 | 1311 | 3 |
| 219´10 | 514 | 932 | 994 | 1057 | 1119 | 1181 | 4 |
| 219´12 | 791 | 1436 | 1532 | 1628 | 1723 | 1819 | 6 |
| 219´16 | 1176 | 2134 | 2276 | 2418 | 2560 | 2703 | 6 |
| 273´10 | 642 | 1165 | 1248 | 1321 | 1398 | 1476 | 7 |
| 273´12 | 989 | 1795 | 1915 | 2035 | 2154 | 2274 | 8 |
| 273´15 | 1349 | 2449 | 2612 | 2775 | 2938 | 3101 | 9 |
| 273´20 | 2024 | 3673 | 3918 | 4163 | 4430 | 4653 | 10 |
| 325´10 | 763 | 1385 | 1477 | 1570 | 1682 | 1754 | 11 |
| 325´12 | 1175 | 2133 | 2276 | 2418 | 2559 | 2702 | 12 |
| 325´15 | 1622 | 2944 | 3140 | 3336 | 3532 | 3729 | 13 |
| 325´18 | 2085 | 3785 | 4037 | 4289 | 4541 | 4794 | 14 |
| 377´10 | 891 | 1618 | 1725 | 1834 | 1941 | 2080 | 15 |
| 377´12 | 1361 | 2471 | 2636 | 2881 | 2965 | 3130 | 16 |
| 377´15 | 1879 | 3411 | 3638 | 3865 | 4092 | 4320 | 17 |
| 377´18 | 2440 | 4429 | 4723 | 5018 | 5313 | 5609 | 18 |
| 426´10 | 1004 | 1823 | 1945 | 2067 | 2188 | 2310 | 19 |
| 426´12 | 1548 | 2809 | 2997 | 3184 | 3370 | 3558 | 20 |
| 426´16 | 2316 | 4204 | 4484 | 4764 | 5044 | 5325 | 21 |
| 426´20 | 3180 | 5772 | 6157 | 6542 | 6962 | 7312 | 22 |
| 465´18 | 3003 | 5450 | 5813 | 6176 | 6539 | 6903 | 23 |
| 465´22 | 3979 | 7222 | 7703 | 8184 | 8665 | 9153 | 24 |
С53 вертикальные стыки трубопроводов с криволинейным скосом
1 м шва.
| Толщ. ст., мм | Масса напл. металла, гр | Эл-ды, гр | Номер п/п | ||||
| II | III | IV | V | VI | |||
| 16 | 1566 | 2843 | 3032 | 3221 | 3411 | 3600 | 1 |
| 18 | 1958 | 3554 | 3790 | 4027 | 4264 | 4501 | 8 |
| 20 | 2314 | 4200 | 4480 | 4760 | 5040 | 5320 | 3 |
| 22 | 2681 | 4866 | 5190 | 5515 | 5839 | 6164 | 4 |
1 стык.
| Размер трубы, мм | Вес нап-ного металла, г | Эл-ды по группам, г | Код строки | ||||
| II | III | IV | V | VI | |||
| 219´16 | 1053 | 1911 | 2038 | 2165 | 2292 | 2419 | 1 |
| 273´20 | 1940 | 3521 | 3756 | 3991 | 4226 | 4460 | 2 |
| 325´18 | 1958 | 3554 | 3790 | 4027 | 4264 | 4501 | 3 |
| 377´18 | 2281 | 4140 | 4415 | 4691 | 4967 | 5243 | 4 |
| 426´16 | 2070 | 3758 | 4008 | 4258 | 4509 | 4759 | 6 |
| 426´20 | 3052 | 5539 | 5908 | 6278 | 6647 | 7016 | 6 |
| 465´18 | 2822 | 5122 | 5463 | 5804 | 6146 | 6487 | 7 |
| 465´22 | 3855 | 6998 | 7464 | 7931 | 8397 | 8864 | 8 |
Соединения У7 угловые фланцев с трубой
1 м шва.
| Толщ. ст., м | Масса напл. металла, гр | Эл-ды по группам, гр | Строки п/п | ||||
| II | III | IV | V | VI | |||
| 3 | 129 | 234 | 250 | 265 | 281 | 297 | 1 |
| 4 | 186 | 333 | 360 | 383 | 405 | 428 | 2 |
| 5 | 272 | 494 | 527 | 559 | 592 | 625 | 3 |
| 6 | 366 | 664 | 709 | 753 | 797 | 841 | 4 |
| 8 | 494 | 897 | 956 | 1016 | 1076 | 1136 | 6 |
| 10 | 626 | 1136 | 1212 | 1288 | 1363 | 1439 | 6 |
| 12 | 775 | 1407 | 1500 | 1594 | 1688 | 1782 | 7 |
| 15 | 941 | 1708 | 1822 | 1936 | 2049 | 2163 | 8 |
1 фланец.
| Размеры трубы, мм | Вес напл. металла, гр | Эл-ды по группам, гр | Номер | ||||
| II | III | IV | V | VI | |||
| 25´3 | 10 | 18 | 20 | 21 | 22 | 23 | 1 |
| 32´3 | 13 | 23 | 25 | 27 | 28 | 30 | 2 |
| 38´3 | 15 | 28 | 30 | 32 | 33 | 35 | 3 |
| 45´4 | 26 | 48 | 51 | 64 | 57 | 60 | 4 |
| 57´4 | 33 | 60 | 64 | 68 | 72 | 77 | 5 |
| 76´5 | 65 | 118 | 126 | 133 | 141 | 149 | 6 |
| 89´6 | 102 | 186 | 198 | 210 | 223 | 235 | 7 |
| 108´6 | 124 | 225 | 240 | 255 | 270 | 285 | 8 |
| 133´6 | 152 | 277 | 296 | 314 | 333 | 351 | 9 |
| 133´8 | 206 | 375 | 399 | 424 | 449 | 474 | 10 |
| 159´6 | 182 | 331 | 354 | 376 | 398 | 420 | 11 |
| 159´8 | 247 | 448 | 477 | 507 | 537 | 567 | 12 |
| 219´6 | 252 | 457 | 487 | 518 | 548 | 578 | 13 |
| 219´8 | 340 | 617 | 657 | 699 | 740 | 781 | 14 |
| 219´10 | 430 | 781 | 833 | 886 | 937 | 989 | 15 |
| 219´12 | 533 | 967 | 1031 | 1096 | 1161 | 1225 | 16 |
| 273´6 | 313 | 569 | 608 | 645 | 683 | 721 | 17 |
| 273´8 | 424 | 769 | 819 | 871 | 922 | 974 | 18 |
| 273´10 | 536 | 974 | 1039 | 1104 | 1168 | 1233 | 19 |
| 273´12 | 664 | 1206 | 1286 | 1366 | 1447 | 1528 | 20 |
| 325´8 | 504 | 915 | 976 | 1037 | 1098 | 1159 | 21 |
| 325´10 | 639 | 1159 | 1237 | 1314 | 1391 | 1468 | 22 |
| 325´12 | 791 | 1436 | 1531 | 1627 | 1723 | 1818 | 23 |
| 325´15 | 944 | 1743 | 1859 | 1976 | 2091 | 2207 | 24 |
| 377´8 | 585 | 1062 | 1132 | 1203 | 1274 | 1345 | 25 |
| 377´10 | 741 | 1345 | 1435 | 1525 | 1613 | 1703 | 26 |
| 377´12 | 918 | 1666 | 1776 | 1887 | 1998 | 2109 | 27 |
| 377´15 | 1114 | 2022 | 2157 | 2292 | 2426 | 2560 | 28 |
| 426´10 | 837 | 1520 | 1621 | 1723 | 1823 | 1925 | 29 |
| 426´12 | 1037 | 1882 | 2006 | 2132 | 2258 | 2384 | 30 |
| 426´15 | 1260 | 2285 | 2437 | 2590 | 2741 | 2893 | 31 |
Угловые У8 фланцы с трубой с симметричным скосом одной кромки
1 м шва.
| Толщ. ст., мм | Вес напл. металла, г | Эл-ды по группам, г | Номер п/п | ||||
| II | III | IV | V | VI | |||
| 3 | 90 | 163 | 174 | 185 | 196 | 207 | 1 |
| 4 | 165 | 299 | 319 | 339 | 359 | 379 | 2 |
| 5 | 285 | 517 | 552 | 586 | 621 | 655 | 3 |
| 6 | 411 | 746 | 796 | 845 | 895 | 945 | 4 |
| 8 | 592 | 1076 | 1148 | 1220 | 1292 | 1363 | 5 |
| 10 | 770 | 1398 | 1491 | 1584 | 1677 | 1770 | 6 |
| 12 | 970 | 1761 | 1878 | 1995 | 2113 | 2230 | 7 |
| 15 | 1192 | 2163 | 2308 | 2452 | 2596 | 2740 | 8 |
Угловые У8 фланцы.
1 м шва.
| Толщ. ст., мм | Вес напл. металла, грамм | Эл-ды, грамм | Номер п/п | ||||
| II | III | IV | V | VI | |||
| 3 | 91 | 136 | 146 | 155 | 164 | 173 | 1 |
| 4 | 148 | 222 | 237 | 252 | 266 | 281 | 2 |
| 5 | 218 | 327 | 349 | 371 | 392 | 414 | 3 |
1 патрубок.
| Размеры патрубка, ми | Масса напл. металла, грамм | Эл-ды, грамм | Номер п/п | ||||
| II | III | IV | V | VI | |||
| 25´3 | 9 | 13 | 14 | 15 | 16 | 17 | 1 |
| 32´3 | 11 | 17 | 18 | 19 | 20 | 21 | 2 |
| 38´3 | 13 | 20 | 21 | 23 | 24 | 25 | 3 |
| 45´4 | 26 | 39 | 41 | 44 | 46 | 49 | 4 |
| 57´4 | 33 | 49 | 52 | 55 | 59 | 62 | 5 |
| 76´5 | 64 | 96 | 102 | 109 | 115 | 121 | 6 |
Нормы для ручной аргонодуговой сварки приведены в таблицах ниже.
Вертикальные соединения С2 трубопроводов
1 м шва.
| Толщ. ст., мм | Масса напл. металла, г | Проволока сварочная, г | Стержень вольфрамовый неплавящийся, г | Аргон, л | Номер п/п | |
| сварка | поддув | |||||
| 2 | 44 | 54 | 1,064 | 107 | 70,4 | 1 |
| 3 | 45 | 56 | 1,103 | 110 | 72,0 | 2 |
1 стык.
| Размеры трубы, мм | Масса напл. металла, грамм | Проволока сварочная, грамм | Стержень вольфрамовый неплавящийся, мг | Аргон, л | Номер п/п | |
| сварка | поддув | |||||
| 25´2 | 3 | 4 | 80 | 7,3 | 4,8 | 1 |
| 25´3 | 3 | 4 | 82 | 7,3 | 4,8 | 2 |
| 32´2 | 4 | 5 | 103 | 9,8 | 6,4 | 3 |
| 32´3 | 4 | 5 | 107 | 10,0 | 6,5 | 4 |
| 38´2 | 5 | 6 | 123 | 12,2 | 8,0 | 5 |
| 38´3 | 6 | 7 | 128 | 14,6 | 9,6 | 6 |
| 45´2 | 7 | 8 | 147 | 17,1 | 11,2 | 7 |
| 45´3 | 7 | 8 | 152 | 17,1 | 11,2 | 8 |
| 57´3 | 8 | 10 | 194 | 19,5 | 12,8 | 9 |
Вертикальные соединения С17 трубопроводов со скосом кромки
1 м соединения.
| Толщ. ст., мм | Вес напл. вещества, грамм | Проволока сварочная, грамм | Вольфрамовый неплавящийся, мг | Аргон, л | Номер п/п | |
| сварка | поддув | |||||
| 3 | 117 | 145 | 2305 | 285,5 | 18,7 | 1 |
| 4 | 154 | 191 | 3034 | 375,7 | 18,7 | 2 |
| 5 | 190 | 236 | 3743 | 463,4 | 48,0 | 3 |
| 6 | 253 | 314 | 4984 | 617,3 | 48,0 | 4 |
1 стык.
| Размеры трубы, мм | Масса напл. вещества, грамм | Проволока сварочная, грамм | Вольфрамовый неплавящийся, мг | Аргон, л | Номер п/п | |
| сварка | поддув | |||||
| 25´3 | 9 | 11 | 173 | 22,0 | 1,5 | 1 |
| 32´3 | 11 | 14 | 224 | 26,8 | 1,8 | 2 |
| 38´3 | 14 | 17 | 267 | 34,2 | 2,3 | 3 |
| 45´4 | 21 | 26 | 416 | 51,2 | 2,7 | 4 |
| 57´4 | 27 | 33 | 531 | 65,9 | 3,5 | 6 |
| 76´5 | 44 | 55 | 872 | 107,4 | 8,6 | 6 |
| 89´6 | 69 | 86 | 1366 | 168,4 | 13,4 | 7 |
| 108´6 | 84 | 106 | 1660 | 205,0 | 16,3 | 8 |
| 133´6 | 104 | 129 | 2048 | 253,8 | 20,0 | 9 |
| 159´6 | 125 | 155 | 2457 | 305,0 | 24,0 | 10 |
| 219´6 | 172 | 214 | 3394 | 419,7 | 33,0 | 11 |
| 273´6 | 215 | 267 | 4241 | 524,6 | 41,2 | 12 |
С18 вертикальные стыки трубопроводов
1 м соединения.
| Толщ. ст., мм | Масса наплавленного металла, г | Проволока сварочная, г | Вольфрамовый неплавящийся, мг | Аргон, л | Номер |
| 2 | 146 | 182 | 2896 | 356,2 | 1 |
| 3 | 199 | 247 | 3920 | 485,6 | 2 |
| 4 | 250 | 310 | 4930 | 610,0 | 3 |
| 5 | 330 | 409 | 6501 | 805,2 | 4 |
| 6 | 473 | 588 | 9338 | 1154,1 | 6 |
1 стык.
| Размеры трубы, мм | Масса наплавленного металла, грамм | Проволока сварочная, грамм | Вольфрамовый неплавящийся, мг | Аргон, л | Код строки |
| на сварку | |||||
| 25´2 | 11 | 14 | 217 | 26,8 | 1 |
| 25´3 | 15 | 19 | 294 | 36,6 | 2 |
| 32´2 | 14 | 18 | 281 | 34,2 | 3 |
| 32´3 | 19 | 24 | 380 | 46,4 | 4 |
| 38´2 | 17 | 21 | 336 | 41,5 | 5 |
| 38´3 | 23 | 29 | 455 | 57,1 | 6 |
| 45´2 | 21 | 25 | 400 | 51,2 | 7 |
| 45´4 | 35 | 43 | 675 | 85,4 | 8 |
| 57´4 | 44 | 54 | 863 | 107,4 | 9 |
| 76´5 | 76 | 95 | 1515 | 185,4 | 10 |
| 89´6 | 130 | 161 | 2549 | 317,2 | 11 |
| 108´6 | 158 | 196 | 3110 | 385,5 | 12 |
| 133´6 | 195 | 242 | 3838 | 475,8 | 13 |
| 159´6 | 233 | 290 | 4604 | 568,5 | 14 |
| 219´6 | 322 | 400 | 6359 | 785,7 | 15 |
| 273´6 | 402 | 500 | 7947 | 980,9 | 16 |
Соединения С5 вертикальных стыков трубопроводов без скоса
1 м шва.
| Толщина стенки, мм | Масса наплавленного металла, грамм | Проволока сварочная, грамм | Вольфрамовый неплавящийся, мг | Аргон, л | Номер строки |
| 2 | 87 | 108 | 1714 | 212,3 | 1 |
| 3 | 106 | 132 | 2110 | 258,6 | 2 |
1 стык.
| Камеры трубы, мм | Масса наплавленного металла, грамм | Проволока сварочная, грамм | Стержень вольфрамовый неплавящийся, мг | Аргон, л | Номер строки |
| 25´2 | 6 | 8 | 129 | 14,6 | 1 |
| 25´3 | 8 | 10 | 180 | 19,5 | 2 |
| 32´2 | 9 | 11 | 166 | 22,0 | 3 |
| 32´3 | 10 | 13 | 233 | 24,4 | 4 |
| 38´2 | 10 | 13 | 233 | 24,4 | 5 |
| 38´3 | 12 | 15 | 278 | 29,3 | 6 |
| 45´2 | 12 | 15 | 278 | 29,3 | 7 |
| 46´3 | 14 | 18 | 331 | 34,2 | 8 |
| 57´3 | 18 | 23 | 422 | 56,1 | 9 |
Соединения С19 вертикальных стыков трубопроводов со скосом кромок
1 м соединения.
| Толщина стенки, мм | Масса наплавленного металла, кг | Проволока сварочная, кг | Эл-д вольфрамовый неплавящийся, г | Аргон, л | Номер строки |
| 2 | 0,146 | 0,182 | 2,896 | 356,2 | 01 |
| 3 | 0,199 | 0,247 | 3,920 | 485,6 | 02 |
| 4 | 0,259 | 0,322 | 5,122 | 632,0 | 03 |
| 5 | 0,329 | 0,409 | 6,501 | 802,8 | 04 |
| 6 | 0,463 | 0,575 | 9,141 | 1129,7 | 06 |
1 стык.
| Размеры трубы, мм | Вес наплавленного металла, грамм | Проволока сварочная, грамм | Эл-д вольфрамовый неплавящийся, мг | Аргон, л | Номер строки |
| 25´2 | 11 | 14 | 217 | 26,8 | 1 |
| 25´3 | 15 | 19 | 294 | 36,6 | 2 |
| 32´2 | 14 | 18 | 281 | 34,2 | 3 |
| 32´3 | 19 | 24 | 380 | 46,4 | 4 |
| 38´2 | 17 | 21 | 336 | 41,5 | 5 |
| 38´3 | 23 | 29 | 455 | 56,1 | 6 |
| 45´2 | 20 | 25 | 400 | 48,8 | 7 |
| 45´4 | 35 | 44 | 537 | 85,4 | 8 |
| 57´4 | 45 | 56 | 896 | 109,8 | 9 |
| 76´5 | 76 | 95 | 1515 | 185,4 | 10 |
| 89´6 | 126 | 157 | 2495 | 307,4 | 11 |
| 108´6 | 156 | 192 | 3044 | 378,2 | 12 |
| 133´6 | 190 | 236 | 3757 | 463,6 | 13 |
| 159´6 | 229 | 284 | 4507 | 558,8 | 10 |
| 219´6 | 315 | 392 | 6225 | 768,6 | 14 |
| 273´6 | 394 | 489 | 7779 | 961,4 | 15 |
Соединения С8 горизонтальных стыков.
Приведенные выше таблицы позволяют определить расход электродов на стык, метр шва или на тонну металла. Расход флюса при автоматической сварке обычно составляет 20% по массе от расхода сварочной проволоки.
Таким образом, становится понятно, как рассчитать количество электродов в каждой конкретной задаче.
Снижение затрат
Для небольших бытовых работ затраты на расходники при дуговой сварке составляют относительно небольшие суммы. Поэтому, увеличение по какой-либо причине количество затраченных материалов мало что меняет.
Другое дело, когда речь о сварочных работах на крупной стройке, или ремонтном цехе. Здесь перерасход в доли процентов оборачивается тысячными убытками.
Мероприятия, направленные на снижение расходов при сварочных работах, ведут по следующим направлениям:
- Повышение квалификации персонала
- Качество сварочного оборудования, своевременное его обслуживание, ремонт и регулировка при необходимости.
- Улучшение качества используемых материалов, подготовки мест соединений.
- Использование новых технологий, замена, где это возможно, ручной сварки автоматической и полуавтоматической.
Стрельцов В. сварщик со стажем 22 года: «Опытный сварщик даже на худшем оборудовании, сырыми электродами израсходует их меньше, чем новичок. Разумеется, это не исключает необходимость соблюдения технологии».
Способы экономии материалов
Есть несколько способов, позволяющих экономить на расходниках. Это позволит уменьшить затраты на покупку стержней:
- Используйте автоматические и полуавтоматические аппараты. При ручной сварке могут возникать потери более 5%. Помните, что чем выше качество расходников и оборудования, тем эффективнее производится сварка, а значит происходит меньше потерь.
- Разные марки и модели электродов работают с разным током. Настраивая аппарат, обращайте на это внимание. При подборе неправильных режимов сварки, можно понести большие потери.
- На расход влияет технология сварки. Так, при неправильном угле стержня, расход может увеличиваться.
Опытные сварщики на практике выясняют, какой угол сварки является оптимальным. Это дает им возможность работать быстро и экономно.
Придерживаясь таких рекомендаций, правильно подбирая электроды и внимательно настраивая оборудование, можно значительно сэкономить расход материалов.
Коэффициент использования сварочного поста
Нормированием сварочных работ определяются нормы времени, нормы выработки, нормы расхода электродов и электроэнергии. Правильно поставленное нормирование — важный фактор увеличения производительности процесса сварки и снижения себестоимости продукции. Нормы в современном производстве должны стимулировать увеличение производительности труда, экономию материалов и средств. Поэтому они не должны быть среднеарифметическими величинами, формально составленными на основе среднего уровня производительности, расхода электродов и электроэнергии. Нормы времени и расхода электродов должны отвечать требованиям, предъявляемым к среднепрогрессивным нормам, базирующимся на опыте работы передовых рабочих, на строгом техническом расчете.
Под нормой времени понимают время, которое необходимо затратить для выполнения единицы определенной работы. За единицу работы при определении нормы времени в сварочном производстве принимают или 1 кг наплавленного металла, или 1 м сварного шва, или одно сварное изделие. Наиболее часто норму времени выражают в минутах на 1 метр шва.
Под нормой выработки понимают количество работы, которое необходимо выполнить за единицу времени. Часто норму выработки выражают в метрах сварного шва, выполненных за смену или за 1 час работы.
Нормы времени (Г) складываются из основного (tосн), вспомогательного (tвсп), подготовительно-заключительного tподг∙закл) времени, времени на обслуживание рабочего места (tобсл) и на отдых (tотд).
Основное (или машинное) время — это время непосредственного наложения шва, время горения дуги.
В вспомогательное время входят затраты рабочего времени на смену электрода, установку новой бухты проволоки, засыпку и уборку флюса, зачистку шва от шлака, промер и осмотр сварного шва, подноску, укладку и снятие изделия, зачистку свариваемых кромок и переходы во время сварки.
В подготовительно-заключительное время входят затраты рабочего времени на получение производственного задания, указаний и инструкций, на ознакомление с работой и сдачу работы.
Время на обслуживание рабочего места это — затраты рабочего времени на подключение кабеля к сварочному агрегату, включение и выключение агрегата, отключение и сворачивание кабеля, уборку рабочего места и др.
Чтобы определить норму времени по приведенному выше уравнению (1), необходимо прежде определить все составляющие, входящие в уравнение. Расчетным путем наиболее точно можно определить только основное время. Для его определения пользуются уравнением:
где tосн — основное время в мин;
Gн — вес наплавленного металла на 1 м шва в г;
ан — коэффициент наплавки в г/а-час;
Iсв — сила сварочного тока в а. Выражая количество наплавленного металла (G) через площадь поперечного сечения шва (Fсм2), длину шва (100 см) и удельный вес металла шва (γ г/см3), уравнение (2) можно представить в следующем виде:
В уравнениях (2) и (3) вес наплавленного металла или площадь сечения шва можно определить по табл. 45—50 или подобным таблицам, а при отсутствии таблиц — по размерам шва, которые можно взять из чертежа на сварное изделие или из нормалей сварных соединений, а также из замеров выполненных швов.
Удельный вес металла шва при сварке сталей принимают равным 7,8 г/см3. Коэффициент наплавки берут из табл. 22, 24, 27, 30, 33; силу сварочного тока — из технологических карт на сварку изделия.
Обычно для разных размеров и видов швов с помощью уравнений (2) или (3) составляются таблицы норм основного времени. Остальные составляющие нормы времени определяются по заранее разработанным (с помощью хронометрирования каждого вида затрат рабочего времени) вспомогательным таблицам.
Таким образом, норма времени на 1 м сварного шва определяется с применением нескольких таблиц. Изложенная методика определения норм времени громоздка и неудобна в производственных условиях.
Наиболее часто норму времени определяют по уравнению:
где к — коэффициент использования сварочного поста.
При пользовании этим уравнением основное время определяется по уравнению (2), (3) или по заранее составленным таблицам норм основного времени, а коэффициент использования сварочного поста для различных условий сварки устанавливается опытным путем.
Таблица 73.Значения коэффициентов использования сварочного поста.
Характер сварочных работ | Коэффициент использования сварочного поста |
Ремонтная сварка в неудобном положении при значительных количествах поворотов и охлаждении детали; сварка | 0,4—0,5 |
Сварка прерывистых швов и монтажная сварка на высоте | 0,5—0,6 |
Наплавочные работы, сварка в полевых условиях погонных швов, сварка трубопроводов | 0,6—0,7 |
Сварка решетчатых металлических конструкций в цехах | 0,7—0,8 |
Сварка котельно-резервуарных и балочных конструкций в | 0,8—0,9 |
Норма выработки — величина, обратная норме времени:
где N— норма выработки в м за мин;
Т — норма времени в мин.
Для определения нормы выработки в метрах за час или за смену можно пользоваться следующими уравнениями:
где m — число рабочих часов в смене.
Газовая дуговая сварка вольфрамом (GTAW / -TIG-)
Процесс газовой вольфрамовой дуговой сварки (GTAW) – это очень универсальный процесс сварки во всех положениях, который широко используется для соединения сплавов на основе никель / кобальта. В GTAW тепло для сварки генерируется электрической дугой, возникающей между неплавящимся вольфрамовым электродом и заготовкой. GTAW может выполняться вручную или адаптироваться к автоматическому оборудованию, и может использоваться как в производстве, так и в ремонтных сварочных ситуациях. Это процесс, который обеспечивает точный контроль температуры сварки и поэтому обычно используется для сварки тонкого основного металла и наплавки корневых проходов швов более толстого сечения.Основным недостатком процесса GTAW является производительность, поскольку скорость наплавки металла шва при ручной сварке невысока.
Двухпроцентные торированные вольфрамовые электроды (AWS A5.12 EWTh-2) традиционно использовались для GTAW сплавов на основе Ni / Co, но теперь другие составы становятся все более распространенными из-за возможных проблем со здоровьем, связанных с EWTh-2 и другими электроды из торированного вольфрама. Оксид тория, содержащийся в электроде EWTh-2, представляет собой радиоактивный материал с низким уровнем активности, который представляет небольшую внешнюю радиационную опасность и внутреннюю опасность при проглатывании или вдыхании.Наибольший риск для сварщика связан с вдыханием радиоактивной пыли при шлифовании кончика вольфрамового электрода для сохранения желаемой конической формы. Следовательно, необходимо использовать местную вытяжную вентиляцию для контроля пыли в источнике, дополненную, если необходимо, средствами защиты органов дыхания, и должны быть приняты меры предосторожности, чтобы контролировать любые риски воздействия во время удаления пыли от шлифовальных устройств. В результате этих проблем со здоровьем определенные руководящие органы и организации постепенно отказываются от торированных вольфрамовых электродов.К счастью, есть альтернативы, которые обеспечивают сопоставимые характеристики с EWTh-2, в том числе электроды с двухпроцентным церированием (AWS A5.12 EWCe-2) и лантаном (AWS A5.12 EWLa-2). Дополнительную информацию о различных типах вольфрамовых электродов можно найти в:
Диаметр вольфрамового электрода следует выбирать в зависимости от толщины сварного шва и диаметра присадочной проволоки.Рекомендуется заземлить электрод до конической формы (включенный угол от 30 до 60 градусов) с небольшой плоской поверхностью от 0,040 до 0,060 дюйма (от 1,0 до 1,5 мм) в точке. См. Рисунок 4, где представлена предлагаемая геометрия вольфрамового электрода.
В большинстве сварочных ситуаций рекомендуется использовать защитный газ аргон с минимальной чистотой 99,996%. Гелий или смеси аргон / гелий или аргон / водород могут быть полезными в определенных ситуациях, таких как высокая скорость перемещения, высокомеханизированные сварочные операции, для увеличения проплавления сварного шва.Расход защитного газа имеет решающее значение; слишком низкая скорость не обеспечит адекватной защиты сварочной ванны, а слишком высокая скорость может увеличить турбулентность и всасывание воздуха. Обычно расход защитного газа 100% Ar находится в диапазоне от 20 до 30 кубических футов в час (CFH) (от 9 до 14 л / мин). Как правило, колпачок для защитного газа должен быть максимально большим, чтобы защитный газ мог подаваться с меньшей скоростью. Также рекомендуется оборудовать сварочную горелку газовой линзой для стабилизации потока газа и обеспечения оптимального покрытия защитным газом.Хотя защитные газы для сварки имеют очень высокую чистоту, даже небольшое количество воздуха может нарушить защитную оболочку и вызвать окисление / обесцвечивание металла шва и пористость. Это может быть вызвано движением воздуха от вентиляторов, систем охлаждения, сквозняков и т. Д. Или утечкой воздуха в экран из-за незакрепленного газового стакана или других компонентов сварочной горелки. Когда достигается надлежащее экранирование, наплавленный металл сварного шва обычно должен иметь яркий блестящий вид и требовать лишь незначительной очистки проволочной щеткой между проходами.
В дополнение к защитному газу сварочной горелки предлагается обратная продувка на корневой стороне сварного шва сварочным аргоном. Расход обычно находится в диапазоне от 5 до 10 CFH (от 2 до 5 л / мин). Медные подкладки часто используются для придания формы валику сварного шва на корневой стороне сварного шва. Резервный газ часто вводится через небольшие отверстия по длине поддерживающего стержня. Бывают ситуации, когда нельзя использовать опорные стержни. В этих условиях часто выполняется открытая стыковая сварка.Такие условия сварки часто встречаются при стыковой сварке труб по окружности. В этих условиях, когда доступ к корневой стороне шва невозможен, были созданы особые условия потока газа. В этих условиях сварки открытым стыком расход горелки снижается примерно до 10 CFH (5 л / мин), а скорость потока обратной продувки увеличивается примерно до 40 CFH (19 л / мин). Подробную информацию о обратной продувке во время сварки труб можно получить в Haynes International по запросу.
Рекомендуется держать сварочную горелку по существу перпендикулярно обрабатываемой детали, с рабочим углом 90 ° от горизонтали и лишь небольшим углом перемещения от 0 ° до 5 °. Если используется большой угол сопротивления, воздух может попасть в защитный газ и загрязнить сварной шов. Длину дуги следует поддерживать как можно короче, особенно при автогенной сварке. Рекомендуются методы стрингера или узкого плетения, при которых используется ток, достаточный только для расплавления основного материала и обеспечения надлежащего сплавления наполнителя.Присадочный металл следует добавлять осторожно у передней кромки сварочной ванны, чтобы избежать контакта с вольфрамовым электродом. Во время сварки конец сварочного присадочного металла всегда должен находиться под защитным газом, чтобы предотвратить окисление. Пауза или «лужение» сварочной ванны увеличивает подвод тепла сварного шва и не рекомендуется.
Электрическая полярность для процесса GTAW должна быть отрицательной для электрода постоянного тока (DCEN / «прямая полярность»). Типичные ручные параметры GTAW для сварки сплавов HASTELLOY® и HAYNES® представлены в таблице 1.Параметры следует рассматривать как приблизительные значения, которые в конечном итоге зависят от многих других факторов, включая конкретный источник сварочного тока, геометрию сварного шва и уровень квалификации сварщика. Таким образом, предлагается использовать параметры в качестве руководства для разработки конкретной процедуры сварки. Для нанесения корневых проходов рекомендуется присадочная проволока меньшего диаметра. Настоятельно рекомендуется использовать источник питания, оборудованный высокочастотным пуском, предварительной продувкой / дополнительной продувкой и подъемом / спуском (или педалью).Скорость движения сварного шва оказывает значительное влияние на качество сварных швов на никелевой / кобальтовой основе и обычно ниже, чем для углеродистой и нержавеющей стали. Рекомендуемая скорость движения для ручной GTAW составляет от 4 до 6 дюймов в минуту (ipm) / от 100 до 150 мм / мин.
Как сваривать чугун
Сварка чугуна в домашних условиях возможна – при определенных условиях
Эффективная сварка чугунных деталей на заводе может сэкономить время и деньги, но здесь есть проблемы. Нарушение сварки часто может привести к растрескиванию или другому повреждению.Если задействованы критически важные детали, может быть разумным обратиться к опытным сварщикам на сварочное оборудование, чтобы обеспечить успешный результат.
Если сварка выполняется на заводе, очень важно изучить шаги, необходимые для эффективного изготовления сварной детали. Прежде чем приступить к работе, необходимо сделать четыре основных шага:
- Определить сплав
- Тщательно очистить отливку
- Выберите температуру предварительного нагрева
- Выберите подходящую технику сварки
Определите сплав
Чугуны – это семейство железоуглеродистых сплавов. Их высокое содержание углерода (обычно 2–4%) придает чугуну характерную твердость. Однако эта твердость достигается за счет пластичности. Он менее податлив по сравнению со сталью или кованым чугуном. Циклы нагрева и охлаждения во время сварки вызывают расширение и сжатие металла, вызывая растягивающее напряжение. Чугун не растягивается и не деформируется при нагревании или напряжении – вместо этого он трескается, что делает его чрезвычайно трудным для сварки.Эту характеристику можно улучшить, добавляя различные сплавы.
Некоторые сплавы чугуна легче сваривать, чем другие:
- Серый чугун
Серый чугун – наиболее распространенная форма чугуна. Углерод осаждается в виде чешуек графита во время производства в кристаллическую микроструктуру перлита или феррита. Он более пластичен и поддается сварке, чем белый чугун. Тем не менее, это по-прежнему представляет проблему для потенциальных сварщиков, поскольку чешуйки графита в сером чугуне могут попадать в сварочную ванну, вызывая охрупчивание металла шва.
- Белый чугун
Белый чугун сохраняет углерод в виде карбида железа, не выделяя его в виде графита. Кристаллическая микроструктура цементита очень твердая и хрупкая. Белый чугун обычно считается несвариваемым. - Ковкий, шаровидный или ковкий чугун
Все эти чугуны менее хрупкие из-за различий в микроструктуре, обусловленных производством. Все три имеют сфероидальную углеродную микроструктуру, созданную их уникальными производственными процессами.
Лучший способ определить, какой у вас чугун: белый или серый, – это проверить исходную спецификацию. Спектрохимический анализ может предоставить эту спецификацию постфактум. Когда эти точные способы невозможны, есть несколько способов проверить в магазине.
Серый чугун будет иметь серый цвет вдоль точки излома из-за графита в его микроструктуре. Белое железо более белое по трещине из-за цементита. К сожалению, испытание на разрушение полезно только в том случае, если сварщик знает, что материал серый или белый.Это старые, более традиционные формы чугуна. Они также чаще встречаются в определенных классах товаров. Однако ковкий чугун, относительный новичок, также имеет довольно белый цвет по линии излома и гораздо более поддается сварке.
Искровое испытание может также использовать опытный металлург для определения типа чугуна.
Очистить отливку
Независимо от сплава, все отливки должны быть должным образом подготовлены перед сваркой. При подготовке отливки к сварке важно удалить все поверхностные материалы.Отливка должна быть полностью чистой в области сварного шва. Удалите краску, жир, масло и другие посторонние материалы из зоны сварки. Лучше всего на короткое время осторожно и медленно подавать тепло в зону сварки, чтобы удалить захваченный газ из зоны сварки основного металла.
Простым методом проверки готовности поверхности чугуна является нанесение сварочного шва на металл – он будет пористым, если присутствуют какие-либо примеси. Этот проход можно отшлифовать и повторить процесс несколько раз, пока пористость не исчезнет.
Предварительный нагрев
Все чугуны подвержены растрескиванию под напряжением. Контроль температуры – единственный наиболее важный фактор во избежание трещин.
Сварка чугуна требует трех этапов:
- Предварительный нагрев
- Низкое тепловложение
- Медленное охлаждение
Основной причиной регулирования температуры является тепловое расширение. Когда металл нагревается, он расширяется. Никакого напряжения не возникает, когда весь объект нагревается и расширяется с одинаковой скоростью, но напряжение будет расти, когда тепло локализуется в небольшой зоне теплового воздействия (HZ).
Локальный нагрев вызывает ограниченное расширение – HZ удерживается более холодным металлом вокруг него. Степень возникающего напряжения зависит от температурного градиента между HZ и отливкой. В стали и других пластичных металлах напряжение, возникающее в результате ограниченного расширения и сжатия, снимается за счет растяжения. К сожалению, это может вызвать растрескивание в период усадки, поскольку чугуны имеют относительно низкую пластичность. Предварительный нагрев уменьшает температурный градиент между литым телом и HZ, тем самым сводя к минимуму растягивающее напряжение, вызванное сваркой.Как правило, методы сварки при более высоких температурах требуют предварительного нагрева при более высоких температурах. Когда адекватный предварительный нагрев невозможен, лучшей стратегией является минимизация тепловложения – выберите процесс низкотемпературной сварки и сварочные стержни или проволоку с низкой температурой плавления.
Скорость охлаждения – еще один фактор, напрямую влияющий на напряжения, возникающие в сварном шве. Быстрое охлаждение вызывает усадку, что приводит к образованию хрупких сварных швов с легкими трещинами. Напротив, низкое охлаждение снижает напряжение затвердевания и сжатия.
https://www.reliance-foundry.com/wp-content/uploads/pre-heat-welding.mov
Предварительный нагрев перед сваркой
Все чугуны подвержены растрескиванию под напряжением, но этого можно избежать с помощью предварительного нагрева. Посмотрите видео, чтобы увидеть, как нагревают металл перед сваркой.
Сварочная техника
Методы сварки следует выбирать в зависимости от их пригодности для свариваемого чугуна. Наиболее распространенными процессами сварки являются сварка палкой, кислородно-ацетиленовая сварка и пайка.
Сварка палкой
Ручная сварка, также известная как дуговая сварка в среде защитного металла или MMA, предполагает использование плавящегося электрода, покрытого флюсом. Могут использоваться различные типы электродов в зависимости от области применения, требуемого соответствия цвета и объема механической обработки, которую необходимо выполнить после сварки.
Существует три основных типа присадок, которые хорошо подходят для сварки чугуном стержнем:
- Электроды с чугунным покрытием
- Электроды из медного сплава
- Электроды из никелевого сплава
Электроды из никелевого сплава являются наиболее популярными для сварки чугуна.По данным New Hampshire Materials Laboratory Inc., никель-железный шов прочнее с более низким коэффициентом теплового расширения, что снижает сварочные напряжения и повышает устойчивость к растрескиванию.
Электрическая дуга между электродом и зоной сварки плавит металлы и вызывает плавление. Дуга должна быть направлена на сварочную ванну, а не на основной металл, так как это минимизирует разбавление. Рекомендуется использовать самую низкую настройку тока, одобренную производителем, чтобы минимизировать тепловую нагрузку.Предварительно нагрейте детали как минимум до 250 ° F перед сваркой чугунными или медными электродами. Никелевые электроды можно использовать без предварительного нагрева.
При сварке палкой используются разные типы электродов в зависимости от области применения, соответствия цвета и количества механической обработки, необходимой после сварки.Кислородно-ацетиленовая сварка
При кислородно-ацетиленовой сварке также используются электроды, но вместо дуги, генерируемой током, энергию для сварки обеспечивает кислородно-ацетиленовая горелка. Чугунные и медно-цинковые электроды подходят для кислородно-ацетиленовой сварки чугуна.
Следует проявлять осторожность, чтобы не окислить чугун во время сварки ацетиленом, так как это приводит к потере кремния и образованию белого чугуна в сварном шве. Сварочный пруток следует плавить в расплавленной сварочной ванне, а не непосредственно в пламени, чтобы минимизировать температурные градиенты.
Сварка припоем
Сварка пайкой – это распространенный метод соединения чугунных деталей из-за минимального воздействия на сам основной металл. Сварочный пруток обеспечивает присадку, которая прилипает к поверхности чугуна.Из-за более низкой точки плавления наполнителя по сравнению с чугуном, наполнитель не разбавляется чугуном, а прилипает к поверхности.
Чистота поверхности имеет решающее значение для этой техники сварки, поскольку соединение зависит от качества присадки, смачивающей поверхность основного металла. Согласно Machine Design, использование флюса для предотвращения образования оксидов во время пайки является обычным явлением. Это жидкость, которая способствует смачиванию, позволяя наполнителю течь по соединяемым металлическим частям.Он также очищает детали от оксидов, чтобы наполнитель более плотно прилегал к металлическим деталям. Кроме того, флюсы используются при сварке для очистки металлических поверхностей.
Следует тщательно выбирать методы сварки в зависимости от свариваемого сплава чугуна.Чистовая
Растрескивание обычно возникает во время фазы термического сжатия – растягивающее напряжение нарастает по мере охлаждения и сжатия сварного шва. Если напряжение достигает критической точки, сварной шов трескается.
Вероятность растрескивания можно уменьшить, приложив сжимающее напряжение для противодействия растягивающему напряжению во время охлаждения.Сварщики используют метод, называемый упрочнением (умеренные удары ударным молотком) по деформируемому сварному шву, пока сварной шов еще мягкий. Упрочнение снижает риск образования трещин в сварном шве и HZ, но его следует предпринимать только при работе с относительно пластичным металлом сварного шва.
Последний этап сварки – контроль охлаждения. В этом процессе используются изоляционные материалы, чтобы максимально замедлить охлаждение, или периодическое нагревание сварного шва для замедления процесса естественного охлаждения.
Сварка собственными силами
Если поручить сварку чугуна профессионалу, это может гарантировать качество сварного шва, ремонт сварного шва можно выполнить на месте с тщательной подготовкой.Следуйте инструкциям по определению сплава, подготовке материала и выбору наиболее подходящей техники сварки.
Источники
(PDF) Оценка рабочих характеристик и анализ затрат на отдельные стальные электроды для экранированной ручной металлической дуговой сварки (SMMAW)
2 www.ijrst.weebly.com
Оценка производительности и анализ затрат на отдельные стальные электроды для экранированной ручной дуговой сварки металла (SMMAW)
I. ВВЕДЕНИЕ
В производстве сварные швы используются для соединения двух или более металлических поверхностей
. Поскольку эти соединения могут столкнуться с нагрузками и
усталостью в течение срока службы продукта, есть вероятность, что они могут выйти из строя, если они не созданы в соответствии с надлежащими спецификациями.
Технологии производства имеют огромное значение
для современных отраслей, где невероятные машины
производятся из элементарных материалов, таких как
заготовок, с использованием основных и специальных производственных процессов.В
в сочетании с инженерными методами управления он
обеспечивает наиболее эффективное использование материалов и рабочей силы.
сокращает отходы и обеспечивает использование правильных процессов для
каждой операции при производстве продукта или компонента.
Он также обеспечивает наиболее эффективный метод обращения и
сборки компонентов для формирования конкретного продукта [1].
Дуговая сварка может быть определена как процесс, при котором тепло
, генерируемое электрической дугой, сохраняется в большинстве случаев
между электродом и заготовкой [2], [3].Дуга
обеспечивает достаточно тепла для расплавления основного металла в районе
дуги и обычно электрода. При дуговой сварке в некоторых из
процессов используются плавящиеся электроды, которые служат для того, чтобы
подали дугу на заготовки и расплавились, чтобы обеспечить сварочный металл
[3]. Сварочные электроды представляют собой металлическую проволоку с химическим покрытием
. Пруток используется для поддержания сварочной дуги
для обеспечения присадочного металла, необходимого для свариваемого соединения.Покрытие
защищает металл от повреждений, стабилизирует дугу
и улучшает сварные швы. Диаметр проволоки без покрытия
определяет размер сварочных стержней. Это
, выраженное в долях дюйма, например: 3/32, 1/8 или 5/32.
меньше диаметр меньший ток требуется и меньшее
количество наплавленного присадочного металла [4].
Основные функции покрытого электрода в экранированной ручной сварке металлическим электродом
(SMMAW) заключаются в обеспечении (i) электрической дуги
, которая обеспечивает тепловую энергию, необходимую для плавления соединяемых металлов
, и (ii) присадочный металл, необходимый для сварного шва
.
[5] Предложите классификацию дефектов, проводимых Международным институтом сварки
, которые могут вызвать ослабление
в сварной конструкции, следующим образом:
• Неполный провар – сварной шов не проникает до корня
паз.
• Внахлест – наплавленный металлический шов на основном металле.
• Пористость – сварной шов содержит газовые карманы и шаровидные пустоты.
• Подрезание – чрезмерный ток, вызывающий выгорание
основного металла.
• Включение шлака – шлак задерживается в сварном шве.
• Растрескивание – разрыв сварного шва при его охлаждении.
• Отсутствие плавления – неправильная сварка.
Существует множество стальных электродов SMMAW, доступных на местных рынках технического оборудования
в стране, многие из
, которые используются местными сварщиками как на гальванизированной стали
, так и на металле из мягкой стали во время изготовления, и
конструкций из , механическое оборудование, сельхозтехника
и др.Однако совместимость режимов
не установлена для наилучшего соответствия с точки зрения прочности
и скорости потребления.
II. МАТЕРИАЛЫ И МЕТОДЫ
Материалы, использованные для исследовательской работы, были получены
на одном из рынков технического оборудования в Юго-Западной
Нигерии. Для экспериментов использовались четыре различных типа электродов калибра 12 и два типа сталей
[низкоуглеродистая сталь (MS) и оцинкованная сталь (GS)]
плоских стержней.Металлическая рулетка
использовалась для измерения и определения длины каждого типа электродов
путем измерения через оба конца, в то время как микрометр
с винтовым калибром использовался для измерения толщины сердечника
и всех электродов (включая флюс). ). Скорость наплавки
и скорость сварки электродов были определены путем сварки плоских прутков
вместе GS к GS и MS к MS с разными электродами
, пять (5) повторов для каждого образца в течение
продолжительностью 6 секунд на каждый образец на каждый свариваемый металл
шва.Ток сварочного аппарата установлен на 130А.
Восемь сварных образцов были приготовлены с одинаковой толщиной
(t) 2,75 мм, минимальной параллельной длиной L1
36 мм, средней минимальной длиной L2 35 мм и минимальной
общей длиной L3 70 мм (рис. 1). Они были подвергнуты испытанию на растяжение
на машине для испытаний на растяжение Ultimate. Собранные данные
были подвергнуты статистическому анализу и обсуждены.
Номенклатура
GC = оцинкованная сталь, сваренная китайским электродом
GF = оцинкованная сталь, сваренная электродом Fed
GO = оцинкованная сталь, сваренная электродом Oerlikon
GZ = оцинкованная сталь, сваренная электродом Zika
MC = низкоуглеродистая сталь с китайским электродом
MF = низкоуглеродистая сталь, сваренная электродом Fed
MO = низкоуглеродистая сталь, сваренная электродом Oerlikon
MZ = низкоуглеродистая сталь, сваренная электродом Zika
Рис.1: Схематическая диаграмма подготовленного образца
Условные обозначения
a = минимальная параллельная длина (L1)
b = средняя минимальная длина (L2)
c = общая минимальная длина (L3)
III. РЕЗУЛЬТАТЫ И ИХ ОБСУЖДЕНИЕ
В таблице 1 представлены характеристики и относительные значения наира
четырех выбранных марок электродов для исследования.
Таблицы 2 и 3 отображают уровень расхода и прогнозируемое количество электродов каждой марки
, используемых для каждого типа стали, а также анализ затрат
.Результаты испытаний на растяжение представлены в таблицах 4 с
по-6. Фиг. 2a и 2b, 3a и 3b, 4a и 4b и 5a и 5b
показывают построенные машиной графики напряжения-деформации при растяжении
анализов. На пластинах 1, 2 и 3 показаны образцы образцов до подготовки
, после подготовки и после испытания соответственно. Кривые зависимости напряжения от деформации
, построенные на машине по сравнению с результатами испытаний
, представлены на рис. 2a; 2b, 3a; 3b, 4a; 4b и
a = Минимальная параллельная длина (L1)
b = Средняя минимальная длина (L2)
c = Минимальная общая длина (L3)
Глава 4: Инструменты и Сварочные столы
Глава 4
Образование учится использовать инструменты, необходимые человечеству.
– Джозия Ройс
Введение
Чтобы знать, какие инструменты и оборудование необходимы для сварочных работ, вам необходимо понимать этапы производственного процесса:
- Получите или сделайте эскиз или чертеж изготовления.
- Разработайте хорошо продуманную процедуру сварки.
- Соберите все необходимое сварочное оборудование, включая измерительные инструменты.
- Соберите все свариваемые материалы.
- При необходимости сделайте выкройки, шаблоны, шаблоны и приспособления.
- Составьте список вырезок.
- Раскладывать и вырезать материалы.
- Очистить металлические участки, подлежащие сварке, и подготовить кромки.
- Расположите и закрепите материалы перед сваркой.
- Сборки прихваточных швов, проверка размеров, установки и прямоугольности.
- Поместите последние сварные швы и соберите изделие.
- Незамедлительно покрасьте изделие, чтобы избежать образования ржавчины.
Раздел I – Ручной инструмент
Измерительные инструменты
- Обрамляющие, столярные, столярные и комбинированные квадраты – Используйте самый большой квадрат, подходящий для работы.Комбинированный квадрат удобен для разметки угловых разрезов под углом 45 ° и коротких параллельных линий. Отшлифуйте внешние углы угольников плотника и краснодеревщика, чтобы они плотно прилегали к рабочим углам, на которых имеется угловой сварной шов. См. Рисунок 4-1 (A, B, C и D).
- Уровни строителя и торпеды – По возможности используйте больший строительный уровень, потому что он более точен и обеспечивает более длительные измерения. Используйте уровень торпеды там, где уровень строителя не подходит.См. Рисунок 4-1 (E и F).
Рисунок 4-1. Стандартные инструменты для измерения и выравнивания для сварщиков: (A) квадрат для обрамления, (B) квадрат для плотника, (C) квадрат для краснодеревщика, (D) комбинированный квадрат, (E) уровень торпеды и (F) уровень строителя.
- Циркуль и разделители – Для начертания кругов или выхода из серии равных интервалов.
- Стальная мерная лента – Самыми удобными размерами являются ленты шириной 16 и 24 дюйма. Они также полезны для измерения криволинейных поверхностей.
- Прецизионные стальные линейки – Доступные длины от 6 до 72 дюймов, эти стальные линейки предназначены для измерения вдоль или рисования прямой линии.
Инструменты для маркировки металла
Следующие позиции будут маркировать металл:
- Щелкнувшие меловые линии с использованием каменной нити.
- Мел сварщика, также называемый тальковидным камнем .
- Металлический маркер с шариковым наконечником.
- Одиночная метка центрального керна или линия меток центрального керна.
- Карандаш сварщика Silver Streak.
- Фломастер, например, Sharpie.
- Краска аэрозольная.
- Разметка линий на голом металле или на компоновочной жидкости.
Используйте мыльный камень сварщика для нанесения приблизительных размеров, линий изгиба и для обозначения линий разреза, которые необходимо выдерживать под воздействием тепла резака. Линия отметок кернером может быть более точной и выдерживать нагрев горелки. Для очень точных линий разметки нанесите краску на металл в области линий разметки и используйте скребок, чтобы поцарапать краску, чтобы сделать линии.В качестве альтернативы, можно использовать средство верстки машиниста красного или синего цвета, чтобы сделать линии разметки видимыми. Хотя эти линии не выдерживают высокой температуры резака, они могут иметь важное значение для прокладки линий резки без резака. Фломастеры можно использовать вместо макетной жидкости, чтобы затемнить металл, чтобы лучше отображать линии разметки. Не используйте разметочные метки для обозначения линий изгиба или сгиба, поскольку они повышают напряжение, и деталь в конечном итоге выйдет из строя по размеченной линии.
Ручной сварочный инструмент
- Отбойный молоток для удаления сварочного шлака, особенно для SMAW.
- Напильники для уменьшения габаритных размеров детали до точных размеров, удаления опасной бритвенной кромки или заусенца и сглаживания концов электродов подачи проволоки перед их пропусканием через лайнер резака.
- Отбойный молоток и зубило для снятия прихваточных швов.
- Плоскогубцы, такие как канальные замки, для безопасного перемещения горячего металла.
- Кусачки для обрезки электродной проволоки (только GMAW и FCAW).
- Ножовка по металлу для медленной, но точной резки металла.
- Проволочная щетка для очистки сварных швов.См. Все эти инструменты на рис. 4-2.
Рисунок 4-2. Сварочный ручной инструмент.
Зажимы
На Рисунке 4-3 показаны зажимы общего назначения для сварки. Эти зажимы включают:
:
(A) стержневой зажим,
(B) трубный зажим, (C и D) C-образные зажимы, (E) зажим KantTwist и (F) комплектующие.
- Хомуты .
- Зажимы для стержней и Зажимы для труб используются для зажима на длинных пролетах.
- Приспособления , также называемые съемниками кабеля , используются для установки на место больших, длинных или жестких деталей.Они особенно хороши для конструкционной стали для вытягивания рам в квадрат.
- Тип KantTwist Зажимы для тяжелых условий эксплуатации . На Рис. 4-4 показано, как затягивать зажимы KantTwist с помощью гаечного ключа. Вытягивание их без гаечного ключа не позволяет полностью использовать их зажимное усилие.
Рисунок 4-4. Метод затяжки хомутов KantTwist.
- Сварочные зажимы Bessey тяжелее и прочнее, чем сварочные зажимы общего назначения, и более дорогие, но обычно оно того стоит.См. Рисунок 4-5.
Рисунок 4-5. Несколько вариантов сварочных зажимов Bessey для тяжелых условий эксплуатации.
- Угловые зажимы , такие как угловой зажим Bessy на Рисунке 4-6, упрощают получение точных угловых соединений. Хотя эти зажимы чаще всего используются последовательно для сварки угловых соединений, иногда четыре и более зажимов размещаются на жестком основании, чтобы сформировать приспособление для производственных работ. Эти зажимы имеют алюминиевое основание и винты с медным покрытием, поэтому сварочные брызги не прилипают к ним.
Рисунок 4-6. Угловые зажимы Bessey надежно удерживают рабочую поверхность в нужном положении для сварки под прямым углом.
Сварочные электродыTIG – покупка в Интернете и руководство по эксплуатации
Вольфрамовые электроды для сварки TIG
Сварка вольфрамовым электродом в среде инертного газа (TIG) – это популярный тип сварки, при котором для соединения различных металлов используются вольфрамовые электроды. Вольфрамовый электрод является критически важным компонентом процесса, поскольку он пропускает ток, необходимый для возникновения дуги.Вольфрамовые электроды могут быть легированы различными металлами . Для разных типов сварных швов и материалов используются электроды разных типов и размеров, и сварщики выбирают свои предпочтения в зависимости от стиля и проекта сварки. Определенные типы электродов лучше работают с переменным током (AC) по сравнению с постоянным током (DC) . Электроды поставляются без заземляющего наконечника. При шлифовании наконечника сделайте плотный, острый наконечник, чтобы получить мощную и точную дугу и обеспечить чистый сварной шов.
Мы также предлагаем электроды для вольфрамовой сварки с предварительной шлифовкой.
Ниже приведена таблица с описанием различий между типами электродов TIG , а полную линейку продуктов можно найти на сайте midwesttungsten.com .
| Тип | переменного / постоянного тока | Использование |
| 2% лантанат (синий) | переменного и постоянного тока | Электроды из синего лантана популярны из-за относительной легкости зажигания дуги и требуемой более низкой силы тока.Они исключительно хорошо работают как с переменным, так и с постоянным током и являются популярным электродом общего назначения. Синие электроды эффективны для сварки алюминиевых сплавов, магниевых сплавов, никелевых сплавов, медных сплавов, титановых сплавов, низколегированных сталей и нержавеющих сталей. Купить сейчас |
| Торированный (красный) | DC | Красный ториевый электрод неспроста является любимым электродом Америки. Эти электроды с очень длительным сроком службы и высокой износостойкостью являются незаменимыми при сварке постоянным током.Эти красные электроды лучше всего подходят для медных сплавов, никелевых сплавов, титановых сплавов и нержавеющих сталей. Купить сейчас |
| Смесь редкоземельных элементов (фиолетовый) | переменного и постоянного тока | Инновационный электрод из смеси редкоземельных элементов является отличной заменой традиционно предпочитаемого красного торированного электрода и обладает такими же высокими характеристиками. Его лучше всего использовать при сварке алюминиевых сплавов, магниевых сплавов, титановых сплавов, никелевых сплавов, медных сплавов, низколегированных сталей и некоррозионных сталей. Купить сейчас |
| Ceriated (серый) | DC | Серые церированные электроды популярны из-за их исключительной легкости зажигания дуги с меньшим током и исключительных характеристик при сварке постоянным током. Лучше всего они работают с титановыми сплавами, медными сплавами, магниевыми сплавами, алюминиевыми сплавами, никелевыми сплавами, некорродирующими сталями и низколегированными сталями. Купить сейчас |
| 0.8% цирконий (белый) | AC | Белые циркониевые вольфрамовые электроды работают с более высокими уровнями силы тока и хорошо работают как с трансформаторными, так и с инверторными источниками питания, что делает их отличной альтернативой зеленым электродам из чистого вольфрама для магниевых и алюминиевых сплавов. Купить сейчас |
| Чистый вольфрам (зеленый) | AC | Оригинальный зеленый электрод из чистого вольфрама содержит не менее 99,5% вольфрама и обладает всеми классическими свойствами вольфрама – превосходной проводимостью, долговечностью и рабочими характеристиками.Зеленые электроды идеально подходят для сварочных работ, содержащих магниевые или алюминиевые сплавы. Купить сейчас |
| 1,5% лантаноат (золото) | DC | Вольфрамовые электроды с добавлением золота и лантаном содержат меньше лантана, чем их синие аналоги, и лучше всего подходят для применения на постоянном токе. Они лучше всего подходят для сварки титановых сплавов, медных сплавов, никелевых сплавов и нержавеющей стали. Купить сейчас |
Обзоры и руководства по эксплуатации
Просмотрите наши обзоры продукции TIG Welding Tungsten Electrodes онлайн .
Статьи TIP:
Что мне использовать? – Сварка TIG с инверторами и трансформаторами
Уровень силы тока и таблица – Как выбрать уровень силы тока для сварки TIG?
Дуговая сварка защищенного металла (SMAW)
1) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
2) Для получения информации о результатах программы и другой информации посетите сайт www.uti.edu / раскрытие информации.
3) Приблизительно 8000 из 8400 выпускников UTI в 2019 году были готовы к трудоустройству. На момент составления отчета около 6700 человек были трудоустроены в течение одного года после даты выпуска, в общей сложности 84%. В эту ставку не включены выпускники, недоступные для работы по причине продолжения образования, военной службы, здоровья, заключения, смерти или статуса иностранного студента. В ставку включены выпускники, прошедшие специализированные программы повышения квалификации, а также работающие на должностях. которые были получены до или во время обучения по ИМП, где основные должностные обязанности после окончания учебы соответствуют образовательным и учебным целям программы.UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
5) Программы UTI готовят выпускников к карьере в различных отраслях промышленности с использованием предоставленного обучения, в первую очередь, для специалистов по автомобилям, дизельным двигателям, ремонту после столкновений, мотоциклетным и морским техникам. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от в качестве технического специалиста, например: специалист по запчастям, специалист по обслуживанию, изготовитель, лакокрасочный отдел и владелец / оператор магазина. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
6) Достижения выпускников ИТИ могут различаться. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату. ИМП образовательное учреждение и не может гарантировать работу или заработную плату.
7) Для завершения некоторых программ может потребоваться более одного года.
10) Финансовая помощь, стипендии и гранты доступны тем, кто соответствует требованиям.Награды различаются в зависимости от конкретных условий, критериев и состояния.
11) См. Подробную информацию о программе для получения информации о требованиях и условиях, которые могут применяться.
12) На основе данных, собранных из Бюро статистики труда США, прогнозов занятости (2016-2026), www.bls.gov, просмотренных 24 октября 2017 года. вакансии по классификации должностей: Автомеханики и механики – 75 900; Специалисты по механике автобусов и грузовиков и по дизельным двигателям – 28 300 человек; Ремонтники кузовов и связанных с ними автомобилей, 17 200.Вакансии включают вакансии в связи с ростом и чистые замены.
14) Программы поощрения и соответствие критериям для сотрудников остаются на усмотрении работодателя и доступны в определенных местах. Могут применяться особые условия. Поговорите с потенциальными работодателями, чтобы узнать больше о программах, доступных в вашем районе.
15) Оплачиваемые производителем программы повышения квалификации проводятся UTI от имени производителей, которые определяют критерии и условия приемки. Эти программы не являются частью аккредитации UTI.Программы доступны в некоторых регионах.
16) Не все программы аккредитованы ASE Education Foundation.
20) Льготы VA могут быть доступны не на всех территориях кампуса.
21) GI Bill® является зарегистрированным товарным знаком Министерства по делам ветеранов США (VA). Более подробная информация о льготах на образование, предлагаемых VA, доступна на официальном веб-сайте правительства США.
22) Грант «Приветствие за служение» доступен всем ветеранам, имеющим право на участие, на всех кампусах.Программа «Желтая лента» одобрена в наших кампусах в Эйвондейле, Далласе / Форт-Уэрте, Лонг-Бич, Орландо, Ранчо Кукамонга и Сакраменто.
24) Технический институт NASCAR готовит выпускников к работе в качестве технических специалистов по обслуживанию автомобилей начального уровня. Выпускники, которые выбирают специальные дисциплины NASCAR, также могут иметь возможности трудоустройства в отраслях, связанных с гонками. Из тех выпускников 2019 года, которые взяли факультативы, примерно 20% нашли возможности, связанные с гонками. Общий уровень занятости в NASCAR Tech в 2019 году составил 84%.
25) Расчетная годовая средняя заработная плата техников и механиков в области автомобильного сервиса в Службе занятости и заработной платы Бюро статистики труда США, май 2020 года. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату. Достижения выпускников UTI могут быть разными. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату.Заработная плата начального уровня может быть ниже. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве автомобильных техников. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, например, сервисный писатель, инспектор по смогу и менеджер по запасным частям. Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве техников автомобильного сервиса и механиков в Содружестве. Массачусетса (49-3023) составляет от 30 308 до 53 146 долларов (Массачусетский труд и развитие рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https: // lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Информация о зарплате в Северной Каролине: Согласно оценке Министерства труда США, почасовой заработок квалифицированных автомобильных техников в Северной Каролине в размере 50% почасовой оплаты труда, опубликованный в мае 2021 года, составляет 20,59 доллара США. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-е и 10-й процентиль почасовой оплаты труда в Северной Каролине составляют 14,55 и 11,27 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.)Техники и механики автомобильного сервиса, просмотрено 2 июня 2021 г.)
26) Расчетная годовая средняя заработная плата сварщиков, закройщиков, паяльщиков и брейзеров в разделе «Профессиональная занятость и заработная плата» Бюро статистики труда США, май 2020 г. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату. . ИМП достижения выпускников могут отличаться. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату.Начальный уровень зарплаты могут быть ниже. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников-сварщиков. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от технических, например сертифицированный инспектор и контроль качества. Информация о заработной плате для Содружества Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве сварщиков, резчиков, паяльщиков и брейзеров в штате Массачусетс (51-4121) составляет от 34 399 до 48 009 долларов США (данные по Массачусетсу, данные за май 2019 г., просмотренные 2 июня 2021 г., https: // lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Информация о зарплате в Северной Каролине: Департамент США Оценка почасовой оплаты труда средних 50% квалифицированных сварщиков в Северной Каролине, опубликованная в мае 2021 года, составляет 20,28 доллара США. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине – 16,97 и 14,24 доллара соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.)Сварщики, резаки, паяльщики и паяльщики, просмотрено 2 июня 2021 г.)
27) Не включает время, необходимое для прохождения 18-недельной квалификационной программы предварительных требований плюс дополнительные 12 или 24 недели обучения, зависящего от производителя, в зависимости от производитель.
28) Расчетная годовая средняя заработная плата для специалистов по кузовному ремонту автомобилей и связанных с ними ремонтников в Бюро трудовой статистики США по вопросам занятости и заработной платы, май 2020 г. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.Выпускников ИТИ достижения могут отличаться. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату. Заработная плата начального уровня может быть ниже. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников по ремонту после столкновений. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от технических, например оценщик, оценщик и инспектор.Информация о заработной плате для Содружества Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве ремонтников автомобилей и связанных с ними ремонтных работ (49-3021) в Содружестве Массачусетс составляет от 30 765 до 34 075 долларов (данные Массачусетса по вопросам труда и трудовых ресурсов за май 2019 г., просмотр 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Информация о зарплате в Северной Каролине: Департамент США Оценка рабочей силы из средних 50% почасовой заработной платы квалифицированных специалистов по борьбе с авариями в Северной Каролине, опубликованная в мае 2021 года, составляет 23 доллара.40. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляет 17,94 доллара и 13,99 доллара соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2020 г. Ремонтники автомобильных кузовов и связанных с ними ремонтов, дата просмотра 2 июня 2021 г.)
29) Расчетная годовая средняя заработная плата механиков автобусов и грузовиков и специалистов по дизельным двигателям в Профессиональная занятость и заработная плата Бюро статистики труда США, май 2020 г.UTI является образовательным учреждением и не может гарантировать трудоустройство или зарплата. Достижения выпускников UTI могут быть разными. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработная плата. Заработная плата начального уровня может быть ниже. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве дизельных техников. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от дизельных. техник по грузовикам, например техник по обслуживанию, техник по локомотиву и техник по морскому дизелю.Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков автобусов и грузовиков. и специалистов по дизельным двигателям (49-3031) в Содружестве Массачусетса составляет от 34 323 до 70 713 долларов США (Массачусетский труд и развитие рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi / OccupationalEmploymentAndWageSpecificOccupations #). Информация о зарплате в Северной Каролине: Министерство труда США оценивает почасовую заработную плату в размере 50% для квалифицированных дизельных техников в Северной Каролине, опубликованную в мае 2021 года, и составляет 23 доллара.20. Бюро статистики труда не публикует данные начального уровня. данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 19,41 и 16,18 долларов соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2020 г., Механика автобусов и грузовиков и специалистов по дизельным двигателям, дата просмотра – 2 июня 2021 г.)
30) Расчетная годовая средняя зарплата механиков мотоциклов в Службе занятости и заработной платы Бюро статистики труда США, май 2020 г.MMI является образовательным учреждением и не может гарантировать работу или заработную плату. Достижения выпускников ММИ может различаться. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату. Заработная плата начального уровня может быть ниже. Программы MMI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников мотоциклов. Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических, например, сервисный писатель, оборудование. обслуживание и запчасти.Информация о заработной плате для Содружества Массачусетс: Средняя годовая заработная плата начального уровня для лиц, работающих в качестве механиков мотоциклов (49-3052) в Содружестве Массачусетса, составляет 30 157 долларов (штат Массачусетс). Трудовые ресурсы и развитие рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Информация о зарплате в Северной Каролине: Министерство труда США оценивает почасовую оплату Средние 50% для квалифицированных мотоциклистов в Северной Каролине, опубликованные в мае 2021 года, составляют 15 долларов.94. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 12,31 и 10,56 долларов соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2020 г., Механика мотоциклов, дата просмотра 2 июня 2021 г.)
31) Расчетная годовая средняя заработная плата механиков моторных лодок и техников по обслуживанию в Бюро статистики труда США «Занятость и заработная плата на рабочем месте, май 2020 г.MMI является образовательным учреждением и не может гарантировать работу или заработную плату. Достижения выпускников ММИ могут быть разными. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату. Заработная плата начального уровня может быть ниже. Программы MMI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве морских техников. Некоторые выпускники MMI устраиваются на работу в рамках своей области обучения на должности, отличные от технических, такие как обслуживание оборудования, инспектор и помощник по запасным частям.Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков моторных лодок и техников по обслуживанию (49-3051) в Содружество Массачусетса стоит от 30 740 до 41 331 долларов (данные Массачусетса по труду и развитию рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Информация о зарплате в Северной Каролине: Министерство труда США оценивает почасовую заработную плату в размере 50% для квалифицированного морского техника в Северной Каролине, опубликованную в мае 2021 года, и составляет 18 долларов.61. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-е и 10-й процентиль почасовой оплаты труда в Северной Каролине составляет 15,18 и 12,87 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г. 2, 2021.)
33) Курсы различаются в зависимости от кампуса. За подробностями обращайтесь к представителю программы в кампусе, в котором вы заинтересованы.
34) Расчетная годовая средняя заработная плата операторов компьютерных инструментов с числовым программным управлением в США.S. Профессиональная занятость и заработная плата Бюро статистики труда, май 2020 г. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату. Достижения выпускников UTI могут быть разными. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату. Заработная плата начального уровня может быть ниже. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве технических специалистов по обработке с ЧПУ.Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, например, оператор ЧПУ, ученик машиниста и инспектор обработанных деталей. Информация о заработной плате для штата Массачусетс: средняя годовая заработная плата начального уровня для лиц, работающих в качестве операторов станков с компьютерным управлением, металлообработки и Пластик (51-4011) в Содружестве Массачусетса стоит 37 638 долларов (Массачусетс, рабочая сила и развитие рабочей силы, данные за май 2019 г., просмотрено 2 июня 2021 г., https: // lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Северная Каролина Информация о зарплате: Министерство труда США оценивает почасовую заработную плату в размере 50% для квалифицированных станков с ЧПУ в Северной Каролине, опубликованную в мае 2021 года, и составляет 20,24 доллара. Бюро статистики труда не публикует данные о заработной плате начального уровня. Тем не мение, 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 16,56 и 13,97 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.)Операторы инструментов с ЧПУ, просмотрено 2 июня 2021 г.)
37) Курсы Power & Performance не предлагаются в Техническом институте NASCAR. UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Информацию о результатах программы и другую информацию можно найти на сайте www.uti.edu/disclosures.
38) Бюро статистики труда США прогнозирует, что к 2029 году общая занятость в каждой из следующих профессий составит: Техники и механики автомобильного сервиса – 728 800; Сварщики, резаки, паяльщики и паяльщики – 452 500 человек; Автобусы и грузовики и специалисты по дизельным двигателям – 290 800 человек; Ремонтники кузовов автомобилей и сопутствующие товары – 159 900; и операторы инструментов с ЧПУ, 141 700.См. Таблицу 1.2 Занятость в разбивке по профессиям, 2019 г. и прогноз на 2029 г. Бюро статистики труда США, www.bls.gov, дата просмотра – 3 июня 2021 г. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
39) Повышение квалификации доступно выпускникам только в том случае, если курс еще доступен и есть места. Студенты несут ответственность за любые другие расходы, такие как оплата лабораторных работ, связанных с курсом.
41) Для специалистов по обслуживанию автомобилей и механиков U.По прогнозам Бюро статистики труда, в период с 2019 по 2029 год в среднем будет открываться 61 700 вакансий в год. В число вакансий входят вакансии, связанные с чистыми изменениями занятости и чистыми замещениями. См. Таблицу 1.10 Разделение и вакансии по специальностям, прогнозируемые на 2019–29 годы, Бюро статистики труда США, www.bls.gov, просмотрено 3 июня 2021 г. учреждение и не может гарантировать работу или заработную плату.
42) Для сварщиков, резчиков, паяльщиков и паяльщиков Бюро статистики труда США прогнозирует в среднем 43 400 вакансий в год в период с 2019 по 2029 год.Вакансии включают вакансии, связанные с чистым изменением занятости и чистым замещением. См. Таблицу 1.10 Профессиональные увольнения и вакансии, прогноз на 2019–29 гг., Бюро статистики труда США, www.bls.gov, дата просмотра 3 июня 2021 г. UTI – образовательное учреждение и не может гарантировать работу или зарплату.
43) Для механиков автобусов и грузовиков и специалистов по дизельным двигателям Бюро статистики труда США прогнозирует в среднем 24 500 вакансий в год в период с 2019 по 2029 год. Вакансии включают вакансии, связанные с чистыми изменениями занятости и чистыми заменами.См. Таблицу 1.10 Разделение и вакансии по специальностям, прогнозируемые на 2019–29 годы, Бюро статистики труда США, www.bls.gov, просмотрено 3 июня 2021 г. учреждение и не может гарантировать работу или заработную плату.
44) Для ремонтников кузовов автомобилей и связанных с ними ремонтов Бюро статистики труда США прогнозирует в среднем 13 600 вакансий в год в период с 2019 по 2029 год. Открытые вакансии включают вакансии, связанные с чистыми изменениями в занятости и чистыми заменами. См. Таблицу 1.10. Разделения и вакансии по профессиям, прогноз на 2019–29 гг., U.S. Bureau of Labor Statistics, www.bls.gov, дата просмотра – 3 июня 2021 г. UTI – образовательное учреждение и не может гарантировать работу или зарплату.
45) Для операторов компьютерных инструментов с числовым программным управлением Бюро статистики труда США прогнозирует в среднем 11 800 вакансий в год в период с 2019 по 2029 год. Открытые вакансии включают вакансии, связанные с чистыми изменениями занятости и чистыми замещениями. Видеть Таблица 1.10 Профильные увольнения и вакансии, прогнозируемые на 2019–29 годы, Бюро статистики труда США, www.bls.gov, просмотрено 3 июня 2021 г. UTI – образовательное учреждение. и не может гарантировать работу или зарплату.
46) Студенты должны иметь средний балл не ниже 3.5 и посещаемость 95%.
47) Бюро статистики труда США прогнозирует, что к 2029 году общая численность занятых в стране для специалистов по обслуживанию автомобилей и механиков составит 728 800. См. Таблицу 1.2 Занятость в разбивке по профессиям, 2019 и прогнозируемые 2029, Бюро статистики труда США, www.bls. gov, просмотрено 3 июня 2021 г.ИМП является учебным заведением и не может гарантировать работу или заработную плату.
48) Бюро статистики труда США прогнозирует, что общая численность занятых в стране механиков автобусов и грузовиков и специалистов по дизельным двигателям к 2029 году составит 290 800 человек. См. Таблицу 1.2 Занятость в разбивке по профессиям, 2019 и прогнозируемые 2029, Бюро статистики труда США, www. .bls.gov, просмотрено 3 июня 2021 г. UTI является учебным заведением и не может гарантировать работу или заработную плату.
49) У.S. Бюро статистики труда прогнозирует, что к 2029 году общая численность занятых в сфере автомобильного кузова и связанных с ним ремонтов составит 159 900 человек. См. Таблицу 1.2. Бюро статистики труда США, www.bls.gov, дата просмотра – 3 июня 2021 г. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
50) Бюро статистики труда США прогнозирует, что общая занятость сварщиков, резчиков, паяльщиков и паяльщиков в стране к 2029 году составит 452 500 человек.См. Таблицу 1.2 Занятость в разбивке по профессиям, 2019 г. и прогноз на 2029 г. Бюро статистики труда США, www.bls.gov, дата просмотра – 3 июня 2021 г. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
51) Бюро статистики труда США прогнозирует, что общая численность занятых в стране операторов компьютерных инструментов с числовым программным управлением к 2029 году составит 141 700 человек. См. Таблицу 1.2 Занятость в разбивке по профессиям, 2019 год и прогнозируемый показатель 2029 года, Бюро статистики труда США, www.bls.gov, дата просмотра – 3 июня 2021 г. UTI является учебным заведением и не может гарантировать работу или заработную плату.
52) Бюро статистики труда США прогнозирует, что среднегодовое количество вакансий по стране в каждой из следующих профессий в период с 2019 по 2029 год составит: Техники и механики автомобильного сервиса, 61 700; Механика автобусов и грузовиков и дизельный двигатель Специалисты – 24 500 человек; и сварщики, резаки, паяльщики и паяльщики – 43 400 человек. Вакансии включают вакансии, связанные с чистым изменением занятости и чистым замещением.См. Таблицу 1.10 Разделения и вакансии по профессиям, прогноз на 2019–29 годы, Бюро США. статистики труда, www.bls.gov, дата просмотра – 3 июня 2021 г. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.
Универсальный технический институт штата Иллинойс, Inc. одобрен Отделом частного бизнеса и профессиональных школ Совета по высшему образованию штата Иллинойс.
Reportlinker добавляет исследование рынка сварочных электродов в России
НЬЮ-ЙОРК, янв.28 / PRNewswire / – Reportlinker.com сообщает, что в его каталоге доступен новый отчет о маркетинговых исследованиях:
Исследование рынка сварочных электродов в России
http://www.reportlinker.com/p0174562/Welding-Electrodes-market-research-in-Russia.html
Отчет посвящен исследованию текущего состояния рынка сварочных электродов в России и среднесрочному прогнозу развития рынка. Отчет состоит из семи разделов, содержит 90 страниц, в том числе 27 таблиц и 11 иллюстраций.Эта работа представляет собой кабинетное исследование. Авторы использовали следующие источники информации: данные Федерального агентства государственной статистики, Федеральной таможенной службы РФ, официальную статистику железнодорожных перевозок, годовые и квартальные отчеты компаний, а также данные с веб-сайтов игроков рынка. Поскольку автомобильные перевозки грузов в России не подлежат обязательной статистике, в отчете приводятся только данные о железнодорожных перевозках.
В первой главе отчета представлен обзор технологии производства и технических требований, предъявляемых к качеству сварочных электродов, а также данные о расходных материалах для их производства, в том числе некоторые данные о поставках ресурсов предприятиям-производителям сварочных электродов.
Вторая глава посвящена анализу производственной статистики за десятилетие с 1997 по 2006 год, включая данные о выпуске сварочных электродов за тот же период как в целом по России, так и по предприятиям. Также была рассмотрена динамика производства. Кроме того, в разделе описывается текущее состояние отдельных производителей, в первую очередь крупнейших из них – Орловского завода ОАО «Северсталь-Метиз», ОАО «Лосиноостровский электродный завод», ЗАО «Завод сварочных электродов СИБЭС».Приведены данные об ассортименте и качестве выпускаемых сварочных электродов, объемах производства, планах развития предприятий, а также данные об объемах и направлениях поставок продукции в 2004-2006 гг. Как на внутренний, так и на мировой рынок.
Третий раздел посвящен анализу российской внешней торговли сварочными электродами в 1999-2006 гг.
Четвертый раздел посвящен анализу цен на сварочные электроды. В разделе представлена динамика среднемесячных отпускных цен производителей сварочных электродов с 2001 по 2006 гг., Цен некоторых производителей в мае 2007 г., динамика среднегодовых экспортных и импортных цен в 1999-2006 гг., А также экспортных и импортных цен некоторых поставщиков и поставщиков. Покупатели в декабре 2007г.
В пятой главе представлен анализ потребления сварочных электродов в России. В разделе представлен баланс спроса и предложения продукта и данные об объемах потребления крупными потребителями в 2004-2002 гг.
Шестая, заключительная глава отчета посвящена перспективам российского рынка сварочных электродов (среднесрочный прогноз) на основе анализа развития конечных потребителей. Анализ позволяет ожидать увеличения потребления сварочных электродов в ближайшие годы, даже более высокими темпами, чем в последние годы.
Приложение содержит контактную информацию о предприятиях-производителях и некоторых трейдерах.
Содержание
Введение
1. Производство: технология, материалы, требования, предъявляемые к качеству продукции
1.1. Технология производства сварочных электродов
1.2. Требования к качеству сварочных электродов
1.3. Материалы и их принадлежности
2. Производство: объемы, структура, основные производители
2.1. Объемы и динамика производства сварочных электродов
.2.2. Структура производства сварочных электродов по предприятиям
2.3. Состояние основных предприятий-производителей
2.3.1. Орловский завод ОАО < >
2.3.2. АО < > (LEZ)
2.3.3. ПАО < >
2.3.4. Прочие предприятия
3. Внешняя торговля сварочными электродами
3.1. Объемы и динамика экспорта-импорта
3.2. Основные направления экспортно-импортных поставок
3.3. Тенденции и особенности экспортно-импортных поставок
4. Цены
4.1. Цены внутри страны
4.2. Экспортно-импортные цены
5. Расход сварочных электродов
5.1. Баланс спроса и предложения
5.2. Структура потребления и основные потребители
6. Перспективы развития российского рынка сварочных электродов
Контактная информация
Список таблиц
Таблица 1.Обрыв электродов по электрическим параметрам сварки
Таблица 2. Размеры электродов
Таблица 3. Допустимые различия толщины покрытия
Таблица 4. Нормы размеров и количества внутренних пор и шлаковых включений в металле шва
Таблица 5. Требования к массе партии электродов
Таблица 6. Химический состав сварочной проволоки из низкоуглеродистой стали,%
Таблица 7. Поставки сварочной проволоки железнодорожным транспортом в 2006 г., т
Таблица 8.Структура производства сварочных электродов по предприятиям в 1997-2006 гг., Т
Таблица 9. Паспорта качества электродной продукции Филиала «Орловский завод» ОАО «Северсталь-Метиз»
Таблица 10. Крупные потребители сварочных электродов Орловского завода ОАО «Северсталь-Метиз» в 2004-2006 гг., Т
Таблица 11. Иностранные потребители Орловского завода ОАО «Северсталь-Метиз» в 2004-2006 гг., Т, тыс. $
Таблица 12. Основные направления сварочных электродов ОАО «ЛЭЗ»
Таблица 13.Технические характеристики электродов для ручной сварки «ЛЭЗ»
.Таблица 14. Некоторые потребители сварочных электродов производства ОАО «Лосиноостровский электродный завод» в 2004-2006 гг.
Таблица 15. Продукция ЗАО «ЗГП« СИБЭС »и их сравнение с российскими и зарубежными аналогами
Таблица 16. Характеристики сварочных электродов производства ОАО «ММК-Метиз»
Таблица 17. Ассортимент Судиславского завода сварочных материалов «РОТЕКС»
Таблица 18.Региональная структура экспорта электродов для дуговой сварки т, тыс. $
Таблица 19. Региональная структура импорта электродов для дуговой сварки, т, тыс. $
Таблица 20. Экспортеры сварочных электродов в 2004-2006 гг. Т, тыс. $
Таблица 21. Импортеры сварочных электродов в 2004-2006 гг., Тыс. $
Таблица 22. Цены на сварочные электроды производства Борского филиала ООО «Инстрел» в мае 2007 г.
Таблица 23. Цены на сварочные электроды производства ОАО «ГрафитЭЛ-МЭЗ» в мае 2007 г.
Таблица 24.Цены на сварочные электроды российских производителей, экспортированные в декабре 2006 г.
Таблица 25. Цены на импортные сварочные электроды в декабре 2006 г.
Таблица 26. Баланс спроса и предложения сварочных электродов в России в 2001-2005 гг., Тыс. Т.
Таблица 27. Некоторые потребители сварочных электродов в 2004-2006 гг.
Таблица 28. Макроэкономические показатели и потребление проката в России в 1994-2006 гг. (В% к 1990 г.)
Таблица 29. Объемы работ и потребление стального проката в строительстве в 1998-2006 гг.
Список рисунков
Рисунок 1.Динамика производства сварочных электродов в России в 1997-2006 гг.
Рисунок 2. Динамика производства сварочных электродов Орловским заводом ОАО «Северсталь-Метиз» в 1997-2006 гг.
Рисунок 3. Динамика производства сварочных электродов ОАО «Лосиноостровский электродный завод» в 1997-2006 гг.
Рисунок 4. Динамика производства сварочных электродов ОАО «Завод сварочных электродов СИБЭС» в 1997-2006 гг.
Рисунок 5. Динамика экспорта сварочных электродов в 1999-2006 гг.
Рисунок 6.Динамика импорта сварочных электродов в 1999-2006 гг.
Рисунок 7. Сравнительная динамика объемов экспортных и импортных поставок сварочных электродов в 1999-2006 гг.
Рисунок 8. Динамика средних отпускных цен производителей на сварочные электроды в 2001-2006 гг., Руб. / Кг
Рисунок 9. Динамика среднегодовых экспортных и импортных цен в 1999-2006 гг.
Рисунок 10. Динамика потребления сварочных электродов в России 1999-2006 гг.
Рисунок 11. Прогноз производства и потребления сварочных электродов в России до 2010 г.
Чтобы заказать этот отчет:
Металлургическая промышленность : Исследование рынка сварочных электродов в России
Подробнее Отчет об исследовании рынка
Ознакомьтесь с профилем компании , SWOT-анализом и анализом доходов!
Николя Бомбург
Reportlinker
Электронная почта: [электронная почта защищена]
США: (805)652-2626
Международный: +1 805-652-2626
ИСТОЧНИК Reportlinker
.