Нож 250мм для станков деревообрабатывающих Мастер-универсал
Нож 250мм для станков деревообрабатывающих Мастер-универсал 1 шт.
Производитель – Мастер-универсал
Актобе
Филиал ТОО “Ламэд”
ул. Санкибай Батыра, д. 4 Л
+7(7132) 53-86-80
Алматы
ТОО “Ламэд”
ул. Березовского, д. 3А
+7(727) 244-64-46
Альметьевск
ООО “Смарт”
ул. Тухватуллина, база Смарт
+7(8553) 30-01-01
Ангарск
ООО “ВСРТА Кемеровские заводы”
ул. Рабочего Штаба, д. 89
+7(3955) 77-91-02
Архангельск
ООО “Архлес-сервис”
ул. пр. Тимме, д. 23
+7(8182) 27-00-49, 29-35-86, 61-64-88
Астана
Филиал ТОО “Ламэд”
ул. Пушкина, д. 37/1
+7(7172) 47-81-37
Астрахань
ООО “Компания Инструментал”
ул. Рождественского, д. 1 Ж
+7(8512) 35-14-46, 35-14-46
Астрахань
ИП Полежаева Е.
ул. 5-я Литейная, д. 30
+7(8512) 59-97-00, +7(908) 617-20-86
Астрахань
ООО “Мастер-Класс”
ул. Ярославская, д. 34
+7(8512) 45-03-21
Ачинск
ООО “Экстрим-Центр”
ул. Дзержинского, д. 36
+7(39151) 6-23-22
Барнаул
ИП Бескишин В. П.
ул. пр-т Ленина, д. 73
+7(3852) 61-77-12
Барнаул
ИП Никитин М. Д.
ул. Балтийская, д. 66
+7(3852) 45-58-47
Белгород
ООО “ЦентрИнструментСервис-Белгород”
ул. Богдана Хмельницкого пр-т, д. 133 В
+7(4722) 31-82-48, 34-61-29
Белгород
ИП Шабанов Ю. Н.
ул. Костюкова, д. 1
+7(4722) 55-26-43
Благовещенск
ООО “Амурская электротехника”
ул. Кольцевая, д. 43
+7(4162) 42-30-70
Бор
ООО “Молоток”
ул. Первомайская, д. 7 А
+7(83159) 9-35-58
Братск
ООО “ВСРТА Кемеровские заводы”
ул. Индустриальный пр-д, д. 5 А, пав. 12
+7(3953) 40-90-23
Брянск
ИП Тимошкин С.![]() Н.
Н.
ул. Бурова, д. 14
+7(4832) 68-71-75, 33-34-06, 33-12-06
Брянск
ИП Тимошкин С. Н.
ул. Красноармейская, д. 103
+7(4832) 41-71-44, 33-34-09
Великие Луки
ИП Леничев Ю. Г.
ул. Мурманская, д. 16
+7(81153) 3-71-20
Владивосток
ИП Барса В. А.
ул. Бородинская, д. 46/50, к. 306
+7(423) 234-57-12, 246-32-47
Владикавказ
ИП Метревели Г. В.
ул. Калоева, д. 400
+7(8672) 51-32-23, 74-59-77
Владимир
ИП Верстин В. Ф.
ул. пр-кт Ленина, д. 44
+7(4922) 38-27-90
Владимир
ООО “ИМКом-Сервис”
ул. Куйбышева, д. 4
+7(4922) 37-06-05
Волгоград
ООО “НПФ СЛАВЯНЕ”
ул. Козловская, д. 20
+7(8442) 94-52-49
Волгоград
ООО “Инструмент-Сервис”
ул. Фадеева, д. 29
+7(8442) 55-00-11
Волгоград
ООО “Инструмент-Сервис”
ул. 30 Лет Победы, д. 16
+7(8442) 55-00-11
Волжский
ООО “Инструмент-Сервис”
ул. Большевистская, д. 70 Б
Большевистская, д. 70 Б
+7(8443) 55-00-99
Вологда
ИП Журавлёв Д. А.
ул. Можайского, д. 44
+7(8172) 74-30-63
Воронеж
ООО “Энкор-Сервис”
ул. Текстильщиков, д. 2 корп. З (Z)
+7(473) 261-96-35
Воткинск
ИП Татаринов К. В.
ул. Садовникова, д. 17
+7(950) 171-60-05
Донeцк
ДП “ЭСКО-Донецк”
ул. Ершова, д. 10
3+7(062) 349-24-20, 349-24-30
Екатеринбург
ИП Салахов Д. Д.
ул. Розы Люксембург, д. 67 А
+7(343) 251-94-94
Екатеринбург
ООО “ИНИГС-Сервис”
ул. Шефская, д. 3, корп. А
+7(343) 219-28-47, 264-04-40
Ереван
ПК “АРЕГ”
ул. Вардананца, д. 28
+7(37410) 57-02-31
Ивано-Франковск
АОЗТ “Альцест-Карпаты”
ул. Мельничука, д. 8
3+7(0342) 50-24-04
Иваново
ООО “Стройтехника”
ул. Смирнова, д. 95
+7(4932) 47-54-14, 32-65-42
Иваново
ИП Грушина М.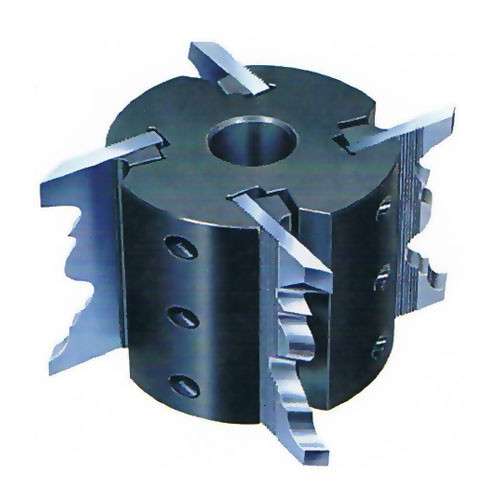 Е.
Е.
ул. Красногвардейская д. 33
+7(4932) 30-67-00
Ижевск
ИП Струков А. А.
ул. Телегина, д. 30
+7(3412) 93-24-19
Ижевск
ООО “РЭМО”
ул. Майская, д. 30
+7(3412) 73-95-85
Иркутск
ИП Паздникова Л. И.
ул. Байкальская, д. 239, корп. 7
+7(3952) 22-60-29, 22-87-24
Иркутск
ООО “ВСРТА Кемеровские заводы”
ул. Рабочего штаба, д. 87
+7(3952) 77-91-02, 77-93-87
Йошкар-Ола
ООО “Дровосек”
ул. Машиностроителей, д. 2 Б
+7(8362) 41-97-70
Казань
ИП Федосеев Е. И.
ул. Сибирский Тракт, д. 34 корп. 12
+7(843) 211-99-01 +7(02,03,04)
Казань
ООО “Вавилон-С”
ул. Маршала Чуйкова, д. 25
+7(843) 525-44-15
Казань
ООО “Дровосек”
ул. Ломжинская, д. 16 А
+7(843) 262-01-01, 262-27-65
Калининград
ИП Скрицкий О. И.
ул. Московский пр., д. 253
+7(4012) 59-06-06, 59-06-13
Калуга
ИП Смогилева А. Б.
Б.
ул. Карла Либкнехта, д. 31
+7(4842) 23-65-03, +7(920) 617-81-91
Камышин
ООО “Инструмент-Сервис”
ул. Пролетарская, д. 111 Б
+7(84457) 5-27-27
Кемерово
ООО “Сервисный центр “Электра”
ул. Абызова, д. 12 А
+7(3842) 64-01-01, 64-28-00
Киeв
ООО ПКП “ЭСКО”
ул. Сырецкая, д. 33Ш
3+7(044) 581-11-25
Киров
ИП Кассихин В. Н.
ул. Труда, д. 71
+7(8332) 64-66-56
Киров
ООО “Дровосек”
ул. Ленина, д. 54
+7(8332) 35-80-24, 35-80-25
Ковров
ООО “ИМКом-Сервис”
ул. Летняя, д. 24 А
+7(49232) 4-58-66
Кострома
ИП Маслов И. Ф.
ул. Северной правды, д. 41
+7(4942) 32-59-91
Кострома
ООО “КрафтТулз”
ул. Северной правды, д. 41 А
+7(4942) 32-59-91, +7(910) 376-00-10
Краснодар
ООО ” СТО” Авто-Кубань”
ул. Новороссийская, д. 174 А
+7(989) 800-86-32, +7(918) 977-76-22
Красноярск
ООО “Инструмент-Сервис”
ул. Парашютная, д. 15
Парашютная, д. 15
+7(3912) 61-98-99, 61-98-95
Красноярск
ООО “Сервисный Центр”
ул. Аэровокзальная, д. 21 стр. 2
+7(3912) 41-86-40
Курск
ул. Невского, д. 13 Б
+7(4712) 38-90-65
Кустанай
ИП Шипилкин В. Г.
ул. Складская, бутик № 35
+7(7142) 39-25-24
Липецк
ООО “Арсенал”
ул. 8 Марта, д. 13
+7(4742) 74-06-96, 35-32-15
Липецк
ЗАО “ДПрофи”
ул. Космонавтов, д. 43
+7(4742) 31-92-69, 79
Магнитогорск
ИП Трухин А. С.
ул. Свободы, д. 7
+7(3519) 49-26-77
Минск
УП “18”
ул. Волгоградская, д. 13, к. 8
+375(017) 280-77-81
Москва
ООО “Фирма Технопарк”
ул. Гвардейская, д. 3, к.1
+7(495) 737-81-59, 444-10-70
Мурманск
ИП Гиренко С. Г.
ул. Ленина пр-т, д. 45
+7(8152) 47-47-25
Муром
ООО “ИМКом-Сервис”
ул. Владимирское шоссе, д. 12
12
+7(49234) 2-63-41
Набережные Челны
ООО “КамаСнабТорг”
ул. Сармановский тракт, д. 60
+7(8552) 33-23-12, 44-49-99
Нальчик
ООО “Техно-Сити”
ул. Кирова, д. 137
+7(8662) 40-29-83
Нижний Новгород
ИП Федосеев Е. И.
ул. Московское ш., д. 300
+7(831) 275-35-03
Нижний Новгород
ЗАО “Пигмент “
ул. Полтавская, д. 32
+7(831) 416-78-80, 416-78-70
Нижний Новгород
ООО “Дровосек”
ул. Должанская, д. 6 Б
+7(831) 281-81-91
Новокузнецк
ООО “Механик-Сервис”
ул. пр. Октябрьский, д. 58
+7(3843) 73-83-17
Новомосковск
ООО “Инструмент-Сервис”
ул. Мира, д.17 А
+7(48762) 7-90-37
Новороссийск
ООО “Телец”
ул. Героев Десантников, д. 61
+7(8617) 63-50-10
Новосибирск
ООО “СТП Регламент “
ул. Советская, д. 52
+7(3832) 20-00-30
Обнинск
ИП Вишняков О. В.
ул. Кабицинская Гос Заря №244
+7(48439) 9-07-46
Одeсса
ДП “ЭСКО-Одесса”
ул. Строганова, д. 29А
3+7(0482) 37-61-76
Омск
ООО “Профинструмент сервис”
ул. Шебалдина, д. 199, к. 1
+7(3812) 36-65-09, 36-64-33
Оренбург
ООО “ОренбургРемСбыт”
ул. Томилинская, д. 238/1
+7(3532) 53-26-11, 27-87-97
Орёл
ИП Долженков А. В.
ул. Старо-Московская, д. 7
+7(4862) 54-36-07
Орск
ИП Балан Ю. Л.
ул. Новосибирская, д. 90
+7(3537) 42-10-99
Орск
ООО “Проминком”
ул. Новосибирская, д. 211
+7(3537) 28-15-29
Пенза
ООО “Анкор”
ул. Гладкова, д. 10
+7(8412) 55-32-27
Пермь
ООО “КУБ”
ул. Героев Хасана, д. 41
+7(342) 240-25-39, 240-25-38
Петрозаводск
ООО “Батя – Сервис”
ул. Заводская, д. 4
+7(8142) 74-72-42, 77-15-77
Псков
ООО “Сервисный центр “Мастер”
ул.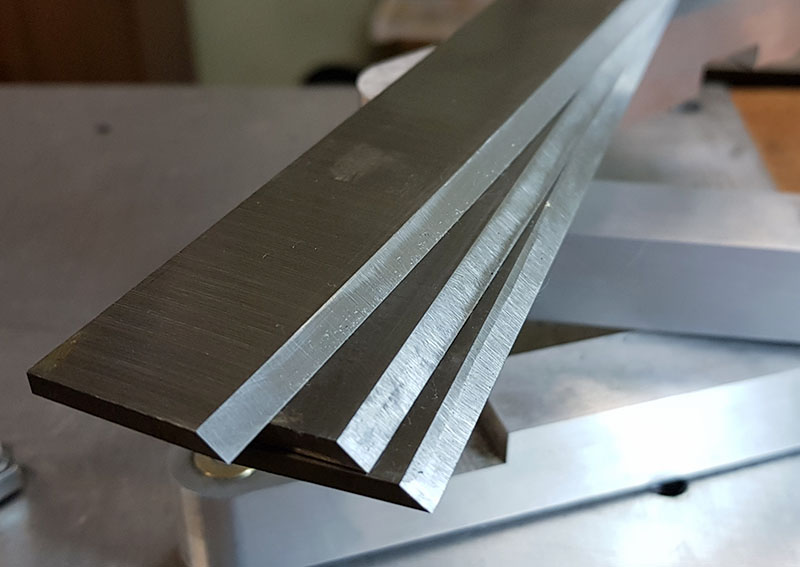 Первомайская, д. 33
Первомайская, д. 33+7(8112) 72-45-55, 72-30-56
Пятигорск
ООО “Электра”
ул. Суворовский проезд, д. 1 А
+7(8793) 38-27-57
Ростов-на-Дону
ИП Холод В. Н.
ул. Нансена, д. 140
+7(863) 207-21-06, 279-03-05
Ростов-на-Дону
ООО “Электроинструмент-Сервис”
ул. Нансена, д. 77
+7(863) 295-74-65
Рязань
ООО “С-ФК”
ул. Кольцова, д. 14
+7(4912) 28-20-16, +7(800) 100-80-33
Рязань
ИП Ильина Н. С.
ул. Советской Армии, д.5
+7(4912) 32-07-81
Самара
ООО “ЭлектроМаркт”
ул. Земеца, д. 25
+7(846) 955-24-14
Самара
ООО “Специалист”
ул. 4-й проезд, д. 66
+7(846) 342-52-61
Санкт-Петербург
ООО “Инфраком – Сервис”
ул. наб. Обводного канала, д. 187, литер Д
+7(812) 777-0-111
Санкт-Петербург
ООО “Электра”
ул. Рузовская, д. 5/13, литер А, пом. 6-Н
+7(812) 647-35-68
Саранск
ООО “ФиТеС”
ул. Пролетарская, д. 144 А
Пролетарская, д. 144 А
+7(8342) 23-32-23
Саратов
ИП Петриченко В. В.
ул. Кутякова, д. 22
+7(8452) 27-26-55, 27-31-46
Саратов
ООО “Дровосек”
ул. Танкистов, д. 37
+7(8452) 43-17-23
Севастополь
ЧП “ТехноМан”
ул. Льва Толстого, д. 7
3+7(0692) 55-23-34
Серпухов
ИП Бекренев Г. А.
ул. Северное ш., д. 6
+7(4967) 76-12-80
Симферополь
ООО”Мастер-Инструмент”
ул. Крылова, д. 21/22
3+7(0652) 600-936
Смоленск
ИП Шульман А. И.
ул. 2-й Краснинский переулок, д. 14
+7(4812) 32-15-42, 32-14-73
Сокол
ООО “Домострой”
ул. Набережная Свободы, д. 52
+7(81733) 2-29-79, 2-26-72
Сочи
ИП Семенченко Т. В.
ул. Транспортная, д. 78/8
+7(8622) 64-87-68
Сочи
ЗАО “Исток”
ул. Старонасыпная, д. 30/2
+7(8622) 40-20-64
Сочи
ИП Никишина Т. Л.
ул. 20-й Горнострелковой дивизии д.![]() 16
16
+7(8622) 241-25-92
Ставрополь
ИП Матевосян А. Б.
ул. Серова, д. 263
+7(8652) 94-55-15
Стерлитамак
ИП Исаев А. В.
ул. Худайбердина, д. 202 А
+7(3473) 41-41-19
Тбилиси
ООО “Кавкасия 99”
ул. Ксанская №22
+7(832) 260 94 49
Тверь
ООО “Левша”
ул. наб. Никитина, д. 142
+7(4822) 52-27-87
Тольятти
ООО “Инструмент сервис”
ул. Офицерская, д. 24
+7(8482) 51-58-13, 51-54-48
Томск
ИП Брусницын Н. К.
ул. Герцена, д. 72
+7(3822) 52-25-02, 52-34-73
Туапсе
ИП Гвилава В. Б.
ул. Армавирская, д. 8 А
+7(918) 600-32-42
Тула
ИП Машников Ю. Н.
ул. Коминтерна, д. 24
+7(4872) 55-87-21
Тюмень
ООО “Спецтехника”
ул. Республики, д. 143, ост. Газпром
+7(3452) 31-03-11, 20-55-97
Узловая
ООО “Инструмент-сервис”
ул. Трегубова, д. 31 А
+7(48731) 6-29-64
Улан-Удэ
ИП Коркина О. Ю.
Ю.
ул. Сахьяновой, д. 9 В
+7(3012) 43-70-54, 43-58-61
Ульяновск
ООО “ДЛС”
ул. пр-т Нариманова, д. 1
+7(8422) 37-01-46
Ульяновск
ООО “Дровосек”
ул. Минаева, д. 6
+7(8422) 30-79-03
Усть-Каменогорск
ТОО “Алтай-Метиз”
ул. Космическая, д. 4/19
+7(7232) 53-45-44
Уфа
ИП Мингалев А. В.
ул. Кирова, д. 101
+7(347) 246-31-86
Ухта
ООО “ТГ Мужской Инструмент”
ул. Проезд Строителей , д. 21
+7(8216) 74-84-34
Хабаровск
ООО “БизнесСтройИнструмент”
ул. Переулок Гаражный, д. 4
+7(4212) 40-07-78
Херсон
ФОП Пархоменко Игорь Алексеевич
ул. Дровника, д. 12
3+7(0552) 39-06-90
Чебоксары
ИП Васильев А. Ю.
ул. Базовый проезд, д. 8 Б
+7(8352) 57-39-62
Челябинск
ООО “Инструмент-Сервис”
ул. Молодогвардейцев, д. 7
+7(351) 267-50-01, 267-50-04
Энгельс
ООО “Дровосек”
ул. Полиграфическая, д. 186
Полиграфическая, д. 186
+7(8453) 55-85-78
Южно-Сахалинск
ИП Потепух И. В.
ул. Железнодорожная, д. 29
+7(4242) 46-22-08
Якутск
ООО “Строитель”
ул. пер. Вилюйский, д. 6, пав. 8
+7(4112) 32-10-15
Ярославль
ООО “ЦентрРегионСервис”
ул. Рыбинская, д. 30/30
+7(4852) 20-05-28, 20-05-29
Ярославль
ООО “ЯрБошСервис”
ул. пр-т Ленина, д. 37/73, пом. 69, 70, 71
+7(4852) 73-34-91
от снятия коры до последнего штриха в декорировании
Оснастка для деревообрабатывающего инструмента очень важна для каждого этапа изготовления изделия
.
Правильно подобранные и вовремя замененные ножи для любого инструмента могут значительно облегчить работу мастера и продлить срок службы оборудования.В зависимости от вида работ, типа древесины и используемого оборудования ножи для деревообработки имеют несколько классификаций. Мы создали универсальную. Она дает мастеру комплекс знаний о предназначении и видах деревообрабатывающей оснастки.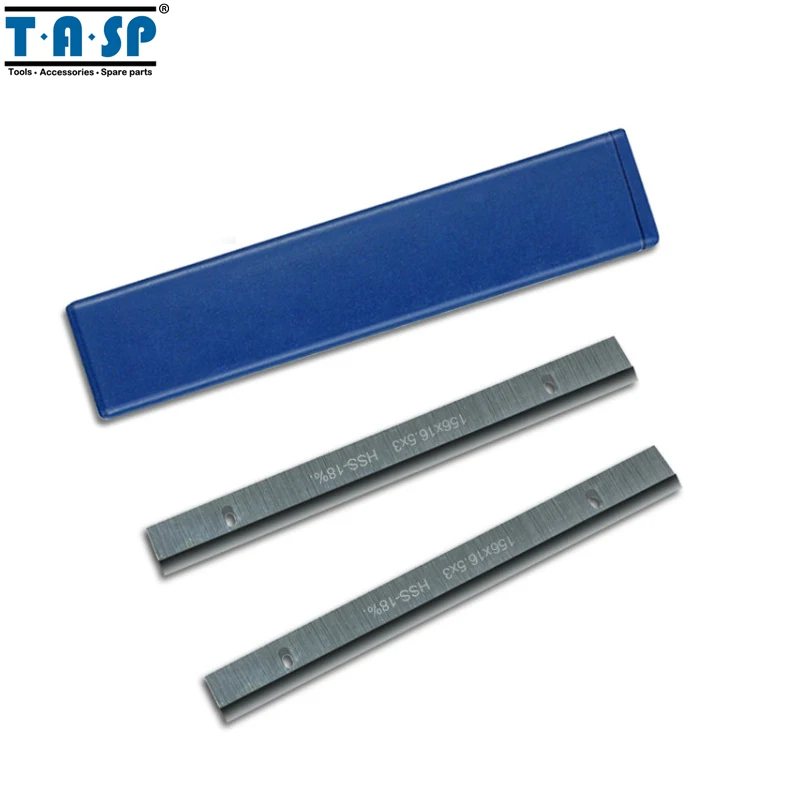
*Характеристика, которая должна объединять все выбранные вами видов ножей, – высокое качество материалов и конструкции.
Рассмотрим основные виды ножей для деревообрабатывающего оборудования.
Ножи для рубанка
Широкий ассортимент расходных материалов для электрического или ручного рубанка предоставляет мастеру свободу выбора. Этот инструмент служит для снятия верхнего слоя с деревянных поверхностей.
Ножи изготавливаются из инструментальной стали или карбида вольфрама. Изготовление ножей из стали имеет важное преимущество, а именно, возможность повторной заточки.
Форма может быть разной и зависит от желаемого результата.
- Прямая – для получения идеально гладкой поверхности и строгания узких деталей и выборки четверти.
- Волнообразная – для создания эффекта «старины».
- Закруглённая – для работы с широкими заготовками.
Стандартные размеры:
- длина: от 50 до 110 мм
- высота: от 5,5 до 50 мм
- толщина: от 0,3 до 3,0 мм
Фуговальные (строгальные) ножи
Это – аксессуар, без которого не обходится ни один мастер по дереву. Фуговальные ножи устанавливаются на вал 4-стороннего продольно-строгального или фрезерного станка. В качестве крепления – винты и прижимные клинья. Изготавливаются строгальные ножи из быстрорежущей стали (HSS), инструментальной (DS) стали или с твердосплавной напайкой (TS).
Фуговальные ножи устанавливаются на вал 4-стороннего продольно-строгального или фрезерного станка. В качестве крепления – винты и прижимные клинья. Изготавливаются строгальные ножи из быстрорежущей стали (HSS), инструментальной (DS) стали или с твердосплавной напайкой (TS).
*Для обработки твердых пород дерева пригодны только ножи из быстрорежущей стали с 18% хрома.
Они также отличаются по форме.
- Прямые – для создания прямой поверхности.
- Фигурные – для профилирования.
Главные преимущества работы с фуговальными ножами состоят в высокой производительности, качестве обработки и возможности быстрой и легкой замены аксессуара.
Важно отметить, что данные изделия хорошо ложатся на станки разных модификаций.
Стандартные размеры:
- Длина: от 30 до 1500 мм
- Высота: от 18,2 до 55 мм
- Толщина: от 3 до 3,2 мм
 Это – собственное производство компании Трейд-Плюс. Мы гарантируем качество, сервис и помощь в подборе нужной модели. Для более подробной информации свяжитесь с нашими менеджерами. Они всегда рады помочь клиенту!
Это – собственное производство компании Трейд-Плюс. Мы гарантируем качество, сервис и помощь в подборе нужной модели. Для более подробной информации свяжитесь с нашими менеджерами. Они всегда рады помочь клиенту!Ножи для фрез
Фрезы по дереву используются как в небольших мастерских, так и в массовом производстве. Это – неотъемлемая часть деревообрабатывающих станков. А ножи – неотъемлемая часть фрез.
Основное предназначение фрез – создание мебели по индивидуальным заготовкам, фасадов домов, дверей, окон, лестниц и мелких предметов интерьера.
*Чтобы результат был идеальным, следует тщательно проверять ножи на износ и то, насколько хорошо сидит нож на фрезе. При необходимости его следует заменить другим.
Подходящий режущий инструмент должен подбираться с учетом формы выемки и ширины заготовки.
В зависимости от вида обработки и типа инструмента выделяют 3 варианта фрезерования:
- Ламельное – для создания пазов на торцах заготовок.

- Кромочное – для декорирования и создания узоров.
- Верхнее – наиболее универсальное – для производства больших изделий.

Ножи для фрез разделяют на 2 группы:
- Твердосплавные – высокопроизводительный и износостойкий инструмент.
- Из быстрорежущей высоколегированной стали – позволят сэкономить бюджет, но по качеству слегка уступают твердосплавным.
*Некоторые ножи к фрезам имеют четыре готовых к работе грани. Это значит, что они не нуждаются в повторной заточке. Если одна сторона затупилась, их нужно просто перевернуть.
Также их можно классифицировать по типу крепления:
- с механическим креплением — крепятся к головке винтами.
- самоустанавливающиеся — зажимной механизм фиксирует пластины в гнезде.
Ножи стружечные
Устанавливаются на станках по производству стружки и щепок, а также для резки древесины. Именно из полученных элементов производятся заготовки современной мебели (МДФ, ДСП, OSB).
*В данном случае качество и твердость ножа напрямую влияют на конечный результат.
8 стандартных размеров в диапазонах:
- длина: от 276 до 525,5 мм
- ширина: от 30 до 100 мм
- толщина: от 2 до 6 мм
Лущильные ножи
Применяются на лущильных станках для получения лущильного шпона. Нож представляет собой плоскую пластину с режущим элементом и отверстиями для крепежа.
Они бывают двухслойные и однослойные.
*Для получения лущильного шпона более высокого качества используют прижимные линейки.
Стандартные размеры:
- длина: от 900 до 2800 мм
- ширина: 180 мм
- толщина: 15 мм
Ножи гильотинных ножниц для резания шпона
Ножи устанавливаются на гильотинные ножницы и применяются для продольной и поперечной резки строганого или лущеного шпона. Также с их помощью удаляются дефекты шпона, возникшие в процессе его изготовления. Ножи производятся из однослойной или двухслойной инструментальной стали с добавлением легирующих компонентов в зависимости от исполнения.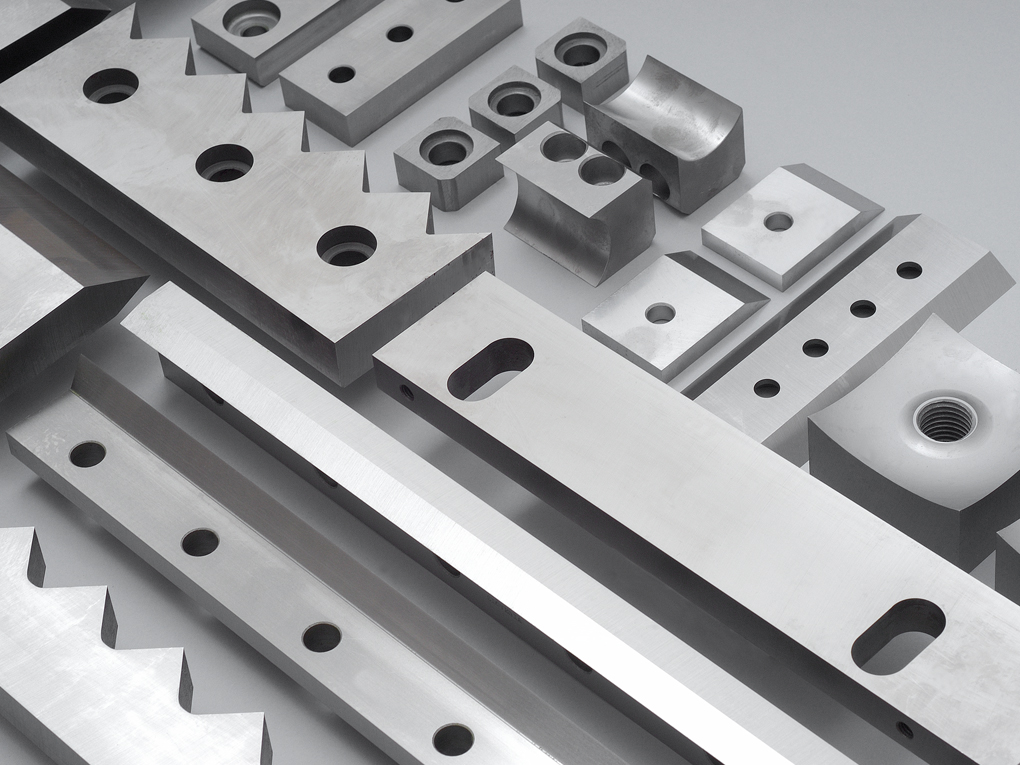
Стандартные размеры:
- длина: от 900 до 3100 мм
- ширина: 115 мм и 150 мм
- толщина: 9 мм и 15 мм
Ножи рубильные
Это очень важный компонент деревообработки. Именно он делает производство древесных изделий практически безотходным. Они предназначены для переработки низкокачественной топливной древесины и различных отходов лесопиления и деревообработки. В результате получается щепа, которая в дальнейшем склеивается и образовывает новую заготовку или бумажные изделия.
Конструкция предполагает наличие зубьев разной длины и формы и специальных выемок для крепления на рубильную машину. В изготовлении используется специальная высоколегированная сталь.
Стандартные размеры:
- длина: от 44 до 1360 мм
- ширина: от 40 до 360 мм
- толщина: от 5 до 25 мм
Ножи корообдирочные и коросниматели
Эти ножи используются на первых этапах деревообработки. От качества проделанной ими работы будет зависеть легкость и скорость последующих этапов. Они предназначены для окорки дерева. Как правило, они устанавливаются на роторные корообдирочные машины.
Они предназначены для окорки дерева. Как правило, они устанавливаются на роторные корообдирочные машины.
В основном это – цельный твердосплавный кусок металла с режущей кромкой и отверстиями для крепления.
Стандартные размеры:
- длина: от 80 до 420 мм
- ширина: от 80 до 230 мм
- толщина: от 4 до 10 мм
Отдельно следует сказать о фигурных ножах
Их можно отнести к большинству вышеупомянутых типов деревообрабатывающих «расходников». Однако, к какому типу они не относились бы, у них есть одно главное отличие – декорирование.
Фигурные ножи для станка предназначены для формирования фасонных поверхностей на рабочих деталях, создания контуров и узоров.
Уникальность конструкции заключается в форме выемок и зазубрин, которые за один проход станка создают на изделии специфический узор. Количество вариантов профиля – неисчисляемое. Зачастую, фигурные ножи делаются индивидуально на заказ мастера. Однако, есть и большое количество стандартных моделей.
Почему своевременная покупка и замена режущего инструмента очень важна
Вовремя заметить притупление или стачивание режущей кромки ножа значит предупредить выход некачественной продукции и застой в работе. Более того, превысив срок эксплуатации ножей, можно навредить не только оборудованию, но и рабочему персоналу. Регулярные проверки всех комплектующих и их своевременная замена гарантируют долговечность инструментов и стабильный высококачественный результат работы.
Ножевые валы деревообрабатывающих станков – В помощь хозяину
Строгальные валы
Строганием обрабатывают металлические и деревянные заготовки. С помощью этого процесса будущей детали придают необходимую форму и качество поверхности. Рабочие валы в строгальных станках называют строгальными валами.
Классификация строгальных валов
В строгальных станках применяются следующие виды режущих валов:
- горизонтальные верхние;
- горизонтальные нижние;
- прямые;
- валы с фасонными ножами;
- шейперные;
- секционные.

По геометрическим размерам все они делятся на две категории: тонкие и толстые. К толстым относятся валы, имеющие толщину от 8 до 12 мм. Их длина составляет от 50 до 1200 мм. Наиболее часто строгальные валы изготавливают длиной 200 мм, 400мм и ножевой вал 600 мм. Ширина варьируется от 80 до 100 мм. К тонким относятся ножи с размерами: толщина 2,5-5 мм, длинна такая же, как у предыдущих, ширина равна 40 мм.
По форме они бывают круглые и квадратные. Современные производители выпускают большое количество разновидностей строгальных ножей. Это вызвано постоянным совершенствованием технологии обработки деталей, стремлением дизайнеров создавать всё боле оригинальные конструкции, борьбой за экономию ресурсов и сокращением времени на обработку.
Самые простые имеют цилиндрическую конструкцию, в которую вмонтированы специальные ножи. Таким образом, создаётся режущий инструмент для деревообрабатывающего станка.
Секционный — конструктивно выполнен в виде отдельных секций. Такая конструкция позволяет осуществлять подачу заготовок, у которых имеется различная толщина. Подобная конструкция строгального вала значительно снижает время на обработку детали.
Шейперный вал отличается от остальных тем, что сами ножи располагаются по спирали. Кроме этого они повёрнуты на небольшой угол относительно направления оси самого вала. Применение такой конструкции позволяет обеспечить плавный вход ножей в обрабатываемую деталь. Повышается качество обрабатываемой поверхности и исключается эффект надрыва поверхности деталей.
Шейперный вал «кукуруза»
Особое место занимают строгальные валы, которые имеют наименование «кукуруза». Их конструкция достаточно многообразна. Самыми простыми являются шейперные. Они представляют собой стержень, на котором нарезано специальное сечение. С его помощью осуществляют обработку детали. Более сложные, относящиеся к классу кукуруза – это режущий инструмент наборной конструкции. Отдельные детали представляют собой резцы, расположенные таким образом, что они отдалённо напоминают кукурузный початок. Если подходить более строго к терминологии, они имеют более точное наименование — фрезы.
Отдельные детали представляют собой резцы, расположенные таким образом, что они отдалённо напоминают кукурузный початок. Если подходить более строго к терминологии, они имеют более точное наименование — фрезы.
Сегодня многие производители ножей для рейсмусов и фуганков пытаются добиться многофункциональности, высокого качества обработки и снижения уровня шума. Так ножевой вал JET «helical» относится к категории сегментированных строгальных валов. В своём составе он имеет большое количество лезвий, выполненных из твёрдых сплавов. За счёт этого удалось добиться высокого качества обработки и существенно снизить уровень шума.
Приобрести ножи Jet можно в компании Стербруст на странице «Ножи и валы Helical».
Ножевой вал JET «helical»
В этом же направлении двигались разработчики ножей «Xylent». После нескольких лет научной и экспериментальной работы им удалось создать ножи с пониженным уровнем шума. Этот вал специально был разработан для рейсмусовых, фуговальных и комбинированных станков Scm.
К высококачественным строгальным ножам профессионалы относят ножи марки Tersa (Терса). Их конструкция имеет следующую особенность. Ножи устанавливаются в специальные выемки на валу, которые крепится на шпинделе станка или в головку фрезы.
Строгальный вал Tersa
Наиболее распространёнными и относительно недорогими являются строгальные валы, которыми оснащаются деревообрабатывающие станки муравей. К этому классу относиться и строгальный вал Белмаш. Он достаточно прост и оснащён тремя ножами, но показывает достаточно неплохое качество обрабатываемых поверхностей.
Ножевой вал Белмаш
Классификация станков для обработки поверхности
Подобные станки бывают трёх видов:
- односторонние;
- двухсторонние;
- четырёхсторонние.
Однако независимо от количества обрабатываемых сторон, от которого зависит точность и качество детали, основным элементом является применяемый режущий инструмент. С его помощью на деревообрабатывающем оборудовании производят: доски высокого качества, погонажные изделия (плинтусы, наличники, паркет), элементы строительной отделки. Используя различные виды такого инструмента, с хорошо заточенными ножами можно производить конечную отделку любой поверхности (горизонтальной, вертикальной, наклонной).
При изготовлении деревянных изделий применяется более подробная классификация таких станков:
- продольно строгальные;
- поперечно строгальные;
- рейсмусовые;
- фуговальные.
На современном оборудовании часто несколько операций совмещается. Это позволяет экономить время на доведение деталей до нужного качества и сократить затраты энергии.
Pereosnastka.ru
Обработка дерева и металла
Ножевые валы применяют на станках, обрабатывающих древесину методом фрезерования, например на фуговальных, рейсмусовых, четырехсторонних продольно-фрезерных.
Ножевой вал (рис. 1, а) изготовляют из стали. Конструкция его предусматривает возможность закрепления на нем ножей и придания им вращательного движения. Средняя часть вала делается утолщенной с пазами для размещения ножей и устройств для их закрепления. По обе стороны от утолщенной части расположены шейки, которыми вал устанавливается в подшипниках. На одном конце вала укреплен шкив Для передачи вращательного движения. Часто вместо шкива ставят полумуфту для непосредственного соединения ножевого вала с валом электродвигателя. В этом случае ось вала электродвигателя должна быть соосна с осью ножевого вала.
В рейсмусовых станках СР6-8 на ножевой вал (рис. 1, б) ставят плоские серповидные ножи, режущие кромки которых расположены на цилиндрической поверхности вала по винтовым линиям. Ножевой вал с такими ножами отличается плавностью работы, так как рабочая часть режущей кромки имеет наименьший (почти постоянный по времени) контакт с обрабатываемой древесиной. Обработанная такими ножами поверхность имеет высокий класс шероховатости.
Ножевые валы делают 6000 и больше оборотов в минуту, поэтому валы и ножи балансируют с таким расчетом, чтобы центры тяжести двух ножей, установленных на противоположных сторонах вала, были одинаково удалены от оси вращения. В противном случае неизбежно появление неуравновешенных центробежных сил, вызывающих сильные вибрации, что приводит к ухудшению качества обработки и к поломке элементов станка.
Ножевые валы рассчитаны на закрепление одной, двух и большего количества пар ножей, Способы крепления ножей показаны на рис. 2.
Ножи (рис. 2, а, б) установлены в пазах утолщенной части вала, каждый из них зажат между стенкой паза и клиновидным вкладышем и болтами, которые при вывертывании из вкладышей упираются головками в стенку паза, противоположную ножу. Для равномерного зажима ножа предусмотрено несколько болтов, распределенных по всей длине вала.
При смене затупившихся ножей необходимо ослабить все болты, затем снять ножи и, установив заточенные, закрепить их, затягивая в несколько приемов все болты. Операция эта трудоемкая и требует много времени.
На рис. 2, в показан более совершенный способ крепления ножей. Здесь зажим каждого ножа с вкладышем производите,я двумя клиньями и клином с помощью винта. Винт при его завертывании тор. цовым ключом перемещает клин, что сопровождается перемещением в сторону ножа клиньев, которые создают нужное давление на вкладыш. Чтобы снять нож и заменить его другим, нужно отвернуть винт. Для установки ножа по высоте служат винты (см. рис. 2, а) с прижимами, расположенными в специальных пазах вала, или пружины (см. рис. 2, б).
Запчасти для станков
BELMASH SD03.12.004-01 (250 мм)
BELMASH SD03.12.004-03 (200 мм)
BELMASH SD03.12.004-02 (230 мм)
Арт.: HD512 ISO7380
Арт.: HD612 ISO7380
Электродвигатель переменного тока однофазный асинхронный (для Могилев 2.4)
Конденсатор 40мкФ 450B
Электродвигатель переменного тока однофазный асинхронный (для СДМ 2000, CBS 2000)
- Назад
- 1
- 2
- 3
- Вперед
- Все
В процессе эксплуатации вышел из строя станок, а гарантия закончилась. Как поступить в таком случае? “Покупать новый”: скажете Вы. Компания Белмаш всегда думает о своих клиентах, мы нашли решение проблемы – в нашем каталоге появились запчасти для деревообрабатывающих станков.
Ассортимент
У нас Вы можете подобрать недорогие комплектующие практически для любого ремонта. В каталоге присутствуют:
- электродвигатели
- входные и выводные ролики
- винты, гайки, втулки, шпонки
- выключатели
- шкивы
- строгальные валы и планки ножей
Для быстрого и удобного поиска запчастей для станков, в каждой карточке товара есть пометка, к какому оборудованию подходит указанная деталь.
Дополнительная информация
Купить запчасти к станкам в Москве можно в один клик на нашем сайте, с подробной инструкцией по оплате и доставке можно ознакомиться перейдя по вкладке Доставка и оплата.
В случае если Вам нужна квалифицированная помощь по ремонту оборудования, Вы всегда можете обратиться в наш сервисный центр по телефону горячей линии: 8 (800) 77-00-789.
Хотите оставить нам информацию?
Или чем-то поделиться с нами? Мы
ждём Ваши сообщения.
Мы рады продемонстрировать
Вам нашу продукцию!
Нашу продукцию Вы
можете приобрести у нас на сайте.
Официальный сайт BELMASH в России
Бренд BELMASH – это собственное видение деревообрабатывающего оборудования. Самая значимая доля продукции бренда – бытовые многофункциональные деревообрабатывающие станки и дополнительные приспособления к ним.
Производство
Деревообрабатывающее оборудование торговой марки BELMASH выпускает СООО «Завод Белмаш» – современное производство полного цикла. Производственный комплекс расположен в городе Могилев, Республика Беларусь. Кадровый состав предприятия – это команда высококвалифицированных специалистов. Уровень технической оснащенности и квалификация персонала позволяет выполнять работы высокой степени сложности.
Продукция
Наш ассортимент – станки для работы по дереву и дополнительное оборудование к ним, с которыми вы сможете воплощать идеи в обустройстве быта. Они станут частью вашей мастерской и вашей жизни. В наших изделиях реализованы уникальные разработки конструкторского бюро. Надежность, продуманность, безопасность – вот, что отличает продукцию Белмаш в первую очередь.
Ассортиментная политика учитывает требования рынка, поэтому новинки не имеют прямых аналогов. Инновации и контроль при изготовлении дают уверенность в качестве продукта.
Простота, удобство и средний ценовой сегмент позиционируют бытовые деревообрабатывающие станки Белмаш как оптимальный выбор для домашнего мастера.
Распространенность
Центральный офис компании находится в Москве. Представительства фирмы есть в Самаре, Екатеринбурге, Красноярске, Новосибирске. География наших продаж распространяется на территорию Российской Федерации, Казахстана, Армении, Киргизии.
Миссия
Мы стремится к тому, чтобы каждый мог лучшим для себя способом купить деревообрабатывающие станки и дополнительное оборудование для них, а также получить информационную поддержку и качественное сервисное обслуживание. Сотрудники компании объединены одной целью – сделать вашу покупку удобной и приятной, а техническую помощь – высококачественной и своевременной.
Ножевые валы рейсмусовых станков
Опубликовано admin Дек 5, 2010 в Рейсмусовые станки
Ножевой вал представляет собой часть рейсмусового станка, соединяемую со станиной или столом через подшипники и не снимаемую со станка при смене инструмента. Съемными его элементами являются ножи для фрезерования. Основные параметры ножевого вала (длина, диаметр, число ножей) зависят от конструкции станка и его технических показателей.
Различают следующие типы ножевых валов для рейсмусовых станков: с прямолинейным расположением ножей цельных и расчлененных; с винтовым расположением ножей цельных и расчлененных. Конструкция любого ножевого вала предусматривает возможность придания ему вращательного движения и закрепления в нем режущих ножей. Вал имеет шейки для установки его в подшипниках, консоль для закрепления приводного шкива (или полумуфту для непосредственного присоединения к валу электродвигателя) и прямые или винтовые пазы для размещения ножей и устройств для их регулирования и закрепления.
Ножевой вал с прямыми цельными ножами предусматривает закрепление плоских тонких ножей с прямолинейной режущей кромкой центробежно-клиновым способом. Нож удерживается клиновой планкой, прижимающей его к стенке паза в корпусе при вывинчивании винтов. Во время вращения вала под действием центробежных сил возрастают удерживающие нож силы трения по поверхностям корпуса и клина.
Ножевой вал с винтовым расположением цельных ножей имеет в корпусе пазы, расположенные по винтовой линии, в которых устанавливают тонкие плоские ножи серповидной формы. Устройство для закрепления ножа также центробежно-клиновое (клин имеет форму, соответствующую пазу). При закреплении клином и винтами плоский тонкий серповидный нож изгибается, и его режущая кромка приобретает вид винтовой линии, несколько выступающей над цилиндрической поверхностью ножевого вала.
Преимущества вала с винтовым расположением ножей перед прямым заключается в равномерном последовательном врезании ножа в заготовку (без удара), повышении качества фрезерования и снижения шума при работе станка. Однако технические трудности изготовления, подготовки и установки серповидных ножей сдерживают широкое распространение такой конструкции.
Расчленение длинных прямых или винтовых ножей на отдельные секции имеет целью сохранить основные преимущества винтового вала в более простых конструкциях и, кроме того, обеспечить возможность применения выпускаемых промышленностью твердосплавных пластин ограниченной длины для инструментов с шириной обработки 300. 1200 мм. Валы с расчлененными ножами обычно называют ступенчатыми.
Ступенчатый вал с прямолинейным расположением расчлененных ножей выполнен в виде набора отдельных секций (сборных фрез), неподвижно посаженных на вал с последовательным смещением на некоторый угол (для вала из семи секций при 4-х ножах в каждой угол смещения равен 12°).
В отдельных моделях рейсмусовых станков, выпускаемых Ставропольским станкостроительным заводом, устанавливают ножевые валы с прямыми пазами, в которых винтами закрепляют клиновые планки, несущие короткие ножи (длиной 60 мм). Ножи на планках закреплены наклонно к образующей вала, т. е. занимают положение отрезков винтовой линии. Ввиду малой длины ножа и значительного диаметра вала (140 мм) режущая кромка ножа практически не отличается от прямой линии.
Планки с ножами в пазах ножевого вала устанавливаются таким образом, чтобы промежутки между ножами в одном пазу перекрывались ножом следующего ряда. Возможные незначительные выступы ножей относительно друг друга устраняются фуговкой лезвий при помощи фуговального приспособления, входящего в комплект принадлежностей к станку. Описанный ножевой вал приспособлен и для установки на нем обычных плоских ножей для фрезерования (вместо набора коротких планок устанавливают длинные нож и клин с винтами).
| Нож для электрорубанка, Длина 102мм, HCS сталь, 010220(C1) AEZ. Комплект 2шт. Узкие | 21dbcbfe67fa | 275 руб. | ||
| Нож для электрорубанка, Длина 110мм, HCS сталь, 010220(E1) AEZ. Комплект 2шт. Узкие | b5916912bd84 | 295 руб. | ||
| Нож для электрорубанка, Длина 82мм, HCS сталь, 010220(A1) AEZ. Комплект 2шт. | 48261651212d | 215 руб. | ||
| Нож для электрорубанка, Размер 110х24х3мм, HCS сталь, 010218(D1) AEZ. Комплект 2шт. | 010218(D1) | 325 руб. | ||
| Нож для электрорубанка, Размер 110х30х3мм, HCS сталь, 010217(B1) AEZ. Комплект 2шт. Широкие | b24f56939ad7 | 495 руб. | ||
| Нож для электрорубанка, Размер 75х24х3мм, HCS сталь, 010218(A1) AEZ. Комплект 2шт. | 7ac29122b310 | 235 руб. | ||
| Нож для электрорубанка, Размер 82х24х3мм, HCS сталь, 010218(B1) AEZ. Комплект 2шт. | 973bbf46b12e | 335 руб. | ||
| Нож для электрорубанка, Размер 82х30х3мм, HCS сталь, 010217(A1) AEZ. Комплект 2шт. Широкие | 010217(A1) | 325 руб. | ||
| Нож с пазом для электрорубанка BAIKAL, Размер 82х16х3мм, HCS сталь, 010219(A1) AEZ. Комплект 2шт. | 010219(A1) | 325 руб. | ||
| Ножи для деревообрабатывающего станка, Размер 180х25х2,5мм, HCS сталь, 010221(A1) AEZ. Комплект 2шт. | ce6a7467ca42 | 405 руб. | ||
| Ножи для деревообрабатывающего станка, Размер 200х30х3мм, сталь 45, 010221(B) AEZ. Комплект 2шт. | 08388a4ff5d9 | 415 руб. | ||
| Ножи для деревообрабатывающего станка, Размер 250х28х3мм, сталь 45, 010221(C) AEZ. Комплект 2шт. | 7650d5cf7b5f | 435 руб. | ||
| Ножи для деревообрабатывающего станка, Размер 280х28х3мм, сталь 45, 010221(D) AEZ. Комплект 2шт. | d539d9620133 | 475 руб. | ||
| Ножи для деревообрабатывающего станка, Размер 300х30х3мм, сталь 45, 010221(E) AEZ. Комплект 2шт. | 55eddef86a4a | 495 руб. |
Угол заточки ножей для строгальных станков
Любому владельцу строгального оборудования приходилось сталкиваться с заточкой соответствующих ножей. Если в вашем распоряжении имеется специальный станок, то сделать это не составит никакого труда. Еще одним вариантом станет обращение в специализированную мастерскую. Также заточить подобные инструменты для резки можно и самостоятельно.
Почему необходима своевременная и правильная заточка?
Строгальные ножи, как и другие режущие инструменты, требуют ухода по определенным причинам:
- тупым лезвием строгальных ножей древесина будет обрабатываться очень некачественно;
- при работе с мягкими сортами древесины на поверхности будет образовываться ворс и разнообразные неровности;
- стертая кромка будет крошиться;
- при выполнении строгания тупыми инструментами возникает перегрузка двигателя станка
Если вы даже решите выполнить заточку самостоятельно, используя алмазные бруски, то эффект от такой работы будет совсем незначительный. Вам придется перетачивать их в ближайшее время. По этим причинам люди, занимающиеся строганием профессионально, выбирают только автоматическую или механическую заточку.
Подготовка рабочего места и оборудования, установка винта, контролирующего угол
Для заточки ножей вам понадобится специальное точило, но необходимо использовать современные его вариации с низкой оборотной скоростью, которые обладают охлаждением водяного типа. Более всего для этих целей подойдет Tormek T7 со специальным держателем Tormek SVH. Выполнить этот процесс качественно поможет ровный и чистый заточный камень. В дальнейшем, практический пример и будет рассматриваться на основе комплекта оборудования Tormek.
При заточке необходимо установить винт, которым вы сможете изменять угол заточки, но прежде нужно подготовить рабочее пространство, выполнив определенные условия:
- Устанавливаем заточный камень Tormek SG250, выравнивая его при помощи специального приспособления Tormek TT-50. Приспособление идет в комплекте с T7.
- Необходимо сгладить заточный камень, используя брусок для очистки и выравнивания.
- Убираем стандартный упор и ставим специализированный упор.
- Вкручиваем сам винт, которым в дальнейшем возможна регулировка угла наклона затачиваемого кресла.
- Устанавливаем специальный держатель для лезвия.
Рекомендуется затачивать режущие инструменты, чья ширина больше 12 миллиметров. А длина ножа уже не имеет никакого значения. К тому же, вы сможете переставлять длинные ножи. Большое значение имеет правильная установка лезвия в держатель, потому что возможна заточка с большими перекосами. Правильно этот процесс выполняется следующим образом: устанавливаем спинку ножа до упора и зажимаем его специальными держателями.
Оценка и установка требуемого угла наклона
Проанализировав особенности оставляемых заточным камнем следов, возможно правильно выполнить оценку угла наклона, подобрав нужные пропорции. Затем на закрепленный упор устанавливается держатель с ножом. Регулировка осуществляется винтами упора, нужно опустить держатель до касания камнем. Винтами выставления угла выбираем требуемый его параметр в отношении камня. Выполняя вращение в ручном режиме, по рискам на окрашенном лезвии определяется необходимость регулировки угла наклона держателя. И если это потребуется, такую регулировку очень просто сделать.
Рабочий диапазон углов 30-45 градусов. Точный его градус определяется по конкретному сорту дерева. В справочнике от 1985 года, написанном Карлом Фрониусом, говорится, что качество будет зависеть не только от угла, но и от вылета ножа и диаметра головы. Классическим параметром принято считать 40 градусов. Выбирая конкретное число, не стоит забывать, что фрезы спроектированы по стандартной затыловке. Если вы увеличите угол, то появляется риск трения затылка о заготовку. А если уменьшите, то режущая кромка станет слабее и тоньше.
Решение проблемы с выбором нужного угла
Решить проблему установки требуемого угла наклона можно двумя способами:
- Использование двухголовой затыловки по принципу двухслойных клинков. Главную затыловку делаем под углом 40 градусов, а саму вершину ножа – около 20 градусов. Тем самым вы значительно продлите срок службы, а также нож будет обладать хорошей устойчивостью к ударам.
- Проверить схему и режимы заточки.
Некоторые правила и особенности заточки
Установив угол наклона в нужную позицию, можно приступать к самому процессу заточки. Вы можете зафиксировать снимаемое количество металла, для этих целей предназначены два бегунка со шкалой и делением 0,1 мм. Специалист, выполняющий заточку, сможет регулировать этот параметр достаточно точно. Не стоит забывать после каждой подачи выполнять надежную фиксацию специальными зажимами, препятствующими появлению колебаний во время заточки.
Сам процесс заточки осуществляется благодаря изменению положения держателя в отношении заточного камня. Важно следить за тем, чтобы нож не попадал за крайнюю точку камня. Желательно останавливать держатель за 10 мм от края. В качестве тормозного элемента предусмотрены отдельные упоры, перемещением которых выставляется нужный ход. Тут решающим фактором станет опыт человека, который выполняет заточку строгальных ножей. Во время самого процесса образуется вода, которая накапливается и собирается на лезвие. Затем она стекает на сам корпус и на пол. Воды тратится очень много, поэтому не забывайте ее постоянно подливать в специальный отдел. А сам разлив можно уменьшить, подложив под ножку какую-либо подкладку, высотой 6 мм.
Еще одной неприятностью во время заточки станет постоянное засаливание точильного камня, что сказывается на продолжительности данной работы. Лучше всего периодически чистить его предусмотренным для этого бруском SP-650. При работе с мягким металлом, заточка пройдет гораздо быстрее и камень придется чистить реже, потому что такой материал снимается достаточно массивными участками.
После получасовой работы получается ровная фаска со стабильным заусенцем. Останется выполнить доводку, используя кожаный круг и пасту для полировки. В первую очередь потребуется довести до завершения плоскость ножа, а уже потом саму фаску.
Особенности работы с ручным станком
Станки ручного типа применяются лишь в тех случаях, когда нужно заточить не слишком большое количество ножей. В противном случае пришлось бы потратить очень много времени. Но если вам нужно наточить несколько ножей, то этот способ станет достаточно приемлемым, но необходимо придерживаться следующих правил:
- нужно проверить поверхность камня, потому что использование подобных станков возможно только на чистых точильных инструментах;
- старайтесь сделать так, чтобы каретка с закрепленным ножом подводилась достаточно гладко, без каких-либо резких толчков;
- скорость движения каретки не должна превышать 6м/мин, большая скорость может повредить лезвие;
- во время одного прохода каретка должна продвигаться на расстояние, которое больше длины ножа на 15 см.
Особенности работы с автоматическим станком
- мокрый способ более подходит для заточки строгальных ножей, потому что осуществляется постоянное охлаждение лезвия;
- на этапе подготовки уже нужно выставить все параметры, включая угол наклона и расстояние передвижения каретки;
- важнейшим фактором является установка ножей на каретке;
- процесс должен осуществляться достаточно плавно, без резких подергиваний
Точильный станок собственными руками
При желании, возможно собрать точильный станок самостоятельно. Вам понадобятся следующие предметы: стол, планшайба, пылесос, двигатель и кожух для станка. Планшайба станет основным и самым дорогим компонентом. Желательно выбрать американских или немецких производителей. Затем подбирается двигатель, мощность которого – 1,5 кВт, подойдут даже поддержанные варианты. Например, можно приобрести двигатели от стиральных машин.
Мотор нужно установить под столешницей, а планшайбу закрепить к движущемуся элементу. Не забудьте продумать кнопки включения и выключения. На планшайбу нужно поставить кожух, срезав одну сторону, с которой и будет выполняться заточка. Также в нижней части столешницы потребуется сделать вырез под пылесос. Данный станок также подойдет для работы с другими режущими поверхностями.
Заточка ножей в специализированных мастерских
Если вам не по силам организовать правильную заточку строгальных ножей или становится сложно установить нужный уровень наклона, то обращение в мастерскую станет отличным решением проблемы. Такой способ имеет следующий преимущества.
- Используется дорогое и высококачественное оборудование. Прямолинейность режущей кромки будет выполнена гораздо лучше, чем при самостоятельной обработке.
- Применяются современные системы охлаждения, которые не позволят перегреться и разрушиться режущей поверхности.
- Применяются дополнительные материалы и специальные технологии по доводке ножа, что отражается на функциональных возможностях сроках службы таких ножей.
- В условиях мастерской возможно получить максимально ровную кромку благодаря отсутствию перегревов и различий по весу. На практике, должен получиться идеальный инструмент.
Ножи для станков с деревянными дюбелями | Лезвие ножей для деревообрабатывающего оборудования
Нож для станка с деревянными дюбелями
Характеристика
Huhai изготавливает ножи для станков с деревянными дюбелями, используя высокозернистый твердый сплав известных производителей, что обеспечивает высокую прочность, долговечность и прочность лезвий. Перед тем, как покинуть завод, каждый продукт должен пройти более 10 процедур обработки, несколько проверок и тщательную ручную проверку, чтобы обеспечить высочайший уровень точности и избежать поломки во время обслуживания.
Материалы
Легированная сталь 9CrSi; Пружинная сталь 65Mn; Инструментальная сталь для холодной обработки Cr12; Инструментальная сталь высокой прочности для холодной обработки LD; СКД-11 сталь холодной штамповки
Приложение
2-сторонний строгальный станок, 4-сторонний строгальный станок, деревообрабатывающий станок и копировальный станок в деревообработке.
Поддерживаемые виды древесины
Массив дерева, фанера, ДСП с меламиновым покрытием (M.F.C), акрил
Преимущества
1.Спиральная режущая поверхность: высокоточные методы проектирования и разработки применяются к ножам для станков с деревянными дюбелями, чтобы разумно распределить дезинтегрированные лезвия вокруг режущего тела, так что образуется относительно небольшая мгновенная режущая поверхность для уменьшения следов пригорания и заусенцев во время обслуживания.
2. Быстрое тепловое излучение: ножи для деревянных дюбелей используют алюминиевые сплавы аэрокосмического уровня серии 7xxx для изготовления режущего тела. Такая структура увеличивает тепловое излучение и структурную интенсивность корпуса фрезы, повышает устойчивость лезвий и продлевает срок службы изделия.
3. Разрушенные лезвия: Лезвия, используемые в ножах для станков с деревянными дюбелями, устанавливаются на режущий корпус без использования руками. Как следствие, лезвия сохраняют свою первоначальную твердость, а срок службы продукта увеличивается. Кроме того, когда некоторые лезвия становятся менее острыми, их можно легко разобрать и заменить, что значительно сэкономит время и расходы на техническое обслуживание.
4. Длительный срок службы: Режущее тело ножей для станков с деревянными дюбелями, изготовленных из алюминиевых сплавов, в два-три раза прочнее, чем у обычных лезвий; При установке на двух- или четырехсторонний строгальный станок срок службы режущего тела может быть увеличен в три-четыре раза по сравнению с обычными лезвиями.
5. Мельчайшая древесная пыль: метод спиральной резки, применяемый в наших ножах, производит мельчайшую древесную пыль. Пыль легко отделяется от обрабатываемых деревянных деталей с помощью центральной вакуумной системы.
6. Мягкий шум: наш продукт обеспечивает снижение шума при резке деревянных деталей на 30–50 дБ по сравнению с обычными лезвиями, режущими ту же поверхность.
Мы также поддерживаем настройку лезвий и ножей любой формы по чертежам или образцам, предоставленным нашими клиентами.
Производитель и поставщик лезвий и ножей для деревообрабатывающей промышленности
Обслуживание лезвий для повышения эффективности
Accu-Grind понимает особые потребности коммерческой деревообрабатывающей промышленности и лесной промышленности. Мы используем соответствующее оборудование, чтобы лезвия были заточены в соответствии с техническими требованиями и обеспечивали чистый рез без сколов. Недостаточно просто иметь поставщика лезвий. Лучшие деревообрабатывающие организации поддерживают отношения с сильным партнером по производству лезвий, который также предоставляет эффективные услуги по заточке лезвий.Выбирая партнера по производству пил для промышленной деревообработки, убедитесь, что он предлагает программу заточки OEM-качества для всех имеющихся у вас промышленных пил для деревообработки. Кроме того, убедитесь, что все работы, связанные с лезвиями, выполняются персоналом высококвалифицированных операторов, чтобы гарантировать, что все ваши ножи для обработки древесины производятся в соответствии со строгими стандартами и с высокими допусками. Accu-Grind предоставляет услуги по прецизионному шлифованию и заточке для всех ваших потребностей в измельчителе древесины и рубанке. Accu-Grind также затачивает лезвия для коммерческих строгальных станков длиной 12 дюймов и более.Мы гордимся тем, что клиенты довольны, и будем работать с вами, чтобы быть уверенными, что у вас есть острые лезвия, которые вам нужны, когда они вам понадобятся.
Пусть Accu-Grind станет вашим партнером по дереву для деревообработки
Присоединяйтесь к сотне компаний, которые используют Accu-Grind в качестве своего промышленного партнера по производству лезвий и получают выгоду от высококачественных лезвий и ножей для обработки древесины, а также услуг по заточке по разумной цене. Accu-grind понимает, что качество ваших промышленных ножей и текущие потребности в заточке лезвий напрямую влияют на вашу прибыль, увеличивая срок службы вашего оборудования и скорость производства.Помимо услуг по заточке и стандартной замене лезвий, Accu-Grind изготовит ножи для обработки дерева практически любого типа и формы. Предоставьте нам чертеж и / или письменные спецификации необходимого лезвия, и мы быстро ответим с предложением. Или мы разработаем специальный блейд для вашего приложения. Accu-Grind с удовольствием станет вашим поставщиком деревянных лезвий и ножей из одного источника, чтобы удовлетворить ваши потребности как в приобретении промышленных лезвий, так и в их заточке. Не стесняйтесь запрашивать расценки, чтобы узнать, как Accu-Grind может помочь вашему бизнесу сегодня.
Accu-Grind продает и обслуживает ведущее деревообрабатывающее оборудование
ПродукцияAccu-Grind предназначена для следующих производителей деревообрабатывающего оборудования: Simonds International, PSM Industries, Atlas Knives, Pilana и многих других.
29 CFR § 1910.213 – Требования к деревообрабатывающему оборудованию. | CFR | Закон США
§ 1910.213 Требования к деревообрабатывающему оборудованию.
(a) Общее машиностроение.
(1) Каждая машина должна быть сконструирована таким образом, чтобы не допускать ощутимой вибрации, когда инструмент самого большого размера установлен и работает на холостом ходу на полной скорости.
(2) Цепи и оправки должны быть сконструированы так, чтобы иметь прочную и надежную опору и не иметь люфта.
(3) [Зарезервировано]
(4) Любая автоматическая отрезная пила, которая работает непрерывно, при этом оператор не может контролировать каждый ход, не должна использоваться.
(5) Пильные рамы или столы должны иметь проушины, отлитые на раме, или с эквивалентными средствами для ограничения размера пильного полотна, которое может быть установлено, во избежание превышения скорости, вызванного установкой пилы большего размера, чем предполагалось.
(6) Ограждения для циркулярной пилы должны быть сконструированы таким образом, чтобы их можно было надежно прикрепить к столу или сборке стола без изменения их совмещения с пилой. Для пил с наклонными столами или поворотными валами ограждение должно быть сконструировано таким образом, чтобы оно оставалось на линии, параллельной пиле, независимо от угла между пилой и столом.
(7) Калибры циркулярной пилы должны быть сконструированы так, чтобы скользить в пазах или дорожках, которые точно обработаны, чтобы гарантировать точное совмещение с пилой во всех положениях направляющей.
(8) Шарнирные столы для пил должны быть сконструированы таким образом, чтобы стол можно было надежно закрепить в любом положении и в точном совмещении с пилой.
(9) Все ремни, шкивы, шестерни, валы и движущиеся части должны быть защищены в соответствии с особыми требованиями § 1910.219.
(10) Рекомендуется, чтобы каждый деревообрабатывающий станок с механическим приводом был снабжен выключателем, который можно заблокировать в выключенном положении.
(11) Рамы и все открытые, не токоведущие металлические части переносного электрического деревообрабатывающего оборудования, работающего под напряжением более 90 вольт относительно земли, должны быть заземлены, а другие переносные двигатели, приводящие в движение электрические инструменты, которые удерживаются в руке во время работы, должны быть заземлены. если они работают при напряжении более 90 вольт на землю.Заземление должно быть обеспечено за счет использования отдельного провода заземления и поляризованной вилки и розетки.
(12) Для всех дисковых пил, в которых условия таковы, что существует возможность контакта с частью пилы либо под столом, либо за ним, эта часть пилы должна быть закрыта вытяжным колпаком или, если выхлопная труба отсутствует. требуется система с ограждением, которое должно быть устроено таким образом, чтобы предотвратить случайный контакт с пилой.
(13) Двойные вращающиеся кольцевые пилы должны быть полностью защищены в соответствии со всеми требованиями для циркулярных торцовочных пил или всеми требованиями для циркулярных пил, в зависимости от типа пил, установленных на оправке.
(14) Запрещается размещать или монтировать пилу, режущую головку или буртик инструмента на оправке станка, если инструмент не был точно обработан по размеру и форме, чтобы соответствовать оправке.
(15) На рабочем месте должны быть предусмотрены гребни (перины) или подходящие приспособления для использования в тех случаях, когда нельзя использовать стандартное ограждение, например, при нарезании канавок, стыковке, формовании и нарезке кромок.
(b) Органы управления и оборудование машин.
(1) На каждой машине должен быть предусмотрен механический или электрический регулятор мощности, чтобы оператор мог отключать питание от каждой машины, не покидая своего рабочего места в точке работы.
(2) На машинах, приводимых в движение ремнями и валом, должно использоваться устройство переключения ремня с замком или эквивалентное положительное устройство.
(3) В приложениях, в которых оператор может получить травму в случае перезапуска двигателей после сбоев питания, должны быть приняты меры для предотвращения автоматического перезапуска машин при восстановлении питания.
(4) Органы управления мощностью и рабочие органы управления должны быть расположены в пределах досягаемости оператора, когда он находится на своем обычном рабочем месте, чтобы ему не нужно было тянуться к резцу для выполнения регулировок.Это не относится к регуляторам постоянного давления, используемым только для целей настройки.
(5) На каждой машине, приводимой в действие электродвигателями, должны быть предусмотрены надежные средства для вывода из строя таких органов управления или устройств во время ремонта или регулировки машин, которыми они управляют.
(6) Каждая работающая педаль должна быть защищена от неожиданного или случайного отключения.
(7) Приспособления для подачи должны иметь подающие ролики или другие движущиеся части, покрытые или огражденные таким образом, чтобы защитить оператора от опасных точек.
(c) Пилы с ручной подачей.
(1) Каждая циркулярная продольная пила с ручной подачей должна быть защищена кожухом, который должен полностью закрывать часть пилы над столом и часть пилы над разрезаемым материалом. Колпак и крепление должны быть расположены так, чтобы колпак автоматически регулировался по толщине разрезаемого материала и оставался в контакте с ним, но не должен оказывать значительного сопротивления вставке материала в пилу или прохождению разрезаемого материала. .Кожух должен быть достаточно прочным, чтобы противостоять ударам и деформациям, возникающим при разумной эксплуатации, регулировке и обращении, и должен быть спроектирован таким образом, чтобы защищать оператора от разлетающихся осколков и сломанных зубьев пилы. Он должен быть изготовлен из достаточно мягкого материала, чтобы исключить поломку зуба. Кожух должен быть установлен таким образом, чтобы его работа была надежной, надежной и точно согласованной с пилой; крепление должно иметь достаточную прочность, чтобы противостоять любому разумному боковому удару или другой силе, стремящейся выбить его из строя.
(2) Каждая циркулярная пила с ручной подачей должна быть снабжена расширителем, чтобы материал не давил на пилу или не отбрасывался на оператора. Распределитель должен быть изготовлен из закаленной стали или ее эквивалента и должен быть тоньше пропила. Он должен быть достаточной ширины, чтобы обеспечивать достаточную жесткость или жесткость, чтобы противостоять любому разумному боковому толчку или удару, имеющему тенденцию сгибать или выбрасывать его из положения. Распределитель должен быть прикреплен так, чтобы он оставался в правильном положении с пилой даже при наклоне пилы или стола.Предоставление расширителя при нарезании канавок, нарезании канавок или выравнивании не требуется. По завершении таких операций разбрасыватель подлежит немедленной замене.
(3) Каждая циркулярная пила с ручной подачей должна быть снабжена пальцами или упорами без отдачи, расположенными таким образом, чтобы противодействовать толчку или тенденции пилы подбирать материал или отбрасывать его обратно в сторону оператора. Они должны быть спроектированы так, чтобы обеспечивать достаточную удерживающую способность для разрезаемых материалов любой толщины.
(d) Настольные пилы с ручным приводом.
(1) Каждая круглорезная настольная пила должна быть защищена кожухом, который должен отвечать всем требованиям параграфа (c) (1) этого раздела для кожухов дисковых пил.
(2) [Зарезервировано]
(e) Циркулярные пилы.
(1) Каждая циркулярная ножовка должна быть защищена кожухом или металлическим щитом над пилой. Этот кожух или щит должны быть сконструированы таким образом, чтобы защищать от опасности разлетающихся осколков или сломанных зубьев пилы.
(2) Каждая циркулярная пила (кроме самоподъемных пил с роликом или колесом на задней части пилы) должна быть снабжена расширителем, надежно закрепленным за пилой. Распределитель должен быть немного тоньше пропила и немного толще пильного диска.
(f) Циркулярные пилы с самоподъемом.
(1) Подающие ролики и пилы должны быть защищены кожухом или защитным кожухом, чтобы руки оператора не соприкасались с работающими роликами в любой точке. Защитное ограждение должно быть изготовлено из тяжелого материала, предпочтительно из металла, а нижняя часть ограждения должна опускаться в пределах трех восьмых дюйма от плоскости, образованной днищем или рабочими поверхностями подающих роликов.Это расстояние (три восьмых дюйма) может быть увеличено до трех четвертых дюйма при условии, что передняя кромка кожуха вытянута не менее чем на 5 дюймов. 1/2 дюйма перед точкой зажима между передним рулоном и работой.
(2) Каждая циркулярная пила с самоподводом должна быть снабжена секционными пальцами без отдачи на всю ширину подающих роликов. Они должны располагаться перед пилой и располагаться таким образом, чтобы они постоянно контактировали с подаваемой древесиной.
(g) Поворотно-отрезные пилы.Требования этого параграфа также применимы к отрезным станкам со скольжением, установленным над столом.
(1) Каждая поворотно-отрезная пила должна быть снабжена кожухом, который будет полностью закрывать верхнюю половину пилы, конец оправки и рабочую точку во всех положениях пилы. Кожух должен быть изготовлен из такого материала, чтобы он защищал оператора от разлетающихся осколков и сломанных зубьев пилы. Его кожух должен быть сконструирован таким образом, чтобы он автоматически закрывал нижнюю часть полотна, чтобы при возвращении пилы на заднюю часть стола кожух поднимался над ограждением, а при перемещении пилы вперед кожух упадет на обрабатываемый стол или материал и останется в контакте с ним.
(2) Каждая поворотно-отрезная пила должна быть снабжена эффективным устройством для автоматического возврата пилы к задней части стола при отпускании в любой точке ее движения. Правильное функционирование такого устройства не должно зависеть от веревки, шнура или пружины. При наличии противовеса болты, поддерживающие штангу и противовес, должны быть снабжены шплинтами; и противовес должен быть предотвращен от падения либо с помощью болта, проходящего через штангу и противовес, либо с помощью болта, проходящего через крайний конец штанги, или, если противовес не охватывает штангу, прикрепленной к нему предохранительной цепи.
(3) Ограничительные цепи или другие не менее эффективные устройства должны быть предусмотрены для предотвращения раскачивания пилы за переднюю или заднюю кромку стола или за пределы переднего положения, когда выступы самых нижних зубьев пилы будут подниматься над поверхностью стола.
(4) Отрезные пилы с перевернутым поворотом должны быть снабжены кожухом, который будет закрывать ту часть пилы, которая выступает над верхней частью стола или над разрезаемым материалом. Он должен автоматически подстраиваться под толщину разрезаемого материала и оставаться в контакте с ним.
(ч) Пилы радиальные.
(1) Верхний кожух должен полностью закрывать верхнюю часть полотна до точки, которая будет включать конец оправки пилы. Верхний кожух должен быть изготовлен из такого материала, чтобы он защищал оператора от разлетающихся осколков, сломанных зубьев пилы и т. Д. И отклонял опилки от оператора. Стороны нижней открытой части лезвия должны быть защищены до полного диаметра лезвия устройством, которое автоматически подстраивается под толщину заготовки и остается в контакте с разрезаемой заготовкой, чтобы обеспечить максимальную защиту, возможную во время операции. выполняется.
(2) Каждая радиальная пила, используемая для продольной распиловки, должна быть снабжена пальцами или упорами без отдачи, расположенными с обеих сторон пилы, чтобы противодействовать толчку или тенденции пилы подбирать материал или отбрасывать его обратно к оператору. Они должны быть спроектированы так, чтобы обеспечивать достаточную удерживающую способность для разрезаемого материала любой толщины.
(3) Должен быть предусмотрен регулируемый упор для предотвращения перемещения лезвия вперед за пределы положения, необходимого для завершения резки при повторяющихся операциях.
(4) Установка должна производиться таким образом, чтобы передний конец устройства был немного выше, чем задний, чтобы режущая головка плавно возвращалась в исходное положение при отпускании оператором.
(5) Рыхление и вспашка должны производиться против направления вращения пилы. Направление вращения пилы должно быть четко обозначено на кожухе. Кроме того, постоянная метка не менее 1 1/2 дюйма 3/4 дюйма должно быть прикреплено к задней части ограждения примерно на уровне оправки со следующим текстом: «Опасно: не рвать и не пахать с этого конца».
(i) Ленточнопильные и ленточнопильные станки.
(1) Все части пильного полотна должны быть закрыты или защищены, за исключением рабочей части полотна между нижней частью направляющих роликов и столом. Колеса ленточной пилы должны быть полностью закрыты. Внешняя периферия корпуса должна быть твердой. Передняя и задняя части ленточных колес должны быть закрыты твердым материалом, проволочной сеткой или перфорированным металлом. Размер такой сетки или перфорированного металла должен быть не менее 0,037 дюйма (U.S. Gage No. 20), а отверстия должны быть не более трех восьмых дюйма. Твердый материал, используемый для этой цели, должен иметь эквивалентную прочность и твердость. Защитный кожух для части полотна между направляющей скольжения и верхней защитой пильного колеса должен защищать пильный диск с передней и внешней стороны. Эта часть ограждения должна быть саморегулирующейся, чтобы подниматься и опускаться вместе с направляющей. Защитный кожух верхнего колеса должен соответствовать ходу пилы по колесу.
(2) Каждый ленточнопильный станок должен быть снабжен устройством контроля натяжения, чтобы указывать правильное натяжение для стандартных пил, используемых на станке, чтобы помочь в устранении поломки пилы из-за неправильного натяжения.
(3) Подающие ролики ленточнопильных станков должны быть защищены подходящей защитой для предотвращения контакта рук оператора с рабочими роликами в любой точке. Защитное ограждение должно быть изготовлено из тяжелого материала, предпочтительно из металла, а край ограждения должен доходить до трех восьмых дюйма плоскости, образованной внутренней поверхностью подающего ролика, контактирующей с разрезаемым материалом.
(j) Фуганки.
(1) Каждый строгальный станок с ручной подачей и фуганок с горизонтальной головкой должен быть оборудован цилиндрической режущей головкой, выступ ножа которой не должен превышать одной восьмой дюйма за цилиндрический корпус головки.
(2) Отверстие в столе должно быть как можно меньше. Зазор между краем заднего стола и режущей головкой должен быть не более одной восьмой дюйма. Отверстие горловины стола должно быть не более 2 1/2 дюйма, когда столы установлены или выровнены друг относительно друга для нулевого среза.
(3) Каждый фуганок с ручной подачей и горизонтальной режущей головкой должен иметь автоматическое ограждение, которое будет закрывать всю секцию головки на рабочей стороне ограждения или калибра. Защитный кожух должен эффективно препятствовать контакту руки оператора с вращающимися ножами.Защитный кожух должен автоматически регулироваться, чтобы закрывать неиспользуемую часть головы, и должен все время оставаться в контакте с материалом.
(4) Каждый фуганок с ручной подачей и горизонтальной режущей головкой должен иметь ограждение, которое будет закрывать часть задней части калибра или ограждения.
(5) Каждый деревянный соединитель с вертикальной головкой должен иметь вытяжной колпак или другое ограждение, расположенное таким образом, чтобы полностью закрывать вращающуюся головку, за исключением щели такой ширины, которая может быть необходимой и удобной для нанесения материала. сочлененный.
(k) Шипорезные станки.
(1) Подающие цепи и звездочки всех двусторонних шипорезных машин должны быть полностью закрыты, за исключением той части цепи, которая используется для транспортировки материала.
(2) На задних концах рам, по которым проходят подающие конвейеры, звездочки и цепи должны быть защищены по бокам пластинами, выступающими за периферию звездочек и концы проушин.
(3) Каждый шипорезный станок должен иметь все режущие головки и пилы, если они используются, с металлическими ограждениями.Эти ограждения должны закрывать по крайней мере неиспользуемую часть периферии режущей головки. Если такое ограждение изготовлено из листового металла, используемый материал должен быть не менее одной шестнадцатой дюйма в толщину, а если используется чугун, он должен быть не менее трех шестнадцатых дюйма в толщину.
(4) При использовании вытяжной системы ограждение должно составлять часть или весь вытяжной колпак и быть изготовлено из металла толщиной не меньше, чем указанная в подпункте (3) настоящего параграфа.
(l) Расточные и долбежные станки.
(1) Должны использоваться патроны с предохранительными битами без выступающих установочных винтов.
(2) Расточные долота должны быть снабжены защитным кожухом, который будет охватывать все части долота и патрон над обрабатываемым материалом.
(3) Верх режущей цепи и приводного механизма должны быть закрыты.
(4) Если имеется противовес, для предотвращения его падения должно использоваться одно из следующих или эквивалентных средств:
(i) Он должен быть прикреплен к штанге болтом, проходящим через штангу и противовес;
(ii) Болт должен быть продет через крайний конец стержня;
(iii) Если противовес не охватывает штангу, к нему должна быть прикреплена предохранительная цепь;
(iv) Противовесы других типов должны быть подвешены на цепи или тросе и перемещаться в трубе или другом подходящем ограждении, где бы они ни упали и не нанесли травмы.
(5) Карданные шарниры на шпинделях сверлильных станков должны быть полностью закрыты таким образом, чтобы предотвратить случайный контакт со стороны оператора.
(6) Каждая рабочая педаль должна быть закрыта металлическим ограждением в форме перевернутой U-образной формы, прикрепленным к полу, и иметь соответствующий размер для предотвращения случайного споткнуться.
(м) Формовщики древесины и аналогичное оборудование.
(1) Режущие головки каждого формирователя дерева, подъемника панелей с ручной подачей или другого подобного станка, не запитанного автоматически, должны быть закрыты клеткой или регулируемым ограждением, сконструированным таким образом, чтобы рука оператора не касалась режущей кромки.Диаметр защитных кожухов круглоформирователя должен быть не меньше наибольшего диаметра фрезы. Ни в коем случае нельзя использовать предупреждающее устройство из кожи или другого материала, прикрепленное к шпинделю.
(2) [Зарезервировано]
(3) Все двухшпиндельные формирователи должны быть снабжены устройством запуска и остановки шпинделя для каждого шпинделя.
(n) Станки строгальные, формовочные, клеильные и сопрягающие.
(1) Каждая машина для строгания, формовки, наклеивания и стыковки должна иметь все режущие головки и пилы, если они используются, с металлической защитой.Если такое ограждение изготовлено из листового металла, используемый материал должен быть не менее 1/16 дюйма в толщину, а если используется чугун, он должен быть не менее трех шестнадцатых дюйма в толщину.
(2) Если используется вытяжная система, ограждения должны составлять часть или весь вытяжной колпак и должны быть изготовлены из металла толщиной не меньше, чем указанная в параграфе (h) (1) данного раздела.
(3) Подающие ролики должны быть защищены кожухом или подходящим ограждением для предотвращения контакта рук оператора с работающими роликами в любой точке.Защитный кожух должен быть прикреплен к раме, несущей валки, таким образом, чтобы его можно было регулировать для любой толщины материала.
(4) Строгальные или строгальные станки, используемые для одновременной обработки нескольких кусков материала, должны быть снабжены секционными подающими валками, имеющими достаточную податливость в конструкции секций, чтобы обеспечить контактное давление подачи на заготовку в допустимом диапазоне отклонений указанной толщины заготовки. или для которого предназначена машина. Вместо таких податливых секционных валков на подающем конце должны быть предусмотрены подходящие пальцевые устройства отдачи секций.
(o) Профильные станки, токарные станки с поворотной головкой и станок для токарной обработки деревянных пяток.
(1) Все режущие головки каждого профильного станка и токарного станка с поворотной головкой должны быть закрыты металлической защитой. Если такое ограждение изготовлено из листового металла, используемый материал должен иметь толщину не менее одной шестнадцатой дюйма; а если используется чугун, он должен быть не менее трех шестнадцатых дюйма в толщину.
(2) Режущие головки на токарных станках по дереву, вращающиеся или нет, должны быть как можно более полностью закрыты кожухами или щитками.
(3) Башмаки и токарные станки со спицами, шпоночные станки, станки для токарной обработки деревянных каблуков и другие автоматические токарные станки по дереву с вращающимся ножом должны быть оборудованы кожухами, полностью закрывающими режущие лезвия, за исключением точек соприкосновения во время подъема приклада. резать.
(4) Токарные станки, используемые для токарной обработки длинных деревянных заготовок, удерживаемых только между двумя центрами, должны быть оборудованы длинными изогнутыми ограждениями, выступающими над вершинами токарных станков, чтобы предотвратить выброс заготовок из станков в случае необходимости. расшатываться.
(5) При использовании вытяжной системы ограждение должно составлять часть или весь вытяжной колпак и быть изготовлено из металла толщиной не меньше, чем указанная в подпункте (1) настоящего параграфа.
(p) Шлифовальные станки.
(1) Подающие валки шлифовальных машин с автоматической подачей должны быть защищены полуцилиндрическим ограждением, чтобы руки оператора не касались рабочих валков в любой точке. Защитный кожух должен быть изготовлен из тяжелого материала, предпочтительно из металла, и прочно прикреплен к раме, на которой расположены валки, с тем, чтобы его можно было регулировать для любой толщины материала.Нижняя часть ограждения должна опускаться в пределах трех восьмых дюйма от плоскости, образованной нижней или контактной поверхностью подающего ролика, где он касается ложи.
(2) Каждая шлифовальная машина барабанного типа должна иметь вытяжной колпак или другое ограждение, если вытяжная система не требуется, так, чтобы закрывать вращающийся барабан, за исключением той части барабана над столом, если используется стол, что может быть необходимо и удобно для нанесения материала, подлежащего отделке.
(3) Каждая дисковая шлифовальная машина должна иметь вытяжной колпак или другое ограждение, если вытяжная система не требуется, так, чтобы закрывать вращающийся диск, за исключением той части диска, которая находится над столом, если стол используется. что может потребоваться для нанесения материала, который нужно закончить.
(4) Ленточные шлифовальные машины должны быть снабжены ограждениями в каждой точке зажима, где шлифовальная лента движется к шкиву. Эти ограждения должны эффективно предотвращать соприкосновение рук или пальцев оператора с точками зажима. Неиспользованный участок шлифовальной ленты должен быть защищен от случайного контакта.
(q) Фрезы и отжимы для шпона.
(1) Ножи для резки шпона должны быть защищены от случайного контакта с кромкой ножа как спереди, так и сзади.
(2) Кусачки для шпона должны иметь автоматическую подачу или быть снабжены защитным кожухом, который исключает возможность попадания пальца или пальцев под нож во время подачи или извлечения ложи.
(3) Звездочки цепных или пластинчатых конвейеров должны быть закрыты.
(4) По возможности ручные и ножные гильотинные резаки для шпона должны быть снабжены стержнями, пластинами или другими подходящими приспособлениями, расположенными на стороне подачи так, чтобы руки не могли дотянуться до режущей кромки ножа при подаче или удерживании ложи на месте. .
(5) Гильотинные ножницы для шпона с механическим приводом, за исключением обрезных станков с непрерывной подачей, должны быть оснащены:
(i) Пусковые устройства, требующие одновременного действия обеих рук для начала режущего движения и по крайней мере одной руки на элементе управления во время полного хода ножа; или
(ii) автоматическое ограждение, которое будет убирать руки оператора из опасной зоны при каждом спуске лезвия, используемое в сочетании с одноручными пусковыми устройствами, которые требуют двух различных движений устройства для начала режущего движения, и спроектирован таким образом, чтобы он возвращался в исходное положение после каждого полного цикла ножа.
(6) Если два или более рабочих одновременно работают на одном и том же гильотинном станке для резки шпона с механическим приводом, оборудованном двуручным управлением, устройство должно быть устроено таким образом, чтобы каждый рабочий должен был использовать обе руки одновременно для элементы управления для начала движения резки и по крайней мере одна рука на элементе управления для завершения резки.
(7) Гильотинные резаки для шпона с механическим приводом, кроме обрезных станков непрерывного действия, должны быть снабжены, в дополнение к тормозу или другому останавливающему механизму, аварийным устройством, которое предотвратит работу станка в случае отказа тормоза, когда пусковой механизм находится в не пусковом положении.
(r) Деревообрабатывающие станки разные.
(1) Подающие ролики клеенаносящих устройств рулонного типа должны быть защищены полуцилиндрическим ограждением. Нижняя часть ограждения должна находиться в пределах трех восьмых дюйма от плоскости, образованной дном или контактной поверхностью подающего ролика в месте соприкосновения с ложей.
(2) Ленточные пилы должны располагаться таким образом, чтобы оставлять зазор не менее 4 футов для прохода, когда пила находится в крайнем конце хода; или если такой зазор не может быть получен, пила и ее приводной механизм должны быть снабжены стандартным кожухом.
(3) Для комбинированных или универсальных деревообрабатывающих станков каждая точка работы любого инструмента должна быть защищена, как требуется для такого инструмента, на отдельном станке.
(4) Упоминание конкретных станков в параграфах (а) – (q) и в этом параграфе (r) этого раздела включительно не предназначено для исключения других деревообрабатывающих станков из-под требования о том, что для них должны быть предусмотрены подходящие ограждения и вытяжные колпаки. свести к минимуму опасность, связанную с местом работы таких машин.
(s) Осмотр и обслуживание деревообрабатывающего оборудования.
(1) Затупленные, плохо отрегулированные, неправильно отшлифованные или неправильно натянутые пилы должны быть немедленно выведены из эксплуатации, прежде чем они начнут вызывать прилипание, заедание или отдачу материала при подаче на пилу с нормальной скоростью. Пилы, к которым прилипла резинка по бокам, следует немедленно очистить.
(2) Все ножи и режущие головки деревообрабатывающих станков должны быть острыми, правильно отрегулированными и надежно закрепленными.Если в одной головке используются два или более ножа, они должны быть должным образом сбалансированы.
(3) Подшипники не должны допускать потери движения и должны быть хорошо смазаны.
(4) Цепи всех циркулярных пил не должны иметь люфта.
(5) Заточка или натяжение пильных полотен или ножей должны производиться только лицами, продемонстрировавшими навыки в этом виде работы.
(6) Особое внимание уделяется важности поддержания чистоты вокруг деревообрабатывающего оборудования, особенно в том, что касается эффективного функционирования ограждений и предотвращения опасности возгорания в корпусах переключателей, подшипниках и двигателях.
(7) Все пилы с трещинами должны быть выведены из эксплуатации.
(8) Запрещается вставлять клинья между диском пилы и втулкой для образования так называемой «качающейся пилы».
(9) На рабочем месте должны быть предусмотрены толкатели или толкающие блоки нескольких размеров и типов, подходящих для выполняемой работы.
(10) – (11) [Зарезервировано]
(12) Лезвие фуганка должно быть установлено и отрегулировано так, чтобы оно не выступало более чем на одну восьмую дюйма за цилиндрический корпус головки.На рабочем месте должны быть предусмотрены толкатели или толкатели нескольких размеров и типов, подходящих для выполняемой работы.
(13) Каждый раз, когда станки для резки шпона или вращающиеся станки для резки фанеры были остановлены с целью вставки бревен или внесения корректировок, операторы должны убедиться, что машина свободна и другие рабочие не находятся в опасном положении, прежде чем запускать машину.
(14) Операторы не должны ездить на тележке для обрезки шпона.
Dispozablade, легкий, точный, экономичный строгальный нож
Мы открыты для приема заказов и отгружаем продукцию ежедневно
DISPOZABLADE – Идеальное решение для простой, точной и экономичной замены строгальных и фуговальных ножей.
Более 31 года ESTA-USA и DISPOZABLADE были посвящены достижению одной единственной цели – предоставить промышленному производителю изделий из дерева, а также работающему по дереву, занятому неполный рабочий день, строгальный и фуговальный нож, который каждый может мгновенно и точно заменить. и экономично. В отличие от любой другой системы быстросменных строгальных ножей, наши строгальные и фуговальные ножи предназначены для работы с установленной на заводе фрезерной головкой почти всех строгальных, фуганочных и формовочных станков, имеющихся в современных деревообрабатывающих цехах, больших и малых.Сочетание этих характеристик в одном простом ноже уникально для деревообрабатывающих станков. Обширные непрерывные исследования и разработки привели к созданию инновационной линейки строгальных ножей и лезвий для фуганка, которые полностью заменили хлопотную, утомительную и неточную задачу замены ножей простым, легким и точным методом. Никаких особых навыков. Никаких доработок машины. Никаких дорогих фирменных фрезерных головок. Нет необходимости в домкратах, пружинах, установочных калибрах, приспособлениях или измерительных инструментах.Просто несложная установка ножей «Drop and Lock» в вашу машину.
С каждым поколением DISPOZABLADE постепенно упрощалась замена строгальных ножей и фуговальных ножей, повышая точность настройки. Сначала с появлением опорных винтов для ножей ACU-SET в середине 1980-х, затем с магнитами для ножей POSI-SET в середине 1990-х, а теперь с последним прорывом в 2007 году, держателями для ножей SELF-SET®.
Но общим для каждого поколения DISPOZABLADE является использование наших проверенных временем двухсторонних одноразовых ножей немецкого качества.Эти высокоскоростные или сверхпрочные стальные строгальные лезвия и ножи из кобальтовой стали являются стандартом в торговле, поскольку они более экономичны, чем обычные ножи, требующие переточки или переточки. Наши кромки, обработанные на заводе, всегда обеспечивают максимальную производительность машины и качество отделки для всех твердых и мягких пород древесины. Называете ли вы их строгальными ножами или строгальными ножами, фуговальными ножами или фуговальными ножами, значение остается одинаковым. Но когда дело доходит до качества, выбирайте DISPOZABLADE.
Если вы пользуетесь строгальным, фуговальным или формовочным станком любого типа или марки и хотите узнать больше о НАВСЕГДА ЗАКОНЧИТЬ НОЖ, ИЗМЕНИТЕ ГОЛОВНЫЕ БОЛИ НАВСЕГДА , позвоните нам по телефону (800) 557-8092 или нажмите на нашу страницу контактов.Мы приветствуем ваш интерес и будем рады обсудить ваше конкретное приложение и ответить на любые вопросы. Нашим главным приоритетом является оперативное индивидуальное обслуживание клиентов и поддержка.
Отзывы клиентов:
Я обещал вам обновленную информацию о вашем продукте, и я поражен простотой установки, а также качеством резки, производимого вашими лезвиями! Этот фуганок НИКОГДА не резал так чисто с тех пор, как я купил его 24 года назад. Спасибо за вашу помощь в том, что вы так быстро вернули меня к работе и избавили меня от кошмара смены лезвий на этой машине; В наши дни я редко получаю такое внимание.Еще раз спасибо всем присутствующим, Скотт Ламберт – Онтарио, Канада – Фуганок King KC 60C Апрель 2021 г.
Вчера получил лезвия и уже установил их. Столяр режет как новый. Они все, что вы сказали, что они будут. Я установил за 10 минут или меньше, сбросил разгрузочную кровать и отправился на скачки. Ха. Спасибо, Brent Rocke Rocke Construction Services, Inc. Франкфорт, Кентукки – декабрь 2020 г.
Мой фуговальный набор прибыл сегодня днем. На снятие старых ножей, очистку, установку нового набора и регулировку разгрузочного и входного столов ушло около 45 минут.Я прогнал несколько пробных образцов твердого клена, и результаты были потрясающими. Раньше регулировка лезвий занимала 3 или 4 часа, когда мне приходилось затачивать ножи, и результаты были не самыми лучшими. Я потратил еще час на точную настройку и в основном дошел до того, что все было достаточно хорошо. Фуговальный станок работает лучше, чем когда он был совершенно новым. Спасибо за разработку системы. У вас есть покупатель на всю жизнь! – Питер Кистлер – Апрель 2020 г.
«Я уверен, что вы слышали это все раньше и много раз, но я просто хотел сказать это еще раз: система Dispoz-A-Blade великолепна! Держатель и ножи, которые вы прислали, установлены идеально – «вот так».Менее чем за 5 минут мой старый строгальный станок был готов к работе и резал на досках из клена и ореха почти стеклянную отделку. – Джеймс Томпсон
«Спасибо, что приняли мой заказ сегодня. Я очень ценю это. Такое редко можно встретить в современном деловом сообществе. Вы создаете отличный продукт. Продолжайте в том же духе. С уважением.” – Джон Бойд Уолтер Navistar Corporation
«Сегодня я установил набор Dispozablades на мой фуговальный станок Powermatic 60, которому от 50 до 60 лет. После того, как я прочистил пазы для лезвий в режущей головке, я установил лезвия.Они вошли без задоринки. Я не мог понять, почему они не затягиваются, пока не вспомнил, что затягивал винты, а не ослаблял их. Исправлен этот промах, и установка прошла отлично. Пришлось ослабить и опустить выход около стола примерно на 3-5 тысячных. Когда закончили, я проверил, подходят ли лезвия, и они были на месте. Я проверил, измерив движение линейки с прямой кромкой при контакте с лезвием, когда оно было повернуто за пределы ВМТ. Это второй набор Dispozablades, который я купил, и я очень счастлив.Отличный, первоклассный продукт ». – Берт Пирс
«Стоимость местной переточки возросла до такой степени, что стало дешевле использовать двусторонние стержни Dispozablade», – сказал Хилл. «Добавьте к этому тот факт, что нет необходимости регулировать задний стол при установке новых ножей после первоначальной установки; экономятся время и деньги. Продукт работает точно так же, как рекламируется, и, я думаю, имеет более длительный срок службы, чем лезвия, переточенные на моем оригинальном оборудовании ». – Чак Хилл из Hill Engineering Inc.Дель Мар, Калифорния.
Строгальные ножи КТО МОЖЕТ ИЗМЕНИТЬ ПО ЦЕНЕ, КОТОРОЙ МОЖЕТ ПОСМОТРЕТЬ!
«Тысячи проданы, потому что работают»
Ножи нестандартного профиля | CT пила
Connecticut Saw & Tool – лидер отрасли в производстве ножей с индивидуальным профилем. Более 25 лет компания Connecticut Saw & Tool производит ножи с индивидуальным профилем для клиентов по всему миру – от Мэна до Гавайев и всех штатов между ними, что делает Connecticut Saw & Tool национально известным и надежным производителем.Наша быстрая доставка, конкурентоспособные цены и превосходное качество – все это составляет поистине исключительные услуги по заточке ножей.
Заточим профильные ножи на:
- Гофрированные головки для формовочных, формовочных, шипорезных станков и другого оборудования
- Формовщики Williams & Hussey и Shop Fox
- Powermatic, Jet, Grizzly, Woodmaster и другие строгальные / формовочные станки
- Формовочные кольца Lock-Edge
- Головки розетки
На основе отправленных по электронной почте файлов CAD DWG / DXF, отправленных по факсу эскизов или образцов древесины мы сделаем точное соответствие с помощью программного обеспечения CAD и шаблонов, созданных с помощью ЧПУ.У нас также есть доступ к большинству каталогов формовочных профилей, и мы можем помочь вам найти правильный профиль для вашего проекта.
Мы используем самое современное прецизионное шлифовальное оборудование, а также шлифовальные круги 3M CBN и Diamond. Используя комбинацию ЧПУ и ручных шлифовальных станков от Weinig, Schneeberger и UTMA, включая шлифовальные станки Weinig Rondamat 960 для головок HSK Powerlock, мы имеем большую производительность для быстрого выполнения работ без ущерба для качества. У нас есть возможность заточить профильные ножи шириной до 14 дюймов для очень широких профилей, и мы делаем пробные надрезы в доме, чтобы гарантировать плотную и точную посадку любого из наших профильных ножей, которые будут сопрягаться друг с другом, таких как профили для дверей и дверей. окна.
Наши гофрированные задние ножи изготовлены из лучшей стали Wisconsin Knife Works M2 и M3 американского производства. В то время как многие из наших конкурентов используют импортную сталь более низкого качества для снижения своих затрат или увеличения прибыли, мы поступили наоборот. Мы тесно сотрудничаем с Wisconsin Knife Works; покупка гофрированной стали на поддонах и заблаговременное размещение заказов, чтобы мы могли получить самую лучшую сталь по самым выгодным ценам. Таким образом мы можем контролировать наши материальные затраты и в то же время предлагать нашим взыскательным клиентам продукцию премиум-класса, произведенную в Америке.
Для длинных серий, экзотических твердых пород дерева и материалов, подобных ПВХ, мы предлагаем гофрированную сталь с инкрустацией из карбида, двухкомпонентные твердосплавные ножи бак-пак и различные специальные продукты, такие как Wisconsin Knife Works OPTI и Badger steel.
Если вам нужен опыт, надежность и профильные ножи высочайшего качества, тогда мы – тот партнер, которого вы искали.
Загрузок файла
Каталог ножей нестандартного профиля Головки Powerlock Гофрированные формовочные головкиТвердосплавные и быстрорежущие ножи из быстрорежущей стали и фуговальные станки, DeWalt Planer
Infinity Cutting Tools с гордостью предлагает эксклюзивные сменные фуговальные и строгальные ножи для деревообработки, чтобы ваши фуговальные и строгальные станки обеспечивали чистую резку для достижения наилучших результатов.Мы предлагаем сменные строгальные и фуговальные ножи из высококачественной быстрорежущей стали (HSS) с твердосплавными напайками для всех марок и моделей строгальных станков и фуговальных станков, включая портативные настольные строгальные станки DeWalt DW734 и DeWalt DW735.
Стальные высокоскоростные строгальные ножи и фуговальные ножи
Каждый строгальный и фуговальный нож из быстрорежущей стали предназначен для увеличения срока службы между заточками и изготавливается с высоким качеством, что является нашим главным приоритетом. Наши строгальные и фуговальные ножи выкованы из высококачественной европейской быстрорежущей инструментальной стали D2, которая производится на знаменитом сталелитейном заводе Bohler в Австрии.Мы указываем твердость по Роквеллу 60 HRC, чтобы обеспечить максимальную стойкость к истиранию, повысить способность стали удерживать режущую кромку и повысить ее устойчивость к деформации при повышенных температурах.
Но использование ультрапремиального материала – это только начало. Мы выделяемся производственным процессом, который мы используем для изготовления наших фуговальных и строгальных ножей. Мы закаляем эту специальную сталь в трехкамерной вакуумной печи, а затем закаливаем ее в масле, чтобы сформировать идеально однородный строгальный или фуговальный нож с повышенной прочностью и ударопрочностью.Этот эксклюзивный процесс более дорогостоящий, чем другие методы, но он оптимизирует снижение напряжения и увеличивает срок службы каждого производимого нами строгального и фуговального ножа. Наконец, мы прецизионно шлифуем каждый нож до лезвия бритвы, чтобы обеспечить идеальный разрез.
Твердосплавные фуговальные и строгальные ножи
Infinity Cutting Tools с гордостью предлагает эксклюзивные фуговальные и строгальные ножи с твердосплавными напайками, которые прослужат примерно в 10 раз дольше, чем наши фуговальные и строгальные ножи из быстрорежущей стали премиум-класса.Наши ножи с твердосплавными напайками изготовлены из высококачественного микрозернистого карбида, который прочно приклеен к прочному стальному корпусу. Эта комбинация стали и карбида на каждом строгальном и фуговальном ножах обеспечивает сверхпрочность и позволяет выдерживать высокоскоростные нагрузки внутри вашего фуговального или строгального станка намного лучше, чем лезвия любой другой марки. Поскольку вам не придется затачивать эти ножи почти так же часто, как ножи из быстрорежущей стали, экономия времени будет значительной.
Мы постоянно стремимся предложить наилучшие впечатления от покупки – это включает в себя ведущее в отрасли обслуживание клиентов, удобную для мобильных устройств структуру, быструю и доступную доставку, неизменно доступные цены и доступ к наиболее востребованным продуктам на рынке.Не верьте нам на слово, вот несколько отзывов, которые оставили наши прошлые клиенты!
Категории продуктов Ножи | Инструменты Woodmaster
Эксклюзивная 30-дневная гарантия возврата денег Формовочные ножи
Woodmaster ULTRA сочетают в себе новейшие высокотехнологичные технологии производства и старинное ручное мастерство. Формовочные ножи ULTRA, ранее доступные исключительно владельцам станков Woodmaster, теперь доступны для широкого спектра машин и областей применения.
12 причин, по которым формовочные ножи Woodmaster – ваш лучший выбор из твердой стали
- Сталь M2 высочайшего качества толщиной до 5/16 дюйма
- Доступная твердосплавная сталь
- Ножи любой марки и модели
- Эксклюзивная 30-дневная гарантия качества
- Новейшие компьютерные технологии
- Мастерство Старого Света Цена
- “все включено” включает все необходимые зацепы, противовес и т. Д.
- Быстрый возврат
- Опытный, экспертный персонал
- Более 600 стандартных шаблонов
- Программа нестандартных ножей
- Независимый контроль качества
Более 25 лет Woodmaster является одним из крупнейших производителей формовочных ножей и строгальных лезвий в Америке.Хотя большинство формовочных ножей, которые мы производим, предназначены для станков Woodmaster, мы также производим формовочные ножи для различных станков, включая Grizzly, Weinig, Delta, Busy Bee, General, King, Powermatic, RBI, Belsaw, Williams и Hussey.
Woodmaster предлагает более 600 стандартных ножей для формовки, а также 150 ножей для фоторамок, гребня и паза, даже сайдинга бревенчатой хижины! Кроме того, мы можем заточить ножи в соответствии со старинными узорами или любым индивидуальным дизайном!
Формовочные ножиWoodmaster ULTRA сочетают в себе новейшие высокотехнологичные технологии производства и старинное ручное мастерство.Каждый формовочный нож ULTRA вырезается из прочной стали M2 толщиной до 5/16 дюйма с использованием передовой компьютерной технологии. Также доступны твердосплавные ножи.
Затем каждая из них индивидуально оттачивается вручную для получения безупречной точности. Затем каждый нож тщательно проверяется на качество и точность независимым инспектором по контролю качества.