Технология производства метизов
ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА МЕТИЗОВ, КРЕПЕЖА И ДЕТАЛЕЙ ХОЛОДНЫМ СПОСОБОМ
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА КРЕПЕЖА
В автомобильной и тракторной промышленности почти все крепежные детали изготовляют холодной высадкой. Холодная высадка применяется для формообразования головок болтов, винтов, заклепок при больших программах выпуска. Этим способом изготовляют и более сложные детали (например, шаровые и ступенчатые пальцы, ролики и шарики подшипников и др.). Холодной высадке подвергают калиброванные стальные прутки диаметром 0,6 до 38 мм, а также прутки из цветных сплавов (алюминиевых, медных и др.), круглых шестигранных и других форм сечения
Холодную высадку, как правило, производят на холодно высадочных прессах-автоматах (обычно горизонтальных, одно ударных или многопозиционных). После подачи материала (калиброванной проволоки) через отрезную матрицу, нож отрезает заготовку и переносит ее на линию высадки. Пуансон заводит заготовку в матрицу, а после упора заготовки в выталкиватель осуществляет высадку головки. В момент возврата пуансона в исходное положение высаженная деталь выталкивателем удаляется из матрицы и цикл высадки повторяется. Если головка не может быть высажена за один удар пуансона, высадку производят на двух, трех и более ударных (многопозиционных) холодновысадочных автоматах (рис. 1). Производительность современных высадочных автоматов достигает 400 деталей в минуту.
Рисунок 1
Позиции: 0 — отрезка заготовки; 1 — предварительная высадка; 2 — окончательная высадка; 3 — редуцирование под резьбу и обрезка граней.
Процесс высадки метизов
Как правило болты DIN931, DIN 933 производят на 3х или 4х позиционных автоматах, технология производства гайки требует наличие на производственной площадке 5-ти позиционного автомата, сложные изделия (например, штуцера и аналогичные детали) изготавливают на 6 и 7 позиционных высадочных станках. Количество позиций (ковочных станций) прямо пропорционально уровню сложности деталей, чем сложнее деталь, тем больше переделов должен совершить станок чтобы деформировать метал в готовую форму продукции (см.
3-х позиционный автомат
4-х позиционный автомат
5-ти позиционный автомат
6-ти позиционный автомат
ПРОИЗВОДСТВО ШУРУПОВ
МИНИМАЛЬНЫЙ НАБОР ОБОРУДОВАНИЯ ДЛЯ ПРОИЗВОДСТВА ШУРУПОВ
Минимальный набор оборудования для производства шурупов включает в себя две модели оборудования:
- Оборудование для холодной высадки шурупов. Применяется для формирования болванки (основы) под шуруп. На этом этапе, на холодновысадочном автомате подобном гвоздильному, отрезают проволочную заготовку необходимой длины, формируют головку шурупа, его наконечник, шлиц и длину. Диаметр шурупа определяется диаметром используемой проволоки. После этого заготовки передаются на второй станок (резьбонакатной), который служит для накатки резьбы и формирования острого наконечника.
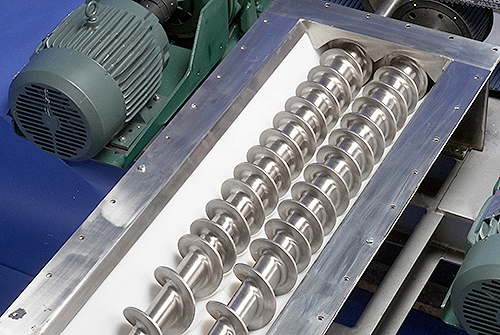
- Резьбонакатное оборудование для шурупов. Нарезание резьбы производится на специальных автоматах. В них болванки шурупов засыпаются в бункер. Из бункера с помощью вибрационного транспортера и анкерного механизма болванки поштучно поступают в зону нарезки резьбы. При этом они строго ориентированы по отношению к рабочим элементам. Рабочими элементами являются плоские плашки. Они перемещаются навстречу и параллельно друг другу и перпендикулярно оси шурупа, при этом плашки плотно прижимаются к стержню шурупа. Плашки изготавливаются по основным параметрам резьбы шурупов. В России в соответствии с метрическими размерами. Зарубежные производители могут использовать плашки для нарезания дюймовой резьбы на шурупах. Вариант кинематической схемы изготовления шурупов представлен на рис.2.
Рисунок 2.
По такой схеме изготавливаются шурупы до диаметра 10-12 мм. Свыше этих диаметров шурупы, как правило, изготавливаются методом горячей штамповки. Пример тому – путевой шуруп, диаметр которого – 24 мм, а длина – 170 мм. Дальнейшим развитием технологии изготовления шурупов является технология изготовления саморезов.
ПРОИЗВОДСТВО САМОРЕЗОВ
МИНИМАЛЬНЫЙ НАБОР ОБОРУДОВАНИЯ ДЛЯ ПРОИЗВОДСТВА САМОРЕЗОВ
Саморез вполне справедливо получил свое название, так как способен нарезать резьбу не только в мягких материалах типа дерева или пластика, но и в металле или бетоне. Способность самореза нарезать резьбу достигается тем, что его поверхность подвергается термической обработке (закалке). К тому же, для того что бы саморез оптимально вворачивался в скрепляемые конструкции, его окончание часто выполнено в виде сверла. Это сверло при вворачивании самореза просверливает отверстие именно того диаметра, которое требуется.
Для организации качественного, конкурентоспособного производства саморезов, как правило, требуется, пять моделей оборудования:
- Оборудование для холодной высадки саморезов. Для формирования головки и стержня самореза из заготовки.
- Оборудование для формирования пера (острия) саморезов.
- Резьбонакатное оборудование для саморезов. Для формирования резьбы на стержне самореза.
- Закалочная печь для саморезов. Для поверхностной закалки уже готовых саморезов для придания металлу дополнительной твердости и прочности. Закаливают саморезы до твердости не менее 55 ед. по HRC (по Роквэллу).
- Оборудование для цинкования (белым или желтым цинком), оксидирования или фосфатирования саморезов. Для защиты саморезов от коррозии.
- Упаковочное оборудование. Для упаковки готовой продукции в коробки или пластиковые пакеты.
Минимальный набор оборудования для изготовления саморезов включает в себя две модели оборудования:
- Оборудование для холодной высадки саморезов. Для формирования головки и стержня самореза из заготовки.
- Резьбонакатное оборудование для саморезов. Для формирования резьбы на стержне самореза.


ПРОИЗВОДСТВО БОЛТОВ
МИНИМАЛЬНЫЙ НАБОР ОБОРУДОВАНИЯ ДЛЯ ПРОИЗВОДСТВА БОЛТОВ
Минимальный набор оборудования для производства болтов включает в себя две модели оборудования:
- Оборудование для холодной высадки болтов. Для формирования головки и стержня болта из заготовки.
- Резьбонакатное оборудование для болтов. Для формирования резьбы на стержне болта.
Технологический процесс изготовления крепежа и крепежных изделий контролируется от исходного сырья до упаковки готовой продукции. Таким образом, в процесс производства крепежных изделий дополнительно рекомендуется включать оборудование для термообработки, цинкования, фосфатирования, автоматического тестирования качества крепежа, разбраковки и упаковочное, фасовочное оборудование для метизов, крепежа и деталей.
Линия автоматическая для производства саморезов
Автоматическая линия для производства саморезов состоит из двух станков: холодно-высадочного и резьбо-нактного.
Холодно-высадочный автомат
Предназначен для изготовления заготовок саморезов. Проволока из бухты, устанавливается на стол вращения. Автомат рубит проволоку нужной длины и формирует шляпку самореза. В дальнейшем, заготовка помещается в резьбонакатной станок, где изготавливается резьба.
Резьбо-накатной автомат
Предназначен для подачи заготовки самореза, барабанным механизмом, на резьбонакатные плашки, где происходит нарезание резьбы.
Компания «Швейавтоматика» предлагает шесть модификаций линий для производства саморезов. Каждая линия состоит из двух станков.
Основные отличия линий заключаются в различии длин и диаметров заготовок самонарезных винтов
Линия из двух станков:
Формирование заготовки и высаживание шляпки (Модель DH- 5)
Изготовление резьбы (Модель SR – 25)
|
DH – 5 |
|
1 R -25 |
|
|
Макс. |
5-25 |
Макс. длинна заготовки (мм.) |
5-25 |
|
Макс. диаметр заготовки (мм.) |
0,6-3 |
Макс. диаметр заготовки (мм.) |
1-3
|
|
Производительность (шт./мин.) |
110-175 |
Производительность (шт./мин.) |
350-500 |
|
Мощность (кВт.) |
1,1 |
Мощность (кВт.) |
0,75 |
|
Вес (кг.) |
500 |
Вес (кг.) |
350 |
|
Габариты (мм.) |
1140*810*550 |
Габариты (мм.) |
1230*570*1100 |
 длинна заготовки (мм.)
длинна заготовки (мм.)Линия из двух станков:
– Формирование заготовки и высаживание шляпки (Модель DH 10)
– Изготовление резьбы (Модель SR – 35)
|
DH 10 |
|
SR -35 |
|
|
Макс. длинна заготовки (мм.) |
5-35 |
Макс. длинна заготовки (мм. |
5-40 |
|
Макс. диаметр заготовки (мм.) |
2-4 |
Макс. диаметр заготовки (мм.) |
2-4 |
|
Производительность (шт./мин.) |
160-220 |
Производительность (шт./мин.) |
200-250 |
|
Мощность (кВт.) |
1,5 |
Мощность (кВт.) |
1,5 |
|
Вес (кг.) |
1000 |
Вес (кг.) |
800 |
|
Габариты (мм.) |
1100*750*980 |
Габариты (мм.) |
1200*1100*1050 |
 )
)
Линия из двух станков:
– Формирование заготовки и высаживание шляпки(Модель DH- 10G)
– Изготовление резьбы (Модель SR 4-40)
|
DH -10G |
|
SR-4-40 |
|
|
Макс. длинна заготовки (мм.) |
5-40 |
Макс. длинна заготовки (мм.) |
5-40 |
|
Макс. диаметр заготовки (мм.) |
2-4 |
Макс. |
2-4 |
|
Производительность (шт./мин.) |
160-220 |
Производительность (шт./мин.) |
200-250 |
|
Мощность (кВт.) |
1,5 |
Мощность (кВт.) |
1,5 |
|
Вес (кг.) |
1000 |
Вес (кг.) |
800 |
|
Габариты (мм.) |
1100*750*980 |
Габариты (мм.) |
1200*1100*1050 |
 диаметр заготовки (мм.)
диаметр заготовки (мм.)
Линия из двух станков:
– Формирование заготовки и высаживание шляпки (Модель DH – 15 )
– Изготовление резьбы (Модель 6R-60)
|
DH -15 |
|
6R-60 |
|
|
Макс. длинна заготовки (мм.) |
5-60 |
Макс. длинна заготовки (мм.) |
5-60 |
|
Макс. диаметр заготовки (мм.) |
2-6 |
Макс. диаметр заготовки (мм.) |
2-6 |
|
Производительность (шт./мин.) |
120-170 |
Производительность (шт. |
140-200 |
|
Мощность (кВт.) |
3 |
Мощность (кВт.) |
2,2 |
|
Вес (кг.) |
1250 |
Вес (кг.) |
800 |
|
Габариты (мм.) |
2000*1100*1200 |
Габариты (мм.) |
1200*1100*1000 |
 /мин.)
/мин.)
Линия из двух станков:
– Формирование заготовки и высаживание шляпки (Модель DH 20)
– Изготовление резьбы(Модель 6R-80)
|
DH 20 |
|
6R-80 |
|
|
Макс. длинна заготовки (мм.) |
6-80 |
Макс. длинна заготовки (мм.) |
6-80 |
|
Макс. диаметр заготовки (мм.) |
2,5-8 |
Макс. диаметр заготовки (мм.) |
2-6 |
|
Производительность (шт./мин.) |
120-150 |
Производительность (шт./мин.) |
100-150 |
|
Мощность (кВт.) |
4 |
Мощность (кВт. |
4 |
|
Вес (кг.) |
1500 |
Вес (кг.) |
1000 |
|
Габариты (мм.) |
2300*1100*1200 |
Габариты (мм.) |
1600*1100*1500 |
 )
)
- Линия из двух станков:
– Формирование заготовки и высаживание шляпки (Модель DH -25)
– Изготовление резьбы (Модель 10R-100)
|
DH -25 |
|
10R- 100 |
|
|
Макс. длинна заготовки (мм.) |
10-110 |
Макс. длинна заготовки (мм.) |
10-110 |
|
Макс. диаметр заготовки (мм.) |
3-8 |
Макс. диаметр заготовки (мм.) |
4-8 |
|
Производительность (шт./мин.) |
80-120 |
Производительность (шт./мин.) |
100-140 |
|
Мощность (кВт.) |
4 |
Мощность (кВт.) |
6 |
|
Вес (кг.) |
2800 |
Вес (кг. |
1000 |
|
Габариты (мм.) |
2900*1300*1200 |
Габариты (мм.) |
1800*1200*1600 |
 )
)
Описание работы станков.
От электродвигателя через клиноременную передачу, вращательное движение передается на коленчатый вал, с которого посредством шатуна передается возвратно-поступательное движение наползун, на котором находится высадочный пуансон. На коленчатом валу насажены две конические шестерни, с которых движение передается на боковые валы и с помощью эксцентриков на обрубные ножи.
С помощью планшайбы, насаженной на коленчатый вал, движение передается на механизм подачи, с помощью которого осуществляется подача проволоки в механизм зажима. Проволока в механизм зажима подается механизмом подачи через рихтовочные ролики устройства.
Проволока через рихтовочный механизм подается механизмом подачи в механизм зажима, где происходит зажим проволоки с помощью подвижной и неподвижной матриц, после чего происходит отрезка изделия, сброс готового изделия осуществляется пуансоном -толкателем, затем обрубной нож расходится и происходит высадка головки винта.
Далее, осуществляется изготовление резьбы на резьбо-накатном станке: заготовка самореза, барабанным механизмом, подается на резьбонакатные плашки, где происходит нарезание резьбы.
Оборудование для производства саморезов
Многообразие материалов для строительных и ремонтных работ настолько велико, что их невозможно перечислить, но один вид продукции из этого обширного количества является, пожалуй, самым востребованным – это саморезы. Представить ремонт или стройку без саморезов в наше время просто невозможно, они являются самыми востребованными, поэтому их производство превратилось в бизнес, пользующийся огромным спросом, и, вследствие этого, приносящий ощутимый и стабильный доход. Множество отечественных и зарубежных фирм занимаются поставками оборудования по изготовлению саморезов. Данное оборудование отличается по техническим характеристикам, конструкцией и стоимостью. Самое простое и, соответственно, недорогое оборудование рассчитано на изготовление пятидесяти саморезов в минуту, и выпускаемая на нем продукция имеет ограниченный ассортимент.
Представить ремонт или стройку без саморезов в наше время просто невозможно, они являются самыми востребованными, поэтому их производство превратилось в бизнес, пользующийся огромным спросом, и, вследствие этого, приносящий ощутимый и стабильный доход. Множество отечественных и зарубежных фирм занимаются поставками оборудования по изготовлению саморезов. Данное оборудование отличается по техническим характеристикам, конструкцией и стоимостью. Самое простое и, соответственно, недорогое оборудование рассчитано на изготовление пятидесяти саморезов в минуту, и выпускаемая на нем продукция имеет ограниченный ассортимент.
Оборудование более сложное может выпускать в минуту около двухсот пятидесяти саморезов, его стоимость намного выше, а ассортимент шире. Цена самого простого станка около двух тысяч долларов, цены на сложное оборудование зависят от фирмы и типа станка.
Сейчас в продаже имеется большой выбор оборудования для изготовления саморезов зарубежных фирм-изготовителей. Наиболее популярным является тайваньское оборудование фирмы «LianTeng», а также фирмы «FOB». Холодновысадочный автомат этого производства выдает от ста до ста двадцати саморезов в минуту. Оборудование тайваньских фирм зарекомендовало себя как надежное, очень удобное и простое в обслуживании. Благодаря этим качествам, большинство предприятий предпочитают именно это оборудование. Саморезы, выпущенные на автоматах производства Тайваня, имеют высокое качество и большой спрос у покупателей.
Ничем не хуже и оборудование, изготовленное в России и Украине, которое рассчитано на выпуск широкого ассортимента данной продукции высокого качества. Тайваньскому оборудованию оно уступает совсем немного.
Сам процесс по изготовлению саморезов довольно прост. Для этого необходима проволока определенного диаметра, которая направляется в отрезной автомат и режется там, на куски требуемой длины. Автомат производит и высадку головки на саморез. После этого заготовка попадает в другой автомат, где выполняется нарезка резьбы. Предварительно каждый станок необходимо настроить на требуемые размеры.
Предварительно каждый станок необходимо настроить на требуемые размеры.
СЛИСАРУК: оборудование для производства саморезов, шурупов, винтов, гвоздей, болтов, гаек
Компания “СЛИСАРУК” – это представитель в Украине и странах СНГ тайванских компаний-поставщиков:
* Оборудования для производства саморезов, шурупов, винтов, гвоздей, болтов, гаек, заклёпок, оборудование для волочения проволоки, производства металлических сеток и других метизов, основные из которых:
– автоматы для производства саморезов, шурупов, винтов, заклепок;
– автоматы для производства гвоздей;
– станок для производства болтов и гаек;
* Инструмента для производства крепёжных изделий.
Из нашей истории:
С 1999 по 2005 год Юрий Слисарук работал координатором TAITRA (Совета по Развитию Внешней Торговли Тайваня, также известного как CETRA или TWTC/ Центр Международной Торговли Тайваня) в Украине.
– В рамках 6 торговых миссий организовал деловые встречи для представителей свыше 250 фирм Тайваня, обеспечив участие в переговорах представителей более 550 украинских фирм.
– Организовал многодневные деловые программы на Тайване для представителей 15 украинских компаний.
– Предоставил профессиональные консультации и способствовал в поиске деловых партнёров представителям более 1000 украинских и тайванских фирм.
С марта 2005 года предприятие начало бизнес по направлению оборудования и инструмента для изготовления метизов.
Каждый из представляемых нами тайванских производителей является несомненным лидером в своём сегменте, что гарантирует оптимальное соотношение цены и качества оборудования. Мы очень серьёзно относимся к вопросу качества и поэтому предлагаем оборудование только действительно лучших тайванских производителей, большинство из которых имеют 30-40 летнюю историю и продают сотни единиц оборудования в год в разные страны мира, что является основательным доказательством качества оборудования.
Решили организовать грамотное и рентабельное метизное производство? Купите у нас оборудование для производства гвоздей и саморезов (цена доступна) или автоматы для производства шурупов, винтов, болтов, гаек!
Обращайтесь – будем рады с Вами сотрудничать!
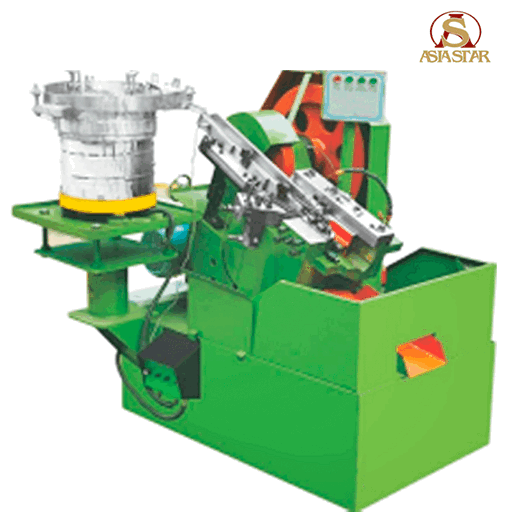
Самосверлящий винтовой станок | ЛЕРГЕР ИНТЕРНЕШНЛ КО., ЛТД.
1. Самосверлящий винт – это новый крепежный элемент, который широко используется в строительстве и автомобилестроении.
2. Самосверлящий винт имеет функции сверления и фиксации.
3. Он удобен и быстро вытеснил традиционные бетонные конструкции.
4. Самосверлящий винт изготовлен из проволоки из углеродистой стали AISI 1018-1022. Продукт должен пройти 5 этапов обработки: (1) Заголовок (Заголовочная машина) (2) Формирование точки сверления (Самосверлящий винтовой станок) (3) Накатка резьбы (Резьбонакатный станок) (4) Термическая обработка (5) Гальваника.
5. Самосверлящий винтовой станок используется для формирования точки сверления винта.
6. Характеристики станка:
(1) Стол спроектирован штампом для легкого и простого обслуживания.
(2) Контролируется системой логического управления программой (PLC), неисправность отображается на плате системой светоизлучающего дисплея (LED), поэтому неисправность можно легко контролировать.
(3) Вращающиеся и скользящие компоненты на каждой части прошли термообработку для обеспечения хорошей износостойкости.
(4) Высокая скорость, бесшумность и энергосбережение.
(5) Высокая точность, возврат в исходное положение и абсолютная синхронизация.
(6) Простая конструкция, завинчивание винта и низкий уровень неисправностей.
7. Модель, производительность и скорость машины следующие:
| МОДЕЛЬ | ОБЪЕМ (диаметр по оси) | СКОРОСТЬ (об / мин) |
| LST-15 | 2,8-5,2 мм X 9,5- 125 мм | 120-600 |
| LST-20 | 2,8-6,0 ммX9,5-175 мм | 120-600 |
| LST-25 | 2. 8-7.0ммX10-200мм 8-7.0ммX10-200мм | 45-250 |
8. LST-20 и LST-25 имеют индекс.
9. Характеристики модели LST-25 следующие:
(1) Предназначен для производства самосверлящего шурупа из нержавеющей стали или удлиненного стержня (макс. 370 мм по специальному заказу).
(2) Изогнутая поверхность кулачка трансмиссии продлевает время прессования винта и сокращает время холостого хода, не влияя на нормальный рабочий цикл во время обработки, таким образом достигая превосходных эффектов движения и продлевая срок службы штампа винта.
(3) Станок имеет индекс и характеристики, указанные ниже:
A. HRC, точное шлифование, 60 градусов, трение качения, низкий расход, с красивой кривой и нулевым дефектом.
B. Высокая скорость, бесшумность и энергосбережение.
C. Высокая точность, возврат в исходное положение и абсолютная синхронизация.
D. Простая конструкция, завинчивание винта и низкий уровень неисправности.
10. Мы оставляем за собой право изменять дизайн и технические характеристики без предварительного уведомления.
Установочные винты для машин, листового металла, саморезы и винты с защитой от несанкционированного вскрытия от Fastener Corp.
доступен во всех размерах и классах материалов
Специальное предложение, изготовленное по вашему заказу
Товар на складе, доступный для немедленной отгрузки
A Крепежный винт , как правило, представляет собой крепежный элемент меньшего размера (менее 1/4 дюйма в диаметре) с резьбой по всей длине его вала, который обычно имеет утопленный тип привода (шлицевой, Phillips и т. Д.). Крепежные винты также изготавливаются с головками под торцевой ключ, в этом случае их можно называть крепежными винтами с головками под торцевой ключ.
Винт для листового металла (самонарезающий винт, винты для нарезания резьбы) – Имеет острую резьбу, врезающуюся в такой материал, как листовой металл, пластик или дерево. Иногда на их концах делают насечки, чтобы облегчить удаление стружки во время нарезания резьбы. Вал обычно имеет резьбу до головки. Шурупы для листового металла являются отличным крепежом для крепления металлических деталей к дереву, поскольку вал с полной резьбой обеспечивает хорошее удержание в древесине.
Иногда на их концах делают насечки, чтобы облегчить удаление стружки во время нарезания резьбы. Вал обычно имеет резьбу до головки. Шурупы для листового металла являются отличным крепежом для крепления металлических деталей к дереву, поскольку вал с полной резьбой обеспечивает хорошее удержание в древесине.
Установочный винт обычно представляет собой винт без головки, но может быть любым винтом, используемым для крепления вращающейся части к валу.Установочный винт ввинчивается через резьбовое отверстие во вращающейся части до плотного прилегания к валу. Чаще всего используется установочный винт с головкой под торцевой ключ, который затягивается или ослабляется шестигранным ключом или шестигранной отверткой.
Винт с головкой под торцевой ключ – Также известный как винт с головкой под торцевой ключ, винт с внутренним шестигранником или «болт с внутренним шестигранником», это тип винта с головкой под шестигранник с шестигранным углублением. Наиболее часто используемые типы оснащены цилиндрической головкой, номинальный диаметр которой равен 1.В 5 раз (конструкция серии 1960 г.) больше диаметра хвостовика винта ( основной ). Другие конструкции головки включают головку с полукруглой головкой и плоскую головку, последняя предназначена для установки в отверстия с потайной головкой . Шестигранный ключ (иногда называемый «шестигранным ключом») или шестигранный ключ требуется для затягивания или ослабления винта с головкой под торцевой ключ. Винты с головкой под торцевой ключ обычно используются в узлах, которые не обеспечивают достаточного зазора для обычного гаечного ключа или торцевой головки .
Шуруп по дереву – Обычно имеет нерезьбовую часть вала под головкой. Он предназначен для соединения двух деревянных брусков.
Стягивающий винт (Стягивающий болт) – Подобен шурупу по дереву, за исключением того, что он обычно намного больше при длине до 15 дюймов (381 мм) с диаметром от четверти дюйма до 1/2 дюйма (6,4 мм- 12,25 мм) в общедоступных (хозяйственных магазинах) размерах (не считая более крупных лагов и болтов для горнодобывающей и гражданской инженерии) и обычно имеет приводную головку с шестигранной головкой.Стяжные болты предназначены для надежного крепления тяжелых бревен (столбов и балок, деревянных железнодорожных эстакад и мостов) друг к другу, а также для крепления дерева к каменной кладке или бетону.
Самосверлящий винт (Teks (R) винт) – Подобен винту для листового металла, но имеет острие в форме сверла для прорезания основы, что устраняет необходимость сверление пилотной скважины. Предназначен для использования с мягкой сталью или другими металлами.
Шуруп для гипсокартона – Специализированный шуруп с стекловидной головкой, предназначенный для крепления гипсокартона к деревянным или металлическим шпилькам, однако это универсальный строительный крепеж, имеющий множество применений. Диаметр резьбы шурупов гипсокартона больше диаметра вала.
Винт для ДСП (Винт для ДСП) – Подобен шурупу для гипсокартона, за исключением того, что у него более тонкий стержень, и он обеспечивает лучшую удерживающую способность в ДСП.
Палубный винт – Аналогичен шурупу для гипсокартона, за исключением того, что он имеет улучшенную коррозионную стойкость и обычно поставляется с большим калибром.
Двусторонний шуруп (дюбель) – Аналогичен шурупу по дереву, но с двумя заостренными концами и без головки, используется для создания скрытых соединений между двумя деревянными частями.
Винт с проушиной (рым-винт) – Винт с петлевой головкой. Более крупные иногда называют винтами с ушком.Предназначен для использования в качестве точки крепления, особенно для подвешенных к ней предметов.
Винт с головкой под ключ – Иногда этот термин используется как синоним болта. Раньше термин болт с головкой под ключ ограничивался резьбовыми крепежными деталями с валом, навинченным на всю длину до головки, однако теперь это нестандартное использование.
Винт с шестигранной головкой – Винт с шестигранной головкой, предназначенный для закручивания гаечным ключом.Болт с головкой, соответствующий ASME B18.2.1, имеет несколько более жесткие допуски, чем болт с шестигранной головкой, по высоте головки и длине вала. Характер различия допусков позволяет винту с шестигранной головкой ASME B18.2.1 всегда подходить туда, где установлен шестигранный болт, но шестигранный болт может быть немного слишком большим для использования там, где предназначен винт с шестигранной головкой.
Самонарезающий винт – Подобен крепежному винту, за исключением того, что нижняя часть вала предназначена для нарезания резьбы при ввинчивании винта в отверстие без резьбы.Преимущество этого типа винта перед саморезом состоит в том, что при повторной установке винта новая резьба не нарезается при заворачивании винта.
Шпилька – аналогична болту, но без головки. На обоих концах нарезаны шпильки. В некоторых случаях шпилька имеет резьбу по всей длине, а в других случаях посередине будет нерезьбовая часть. (См. Также: анкер-шуруп, анкер клиновой.)
Винт с буртиком – Винт, используемый для вращения шарниров в механизмах и рычажных механизмах.Винт с буртиком состоит из вала, отшлифованного до точного диаметра, и конца с резьбой, диаметр которого меньше диаметра вала. В отличие от других резьбовых креплений, размер винта с буртиком определяется диаметром вала, а не диаметром резьбы. Пяточные винты также называются болтами для снятия изоляции, поскольку они часто используются в качестве направляющих для пластины (пластин) съемника в наборе штампов.
В отличие от других резьбовых креплений, размер винта с буртиком определяется диаметром вала, а не диаметром резьбы. Пяточные винты также называются болтами для снятия изоляции, поскольку они часто используются в качестве направляющих для пластины (пластин) съемника в наборе штампов.
Винт с накатанной головкой – Крепежный элемент с резьбой, предназначенный для вкручивания в резьбовое отверстие вручную без использования инструментов.
Винты накатные – имеют лопастное (обычно треугольное) сечение. Они образуют резьбу, выталкиваясь наружу во время установки. Они могут иметь резьбу для нарезания резьбы или машинную резьбу.
Подвесной винт – Застежка без головки, имеющая на одном конце резьбу крепежного винта и самонарезающую резьбу на другом, предназначенная для вбивания в дерево или другую мягкую основу. Часто используется для крепления ножек к столам.
Винты с защитой от взлома
Многие винтовые передачи, включая Phillips, TORX и Hexagonal, также изготавливаются в защищенном от несанкционированного доступа виде.Обычно они имеют штифт, выступающий в центре головки винта, что требует использования специального инструмента для извлечения. В некоторых вариантах штифт расположен немного не по центру, что требует наличия бита соответствующей формы. Однако насадки для многих головок винтов с защитой от несанкционированного доступа теперь легко доступны в хозяйственных магазинах, у поставщиков инструментов и в Интернете. Более того, существует множество широко используемых методов извлечения винтов с защитой от несанкционированного доступа без правильного отвертки – например, использование альтернативной отвертки, которая может обеспечить достаточный захват для поворота винта, изменение головки для установки альтернативной отвертки, формирование собственного отвертки, вплавив предмет в головку, чтобы сформировать отвертку, или просто повернув винт с помощью пары плоскогубцев. Таким образом, эти специальные винты обеспечивают лишь скромную защиту.
Таким образом, эти специальные винты обеспечивают лишь скромную защиту.
Винтовой привод с шлицевой головкой также имеет одностороннюю конструкцию с защитой от несанкционированного доступа и скошенными краями; винт можно вбить, но бита выскальзывает в обратном направлении.
Существуют специализированные компании по производству крепежных изделий, которые создают необычные патентованные конструкции головок с соответствующими драйверами, доступными только у них и поставляемыми только зарегистрированным владельцам. Примером этого может быть насадка для колес и / или запасных шин некоторых типов автомобилей; для одной из гаек может потребоваться специальный разъем (входит в комплект поставки автомобиля) для предотвращения кражи.
Отламывающийся болт – это крепление с высокой степенью защиты, которое чрезвычайно сложно удалить. Он состоит из винта с потайной головкой и плоской головкой с тонким стержнем и шестигранной головкой, выступающей из плоской головки. Шестигранная головка используется для вбивания болта в отверстие с потайной головкой, затем гаечный ключ или молоток используются для выбивания вала и шестигранной головки с плоской головки, оставляя открытой только гладкую головку винта. Удаление облегчается путем просверливания небольшого отверстия во внешней части головки и использования пробойника и молотка под острым углом против часовой стрелки.Этот тип винта используется в основном в дверных замках тюрем.
ATC-100 Автоматическая машина для резки конечной точки хвостовика винтов собственной личности
Описание
Видео о работе автоматического станка для резки хвостовика и самонарезающих винтов ATC-100
Применение автоматического станка для нарезки хвостовика самонарезающих винтов ATC-100
Автоматический станок для резки самонарезающих винтов с хвостовиком, предназначенный для вырезания хвоста самосверлящих винтов из нержавеющей и мягкой стали, подходит для сверхдлинных самосверлящих винтов до 400 мм.
1. Самосверлящие винты – популярные крепежные детали, которые широко используются в таких отраслях, как строительство, автомобилестроение и т. Д.
2. Самосверлящие шурупы легко сверлятся и фиксируются.
3. Самосверлящий винт изготовлен из проволоки из углеродистой стали AISI 1018-1022 или нержавеющей стали. Обычно продукт проходит пять этапов обработки: (1) Холодная высадка на машине для холодной высадки (2) Формирование точки сверления на машине для производства самосверлящих винтов (3) Накатка резьбы на резьбонакатной машине (4) Термическая обработка в печи с сетчатой лентой (5) Гальваника с помощью оборудования для цинкования.
4. Самосверлящий винтовой станок используется для формирования точки сверления винта.
Характеристики автоматического самосверлящего винта ATC-100 для резки хвостовика
1. Рабочий стол спроектирован с помощью штампа для легкой и простой эксплуатации и обслуживания.
2. Мониторинг и управление с помощью системы программного логического управления (ПЛК), неисправности и аварийные сигналы отображаются на плате с помощью системы светоизлучающих дисплеев (СИД), поэтому неисправность можно легко обнаружить и отсортировать.
3. Ключевые детали, такие как вращающиеся и скользящие детали, прошли термообработку для обеспечения хорошей износостойкости.
4. Высокая скорость и автоматический, бесшумный и энергосберегающий.
5. Высокая точность, возврат исходного точного положения и абсолютная синхронизация.
Саморез из углеродистой стали с хвостовой резкой
Самосверлящий винт из нержавеющей стали с хвостовиком
Основные технические параметры автомата ATC-100 для резки самонарезающих винтов с хвостовиком| Модель | ATC-100 |
| Приблиз. Размер | 170 * 80 * 130 см |
| Мощность | ИНВЕРТОР 2. 2 кВт, ВЫСОКОЧАСТОТНЫЙ ИНВЕРТОР 1,5 кВт ДВИГАТЕЛЬ 1,5 кВт, 0,75 кВт 2 кВт, ВЫСОКОЧАСТОТНЫЙ ИНВЕРТОР 1,5 кВт ДВИГАТЕЛЬ 1,5 кВт, 0,75 кВт |
| Диаметр и длина винта | ДИАМЕТР: 2,8-8 мм (6 # -18 #), ДЛИНА 10-100 мм |
| Скорость | 10-300 ШТ. В МИН. |
| Метод контроля | ПЛК АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ |
| Система обнаружения | СЕНСОРНЫЙ ЭКРАН ОБНАРУЖЕНИЕ И ОТОБРАЖЕНИЕ НЕИСПРАВНОСТЕЙ МАШИНЫ |
| Тип трансмиссии | ИНВЕРТОР INDEX PLUS |
| Винты раздельные типа | ИНДЕКС ВЫСОКОСКОРОСТНАЯ ТОЧНАЯ СЕГМЕНТАЦИЯ |
| Приблиз.Вес | 1 тонна |
Крепление винтами и литыми под давлением бобышками
p / n 31-D106 REV A
Большинство массовых пластмассовых деталей для потребительского рынка в конечном итоге будут изготавливаться с помощью процесса литья пластмасс под давлением из-за его непревзойденной экономичности при больших объемах. Физика производства в одном измерении этого процесса часто требует, чтобы конструкция состояла из нескольких частей, которые защелкиваются или скрепляются друг с другом.Следовательно, многие печатные детали во время цикла проектирования будут изготавливаться в соответствии с правилами проектирования литья пластмасс под давлением, и для сборки часто требуются металлические крепежные детали. Принтеры 3D Systems MultiJet (MJP) идеально подходят для создания прототипов таких конструкций. Высокая точность технологий, качество поверхности и изотропные свойства материала делают его отличным инструментом для всех аспектов процесса проектирования, включая визуальные макеты, инженерные прототипы, функциональные детали, приспособления и приспособления, производственные инструменты и т. Д…
Для получения точных размеров без геометрических дефектов правила проектирования литья пластмасс под давлением требуют деталей с относительно тонкими и постоянной толщиной стенок. Поэтому детали, изготовленные литьем под давлением, часто имеют множество «выступов», которые представляют собой цилиндрические элементы с открытым верхом, которые возвышаются над поверхностью детали и используются для облегчения сборки с использованием винта или резьбовой вставки.
Поэтому детали, изготовленные литьем под давлением, часто имеют множество «выступов», которые представляют собой цилиндрические элементы с открытым верхом, которые возвышаются над поверхностью детали и используются для облегчения сборки с использованием винта или резьбовой вставки.
Диагностические изображения, напечатанные на 3D-принтере MJP вверху и внизу, показывают винты разных размеров, которые были вбиты в имитацию отлитой под давлением втулки с помощью электродрели.Толщина стенки втулки составляла 1 мм.
Напечатанные на 3D-принтере бобышки с винтами малого, среднего и большого размера
Самонарезающие винты и пластмассовые втулки
Стандартные крепежные винты из строительного магазина можно использовать для литьевых бобышек. Однако были разработаны специальные пластиковые резьбонарезные или резьбонарезные винты, которые обычно используются для литья под давлением в больших объемах.
Винты для формирования резьбы для литьевых деталей |
Винты для нарезания резьбы имеют особенности, которые помогают врезать резьбу в пластик при установке.Они создают меньшую кольцевую нагрузку, но требуют меньшего крутящего момента для потери и меньшего усилия натяжения. Винты для формирования резьбы не имеют режущей кромки и предназначены для вытеснения материала в пластиковой втулке для создания стыковой резьбы. Винты для формирования резьбы могут создавать высокие радиальные и кольцевые напряжения и могут привести к повреждению детали, напечатанной на быстром прототипе. Следующие детали, напечатанные на 3D-принтере, были изготовлены на ProJet 2500 с использованием M2R-CL и M2R-WT и показывают, как винты для листового металла могут использоваться с литыми под давлением втулками для винтов с производственной толщиной стенок с использованием отверстий, которые являются стандартными для данного размера винта.
Винты из листового металла или пластмассы могут использоваться как с твердыми конструкциями, так и с бобышками для винтов, изготовленными методом литья под давлением, с производственной толщиной стенок с использованием отверстий правильных размеров для данного винта |
Рекомендации по проектированию
Бобышки, изготовленные литьем под давлением, должны быть достаточно прочными, чтобы обеспечить желаемое удерживающее усилие, но не слишком толстыми, чтобы избежать дефектов деталей, таких как углубления на поверхности или пустоты в пластике.Правильный размер отверстия и толщина стенки очень важны, так как на обоих концах калибровки есть повреждения. Это правда, потому что ввинчивание в пластик металлическими винтами может привести к нескольким различным неисправностям. Каждый раз, когда размер отверстия слишком большой, соединение выйдет из строя из-за отсутствия зацепления резьбы или зацепление резьбы будет полностью снято при ввинчивании винта. Когда отверстие меньшего размера, винты самого маленького размера могут физически отслоиться из-за скручивание, необходимое для вставки, или зацепление отвертки, или зацепление резьбы может быть снято.Для винтов большого размера отверстия меньшего размера будут иметь тенденцию либо срываться с резьбы, либо деталь ломается из-за радиальных и / или кольцевых напряжений.
Тип материала, выбранный для этих потребностей прототипирования, важно учитывать наряду с размером отверстия и выбором размера винта. Жесткие белые, прозрачные и серые материалы (M2R-CL / WT / GRY) могут использоваться для всех типов резьб по металлу. Однако они довольно жесткие и могут иметь тенденцию к разрушению пластмассы, если размер отверстия слишком мал и / или стенка выступа слишком тонкая.Технические материалы M2G-CL и M2G-DUR обладают максимальным удлинением и прочностью и рекомендуются для многих инженерных применений. M2G-DUR (ProFlex) обладает наибольшей гибкостью и будет самым прочным материалом, но резьба может легче отслаиваться под действием крутящего момента или растягивающего напряжения. Инженерный материал M2R-CL (Armor) был специально разработан как с хорошей жесткостью, так и с высоким удлинением для работы с бобышками, полученными литьем под давлением, как с резьбонарезными, так и с резьбонарезными винтами.M2G-CL, вероятно, лучший материал для сложных инженерных приложений.
M2G-DUR (ProFlex) обладает наибольшей гибкостью и будет самым прочным материалом, но резьба может легче отслаиваться под действием крутящего момента или растягивающего напряжения. Инженерный материал M2R-CL (Armor) был специально разработан как с хорошей жесткостью, так и с высоким удлинением для работы с бобышками, полученными литьем под давлением, как с резьбонарезными, так и с резьбонарезными винтами.M2G-CL, вероятно, лучший материал для сложных инженерных приложений.
Выбор материала – один из наиболее важных факторов для сложных инженерных приложений |
В некоторых крайних случаях может потребоваться небольшое изменение конструкции для обеспечения достаточной надежности прототипа. Например, для тонкостенных бобышек, изготовленных литьем под давлением, может быть выгодно увеличить размер печатных отверстий примерно на 1%, чтобы снизить вероятность разрушения из-за кольцевого напряжения, когда резьба врезается в пластик.Кроме того, во время прототипирования можно использовать отверстия меньшего размера для ProFlex и Armor для улучшения зацепления винтов, поскольку эти материалы способны к большему удлинению перед разрушением. При быстром создании прототипа сложных бобышек шурупов, изготовленных литьем под давлением, которые подвержены отказу, проектировщик всегда должен рассмотреть возможность внесения изменений в геометрию, таких как добавление дополнительной экструзии стенок в САПР для усиления бобышки.
Дополнительная экструзия стенки добавлена к литым под давлением бобышкам для дополнительной прочности |
Эти дополнительные элементы могут быть легко подавлены, когда требуется окончательная геометрия инструмента.По возможности рекомендуется начинать с указаний производителя по размерам бобышек и отверстий под винты. Основные рекомендации по отправной точке для некоторых винтов стандартного размера можно найти в справочнике машиниста. Всегда рекомендуется также использовать передовой опыт с точки зрения уменьшения напряжения галтелей и скруглений, а также соответствующей толщины стенок. Наконец, также рекомендуется распечатать образец рассматриваемой геометрии для проверки посадки и выдержки перед печатью готовых деталей.
Основные рекомендации по отправной точке для некоторых винтов стандартного размера можно найти в справочнике машиниста. Всегда рекомендуется также использовать передовой опыт с точки зрения уменьшения напряжения галтелей и скруглений, а также соответствующей толщины стенок. Наконец, также рекомендуется распечатать образец рассматриваемой геометрии для проверки посадки и выдержки перед печатью готовых деталей.
Саморезы
Саморезы общего назначения – это крепежные детали, которые предназначены для сверления собственных отверстий при ввинчивании в деревянные, пластиковые, металлические или 3D-печатные детали.Обычно они имеют короткое сверло на конце со специальной резьбой на стержне винта.
Саморез со встроенной коронкой на конце |
Есть как резьбонарезные, так и резьбонарезные. Винты для формирования резьбы обычно используются для пластмасс и предназначены для того, чтобы оставаться на месте. Винты для нарезания резьбы используются для обработки металла и дерева и создают резьбу во время установки, и их можно более надежно удалить.Хотя винты этого типа предназначены для вырезания собственных отверстий, рекомендуется предварительно просверлить или распечатать отверстия, поскольку они менее подвержены поломке детали по сравнению с сверлением непосредственно в твердой детали. Лучше всего они будут работать с M2G-CL или M2G-DUR, которые имеют самое высокое удлинение и прочность. Их можно использовать с материалами MJP Rigid, но они будут более подвержены растрескиванию поверхности установки и / или выходу детали из строя. Если винты этого типа используются в твердых деталях, рекомендуется устанавливать их на большом расстоянии друг от друга, чтобы области индуцированного напряжения не перекрывались, что может привести к растрескиванию поверхности или поломке детали.
Печатные нити
В отличие от многих технологий 3D-печати, технология MJP с высокой точностью позволяет печатать широкий спектр чрезвычайно точных отверстий в любой ориентации и позволяет печатать отверстия с резьбой или валы с резьбой в размерах, необходимых для большинства практических инженерных целей (2-56 или 4-40 ниток и больше не являются проблемой, как показано ниже).
MJP напечатанные на 3D-принтере резьбовые гайки и болты, охватывающие размеры для большинства практических инженерных нужд
Таким образом, с помощью ProJet 2500 можно печатать нити на принтере.Это может быть сделано в толстых твердых деталях или в бобышках, изготовленных литьем под давлением. В этом случае можно использовать традиционные крепежные винты для сборки прототипов вместо винтов резьбонарезного или резьбонарезного типа. Разумное зацепление резьбы создаст очень прочное соединение.
Слева – нити для 3D-печати, справа – стандартные крепежные винты, ввинченные в нити для 3D-печати
Заключение
Для обеспечения преемственности между прототипом и готовой производственной деталью на деталях MJP часто используются бобышки для винтов, металлические крепежные детали и защелкивающиеся соединения.
- Тщательно рассмотрите материал – Технические материалы M2G-CL и M2G-DUR обладают максимальным удлинением и ударной вязкостью и рекомендуются для большинства инженерных приложений. VisiJet Rigid, прозрачный, белый, серый, черный и коричневый, вероятно, будет более подвержен повреждению или разрушению, если не будут приняты надлежащие меры при проектировании и сборке.
- Изменения конструкции могут быть полезны для прототипов. – Рассмотрите возможность сделать отверстие немного больше, чтобы уменьшить кольцевое напряжение.Попробуйте добавить материал или сделать стены толще, чтобы они могли выдерживать более высокие кольцевые нагрузки без трещин / поломок.
- Учитывайте тип винта и направляющие отверстия. – Различные типы винтов могут создавать большие кольцевые нагрузки. Контрольные отверстия могут уменьшить растрескивание / поломку деталей, но могут иметь меньшее усилие отрыва.
- Печатные нити – Уникальные возможности MJP позволяют легко печатать нити большинства размеров, которые можно использовать в сочетании со стандартными винтами с резьбой.Бобышки с напечатанной резьбой часто дают наиболее прочное соединение с наименьшим усилием вставки.
Как работают саморезы | Симпсон Strong-Tie
Особенности конструкции
При выборе самосверлящего шурупа учитывайте толщину материала и типы соединяемых материалов. Ниже приведены некоторые ключевые особенности конструкции, на которые следует обратить внимание при выборе подходящих крепежных элементов.
Сверлильные канавки позволяют просверленному материалу выходить из отверстия.Полностью встроенные канавки больше не могут удалять стружку, которая содержит примерно 80% тепла, выделяемого в процессе сверления. Скопление этого материала может вызвать перегрев наконечника и выход из строя.
Длина острия определяет толщину материала, через которую винт может надежно проникнуть. Ненарезанная часть острия (пилотная часть) должна иметь возможность полностью просверлить материал до того, как резьба войдет в зацепление. Если резьба зацепится до завершения сверления, крепеж может заедать и ломаться.
Point Wings используются на некоторых шурупах, которые крепят более толстые материалы, такие как дерево, к металлу. Крылья увеличивают отверстие в застегиваемом материале, позволяя нитям проходить сквозь закрепляемый материал. Этот дополнительный зазор предотвращает отделение закрепляемого материала от основного металла (известное как «домкрат»). Крылья отломятся при контакте с металлом до того, как резьба войдет в контакт с металлом.
Особые соображения
Материал сверла обычно представляет собой простую углеродистую сталь, которая менее устойчива при высоких температурах, чем эквивалентные сверла из быстрорежущей стали (HSS).Чтобы уменьшить износ наконечника сверла, используйте электродвигатель для сверления, а не ударную отвертку или перфоратор.
Устойчивость к высоким температурам влияет на скорость выхода из строя острия сверла из-за тепла, выделяемого во время операции сверления. Обратитесь к руководству по поиску и устранению неисправностей в конце этого раздела за некоторыми наглядными примерами.
Температура сверления прямо пропорциональна частоте вращения двигателя, приложенной силе и твердости рабочего материала. По мере увеличения каждого значения увеличивается и количество тепла, выделяемого при сверлении.
Уменьшение прикладываемой силы может увеличить долговечность и позволить сверлу проникать в более толстые материалы (т. Е. Удалять больше материала до выхода из строя из-за перегрева).
Уменьшение числа оборотов двигателя может улучшить производительность при работе с более твердыми материалами, позволяя пользователю прикладывать больше усилий во время процесса сверления и продлевая срок службы сверла.
Самосверлящие винты | Производитель самонарезающих винтов
Покраска головки
Все винты могут быть окрашены по индивидуальному заказу в соответствии с вашими требованиями.
Ваш клиент когда-либо звонил с особым запросом на заказную окраску и хотел, чтобы доставка была немедленно? Винты Ford можно покрасить и отправить в течение одной недели.
Ford 500 Finish можно наносить на любой из наших крепежных элементов. Нанесение материала основного покрытия вместе с нанесением верхнего покрытия обеспечит 500-часовую защиту от солевого тумана в соответствии со спецификацией ASTM – B117.
Ford 1000 Finish обеспечивает дополнительную защиту до 1000 часов солевого тумана. Цена и доставка по запросу.
Сборка уплотнительной шайбы из неопрена или EPDM
Сборочное подразделение Ford Fasteners было основано много лет назад, чтобы обеспечить быструю доставку для удовлетворения насущных потребностей клиентов.
Установка шайб с металлической подкладкой из неопрена или EPDM на все типы винтов теперь доступна нашим клиентам на контрактной основе.
Просто пришлите нам свои детали, и мы быстро и по конкурентоспособным ценам их соберем для вас.
| Вместимость | Длина |
| # 8 – # 14 Диаметр | Длина от 5/8 ″ до 4 ″ |
Чтобы узнать стоимость сборки ваших деталей сегодня, позвоните или отправьте факс. 1-800-272-FORD – 1-800-272-3673 или факс: 201-487-1919.
Программа 5-точечного контроля
Все детали проверяются в процессе производства:
- Заголовок
- Прорезание пазов
- Позиционирование
- Накатка резьбы
- Прорезание хвостовика
Все детали снова пассивируются после того, как они были пассивированы. термообработанные, плакированные, с покрытием или окрашенные.
Внутренний осмотр
Наша процедура внутреннего контроля состоит из дополнительных испытаний всех наших саморезов.
Мы тестируем все наши саморезы с помощью испытательной машины DrilScruChek ™. Этот тест гарантирует высочайшее качество и быстрое сверление всех наших деталей.
Ford Fasteners будет сертифицировать все наши продукты, которые мы продаем. Сертификаты соответствия предоставляются по запросу.
Пусть крепежные детали Ford станут вашим источником для прямого заказа на прокатную фабрику
Предлагаемые услуги прокатного стана включают:
- Индивидуальные программы отгрузки и выпуска в течение 12 месяцев.
- Своевременное планирование запасов.
- Прямая доставка ваших заказов в любую точку США и Канады.
- Индивидуальная упаковка и маркировка в ваших коробках
Саморез DIY: 11 шагов (с изображениями)
Введение: Самонарезающий винт DIY
Вот дурацкая идея: попробуем использовать шлифовальный диск Dremel для резки насечка в шурупе, и саморез сделать своими руками!
Добавить TipAsk QuestionDownload
Шаг 1: Обзор винтов
Разница между обычным винтом и саморезом заключается в наконечнике.Саморезы имеют выемку, которая вырезает часть материала и позволяет вставлять материал с меньшими усилиями.
Добавить TipAsk QuestionDownload
Шаг 2: Шлифование
С помощью шлифовального круга Dremel легко создать выемку на обычном винте. Таким образом изготавливаем саморез своими руками.
Подтверждение концепции: проверьте! Хотя метод ручного шлифования не идеален.
Добавить TipAsk QuestionDownload
Шаг 3: Приспособление
Такой блок отлично подходит для удержания инструмента и направления винта в шлифовальный диск.
Добавить TipAsk QuestionDownload
Шаг 4: Просверливание
Отверстие для инструмента Dremel.
Добавить TipAsk QuestionDownload
Шаг 5: Маркировка
Найдите отверстие для направления винта. Отметьте предполагаемую глубину шлифовального круга с помощью Dremel.
Добавить TipAsk QuestionDownload
Шаг 6: Дополнительная маркировка
Затем с помощью квадрата отметьте предполагаемый край шлифовального круга.
Добавить TipAsk QuestionDownload
Шаг 7: Дальнейшее сверление
Это отверстие будет направлять винт.
Добавить TipAsk QuestionDownload
Шаг 8: Ожидаемый результат
Когда Dremel установлен внутри зажимного приспособления, это должно быть видно через направляющее отверстие винта. Шлифовальный круг виден в одном квадранте.
Добавить TipAsk QuestionDownload
Шаг 9: Использование приспособления
Изготовление саморезов с помощью Dremel теперь намного точнее.
Добавить TipAsk QuestionDownload
Шаг 10: Тест производительности
Как и ожидалось, саморез требует заметно меньшего давления для зацепления.
Добавить Подсказка Задать вопросЗагрузить
Шаг 11: Не дышать этим
Винный дым … не дыши этим!
HIGH FIVE для чтения 🙂
Добавить Подсказка Задать вопросСкачать
Будьте первым, кто поделится
Вы сделали этот проект? Поделитесь с нами!
Я сделал это!