|
|
Главная » Разное » Самодельные станки для холодной ковки металла своими руками Станки для холодной ковки своими рукамиОдин из способов украшения участков — использовать кованные изделия. Какие вообще устройства используютсяСодержание статьи Для холодной ковки характерны различные завитки, изгибы, витые прутки и т.п. Почти под каждый вид делают на отдельном приспособлении — определенном станке. Привод у них может быть ручной, а может — электрический. Для небольших объемов «для себя» применяют ручные станки для холодной ковки. Они хоть и не особо производительны, но намного проще в изготовлении. Если необходимо ставить изготовление «на поток» делают аналогичные устройства, но уже с электромоторами. Какие же устройства используют:
Для начинающего мастера наиболее актуальный станок для холодной ковки — улитка. Только с его помощью можно сделать множество интересных вещей — начиная от забора и калитки и заканчивая скамейкой и другими подобными изделиями. На втором месте по степени необходимости торсионный станок. Он добавляет разнообразия в детали. Все остальные можно приобретать или делать по мере совершенствования и набора мастерства. Самодельные «Улитки»По сути это модернизированный гибочный станок (трубогиб), но эти усовершенствования позволяют легко делать завитки из довольно толстых прутков (сечением до 10-12 мм) и повторять их с высокой степенью точности. Один из самодельных станков для холодной ковки Конструкций эти станки для холодной ковки имеют несколько, но проще всего в реализации вариант с круглым столом, имеющем центральную ножку. К ножке подвижно закреплен рычаг с роликами на подшипниках на конце. Они облегчают процесс гибки. Поверхность стола можно сделать из стального листа толщиной от 10 мм и больше. Для ножки можно использовать любую толстостенную круглую трубу. Важно сделать конструкцию устойчивой, так как будут прилагаться боковые усилия, потому нужны боковые стойки, распорки, а также устойчивое основание. Чертеж станка для холодной ковки «Улитка» Рычаг проще делать из квадратной трубы с толстой стенкой — не меньше 2-3 мм. Сечение трубы 25*40 мм или около того. Крепление рычага к ножке можно сделать на подшипнике, а можно просто взять небольшой кусок толстостенной трубы большего диаметра, надеть ее на ножку, а снизу приварить полосу-упор — чтобы рычаг вниз не падал. Вариант с подшипником дает более легкое движение, но при наличии смазки и второй вариант рабочий. Вариант крепления рычага Важна еще форма рычага. Рычаг двойной, верхняя часть — рабочая, нижняя — опорная. Везде где есть соединения желательно доварить усиление, так как усилия значительные. Рычаг должен быть надежным, с усилением На столе закрепляется оправка или кондуктор — форма, по которой сгибаются завитки. Делают их разного диаметра — чтобы можно было делать разные по диаметру завитки. Такие оправки могут быть сборными — для формирования большего количества изгибов. В каждом таком образце должны быть стержни, которые устанавливаются в отверстия в столе. Так этот шаблон фиксируется. Также его форма должна быть разработана с таким учетом, чтобы конец прутка в ней хорошо фиксировался. Вариант кондукторов для улитки Часто оправки вытачивают из металлического круга подходящего диаметра при помощи болгарки, но есть варианты из металла с наваренными на него стальными пластинами, изогнутыми соответствующим образом. Как сделать подобный станок для холодной ковки — в следующем видео. Торсионный станокКак уже говорили эти станки для холодной ковки позволяют сделать на прутке продольные изгибы. Это относительно несложная конструкция. Основная задача — закрепить неподвижно один конец прутка, ко второму приделать рычаг, при помощи которого можно будет скручивать заготовку. В качестве основы подойдет обрезок профилированной трубы с толстой стенкой (не менее 3 мм). Фиксатор можно сварить из тех же прутков, оставив квадратный просвет нужного диаметра. Можно использовать зажим для троса подходящего размера (можно найти в магазине такелажа). Любой из этих упоров приваривается к основанию. Держатель для троса — отличный фиксатор для прутка Далее надо каким-то образом обеспечить захват и кручение второй части заготовки.
Дальше — дело техники — рычагом наворачиваем нужное количество витков. Нельзя сказать, что эта работа для слабаков, но при большом рычаге все не так уж и сложно. Видео про самодельные приспособления и станки для холодной ковки
 youtube.com/embed/FGR32VzjHWI” frameborder=”0″ allowfullscreen=”allowfullscreen”> youtube.com/embed/FGR32VzjHWI” frameborder=”0″ allowfullscreen=”allowfullscreen”>
Китай Ручная ковка машины, Китай Ручная ковка машины Производители и поставщики на Alibaba.com Механический кузнечно-прессовый станок с механическим управлением plc Механический кузнечно-прессовый станок 200ton с механическим управлением 200шт. Механический кузнечный пресс с механическим управлением 200ton Фотографии Технические данные ПУНКТ КОДЕКС Jh41-25 Jh41-45 Jh41-60 Jh41-80 Jh41-125 Номинальная вместимость Pe KN 250 450 600 800 1250 Ход слайдов S мм 80 120 140 160 180 Ход слайдов Фиксированный spm Времена / мин 100 80 70 60 50 Переменный (необязательно) spm Времена / мин 60-100 50-80 45-70 40-60 35-50 Макс.Высота высечки h4 мм 250 270 300 320 350 Регулировка высоты высечки t мм 50 60 70 80 90 Глубина горловины C1 мм 210 225 270 310 350 Расстояние между колоннами d1 мм 450 515 560 610 670 Размер нижнего ползуна FB b мм 250 340 400 460 520 LR a мм 360 410 480 540 620 Размер отверстия хвостовика Диаметр d мм 40 50 50 50 70 Глубина I мм 65 60 70 65 90 Размер валика FB D мм 400 440 520 600 680 LR C мм 720 825 930 950 1100 Толщина h5 мм 80 110 130 140 155 Диаметр отверстия отверстия для станины ¢ мм 150 150 150 180 200 Габаритные размеры FB A мм 1496 1585 1540 1765 2040 LR B мм 945 1075 1200 1200 1320 Высота H мм 2120 2391 2570 2725 3035 Мощность двигателя кВт 3 5. , Китай Ручная ковка машина, Китай Ручная ковка машина Производители и поставщики на Alibaba.com Механический кузнечно-прессовый станок с механическим управлением plc Механический кузнечно-прессовый станок 200ton с механическим управлением 200шт. , 200 тонн Металлообрабатывающее оборудование 20000 Q1. Вы производитель или трейдер? Q2. Как получить точную цитату? Q4. Как ваша фабрика делает в отношении контроля качества? Q5. Как насчет вашего времени доставки? Q6. Каков гарантийный срок машины? Q7. Что такое сервисное обслуживание вашего завода? У нас есть полный комплекс услуг (проект «под ключ»), что означает, что мы можем не только предоставить пресс и пресс-форму, но и выполнить индивидуальный заказ в соответствии с вашим специальным заказом. . |
 Очень декоративно смотрятся заборы, скамейки, беседки, перила для лестницы и другие подобные сооружения. Причем в большинстве случаев данные изделия не есть ковка в ее традиционном понимании. Чаще всего это сделано не в кузне и не при помощи молотка и наковальни, а при помощи некоторых устройств, которые позволяют создавать из металлических полос и квадратных прутков самые различные узоры и изделия. Для изготовления подобных изделий потребуются станки для холодной ковки. Часть из них можно сделать своими руками другую проще купить.
Очень декоративно смотрятся заборы, скамейки, беседки, перила для лестницы и другие подобные сооружения. Причем в большинстве случаев данные изделия не есть ковка в ее традиционном понимании. Чаще всего это сделано не в кузне и не при помощи молотка и наковальни, а при помощи некоторых устройств, которые позволяют создавать из металлических полос и квадратных прутков самые различные узоры и изделия. Для изготовления подобных изделий потребуются станки для холодной ковки. Часть из них можно сделать своими руками другую проще купить. 
 По сути это тоже гнутик, но более сложной конструкции — он позволяет менять направление изгиба, получая волнообразные детали.
По сути это тоже гнутик, но более сложной конструкции — он позволяет менять направление изгиба, получая волнообразные детали.

 Там же неплохо описан способ доведения концов заготовки до приличного состояния — обычные необработанные края смотрятся очень грубо. Для их обработки есть специальное оборудование, но, как оказалось, можно справится и без него.
Там же неплохо описан способ доведения концов заготовки до приличного состояния — обычные необработанные края смотрятся очень грубо. Для их обработки есть специальное оборудование, но, как оказалось, можно справится и без него. Можно это сделать при помощи двух подшипниковых узлов. Внутрь вставляется труба подходящего диаметра, с одной стороны к ней приваривается ручка — конструкция напоминает букву «Т». С другой стороны в трубе делают фиксатор: сверлят четыре отверстия, в них вваривают гайки под 12 или 14 болты. В результате получается неплохой фиксатор — болты закручивают после того, как вставили пруток.
Можно это сделать при помощи двух подшипниковых узлов. Внутрь вставляется труба подходящего диаметра, с одной стороны к ней приваривается ручка — конструкция напоминает букву «Т». С другой стороны в трубе делают фиксатор: сверлят четыре отверстия, в них вваривают гайки под 12 или 14 болты. В результате получается неплохой фиксатор — болты закручивают после того, как вставили пруток. 5 5.5 7.5 11 Вес (приблизительный) кг 2450 3550 5150 6450 9550 КОД ПУНКТА ПУНКТ Jh41-160 Jh41-200 Jh41-250 Jh41-315 Jh41-400 Номинальная емкость Pe KN 1600 2000 2500 3150 4000 Ход скольжения S мм 200 220 220 220 250 250 Слайд Штрихи Фиксированный SPM раз / мин 45 45 30 30 30 Переменная (необязательно) SPM раз / мин 30-45 25-45 20-30 20-30 20-30 Макс. Высота высечки h4 мм 400 450 500 500 550 Регулировка высоты высечки t мм 100 110 120 120 120 Глубина горловины C1 мм 400 430 450 450 490 Расстояние между колоннами d1 мм 736 910 980 980 1050 Размер ползуна FB b мм 580 650 700 700 750 LR a мм 700 880 950 950 1020 Размер отверстия хвостовика Диаметр d мм 70 70 70 70 70 Глубина I мм 100 100 130 130 130 Размер валика FB D мм 760 840 880 880 950 LR C мм 1175 1390 1500 1540 1700 Толщина h5 мм 165 180 190 190 210 Диаметр отверстия отверстия в кровати ¢ мм 220 250 270 270 290 Габаритные размеры FB A мм 2305 2600 2660 2720 2850 LR B мм 1420 1540 1640 1680 1750 Высота H мм 3215 3800 3865 3865 4150 Мощность двигателя кВт 15 18.
5 5.5 7.5 11 Вес (приблизительный) кг 2450 3550 5150 6450 9550 КОД ПУНКТА ПУНКТ Jh41-160 Jh41-200 Jh41-250 Jh41-315 Jh41-400 Номинальная емкость Pe KN 1600 2000 2500 3150 4000 Ход скольжения S мм 200 220 220 220 250 250 Слайд Штрихи Фиксированный SPM раз / мин 45 45 30 30 30 Переменная (необязательно) SPM раз / мин 30-45 25-45 20-30 20-30 20-30 Макс. Высота высечки h4 мм 400 450 500 500 550 Регулировка высоты высечки t мм 100 110 120 120 120 Глубина горловины C1 мм 400 430 450 450 490 Расстояние между колоннами d1 мм 736 910 980 980 1050 Размер ползуна FB b мм 580 650 700 700 750 LR a мм 700 880 950 950 1020 Размер отверстия хвостовика Диаметр d мм 70 70 70 70 70 Глубина I мм 100 100 130 130 130 Размер валика FB D мм 760 840 880 880 950 LR C мм 1175 1390 1500 1540 1700 Толщина h5 мм 165 180 190 190 210 Диаметр отверстия отверстия в кровати ¢ мм 220 250 270 270 290 Габаритные размеры FB A мм 2305 2600 2660 2720 2850 LR B мм 1420 1540 1640 1680 1750 Высота H мм 3215 3800 3865 3865 4150 Мощность двигателя кВт 15 18. 5 22 30 37 Вес (приблизительный) кг 13600 19200 23200 26600 31600 Описание Кузнечный пресс 200 тонн Характеристики: 1. Сваренный корпус из стали, обработка при отпуске, высокая жесткость, точность и стабильность; 2. Вертикально расположенный коленвал, компактная конструкция; 3. Коленчатый вал подвергается шлифовальной обработке после высокочастотной закалки; 4. удлиненная прямоугольная направляющая с поверхностью из бронзовой пластины; 5. Пневматический двойной балансный цилиндр, который уравновешивает скользящий блок и вес пуансона, чтобы уменьшить шум и удар Управление 6.PLC и импортированный двойной клапан безопасности; 7.Мокрое сцепление и гидравлическая защита от перегрузки.
5 22 30 37 Вес (приблизительный) кг 13600 19200 23200 26600 31600 Описание Кузнечный пресс 200 тонн Характеристики: 1. Сваренный корпус из стали, обработка при отпуске, высокая жесткость, точность и стабильность; 2. Вертикально расположенный коленвал, компактная конструкция; 3. Коленчатый вал подвергается шлифовальной обработке после высокочастотной закалки; 4. удлиненная прямоугольная направляющая с поверхностью из бронзовой пластины; 5. Пневматический двойной балансный цилиндр, который уравновешивает скользящий блок и вес пуансона, чтобы уменьшить шум и удар Управление 6.PLC и импортированный двойной клапан безопасности; 7.Мокрое сцепление и гидравлическая защита от перегрузки. Механический кузнечный пресс с механическим управлением 200ton Фотографии Технические данные ПУНКТ КОДЕКС Jh41-25 Jh41-45 Jh41-60 Jh41-80 Jh41-125 Номинальная вместимость Pe KN 250 450 600 800 1250 Ход слайдов S мм 80 120 140 160 180 Ход слайдов Фиксированный spm Времена / мин 100 80 70 60 50 Переменный (необязательно) spm Времена / мин 60-100 50-80 45-70 40-60 35-50 Макс.Высота высечки h4 мм 250 270 300 320 350 Регулировка высоты высечки t мм 50 60 70 80 90 Глубина горловины C1 мм 210 225 270 310 350 Расстояние между колоннами d1 мм 450 515 560 610 670 Размер нижнего ползуна FB b мм 250 340 400 460 520 LR a мм 360 410 480 540 620 Размер отверстия хвостовика Диаметр d мм 40 50 50 50 70 Глубина I мм 65 60 70 65 90 Размер валика FB D мм 400 440 520 600 680 LR C мм 720 825 930 950 1100 Толщина h5 мм 80 110 130 140 155 Диаметр отверстия отверстия для станины ¢ мм 150 150 150 180 200 Габаритные размеры FB A мм 1496 1585 1540 1765 2040 LR B мм 945 1075 1200 1200 1320 Высота H мм 2120 2391 2570 2725 3035 Мощность двигателя кВт 3 5.
Механический кузнечный пресс с механическим управлением 200ton Фотографии Технические данные ПУНКТ КОДЕКС Jh41-25 Jh41-45 Jh41-60 Jh41-80 Jh41-125 Номинальная вместимость Pe KN 250 450 600 800 1250 Ход слайдов S мм 80 120 140 160 180 Ход слайдов Фиксированный spm Времена / мин 100 80 70 60 50 Переменный (необязательно) spm Времена / мин 60-100 50-80 45-70 40-60 35-50 Макс.Высота высечки h4 мм 250 270 300 320 350 Регулировка высоты высечки t мм 50 60 70 80 90 Глубина горловины C1 мм 210 225 270 310 350 Расстояние между колоннами d1 мм 450 515 560 610 670 Размер нижнего ползуна FB b мм 250 340 400 460 520 LR a мм 360 410 480 540 620 Размер отверстия хвостовика Диаметр d мм 40 50 50 50 70 Глубина I мм 65 60 70 65 90 Размер валика FB D мм 400 440 520 600 680 LR C мм 720 825 930 950 1100 Толщина h5 мм 80 110 130 140 155 Диаметр отверстия отверстия для станины ¢ мм 150 150 150 180 200 Габаритные размеры FB A мм 1496 1585 1540 1765 2040 LR B мм 945 1075 1200 1200 1320 Высота H мм 2120 2391 2570 2725 3035 Мощность двигателя кВт 3 5. 5 5.5 7.5 11 Вес (приблизительный) кг 2450 3550 5150 6450 9550 КОД ПУНКТА ПУНКТ Jh41-160 Jh41-200 Jh41-250 Jh41-315 Jh41-400 Номинальная емкость Pe KN 1600 2000 2500 3150 4000 Ход скольжения S мм 200 220 220 220 250 250 Слайд Штрихи Фиксированный SPM раз / мин 45 45 30 30 30 Переменная (необязательно) SPM раз / мин 30-45 25-45 20-30 20-30 20-30 Макс. Высота высечки h4 мм 400 450 500 500 550 Регулировка высоты высечки t мм 100 110 120 120 120 Глубина горловины C1 мм 400 430 450 450 490 Расстояние между колоннами d1 мм 736 910 980 980 1050 Размер ползуна FB b мм 580 650 700 700 750 LR a мм 700 880 950 950 1020 Размер отверстия хвостовика Диаметр d мм 70 70 70 70 70 Глубина I мм 100 100 130 130 130 Размер валика FB D мм 760 840 880 880 950 LR C мм 1175 1390 1500 1540 1700 Толщина h5 мм 165 180 190 190 210 Диаметр отверстия отверстия в кровати ¢ мм 220 250 270 270 290 Габаритные размеры FB A мм 2305 2600 2660 2720 2850 LR B мм 1420 1540 1640 1680 1750 Высота H мм 3215 3800 3865 3865 4150 Мощность двигателя кВт 15 18.
5 5.5 7.5 11 Вес (приблизительный) кг 2450 3550 5150 6450 9550 КОД ПУНКТА ПУНКТ Jh41-160 Jh41-200 Jh41-250 Jh41-315 Jh41-400 Номинальная емкость Pe KN 1600 2000 2500 3150 4000 Ход скольжения S мм 200 220 220 220 250 250 Слайд Штрихи Фиксированный SPM раз / мин 45 45 30 30 30 Переменная (необязательно) SPM раз / мин 30-45 25-45 20-30 20-30 20-30 Макс. Высота высечки h4 мм 400 450 500 500 550 Регулировка высоты высечки t мм 100 110 120 120 120 Глубина горловины C1 мм 400 430 450 450 490 Расстояние между колоннами d1 мм 736 910 980 980 1050 Размер ползуна FB b мм 580 650 700 700 750 LR a мм 700 880 950 950 1020 Размер отверстия хвостовика Диаметр d мм 70 70 70 70 70 Глубина I мм 100 100 130 130 130 Размер валика FB D мм 760 840 880 880 950 LR C мм 1175 1390 1500 1540 1700 Толщина h5 мм 165 180 190 190 210 Диаметр отверстия отверстия в кровати ¢ мм 220 250 270 270 290 Габаритные размеры FB A мм 2305 2600 2660 2720 2850 LR B мм 1420 1540 1640 1680 1750 Высота H мм 3215 3800 3865 3865 4150 Мощность двигателя кВт 15 18. 5 22 30 37 Вес (приблизительный) кг 13600 19200 23200 26600 31600 Описание Кузнечный пресс 200 тонн Характеристики: 1. Сваренный корпус из стали, обработка при отпуске, высокая жесткость, точность и стабильность; 2. Вертикально расположенный коленвал, компактная конструкция; 3. Коленчатый вал подвергается шлифовальной обработке после высокочастотной закалки; 4. удлиненная прямоугольная направляющая с поверхностью из бронзовой пластины; 5. Пневматический двойной балансный цилиндр, который уравновешивает скользящий блок и вес пуансона, чтобы уменьшить шум и удар Управление 6.PLC и импортированный двойной клапан безопасности; 7.Мокрое сцепление и гидравлическая защита от перегрузки.
5 22 30 37 Вес (приблизительный) кг 13600 19200 23200 26600 31600 Описание Кузнечный пресс 200 тонн Характеристики: 1. Сваренный корпус из стали, обработка при отпуске, высокая жесткость, точность и стабильность; 2. Вертикально расположенный коленвал, компактная конструкция; 3. Коленчатый вал подвергается шлифовальной обработке после высокочастотной закалки; 4. удлиненная прямоугольная направляющая с поверхностью из бронзовой пластины; 5. Пневматический двойной балансный цилиндр, который уравновешивает скользящий блок и вес пуансона, чтобы уменьшить шум и удар Управление 6.PLC и импортированный двойной клапан безопасности; 7.Мокрое сцепление и гидравлическая защита от перегрузки. Д.
Д.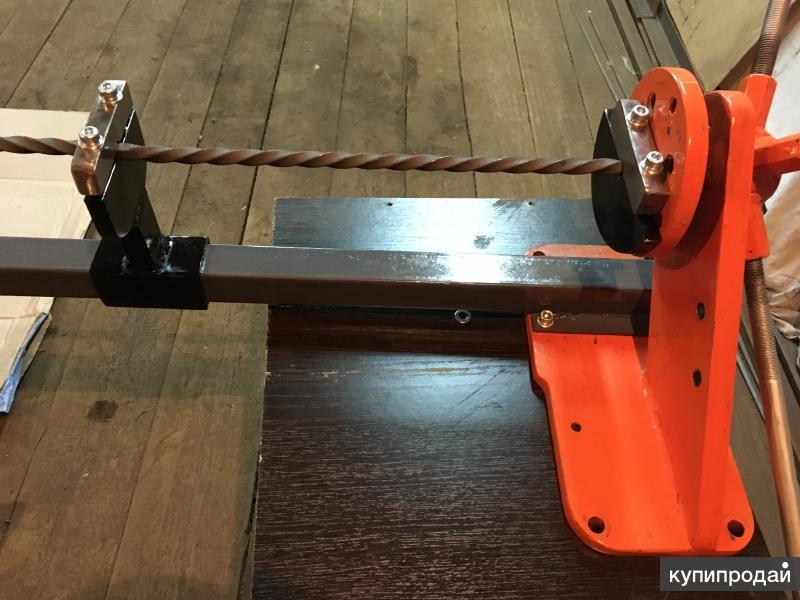 Мы можем предоставить интернет или услугу звонка в любое время.
Мы можем предоставить интернет или услугу звонка в любое время.
Холодная ковка своими руками как отдельный вид искусства – Советы по ремонту
Холодная ковка своими руками – метод формирования изделий из металла под давлением. Данный способ заключается в том, что металл не нагревается перед деформацией, а изгибается с помощью специальных станков. Кованые узоры украсят ограждения сада, перила лестниц, окна или входные двери. Простота и дешевизна позволят любому человеку быстро освоить процесс и самостоятельно воплотить в жизнь свои идеи.
Кованые узоры украсят ограждения сада, перила лестниц, окна или входные двери. Простота и дешевизна позволят любому человеку быстро освоить процесс и самостоятельно воплотить в жизнь свои идеи.
Методом холодной ковки можно создавать невероятно красивые изделия
Содержание
- 1 История возникновения кузни: описание холодной ковки
- 1.1 Базовые инструменты для холодной ковки в домашних условиях
- 2 Оборудование для вальцовки в домашних условиях
- 2.1 Гнутик: какие изделия можно создать с его помощью
- 2.2 Улитка: простой инструмент для создания завитков
- 2.3 Волна: как создать и пользоваться этим инструментом
- 2.4 Фонарик и твистер: особенности данных станков
- 3 Холодная ковка своими руками под прессом: создание заготовок для формирования изделий
- 3.1 Стили и элементы узоров: фото художественной ковки
- 3.2 Крепление элементов узора: последняя обработка металла
История возникновения кузни: описание холодной ковки
Ковка – это процесс обработки металла для придания ему желаемой формы, превращения заготовки (болванки) в продукт. У людей, которые незнакомы с особенностями работы по металлу, слово «кованый» ассоциируется с кузней, где болванку разогревают от 800 до 1000°С и обрабатывают молотом для придания формы. Но в быту чаще используются предметы, сделанные путем холодной ковки. Кастрюли, чайники, узоры на воротах и дверях, металлические подставки выполнены путем деформирования металла под давлением без предварительного нагрева.
У людей, которые незнакомы с особенностями работы по металлу, слово «кованый» ассоциируется с кузней, где болванку разогревают от 800 до 1000°С и обрабатывают молотом для придания формы. Но в быту чаще используются предметы, сделанные путем холодной ковки. Кастрюли, чайники, узоры на воротах и дверях, металлические подставки выполнены путем деформирования металла под давлением без предварительного нагрева.
Красивые кованые элементы можно создавать даже в домашних условиях без наличия специального дорогостоящего оборудования
Холодная ковка – более легкий, безопасный и эргономичный способ обработки, чем горячая. Главные преимущества:
- оборудование для холодной ковки металла дешевое и эргономичное;
- небольшая трудоемкость;
- быстрое обучение работе, низкие требования к квалификации;
- возможность создания уникального орнамента из базовых элементов.
Минусом является ограниченность рабочих поверхностей и материалов: прутьев, листов и пластин.
Холодная ковка — один из древних методов обработки металла
Ручная холодная ковка исторически старше, чем горячая. Первые изделия обнаружены в Египте и Месопотамии и датируются 4-3 тысячелетием до нашей эры. Изначально использовалась руда, которая поддавалась деформации после удара камнем. Холодная ковка применялась для изготовления украшений из золота. Мягкий металл было удобно обрабатывать каменными молотками. Самое древнее изделие найдено в Египте, оно изготовлено 8 тысяч лет назад.
Спустя несколько столетий, наблюдая за вулканами, люди узнали, что благодаря высокой температуре придавать металлам форму намного легче. Начали строить доменные печи – появилась профессия кузнеца. Каменный век сменился железным, в быт людей вошли не только украшения, но и посуда, оружие, садовые инструменты. Принцип работы кузни сохранился до сих пор, но оборудование для холодной ковки было модернизировано.
Используя современное оборудование можно создавать изделия с большим количеством кованых элементов
Базовые инструменты для холодной ковки в домашних условиях
Создание уникального изделия всегда начинается с расчетов материала и разработки подробного плана работы. Легче всего продумать ходы, создавая эскизы кованых изделий в масштабе, записывая размеры и подбирая нужные инструменты. Особого внимания заслуживает выбор материала. Металл должен быть прочным, но легко изгибаться.
Легче всего продумать ходы, создавая эскизы кованых изделий в масштабе, записывая размеры и подбирая нужные инструменты. Особого внимания заслуживает выбор материала. Металл должен быть прочным, но легко изгибаться.
Важно! Закаленные листы или прутья использовать нельзя. Под воздействием перепада температуры структура металла меняется, он становится хрупким и может сломаться под давлением.
Существует два вида ковки металла своими руками – вальцовка (работа с прутьями) и штамповка (выдавливание листов под прессом). В домашних условиях чаще используется первый вариант. Для прессования листов нужно сделать специальную заготовку для деформации. Распространенные инструменты для вальцовки: гнутик, улитка, твистер, волна и фонарик.
Элементы холодной ковки можно использовать для украшения лестницы
Гнутик – базовый инструмент, применяется для изгибания прутьев под разными углами. Спиральные элементы холодной ковки закручиваются с помощью улитки. Для формирования лучше всего выбрать прутья диаметром 10-12 мм. Выбор слишком толстого материала может существенно усложнить работу мастера.
Для формирования лучше всего выбрать прутья диаметром 10-12 мм. Выбор слишком толстого материала может существенно усложнить работу мастера.
Станок твистер используют для скручивания прутьев по продольной оси. Волна, соответственно, предназначена для создания волнообразных элементов. Инструмент фонарик применяется для работы сразу с несколькими прутьями. Они устанавливаются на оснастку и сгибаются путем вращения рычага.
Оборудование для вальцовки в домашних условиях
Приспособления для холодной ковки своими руками можно купить или сделать самостоятельно из подручных средств. Изначально нужно создать 2-3 базовых верстака для обработки одного прута. Конструкция и сложность изготовления зависят от типа выполняемой работы. Тщательное изучение процесса позволит сделать оборудование самостоятельно.
Для создания сложных кованых изделий понадобится не один верстак
Гнутик: какие изделия можно создать с его помощью
Чертежи гнутика для холодной ковки своими руками создавать необязательно. Достаточно один раз посмотреть на принцип работы, чтобы самостоятельно сделать инструмент. Станок представляет собой стальную оснастку, которая разделена на три части. Средний элемент (поводок) подвижный, на нем закреплен центральный валик (клин), который сгибает прут. На боковых пластинках валики делаются сменными и вставляются в паз. Выбирая разный диаметр, можно варьировать угол изгиба прута или пластины. Сверху на поводке закрепляют рычаг, который приводит конструкцию в движение.
Достаточно один раз посмотреть на принцип работы, чтобы самостоятельно сделать инструмент. Станок представляет собой стальную оснастку, которая разделена на три части. Средний элемент (поводок) подвижный, на нем закреплен центральный валик (клин), который сгибает прут. На боковых пластинках валики делаются сменными и вставляются в паз. Выбирая разный диаметр, можно варьировать угол изгиба прута или пластины. Сверху на поводке закрепляют рычаг, который приводит конструкцию в движение.
Обратите внимание! Изгиб прута требует большого усилия, поэтому закрепление верстака на подвижную опору приведет к неправильному сгибанию и затруднит работу.
Валики должны свободно вращаться в отверстиях, что уменьшит силу, которую нужно приложить для изгиба пластины. Пазы для валиков можно просверлить в нескольких местах симметрично друг другу. Это позволит быстро перемещать детали, варьируя нужный угол сгибания.
Гнутик помогает сгибать металлические прутья под любыми углами
Механизм изгибания металла гнутиком:
- пластина или прут устанавливается между валиками;
- тисками центральный валик прижимается к металлу;
- путем вращения рычага пластина перемещается вдоль валика, приобретая заданный изгиб.


Для удобства под центральный валик ставят лимб (ленту с делениями, показывающую высоту угла). Он используется для изготовления с высокой точностью деталей, которые должны идеально соответствовать друг другу.
Инструмент вальцовки гнутик довольно прост в использовании
Улитка: простой инструмент для создания завитков
Второе название – кондуктор для холодной ковки своими руками. Для изготовления необходимо ознакомиться с процессом сгибания, например, посмотреть видео ковки. Тогда сама конструкция не вызовет вопросов и окажется легкой для повторения. Верстак представляет собой станину, на которой стоит главная матрица или спиральный модуль. В улитку загоняется прут и обходится металлическим роликом, прижимаясь к дуге. Каркас должен быть сделан из металла, так как дерево после длительного напряжения быстро разрушается. Для этой цели подойдут металлический уголок, толстостенная труба или швеллер.
Станок рассчитан на две столешницы. Одна выполняет функцию опоры и принимает на себя большую часть давления, а на второй размещается форма улитки. Вырезаются два круга толщиной не менее 5 мм. Первая часть устанавливается на каркас. Сверху намечается центр круга, приваривается трех- или четырехстворчатая ножка для распределения нагрузки.
Вырезаются два круга толщиной не менее 5 мм. Первая часть устанавливается на каркас. Сверху намечается центр круга, приваривается трех- или четырехстворчатая ножка для распределения нагрузки.
Верхняя часть улитки, на которой сгибается металл, называется модуль. Он может быть статичным или наборным.
Инструмент улитка позваляет создавать из кованого металла завитки
Статичный модуль – это приспособление для холодной ковки, предназначенное для выгибания однотипных деталей узора. Изменять радиус или угол изгиба нельзя. Перед началом формирования модуля на столешнице рисуется разметка. Из металлических пластин (толщиной не меньше 0,6 мм) набирается улитка и приваривается.
Наборной модуль состоит из нескольких частей. Его использование является самым распространенным для художественной ковки своими руками, так как позволяет создавать элементы разного радиуса. Изначально на столешнице рисуется разметка деталей и рассчитываются пазы. Из толстого металла вырезаются съемные части улитки.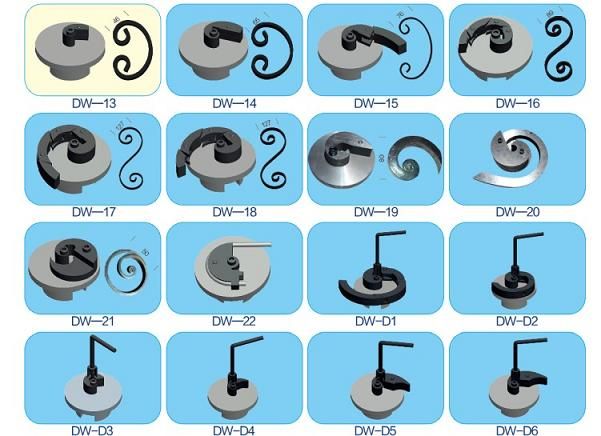 Отверстия для закрепления на столешнице нужно прорезать только посередине. В противном случае напряжение распределяется неравномерно и паз быстрее ломается.
Отверстия для закрепления на столешнице нужно прорезать только посередине. В противном случае напряжение распределяется неравномерно и паз быстрее ломается.
Модуль для ковки своими руками можно сделать сменным. На металлический круг приваривается конструкция необходимого радиуса. Пазами или болтами она прикрепляется к столешнице. Для изготовления элементов разного диаметра делают несколько модулей, которые можно использовать на одном станке.
Наборной модуль позволит создать из кованого метала завитки различного радиуса
Между столешницами нужно закрепить вращающийся вал и рычаг. Необходимо, чтобы расстояние между роликом и модулем было не меньше 2 см, а ход вала должен выходить за пределы столешницы. На ручке рычага устанавливают подвижный элемент для регулировки радиуса хода ролика.
Волна: как создать и пользоваться этим инструментом
Волна – инструмент для ковки линий по типу синусоиды. Вытачивается два валика по заданным размерам. Первый ролик – статичный (вокруг него будет выгибаться прут), он фиксируется на опоре. Второй – ведущий, он закреплен на рычаге и вращается при соприкосновении с поверхностью. Между валами образуется давление, которое действует на металл и заставляет его изгибаться.
Второй – ведущий, он закреплен на рычаге и вращается при соприкосновении с поверхностью. Между валами образуется давление, которое действует на металл и заставляет его изгибаться.
Статичный валик можно выточить в форме ступенчатой пирамиды. Таким образом радиус волны можно будет изменять, перемещая рычаг и прут выше на деление. При использовании такого станка одну сторону всегда нужно удерживать, чтобы не повредить изгиб. Для более точного повторения формы волны вытачиваются два статичных валика, один из которых удерживает прут в нужном положении, не допуская дальнейшего деформирования, а на втором проводится сгибание.
Сделать прут волнообразным поможет инструмент «Волна»
Фонарик и твистер: особенности данных станков
Фонарик – это оборудование холодной ковки для работы с несколькими прутьями и создания объемных корзинок. Чтобы не конструировать станину, для закрепления инструмента можно использовать обычные тиски. Инструмент состоит из трех частей: двух матриц и валика. Матрицу можно сделать из крепкого, желательно закаленного металла шириной 4-5 см.
Матрицу можно сделать из крепкого, желательно закаленного металла шириной 4-5 см.
В каждой матрице вытачивается центральное отверстие, в которое монтируется валик. По бокам делают пазы для установки прутьев. Вторая матрица должна свободно перемещаться вдоль рычага, так как при деформации расстояние между рабочими поверхностями уменьшается. При вращении рычага прутья сгибаются по спирали, образуя конструкцию, похожую на фонарик. Изделия из металла своими руками, которые состоят из нескольких прутьев, закрепляют сваркой.
Подобную конструкцию имеет станок твистер. Однако вместо вала в матрицу вставляется прут, который прижимают пластиной или болтами. Между ними нужно установить подвижный элемент, при вращении вала подающийся вперед. Прут скручивается по продольной оси, образуя симметричную спираль.
Создавать кованые элементы можно используя инструменты фонарик и твистер
Важно! Ходовая матрица с каждым вращением должна приближаться к статичной.
 Если она будет закреплена в одном положении, мастеру придется прилагать больше усилий для выполнения изгиба прутьев.
Если она будет закреплена в одном положении, мастеру придется прилагать больше усилий для выполнения изгиба прутьев.Холодная ковка своими руками под прессом: создание заготовок для формирования изделий
На кованых ограждениях и заборах часто можно заметить не только геометрические узоры, но и цветы, бабочек, листья и прочие элементы декора. Они также выполнены путем применения техники холодной ковки, но методом вальцовки, а не штамповки.
Объемные кованые изделия своими руками делаются из листовой заготовки. Работа с прессом в домашних условиях менее распространенная, чем вальцовка. Выдавливание листов под прессом может быть как ручное (выбивное и вдавливаемое), так и автоматическое. В домашних условиях дешевле использовать ручную штамповку. Для этого мастеру необходимо сделать несколько заготовок, которые под давлением будут отпечатываться на металлическом листе.
Чертеж будущего кованого изделия существенно облегчит труд мастера
Оборудование для ковки металла:
- Пуансон (пресс-штемпель или шплинтон) – верхняя часть пресса, она продавливает лист внутрь. Давящая сторона штампа может быть рисующей или гладкой.
- Матрица – элемент, который выполнен по форме необходимого объекта. Нанесенный рельеф под действием давления деформирует пластину, придавая ей необходимую форму.
- Рычаг пресса – ручка или реле для сближения матриц и регулировки силы пресса.
 Давящая сторона штампа может быть рисующей или гладкой.
Давящая сторона штампа может быть рисующей или гладкой.Перед началом работы необходимо создать рисунок будущего изделия. Эскизы художественной ковки переносятся на заготовку, она обрезается и стачивается по краям. В качестве верстака для прессования можно использовать обычные тиски. Удобнее всего разместить их в вертикальном положении, чтобы пластина лежала горизонтально плоскости. Таким образом, пластина будет располагаться точно между матрицами и не выскользнет во время вращения рычага.
Различные типы верстаков позволяют создавать уникальные кованые элементы
Простую ковку металла в домашних условиях можно выполнить зубилом и молотком. В таком случае зубило выступает как пуансон, наковальня – матрицей, а молоток – рычагом.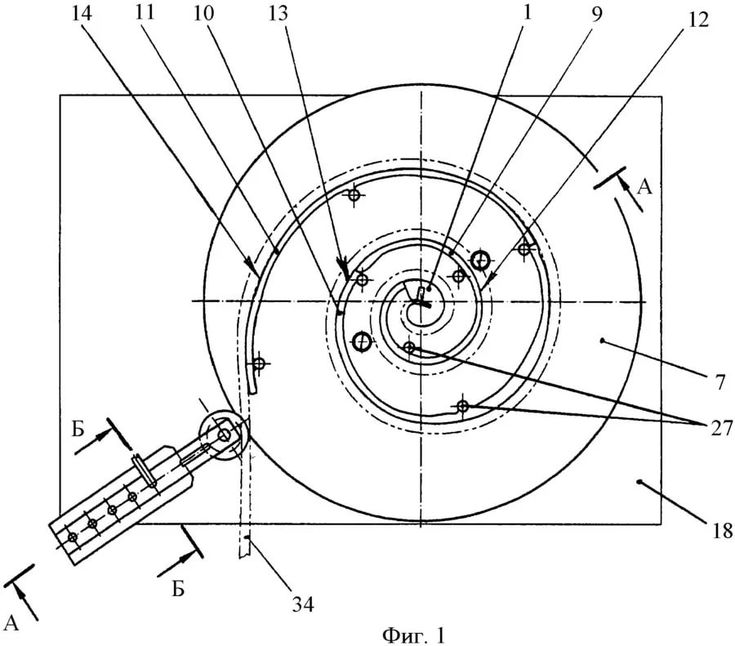 Для лучшего пропечатывания рисунка под лист можно положить пластину с насечками. Так рельеф будет более четким и красивым.
Для лучшего пропечатывания рисунка под лист можно положить пластину с насечками. Так рельеф будет более четким и красивым.
Важно! Металл, который используется при штамповке, должен быть мягче, чем пуансон и матрица. В противном случае инструменты быстро сломаются.
Чтобы сделать элемент «лист», из металлической пластины толщиной 20-30 мм вырезают заготовку нужной формы. На ней карандашом по центру рисуется продольная линия. Боек зубила ставится под углом к этой прямой. После удара по ручке на пластинке отпечатывается линия, похожая на жилки у листочков.
Методом холодной ковки можно создавать объемные элементы
Сформировать необходимый объем изделия холодной ковки можно плоскогубцами. Деталь зажимается между тисками и выгибается в нужной форме. Такая работа хорошо подходит для выполнения небольшого количества элементов в целях личного использования. Процесс отбивания рисунка вручную занимает много времени, он довольно монотонный и требует большой точности.
Штампы для постоянной работы (в виде листьев, лепестков, цветов и т.д.) выгоднее приобрести, так как точное обтачивание двух одинаковых элементов – очень сложный процесс. Основные части вытачивают из болванки или отливают методом горячей ковки. Такая работа требует большого опыта и высокой точности. Пуансон и матрица должны совпадать. При сильном давлении неровности будут отпечатываться на изделии. Если несоответствие очень большое, то пресс раздавит заготовки – и придется начинать работу с нуля.
Стили и элементы узоров: фото художественной ковки
Создание красивого узора начинается с эскиза ковки. Мастер должен четко представлять картину, которую он хочет сделать. Изначально рисуется чертеж, рассчитываются материалы, количество необходимых элементов, выбираются станки и оснастки. Для того чтобы изделие смотрелось красиво, лучше сразу выбрать стиль, в котором оно будет выполнено. Пересматривая фото изделий холодной ковки, можно легко заметить, к какому направлению относится узор.
Красивые кованые изделия могут быть выполнены в различных стилях
Существует несколько стилей формирования кованого узора.
Романский стиль характеризуется строгостью и симметричностью. На ограждениях можно увидеть плотное расположение спиралей в одинаковом порядке, детали часто повторяются и однотипны. Это монументальный узор с использованием элемента волюта (С-образно закрученные односторонние завитки).
Готический орнамент. Мало кто знает, что современные ограждения и заборы чаще всего выполняются именно в этом стиле. Характерная черта – стремление вверх. Прутья заостренные, заканчиваются навершиями в виде стрел, копий или острых шипов. Спиральные элементы, применяемые в этом стиле, называются просечками, и выглядят они как разветвленный в разные стороны стебель. Для разнообразия между прямыми прутьями добавляются фонарики или объемные спирали.
Изделия в стиле барокко являются наиболее распространенными
Ренессанс встречается очень редко. В этом стиле заостренные угольчатые элементы практически не используют. Основа – круглые дуги, спирали и волны. Разветвление металлических прутьев украшают листьями или цветами, изящные изгибы приобретают форму восьмерки. Характерные элементы – просечка, спираль, волюта и восьмерка. Стиль очень гармоничен, детали устанавливаются симметрично в виде переплетенных линий.
В этом стиле заостренные угольчатые элементы практически не используют. Основа – круглые дуги, спирали и волны. Разветвление металлических прутьев украшают листьями или цветами, изящные изгибы приобретают форму восьмерки. Характерные элементы – просечка, спираль, волюта и восьмерка. Стиль очень гармоничен, детали устанавливаются симметрично в виде переплетенных линий.
Барокко – полная противоположность ренессансу. Стиль ажурный и очень пышный. Используются С-образные спирали, волюты, завитки, изогнутые линии и замысловатые узоры. К плетениям добавляют объемные листья и цветы, создается динамичность формы.
Рококо. Для этого направления характерно использование тонких прутьев и двусторонних завитков. Рокайльный орнамент создает постоянное движение, отличается филигранностью и объемными узорами. На фото холодной ковки заметны ассиметричность и дробный орнамент. Неприемлемо применение прямых прутьев и плоских решеток.
Классический стиль позволяет сочитать в себе различные кованые элементы
Классицизм. Красивый, хотя и простой стиль, который вернул в моду симметрию. Для создания орнамента применяют завитки, просечки, спирали и прямые прутья. В использование вводят еще один элемент – меандр (ломаные линии или изогнутые под прямым углом прутья). В ограждениях всегда строго выдерживается вертикальная архитектоника.
Красивый, хотя и простой стиль, который вернул в моду симметрию. Для создания орнамента применяют завитки, просечки, спирали и прямые прутья. В использование вводят еще один элемент – меандр (ломаные линии или изогнутые под прямым углом прутья). В ограждениях всегда строго выдерживается вертикальная архитектоника.
Ампир характеризуется наличием геометрического орнамента, длинных гладких прутьев. Основной элемент (волюта) видоизменен: удлиненная прямая линия с односторонними завитками на концах. Главное для данного стиля – это строгая простота, симметричная геометрия в сочетании со спиральными элементами.
Ар-нуво, или модерн, добавил в художественную ковку своими руками биологические мотивы. В стиле не используются прямые линии, только разнообразные изгибы, меандры, завитки и спирали. Симметричность уходит на задний план. Орнамент повторяет силуэт человека или животного, добавляются листья и цветы. Узор построен таким образом, что завитки равномерно перетекают друг в друга по всему орнаменту.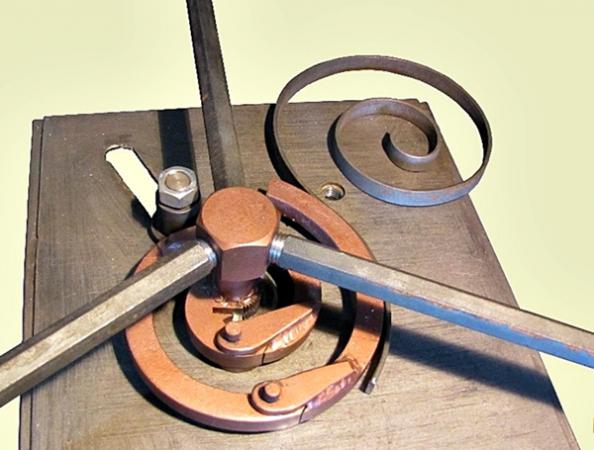
Красивый кованый узор сложно создать без чертежа
Если человек начнет работу без предварительного чертежа, он быстро запутается в создании изделия холодной ковки. Каждый узор должен быть максимально продуман, а правки, которые вносятся во время работы, лучше сразу переносить на эскиз, чтобы четко представлять, каким должен быть результат.
Обратите внимание! Даже при наличии фото кованых узоров нужно делать чертеж и разметку для точного размещения всех деталей.
Крепление элементов узора: последняя обработка металла
После того как все необходимые элементы орнамента созданы, начинается его формирование. Внешний вид узора может немного отличаться от эскиза. Чтобы определить возможные ошибки, нужно провести предварительный просмотр. Изначально узор можно выложить на плоской поверхности, не скрепляя его части. Таким образом можно оценить, насколько удалось воплотить задумку в жизнь, а также исправить недочеты в своей работе.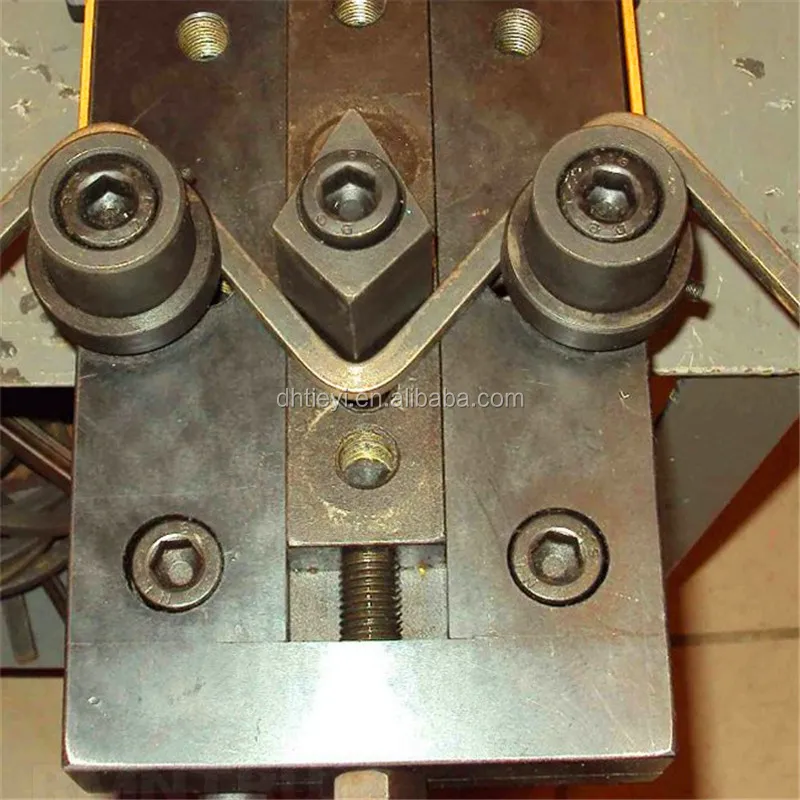 Начинать формирование узора без предварительного просмотра результата не стоит.
Начинать формирование узора без предварительного просмотра результата не стоит.
Изделия смотрятся более целостно, если элементы соединены с помощью сварки
Основных видов соединений два:
- сварочный шов;
- заклепки (или художественные хомуты).
Сварочный аппарат полезно использовать в тех местах, где шов соединения можно легко зачистить или он будет незаметен. Для сохранения эстетичности орнамента изделия из холодной ковки можно поставить фигурные заклепки. Они надежно скрепят составные части и дополнят декор.
Орнамент соединяют постепенно, в зависимости от количества деталей. Изначально скрепляют мелкие элементы, формируют просечки, витые линии и вензеля. Применяют сварку. Шов выравнивают болгаркой, используя зачистной круг толщиной 0,6 см. Он легко обходит изгибы и неровности. Крупные детали соединяют фигурными хомутами. Заклепки ставят симметрично друг другу, чтобы дополнить узор. В завершение работы орнамент обходят зачистным или полировочным кругом.
Холодная ковка позволяет создавать своими руками красивые и оригинальные изделия
Художественная ковка не только является бизнесом или работой, но и может быть занимательным хобби. Оборудование холодной ковки своими руками может сделать даже начинающий мастер из подручных материалов. Специалистов по холодной ковке можно смело назвать художниками, так как они создают красивые орнаменты из неотесанных прутьев, труб и листов. Подобные увлечения требуют полной отдачи и немалых затрат. Однако все вложенные средства и старания принесут свои плоды, если они подкреплены желанием создавать прекрасное.
Сделай сам | Создайте и создайте истинную ценность
Последние сообщения в блоге
Аренда оборудования для осенней уборки двора
В осенние месяцы любой задний двор легко превратить в беспорядок.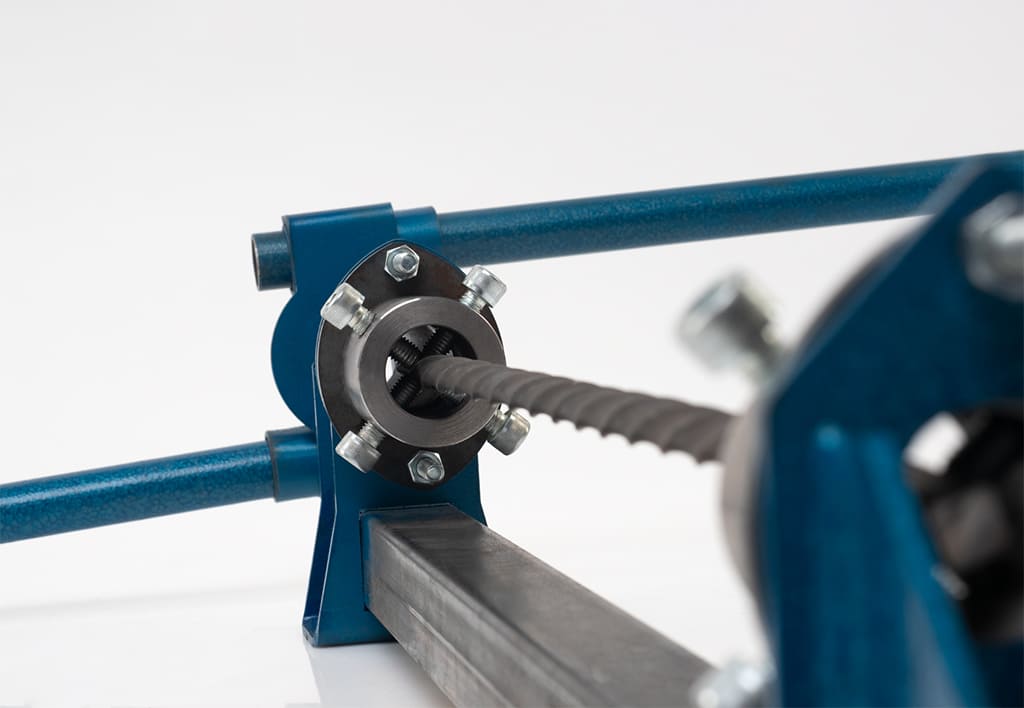 В конечном итоге это приводит к длинному списку вещей, которые вы хотели бы сделать до наступления зимы. У большинства людей нет оборудования для надлежащей уборки осеннего двора. Это включает в себя такое оборудование, как измельчители, аэраторы, воздуходувки…
В конечном итоге это приводит к длинному списку вещей, которые вы хотели бы сделать до наступления зимы. У большинства людей нет оборудования для надлежащей уборки осеннего двора. Это включает в себя такое оборудование, как измельчители, аэраторы, воздуходувки…
Идеи проекта для выходных в День памяти
День памяти известен как начало летнего веселья. Кемпинги, парки развлечений и пляжи обычно отмечают длинные выходные как открытие сезона. Если вы обнаружите, что остаетесь дома во время выходных, посвященных Дню памяти, есть еще одна вещь, с которой, как известно, начинаются праздничные выходные, которые могут быть…
Подробнее Идеи проектов для выходных в День памятиМы делаем аренду легкой и приятной!
Ни для кого не секрет, что практически все, что только можно вообразить, можно арендовать. Все, от принадлежностей для вечеринок до тяжелой техники, можно арендовать по доступной цене, если знать, где искать. Однако то, что это выглядит легко, не всегда означает, что это так. Самая большая проблема с арендой заключается в том, что…
Все, от принадлежностей для вечеринок до тяжелой техники, можно арендовать по доступной цене, если знать, где искать. Однако то, что это выглядит легко, не всегда означает, что это так. Самая большая проблема с арендой заключается в том, что…
Сделайте свой газон особенным этой весной
Подумайте о том, чтобы обновить свой газон, особенно после зимы, когда он выглядит мертвым или заросшим сорняками, и надежды не видно. Весенний ремонт газона можно выполнить за один день, если усердно потрудиться и взять напрокат несколько инструментов. На этот раз убедитесь, что вы тщательно заботитесь о своем газоне, чтобы не…
Читать далее Сделайте свой газон особенным этой веснойПреобразите незавершенную комнату в вашем доме этой зимой
Есть мысли превратить этот пустой чердак или подвал во что-то полезное в этом году? Превратите дополнительное время, которое вы вынуждены проводить в помещении этой зимой, в работу над проектом. Как показывают исследования, вы не пожалеете. Средний размер американского дома только вырос за последние несколько десятилетий…
Как показывают исследования, вы не пожалеете. Средний размер американского дома только вырос за последние несколько десятилетий…
Как использовать измельчитель щеток
Измельчитель кустов может быть бесценным инструментом для любого типа расчистки или очистки ландшафта, но для максимальной эффективности его необходимо использовать правильно. Научившись безопасно пользоваться измельчителем щеток, вы сможете превратить даже сложную работу по очистке в быструю и эффективную работу. О измельчителях щеток Измельчители щеток…
Лучшие домашние обновления
Если вы хотите обновить внешний вид своего дома, чтобы он соответствовал вашей индивидуальности, удовлетворить меняющиеся потребности вашей семьи или подготовиться к продаже недвижимости, есть много простых проектов, которые вы можете рассмотреть. Эти лучшие обновления для дома обязательно освежат ваш дом и подарят вам гордость за владение этим очень важным пространством….
Эти лучшие обновления для дома обязательно освежат ваш дом и подарят вам гордость за владение этим очень важным пространством….
Бесплатная доставка и самовывоз
Journagan True Value будет по-прежнему ОТКРЫТ, чтобы служить нашему сообществу в эти трудные времена. Для безопасности наших клиентов и сотрудников мы ежечасно проводим санитарную обработку магазина. Мы предлагаем бесплатную доставку в районе Авроры. Позовите свой заказ, и мы соберем его, чтобы доставить его вам. Мы тоже собираемся…
Подробнее Бесплатная доставка и самовывозСоветы по вырубке деревьев
Хотя верно то, что большинство домовладельцев с бензопилой (и силой духа) могут срубить дерево, следует подчеркнуть, что к этому проекту нужно подходить с максимальной осторожностью. Безопасность – забота номер один. Опасны не только бензопилы, но и падающие деревья. Это логично…
Безопасность – забота номер один. Опасны не только бензопилы, но и падающие деревья. Это логично…
Как установить раковину на кухне и в ванной
Если вы хотите украсить свою кухню или ванную комнату новой блестящей раковиной и смесителем, вы будете рады узнать, что с этой работой могут справиться даже те, у кого есть небольшой опыт в рукоделии. В зависимости от объема общей работы, это, как правило, проект выходного дня, который часто завершается всего за пару…
Подробнее о том, как установить раковину на кухне и в ваннойПереход от обоев к покраске
При ремонте комнаты в своем доме многие люди делают выбор в пользу обоев. Как правило, единственной необходимой подготовкой является заделка отверстий или повреждений стены, а затем просто поклейка обоев. Однако есть немного больше проблем, когда выбор состоит в том, чтобы перейти от оклеенных обоев…
Как правило, единственной необходимой подготовкой является заделка отверстий или повреждений стены, а затем просто поклейка обоев. Однако есть немного больше проблем, когда выбор состоит в том, чтобы перейти от оклеенных обоев…
Обеспечение безопасности при использовании цепной пилы
Острые предметы и падающие ветки деревьев над вашей головой могут привести к катастрофе, если не будут приняты надлежащие меры предосторожности. Вот способы обеспечения безопасности при работе с цепной пилой: Основы Первое, что нужно сделать, это надеть стандартное защитное снаряжение. Это включает в себя каску, безопасность…
Читать далее Безопасность при использовании цепной пилыУход за газоном весной
Пренебрежительное отношение к газону в это время года приведет к повреждению, которое сохранится в течение всех четырех сезонов. Поэтому важно знать, что вы должны делать, чтобы позаботиться о своем газоне весной, чтобы вы могли наслаждаться пышным зеленым газоном круглый год, каждый год. Однако не волнуйтесь; весенний газон…
Поэтому важно знать, что вы должны делать, чтобы позаботиться о своем газоне весной, чтобы вы могли наслаждаться пышным зеленым газоном круглый год, каждый год. Однако не волнуйтесь; весенний газон…
Универсальность влажной/сухой уборки
Вода или грязь? Это не имеет значения, потому что влажный/сухой пылесос может собрать и то, и другое. Универсальность пылесосов для влажной и сухой уборки является причиной того, что многие люди предпочитают арендовать их или владеть ими. Вот лишь несколько причин, по которым вы можете выбрать один из них: 1) ЗатоплениеЕсли у вас начинает подниматься много воды, а вы не…
Подробнее Универсальность пылесоса для влажной/сухой уборкиСоветы по созданию собственной ямы для костра на заднем дворе
Сидеть вокруг костра. Это традиция, которая уходит корнями дальше, чем записанная история, и существует по многим причинам. Самый простой из них заключается в том, что это просто расслабление. Что может быть лучше, чтобы провести летний вечер, чем собраться у костра с семьей и друзьями? Больше и…
Это традиция, которая уходит корнями дальше, чем записанная история, и существует по многим причинам. Самый простой из них заключается в том, что это просто расслабление. Что может быть лучше, чтобы провести летний вечер, чем собраться у костра с семьей и друзьями? Больше и…
Что нужно знать о воздуходувках для листьев
Любой, у кого есть большой газон, понимает, как тяжело сгребать газон в течение нескольких часов и оставаться с болью в мышцах. В течение года усилия, которые вы вкладываете в сгребание, могут стать более тяжелыми. Чтобы сэкономить время и энергию, подумайте об аренде воздуходувки. Воздуходувки быстро собирают мусор с газона и…
Узнайте больше, что вам нужно знать о воздуходувках для листьевУ нас есть все для вашего следующего проекта копания
Независимо от того, насколько велик или мал ваш следующий проект копания, у нас есть все, что вам нужно. Чтобы узнать больше о том, как сделать копание легким и приятным, следуйте этим советам о том, какое оборудование и инструменты использовать.
Прежде чем начинать какой-либо проект раскопок, обязательно позвоните по номеру 811 или в местную или государственную коммунальную службу…
Чтобы узнать больше о том, как сделать копание легким и приятным, следуйте этим советам о том, какое оборудование и инструменты использовать.
Прежде чем начинать какой-либо проект раскопок, обязательно позвоните по номеру 811 или в местную или государственную коммунальную службу…
Как убрать пятна с крыши
Наиболее распространенной причиной появления пятен на черепице являются сине-зеленые водоросли, известные как Gloeocapsa Magma, которые распространены во влажных районах страны. Хотя на водоросли, грязь или плесень, безусловно, неприятно смотреть, наибольший вред, который они, скорее всего, нанесут вашему дому, — это снижение стоимости при перепродаже. Быть…
Читать далее Как убрать пятна с крышиКак защитить растения от мороза
Многие растения устойчивы к некоторым перепадам температур, но когда угрожают заморозки, разумно принять меры для защиты нежных растений. Защищая растения от повреждения морозом, садоводы избегают разочарований, связанных с потерей целых растений и необходимостью переделывать ландшафт, разрушенный холодным периодом…
Защищая растения от повреждения морозом, садоводы избегают разочарований, связанных с потерей целых растений и необходимостью переделывать ландшафт, разрушенный холодным периодом…
Как сделать кузницу на заднем дворе своими руками
Новые увлечения могут быть дорогими. Помните деньги, которые вам пришлось выложить, когда вы в последний раз взялись за что-то новое? Наверное, это было больно. Но я здесь, чтобы сказать вам, что это не обязательно должно быть в случае кузнечного дела на заднем дворе. Конечно, вы обычно получаете то, за что платите, но вы все равно можете получить массу удовольствия от кузнечного дела по дешевке. Вот как я только что установил бюджетную кузницу на заднем дворе всего за 30 долларов.
Приступаем к работе
Помимо молотков, огня и стали, двумя наиболее важными частями кузнечного дела являются наковальня и горн. Сломанная наковальня, которую я использую, взята взаймы у моего отца, хотя вы можете найти свою собственную на свалке всего за 20 центов за фунт. Что касается кузницы, то многие люди прекрасно обходятся изготовлением кузницы из автомобильного тормозного барабана. Припаяйте несколько ножек по бокам, добавьте старую ручную воздуходувку и наполните ее огнем.
Сломанная наковальня, которую я использую, взята взаймы у моего отца, хотя вы можете найти свою собственную на свалке всего за 20 центов за фунт. Что касается кузницы, то многие люди прекрасно обходятся изготовлением кузницы из автомобильного тормозного барабана. Припаяйте несколько ножек по бокам, добавьте старую ручную воздуходувку и наполните ее огнем.
Но если вы не можете найти эти сокровища на свалке, вы можете сделать кузницу из подручных материалов. Для этого эксперимента я использовал гриль для гамбургеров Hibachi за 5 долларов и несколько местных камней, которые, как я знаю, пожаробезопасны. Убедитесь, что вы взяли камни из сухого места и протестировали их на костре (находясь на расстоянии), чтобы убедиться, что они не взорвутся. НИКОГДА не используйте камни, которые вы собрали у водного пути (высокая скорость взрыва). Что касается моего кузнечного вентилятора, фиолетовый фен моей дочери работает отлично. У него даже есть переменная скорость! Я приклеил его к трубе, которая входит в фитинг, прикрепленный к нижней части гриля. А что это бельмо на глазу горит? Я использую то же топливо, что и пограничные кузнецы — древесный уголь. Да, он быстро сгорает, и ваш металл не прогреется слишком далеко до оранжевого каления. Тем не менее, цена подходящая, доступность есть, и он горит очень чисто. На самом деле здесь достаточно чисто, чтобы приготовить себе обед на догорающих углях, когда моя работа будет закончена.
А что это бельмо на глазу горит? Я использую то же топливо, что и пограничные кузнецы — древесный уголь. Да, он быстро сгорает, и ваш металл не прогреется слишком далеко до оранжевого каления. Тем не менее, цена подходящая, доступность есть, и он горит очень чисто. На самом деле здесь достаточно чисто, чтобы приготовить себе обед на догорающих углях, когда моя работа будет закончена.
Двигайся дальше
Кузнечное дело — сложное ремесло, полное переменных, и под руководством опытного наставника ты будешь продвигаться дальше и быстрее. Если вы можете учиться у профессионала, ваша кривая обучения будет короче. Но если все, что у вас есть, — это книга по кузнечному делу, вы можете освоить основы, немного почитав — а также методом проб и ошибок. Моими любимыми книгами о том, как начать кузнечное дело, являются «Край наковальни» Джека Эндрюса и «Ремесло черного кузнеца» Чарльза Макрейвена. С помощью небольшого книжного исследования, нескольких хорошо подобранных материалов и некоторого воображения вы можете создать свою собственную кузницу на заднем дворе за гораздо меньшую сумму, чем вы думаете. Вот разбивка моего списка поставок.
С помощью небольшого книжного исследования, нескольких хорошо подобранных материалов и некоторого воображения вы можете создать свою собственную кузницу на заднем дворе за гораздо меньшую сумму, чем вы думаете. Вот разбивка моего списка поставок.
Наковальня — я одолжил сломанную у отца — БЕСПЛАТНО
Пень под наковальней — комплименты моему двору — БЕСПЛАТНО
Гриль для гамбургеров — он будет служить рамой кузницы — находка со двора за 5 долларов
Rocks to line гриль — собрано в этом районе — БЕСПЛАТНО
Мешок с древесным углем — для использования в качестве альтернативы углю — 9,39 долл. США
Новый молоток — для отбивания металла — 10,45 долл. США
Обрывки 2-дюймовой трубы — для притока воздуха, нашел их в моем сарае – БЕСПЛАТНО
Фен – в качестве воздуходувки для кузницы, позаимствованный у моих детей – БЕСПЛАТНО
Плоскогубцы и тиски из моего ящика для инструментов – в качестве щипцов – БЕСПЛАТНО
Малярная лента – для крепления сушилки к трубе, без липкая масса клейкой ленты — 3,15 доллара
10 фунтов старых папок со свалки — для использования в качестве сырья для проектов — 2,09 доллара
Общая стоимость — 30,08 доллара, и все это работает
Пробовали ли вы заниматься ковкой на заднем дворе ? Расскажите нам свою историю, оставив комментарий.