Что представляет собой техническое обслуживание токарных станков
Как и любое другое производственное оборудование, токарные станки нуждаются в регулярном техническом обслуживании. Но что включает в себя список необходимых работ?
Техническое обслуживание токарных станков: основные этапы
Что представляет собой техническое обслуживание токарных станков?
Любое производственное оборудование нуждается в регулярном техническом обслуживании. Оно помогает значительно продлить срок эксплуатации устройств. Исключением не являются и токарные станки. Что же при этом необходимо иметь в виду?
Основные процедуры
Ежедневное обслуживание позволяет существенно уменьшить вероятность выхода оборудования из строя. Приступать к нему необходимо сразу после окончания рабочей смены, чтобы следующий оператор использовал уже полностью подготовленное к эксплуатации оборудование. Для этого необходимо удалить с поверхности токарного станка металлическую стружку и прочий мусор. Корпус и подвижные части оборудования обязательно протираются ветошью, смоченной в керосине. Это позволяет без проблем удалить скопившуюся грязь и остатки масла.
Корпус и подвижные части оборудования обязательно протираются ветошью, смоченной в керосине. Это позволяет без проблем удалить скопившуюся грязь и остатки масла.
Все поверхности станка, не имеющие лакокрасочного покрытия, обязательно смазываются маслом. Это позволяет избежать возникновения коррозионных процессов и преждевременного выхода станка из строя. Также не следует забывать наполнять масленки смазкой. При необходимости также производится проверка надежности крепления сверлящих и режущих элементов оборудования.
Иногда осуществить смазку не получается. Это может быть связано с поломкой оборудования. В таком случае нужно произвести ремонт станка . Если причина серьезная, лучше доверить эту работу профессионалам из нашей компании. Но порой суть проблемы заключается лишь в засорении фильтра. О том, что смазка поступает на ротор, сигнализирует вращение диска на бабке шпинделя. Если он не крутится, отключите питание станка.
Теперь можно снять фильтр и внимательно осмотреть его. Если на поверхности решетки имеются загрязнения, промойте ее керосином. Также обязательно проверьте уровень масла в резервуаре. При необходимости долейте технологическую жидкость и вновь установите фильтр на место.
Если на поверхности решетки имеются загрязнения, промойте ее керосином. Также обязательно проверьте уровень масла в резервуаре. При необходимости долейте технологическую жидкость и вновь установите фильтр на место.
Регулярное техническое обслуживание включает в себя тщательный осмотр станка в соответствии с активностью его эксплуатации. При этом ответственный сотрудник производит оценку изношенности основных элементов оборудования. Особое внимание уделяется таким деталям, как каретки, траверс и прочие детали, которые имеют трущиеся поверхности.
Также осмотру подвергаются ручки станка. При этом анализируется плавность переключения. Сотрудник также осматривает все соединения и проверяет надежность мест креплений. При необходимости их подтягивают. Во время проведения технического обслуживании внимание уделяется степени нагрева подшипников, оценивается уровень вибрации и проверяется наличие посторонних шумов, которые могут возникать при попадании внутрь оборудования инородных элементов. Обязательно контролируется технологическая и геометрическая точность устройства.
Обязательно контролируется технологическая и геометрическая точность устройства.
Таковы основные этапы технического обслуживания токарных станков. Если при проведении проверки обнаружатся какие-либо серьезные неполадки, доверять их устранение лучше профессионалам, работающим в нашей компании. Мы производим качественный и оперативный ремонт станков.
Обслуживание токарного станка: краткие рекомендации
03.05.2018
Внедрение автоматизации обеспечивает безопасную и эффективную работу оборудования. Однако, состояние производственных мощностей любого предприятия зависит не только от уровня автоматизации, но и от полноценного обслуживания каждой единицы оборудования. При несоблюдении режима эксплуатации возможны случаи поломок станков, нарушение режимов нормального функционирования, порча заготовок и снижение точности получаемых деталей.
Для предупреждения таких негативных последствий достаточно своевременно выполнять ряд операций по обслуживанию станка, что с течением времени доводится до автоматизма. Обеспечение сохранности оборудования и достижение качества продукции возможно за счет выполнения различных операций, о которых будет упомянуто ниже.
Обеспечение сохранности оборудования и достижение качества продукции возможно за счет выполнения различных операций, о которых будет упомянуто ниже.
Выполнение смазки элементов станка
Эффективное функционирование станка, устранение перегрева или выход из строя требует проверки смазки на всех элементах, нуждающихся в этом. Выполнение смазки предупреждает коррозию узлов и деталей.
Узлы токарного станка требуют особых условий по смазке: для суппорта, направляющих, пиноли, задней бабки необходимо проводить смазывание раз за смену.
Для смазки используется масло индустриальное, на модификациях оборудования указывается величина допустимого уровня жидкости.
Для токарных машин, предназначенных для работы по металлу, предъявляются такие требования, связанные с заменой масел:
-
при первичном применении замену масла выполняют через 10 дней с начала эксплуатации, а затем через 20 дней;
-
после замена проводится регулярно, но не реже одного раза в месяц.


Процесс регулирования и настройки деталей
Регулирование частей различных узлов станка требует выполнения определенных условий и предписаний. Отдельные элементы станка требуют проведения регулирования каждую смену, а другие – спустя некоторый период. Полная номенклатура деталей с отражением периода и условий регулирования отражена в руководстве по эксплуатации оборудования, так как эти показатели определяются в зависимости от модели станка.
Операции по регулированию подразделяются на две категории: выполнение настройки деталей, требующих привлечения специалиста высокой квалификации, настройка элементов более простых и часто настраиваемых конструкций. При достаточно высокой квалификации токарь может выполнить все работы самостоятельно. При отсутствии определенных навыков и опыта следует воспользоваться услугами наладчика.
Операции по наладке, выполняемые токаремСреди процедур, которые требуют довольно частой настройки, но не требуют высокой квалификации работника, следует отметить такие:
Операция по установке режущего инструмента
Режущие инструменты могут устанавливаться в течение смены по нескольку раз, что определяется характером выполняемых операций. Для этого используются резцедержатели, которые бывают поворотными и со сменными картриджами, что обеспечивает удобную и быструю установку.
Для этого используются резцедержатели, которые бывают поворотными и со сменными картриджами, что обеспечивает удобную и быструю установку.
Обычно выполняют установку двух-трех разных резцов, соблюдая последовательность:
-
выполняется закрепление резцов в резцедержателе с зажимом болтов и отступом вылета в размере 1-1,5 от высоты державки;
-
держатель подводится к задней бабке. Проводится выравнивание резца, благодаря использованию вращающегося центра. С помощью двух спецпластин резец поднимается до нужного положения;
-
выполняется полная затяжка болтов;
-
корректируется положение, держатель подводится к центру.
Операция по креплению заготовки
Имеется несколько методов закрепления заготовок, из которых наибольшее распространение получил зажим с использованием трехкулачкового самоцентрирующего патрона. Проведение процедуры выполняется в таком порядке:
Проведение процедуры выполняется в таком порядке:
-
используя ключ, следует выполнить разведение кулачков патрона для прохождения детали;
-
затем вставить ее правой рукой, левой рукой – выполнить поворачивание ключа до закрепления в патроне, где не должно быть стружки;
-
после того, как деталь будет зафиксирована, необходимо повернуть ключ, прилагая усилие. Для предотвращения биения следует контролировать, чтобы она была размещена в патроне на длину, составляющую не меньше её трети;
-
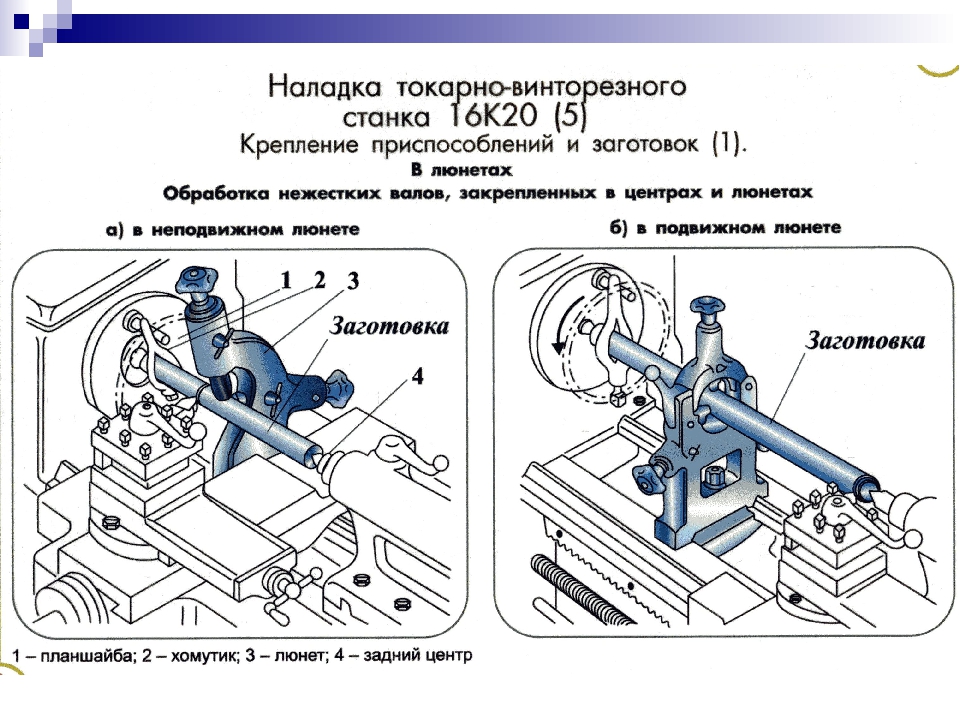
для длинного прута требуется отцентровка и фиксирование с противоположного конца, используя вращающийся центр. Добавочно может проводиться крепление в люнете, что позволяет предохранить деталь от биений и сдвигов.
Внимание! Важно при выборе детали учитывать припуски на крепление.
Выполнение перечисленных операций позволяет увеличить срок эксплуатации оборудования.
Токарные услуги с ЧПУ | Низкая стоимость, вовремя, по спецификации
Загрузите свои файлы САПР, получите мгновенное предложение по токарной обработке с ЧПУ и запустите свои детали в производство менее чем за 5 минут.
Получите мгновенную цитату Наши возможностиТокарный станок и приводной инструмент •Обработка поверхности•Срок поставки от 5 дней
Наши возможности токарной обработки с ЧПУ
От прототипа до полномасштабного производства. Наш широкий ассортимент токарных станков с ЧПУ и токарных центров позволит вам производить высокоточные и высококачественные детали, отвечающие даже самым строгим требованиям.
Не можете решить, какой процесс обработки лучше всего подходит для вас? Загрузите файл САПР для бесплатного расчета стоимости и проверки технологичности, в ходе которой будут выявлены любые труднообрабатываемые элементы.
Токарный станок с ЧПУ
Токарные станки с ЧПУ могут производить недорогие детали для простых цилиндрических форм. Живой инструмент доступен для более сложной геометрии и оценивается в каждом конкретном случае.
Токарный станок с ЧПУ в действии.
Максимальные возможности токарной обработки с ЧПУ
| Ограничения размера детали | Метрические единицы | Имперские единицы |
|---|---|---|
| Максимальный диаметр детали | 431 мм | 17 в |
| Максимальная длина детали | 990 мм | 39 в |
| Максимальный размах над кареткой | 350 мм | 13,7 дюйма |
| Максимальное сквозное отверстие шпинделя | 40 мм | 1,5 дюйма |
Максимальная скорость : 1700 об / мин
Моторная мощность : 640W
Загрузите свои детали, чтобы получить бесплатную цитату
Получите мгновенную цитату
Доступные материалы для CNC Machining
ЗДЕСЬ. материалов, доступных на нашей онлайн-платформе.
материалов, доступных на нашей онлайн-платформе.
Металлы с ЧПУ
| Алюминий | Нержавеющая сталь | Мягкая, легированная и инструментальная сталь | Другой металл |
|---|---|---|---|
| 6061-Т6 | 303 | Мягкая сталь 1018 | Латунь C360 |
| 6082 | 304Л | Медь C101 | |
| 7075-Т6 | 316Л | Мягкая сталь 1045 | Медь C110 |
| 5083 | 2205 Дуплекс | Легированная сталь 1215 | Титан класса 1 |
| 5052 | 17-4 | Мягкая сталь A36 | Титан класса 2 |
| 15-5 | Легированная сталь 4130 | Инвар | |
| 2014 | 416 | Легированная сталь 4140 | Инконель 718 | 2017 | 420 | Легированная сталь 4340 | Магний AZ31B |
| 2024 | 430 | Инструментальная сталь A2 | |
| 6063 | 440С | Инструментальная сталь A3 | |
| 7050 | 301 | Инструментальная сталь D2 | |
| А380 | Инструментальная сталь S7 | ||
| Микрофон 6 | Инструментальная сталь h23 | ||
| Инструментальная сталь O1 |
ЧПУ Пластик
| Пластик | Армированный пластик |
|---|---|
| АБС | Гаролит G-10 |
| Полипропилен | Полипропилен (ПП) 30%GF |
| Нейлон 6 | Нейлон 30%GF |
| Делрин (POM-H) | ФР-4 |
| Ацеталь (ПОМ-С) | ПММА (акрил) |
| ПВХ | ПЭЭК |
| ПЭВП | |
| СВМПЭ | Поликарбонат | ПЭТ | ПТФЭ (тефлон) |
Доступные покрытия для станков с ЧПУ
Покрытия наносятся после механической обработки и могут изменить внешний вид, шероховатость поверхности, твердость и химическую стойкость изготовленных деталей.
| Имя | Описание | |
|---|---|---|
| После механической обработки (Ra 3,2 мкм / Ra 126 мкм) | Это наша стандартная отделка. Детали обработаны и зачищены, острые кромки скошены. | |
| Гладкая обработка (Ra 1,6 мкм / Ra 63 мкм) | Гладкая обработка похожа на чистовую обработку, но с чуть менее заметными машинными следами. Детали обрабатываются на нижней подаче, ручная полировка не применяется. | |
| Дробеструйная обработка | Детали обработаны дробеструйной обработкой стеклянными шариками, в результате чего получается зернистая текстура. | |
| Матовый + анодированный тип II (глянцевый) | Детали шлифованы, а затем анодированы по типу II. Идеально подходит для повышения коррозионной стойкости детали. Обычно дает глянцевый цвет. | |
| Дробеструйная обработка + анодирование типа II (матовое) | Детали прошли дробеструйную обработку и анодированы по типу II. Идеально подходит для повышения коррозионной стойкости детали. Результат: естественные матовые цвета. Для глянцевых цветов выберите вариант матового анодирования. Идеально подходит для повышения коррозионной стойкости детали. Результат: естественные матовые цвета. Для глянцевых цветов выберите вариант матового анодирования. | |
| После механической обработки + анодированный тип III (твердое покрытие) | Детали обрабатываются и на поверхность непосредственно наносится анодирующее покрытие типа III. Идеально подходит для повышения коррозионной стойкости и износостойкости компонентов. | |
| С порошковым покрытием | Порошковое покрытие— прочное износостойкое покрытие, совместимое со всеми металлическими материалами. | |
| Матовый + электрополированный (Ra 0,8 мкм / Ra 32 мкм) | Детали обработаны щеткой и электрополированы. Идеально подходит для уменьшения микрошероховатости детали. | |
| Черный оксид | Наносимый на сталь черный оксид представляет собой конверсионное покрытие, используемое для повышения коррозионной стойкости и минимизации отражения света. | |
| Конверсионное хроматное покрытие | Детали обрабатываются и наносится хроматное конверсионное покрытие. Идеально подходит для повышения коррозионной стойкости детали при сохранении ее токопроводящих свойств. Соответствует RoHS. | |
| Матовый (Ra 1,2 мкм / Ra 47 мкм) | Детали обработаны щеткой с зернистостью #400–600. Идеально подходит для уменьшения шероховатости поверхности детали. | |
| Полировка (Ra 0,8 мкм / Ra 32 мкм) | Детали отполированы вручную в нескольких направлениях. Поверхность гладкая и слегка отражающая. |
Также доступны другие варианты отделки поверхности. Узнайте больше о наших возможностях отделки металлических и пластиковых поверхностей здесь.
Допуски
Мы соблюдаем стандарты ISO 2768 для обработки с ЧПУ.
| Пределы номинального размера | Пластмассы (ISO 2768-m) | Металлы (ИСО 2768-f) |
|---|---|---|
| от 0,5 мм* до 3 мм | ±0,1 мм | ±0,05 мм |
| Более 3 мм до 6 мм | ±0,1 мм | ±0,05 мм |
| Более 6 мм до 30 мм | ±0,2 мм | ±0,1 мм |
| От 30 мм до 120 мм | ±0,3 мм | ±0,15 мм |
| От 120 мм до 400 мм | ±0,5 мм | ±0,2 мм |
| От 400 мм до 1000 мм | ±0,8 мм | ±0,3 мм |
| От 1000 мм до 2000 мм | ±1,2 мм | ±0,5 мм |
| От 2000 мм до 4000 мм | ±2 мм |
- Пожалуйста, четко укажите на техническом чертеже допуски для номинальных размеров менее 0,5 мм.

В таблице ниже приведены рекомендуемые и технически допустимые значения для наиболее распространенных функций, встречающихся в деталях, обработанных на станках с ЧПУ.
Узнайте больше в нашем Техническом руководстве по обработке с ЧПУ.
| Особенность | Рекомендуемый размер | Возможный размер |
|---|---|---|
| Мин. размер элемента | Ø 2,5 мм | Ø 0,5 мм |
| Внутренние края | R 8 мм | R 0,25 мм |
| Минимальная толщина стенки | 0,8 мм (для металлов) 1,5 мм (для пластмасс) | 0,5 мм (для металлов) 1,0 мм (для пластмасс) |
| Отверстия | Диаметр: стандартные размеры сверл Глубина: 4 x диаметр | Диаметр: 0,5 мм Глубина: 10 x диаметр |
| Резьба | Размер: M6 или больше Длина: 3 x диаметр | Размер: M2 |
Обеспечение качества
- Сертификат ISO9001 Партнеры-производители по запросу
- Отчет о проверке включается в каждый заказ. Полные отчеты о проверке размеров по запросу
- Сертификаты материалов и протоколы испытаний доступны по запросу
- Контроль партии в соответствии с ISO2859
- Строгие соглашения о неразглашении со всеми партнерами-производителями
- Отслеживание производительности партнеров-производителей по срокам и качеству
 Полные отчеты о проверке размеров по запросу
Полные отчеты о проверке размеров по запросу Нил Гилбоди Директор по продажам ЕС
Дженнифер Каари Менеджер по работе со стратегическими клиентами в США
Дэвид Нгуен Инженер по продажам в регионе EMEA
Для бизнеса любого размера
Свяжитесь с нашей командой, чтобы получить доступ к этим услугам:
- Добавить концентраторы в качестве поставщика
- ISO 9001, сертификаты материалов, отчеты об испытаниях и отчеты с полными размерами
- Соглашения о неразглашении
- Литье из уретана и маркировка деталей
- Образец программы проверки (подробнее)
- Выделенный менеджер по работе с клиентами
Позвоните нам прямо на
,
или напишите нам по адресу sales@hubs. com
com
Получите ваши детали с ЧПУ всего за 5 дней
Загрузите свои проекты и получите мгновенный отзыв о технологичности, предложив лучший процесс, основанный на дизайне ваших деталей.
Получить мгновенную смету
календарь-время
Токарная обработка с ЧПУ | Услуги токарных станков с ЧПУ
Токарные услуги с ЧПУ | Услуги токарного станка с ЧПУ | Online Parts QuoteКомпания Fictiv названа лучшей производственной компанией Inc в 2022 году. Подробнее
Компания Fictiv названа лучшей производственной компанией Inc 2022 года. Подробнее
x
Процессы ЧПУ
- Мгновенное ценообразование и DFM
- Детали всего за 3 дня
- Жесткие допуски
Сокращение сроков выполнения заказов
Мгновенные расчеты цен и быстрое производство позволяют сократить время цикла на 50%.
Механические мастерские мирового класса
Получите доступ к тщательно проверенной и управляемой сети лучших механических мастерских по всему миру.
Гибкое ценообразование
Выбирайте между быстрыми и экономичными вариантами, чтобы найти лучшую цену.
Материалы для токарной обработки с ЧПУ
A2 Tool Steel
ABS
Acrylic
Aluminum
Brass
Bronze
Cast Iron
Copper
Delrin
Garolite G-10
HDPE
Nylon
PEEK
Polycarbonate
Полипропилен
PPS
PTFE
Нержавеющая сталь
Сталь
Титан
UHMW
Ultem
Инструментальная сталь A2
9Инструментальная сталь 0002 A2 обладает отличной износостойкостью и ударной вязкостью, обычно используется для изготовления приспособлений, инструментов, держателей инструментов, калибров и пуансонов.Срок изготовления мельницы:
Максимум 7 дней
Варианты отделки:
Пескоструйная обработка, виброгалтовка, черный оксид, порошковое покрытие
Узнать больше используется для прототипов перед литьем под давлением.
Время выполнения заказа на мельницу:
От 3 дней
Цвета:
Черный, нейтральный матовый цвет
Узнать больше
Акрил
Акрил — это устойчивый к царапинам пластик, который часто используется для резервуаров, панелей и оптики.
Срок изготовления:
Всего 3 дня
Цвета:
Оптически прозрачный, непрозрачный
Узнать больше
Алюминий
Алюминий является одним из самых популярных металлов отношение прочности к весу, низкая стоимость и возможность вторичной переработки.
Время задержки в мельнице:
As Fast As 3 Days
Сплавы:
6061-T6, 7075-T6, 7050, 2024, 5052, 6063, MIC6
Варианты отделки:
Алодин, Анодирование II , III, III + PTFE, ENP, пескоструйная обработка, никелирование, порошковое покрытие, барабанная полировка.
Узнать больше
Латунь
360 Латунь, также известная как латунь для свободной обработки, обычно используется для изготовления различных деталей, включая шестерни, компоненты замков, трубную арматуру и декоративные изделия.
Срок изготовления мельницы:
От 5 дней
Варианты отделки:
Пескоструйная обработка
Узнать больше содержание олова, железа и цинка.
Срок изготовления:
От 5 дней
Варианты отделки:
Возможна обработка после механической обработки, пескоструйная обработка или ручная полировка
Подробнее
Чугун
Чугун — надежный износостойкий материал, идеально подходящий для поглощения вибраций. Отлично подходит для зубчатых колес, оснований, шкивов и втулок.
Срок изготовления мельницы:
Максимум 7 дней
Варианты отделки:
Пескоструйная обработка, галтовка
Узнать больше естественный выбор шин, соединителей проводов и других электрических устройств.
Время заказа:
As Fast As 3 Days
Опции отделки:
Доступно в качестве приспособленного, взорваемого среды, или отрубленного вручную
. Делрин
Делрин
Делрин, или ацеталь, представляет собой пластиковый материал с низким коэффициентом трения и высокой жесткостью. Обладая относительно высокой прочностью и минимальным удлинением, Delrin может похвастаться превосходной точностью размеров.
Время выполнения заказа на мельницу:
От 3 дней
Цвета:
Белый, черный, коричневый
Оценки:
150, AF (13% PTFE заполнен), 30%, заполненный стеклянностью
Узнайте больше
Garolite G-10
Garolite G-10. (также известный как фенольный и эпоксидный промышленный ламинат) представляет собой композитный материал с низким коэффициентом теплового расширения. Он не впитывает воду и является отличным изолятором, что делает его пригодным для применения в электронике.
Время выполнения заказа мельницы:
От 7 дней
Цвета:
Зеленый, желтый
Узнать больше
ПЭВП
Полиэтилен высокой плотности (ПЭВП) — это скользкий пластик, из которого часто изготавливают заглушки и уплотнения. Он также является отличным электрическим изолятором, а также влагостойким и химически стойким.
Он также является отличным электрическим изолятором, а также влагостойким и химически стойким.
Срок изготовления мельницы:
От 3 дней
Цвета:
Белый, черный
Узнать больше
Нейлон
Нейлон — пластик общего назначения, устойчивый как к трению, так и к химическому износу. Два наиболее заметных варианта использования нейлона — это медицинские устройства и изоляция электроники, особенно винты и прокладки для печатных плат, монтируемых на панели.
Срок изготовления мельницы:
Всего за 3 дня
Узнать больше
PEEK
В условиях высоких нагрузок или высоких температур PEEK представляет собой отличный легкий пластиковый заменитель большинства мягких металлов. Кроме того, PEEK устойчив к влаге, износу и химическим веществам.
Время выполнения милью:
As Fast As 3 Days
Цвета:
Copaque Beige
Оценки:
Standard Peek, 30%, заполненный стеклянными
. , является термостойким, ударопрочным, огнестойким и одним из наиболее распространенных пластиков, используемых в производстве.
, является термостойким, ударопрочным, огнестойким и одним из наиболее распространенных пластиков, используемых в производстве.
Срок изготовления:
От 3 дней
Цвета:
Прозрачный, черный и глянцевый
Узнать больше
Полипропилен
Полипропилен (ПП) устойчив к большинству растворителей и химикатов, что делает его прекрасным материалом для изготовления лабораторного оборудования и контейнеров для различных применений. ПП также обладает хорошей усталостной прочностью.
Срок изготовления:
Максимально 3 дня
Цвета:
Белый (полупрозрачный или непрозрачный)
Узнать больше с превосходной термостойкостью, стабильностью размеров и электроизоляционными свойствами.
Срок изготовления:
Не позднее 7 дней
Цвета:
Натуральный (не совсем белый)
Узнать больше в, а также является отличным изолятором. Кроме того, это очень скользкий пластик, что делает его хорошим материалом для изделий с низким коэффициентом трения, таких как подшипники.
Срок изготовления мельницы:
От 3 дней
Цвета:
Черный, белый (непрозрачный)
Узнать больше
Нержавеющая сталь
Нержавеющая сталь обладает высокой устойчивостью к коррозии и ржавчине, что делает ее подходящей для ситуаций, когда деталь может подвергаться воздействию элементов в течение длительного периода времени. Нержавеющая сталь также достаточно податлива и пластична.
Срок изготовления мельницы:
Максимально 7 дней
Варианты отделки:
Черный оксид, электрополировка, ENP, пескоструйная обработка, никелирование, пассивация, порошковое покрытие, полировка в барабане, цинкование, виброгалтовка
Сплавы:
303, 304L, 316L, 410, 416, 440C, 17-4PH, Nitronic 60
Узнать больше включая приспособления, монтажные пластины, тяговые валы, оси, торсионы, шестерни, болты, шпильки, валы и конструкционные приложения.
Срок изготовления мельницы:
Не более 7 дней
Сплавы:
4140, 4130, A514, 4340
Типы углеродистой стали:
1018 Низкоуглеродистая, 1045 Углеродистая, оцинкованная Низкоуглеродистая
Варианты отделки:
Черный оксид, ENP, электрополировка, пескоструйная обработка, никелирование, порошковое покрытие, барабанная полировка, цинкование , Вибрационная акробатика
Узнать больше
Титан
Титан может быть выбран из других материалов, таких как сталь, благодаря его способности выдерживать высокие и отрицательные температуры.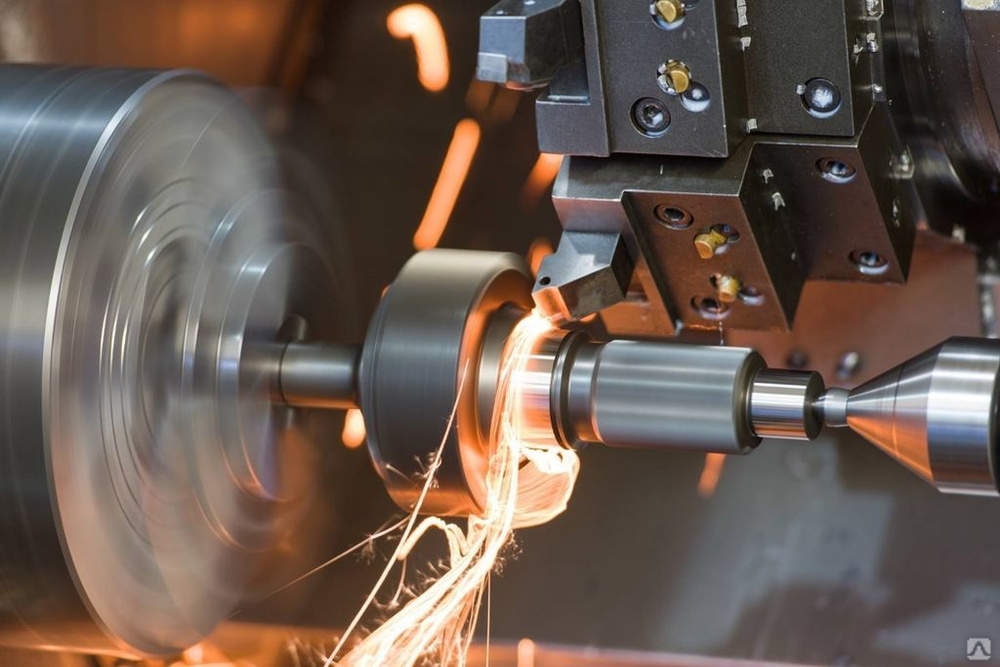 Общие варианты использования включают аэрокосмические крепежные детали, лопасти турбин, компоненты двигателей, спортивное оборудование и морские приложения.
Общие варианты использования включают аэрокосмические крепежные детали, лопасти турбин, компоненты двигателей, спортивное оборудование и морские приложения.
Время задержки в мельнице:
As Bast As 7 Days
Опции по отделке:
Взрыв средств среды, вибрационная пассивация, пассивация, паушка
Оценка:
. Полиэтилен сверхвысокой молекулярной массы (или UHMW) представляет собой твердый пластик со скользкой поверхностью, устойчивый к истиранию и износу. Кроме того, он обладает высокой ударной вязкостью и является оптимальным материалом для облицовки желобов/бункеров и ограждений машин.
Срок изготовления мельницы:
От 3 дней
Цвета:
Белый, черный
Узнать больше сопротивление. ULTEM 1000 может быть выбран вместо нейлона или делрина, поскольку он имеет самые высокие диэлектрические свойства. Общие области применения включают промышленное оборудование, медицинские приборы и электронику.
Время выполнения заказа мельницы:
As fast as 7 days
Colors:
Naturally translucent amber color, frosted when machined
Learn more
Download CNC Material Datasheet
Finishing Options for CNC Turning
| Name | Applicable Материалы | Цвета | Можно использовать с | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Алодин | Алюминий | Прозрачный, золотой | Пескоструйная обработка, галтовка, анодирование типа II* Анодирование типа III*, анодирование типа III с ПТФЭ* | ||||||||||||||
| Анодирование | Алюминий | Прозрачный, черный, серый, красный, синий, золотой | 36 | 36 | 6 | 6 | 6 Галтовка, Alodine* | ||||||||||
| Черный оксид | Сталь, нержавеющая сталь | Черный | Пескоструйная обработка, галтовка, пассивация | ||||||||||||||
| 0036 | Aluminum, Steel, Stainless Steel | — | Media Blasting, Tumbling | ||||||||||||||
| Electropolishing | Steel, Stainless Steel | — | — | ||||||||||||||
| Hand Polishing | Acrylic | — | Улучшенный внешний вид | ||||||||||||||
| Пескоструйная обработка | Алюминий, сталь, нержавеющая сталь, латунь, бронза, медь | – | Все процессы после электрополизации и пудру | ||||||||||||||
| Перекрытие никеля | Алюминий, сталь | ||||||||||||||||
. | — | Черный оксид, химическое никелирование, цинкование, галтовка, пескоструйная обработка | |||||||||||||||
| Порошковое покрытие | Алюминий, сталь, нержавеющая сталь | Черный (20% или 90% блеска), белый (20% или 90% блеска) | — | ||||||||||||||
| Акробатика | Алюминий, сталь, нержавеющая сталь, латунь, бронза , Медь | — | Все виды последующей обработки, кроме электрополировки и порошковой окраски | ||||||||||||||
| Паровая полировка | Поликарбонат с ЧПУ (прозрачный, черный) | — | Улучшенный внешний вид, почти косметический вид0036 | ||||||||||||||
Цинк.Точность обработки
В зависимости от процесса обработки Fictiv принимает детали длиной до 48 дюймов. Если у вас есть детали большего размера, свяжитесь с нашей командой. Также обратите внимание, что допуски здесь указаны минимальные значения для идеального случая, и в зависимости от процесса, выбора материала или геометрии детали могут потребоваться более низкие допуски Загрузить таблицу допусков Ускорьте разработку с помощью Fictiv CNC Manufacturing
Получить мгновенное предложение О токарном станке с ЧПУ Для цилиндрических деталей, таких как штифты, валы и прокладки, или деталей с общей вращательной симметрией «токарная обработка» их на токарном станке обычно является самым простым и наиболее экономичным выбором. Токарный станок с ЧПУ, оснащенный приводным инструментом, имеет все возможности стандартного токарного станка, но вместо того, чтобы полагаться исключительно на стационарные инструменты, он может иметь вращающиеся фрезы, такие как сверла или концевые фрезы, что обеспечивает большую свободу обработки и введение асимметричных функций. в деталь без дополнительных настроек крепления. Ресурсы для проектирования станков с ЧПУ Часто задаваемые вопросы по токарной обработке с ЧПУЧасто задаваемые вопросы по техническим вопросамКакую минимальную толщину я могу включить в свою конструкцию, чтобы предотвратить коробление? Как правило, мы рекомендуем минимальную толщину стенки 0,5 мм для металла и 1 мм для пластика. Скругления какого размера добавляются, если в 3D-модели или чертеже не указано конкретное скругление? Если требуется определенный радиус скругления, укажите его. Если нет, радиусы скругления, обеспечивающие легкую обработку, будут добавлены на усмотрение оператора. В общем случае радиус внутренних вертикальных краев может составлять >1/3*глубины, а внутренние горизонтальные края могут быть оставлены острыми или иметь радиус от 0,5 мм до 1 мм. Общие часто задаваемые вопросыЧто такое токарный центр с ЧПУ? Токарный центр с ЧПУ выполняет операцию токарного типа. Токарные станки с ЧПУ или токарные центры имеют инструменты, установленные на револьверной головке, которая управляется компьютером. В чем разница между черновой и чистовой токарной обработкой? При черновой токарной обработке удаляется максимально возможное количество материала без акцента на точности и чистоте поверхности, что позволяет получить заготовку близкой к желаемой форме. Чистовая токарная обработка «завершает» процесс, обеспечивая желаемую плавность и точность. Чем отличаются токарные станки с ЧПУ от токарных станков с ЧПУ? Токарные станки с ЧПУ чаще всего представляют собой только 2-осевые станки с одним шпинделем. Они также не обладают высокими производственными возможностями и, как правило, не имеют защитного кожуха вокруг машины. Токарные станки с ЧПУ представляют собой более продвинутые версии токарных станков с ЧПУ с 5 осями и большей универсальностью в плане режущих возможностей. Они также предлагают возможность производить большие объемы и обычно объединяют фрезерование, сверление и другие возможности. Каковы преимущества токарной обработки с ЧПУ? Помимо использования токарных инструментов, токарный станок с ЧПУ также может быть оснащен вращающимися фрезами, такими как концевые фрезы или сверла, что обеспечивает большую свободу при обработке, например, возможность обработки асимметричных элементов в деталях. Это увеличивает скорость производства и эффективность, рентабельность и безопасность операций. Несколько аспектов точения, которые уникальны и отличаются от фрезерования, включают простоту достижения радиальной симметрии, высокую точность благодаря установке детали в патроне и хорошее качество поверхности. Какие детали можно изготавливать на токарных станках с ЧПУ? Токарная обработка с ЧПУ используется для изготовления различных деталей, включая автозапчасти, ручки, трубы, шестерни, детали игрушек, маховики, коленчатые валы, ступицы и дисковые кулачки. Чаще всего он используется для изготовления деталей для автомобильной, аэрокосмической, медицинской и других отраслей промышленности. |
 01 mm
01 mm  В отличие от мельницы, токарный станок работает, закрепляя цилиндрическую заготовку, называемую стержнем, во вращающемся зажимном патроне станка. Поскольку этот патрон вращается с высокой скоростью, то же самое происходит и с заготовкой, а затем инструмент с фиксированной ориентацией перемещается вдоль и поперек заготовки, вырезая элементы детали.
В отличие от мельницы, токарный станок работает, закрепляя цилиндрическую заготовку, называемую стержнем, во вращающемся зажимном патроне станка. Поскольку этот патрон вращается с высокой скоростью, то же самое происходит и с заготовкой, а затем инструмент с фиксированной ориентацией перемещается вдоль и поперек заготовки, вырезая элементы детали. Однако эти значения во многом зависят от размера детали; следовательно, чем больше размер детали, тем выше должна быть рекомендуемая минимальная толщина стенки. Пожалуйста, имейте в виду, что это не означает, что толщина стенок с меньшими значениями недостижима. Эти рекомендации являются просто пороговыми значениями для ограничения риска коробления.
Однако эти значения во многом зависят от размера детали; следовательно, чем больше размер детали, тем выше должна быть рекомендуемая минимальная толщина стенки. Пожалуйста, имейте в виду, что это не означает, что толщина стенок с меньшими значениями недостижима. Эти рекомендации являются просто пороговыми значениями для ограничения риска коробления. Токарная обработка с ЧПУ — это производственный процесс, при котором заготовки вращаются, поскольку для удаления материала и создания желаемой формы используются различные инструменты.
Токарная обработка с ЧПУ — это производственный процесс, при котором заготовки вращаются, поскольку для удаления материала и создания желаемой формы используются различные инструменты.
