OK 46.00
Тип покрытия – рутилово-целлюлозное. Уникальный в своем классе электрод, обладающий великолепными сварочно-технологическими характеристиками, предназначенный для сварки конструкций из низкоуглеродистых и низколегированных сталей с пределом текучести до 380 МПа во всех пространственных положениях на постоянном токе обратной полярности и переменном токе. Электрод отличается относительно слабой чувствительностью к ржавчине, грунтовке, цинковым покрытиям и т.п. загрязнений поверхности изделий, легкостью отделения шлака и формированием гладкой поверхности наплавленного валика с плавным переходом к основному металлу. Благодаря легкости, как первого, так и повторных поджигов, электрод незаменим для сварки короткими швами, прихваток и сварке с периодическими обрывами дуги. В отличие от большинства рутиловых электродов, благодаря возможности выполнять сварку в положении «вертикаль на спуск» в сочетании со значительно более низкими пороговыми значениями минимального тока, при котором стабильно горит дуга, ОК 46.
Ток: ~ / = (+ / ̶ )
Пространственные положения при сварке: 1, 2, 3, 4, 5, 6
Напряжение холостого хода: 50 В
Выпускаемые диаметры: 1,6; 2,0; 2,5; 3,0; 3,2; 4,0 и 5,0 мм
Режимы прокалки: 70-90°С, 60 мин
Классификации и одобрения | Типичные характеристики наплавленного металла | |
Химический состав, % | Механические свойства | |
ГОСТ 9467: Э46 ТУ 1272-124-55224353-2013 ГОСТ Р ИСО 2560-A: E 38 0 RC 1 1 EN ISO 2560-A:E 38 0 RC 1 1 AWS A5. НАКС: Ø 2.5; 3.0; 4.0; 5.0 мм ABS: 2 BV: 2 DNV.GL: II LR: 2 RS: 2 РРР: 2 | С 0,08 Mn 0,40 Si 0,30 P max 0,030 S max 0,030 | σт 400 МПа σв 510 МПа δ 28% KCV: 88 Дж/см2 при 0°С ≥35 Дж/см2 при -20°С KCU: ≥110 Дж/см2 при +20°С ≥40 Дж/см2 при -40°С |
 1: E6013
1: E6013Сварочные электроды ОК 46.00: характеристики, назначение, применение, аналоги
Сварочный электрод ОК 46.00 является универсальным электродом. Это лучший рутиловый электрод общего назначения, который может обеспечить высококачественный шов. Он легко поджигается, в том числе и повторно. Сварка отличается пониженным тепловложением. Сварочный электрод ОК 46.00 не чувствителен к поверхностным загрязнениям и ржавчине.
- ГОСТ-9467-75, E6013 и прочие стандарты, сертификаты соответствия качества, паспорт
- Расшифровка маркировки, обозначения сварочных прутков
- Описание, что за расходники для сварки, фото
- Для чего предназначены, что можно варить, какие металлы и стали, области применения
- Особенности
- Преимущества и недостатки
- Технические характеристики: тип, к какой группе относятся, постоянка или переменка и прочие
- Механические характеристики металла шва
- Химический состав наплавленного металла
- Механические свойства при растяжении
- Типичные ударные свойства по Шарпи, V-образный надрез
- Нормы расхода
- Диаметр, длина, вес прутка и пачки, количество, сколько штук в упаковке, таблицы
- Технологические особенности сварки: прокалка и не только
- Как варить чугун, инструкция
- Производители/торговые марки: ЭСАБ, ЛЭЗ, Пензаэлектрод (ПЭ), Goodel и другие, где выпускаются
- Отличительные особенности упаковки оригинальных расходников
- Аналоги: Монолит и прочие
- Видео
- Где купить
ГОСТ-9467-75, E6013 и прочие стандарты, сертификаты соответствия качества, паспорт
Все сварочные материалы ЭСАБ проходит жесткий контроль качества. Это подтверждается не только сертификатами Национального Агентства Контроля Сварки, Морскими и Речными регистрами, но и отзывами самих сварщиков.
Это подтверждается не только сертификатами Национального Агентства Контроля Сварки, Морскими и Речными регистрами, но и отзывами самих сварщиков.
Сертификаты:
- НАКС (Национальное агентство контроля и сварки)
- BV – Французское бюро стандартизации в области судостроения Bureau Veritas S.A., Париж
- DnV – Норвежская компания стандартизации в области судостроения Det Norske Veritas, Осло
- DS – Danish Standart Certificering A/S, Дания
- GL – Немецкое морское страховое объединение регистра Ллойда, Гамбург
- PRS – Polish Register of Shipping, Гданьск
- PPP – Российский Речной Регистр
- RS – Российский Морской Регистр Судоходства
- Sepros – Сертификат в системе Укр СЕПРО, Украина
- SS – Singapore Standard, Сингапур
- UDT – Office of Technical Inspection, Варшава, Польша
- U – Немецкие строительные требования
- VdTUV – Ассоциация Технических Инспекционных Агентств, Берлин, Германия
Сварочные электроды ESAB ОК 46.
Одобрения:
- ABS 2
- BV 2
- DB 10.039.05
- DNV 2
- DS EN 499 E 38 0 RC 11
- GL 2
- LR 2
- PRS 2
- RS 2
- Sepros UNA 485154
- SS EN 499 E 38 0 RC 11
- UDT EN 499
- Ü 10.039/1
- VdTÜV 00623
Стандарты:
- SFA/AWS – E6013
- EN – E 38 0 RC 11
- ISO – E 38 0 RC 11 / E 43 3 R 11
Технические условия:
- ТУ 1272-024-55224353-2006
- ТУ 1272-137-53304740-2007
- ТУ 1272-137-53304720-2009
Расшифровка маркировки, обозначения сварочных прутков
Электроды ESAB ОК 46 имеют довольно простую маркировку. Прежде всего, это продукция компании, имеющей международную известность. Промышленное предприятие ESAB имеет более чем 110-летний опыт изготовления и усовершенствования сварочных материалов. Используемая в международной маркировке аббревиатура ОК – не что иное, как инициалы основателя компании-производителя Оскара Челльберга.
Описание, что за расходники для сварки, фото
Упаковки электродов ОК 46.00
Уникальный в своем классе электрод, обладающий великолепными сварочно-технологическими характеристиками, предназначенный для сварки конструкций из низкоуглеродистых и низколегированных сталей с пределом текучести до 380 МПа во всех пространственных положениях на постоянном токе любой полярности и переменном токе.
Электрод отличается относительно слабой чувствительностью к ржавчине, грунтовке, цинковым покрытиям и т.п. загрязнений поверхности изделий, легкостью отделения шлака и формированием гладкой поверхности наплавленного валика с плавным переходом к основному металлу.
Благодаря легкости, как первого, так и повторных поджигов, электрод незаменим для сварки короткими швами, прихваток и сварке с периодическими обрывами дуги. В отличие от большинства рутиловых электродов, благодаря возможности выполнять сварку в положении «вертикаль на спуск» в сочетании со значительно более низкими пороговыми значениями минимального тока, при котором стабильно горит дуга, ОК 46.00 позволяют выполнять сварку тонкостенных изделий. Низкое напряжение холостого хода и стабильное горение дуги на предельно малых токах позволяет использовать эти электроды для сварки от бытовых источников.
В отличие от большинства рутиловых электродов, благодаря возможности выполнять сварку в положении «вертикаль на спуск» в сочетании со значительно более низкими пороговыми значениями минимального тока, при котором стабильно горит дуга, ОК 46.00 позволяют выполнять сварку тонкостенных изделий. Низкое напряжение холостого хода и стабильное горение дуги на предельно малых токах позволяет использовать эти электроды для сварки от бытовых источников.
Для чего предназначены, что можно варить, какие металлы и стали, области применения
Сварочные электроды ОК 46.00 рекомендуется применять для ММА сварки углеродистых судовых и конструкционных сталей. Они идеально подходят, как для прихваток, так и для сварки корневых и коротких швов. Учитывая пониженное тепловложение, эти сварочные электроды широко используют 
Особенности
Отличительной положительной чертой электродов ОК 46 является способность к легкому поджигу, в том числе при повторном поджигании. Их можно использовать для сваривания изделий с гальваническим покрытием (оцинкованных). Низкое тепловложение электродов позволяет использовать их для сварки широких зазоров, а нечувствительность к поверхностям с налетом ржавчины и загрязнениями обеспечивает им высокую технологичность.
Благодаря своим высоким качественным показателям, электроды нашли широкое применение в различных отраслях промышленного производства, где необходимо применение эффективных сварочных материалов. Минимальное разбрызгивание и легкость удаления шлака придают шву хороший эстетический вид. Несмотря на универсальность применения электродов, они обеспечивают хорошие свойства шва и подходят идеально для коротких и корневых швов, а также для прихваток. Возможность применения электродов во всех положениях в пространстве делают их незаменимыми при проведении работ в ограниченных пространствах.
Преимущества и недостатки
Сварочные электроды ОК 46.00 являются универсальными электродами и имеют ряд достоинств, способствующих их применению в разных режимах сварки:
- обеспечивают хорошее формирование сварочного шва и легкий первичный и повторный поджиг сварочной дуги;
- создают пониженное, по сравнению с другими сварочными электродами, тепловложение;
- нечувствительны к загрязнениям свариваемой поверхности и ржавчине на ней;
- есть возможность накладывать шов в вертикальном положении в направлении на спуск;
- отличное качество как расходных материалов, так и получаемого соединения;
- удобство в работе;
- малое разбрызгивание;
- малое образование шлака;
- подходят для новичков.
Недостатков у ОК 46 всего два: высокая цена и частые подделки. Но мы не считаем эти минусы значительными. Ведь цена ненамного выше аналогов, а конечное качество швов намного лучше. Ну а чтобы избежать подделок нужно покупать электроды у сертифицированных представителей или в крупных магазинах.
Технические характеристики: тип, к какой группе относятся, постоянка или переменка и прочие
- сварочные электроды ОК 46.00 допускают сварку на переменном (с напряжением холостого хода на трансформаторе не менее 50 В) и постоянном (любой полярности) токе в любом пространственном положении.
- покрытие электродов: рутил-целлюлозное;
- в качестве материала стержня применяется сварочная стальная проволока Св08 и Св08А;
- диаметр сварочной проволоки 2; 2,5; 3; 4 и 5 мм.;
- тип – Э46;
- коэффициент расхода электродов диаметром 3 мм. г/А•ч – 8,5;
- расход электродов на 1 кг наплавленного металла, кг – 1,7;
- производительность наплавки (для диаметра 4,0 мм), кг/ч. – 1,4;
- группа коэффициента расхода – 4.
Механические характеристики металла шва
Наплавленный металл состоит из следующих химических элементов, информация с сайта производителя:
| Mn | C | Si |
0. 42 % 42 % | 0.08 % | 0.30 % |
Химический состав наплавленного металла
Металлический шов имеет следующие механические характеристики:
- удлинение относительное, %: 28;
- вязкость ударная, Дж/кв. см: 140;
- температура испытаний,%: +20˚С;
- сопротивление разрыву, Н/кв. мм: 510;
- угол сгиба сварного соединения, град. : 150;
- KCV при температуре -20˚С, Дж/кв. см: >34, при 0˚С, Дж/кв. см: 88;
- KCU: ≥110 Дж/см2 при +20°С, ≥40 Дж/см2 при -40°С.
- выход металла направленного, %: 96,0.
| Защитный газ | Предел прочности | Предел текучести | Состояние | Удлинение |
| ISO | 510 MPa | 400 MPa | As Welded | 28 % |
| AWS | – | – | As Welded | – |
| Результат испытания после сварки | Температура испытания после сварки |
| ≥137 J | 20 °C |
| 88 J | 0 °C |
| ≥35 J | -20 °C |
Нормы расхода
Для точного расчёта нужного количество электродов ОК 46. 00 необходимо учитывать следующие главные факторы:
00 необходимо учитывать следующие главные факторы:
- массу наплавленного металла;
- нормы расхода сварочных электродов;
- длину шва.
Два из этих факторов (масса и длина) являются переменными, так как зависят от объёма работ на конкретном объекте. Третий – норма расхода сварочных электродов – величина постоянная.
Диаметр, длина, вес прутка и пачки, количество, сколько штук в упаковке, таблицы
Информация с сайта производителя:
| Амперы | В | Время плавления на электрод при 90%, сек. | Диаметрхдлина электрода, мм. | кг наплавленного металла/кг электродов | Количество электродов на килограмм наплавленного металла | Коэфф. наплавки, кг/час |
| 30-60 | 26 | 36 | 1.6 x 300 | 0.63 | 263 | 0.38 |
| 50-70 | 25 | 38 | 2. 0 x 300 0 x 300 | 0.60 | 172 | 0.55 |
| 60-100 | 22 | 50 | 2.5 x 350 | 0.65 | 86 | 0.80 |
| 70-140 | 32 | 46 | 3.0 x 350 | 0.51 | 77 | 1.0 |
| 80-150 | 22 | 57 | 3.2 x 350 | 0.65 | 53 | 1.30 |
| 80-150 | 22 | 63 | 3.2 x 450 | 0.64 | 43 | 1.33 |
| 100-200 | 26 | 64 | 4.0 x 400 | 0.60 | 33 | 1.69 |
| 100-200 | 23 | 76 | 4.0 x 450 | 0.58 | 33 | 1.94 |
| 150-290 | 24 | 87 | 5.0 x 350 | 0.60 | 24 | 2.30 |
| 150-290 | 30 | 71 | 5.0 x 400 | 0.56 | 22 | 2.2 |
| 150-290 | 24 | 114 | 5.0 x 450 | 0.60 | 31 | 2. 30 30 |
Параметры сварки, информация с сайтов поставщиков:
1)
| Диаметр, мм | Длина, мм | Сварочный ток, A | Напряжение дуги, В | Масса (кг) наплавленного металла / масса (кг) электродов | Количество электродов / масса наплавленного металла (шт/1 кг) | Масса (кг) наплавленного металла/ время работы дуги (час) | Время сгорания, сек/электрод |
| 1.6 | 300 | 30-60 | 20 | 0.63 | 263 | 0. 38 38 | 36 |
| 2.0 | 300 | 50-70 | 21 | 0.60 | 172 | 0.55 | 38 |
| 2.5 | 350 | 60-100 | 22 | 0.65 | 86.0 | 0.8 | 50 |
| 3.2 | 350 | 80-150 | 22 | 0. 65 65 | 53.0 | 1.3 | 57 |
| 4.0 | 450 | 100-200 | 22 | 0.60 | 39.0 | 1.6 | 65 |
| 5.0 | 450 | 150-290 | 24 | 0.60 | 24.0 | 2.3 | 87 |
| 5.0 | 450 | 170-220 | 24 | 0. 60 60 | 31.0 | 2.3 | 114 |
2)
| Диаметр, мм/Сила тока, А | Нижнее | Вертикальное | Потолочное | Длина, мм | Количество электродов в 1 кг, шт |
| 2,0 | 40…80 | 40…60 | 50…70 | 300 | 50 |
| 2,5 | 60…110 | 60…90 | 60…110 | 350 | 45 |
| 3,0 | 80…160 | 80…140 | 80…180 | 350 | 39 |
| 4,0 | 110…210 | 110…200 | 90…220 | 450 | 19 |
| 5,0 | 150…300 | 150…280 | 150…270 | 350 | 13 |
Химический состав наплавленного металла
Упаковка электродов ЭСАБ-СВЭЛ ОК 46.
 00
00Для надежного хранения электроды ОК 46.00 упакованы в пачку из микрогофрированного картона, запаянную в пластиковую пленку. Пачка желтого цвета в соответствии со стандартами ESAB. Количество электродов ЭСАБ в упаковках и пачках приведено в следующей таблице:
| Диаметр электродов, мм | Длина электродов, мм | Масса пачки электродов, кг | Масса паллета, кг | Количество пачек на паллете, шт |
| 1.6 | 300 | 24,0 | 1848 | 77 |
| 2.0 | 300 | 2,0 | 640 | 320 |
2. 5 5 | 300 | 5,3 | 954 | 180 |
| 3.2 | 350 | 5,3 | 954 | 180 |
| 3.2 | 350 | 2,5 | 900 | 360 |
| 4.0 | 450 | 6,6 | 950,4 | 144 |
| 5.0 | 450 | 6,6 | 950,4 | 144 |
Как выбрать по диаметру: 1,6; 2; 2,5; 3; 4 и 5 мм.

| 1,6-2 мм. | Подходят для работы с углеродистой сталью. В случае возникновения трещин на швах, поддаются легкой зачистке. Не боятся большого перегрева. Не подходит для работы на трубопроводе. |
| 2,5 мм | Подходит для работы с углеродистой сталью и нержавейкой. Используют для наплавки металла, при этом расход небольшой. Средняя чувствительность к ржавчине и сильная чувствительность к загрязнениям. Для сварки постоянным током лучше не использовать. |
| 3 мм | Отличаются повышенной вязкостью. Подходят для работы на трубопроводе и различными металлическими конструкциями. |
| 4 мм | Данный диаметр позволяет выполнять работы повышенной сложности. Расход при наплавке металла в пределах нормы. Часто используют для работы на трубопроводах. Не используется при переменном напряжении. Чувствительны к ржавчине. Ударная вязкость примерно 77 Дж. |
| 5 мм | Отлично подходит для наплавки металла. Не подходит для сварки короткой дугой. Максимальный угол наклона 75 градусов. Умеренный расход. |
Технологические особенности сварки: прокалка и не только
- Напряжение холостого хода – 50 В
- Режимы прокалки – 70-90°С, 60 мин.
Как варить чугун, инструкция
Чугун. Сварку следует начинать с наплавления первых плакирующих слоёв в разделке. Далее, возможно продолжать сварку электродами ОК 46.00.
Плакирующие слои наплавляются специальными электродами марки ЦЧ-4. С целью сокращения материальных затрат, возможно применение самодельного медно-железного электрода. Его изготавливают из дешёвого стального электрода (например: УОНИ 13/45, АНО-4 и т. п.). Для этого прямо на покрытие электрода наматывается спираль из медной проволоки (обратите внимание: нельзя использовать латунную проволоку – при нагревании в воздух будет активно выделяться ядовитый цинк и его оксид) диаметром Ø 1,5…2 мм. Количество медного провода следует рассчитывать таким образом, что бы масса меди в 4…5 раз превосходила массу стального стержня. Допускается медную проволоку не наматывать, а использовать в качестве присадочного прутка. Полученный шов будет иметь приемлемое качество.
Его изготавливают из дешёвого стального электрода (например: УОНИ 13/45, АНО-4 и т. п.). Для этого прямо на покрытие электрода наматывается спираль из медной проволоки (обратите внимание: нельзя использовать латунную проволоку – при нагревании в воздух будет активно выделяться ядовитый цинк и его оксид) диаметром Ø 1,5…2 мм. Количество медного провода следует рассчитывать таким образом, что бы масса меди в 4…5 раз превосходила массу стального стержня. Допускается медную проволоку не наматывать, а использовать в качестве присадочного прутка. Полученный шов будет иметь приемлемое качество.
Производители/торговые марки: ЭСАБ, ЛЭЗ, Пензаэлектрод (ПЭ), Goodel и другие, где выпускаются
Производством электродов марки ОК 46.00 занимается концерн из Швеции ESAB. Многие компании выпускают аналоги шведской продукции, например:
- GOODEL-ОК 46 – для сварки ответственных конструкций из углеродистых и низколегированных сталей с временным сопротивлением разрыву не менее 490 МПа.
 Применяются для прихваток, коротких и корневых швов, при заварке широких зазоров. Производитель – завод GOODEL, Шадринск.
Применяются для прихваток, коротких и корневых швов, при заварке широких зазоров. Производитель – завод GOODEL, Шадринск. - ЛЭЗ 46.00 предназначены для ручной дуговой сварки рядовых ответственных конструкций из углеродистых сталей, когда к формированию швов в различных пространственных положениях предъявляют повышенные требования. Производитель – Лосиноостровский электродный завод, Москва.
- ПЭ ОК 46.00 – рутиловые электроды предназначены для ручной дуговой сварки конструкций из углеродистой стали (с содержанием углерода до 0,22%) во всех пространственных положениях. Производитель – Пензаэлектрод, Пенза.
- СЗСМ-46.00 предназначены для сварки углеродистых и низколегированных конструкционных сталей перлитного класса с минимальным пределом текучести не более 360 МПа. Производитель – Судиславский завод сварочных материалов, Костромская область.
 Применяются для прихваток, коротких и корневых швов, при заварке широких зазоров. Производитель – завод GOODEL, Шадринск.
Применяются для прихваток, коротких и корневых швов, при заварке широких зазоров. Производитель – завод GOODEL, Шадринск.Отличительные особенности упаковки оригинальных расходников
- Логотип ЭСАБ
- Знак «РСТ / добровольная сертификация»
- Знак сертифицированной системы менеджмента
- Оформление плоскости с пиктограммами знаков опасности
- Пиктограммы «Беречь от влаги» и «Осторожно! Хрупкое»
- Знак «EAC. Правила таможенного союза»
- Пиктограмма «Упаковка не предназначена для продуктов питания»
- Пиктограммы электродов
 Правила таможенного союза»
Правила таможенного союза»Аналоги: Монолит и прочие
Видео
Где купить
Купить электроды ОК 46.00 возможно напрямую у производителя, а также у одного из многих поставщиков, представителей и официальных дилеров изготовителя. Некоторые компании представлены в отдельном разделе нашего сайта.
Электроды ОК 46.00. | МеханикИнфо
Сварочные электроды ОК 46 предназначены для сварки низколегированных и низкоуглеродистых сортов стали с пределом текучести до 380 МПа. Сварку данными электродами производят во всех пространственных положения, переменным и постоянным током любой полярности. Электроды ОК 46 можно смело назвать универсальными.
Электроды ОК 46 можно смело назвать универсальными.
Изготавливают диаметром: 2, 2.5, 3, 4, 5.
Технические характеристики ОК 46.00.
Покрытие: рутил-целлюлозное;
Стержень электрода: стальная сварочная проволока Св08 (Св08А);
Производительность при наплавке (диаметр 4.0): 1.4 кг/ч;
Расход электродов на 1 кг наплавленного металла: 1.7 кг;
Наплавочный коэффициент: 8.5 г/А·ч;
Ток: постоянный и переменный любой полярности;
Напряжение холостого хода: 50 В;
Режим прокалки: 70-90°С, 1 час.
Таблица 1.
Технические характеристики сварочных электродов ОК 46.00.
| Диаметр, мм | Сила тока, А | Длина, мм | Количество электродов в 1 кг, шт | ||
| Нижнее | Вертикальное | Потолочное | |||
| 2 | 40-80 | 40-60 | 50-70 | 300 | 50 |
| 2,5 | 60-110 | 60-90 | 60-110 | 350 | 45 |
| 3 | 80-160 | 80-140 | 80-180 | 350 | 39 |
| 4 | 110-210 | 110-200 | 90-220 | 450 | 19 |
| 5 | 150-300 | 150-280 | 150-270 | 350 | 13 |
ОК 46 малочувствительны к плохо зачищенной поверхности металла от ржавчины, к воде, окисленным поверхностям и другим загрязнениям, что говорит о их технологичности. ОК 46.00 можно использовать при сварке гальванических поверхностей, т.е. с оцинкованным покрытием. Также к плюсу этих электродов можно отнести легкость поджигов первой и последующих дуг, а значит сварку можно производить как на коротких расстояниях (прихватками), так и на длинных.
ОК 46.00 можно использовать при сварке гальванических поверхностей, т.е. с оцинкованным покрытием. Также к плюсу этих электродов можно отнести легкость поджигов первой и последующих дуг, а значит сварку можно производить как на коротких расстояниях (прихватками), так и на длинных.
Шов ОК 46.00.
Отличительной чертой ОК 46.00 являются его швы. По поверхности металла формируется гладких шов с плавным переходом к свариваемым деталям. Можно сказать, что они имеют хороший товарный вид и отличную визитную карточку.
Читайте также:
Самые распространенные электроды в строительстве. Электроды тип э 42 46 50.;
Сварочные электроды ЦЛ-11 технические характеристики.;
Электроды УОНИ-13/55 технические характеристики.
Сварочные электроды АНО-4 технические характеристики.
Механические характеристики свойств металла шва ОК 46.
 00.
00.
Предел текучести: 400 МПа;
Временное сопротивление электродов: 515 МПа;
Относительное удлинение: 25 %;
Ударная вязкость: 140 Дж/см2.
Таблица 2.
Массовая доля химических элементов в сварочном шве.
| Углерод, С | Кремний, Si | Марганец, Mn | Фосфор, P | Сера, S |
| Не более | Не более | |||
| 0,08 | 0,3 | 0,4 | 0,03 | 0,03 |
Сварка электродами ОК 46.
Сварка электроды ОК 46 может производиться на относительно низких пороговых значениях минимального тока. Это говорит о том, что в отличии от других марок электродов, при низких значениях тока, дуга неизменно, стабильно горит. Благодаря малым напряжениям на холостом ходе стало возможно проводить сварочные работы в повседневном быту от домашних источников питания.
Благодаря малым напряжениям на холостом ходе стало возможно проводить сварочные работы в повседневном быту от домашних источников питания.
Экономическая составляющая при работе данными электродами не высока.
Электроды ОК
46.00 технические характеристики.
Из-за низкого тепловложения возможна сварка металла с широкими зазорами между ними.
Также к достоинствам можно отнести относительно низкие температуры в области сварки, что не допускает перегрева, образование горячих трещин и разбрызгивания.
Аналоги: АНО 4, АНО 6, АНО 29М, АНО 23, ОЗС 6, ОЗС 12, МР 3.
Сварочные электроды ОК 46.00 используют по всему и во всех отраслях, благодаря своим качествам и быстротой проведения свариваемых работ. Их швы обладают высокой герметичностью и хорошей стойкостью к агрессивным средам.
Сварочные электроды ОК 46.00 ESAB (ЭСАБ) Швеция
Наименование – Электроды сварочные ОК 46. 00 ESAB ( ЭСАБ ) 3 мм и 4 мм
00 ESAB ( ЭСАБ ) 3 мм и 4 мм
Применение – универсальный сварочный электрод ОК-46 ESAB ( ЭСАБ ) служит для сварки конструкций из низкоуглеродистых и низколегированных сталей с пределом текучести до 380 МПа во всех пространственных положениях на постоянном токе обратной полярности и переменном токе. Электрод для сварки ОК-46 ESAB ( ЭСАБ ) имеет слабую чувствительность к ржавчине и прочим загрязнениям поверхностей. Электроды ОК 46.00 позволяют сваривать тонкостенные изделия, а также детали с гальваническим покрытием. Низкое напряжение холостого хода и стабильное горение дуги на предельно малых токах позволяет применять электроды ОК-46.00 для сварки от бытовых источников. Благодаря лёгкости первого и повторных поджигов, электрод может использоваться для сварки короткими швами, корневых проходов и прихваток
Производитель – ESAB ( ЭСАБ ) Швеция
Марка электрода – OK 46. 00
00
• ОК – используемое в международной маркировке обозначение инициалов основателя фирмы ESAB Оскара Кельберга ( Oskar Kjellberg )
• 46 – допустимая нагрузка сварного шва
Классификация ( тип ) – Э46, ГОСТ 9467-75
Ток – переменный, постоянный ( + – )
Тип покрытия – рутилово-целлюлозное
Напряжение холостого хода = 50 В
Режимы прокалки: + 70°С . . . + 90°С, 60 минут
Предел текучести = 400 МПа
Предел прочности = 510 МПа
Относительное удлинение = 28 %
Ударная вязкость:
• при 0°C = 70 Дж / см2
• при -20°C = 35 Дж / см2
Химсостав: C = 0. 08 %; Si = 0.3 %; Mn = 0.4 %
08 %; Si = 0.3 %; Mn = 0.4 %
Диаметры: 3 и 4 мм
Способ сварки ( наплавки ) – РД
Пространственные положения при сварке: 1, 2, 3, 4, 5, 6
Сертификат / паспорт ( по запросу )
Цена / прайс ( по запросу )
Технические характеристики и размеры
| Наименование | Диаметр D (мм) | Длина L (мм) | Вес пачки (кг) | Стоимость за 1 кг |
Электроды ESAB ОК 46. 00 ф 3.0 мм 00 ф 3.0 мм(упаковка 5.3 кг) | 3 | 350 | 5.3 | цена по запросу |
| Электроды ESAB ОК 46.00 ф 4.0 мм (упаковка 6.6 кг) | 4 | 450 | 6.6 | цена по запросу |
Возврат в on-line каталог сварочное оборудование >>
Возврат в on-line каталог >>
Получить консультацию, узнать цены или оформить заявку, чтобы купить
этот товар Вы сможете, прислав запрос по электронной почте на адрес:
proton.lm@mail.ru или позвонив по телефону в Москве: +7 ( 495 ) 641 16 85
ООО “ПРОТОН”, Россия, Москва, проспект Андропова, д. 38
Официальный сайт: www. proton-st.ru, тел.: +7 (495) 641 16 85
proton-st.ru, тел.: +7 (495) 641 16 85
Электрод сварочный эбОК-46.00 | Электрод Бор
Электроды эб ОК-46.00
ГОСТ 9466-75 ГОСТ 9467-75 ОСТ 5.9224-75
ТУ 1272-013-58965179-17
Э 46-эб ОК-46.00- Æ -УД Е 432(3)-РЦ11
Предназначение Сварочного электрода ЭБ ОК-46.00:
Для сварки ответственных конструкций из углеродистых и низколегированных сталей с временным сопротивлением до 50 кгс/мм2, Сварку производить на переменном или постоянном токе любой полярности, во всех пространственных положениях, когда к формированию швов предъявляют повышенные требования.
Тип покрытия: рутил-целлюлозное.
Допустимое содержание влаги в покрытии–0,6%
Коэффициент наплавки 10,0 г/Ач
Характеристики расплавления
Режим сварки Расход электродов на 1 кг
Диаметр, мм Ток, А наплавленного металла, кг
3 80-130
4 100-200 1,7
5 130-200
Химический состав наплавленного металла, %
С Мn Si S P
не более не более
0,08 0,40-0,60 0,15-0,30 0,030 0,030
Механические свойства металла шва
sв sт d % Ан Дж/см2 при 0С
МПа МПа +20
515 400 20 140
Преимущества в сравнении с электродами аналогичного назначения:
-обеспечивают хорошее формирование сварочного шва и легкий первичный и повторный поджиг сварочной дуги
-создают пониженное, по сравнению с другими сварочными электродами, тепловложение
-не чувствительны к загрязнениям сварочной поверхности и ржавчине на ней
Напряжение ХХ 50±5 В
Перед употреблением прокалить 120-160 0С, 30 минут
Применяются:
Для сварки углеродистых судовых и конструкционных сталей, для сварки корневых и коротких швов.
Электроды ОК-46 3.0мм ESAB 5.3кг
Технические характеристики электродов ОК-46 3мм:
| Классификация | Сертификация |
| ГОСТ 9467: Э46 ГОСТ Р ИСО 2560-A: E 38 0 RC 1 2 EN ISO 2560-A: E 38 0 RC 1 2 AWS A5.1: E6013 | НАКС: Ø 2.5; 3.0; 3.2; 4.0; 5.0 мм ABS: 2 BV: 2 DNV: 2 GL: 2 LR: 2 RS: 2 РРР: 2 |
Химический состав электрдоов OK-46:
| С | Mn | Si | P | S |
| 0.08 | 0.40 | 0.30 | max 0.030 | max 0.030 |
Механические свойства ОК-46:
| Предел текучести σт, Н/мм² | Предел прочности σв, Н/мм² | Удлинение δ, % | Ударная вязкость KCV, Дж/см² | Ударная вязкость KCU, Дж/см² |
| 400 | 520 | 28 | ≥137 при +20°С 88 при 0°С ≥35 при -20°С | ≥110 при +20°С ≥40 при -40°С |
Информация для заказа электрдов ОК-46 3 мм:
| Наименование | Вес упаковки, кг | Вес палеты, кг | Минимальный заказ, кг (при отсутствии на складе) | Артикул |
Сварочный электрод ESAB OK 46. 00 1.6x300mm 00 1.6x300mm | 24,0 | 1848,0 | 12,0 | 4600162110 |
| Сварочный электрод ESAB ОК 46.00 2,0х300 (СВЭЛ) – упаковка по 2,0 кг. | 2,0 | 640,0 | 2,0 | 4600202WD0 |
| Сварочный электрод ESAB ОК 46.00 2,5х350 (СВЭЛ, ЭСАБ-Тюмень) | 5,3 | 954,0 | 5,3 | 4600253WM0 |
| Сварочный электрод ESAB ОК 46.00 3,0х350 (СВЭЛ, ЭСАБ-Тюмень) | 5,3 | 954,0 | 5,3 | 4600303WM0 |
| Сварочный электрод ESAB ОК 46.00 3,0х350 (СВЭЛ) – упаковка по 2,5 кг. | 2,5 | 900,0 | 2,5 | 4600303WD0 |
| Сварочный электрод ESAB ОК 46.00 4,0х450 (СВЭЛ, ЭСАБ-Тюмень) | 6,6 | 950,4 | 6,6 | 4600404WM0 |
| Сварочный электрод ESAB ОК 46. 00 5,0х450 (СВЭЛ, ЭСАБ-Тюмень) | 6,6 | 950,4 | 6,6 | 4600504WM0 |
Сварочные электроды ESAB OK-46 тип Э-46
Технические характеристики электродов ESAB ОК-46
Условное обозначение – E43 3 R 11
Классификация: Электрод плавящийся
Вид покрытия: Рутиловое
ОК-46 это электрод универсального применения. Обеспечивает хорошие свойства шва. Поджигается легко, в том числе и при повторном поджигании. Идеально подходят для швов корневых и коротких , а также для прихваток. Сварка с помощью электродов этого вида отличается сниженным тепловложением, что делает его более привлекательным для заварки широких зазоров, тем более при монтаже.
К этому виду электродов относятся и электроды с покрытием ильменитовым. Они располагаются между электродами с рутиловыми и кислыми. Ильменитовый концентрат входит в их покрытие, и является основным компонентом. Этот концетрат представляет собой природное соединение диоксидов железа и титана.
Широкое применение получил для сварки листов с гальваническим покрытием. К ржавчине и поверхностным загрязнениям не чувствителен. Его можно использовать и для сварки судовых сталей и углеродистых конструкций.
Вид тока:
Ток: ~ / = (+ / – )
Пространственные положения при сварке: 1, 2, 3, 4, 5, 6
Напряжение холостого хода: 50В
Режимы прокалки: 70-90°С, 1 час
Технические характеристики электродов ок 46: назначение, свойства, применение
Для выполнения сварочных работ используются различные марки электродов. Одним из наиболее востребованных являются электроды ОК 46. Главным их достоинством является универсальность применения. Они незаменимы в быту, поскольку при их использовании работы могут выполняться в любом положении. Это отличает их от электродов других марок.Описание
Электроды этой марки используются для выполнения сварки изделий и конструкций, изготовленных из углеродистых и низколегированных марок сталей. Выполнять сварочные работы с их использованием можно абсолютно в любом положении. Работа может выполняться как на переменном, так и на постоянном токе. Довольно часто электродная продукция этой марки используется для ручной дуговой сварки. Одной из характерных особенностей этих изделий является наличие у них рутилового покрытия. Применяя их для соединения изделий методом сварки, можно получить высокое качество шва. Сами электроды отличаются низкой чувствительностью к загрязнению металла — грязи и ржавчине.
Работа может выполняться как на переменном, так и на постоянном токе. Довольно часто электродная продукция этой марки используется для ручной дуговой сварки. Одной из характерных особенностей этих изделий является наличие у них рутилового покрытия. Применяя их для соединения изделий методом сварки, можно получить высокое качество шва. Сами электроды отличаются низкой чувствительностью к загрязнению металла — грязи и ржавчине.
Причины популярности
Специалисты при использовании этих электродов отмечают легкость зажигания первичной дуги. Повторная дуга также возникает без лишних сложностей. Работая с ними, можно легко заваривать прихватки, а также создавать корневые и короткие сварочные швы.
Многие специалисты выбирают изделия этой марки еще и за то, что они обеспечивают комфорт при выполнении работ, особенно когда появляется необходимость заварить широкие зазоры. Такая задача часто возникает при выполнении работ по монтажу металлоконструкций. Во время сварочных работ этими электродами возникает шлак. Однако он без каких-либо затруднений удаляется с поверхности шва.
Однако он без каких-либо затруднений удаляется с поверхности шва.
Назначение и особенности
Основным предназначением электродов марки ОКА 46 является сварка конструкций в любых пространственных положениях. Часто эти изделия применяются при выполнении ремонтных работ, а также во время монтажа инженерных коммуникаций.
Преимущества
Именно благодаря своим достоинствам эти электроды стали весьма востребованными.
- Легкий поджиг при использовании для сварки этих электродов.
- Возможность их использования для сварки изделий, имеющих оцинкованное покрытие.
- Низкое тепловложение. Это дает возможность применять их для работ по соединению методом сварки зазоров большой ширины.
Расходный материал этой марки отличается высокими качественными показателями. Поэтому их применяют в самых разных отраслях промышленного производства, где стоит задача создания сварных материалов высокого качества.
При использовании этих электродов металл разбрызгивается по минимуму. Кроме этого, возникающий на поверхности сварного шва шлак легко удаляется. В результате сварной материал приобретает эстетичный вид. Хотя эти электроды отличаются универсальностью применения, лучше всего использовать их для создания коротких и корневых швов. Такое их достоинство, как возможность выполнения сварочных работ в любых положениях делает их незаменимыми при выполнении сварки в условиях ограниченного пространства.
Кроме этого, возникающий на поверхности сварного шва шлак легко удаляется. В результате сварной материал приобретает эстетичный вид. Хотя эти электроды отличаются универсальностью применения, лучше всего использовать их для создания коротких и корневых швов. Такое их достоинство, как возможность выполнения сварочных работ в любых положениях делает их незаменимыми при выполнении сварки в условиях ограниченного пространства.
Электроды ОК 46: технические характеристики
- В электродах этой марки в качестве материалов стержня используется сварочная проволока из стали марок Св08 и Св08а.
- Диаметр сварочной проволоки, используемой в этой электродной продукции, может варьироваться от 2 до 5 мм.
- Производительность наплавки при использовании их при сварочных работах составляет 1,4 килограмм в час.
- Рабочая сила тока для электродов этой марки следующая: 3 мм- 80-130А, 4 мм — 110 170А, 5 мм – 150-200А.
Производитель этой электродной продукции упаковывает изделия в коробки, которые выполнены из картона высокого качества с хорошими прочностными характеристиками. Он имеет в качестве дополнительного слоя термоусадочную пленку, что обеспечивает надежную защиту сварочных изделий от внешних факторов, а кроме этого возможность для их хранения в течение длительного времени. При этом это потери качественных характеристик изделиями исключены. Снаружи упаковка с электродами имеет прочное покрытие, которые может выдерживать различные воздействия, возникающие в процессе транспортировки продукции и при ее хранении на складе.
Он имеет в качестве дополнительного слоя термоусадочную пленку, что обеспечивает надежную защиту сварочных изделий от внешних факторов, а кроме этого возможность для их хранения в течение длительного времени. При этом это потери качественных характеристик изделиями исключены. Снаружи упаковка с электродами имеет прочное покрытие, которые может выдерживать различные воздействия, возникающие в процессе транспортировки продукции и при ее хранении на складе.
Особенности применения
Применяя расходный материал этой марки, можно выполнять сварочные работы на вертикальных участках, а также внизу. Эти изделия используют для работ с изделиями из низколегированных марок сталей и сплавов, для которых характерен предел текучести на уровне 380 МПа. Применяя эти электроды, необязательно выполнять предварительную зачистку поверхностей изделий и конструкций, их сушку, поскольку такие факторы, как влажность и ржавчина не оказывают большого влияния на качественные характеристики создаваемого сварного шва.
Первичный поджиг при сварке этими электродами легкий. Это исключает снижение темпов скорости выполнения сварочных работ при:
- создании коротких швов;
- точечном контакте.
Целесообразно использовать расходный материал этой марки для сварочных работ тогда, когда высок риск прожига металла. Например, когда стоит задача обеспечить надежное соединение изделий, имеющих небольшую толщину, или при сварке деталей, которые имеют гальваническое покрытие. Используя этот расходный материал на холостом ходу, значение напряжения находится на низком уровне, что дает возможность выполнять сварку от простых источников питания, которые предназначены для бытового использования.
Заключение
Сварочные электроды марки ОК 46 — универсальные изделия, которые позволяют получать качественный сварной материал и обеспечивают надежное соединение деталей и конструкций. На рынке они являются довольно распространенной продукцией, поэтому проблем с их приобретением не возникает. Используя во время сварочных работ качественные электроды, обеспечивается высокая скорость работ, а кроме этого возможность выполнять их при помощи сварочных агрегатов небольшой мощности.
Используя во время сварочных работ качественные электроды, обеспечивается высокая скорость работ, а кроме этого возможность выполнять их при помощи сварочных агрегатов небольшой мощности.
электродов прибл. 46 3 характеристики. Как выбрать электроды
На электродах ОК 46 – отзывы отечественных мастеров оставляют положительные.
Стержни покорили сварщиков своей универсальностью, нечувствительностью к грязи и ржавчине. Новичок в использовании этих продуктов быстро освоит основы сварки.
- Расходный электрод с рутиловым покрытием; Проволока
- для изготовления прутка и Св08А;
- Сварка постоянным и переменным током во всех пространственных положениях;
- напряжение холостого хода – 50 В;
- световое зажигание – начальное и повторное;
- диаметр электродов 1. 6-5 мм;
- прокаливание 1 час при температуре 80 градусов.
 6-5 мм;
6-5 мм;Доля химических элементов в сварном шве:
- углерод – 0,08%
- кремний (Si) – 0,3%
- марганец (Mn) – 0,4%
- сера (S) – 0,025%
- фосфор (P) – 0,030%
Остальные технические характеристики представлены в таблице.
Выбрать рабочий ток для конкретного диаметра электродов поможет таблица.
Назначение и применение электродов ОК 46.00
Применяются для соединения углеродистых, судовых сталей и оцинкованных листов (гальваническое покрытие). Низкое тепловложение позволяет сваривать детали с широкими зазорами. С ОК 46 работает комфортно, темп работы высокий. С тонким металлом – риск ожога минимален.
Низкое напряжение холостого хода и стабильная дуга позволяют использовать электроды ЭСАБ ОК 46 от бытовых источников.
Вес упаковки и поддонов, стоимость
Из таблицы вы узнаете вес упаковочных стержней разного диаметра.
Например, масса пачки электродов ОК 46 4мм 6,6 кг, стоимость 178 руб / кг. Цена электродов ОК 46 3мм – 180 руб.
Что заменить, аналогов:
- , ОЗС 6;
- АНО 4, АНО 6, АНО 29 М, АНО 23;
- МП-3.
Акт испытаний электродов ОК 46 -.
Люди отзывы
Сергей Петрович:
Сварка с помощью ESAB OK-46 – это мечта. Легкое зажигание, просто коснитесь наконечником металла, и дуга мгновенно загорится.Горение дуги непрерывное, шипение слабое, без трещин и разбрызгивания шлака.
Пробовал на практике продукцию 2 заводов – Санкт-Петербурга и Тюмени. Отличий не заметил, качество отличное. Я рекомендую новичкам начинать с этих электродов.
Просто Вася:
Покупаю себе ОК-46 3 года. Беру диаметр 3 мм, больше всего нравится. Готовили Новосибирск, Питер и Тюмень, все хорошо.
Последний раз, за пачку из 5 штук.3 килограмма он отдал 954 рубля. Дороговато, но качество подавляет жадность. На днях приготовила у соседки трубку. Ему понравился красивый шов на ремонтируемых участках.
На днях приготовила у соседки трубку. Ему понравился красивый шов на ремонтируемых участках.
Сварщик профессиональный, Никита, стаж 17 лет:
Я перепробовал все и вся за свою жизнь. Электроды ОК 46 вне конкурса, лучшие. Готовят ровный плотный шов на постоянном и переменном токе. Вертикальная сварка выполняется легко, чего нельзя сказать о других изделиях. Использую для соединений любой сложности, варю котлы, печи, трубы под давлением и т. Д.
Видео:
П.С. Заметил, отзывы только положительные. Электроды ОК 46.00 помогут новичкам освоить основы сварочного мастерства.
Электроды ОК-46 производства ЭСАБ (Швеция) широко применялись при ремонтно-монтажных работах. Они предназначены для сварки конструкционных углеродистых и низколегированных сталей с пределом текучести не выше 380 МПа, а также судовых сталей.
Сфера использования – создание новой металлопродукции в условиях промышленного производства и небольшого цеха, а также ремонт на месте.
Многофункциональный электрод ОК-46 с отличными сварочно-технологическими свойствами имеет плотное покрытие и стабильную дугу, благодаря чему сварочная ванна защищена от внешних факторов. Он хорошо зажигается даже при малом токе в начале работы и при повторном зажигании, когда покрытие уже подгорело или конец оплавился.
Электроды ОК-46 универсальны в вопросе пространственного положения шва. Готовят даже в узких местах и на окрашенной поверхности. Подходит для монтажных прихваток, коротких и корневых швов.Они хорошо зарекомендовали себя при периодическом отключении дуги.
Основные характеристики:
- используются для сварки оцинкованных изделий и с другим гальваническим покрытием;
- сварка тонкостенных деталей хорошо;
- легкий розжиг, в том числе многократный;
- благодаря малому тепловыделению хорошо подходят для заполнения больших зазоров;
- можно прошивать в вертикальном положении по направлению спуска;
- Отсутствие чувствительности к грязи и ржавчине упрощает подготовку кромок.

Описание
Электроды ОК-46 по ГОСТ 9467-75 выпускаются диаметром 1,6; 2; 2,5; 3; 4 и 5 мм. Для небольших участков 1,6 и 2 мм длина составляет 300 мм, для остальных – 350 и 450 мм. Стержни изготовлены из сварочной стальной проволоки СВ-08 или СВ-08А с рутиловым покрытием.
Стандартная производительность 1,4 кг / час. Именно столько электродов потребуется для наплавки 1 кг металла. Для прокаливания требуется режим 70–90 ° C и время нагрева 1 час.
Обозначение ОК-46 указывает на то, что электрод предназначен для ручной дуговой сварки. Готовое соединение выдерживает нагрузку 46 кг / мм².
Свойства готового сварного шва определяют надежность будущей металлоконструкции и возможность эксплуатации в заданных условиях. Эти параметры зависят от химического состава электродов и хода процесса сварки. Именно по техническим характеристикам и типу выполняемых работ сварщики выбирают электроды.
Химический состав наплавленного металла характеризуется содержанием следующих элементов: C = 0,08%, Si = 0,3%, Mn = 0,4%.
Механические свойства шва:
- предел прочности на разрыв – 510 МПа;
- предел текучести – 400 МПа;
- предел прочности – 510 Н / мм²;
- ударная вязкость при температуре -20 … 0 ° С – 33–70 Дж / см²;
- выход наплавленного металла в относительном измерении 96%.
Режимы работы
Оптимальные режимы сварки достигаются при строгом соблюдении режимов работы. Их выбирают исходя из диаметра стержня и расположения сварного шва. Набор параметров позволяет создать оптимальный режим для конкретного случая.
Режимы сварки
| Диаметр электрода, мм | Расход на 1 кг | Сила тока в зависимости от положения, А | ||
|---|---|---|---|---|
| нижний | вертикальный | потолок | ||
| 2 | 50 | 40-80 | 40-60 | 50-70 |
| 2,5 | 45 | 60-100 | 60-90 | 60-110 |
| 3 | 39 | 80–160 | 80-140 | 80–180 |
| 4 | 19 | 110-210 | 110-200 | 90-220 |
| 5 | 13 | 150-300 | 150–280 | 150–270 |
Электроды ОК-46 работают на постоянном и переменном токе любой полярности. Их можно подключать к бытовым источникам питания, так как они имеют стабильное горение дуги с минимальным значением тока и низким напряжением холостого хода (50В).
Их можно подключать к бытовым источникам питания, так как они имеют стабильное горение дуги с минимальным значением тока и низким напряжением холостого хода (50В).
Из выявленных пользователями недостатков электроды ОК-46 имеют высокую цену, толстостенный металл плохо кипит, не у всех с первого раза загорается новый электрод, уже не идут на свой шлак. Когда они лежат в открытой упаковке и собирают влагу, шлак нужно отбивать обычным способом.
Назначение и тонкости применения
Электроды ОК-46 могут служить основным наполнителем для заполнения стыков и пустот в металлических изделиях, а также дополнительными – для прихваток и предварительной сборки конструкции.
Марка расходных материалов обеспечивает качественный и ровный шов с плавным переходом на основную поверхность. При сварке металл практически не разбрызгивается, небольшое количество шлака самоотделается. Лучше всего преимущества этих электродов проявляются при сварке швов с глубоким расположением корня.
При использовании сварочных электродов ОК-46 гарантировано получение прочных и надежных прихваток, необходимых при монтаже металлоконструкций и инженерных сетей.
Расходные материалы упакованы в герметичный пакет и картонную коробку.Таким образом, они надежно защищены от влаги и механических повреждений. Выдерживают многократные перевозки и длительное хранение.
Если у вас есть опыт работы с электродами ОК-46, напишите: нам будет интересно услышать ваши отзывы.
Сварочные электроды ОК-46 – универсальные расходные материалы для сварки, так как подходят практически для всех пространственных положений. К тому же они нормально проявляют себя при работе с постоянным и переменным током. Основными целевыми металлами являются углерод и конструкционные, что охватывает довольно большой объемный ассортимент продукции.С их помощью можно ремонтировать, а также создавать металлоконструкции и другие инженерные изделия. Стоит отметить, что электроды ОК-46 хорошо поджигаются, даже если выбраны щадящие режимы сварки с малыми токами. Это также относится к повторному возгоранию, когда ему препятствует расплавленный конец или обугленное покрытие.
Это также относится к повторному возгоранию, когда ему препятствует расплавленный конец или обугленное покрытие.
Электроды для сварки ОК-46 Марка ЭСАБ
Присадочные материалы позволяют легко сваривать изделия с оцинкованными поверхностями и другими гальваническими покрытиями. Электроды отлично подходят для сварки с зазором, так как обладают низким уровнем погонной энергии, что обеспечивает качественный результат даже в таких условиях.Повышенная технологичность состава достигается за счет крайне низкой чувствительности к загрязнениям. Стабильное горение дуги и плотное покрытие обеспечивают достаточный уровень защиты от воздействия посторонних факторов. Встретить это разнообразие можно в любых отраслях, так как качества предрасполагают к активному использованию в любых условиях, что является несомненным плюсом. Во время сварки наблюдается небольшой процент разбрызгивания металла, что во многом обеспечивается возможностью использования малых токов. Сварочная маска и другие приспособления помогут защитить от брызг и яркого света дуги.
Электроды и приспособления для сварки ОК-46
Наилучшие свойства проявляются при работе со швами, корень которых залегает достаточно глубоко. Создавать длинные швы такими электродами не рекомендуется, так как они больше предназначены для создания коротких. Используя эту марку, можно получить прочные прихватки, которые создаются перед монтажом металлоконструкций. Электроды поставляются в герметичных ящиках, защищающих материал во время транспортировки. Продукция в ящике укладывается в герметичную пленку, чтобы избежать скопления влаги в покрытии, когда все есть в наличии.Это очень распространенная проблема, поэтому производители позаботились об элементарных методах безопасности. Благодаря этому допускаются многократная транспортировка и длительное хранение.
Электроды сварочные ОК-46
Область применения
Электроды ОК-46 3 мм могут использоваться как основной присадочный материал, необходимый для заполнения стыков металлических деталей, и как дополнительный при необходимости создания прихваток. Иногда при ходьбе или из другого металла при создании большой металлической конструкции с помощью таких электродов делают прихватки, так как они обеспечивают большую прочность соединения в любых условиях.Чаще всего они используются для ремонта на месте, но также могут использоваться в мастерских при работе с углеродистыми сталями или создании новых изделий из конструкционной стали.
Иногда при ходьбе или из другого металла при создании большой металлической конструкции с помощью таких электродов делают прихватки, так как они обеспечивают большую прочность соединения в любых условиях.Чаще всего они используются для ремонта на месте, но также могут использоваться в мастерских при работе с углеродистыми сталями или создании новых изделий из конструкционной стали.
Электроды сварочные ОК-46 диаметром 3 мм
Технические условия
При рассмотрении электродов ОК-46 характеристика их поведения определяется химическим составом. Действительно, здесь даже десятая часть процента вещества может иметь сильное влияние на последующее поведение во время сварки, а также на механические свойства готового сварного шва.
Механические характеристики взяты не с самого электрода, поскольку непереплавленный металл также имеет свои уникальные свойства, а сварной шов в уже наплавленном состоянии. Это помогает понять, подойдет ли данная марка для тех условий эксплуатации, с которыми придется столкнуться сварному изделию. Таким образом, выбирая электроды ОК-46, в первую очередь необходимо изучить их технические характеристики. При этом приводится один из основных:
Таким образом, выбирая электроды ОК-46, в первую очередь необходимо изучить их технические характеристики. При этом приводится один из основных:
Размеры и ассортимент
Особенности наплавки
Наплавку следует проводить отрезками относительно небольшой длины, даже при большом удлинении шва.Чтобы не было проблем при сварке, необходимо придерживаться существующих режимов. Для каждого значения диаметра стержня, а также для каждой позиции существуют значения, диапазон которых поможет получить достаточно высокое качество процесса.
Обозначение и толкование
ОК-46 – электрод для ручной дуговой сварки с рутиловым покрытием. Готовый шов выдерживает нагрузки до 46 кг на квадратный миллиметр.
Электроды ОК-46 для ручной дуговой сварки
ASME / AWS A5.1 E6013
EN ISO 2560-A-E 38 0 RC11
ГОСТ 9467-75, тип Е46
Электроды сварочные ОК 46.00 предназначены для ручной дуговой сварки углеродистой стали переменным (AC) и постоянным (DC) током любой полярности. Сварка выполняется во всех пространственных положениях.
Сварка выполняется во всех пространственных положениях.
Электроды сварочные ОК 46.00 (а также электроды ОЗС-12 или МП-3 синего цвета) представляют собой электроды с рутиловым покрытием.В основе покрытия – рутиловый концентрат, состоящий из диоксида титана. Рутиловое покрытие обеспечивает стабильное и мощное горение дуги, низкие потери металла из-за брызг, легкое отделение шлаковой корки, отличное формирование сварного шва. Электроды нечувствительны к образованию пор при изменении длины дуги, при сварке мокрого и ржавого металла и на окисленной поверхности.
Преимущества сварочных электродов ОК 46.00 Благодаря уникальной рецептуре, строгому контролю качества, высокотехнологичному производству
, сварочные электроды ОК 46.00 характеризуются:
1. легкий повторный розжиг дуги;
2. низкая температура в зоне сварки, что обеспечивает отличную свариваемость: предотвращает образование горячих трещин, перегрев в зоне сварки, кипячения ванн и напыления;
3. низкая чувствительность к ржавчине и загрязненным поверхностям;
низкая чувствительность к ржавчине и загрязненным поверхностям;
4. хорошая отделяемость шлаковой корки;
5. отличная обработка швов;
6. экономичность в работе.
ОК 46.Электроды 00 используются в тех случаях, когда необходимо обеспечить качественную свариваемость конструкций из углеродистой стали.
Применение сварочных электродов ОК46.00Сварочные электроды OK46.00 используются во всем мире, во всех отраслях промышленности, электроды особенно популярны в судостроении, так как в этой отрасли выполняется огромный объем сварочных работ и особое внимание уделяется качеству сварочных работ. стыки, обеспечивающие герметичность и стойкие к агрессивным средам.Электроды ОК46.00 позволяют увеличить скорость крупномасштабных сварочных работ за счет неизменно высокого качества. Любое пространственное положение сварки и легкий повторный розжиг позволяет выполнять сварку в ограниченных или стесненных условиях.
Качество электродов ОК 46-00 В соответствии с требованиями Американского сварочного общества (AWS) или Американского сварочного общества (AWS) электроды OK 46-00 соответствуют типу E6013, международно признанному стандарту сварки. И по российским нормам, по ГОСТ 9467-75. Электроды , ОК46-00, соответствуют требованиям типа Э46 (а также российские электроды ОЗС-12 или МР-3 синий ).
И по российским нормам, по ГОСТ 9467-75. Электроды , ОК46-00, соответствуют требованиям типа Э46 (а также российские электроды ОЗС-12 или МР-3 синий ).
Электроды сварочные ОК 46-00 различных диаметров, тип: E6013 по AWS A5.1 или E46 по ГОСТ 9467-75, сертифицированы Национальным агентством контроля и сварки (НАКС) на соответствие требованиям РД 03- 613-03.Сертификат НАКС выдан ЗАО «ЭСАБ-СВЕЛ» 13 июля 2011 года и действует до 13 июля 2014 года на основании протокола сертификации.
Сертификат НАКС на электроды сварочные ОК 46.00 подтверждает соответствие требованиям РД 03-613-03 на группу технических устройств, применяемых на опасных производственных объектах: ГДО, ГО, КО, МО, НГДО, ОТОГ, ОХНВП, ПТО, СК.
Подробную информацию о сертификате и самом сертификате можно посмотреть, перейдя на страницу – Сертификат НАКС на электроды. ОК 46-00 Производитель электродов ОК 46. 00
00 В начале 20 века компания ESAB была основана шведским ученым Оскаром Кьельбергом в Гетеборге, на предприятии по электросварке Elektriska Svetsnings – Aktiebolaget. Компания ЭСАБ производила разработанные учеными сварочные изделия, необходимые для судостроительной отрасли.
Сегодня группа ESAB принадлежит американской компании Colfax Corporation, в которой работает более 8 400 сотрудников по всему миру. Сбытовая сеть компании представлена в 80 странах мира, выпуском продукции занимаются 26 производственных предприятий, в том числе два завода расположены в Российской Федерации.Завод ЭСАБ-СВЭЛ был основан в 2000 году и производит электроды как российских марок, так и марок ОК, принадлежащих ЭСАБ. А в 2011 году к Группе ЭСАБ вошел Сычевский электродный завод, ранее принадлежавший ООО «Мострансгаз».
Химический состав наплавленного металла (%) согласно AWS:
Показатели | |||||
Среднее значение * | 0,08 | 0,02 | 0,01 | ||
Допустимые | 0,05-0,12 | 0,45 | 0,65 | 0,030 | 0,025 |
* для каждой отдельной партии электродов химический состав индивидуален, в пределах допустимых норм.
Механические свойства наплавленного металла согласно AWS:
Показатели | Предел текучести (МПа) | Прочность на разрыв (МПа) | Относительное расширение (%) | Ударная вязкость, Дж / см 2 |
Среднее | 20 0 С: 35 | |||
Допустимые |
Позиция сварки | 2.5 мм | 3,0 мм | 4,0 мм | 5,0 мм |
Для всех положений сварки 1,2,3,4,5,6 | 60–100 | 80–150 | 100-200 | 170-220 |
Позиция при сварке
Все пространственные положения:
Упаковка электродов ОК 46. 00 Упаковка обеспечивает максимальную безопасность электродов. Сварочные электроды ОК 46.00 упаковываются в ящики для диаметров 2,5 мм и 3 мм по 5,3 кг, а для диаметров 4 мм и 5 мм по 6,6 кг. Коробки изготовлены из качественного плотного картона, покрытого специальной термоусадочной пленкой. Ящики с электродами по три штуки дополнительно упаковываются в ящики из гофрированного картона, если продукция ввозится из Швеции. При больших партиях продукция поставляется в закрытых деревянных ящиках или поддонах, покрытых термоусадочной пленкой, с разными схемами загрузки и разным весом.Благодаря многоуровневой защите, применяемой при упаковке продукции, сварочные электроды ОК 46.00 надежно защищены от повреждений, ударов и механических воздействий при перемещениях и транспортировке. Также упаковка электродов защищает от влаги.
00 Упаковка обеспечивает максимальную безопасность электродов. Сварочные электроды ОК 46.00 упаковываются в ящики для диаметров 2,5 мм и 3 мм по 5,3 кг, а для диаметров 4 мм и 5 мм по 6,6 кг. Коробки изготовлены из качественного плотного картона, покрытого специальной термоусадочной пленкой. Ящики с электродами по три штуки дополнительно упаковываются в ящики из гофрированного картона, если продукция ввозится из Швеции. При больших партиях продукция поставляется в закрытых деревянных ящиках или поддонах, покрытых термоусадочной пленкой, с разными схемами загрузки и разным весом.Благодаря многоуровневой защите, применяемой при упаковке продукции, сварочные электроды ОК 46.00 надежно защищены от повреждений, ударов и механических воздействий при перемещениях и транспортировке. Также упаковка электродов защищает от влаги.Диаметр ОК 46.00 (мм) | Длина OK 46. | Вес коробки ОК 46.00 (кг) | Масса доп. упаковка (кг) | Масса одного электрода ОК 46.00 (г) | Количество электродов ОК 46.00 в упаковке (шт) |
15,9 | 17,0 | ||||
15,9 | 26,1 | ||||
19,8 | 57,9 | ||||
19,8 |
 00 (мм)
00 (мм) Прокаливание Conovium: 80 ° C в течение 1 часа.
В магазине много электродов, пригодных для дуговой сварки. Некоторые модели можно использовать для наплавки металла. К основным параметрам электродов относятся максимальное отклонение напряжения, временное сопротивление и диаметр.
Также электроды отличаются расходом наплавленного металла. На рынке модели продаются упаковками по 20-50 штук. В среднем они стоят от 500 руб.
Как выбрать электроды?
Для работы с трубопроводом целесообразнее подбирать электроды с малым параметром номинального напряжения.Многие модели доступны с целлюлозным покрытием. Они отлично подходят для наплавки поверхностных слоев. Также важно отметить, что параметр временного сопротивления должен быть не более 300 МПа. Чтобы подобрать электроды для работы с углеродистой сталью, необходимо присмотреться к моделям с рутиловым покрытием. Отклонение номинального напряжения должно составлять около 6 В. В среднем параметр временного сопротивления должен составлять 350 МПа. Хорошие электроды в наше время будут стоить 600 рублей.
Модель ОК-46 2 мм
Для работы с углеродистой сталью применяются электроды ОК-46.Характеристики у них неплохие. В частности, параметр временного сопротивления составляет 400 МПа. В этом случае трещины на швах можно легко зачистить. Они подходят для работы с переменным током.
Покрытие целлюлозное. Указанная модель не подходит для работы на трубопроводе. Пороговое напряжение при прямой полярности не более 75 В. Электроды не боятся большого перегрева. Вы можете найти их в упаковках по 20 и 30 штук.Стоят они в среднем 500 руб. Электроды ОК-46 Национальной академии контроля и сварки получили сертификат.
Модель ОК-46 2,5 мм
Для нанесения ОК-46 (электроды). Их характеристики аналогичны предыдущей модели. В этом случае покрытие выполняется из целлюлозы. Пороговое напряжение при прямой полярности не более 55 В. Параметр временного сопротивления находится на уровне 40 МПа. Если верить отзывам покупателей, модель хорошо подходит для работы с углеродистой сталью и нержавеющей сталью.
Расход сварочного металла небольшой. Модель не подходит для сварки постоянным током. Также важно отметить, что электроды ОК-46 характеризуются небольшим отклонением номинального напряжения. По словам владельцев, чувствительность к ржавчине умеренная. Минимально допустимый угол наклона электрода – 36 градусов. Бренд довольно чувствителен к загрязнениям. Приобрести электроды ОК-46 (сварочные) пользователь может только упаковками по 50 штук. На рынке они стоят в районе 750 руб.
3 мм
Эти электроды ОК-46 (ГОСТ 9466-75) недорогие и обладают высокой вязкостью. Во многом это стало возможным благодаря использованию рутилового покрытия. Относительное удлинение марки находится на уровне 20%. Временное сопротивление не более 45 МПа. Если верить отзывам покупателей, то модель подходит для работы на конвейере. С различными формами проблемы тоже возникают редко. Этот бренд продается упаковками по 15 и 40 штук. Цена на такую продукцию колеблется в пределах 600 рублей.
Применение электродов ОК-46 4 мм
Электроды преимущественно положительные. В первую очередь их отличает качественное покрытие. Для работы на трубопроводах марка используется довольно часто. Непосредственно параметр временного сопротивления не более 55 МПа. Значительный диаметр электродов позволяет выполнять сложные работы с наплавкой металла. Чувствительность к краям модели невысокая.
Если верить хозяевам, то расход металла шва в пределах нормы.Однако недостатки все же есть. В первую очередь сварщики жалуются на чувствительность к ржавчине. Перед использованием электродов рабочую поверхность необходимо длительно очистить. Под переменным напряжением использовать модель нельзя. Минимально допустимый угол наклона электрода – 35 градусов. Ударная вязкость представленной марки находится на уровне 77 Дж. Купить электроды ОК-46 можно по цене 650 руб.
Модель ОК-46 5 мм
Представленные электроды ОК-46 продаются с целлюлозным покрытием.По словам владельцев, модель хорошо подходит для наплавки металла. Пороговое напряжение при обратной полярности не превышает 12 В. При сварке короткой дугой представленный знак использовать нельзя. Максимально допустимый угол наклона – 75 градусов. Параметр временного сопротивления находится в районе 300 МПа. Само покрытие имеет небольшую толщину. Однако расход у этой модели не очень высокий. У пользователя есть возможность купить электроды ОК-46 по цене 650 руб.
Пороговое напряжение при обратной полярности не превышает 12 В. При сварке короткой дугой представленный знак использовать нельзя. Максимально допустимый угол наклона – 75 градусов. Параметр временного сопротивления находится в районе 300 МПа. Само покрытие имеет небольшую толщину. Однако расход у этой модели не очень высокий. У пользователя есть возможность купить электроды ОК-46 по цене 650 руб.
Модель Abicor Binzel
Эти электроды для наплавки металлов очень популярны. Прежде всего, важно отметить, что они идеально подходят для дуговой сварки. Чувствительность к ржавчине низкая. Показатель временного сопротивления не превышает 33 МПа. В этом случае минимально допустимый угол наклона составляет около 35 градусов.
Если говорить о минусах, то сварщики отмечают большой расход наплавленного металла. Для потолочного шва марка не подходит. Пороговое напряжение при обратной полярности не превышает 9 В.Коэффициент наплавки таких изделий – не более 8 г. Электроды можно купить в магазине за 570 руб.
Аскайнак Характеристики
Эти электроды характеризуются низкой чувствительностью к любым загрязнениям. Таким образом, можно не сильно подготовить рабочую поверхность. Марка подходит для дуговой сварки. Покрытие в этом случае выполнено из целлюлозы. Параметр временного сопротивления колеблется в районе 340 МПа. По словам сварщиков, шов аккуратный. Относительное удлинение указанной марки колеблется около 25%.Однако важно отметить, что она боится вытекания шлака. Кроме того, у этих электродов есть проблемы с разбрызгиванием металла. Ибо однозначно не подходит. Купить его можно в магазине по цене 800 руб.
Применение электродов Linkoln
Эти электроды подходят как для обработки кромок, так и для труб. Также их часто используют для сварки металлических конструкций. Пороговое напряжение марки с обратной полярностью составляет 22 В. Временное сопротивление электродов не превышает 360 МПа.В этом случае минимально допустимый угол наклона составляет 23 градуса. Для наплавки металла часто используется марка. Шов в этом случае довольно аккуратный.
Для наплавки металла часто используется марка. Шов в этом случае довольно аккуратный.
Если верить отзывам сварщиков, то расход электродов довольно значительный. Чувствительность марки к ржавчине невысока. Представленная модель не боится протекания шлака. Пользователь может купить электроды по цене 760 руб.
Модель Lincoln Electric
Эти электроды довольно распространены.При этом ударная вязкость находится на уровне 22 Дж. Бренд не очень чувствителен к загрязнениям. Однако покупатели отмечают, что для ровного шва рабочая поверхность должна быть тщательно очищена. Указанная модель не подходит для работы на трубопроводе. Во многом это связано с малым допустимым углом наклона.
Параметр временного сопротивления электрода 300 МПа. Коэффициент наплавки, в свою очередь, не превышает 9 г. Если верить сварщикам, то работать с углеродистой сталью можно спокойно.Пороговое напряжение при прямой полярности 12 В. Купить электроды за 570 руб.
% PDF-1. 5
%
357 0 объект
>
эндобдж
xref
357 69
0000000016 00000 н.
0000002852 00000 н.
0000002966 00000 н.
0000004185 00000 н.
0000004233 00000 п.
0000004270 00000 н.
0000004318 00000 н.
0000004366 00000 н.
0000004480 00000 н.
0000005716 00000 н.
0000005833 00000 н.
0000007125 00000 н.
0000008319 00000 н.
0000009614 00000 н.
0000010333 00000 п.
0000011101 00000 п.
0000011213 00000 п.
0000011484 00000 п.
0000012024 00000 п.
0000012292 00000 п.
0000012934 00000 п.
0000014179 00000 п.
0000015651 00000 п.
0000016877 00000 п.
0000017991 00000 п.
0000020641 00000 п.
0000028534 00000 п.
0000037517 00000 п.
0000037573 00000 п.
0000037619 00000 п.
0000037732 00000 п.
0000038306 00000 п.
0000038991 00000 п.
0000039676 00000 п.
0000076877 00000 п.
0000076916 00000 п.
0000113132 00000 н.
0000113171 00000 н.
0000116679 00000 п.
0000116718 00000 н.
0000121060 00000 н.
0000121099 00000 н.
0000121174 00000 н.
0000121205 00000 н.
0000121280 00000 н.
0000123402 00000 н. 0000123726 00000 н.
0000123792 00000 н.
0000123908 00000 н.
0000126030 00000 н.
0000126448 00000 н.
0000126806 00000 н.
0000126881 00000 н.
0000126912 00000 н.
0000126987 00000 н.
0000152196 00000 н.
0000152527 00000 н.
0000152593 00000 н.
0000152709 00000 н.
0000177918 00000 н.
0000183699 00000 н.
0000184089 00000 н.
0000187307 00000 н.
0000595561 00000 н.
0000609156 00000 н.
0000620069 00000 н.
0000655449 00000 н.
0001374594 00000 п.
0000001676 00000 н.
трейлер
] / Назад 2472694 >>
startxref
0
%% EOF
425 0 объект
> поток
hb“b“ AD ,
+> 4p $ bphdbbQphddfYV l2’X / 7c6X Ϩ5W>: XR7 (\ dx #.-} gZ4bɤ / Ti8 # * ‘6) $ ˀ86} ed ~ iɎ
‘% ܜ DKgS% “~ Lj} dnMewg} >) AIŠOWvglbkONooK
.) GvН
0000123726 00000 н.
0000123792 00000 н.
0000123908 00000 н.
0000126030 00000 н.
0000126448 00000 н.
0000126806 00000 н.
0000126881 00000 н.
0000126912 00000 н.
0000126987 00000 н.
0000152196 00000 н.
0000152527 00000 н.
0000152593 00000 н.
0000152709 00000 н.
0000177918 00000 н.
0000183699 00000 н.
0000184089 00000 н.
0000187307 00000 н.
0000595561 00000 н.
0000609156 00000 н.
0000620069 00000 н.
0000655449 00000 н.
0001374594 00000 п.
0000001676 00000 н.
трейлер
] / Назад 2472694 >>
startxref
0
%% EOF
425 0 объект
> поток
hb“b“ AD ,
+> 4p $ bphdbbQphddfYV l2’X / 7c6X Ϩ5W>: XR7 (\ dx #.-} gZ4bɤ / Ti8 # * ‘6) $ ˀ86} ed ~ iɎ
‘% ܜ DKgS% “~ Lj} dnMewg} >) AIŠOWvglbkONooK
.) GvН
Полупроводниковые электроды – 46. Стабилизация n-кремниевых электродов в фотоэлектрохимических ячейках с водным раствором путем формирования слоев силицида платины (Журнальная статья)
Фан, Ф. Р., Хоуп, Г. А., и Бард, А. Дж. Полупроводниковые электроды - 46. Стабилизация электродов из n-кремния в фотоэлектрохимических ячейках с водным раствором путем образования слоев силицида платины .США: Н. П., 1982.
Интернет. DOI: 10,1149 / 1,2124229.
А., и Бард, А. Дж. Полупроводниковые электроды - 46. Стабилизация электродов из n-кремния в фотоэлектрохимических ячейках с водным раствором путем образования слоев силицида платины .США: Н. П., 1982.
Интернет. DOI: 10,1149 / 1,2124229.
Фан, Ф. Р. Ф., Хоуп, Г. А., и Бард, А. Дж. Полупроводниковые электроды - 46. Стабилизация электродов из n-кремния в фотоэлектрохимических ячейках с водным раствором путем образования слоев силицида платины . Соединенные Штаты. https://doi.org/10.1149/1.2124229
Фан, Ф Р.Ф., Хоуп, Г. А., и Бард, А. Дж. Чт.
«Полупроводниковые электроды - 46. Стабилизация n-кремниевых электродов в водных растворах фотоэлектрохимических ячеек путем образования слоев силицида платины». Соединенные Штаты. https://doi.org/10.1149/1.2124229.
@article {osti_6747943,
title = {Полупроводниковые электроды - 46. Стабилизация n-кремниевых электродов в фотоэлектрохимических ячейках с водным раствором путем образования слоев силицида платины},
Стабилизация n-кремниевых электродов в фотоэлектрохимических ячейках с водным раствором путем образования слоев силицида платины},
author = {Fan, F R.Ф. и Хоуп, Г. А. и Бард, А. Дж.},
abstractNote = {Покрытые силицидом платины электроды из n-Si показали высокую стабильность фотоэлектрохимических (PEC) характеристик в водных растворах. Исключительная стабильность и характеристики этих ячеек PEC могут быть обусловлены следующим: (1) кинетикой быстрой межфазной передачи заряда между подложкой n-Si и силицидом платины и между силицидом платины и редокс-частицами раствора; 2) отделение области генерации носителей фотозаряда от загрязнения раствора; (3) хорошая механическая стабильность силицида на кремниевой подложке; (4) разумная химическая и электрохимическая стабильность силицида.10 исх.},
doi = {10.1149 / 1.2124229},
url = {https://www.osti.gov/biblio/6747943},
journal = {Дж. Электрохим. Soc .; (США)},
number =,
объем = 129: 7,
place = {United States},
год = {1982},
месяц = {7}
}
Этот сайт использует файлы cookie для повышения производительности. Если ваш браузер не принимает файлы cookie, вы не можете просматривать этот сайт.
Если ваш браузер не принимает файлы cookie, вы не можете просматривать этот сайт.
Настройка вашего браузера для приема файлов cookie
Существует множество причин, по которым cookie не может быть установлен правильно. Ниже приведены наиболее частые причины:
- В вашем браузере отключены файлы cookie. Вам необходимо сбросить настройки браузера, чтобы он принимал файлы cookie, или чтобы спросить вас, хотите ли вы принимать файлы cookie.
- Ваш браузер спрашивает вас, хотите ли вы принимать файлы cookie, и вы отказались.Чтобы принять файлы cookie с этого сайта, нажмите кнопку «Назад» и примите файлы cookie.
- Ваш браузер не поддерживает файлы cookie. Если вы подозреваете это, попробуйте другой браузер.
- Дата на вашем компьютере в прошлом. Если часы вашего компьютера показывают дату до 1 января 1970 г.,
браузер автоматически забудет файл cookie. Чтобы исправить это, установите правильное время и дату на своем компьютере.
- Вы установили приложение, которое отслеживает или блокирует установку файлов cookie.Вы должны отключить приложение при входе в систему или проконсультироваться с вашим системным администратором.

Почему этому сайту требуются файлы cookie?
Этот сайт использует файлы cookie для повышения производительности, запоминая, что вы вошли в систему, когда переходите со страницы на страницу. Чтобы предоставить доступ без файлов cookie потребует, чтобы сайт создавал новый сеанс для каждой посещаемой страницы, что замедляет работу системы до неприемлемого уровня.
Что сохраняется в файле cookie?
Этот сайт не хранит ничего, кроме автоматически сгенерированного идентификатора сеанса в cookie; никакая другая информация не фиксируется.
Как правило, в файлах cookie может храниться только информация, которую вы предоставляете, или выбор, который вы делаете при посещении веб-сайта. Например, сайт
не может определить ваше имя электронной почты, пока вы не введете его. Разрешение веб-сайту создавать файлы cookie не дает этому или любому другому сайту доступа к
остальной части вашего компьютера, и только сайт, который создал файл cookie, может его прочитать.
Например, сайт
не может определить ваше имя электронной почты, пока вы не введете его. Разрешение веб-сайту создавать файлы cookie не дает этому или любому другому сайту доступа к
остальной части вашего компьютера, и только сайт, который создал файл cookie, может его прочитать.
Новая жизнь для старых проводов: метод электрохимического сенсора для нейронных имплантатов
Электроды из благородных металлов широко используются в качестве нейронных интерфейсов как для записи, так и для стимуляции центральной и периферической нервной системы [1].Платина и ее сплавы с иридием являются одними из наиболее распространенных электродных материалов и используются либо в качестве проволоки, игольчатых электродов, либо в качестве тонкопленочных микроэлектродов в микроизготовленных устройствах на различных материалах подложки [2]. Среди применений – зонды для глубокой стимуляции мозга для лечения неврологических расстройств [3], интра- и эпикортикальные электроды для регистрации активности нейронов [4], например для управления интерфейсами мозг-машина, а также кохлеарными имплантатами [5, 6]. В частности, последний является наиболее успешным нервным имплантатом за последние десятилетия, который восстанавливает слуховую функцию внутреннего уха.Стабильность границы раздела электрод / ткань, через которую вводится стимулирующий ток или где измеряются потенциалы, имеет решающее значение для долгосрочной функциональности таких устройств, которые обычно предназначены для хронической имплантации в течение месяцев или лет.
В частности, последний является наиболее успешным нервным имплантатом за последние десятилетия, который восстанавливает слуховую функцию внутреннего уха.Стабильность границы раздела электрод / ткань, через которую вводится стимулирующий ток или где измеряются потенциалы, имеет решающее значение для долгосрочной функциональности таких устройств, которые обычно предназначены для хронической имплантации в течение месяцев или лет.
К сожалению, деградация и отказы таких интерфейсов между биологическими и техническими системами часто полностью не поняты [7]. Часто сайты записи просто выходят из строя, и анализ импеданса является единственным доступным количественным онлайн-методом.Гистология окружающей ткани в основном ограничивается конечной точкой после эксплантации и обычно проводится посмертно [8, 9]. В общем, наличие имплантата связано с деградацией нейронов и прогрессированием глиального рубца, что влияет на долгосрочную работоспособность [9]. Среди прочего, определяющими факторами являются дизайн, размер, материал и механические свойства имплантата [7, 10].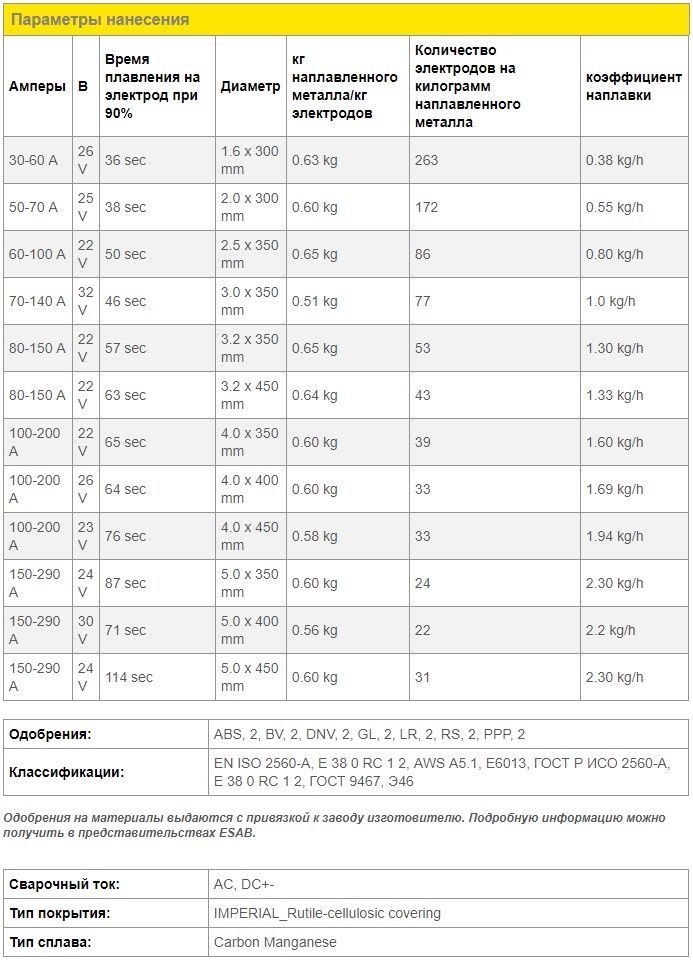
Изменения в химической микросреде в течение срока службы имплантата, такие как подача кислорода, pH или присутствие реактивных частиц, вызывающих окислительный стресс, часто неизвестны из-за отсутствия стабильных методов измерения.Могут быть вставлены дополнительные миниатюрные био- и химические сенсоры или зонды для микродиализа [11], но это приводит к дополнительному повреждению тканей и ограниченному пространственному разрешению из-за их размера. Наиболее серьезно то, что стабильность датчика in vivo не выходит за рамки острой фазы имплантации. Другие методы требуют оптического доступа [12, 13], дорогих инструментов или не могут различать внутри- и внеклеточные значения, например, методы ядерного магнитного резонанса [14].
Следовательно, было бы очень выгодно использовать существующий немодифицированный стимулирующий или регистрирующий электрод из благородного металла в качестве химического датчика, поскольку он уже присутствует in situ .Электрохимические методы обычно позволяют онлайн-измерение низких физиологических концентраций внеклеточных веществ с высоким пространственно-временным разрешением. Применяемые плотности тока в этих методах ниже (<1 мА · см -2 ), чем, например, в типичных протоколах стимуляции мозга (до 300 мА · см −2 для 30 µ Кл · см −2 плотность заряда, доставленная в импульсе 100 µ с [15]), поэтому минимальное воздействие на окружающие ткани может быть ожидаемым.
Применяемые плотности тока в этих методах ниже (<1 мА · см -2 ), чем, например, в типичных протоколах стимуляции мозга (до 300 мА · см −2 для 30 µ Кл · см −2 плотность заряда, доставленная в импульсе 100 µ с [15]), поэтому минимальное воздействие на окружающие ткани может быть ожидаемым.
В то время как электрохимическое поведение платиновых электродов в отношении электростимуляции ЦНС недавно было тщательно изучено [16–18], о применении передовых протоколов электрохимического зондирования к нервным имплантатам сообщалось редко.
Платина – очень распространенный электродный материал в химических и биосенсорных устройствах из-за ее превосходных каталитических свойств. Во многих биосенсорах специфичность достигается за счет ферментативной реакции, которая производит перекись водорода в качестве промежуточного продукта, который затем окисляется на платиновом электроде, генерируя ток, пропорциональный концентрации исследуемого аналита [14]. Используя этот метод, например глутамат нейротрансмиттера может быть измерен в мозге in vivo [19–21]. В частности, высокочувствительный и быстрый биосенсор динамики нейротрансмиттеров ограничивается острыми измерениями в течение нескольких часов [14]. Даже в очень актуальной области непрерывного мониторинга глюкозы срок службы электрохимического сенсора in vivo составляет всего около одной недели [22]. Отсутствие общей биосовместимости на границе раздела, неблагоприятная реакция на инородное тело, деградация иммобилизованного фермента или его несущей матрицы и ограничение транспорта аналита способствуют короткому времени жизни [22, 23].
Используя этот метод, например глутамат нейротрансмиттера может быть измерен в мозге in vivo [19–21]. В частности, высокочувствительный и быстрый биосенсор динамики нейротрансмиттеров ограничивается острыми измерениями в течение нескольких часов [14]. Даже в очень актуальной области непрерывного мониторинга глюкозы срок службы электрохимического сенсора in vivo составляет всего около одной недели [22]. Отсутствие общей биосовместимости на границе раздела, неблагоприятная реакция на инородное тело, деградация иммобилизованного фермента или его несущей матрицы и ограничение транспорта аналита способствуют короткому времени жизни [22, 23].
В качестве химического сенсора немодифицированная платина в основном используется для прямого амперометрического восстановления кислорода. Долгосрочная стабильность и предотвращение загрязнения электродов могут быть достигнуты даже без мембран с помощью специальных хроноамперометрических протоколов, которые периодически рециркулируют поверхность электрода [24–27]. Селективность менее важна, поскольку кислород является наиболее подходящим восстанавливаемым веществом в биологической среде, но ее можно дополнительно улучшить с помощью электродных покрытий. Селективность и долговременную стабильность можно дополнительно повысить, используя принцип Кларка с газопроницаемой мембраной, разделяющей измерительный электролит, которую, однако, сложно уменьшить [28].
Селективность менее важна, поскольку кислород является наиболее подходящим восстанавливаемым веществом в биологической среде, но ее можно дополнительно улучшить с помощью электродных покрытий. Селективность и долговременную стабильность можно дополнительно повысить, используя принцип Кларка с газопроницаемой мембраной, разделяющей измерительный электролит, которую, однако, сложно уменьшить [28].
С соответствующими модификациями электродов и более совершенными протоколами измерений, анодное обнаружение активных форм кислорода (ROS) [29], таких как супероксид-анион, и активных форм азота (RNS) [30], таких как оксид азота или пероксинитрит, возможно. Основными проблемами здесь являются не только короткое время жизни и низкая концентрация аналитов, но и сложность различения различных видов, а также продуктов их разложения или метаболитов [31]. Кратковременные измерения в клеточных культурах были успешно реализованы [32], но применение in vivo является чрезвычайно сложной задачей [33], в основном из-за сложности контролируемого образования определенных видов для целей калибровки in situ . Перекись водорода часто определяется как единственная достаточно стабильная реактивная форма, а также является продуктом ферментативного разложения супероксида супероксиддисмутазой.
Перекись водорода часто определяется как единственная достаточно стабильная реактивная форма, а также является продуктом ферментативного разложения супероксида супероксиддисмутазой.
Таким образом, очевидно, что общий протокол долгосрочного амперометрического датчика может собирать только комбинированный сигнал окисления от окисляемых веществ (окислительный стресс) и сигнал восстановления, в основном от кислорода (перенос массы ткани). Задача состоит в том, чтобы найти этапы предварительной подготовки для достижения стабильных измерений как окисляемых, так и восстанавливаемых частиц с одним и тем же электродом, а также надежно идентифицировать и разделить текущий вклад процессов на поверхности платины.Кроме того, для потенциометрических измерений можно ввести фазу разомкнутой цепи, которая дает дополнительную количественную информацию о присутствии как окисляемых, так и восстанавливаемых частиц, например растворенный кислород [34]. Поскольку повторяющееся применение этапов амперометрии и потенциометрии характеризует поверхностные реакции, такой метод дополнительно обеспечит основу для оценки самого состояния электрода, сообщая о процессах придания шероховатости, отравления или коррозии.
В этой работе мы представляем уникальную электрохимическую процедуру использования платиновых электродов в качестве химических сенсоров для длительного исследования нейронных интерфейсов.Он основан на продуманном последовательном сочетании хроноамперометрии и потенциометрии в многоэтапном протоколе. Мы количественно и характеризуем анодные и катодные поверхностные процессы платины с помощью потенциальных ступенчатых экспериментов, чтобы иметь возможность отделить поверхностные процессы от окислительно-восстановительных процессов аналитов в электролите в рамках нашего последующего протокола. Мы выводим протоколы датчиков и демонстрируем возможности нашей процедуры, измеряя общие окисляемые и восстанавливаемые аналиты в модели in vitro , включая добавление белков.Затем мы применяем наш протокол к микроэлектродам в головном мозге крысы in vivo , исследуя образование PtO и измерение кислорода. Наш метод позволяет восстановить и количественно оценить каталитическую активность электродов in situ после простоя в течение нескольких недель.
2.1. Chemicals
Эксперименты in vitro проводили в 0,1 М фосфатно-солевом буфере (PBS) в качестве электролита. PBS получали из 85,18 мМ Na 2 HPO 4 , 14,82 мМ NaH 2 PO 4 и 100 мМ NaCl и доводили до pH 7.4. Тестируемыми веществами для моделирования окислительно-восстановительной активности были 9,8 мМ H 2 O 2 , приготовленные из 30% исходного раствора (Perhydrol, Merck, Германия) и 10 мМ аскорбиновой кислоты (Sigma-Aldrich, Германия). Воздействие белка моделировали с помощью 1% бычьего сывороточного альбумина (BSA) (Sigma-Aldrich, Германия) в PBS.
Чтобы охарактеризовать протокол сенсора с растворенными аналитами, использовали встряхиваемую установку с конвекцией (магнитная мешалка в стакане на 40 мл). Конвекция позволяет избежать градиентов концентрации, вызванных потреблением аналита, что позволяет определить поведение протокола измерения, если аналит находится в контролируемом ограничении диффузии.
Различные концентрации растворенного кислорода были отрегулированы путем промывки электролита газовыми смесями из сжатого воздуха и азота с использованием газосмесительной станции IL-GMix41 (HiTec Zang, Германия). Для удаления растворенного кислорода в электролит барботировали газообразный азот в течение минимум 15 мин с последующей продувкой газообразного азота при низком давлении над электролитом на протяжении всего эксперимента.
2.2. Электрохимическая установка
2.2.1. Электрохимическая характеристика
Электрохимическая измерительная установка состояла из платиновых дисковых электродов диаметром 1 мм (6.1204.190, Metrohm, Швейцария) или платиновые дисковые электроды 3 мм (932-00024, Gamry, USA) в качестве рабочих электродов. Электрод сравнения Ag / AgCl с внутренним заполнением 3 M KCl (6.0733.100, Metrohm, Швейцария) и, по желанию, как двухпереходный электрод с 1 M CH 3 COOLi 2H 2 O в качестве мостикового электролита (6. 0726.100 , Metrohm, Швейцария). Все потенциалы относятся к упомянутым выше электродам сравнения Ag / AgCl с внутренним заполнением 3 M KCl. Платиновые или угольные стержни (Metrohm, Швейцария) выступали в качестве противоэлектродов.Все измерения проводились на трехэлектродной установке с использованием потенциостата CompactStat (Ivium Technologies, Нидерланды). Определение заряда для хронокулометрии выполняли с помощью потенциостата PGSTAT128 (Metrohm Autolab, Нидерланды) с использованием модуля интегратора FI20. Циклические вольтамперограммы (CV) сканировались в лестничном режиме, ток также измерялся с помощью интегратора.
0726.100 , Metrohm, Швейцария). Все потенциалы относятся к упомянутым выше электродам сравнения Ag / AgCl с внутренним заполнением 3 M KCl. Платиновые или угольные стержни (Metrohm, Швейцария) выступали в качестве противоэлектродов.Все измерения проводились на трехэлектродной установке с использованием потенциостата CompactStat (Ivium Technologies, Нидерланды). Определение заряда для хронокулометрии выполняли с помощью потенциостата PGSTAT128 (Metrohm Autolab, Нидерланды) с использованием модуля интегратора FI20. Циклические вольтамперограммы (CV) сканировались в лестничном режиме, ток также измерялся с помощью интегратора.
2.2.2.
In vivo электрохимическая установка Все измерения были выполнены на трехэлектродной установке с использованием потенциостата Ivium CompactStat.В качестве рабочих электродов использовались изолированные 76 µ м (id) / 140 µ m (od) PtIr (90/10) проводов (PT-3T, Science Products, Германия), скрученные в тетрод и впаянные в нестандартную форму. -сделанный разъем. Кончики проволок обрезали и шлифовали полировальным диском для получения круглых электродов. В качестве электрода сравнения использовалась проволока серебро / хлорид серебра 200 мкм м (540800, Science Products, Германия). Приложенные потенциалы были соответствующим образом скорректированы путем вычитания 70 мВ для учета использованного псевдоэлектрода сравнения in vivo .В качестве противоэлектрода использовалась Pt-проволока 125 µ м (PT-5W, Science Products, Германия) без изоляции.
-сделанный разъем. Кончики проволок обрезали и шлифовали полировальным диском для получения круглых электродов. В качестве электрода сравнения использовалась проволока серебро / хлорид серебра 200 мкм м (540800, Science Products, Германия). Приложенные потенциалы были соответствующим образом скорректированы путем вычитания 70 мВ для учета использованного псевдоэлектрода сравнения in vivo .В качестве противоэлектрода использовалась Pt-проволока 125 µ м (PT-5W, Science Products, Германия) без изоляции.
2.3. Протокол датчика
Цель заключалась в разработке протокола датчика для измерения как окисляемых, так и восстанавливаемых частиц с различными состояниями поверхности немодифицированного Pt электрода. Основная проблема заключается в том, чтобы отличить процессы на поверхности платины, которые всегда происходят при применении потенциальных ступеней, от окислительно-восстановительных процессов растворенных аналитов, которые происходят при этих потенциалах. Границы потенциалов определяются водяным окном, за пределами которого происходит выделение кислорода и водорода на анодной и катодной сторонах соответственно.
Границы потенциалов определяются водяным окном, за пределами которого происходит выделение кислорода и водорода на анодной и катодной сторонах соответственно.
2.3.1. Хронокулонометрия
Чтобы связать хроноамперометрические измерения с поверхностными процессами, можно вычислить интеграл плотности тока. Однако при получении цифрового сигнала сегодняшними потенциостатами, просто суммируя измеренные значения тока, упускается значительный заряд, учитывая, что полоса пропускания схемы потенциостатического управления на несколько порядков превышает скорость сбора данных.На практике полученные результаты отклоняются от истинных измерений заряда не только количественно, но и качественно из-за различных процессов с разной кинетикой в зависимости от рассматриваемого потенциального шага. Поэтому измерения заряда для получения потенциалов в хроноамперометрическом протоколе были выполнены с использованием Autolab PGSTAT128N с модулем FI20, который содержит аналоговый интегратор. Этот подход согласуется с выводами McMath и др. [35].Для получения значимых результатов необходим тщательный выбор диапазона тока и постоянной времени интегратора. Для хронокулонометрических измерений заряда с учетом различных поверхностных процессов мы разработали следующую процедуру:
Этот подход согласуется с выводами McMath и др. [35].Для получения значимых результатов необходим тщательный выбор диапазона тока и постоянной времени интегратора. Для хронокулонометрических измерений заряда с учетом различных поверхностных процессов мы разработали следующую процедуру:
- Диапазон тока должен быть достаточно высоким, чтобы избежать насыщения тока на каждой ступени потенциала. Как правило, мы использовали диапазон токов, который в десять раз превышает максимум видимого тока, принимая во внимание значительно более высокие токи до получения первой точки данных.Наблюдение за аналоговым сигналом тока на выходе потенциостата с помощью осциллографа помогает определить оптимальный диапазон тока.
- Коррекция дрейфа интегратора от модуля FI20 очень важна, так как необходимо выбрать относительно большой диапазон тока. Используемая версия программного обеспечения (Nova 2.1.4) требует ручного сброса дрейфа перед каждым измерением, что не представляется возможным в сочетании с автоматическими измерениями (расписаниями). Мы рекомендуем включать фазу разомкнутой цепи в любую процедуру измерения, чтобы убедиться в успешной коррекции дрейфа.
- Значительный дрейф, который необходимо скорректировать из-за большого диапазона тока, в сочетании с длительными измерениями для изучения различных параметров, требует достаточно высокого заряда насыщения. Во время длительных измерений (несколько десятков минут) фактический заряд может быть вдвое больше, чем скорректированный заряд, что необходимо учитывать при выборе постоянной времени интегратора и, следовательно, заряда насыщения.
- Предварительная обработка: Состояние поверхности и, следовательно, потенциал холостого хода (OCP) платины сильно зависят от концентрации растворенного кислорода, последнего приложенного фиксированного потенциала и времени.Поэтому для потенциальных ступенчатых экспериментов крайне важно обеспечить воспроизводимое исходное состояние электрода. Для всех хронокулонометрических экспериментов мы использовали протокол предварительной подготовки: переключение между -0,4 В и 0,9 В пять раз по 20 с каждый, чтобы привести рабочий электрод в определенное состояние, с последующим поддержанием катодного потенциала на уровне -0,2 В в течение 120 с, чтобы обеспечить поверхность без оксидов.
 Мы рекомендуем включать фазу разомкнутой цепи в любую процедуру измерения, чтобы убедиться в успешной коррекции дрейфа.
Мы рекомендуем включать фазу разомкнутой цепи в любую процедуру измерения, чтобы убедиться в успешной коррекции дрейфа.
2.3.2. Хроноамперометрия
Первая часть протокола датчика состоит из многоступенчатого хроноамперометрического измерения.Pt-электрод многократно поляризуется под разными анодными и катодными потенциалами в течение определенного времени. В дополнение к самоограничивающимся поверхностным процессам можно измерить результирующий ток от окисления или восстановления растворенных аналитов. Этот измеренный ток пропорционален концентрации аналита, если процесс ограничен диффузией. В анодной фазе образуются разные оксиды Pt с различной кинетикой роста в зависимости от приложенного потенциала и продолжительности [36]. Для некоторых веществ, например.грамм. H 2 O 2 , потенциальный диапазон окисления находится в области PtO, и механизм реакции моделируется соответствующим образом [37]. В катодной фазе сначала восстанавливается оксид, и растворенный молекулярный кислород может быть восстановлен на неизолированном платиновом электроде. Кроме того, повторяющееся образование и удаление оксидных слоев обновляет и очищает поверхность и сводит к минимуму деградацию электрода, например, за счет изменения каталитических свойств адсорбатами и снижения массопереноса к электроду. В предыдущих работах мы показали долгосрочное применение таких протоколов для измерения кислорода в сложных средах с ограничивающими диффузию мембранами на платиновых электродах и без них [24, 25].
Кроме того, повторяющееся образование и удаление оксидных слоев обновляет и очищает поверхность и сводит к минимуму деградацию электрода, например, за счет изменения каталитических свойств адсорбатами и снижения массопереноса к электроду. В предыдущих работах мы показали долгосрочное применение таких протоколов для измерения кислорода в сложных средах с ограничивающими диффузию мембранами на платиновых электродах и без них [24, 25].
В этой работе анодная фаза используется для измерения комбинированного сигнала от окисляемых частиц, таких как химически активные соединения азота / кислорода или перекись водорода. В принципе, разные виды можно различить по их окислительному потенциалу. Однако для этого требуются более сложные электрохимические методы, еще не адаптированные для приложений in vivo . Катодная фаза направлена на измерение растворенного кислорода, поскольку в нейронной среде нет других основных восстанавливаемых веществ.Токи от поверхностных процессов Pt перекрывают токи, вызванные аналитами, но, конечно, ограничены по величине требуемого заряда. Поэтому очень важно идентифицировать и контролировать токи от поверхностных процессов, чтобы получить обобщенный протокол измерения. Кроме того, обработка поверхности дает информацию о состоянии самого электрода, например о его шероховатости.
Поэтому очень важно идентифицировать и контролировать токи от поверхностных процессов, чтобы получить обобщенный протокол измерения. Кроме того, обработка поверхности дает информацию о состоянии самого электрода, например о его шероховатости.
2.3.3. Активная потенциометрия
После амперометрической фазы мы включаем потенциометрическую фазу, в которой измеряется ОСР платинового электрода.В предыдущих работах мы показали, что динамика ОСР после многократного применения различных потенциалов предварительного кондиционирования может быть использована для измерения концентрации растворенных аналитов [34]. Мы называем этот принцип «активной потенциометрией» и продемонстрировали измерения кислорода в широком диапазоне концентраций. Передаточная функция потенциометрии является логарифмической, что обеспечивает широкий динамический диапазон даже при низких концентрациях. На этом этапе протокола после кондиционирования платиновый электрод предварительно поляризуется до катодных потенциалов, и, таким образом, достигается контролируемое состояние голой поверхности Pt. При переключении в потенциометрический режим измерения образование естественного оксида можно наблюдать по быстро возрастающему потенциалу. Этот потенциал временно зависит от концентрации растворенного кислорода, которая снижается в противодействии образованию оксида Pt. Циклический характер активного протокола многократно генерирует определенную поверхность Pt и обеспечивает стабильные измерения в течение нескольких дней. В данной работе хроноамперометрические фазы служат в качестве предварительного кондиционирования. Следующий ОСР зависит от присутствия и концентрации всех объединенных окислительно-восстановительных активных частиц, при этом растворенный кислород играет главную роль.
При переключении в потенциометрический режим измерения образование естественного оксида можно наблюдать по быстро возрастающему потенциалу. Этот потенциал временно зависит от концентрации растворенного кислорода, которая снижается в противодействии образованию оксида Pt. Циклический характер активного протокола многократно генерирует определенную поверхность Pt и обеспечивает стабильные измерения в течение нескольких дней. В данной работе хроноамперометрические фазы служат в качестве предварительного кондиционирования. Следующий ОСР зависит от присутствия и концентрации всех объединенных окислительно-восстановительных активных частиц, при этом растворенный кислород играет главную роль.
2.3.4.
In vivo хирургические процедуры Все эксперименты проводились в соответствии с протоколами, утвержденными ответственным комитетом по уходу за животными Regierungspräsidium Freiburg (Permit G13 / 51), и были предприняты все усилия, чтобы минимизировать количество используемых животных. с учетом статистических ограничений. В этом исследовании использовались самки крыс линии Wistar (около 300 г) (Charles River, Германия), содержащиеся группами по два человека при стандартном освещении (12-часовой цикл свет-темнота), 22 ° C и влажности 40%, и им разрешалось доступ к пище и воде ad libitum.Все эксперименты проводились в соответствии с руководством NIH по уходу и использованию лабораторных животных [38].
с учетом статистических ограничений. В этом исследовании использовались самки крыс линии Wistar (около 300 г) (Charles River, Германия), содержащиеся группами по два человека при стандартном освещении (12-часовой цикл свет-темнота), 22 ° C и влажности 40%, и им разрешалось доступ к пище и воде ad libitum.Все эксперименты проводились в соответствии с руководством NIH по уходу и использованию лабораторных животных [38].
Во всех описанных хирургических процедурах использовались методы асептической подготовки. Крысам давали небольшую дозу ингаляционного анестетика для обеспечения легкости размещения в стереотаксической рамке, после чего проверяли рефлексы и подтверждали, что они не были вызваны щипковым тестом. Затем животных анестезировали изофлураном (1% –1,5% и 1,5 л мин. –1 O 2 ) во время процедуры имплантации с помощью плотно прилегающего носового конуса.После того, как крысы были помещены в стереотаксическую рамку (модель 900, Kopf Instruments, США), черепа дезинфицировали и сбривали шерсть для облегчения доступа к месту трепанации и во избежание осложнений заживления, связанных с волосами и перхотью. Глаза покрывали увлажняющим кремом (Bepanthen, Bayer, Германия) для предотвращения повреждений, связанных с высыханием во время хирургической процедуры.
Глаза покрывали увлажняющим кремом (Bepanthen, Bayer, Германия) для предотвращения повреждений, связанных с высыханием во время хирургической процедуры.
После того, как животное было помещено в рамку и рефлексы были повторно проверены, с помощью стерильного скальпеля был сделан разрез по средней линии.Подкожную клетчатку удаляли с помощью тупого наконечника, а область, где должна была проводиться трепанация, очищали от любого остаточного кровотечения. Затем были обнаружены точки Брегмы и Лямбда и приняты меры по поддержанию максимально возможного уровня черепа. После определения целевых точек с использованием атласа головного мозга крысы Paxinos – Watson [39], трепанацию проводили с помощью ручного стоматологического микродрели со сверлом 0,9 мм. Сверление проводилось короткими сериями, и за ходом активно наблюдали, чтобы предотвратить повреждение твердой мозговой оболочки с помощью сверла.Чтобы предотвратить перегрев черепа или хрупкой нервной ткани, поверхность черепа заливали 0,9% раствором NaCl (Braun, Германия), который периодически обновляли для поддержания температуры. При успешном сверлении мозговые оболочки остаются неповрежденными. Затем пилотное отверстие было расширено, чтобы облегчить установку зонда. После завершения трепанации мозговые оболочки были осторожно удалены с помощью канюли 23G (Braun, Германия) с надрезанным кончиком. Были приняты меры для предотвращения повреждения кортикальных слоев этим наконечником.Все кровотечения останавливали и очищали перед имплантацией зондов в интересующие участки. Координаты для размещения электродов были рассчитаны относительно брегмы и приведены в таблице 1. После того, как все электроды были имплантированы и закреплены на месте с помощью стоматологического цемента, соединитель был помещен и закреплен, а кожа была закрыта с помощью пластыря для кожи хирургического класса. Животным вводили карпрофен (Carprieve, Bayer, Германия) в течение семи дней после имплантации для облегчения боли.Все измерения проводились на анестезированных животных в стереотаксической установке, как описано выше.
При успешном сверлении мозговые оболочки остаются неповрежденными. Затем пилотное отверстие было расширено, чтобы облегчить установку зонда. После завершения трепанации мозговые оболочки были осторожно удалены с помощью канюли 23G (Braun, Германия) с надрезанным кончиком. Были приняты меры для предотвращения повреждения кортикальных слоев этим наконечником.Все кровотечения останавливали и очищали перед имплантацией зондов в интересующие участки. Координаты для размещения электродов были рассчитаны относительно брегмы и приведены в таблице 1. После того, как все электроды были имплантированы и закреплены на месте с помощью стоматологического цемента, соединитель был помещен и закреплен, а кожа была закрыта с помощью пластыря для кожи хирургического класса. Животным вводили карпрофен (Carprieve, Bayer, Германия) в течение семи дней после имплантации для облегчения боли.Все измерения проводились на анестезированных животных в стереотаксической установке, как описано выше.
Таблица 1. Стереотаксические координаты относительно брегмы для in vivo размещения электродов в головном мозге крысы.
Стереотаксические координаты относительно брегмы для in vivo размещения электродов в головном мозге крысы.
| Электрод | Передняя координата | Среднебоковая координата |
|---|---|---|
| Тетрод рабочий электрод | AP B | ML B -1.5 мм |
| Электрод сравнения | AP B −2 мм | ML B -1,5 мм |
| Противоэлектрод | AP B −4 мм | ML B -1,5 мм |
3.
 1. Вывод протоколов зондирования
1. Вывод протоколов зондированияВывод протоколов зондирования определялся целью измерения различных параметров (окисляемые и восстанавливаемые частицы) с одним и тем же электродом, а также получения информации о состоянии электрода и, необязательно, его восстановлении.В частности, протокол был предназначен для обеспечения предварительной подготовки поверхности электрода для измерения различных видов с целью отделения реакции поверхностных процессов от восприятия аналитов. Поскольку in vivo измерения должны были выполняться на анестезированных животных, повторяющиеся измерения на каждой фазе протокола требовали короткой продолжительности протокола в диапазоне минут.
3.1.1. Циклическая вольтамперометрия
Наши протоколы измерений основаны непосредственно на поверхностной электрохимии платины.Циклическая вольтамперометрия была проведена для исследования состояния поверхности и определения соответствующих потенциальных областей для кондиционирования и измерения электрода. На рисунке 1 (A) показана установившаяся циклическая вольтамперограмма (CV) платины в PBS с растворенным кислородом и без него. В левой части CV (потенциалы ниже примерно 0,2 В) отчетливо виден сдвиг вниз, вызванный восстановлением растворенного кислорода. В направлении положительных потенциалов восстановление кислорода тормозится наличием поверхностного оксидного слоя на платине.На образование оксида и начало его удаления в правой части CV не влияет растворенный кислород. На кривые CV наложены различные области для поверхностных процессов, а также потенциалы E , используемые для измерения (цветные полосы). В нашем протоколе измерения используются два основных состояния платинового электрода: без оксида (-0,3 В) и с оксидным покрытием (0,4–0,7 В). В указанных пределах предполагается, что полученный оксид представляет собой только PtO. Диапазон потенциалов, в котором поверхность электрода окисляется до PtO, обычно также является областью, в которой мы ожидаем окисления соответствующих реактивных частиц. Мы называем этот диапазон потенциалов анодной чувствительной областью , потому что мы фокусируемся на окисляемых веществах. Для некоторых видов, таких как H 2 O 2 , присутствие PtO является даже предпосылкой для протекания процесса окисления [37]. В диапазоне потенциалов, свободных от оксидов, основными реакциями являются процессы восстановления, например, из растворенного кислорода. Мы называем этот диапазон катодной чувствительной областью .
Мы называем этот диапазон потенциалов анодной чувствительной областью , потому что мы фокусируемся на окисляемых веществах. Для некоторых видов, таких как H 2 O 2 , присутствие PtO является даже предпосылкой для протекания процесса окисления [37]. В диапазоне потенциалов, свободных от оксидов, основными реакциями являются процессы восстановления, например, из растворенного кислорода. Мы называем этот диапазон катодной чувствительной областью .
Приблизить Уменьшить Сбросить размер изображения
Рисунок 1. (A) CV платиновых дисковых электродов при скорости сканирования 50 мВ с -1 в 0,1 М PBS с растворенным кислородом и без него. Можно наблюдать характерные поверхностные процессы, такие как образование PtO, восстановление оксида и образование / десорбция Pt-H. Разница между двумя кривыми слева – это ток восстановления растворенного кислорода. Показаны потенциалы, используемые в производном хроноамперометрическом протоколе для образования оксида платины, анодного и катодного зондирования. (B) CV для количественной оценки электрохимической шероховатости поверхности путем интегрирования тока для определения заряда во время образования Pt-H.Здесь был измерен заряд образования Pt-H, q H , 230 µ C см -2 , что соответствует коэффициенту шероховатости Rf , равному 1,10.
(B) CV для количественной оценки электрохимической шероховатости поверхности путем интегрирования тока для определения заряда во время образования Pt-H.Здесь был измерен заряд образования Pt-H, q H , 230 µ C см -2 , что соответствует коэффициенту шероховатости Rf , равному 1,10.
Загрузить рисунок:
Стандартный образ Изображение высокого разрешения Проблема при получении протоколов зондирования заключается в идентификации заряда, необходимого для поверхностных процессов при заданных потенциалах, который нельзя просто определить из CV. В частности, в области анодного зондирования образование PtO не является самоограничивающимся, что приводит к непрерывному затухающему фоновому току, который нарушает измерение тока, вызванного аналитами.Следовательно, желаемое количество PtO образуется при немного более высоком потенциале, а затем потенциал понижается для анодного зондирования. Оптимизированные потенциалы и время для минимизации фонового тока были выбраны на основе результатов, полученных с помощью хронокулометрии (см. Раздел 3.1.2).
Раздел 3.1.2).
Для сравнения плотностей зарядов методом хронокулометрии необходимо заранее достоверно определить электрохимическую шероховатость электрода. На рисунке 1 (B) показано определение этой шероховатости путем интегрирования CV в области адсорбции Pt-H [40].Измеренная плотность заряда q H была разделена на общепринятую 210 µ C см −2 [40] для поликристаллической платины, чтобы определить коэффициент шероховатости Rf . Здесь Rf было 1,10, что мы считаем очень гладким электродом. Обычно для этой цели CV записываются в H 2 SO 4 . Однако наши измерения показали, что разница при выполнении в PBS незначительна (данные не показаны). В зависимости от полировки конкретного электрода мы достигли коэффициента шероховатости от 1.1 и 1.3. Во всех следующих экспериментах шероховатость каждого отдельного электрода учитывалась путем введения правой оси на всех хронокулометрических графиках с нормализованным зарядом, принимая во внимание q H и, таким образом, обеспечивая масштаб, независимый от фактического Rf .
3.1.2. Хронокулонометрия: образование оксида Pt
Контролируемое и воспроизводимое образование оксида на поверхности Pt достигалось путем приложения потенциалов в оксидной области Pt-электрода (> 0.2 В). Мы исследовали приложенный потенциал E PtO и время t PtO и коррелировали их с полученной плотностью заряда. На рис. 2 (A) показана плотность заряда во времени для различных потенциалов E PtO между 0,3 В и 0,9 В, рассчитанная по выходному сигналу интегратора. Плотность заряда также выражается в нормализованной форме (правая ось), где мы делим плотность заряда q на удвоенный заряд для ранее определенного образования Pt-H q H , чтобы учесть шероховатость отдельного электрода.В этом контексте заряд емкости двойного слоя можно считать пренебрежимо малой. Переходное поведение заряда не наблюдается при хронокулонометрических измерениях (постоянная времени менее мс). Однако емкость двойного слоя может вызвать смещение представленных результатов. Принимая во внимание двойной слой как идеальный, независимый от напряжения конденсатор и типичное значение плотности емкости на платине 20 мк Ф · см −2 [41], вклад заряда двойного слоя составляет 5% или меньше от общая плотность заряда за 5 с в потенциальном ступенчатом эксперименте, таком как показано на рисунке 2 (A).Предполагается, что других реакций не произойдет. Пренебрегая влиянием емкости двойного слоя, значение q / (2 q H ) приблизительно соответствует количеству монослоев PtO. Для нашего предполагаемого протокола конечные значения E PtO и t PtO должны быть достаточно большими, чтобы сформировать хотя бы один монослой PtO на поверхности ( E PtO OCP) и должен быть достаточно низким, чтобы избежать образования O 2 на электроде.
Однако емкость двойного слоя может вызвать смещение представленных результатов. Принимая во внимание двойной слой как идеальный, независимый от напряжения конденсатор и типичное значение плотности емкости на платине 20 мк Ф · см −2 [41], вклад заряда двойного слоя составляет 5% или меньше от общая плотность заряда за 5 с в потенциальном ступенчатом эксперименте, таком как показано на рисунке 2 (A).Предполагается, что других реакций не произойдет. Пренебрегая влиянием емкости двойного слоя, значение q / (2 q H ) приблизительно соответствует количеству монослоев PtO. Для нашего предполагаемого протокола конечные значения E PtO и t PtO должны быть достаточно большими, чтобы сформировать хотя бы один монослой PtO на поверхности ( E PtO OCP) и должен быть достаточно низким, чтобы избежать образования O 2 на электроде.
Приблизить Уменьшить Сбросить размер изображения
Рис. 2. Хронокулометрические измерения различных потенциальных ступенчатых экспериментов для характеристики процесса на поверхности Pt в дезоксигенированном нейтральном электролите для получения протокола датчика. Отношение плотности заряда, q , к удвоенному заряду для адсорбции водорода, q H , дает оценку количества монослоев PtO с учетом шероховатости электрода.Пунктирные линии указывают время, выбранное позднее для протокола. (A) Образование оксида платины при различных анодных потенциалах E PtO . Увеличивающееся количество монослоев PtO образуется с увеличением потенциала со стабилизацией во времени. (B) Анодное зондирование, при котором за образованием PtO при 0,7 В следует более низкий анодный потенциал E анод для измерения окисляемых частиц. Существует только одна комбинация потенциалов (здесь 0,7 В и 0,4 В), в которой ток на втором этапе равен нулю.(C) Катодное зондирование, где за предыдущими этапами следует удаление оксида при катодном потенциале.
2. Хронокулометрические измерения различных потенциальных ступенчатых экспериментов для характеристики процесса на поверхности Pt в дезоксигенированном нейтральном электролите для получения протокола датчика. Отношение плотности заряда, q , к удвоенному заряду для адсорбции водорода, q H , дает оценку количества монослоев PtO с учетом шероховатости электрода.Пунктирные линии указывают время, выбранное позднее для протокола. (A) Образование оксида платины при различных анодных потенциалах E PtO . Увеличивающееся количество монослоев PtO образуется с увеличением потенциала со стабилизацией во времени. (B) Анодное зондирование, при котором за образованием PtO при 0,7 В следует более низкий анодный потенциал E анод для измерения окисляемых частиц. Существует только одна комбинация потенциалов (здесь 0,7 В и 0,4 В), в которой ток на втором этапе равен нулю.(C) Катодное зондирование, где за предыдущими этапами следует удаление оксида при катодном потенциале. Возможный выбор – это компромисс между удалением оксида и восстановлением растворенного кислорода. (D) Хронокулометрический сигнал полного протокола. В отсутствие растворенного кислорода каждый цикл хроноамперометрии приводит к слегка анодному чистому заряду. В присутствии кислорода наложенное восстановление растворенного кислорода приводит к сильному катодному дисбалансу заряда. Как и ожидалось, потенциометрия не предполагает изменения заряда.
Возможный выбор – это компромисс между удалением оксида и восстановлением растворенного кислорода. (D) Хронокулометрический сигнал полного протокола. В отсутствие растворенного кислорода каждый цикл хроноамперометрии приводит к слегка анодному чистому заряду. В присутствии кислорода наложенное восстановление растворенного кислорода приводит к сильному катодному дисбалансу заряда. Как и ожидалось, потенциометрия не предполагает изменения заряда.
Загрузить рисунок:
Стандартный образ Изображение высокого разрешения Измерения показали увеличение плотности заряда с течением времени в сторону насыщения для каждого соответствующего потенциала. Более высокие потенциалы накапливают заряд быстрее и имеют более высокое насыщение. Этот результат подтверждает предположение, что определенные состояния оксида Pt не могут быть достигнуты, если не превышен определенный приложенный потенциал, но показывает, что этот процесс также зависит от времени. На практике это означает, что в потенциальных ступенчатых экспериментах для определения инжекции или переноса заряда электродов, например, для электростимуляции, необходимо учитывать приложенные потенциалы и время, а эксперименты с разверткой потенциала дадут только ограниченную информацию.
В течение 30 с менее половины монослоя сформировалось при 0,3 В и 1,5 монослоя при 0,8 В. При 0,9 В плотность заряда стала непропорционально выше, что вызвано началом выделения молекулярного кислорода. Для потенциалов ниже начала выделения кислорода плотность заряда увеличивается примерно линейно с приложенным потенциалом, как и ожидалось из CV.
На основании этих результатов мы выбрали для протокола E PtO = 0,7 В как потенциал для образования PtO контролируемым воспроизводимым способом.За 5 с образуется более одного монослоя, что достаточно быстро для практических приложений. Этот потенциал также достаточно отделен как от ОСР, так и от выделения кислорода и, следовательно, устойчив к небольшим сдвигам потенциала электрода сравнения.
Основная цель первого шага в отношении измерения – контролируемое образование PtO для приведения электрода в определенное состояние и достижения каталитических свойств для окисляемых частиц. Кроме того, ток / заряд можно использовать как индикатор состояния электрода. При соответствующем циклическом протоколе, как показано здесь, ток / заряд будет зависеть от поверхности электрода при заданной комбинации потенциала / времени. Это делает образование PtO мерой шероховатости электрода, например в исследованиях коррозии или разрушения электродов.
При соответствующем циклическом протоколе, как показано здесь, ток / заряд будет зависеть от поверхности электрода при заданной комбинации потенциала / времени. Это делает образование PtO мерой шероховатости электрода, например в исследованиях коррозии или разрушения электродов.
3.1.3. Хронокулометрия: анодная чувствительная область
Следующим строительным блоком нашего протокола является чувствительная область, где окисляемые частицы должны окисляться, с идеальным поддержанием нулевого фонового тока: анодная чувствительная область.Его потенциал E анод должен быть ниже E PtO , чтобы избежать образования дополнительных оксидов на поверхности. Тем не менее, E анод должен быть достаточно высоким, чтобы поддерживать полный монослой PtO на поверхности электрода. В идеале в этой области не должно быть тока в отсутствие аналитов. Мы определили E анод , применив полученное значение E PtO = 0,7 В в течение 5 с, а затем различные потенциалы для E PtO между 0. 2 В и 0,5 В, также на 30 с. Рисунок 2 (B) показывает результирующую плотность заряда с течением времени. Как было определено ранее, нанесение E PtO в течение 5 с приводит к очень воспроизводимому образованию около 1,25 монослоя. Примечательно, что для одного данного E PtO существует только один анод E , который приближается к нулевому изменению заряда (здесь в диапазоне 0,35-0,4 В). Однако в течение первых нескольких секунд некоторое количество PtO предположительно уменьшается из-за потенциального скачка.Для E anod менее 0,35 В наблюдалось даже продолжающееся снижение плотности заряда, хотя CV предсказывает, что не происходит восстановления PtO до тех пор, пока не будет достигнуто перенапряжение при гораздо более низких потенциалах. Для более высокого E анод заряд дополнительно увеличивается, например 0,55 В, достигая примерно такой же плотности заряда через 30 с, что и начальная 0,7 В.
2 В и 0,5 В, также на 30 с. Рисунок 2 (B) показывает результирующую плотность заряда с течением времени. Как было определено ранее, нанесение E PtO в течение 5 с приводит к очень воспроизводимому образованию около 1,25 монослоя. Примечательно, что для одного данного E PtO существует только один анод E , который приближается к нулевому изменению заряда (здесь в диапазоне 0,35-0,4 В). Однако в течение первых нескольких секунд некоторое количество PtO предположительно уменьшается из-за потенциального скачка.Для E anod менее 0,35 В наблюдалось даже продолжающееся снижение плотности заряда, хотя CV предсказывает, что не происходит восстановления PtO до тех пор, пока не будет достигнуто перенапряжение при гораздо более низких потенциалах. Для более высокого E анод заряд дополнительно увеличивается, например 0,55 В, достигая примерно такой же плотности заряда через 30 с, что и начальная 0,7 В. Такое поведение подтверждает нашу точку зрения на образование PtO: и потенциал, и время определяют перенос заряда.Для соответствующих потенциалов нулевой ток достигается в течение нескольких секунд, что приводит к небольшой продолжительности этой фазы. Поэтому для уже установленного E PtO = 0,7 В (см. Раздел 3.1.2) мы выбрали E anod = 0,4 В в течение 5 с в качестве потенциала анодного зондирования. Что касается обнаружения окисляемых частиц, наши результаты предполагают, что для других потенциалов анодного восприятия E анод должен быть выбран другой E PtO , что может быть трудно достичь для более высоких потенциалов, и еще больше подчеркивает проблему обнаружения окисляемых частиц с немодифицированными электродами.
Такое поведение подтверждает нашу точку зрения на образование PtO: и потенциал, и время определяют перенос заряда.Для соответствующих потенциалов нулевой ток достигается в течение нескольких секунд, что приводит к небольшой продолжительности этой фазы. Поэтому для уже установленного E PtO = 0,7 В (см. Раздел 3.1.2) мы выбрали E anod = 0,4 В в течение 5 с в качестве потенциала анодного зондирования. Что касается обнаружения окисляемых частиц, наши результаты предполагают, что для других потенциалов анодного восприятия E анод должен быть выбран другой E PtO , что может быть трудно достичь для более высоких потенциалов, и еще больше подчеркивает проблему обнаружения окисляемых частиц с немодифицированными электродами.
3.1.4. Хронокулонометрия: область катодного зондирования
Третий строительный блок нашего протокола и заключительный этап амперометрии – это катодная зона зондирования, в которой растворенный кислород может быть уменьшен. Его потенциал E cath должен лежать значительно ниже OCP в области, свободной от оксидов, и все же достаточно высок, чтобы на него не влияло образование Pt-H. Мы определили E cath , применив найденный E PtO = 0.7 В и E анод = 0,4 В в течение 5 с каждый, а затем разные потенциалы для катушки E от 0,1 В до -0,5 В, снова в течение 30 с. Рисунок 2 (C) показывает результирующий заряд с течением времени. Как было показано ранее, первые две стадии воспроизводимо дают более одного монослоя оксида Pt. Последующая катодная стадия почти полностью восстанавливает оксид, о чем свидетельствует возврат плотности заряда к нулю. Однако поведение различных катодных потенциалов отличается от ожиданий, основанных на CV.Для диапазона между E cath = +0,1 В и -0,3 В отрицательные заряды достигаются быстрее с более положительным потенциалом. E cath = +0,1 В полностью удаляет один монослой, тогда как −0,3 В оставляет около 0,25 монослоя.
Его потенциал E cath должен лежать значительно ниже OCP в области, свободной от оксидов, и все же достаточно высок, чтобы на него не влияло образование Pt-H. Мы определили E cath , применив найденный E PtO = 0.7 В и E анод = 0,4 В в течение 5 с каждый, а затем разные потенциалы для катушки E от 0,1 В до -0,5 В, снова в течение 30 с. Рисунок 2 (C) показывает результирующий заряд с течением времени. Как было показано ранее, первые две стадии воспроизводимо дают более одного монослоя оксида Pt. Последующая катодная стадия почти полностью восстанавливает оксид, о чем свидетельствует возврат плотности заряда к нулю. Однако поведение различных катодных потенциалов отличается от ожиданий, основанных на CV.Для диапазона между E cath = +0,1 В и -0,3 В отрицательные заряды достигаются быстрее с более положительным потенциалом. E cath = +0,1 В полностью удаляет один монослой, тогда как −0,3 В оставляет около 0,25 монослоя. Такое поведение противоречит здравому смыслу, поскольку можно было бы предположить, что уменьшение PtO происходит тем быстрее, чем более отрицательным является перенапряжение. Кроме того, даже несмотря на то, что в этом измерении не присутствовал кислород, для потенциалов около 0 В плотности заряда далее увеличивались до отрицательных значений, хотя нельзя предполагать образование Pt-H.Два самых отрицательных потенциала отклоняются от этого поведения. E 3 = -0,5 В дает отрицательные заряды быстрее, чем E 3 = -0,4 В, что можно легко объяснить отрицательным вкладом тока в начало образования Pt-H. Дополнительное исследование сложного поведения катодной ступеньки выходит за рамки данной работы. Мы предлагаем, например, комбинация хронокулометрии в потенциальных ступенчатых экспериментах с измерениями электрохимических микровесов кристаллов кварца (EQCM).
Такое поведение противоречит здравому смыслу, поскольку можно было бы предположить, что уменьшение PtO происходит тем быстрее, чем более отрицательным является перенапряжение. Кроме того, даже несмотря на то, что в этом измерении не присутствовал кислород, для потенциалов около 0 В плотности заряда далее увеличивались до отрицательных значений, хотя нельзя предполагать образование Pt-H.Два самых отрицательных потенциала отклоняются от этого поведения. E 3 = -0,5 В дает отрицательные заряды быстрее, чем E 3 = -0,4 В, что можно легко объяснить отрицательным вкладом тока в начало образования Pt-H. Дополнительное исследование сложного поведения катодной ступеньки выходит за рамки данной работы. Мы предлагаем, например, комбинация хронокулометрии в потенциальных ступенчатых экспериментах с измерениями электрохимических микровесов кристаллов кварца (EQCM).
Получение E cath непосредственно из поверхностных процессов не так просто, как для двух предыдущих строительных блоков, потому что его цель – не только уменьшить оксид, но и измерить растворенный кислород. CV прогнозирует снижение уровня кислорода примерно от +0,2 В и ниже (см. Рисунок 1 (A)). Из предыдущей работы мы знаем, что более низкий потенциал (около -0,3 В) приведет к лучшему датчику кислорода в отношении линейности и чувствительности [24, 25]. Исходя из этих соображений, мы выбрали E cath = −0.3 В как потенциал для катодного зондирования. Удаление оксида, по-видимому, достаточно для того, чтобы произошло восстановление кислорода, и более низкий потенциал благоприятен для последнего. Даже более низкие потенциалы могут привести к нежелательным вкладам от образования Pt-H. Для сигнала датчика также выгодно работать в режиме ограничения диффузии. Следовательно, мы увеличили продолжительность катушки E cath до 20 с, так что потребление кислорода на электроде будет создавать большую зону диффузии.В принципе, удаление PtO и катодное зондирование можно разделить на два отдельных этапа [24, 25], аналогично образованию PtO и анодному зондированию. Однако в катодной области невозможно четко разделить вклад в состояние поверхности и чувствительность. Поэтому был применен один хроноамперометрический шаг с увеличенным временным интервалом.
CV прогнозирует снижение уровня кислорода примерно от +0,2 В и ниже (см. Рисунок 1 (A)). Из предыдущей работы мы знаем, что более низкий потенциал (около -0,3 В) приведет к лучшему датчику кислорода в отношении линейности и чувствительности [24, 25]. Исходя из этих соображений, мы выбрали E cath = −0.3 В как потенциал для катодного зондирования. Удаление оксида, по-видимому, достаточно для того, чтобы произошло восстановление кислорода, и более низкий потенциал благоприятен для последнего. Даже более низкие потенциалы могут привести к нежелательным вкладам от образования Pt-H. Для сигнала датчика также выгодно работать в режиме ограничения диффузии. Следовательно, мы увеличили продолжительность катушки E cath до 20 с, так что потребление кислорода на электроде будет создавать большую зону диффузии.В принципе, удаление PtO и катодное зондирование можно разделить на два отдельных этапа [24, 25], аналогично образованию PtO и анодному зондированию. Однако в катодной области невозможно четко разделить вклад в состояние поверхности и чувствительность. Поэтому был применен один хроноамперометрический шаг с увеличенным временным интервалом.
3.1.5. Комбинированный протокол измерения
На рис. 3 показан полный комбинированный хроноамперометрический и потенциометрический протокол измерения.Он состоит из трех повторений трех хроноамперометрических циклов, образования PtO, анодного зондирования и катодного зондирования, путем приложения определенных потенциалов E PtO , E анод и E катод , за которым следует Фаза OCP. На верхнем графике показаны три выбранных потенциала для хроноамперометрии и результат потенциометрического измерения. На нижнем графике показаны текущие характеристики хроноамперометрии и нулевой ток во время потенциометрии.Оба графика построены с растворенным кислородом и без него. В потенциометрической фазе, как и ожидалось при недостатке растворенного кислорода, потенциал остается отрицательным около E cath . В присутствии растворенного кислорода на платине образуется PtO, на что указывает резкое увеличение ОСР от -0,3 В до +0,25 В. На амперометрической кривой можно наблюдать, что растворенный кислород не влияет на образование PtO или анодное зондирование. Однако при катодном зондировании может наблюдаться сдвиг вниз из-за восстановления кислорода.Как и ожидалось, ток остается нулевым во время потенциометрии. Поскольку очевидно, что конечный потенциал в конце фазы ОСР влияет на состояние Pt до следующего хроноамперометрического цикла, мы повторили хроноамперометрическую процедуру три раза, чтобы гарантировать воспроизводимое поведение Pt.
В присутствии растворенного кислорода на платине образуется PtO, на что указывает резкое увеличение ОСР от -0,3 В до +0,25 В. На амперометрической кривой можно наблюдать, что растворенный кислород не влияет на образование PtO или анодное зондирование. Однако при катодном зондировании может наблюдаться сдвиг вниз из-за восстановления кислорода.Как и ожидалось, ток остается нулевым во время потенциометрии. Поскольку очевидно, что конечный потенциал в конце фазы ОСР влияет на состояние Pt до следующего хроноамперометрического цикла, мы повторили хроноамперометрическую процедуру три раза, чтобы гарантировать воспроизводимое поведение Pt.
Приблизить Уменьшить Сбросить размер изображения
Рис. 3. Одно сканирование разработанного многоступенчатого протокола хроноамперометрических и потенциометрических датчиков.В трех хроноамперометрических циклах задаются три различных потенциала: E PtO = 0,7 В для образования PtO, E анод = 0,4 В для анодного зондирования и E катод = -0,3 В для катодного зондирования (верхний график). Соответствующие текущие характеристики с растворенным кислородом и без него показаны на нижнем графике. Ток восстановления растворенного кислорода измеряется катодным зондированием. Четвертый цикл – это потенциометрическое измерение, при котором измеряется ОСР (вверху), а ток равен нулю (нижний график).OCP быстро смещается вверх, если присутствует растворенный кислород. Точки извлечения данных обозначены кружками и описаны в таблице 2.
Соответствующие текущие характеристики с растворенным кислородом и без него показаны на нижнем графике. Ток восстановления растворенного кислорода измеряется катодным зондированием. Четвертый цикл – это потенциометрическое измерение, при котором измеряется ОСР (вверху), а ток равен нулю (нижний график).OCP быстро смещается вверх, если присутствует растворенный кислород. Точки извлечения данных обозначены кружками и описаны в таблице 2.
Загрузить рисунок:
Стандартное изображение Изображение высокого разрешения Сила тока оценивалась дважды во время каждой части трех циклов хроноамперометрии и дважды во время потенциометрии (рис. 3, кружки), что в сумме составляет 20 баллов. Чтобы различать переходные и стационарные условия, первая оценка проводилась через одну секунду после начала каждого шага (получившая название переходный процесс ), последующая – за целую секунду до конца (получившая название стабильная ).Обозначения каждой точки приведены в таблице 2, а примеры показаны на рисунке 3.
Таблица 2. Номенклатура точек оценки данных в комбинированном хроноамперометрическом и потенциометрическом протоколе (см. Рисунки 3, 6, 8).
| Метод считывания | Зона чувствительности | Цикл | Момент времени |
|---|---|---|---|
| Ток: I | Образование PtO: p | ||
| Плотность тока: i | Анодное зондирование: | 1–3 | Переходный процесс: t (1 с после изменения потенциала) |
| Катодное зондирование: c | Стабильно: с (за 1 с до конца потенциального шага) | ||
| Потенциал: E | OCP: o | 4 |
Примеры: « I a , 1s»; ‘ E o , 4t’
На рис. 2 (D) показаны хронокулонометрические измерения для полного протокола выполнения с растворенным кислородом и без него.При нехватке кислорода три потенциальных ступени в хроноамперометрическом цикле приводят к слегка положительному результирующему заряду, как предсказывают результаты, показанные на рисунке 2 (C). При наличии растворенного кислорода плотность заряда сильно смещена в сторону катода из-за заряда, возникающего в результате восстановления растворенного кислорода. В каждом цикле катодный заряд, эквивалентный почти двум монослоям PtO, добавляется поверх процессов на поверхности Pt. Во время потенциометрической фазы изменения заряда не наблюдается, что подтверждает успешную компенсацию дрейфа интегратора.Однако влияние переноса заряда в потенциометрической фазе (образование PtO путем восстановления растворенного O 2 ), тем не менее, заметно, потому что кривая в присутствии кислорода в среде измерения имеет значительно меньший анодный заряд на первых двух этапах. , так как некоторое количество PtO уже образовалось во время потенциометрии.
2 (D) показаны хронокулонометрические измерения для полного протокола выполнения с растворенным кислородом и без него.При нехватке кислорода три потенциальных ступени в хроноамперометрическом цикле приводят к слегка положительному результирующему заряду, как предсказывают результаты, показанные на рисунке 2 (C). При наличии растворенного кислорода плотность заряда сильно смещена в сторону катода из-за заряда, возникающего в результате восстановления растворенного кислорода. В каждом цикле катодный заряд, эквивалентный почти двум монослоям PtO, добавляется поверх процессов на поверхности Pt. Во время потенциометрической фазы изменения заряда не наблюдается, что подтверждает успешную компенсацию дрейфа интегратора.Однако влияние переноса заряда в потенциометрической фазе (образование PtO путем восстановления растворенного O 2 ), тем не менее, заметно, потому что кривая в присутствии кислорода в среде измерения имеет значительно меньший анодный заряд на первых двух этапах. , так как некоторое количество PtO уже образовалось во время потенциометрии.
Для нейронных интерфейсов эти результаты имеют ряд важных последствий: во-первых, будет ли серия потенциальных шагов, например во время стимулирующих последовательностей импульсов in vivo или для характеристики инжекции заряда электродных материалов дрейф в сторону анодного или катодного заряда полностью зависит от приложенных потенциалов и их продолжительности.Любое направление может быть оправдано полностью без учета необратимых процессов с платиной. Следовательно, исследования необратимых процессов, таких как коррозия или растворение, должны учитывать эти результаты. Кроме того, на результаты измерений также сильно влияют выбранный прибор и метод. Результаты без использования аналогового интегратора следует интерпретировать с осторожностью. Во-вторых, если присутствует растворенный кислород, как почти в любой ситуации in vivo , вклад его восстановительного тока в перенос фарадеевского заряда платинового электрода не является незначительным и может быть больше, чем поверхностные процессы в хорошо насыщенной кислородом среде. например, мозг.Это также означает, что локальная концентрация кислорода будет влиять на механизмы введения заряда в ткань. В-третьих, протоколы так называемой «сбалансированной по заряду» стимуляции могут изменить свой баланс или механизм с изменением концентрации кислорода. В экспериментах с контролируемым током механизм переноса заряда может изменяться в зависимости от концентрации кислорода. В экспериментах с контролируемым потенциалом очень трудно вообще достичь баланса заряда, даже если нет кислорода.
например, мозг.Это также означает, что локальная концентрация кислорода будет влиять на механизмы введения заряда в ткань. В-третьих, протоколы так называемой «сбалансированной по заряду» стимуляции могут изменить свой баланс или механизм с изменением концентрации кислорода. В экспериментах с контролируемым током механизм переноса заряда может изменяться в зависимости от концентрации кислорода. В экспериментах с контролируемым потенциалом очень трудно вообще достичь баланса заряда, даже если нет кислорода.
3.1.6. Активная потенциометрия: OCP
Для потенциометрических измерений OCP можно изменять только потенциал предварительной обработки и продолжительность измерения.Здесь электрод уже доведен до состояния поверхности, свободного от оксидов, как определено с помощью E cath , последнего этапа хроноамперометрических измерений в катодной области (см. Рисунок 2 (C)). Следовательно, не требуется дополнительных предварительных условий между хроноамперометрией и потенциометрией. На рисунке 3 (вверху) показана разница в выходном сигнале с кислородом и без кислорода, как уже обсуждалось выше. Из предыдущих работ мы знаем, что ход этого псевдоравновесия зависит от концентрации кислорода и что фазы ОСР должны быть длинными (10 мин) для достижения более стабильного наклона в диапазоне концентраций в несколько десятилетий [34].В этой работе ожидается, что будет достаточно полуколичественного поведения. Поэтому мы решили использовать длительность OCP 30 с, потому что она обеспечивает достаточно высокое временное разрешение, при этом демонстрируя сильную кислородную зависимость и изменение выходного сигнала более 0,5 В.
На рисунке 3 (вверху) показана разница в выходном сигнале с кислородом и без кислорода, как уже обсуждалось выше. Из предыдущих работ мы знаем, что ход этого псевдоравновесия зависит от концентрации кислорода и что фазы ОСР должны быть длинными (10 мин) для достижения более стабильного наклона в диапазоне концентраций в несколько десятилетий [34].В этой работе ожидается, что будет достаточно полуколичественного поведения. Поэтому мы решили использовать длительность OCP 30 с, потому что она обеспечивает достаточно высокое временное разрешение, при этом демонстрируя сильную кислородную зависимость и изменение выходного сигнала более 0,5 В.
3.2. Описание протокола сенсора
Разработанный протокол сенсора для окисляемых и восстанавливаемых веществ характеризовался хроноамперометрическим зондированием исследуемых веществ. Мы выбрали перекись водорода в качестве стабильного окисляемого химически активного вещества, аскорбиновую кислоту в качестве стабильного биогенного окисляемого вещества и растворенный кислород в качестве восстанавливаемого вещества. Мы использовали стабильное значение последнего цикла, I a , 3 с или I c , 3 с, для извлечения хроноамперометрических калибровочных кривых, поскольку они имеют наиболее определенные и воспроизводимые условия. Оценка в других точках также дает аналогичные результаты калибровки. Однако подробное исследование влияния на работу датчика выходило за рамки данной работы.
Мы использовали стабильное значение последнего цикла, I a , 3 с или I c , 3 с, для извлечения хроноамперометрических калибровочных кривых, поскольку они имеют наиболее определенные и воспроизводимые условия. Оценка в других точках также дает аналогичные результаты калибровки. Однако подробное исследование влияния на работу датчика выходило за рамки данной работы.
3.2.1. Калибровка с использованием перекиси водорода
Перекись водорода использовалась в качестве тестируемого вещества для любых окисляемых веществ.На рисунке 4 (a) показана калибровка, измеренная с помощью i a , 3 с, которая демонстрирует превосходную линейность во всем диапазоне и определенную нулевую точку практически без смещения. Предел обнаружения (рассчитанный с использованием 3 σ ) составил 6 µ М. Эти результаты показывают, что разработанный протокол не вносит каких-либо дополнительных вкладов тока поверхностными процессами во время измерения окислительно-восстановительных активных аналитов. Кроме того, сигнал ограничивался не каталитическими свойствами платины, а массопереносом к электроду.Чувствительность 0,91 µ A · см –2 µ M –1 и линейный диапазон до 500 µ M находятся в том же диапазоне, что и другие датчики, описанные в литературе, использующие немодифицированные Pt электроды с амперометрическим датчиком [21 ] или хроноамперометрических принципов [42]. Очевидно, более низкая точность при более высоких концентрациях, скорее всего, происходит из-за шумоподобных флуктуаций массопереноса, вызванных перемешиванием, а не из-за принципа измерения. Здоровая ткань обеспечивает естественное ограничение диффузии, которое выше, чем у исследуемого раствора, поэтому этот эффект не имеет большого значения для приложений in vivo .Кроме того, следует отметить, что перекись водорода, в отличие от большинства других реакционноспособных частиц, также может быть восстановлена на Pt-электроде в катодной чувствительной области.
Кроме того, сигнал ограничивался не каталитическими свойствами платины, а массопереносом к электроду.Чувствительность 0,91 µ A · см –2 µ M –1 и линейный диапазон до 500 µ M находятся в том же диапазоне, что и другие датчики, описанные в литературе, использующие немодифицированные Pt электроды с амперометрическим датчиком [21 ] или хроноамперометрических принципов [42]. Очевидно, более низкая точность при более высоких концентрациях, скорее всего, происходит из-за шумоподобных флуктуаций массопереноса, вызванных перемешиванием, а не из-за принципа измерения. Здоровая ткань обеспечивает естественное ограничение диффузии, которое выше, чем у исследуемого раствора, поэтому этот эффект не имеет большого значения для приложений in vivo .Кроме того, следует отметить, что перекись водорода, в отличие от большинства других реакционноспособных частиц, также может быть восстановлена на Pt-электроде в катодной чувствительной области. Как и ожидалось, был обнаружен отрицательный отклик по току со сравнимой чувствительностью и линейностью, как при анодном измерении.
Как и ожидалось, был обнаружен отрицательный отклик по току со сравнимой чувствительностью и линейностью, как при анодном измерении.
Приблизить Уменьшить Сбросить размер изображения
Рис. 4. Калибровки для различных тестируемых веществ в PBS с использованием разработанного протокола амперометрического датчика, которые демонстрируют воспроизводимое, стабильное, высоколинейное поведение в широком диапазоне концентраций с определенной нулевой точкой и без смещения.(A) Анодное обнаружение перекиси водорода, при котором добавление 1% альбумина снижает чувствительность на 23%. (B) Аскорбиновая кислота, где добавление 1% альбумина снижает чувствительность на 51% (C) растворенного кислорода до насыщения воздухом.
Загрузить рисунок:
Стандартный образ Изображение высокого разрешения3.2.2. Калибровка с использованием аскорбиновой кислоты
Аскорбиновая кислота была еще одним окисляющимся веществом, используемым в качестве биогенного тестируемого вещества. На рисунке 4 (b) показана калибровочная кривая, измеренная с помощью i a , 3 с, которая снова демонстрирует превосходную линейность до 1 мМ и определенную нулевую точку с незначительным смещением.Предел обнаружения (рассчитанный с использованием 3 σ ) составил 3 µ М. Более низкая точность при более высоких концентрациях снова была вызвана эффектами массопереноса, как описано для перекиси водорода. Чувствительность 0,52 µ A см –2 µ M –1 была примерно вдвое меньше, чем у перекиси водорода. И перекись водорода, и аскорбиновая кислота окисляются в двухэлектронном процессе. Измеренная разница в чувствительности указывает на то, что массоперенос аскорбиновой кислоты ниже из-за большего размера молекулы.
На рисунке 4 (b) показана калибровочная кривая, измеренная с помощью i a , 3 с, которая снова демонстрирует превосходную линейность до 1 мМ и определенную нулевую точку с незначительным смещением.Предел обнаружения (рассчитанный с использованием 3 σ ) составил 3 µ М. Более низкая точность при более высоких концентрациях снова была вызвана эффектами массопереноса, как описано для перекиси водорода. Чувствительность 0,52 µ A см –2 µ M –1 была примерно вдвое меньше, чем у перекиси водорода. И перекись водорода, и аскорбиновая кислота окисляются в двухэлектронном процессе. Измеренная разница в чувствительности указывает на то, что массоперенос аскорбиновой кислоты ниже из-за большего размера молекулы.
3.2.3. Калибровка растворенного кислорода
Кислород является ключевым параметром in vivo и основным восстанавливаемым веществом. На рисунке 4 (C) показана хроноамперометрическая калибровка с результирующим током уменьшения от i c , 3 с. Калибровка распространяется до концентрации 228 мкМ M, что соответствует содержанию растворенного кислорода в PBS, насыщенном до содержания кислорода в атмосфере при нормальном давлении. Во всем диапазоне наблюдалось строго линейное поведение.Была достигнута стабильная и определенная нулевая точка со смещением около 4 µ M (менее 2% диапазона измерения). Чувствительность −0,29 µ A · см −2 µ M −1 была сопоставима со значениями, указанными в литературе для немодифицированных Pt электродов [25, 42]. Точность отдельных точек измерения определялась методом регулировки уровня кислорода, а не принципом измерения.
Калибровка распространяется до концентрации 228 мкМ M, что соответствует содержанию растворенного кислорода в PBS, насыщенном до содержания кислорода в атмосфере при нормальном давлении. Во всем диапазоне наблюдалось строго линейное поведение.Была достигнута стабильная и определенная нулевая точка со смещением около 4 µ M (менее 2% диапазона измерения). Чувствительность −0,29 µ A · см −2 µ M −1 была сопоставима со значениями, указанными в литературе для немодифицированных Pt электродов [25, 42]. Точность отдельных точек измерения определялась методом регулировки уровня кислорода, а не принципом измерения.
Мы также оценили потенциометрическое измерение кислорода, как показано на рисунке 5, по потенциалам E o , 4t и E o , 4s.Как и ожидалось, для такой относительно короткой продолжительности ответ не следует идеально логарифмическому поведению. Для более ранней временной точки E o , 4t, это приводит к слегка сигмоидальной форме кривой, тогда как для более поздней временной точки E o , 4s, это приводит к насыщающей форме. Тем не менее, очевидное преимущество логарифмической передаточной функции – повышенная чувствительность при более низких концентрациях – можно наблюдать. Кроме того, потенциометрический принцип не расходует аналит и, следовательно, не зависит от массопереноса.Оба эти аспекта делают активную потенциометрию многообещающим методом в дополнение к измерениям в гипоксической среде.
Тем не менее, очевидное преимущество логарифмической передаточной функции – повышенная чувствительность при более низких концентрациях – можно наблюдать. Кроме того, потенциометрический принцип не расходует аналит и, следовательно, не зависит от массопереноса.Оба эти аспекта делают активную потенциометрию многообещающим методом в дополнение к измерениям в гипоксической среде.
Приблизить Уменьшить Сбросить размер изображения
Рис. 5. Калибровка активного потенциометрического датчика кислорода. Относительно короткое время для развития псевдоравновесия приводит к небольшому отклонению от ожидаемого логарифмического поведения. Здесь оценка в более ранний момент времени E o , 4t приводит к сигмоидальной кривой, тогда как более поздний момент времени E o , 4s приводит к кривой насыщения.Тем не менее, обе кривые ясно демонстрируют преимущество потенциометрического принципа, который увеличивает чувствительность при более низких концентрациях.
Загрузить рисунок:
Стандартный образ Изображение высокого разрешения3.2.4. Влияние адсорбции белка
Белки, адсорбирующиеся на имплантатах и электродах, присутствуют в большинстве биологических сред. Поэтому мы исследовали влияние белков на работу сенсора. 1% BSA (Sigma-Aldrich, Германия) растворяли в электролите и проводили калибровку.Калибровка кислорода включает барботаж электролита газом, что может вызвать сильное пенообразование. По этой причине калибровка кислорода с белками была невозможна. Как для аскорбиновой кислоты, так и для перекиси водорода калибровки показывают стабильное, линейное и воспроизводимое поведение, однако с пониженной чувствительностью (рисунки 4 (A) и (B)). Все свойства остаются неизменными, за исключением чувствительности, что указывает на простое ограничение диффузии за счет физического присутствия белков на электроде, в то время как циклический характер протокола поддерживает каталитические свойства Pt. Эффектов, зависящих от времени, не наблюдалось. Чувствительность к перекиси водорода снизилась всего на 23%, а к аскорбиновой кислоте – на 53%. Это можно объяснить тем, что аскорбиновая кислота является значительно более крупной молекулой, которая медленнее диффундирует через адсорбированный белковый слой, что дополнительно подтверждает предположение о том, что белок действует как простое ограничение диффузии. Адсорбция белка на электроде была полностью обратимой при очистке ацетоном, изопропанолом и деионизированной водой.Последующее электрохимическое кондиционирование и исследование с помощью циклической вольтамперометрии подтвердили восстановление всех свойств Pt.
Эффектов, зависящих от времени, не наблюдалось. Чувствительность к перекиси водорода снизилась всего на 23%, а к аскорбиновой кислоте – на 53%. Это можно объяснить тем, что аскорбиновая кислота является значительно более крупной молекулой, которая медленнее диффундирует через адсорбированный белковый слой, что дополнительно подтверждает предположение о том, что белок действует как простое ограничение диффузии. Адсорбция белка на электроде была полностью обратимой при очистке ацетоном, изопропанолом и деионизированной водой.Последующее электрохимическое кондиционирование и исследование с помощью циклической вольтамперометрии подтвердили восстановление всех свойств Pt.
3.2.5. Стабильность протокола и электрода
При исследовании стабильности предлагаемых нами протоколов важно определить, влияет ли сам протокол на характеристики платины. В литературе CV обычно получают в дезоксигенированном 1 N H 2 SO 4 для проверки характерных свойств платинового электрода, поскольку они потенциально замаскированы нейтральными электролитами [36, 43–45]. Тем не менее, мы обнаружили, что основные характеристики воспроизводимы в PBS, как показано на рисунке 1.
Тем не менее, мы обнаружили, что основные характеристики воспроизводимы в PBS, как показано на рисунке 1.
Долгосрочные измерения с перекисью водорода или аскорбиновой кислотой в низких концентрациях затруднены из-за разложения аналитов, которому также способствует присутствие платина в качестве катализатора. Поэтому мы обратились к долговременной стабильности с точки зрения активной поверхности электрода. Мы постоянно проверяли свойства электродов до и после каждого эксперимента. Полная доставка заряда по CV может быть легко доступной мерой для определения состояния электрода, хотя мы не рекомендуем этого делать: метод слишком сильно зависит от границ потенциала и, следовательно, от текущего вклада образования кислорода и водорода.Мы рассматриваем определение адсорбции протонов в деоксигенированном H 2 SO 4 [40] или PBS (рисунок 1 (B)) как электрохимический метод золотого стандарта для количественной оценки шероховатости поверхности Pt. В течение нескольких месяцев непрерывного использования отдельных электродов в PBS без какой-либо полировки мы не наблюдали каких-либо значительных изменений плотности тока, шероховатости поверхности или каталитических свойств. За это время мы применили большое количество хроноамперометрических циклов (несколько 10 000) в нейтральном pH, хлоридном и фосфатсодержащем электролите без значительных изменений формы сигнала, общего заряда и уровней фарадеевских токов в заданные моменты времени.Отклонения, часто описываемые в литературе, вероятно, являются результатом внутренних или внешних загрязнений платинового электрода или электролита и результирующих вкладов тока в результате процессов, не связанных с процессами на поверхности Pt [46]. Кроме того, наш протокол находится в пределах водного окна, а плотности тока низки по сравнению с типичными протоколами электростимуляции. Таким образом, мы можем сделать вывод, что наш протокол не влияет необратимо на поверхность платины, ни с точки зрения площади, ни с точки зрения каталитической активности.Этот результат также согласуется с нашими предыдущими данными амперометрических и потенциометрических долгосрочных измерений как с макроскопическими, так и с тонкопленочными Pt-электродами [21, 24, 25, 34].
За это время мы применили большое количество хроноамперометрических циклов (несколько 10 000) в нейтральном pH, хлоридном и фосфатсодержащем электролите без значительных изменений формы сигнала, общего заряда и уровней фарадеевских токов в заданные моменты времени.Отклонения, часто описываемые в литературе, вероятно, являются результатом внутренних или внешних загрязнений платинового электрода или электролита и результирующих вкладов тока в результате процессов, не связанных с процессами на поверхности Pt [46]. Кроме того, наш протокол находится в пределах водного окна, а плотности тока низки по сравнению с типичными протоколами электростимуляции. Таким образом, мы можем сделать вывод, что наш протокол не влияет необратимо на поверхность платины, ни с точки зрения площади, ни с точки зрения каталитической активности.Этот результат также согласуется с нашими предыдущими данными амперометрических и потенциометрических долгосрочных измерений как с макроскопическими, так и с тонкопленочными Pt-электродами [21, 24, 25, 34].
3.3.
In vivo результаты3.3.1.
In vivo измерениеМы протестировали разработанный метод измерения на микроэлектродах в головном мозге крысы на срок до четырех недель после имплантации. Непосредственно после процедуры имплантации электроды были кратко проверены на предмет подключения, но длительные измерения не проводились, поскольку ожидается, что на результаты сильно повлияет острая травма введения, кровотечение и нарушение гематоэнцефалического барьера [9, 47].Через две недели, когда мы ожидаем, что вышеупомянутые эффекты будут в значительной степени смягчены, животных анестезировали, электроды были подключены к измерительной установке, и каждый электрод измерялся индивидуально в течение 30 минут. Эту процедуру повторили еще через две недели. Данные с шести электродов у двух животных были оценены и обсуждаются ниже.
Текущий / потенциальный отклик комбинированного протокола хроноамперометрических / активных потенциометрических измерений может быть успешно воспроизведен in vivo (рис. 6).В отличие от большинства других отчетов, измерения проводились в трехэлектродной установке, что позволяет использовать более продвинутые электрохимические протоколы и является необходимым условием для потенциометрических измерений. Характеристики на кривых включали ток от образования PtO, очень низкий ток в анодной чувствительной области и отчетливый ток от восстановления кислорода. OCP быстро возвращается в положительные области, подтверждая присутствие кислорода. Низкий ток в анодной области либо означает, что окисляемые частицы отсутствуют, либо во время образования PtO происходит локальное истощение до незначительной концентрации.
6).В отличие от большинства других отчетов, измерения проводились в трехэлектродной установке, что позволяет использовать более продвинутые электрохимические протоколы и является необходимым условием для потенциометрических измерений. Характеристики на кривых включали ток от образования PtO, очень низкий ток в анодной чувствительной области и отчетливый ток от восстановления кислорода. OCP быстро возвращается в положительные области, подтверждая присутствие кислорода. Низкий ток в анодной области либо означает, что окисляемые частицы отсутствуют, либо во время образования PtO происходит локальное истощение до незначительной концентрации.
Приблизить Уменьшить Сбросить размер изображения
Рисунок 6. In vivo необработанный сигнал одного комбинированного хроноамперометрического / активного потенциометрического сканирования в головном мозге крысы. Протокол включает три трехступенчатых амперометрических цикла и одну фазу потенциометрии. Кружки обозначают ранние и поздние моменты времени в пределах циклов, в которых оценивались токи / потенциалы. Хорошо видны положительные токи от образования PtO, отрицательные токи от восстановления кислорода и быстрое изменение потенциала в сторону положительных значений из-за присутствия кислорода.
Хорошо видны положительные токи от образования PtO, отрицательные токи от восстановления кислорода и быстрое изменение потенциала в сторону положительных значений из-за присутствия кислорода.
Загрузить рисунок:
Стандартный образ Изображение высокого разрешенияНаиболее важным наблюдением было то, что измерения временных переходных процессов через две и четыре недели показали отчетливое восстановление с увеличением величины тока на 50–80% с течением времени, в первую очередь в течение первых десяти циклов (20 мин), и стабильное поведение впоследствии. (рисунок 7). Эффект был сильным, и он показывает, что циклический протокол способен как регенерировать основные электрохимические свойства платины in vivo , так и одновременно определять их количественно.Этот эффект восстановления был количественно выражен как увеличение между первым циклом (0–2 мин) каждого измерения и средним значением для циклов 10–15 (20–30 мин), поскольку восстановление кажется завершенным.
Приблизить Уменьшить Сбросить размер изображения
Рис. 7. Примерные оцененные текущие значения образования PtO ( I p , 3 с) и катодного зондирования ( I c , 3 с) с (нормированные на окончательное значение образования PtO) чтобы проиллюстрировать эффект восстановления для положительных и отрицательных токов в течение первых 30 минут измерения in vivo .Катодный ток из-за восстановления кислорода примерно в 5 раз выше, чем при поверхностном процессе.
7. Примерные оцененные текущие значения образования PtO ( I p , 3 с) и катодного зондирования ( I c , 3 с) с (нормированные на окончательное значение образования PtO) чтобы проиллюстрировать эффект восстановления для положительных и отрицательных токов в течение первых 30 минут измерения in vivo .Катодный ток из-за восстановления кислорода примерно в 5 раз выше, чем при поверхностном процессе.
Загрузить рисунок:
Стандартный образ Изображение высокого разрешения3.3.2. Хроноамперометрия
Наблюдаемое восстановление во времени тока образования PtO (определяемое как увеличение по отношению к стабилизированному значению) составляло 84% ± 6% ( n = 12) для самого раннего момента времени, I p , 1t, в протоколе и 49% ± 16% ( n = 12) для последней временной точки в протоколе, I p , 3 с, (рисунок 8 (A)).Примечательно, что для катодного зондирования восстановление составило 82% ± 4% ( n = 12) для начальной временной точки в протоколе, I c , 1t и 57% ± 12% ( n = 12) для поздней временной точки в протоколе, I c , 1t, (рисунок 8 (A)). На рисунке 8 показаны стандартные прямоугольные диаграммы со всеми измеренными значениями, прямоугольники для квартилей и усы для интерквартильного диапазона 1,5 (IQR). Не было существенной разницы между измерениями через две и четыре недели, что было подтверждено тестом Уилкоксона со знаком рангов со всеми значениями p больше 0.1. Более сильное увеличение и меньший разброс для обоих типов тока в ранние моменты времени указывает на то, что большая часть восстановления происходит в начале протокола, и что повторение этапов анодной и катодной хроноамперометрии явно способствует общей стабильности. Это также подчеркивает, что ранние временные точки, скорее всего, более подходят для обнаружения изменений поверхности электрода, тогда как более поздние временные точки больше зависят от концентраций аналита и их возможных колебаний. Выброс в восстановлении в стабильный момент времени (рисунок 8 (A)) означает, что электрод не восстановился, потому что в этом случае он, по-видимому, уже сделал это в переходной точке.
На рисунке 8 показаны стандартные прямоугольные диаграммы со всеми измеренными значениями, прямоугольники для квартилей и усы для интерквартильного диапазона 1,5 (IQR). Не было существенной разницы между измерениями через две и четыре недели, что было подтверждено тестом Уилкоксона со знаком рангов со всеми значениями p больше 0.1. Более сильное увеличение и меньший разброс для обоих типов тока в ранние моменты времени указывает на то, что большая часть восстановления происходит в начале протокола, и что повторение этапов анодной и катодной хроноамперометрии явно способствует общей стабильности. Это также подчеркивает, что ранние временные точки, скорее всего, более подходят для обнаружения изменений поверхности электрода, тогда как более поздние временные точки больше зависят от концентраций аналита и их возможных колебаний. Выброс в восстановлении в стабильный момент времени (рисунок 8 (A)) означает, что электрод не восстановился, потому что в этом случае он, по-видимому, уже сделал это в переходной точке.
Приблизить Уменьшить Сбросить размер изображения
Рис. 8. Восстановление параметров in vivo в виде стандартных прямоугольных диаграмм, включая все значения, квадраты для квартилей и усы при 1,5 IQR. (A) Восстановление тока в течение первых 30 минут измерения in vivo для образования PtO и катодного зондирования. Степень восстановления примерно одинакова, даже если один является поверхностным процессом, а другой – окислительно-восстановительным процессом аналита.Это указывает на восстановление каталитической активности электрода, а не на удаление слоя, ограничивающего диффузию. Переходные временные точки показали более высокое восстановление, чем стабильные точки, что указывает на то, что основная часть процесса восстановления происходит на ранних этапах протокола. Не было значительной разницы между измерениями через две и четыре недели, что подтверждено тестом Вилкоксона со знаком рангов. (B) Восстановление OCP, что подчеркивает, что потенциометрические измерения также выигрывают от предварительной подготовки протокола. (C) Абсолютный OCP, указывающий на хорошо насыщенную кислородом среду.
(C) Абсолютный OCP, указывающий на хорошо насыщенную кислородом среду.
Загрузить рисунок:
Стандартный образ Изображение высокого разрешенияВажно отметить, что сила эффекта восстановления была почти одинаковой для образования PtO и катодного зондирования, даже несмотря на то, что первый является поверхностным процессом, а второй – окислительно-восстановительным процессом аналита. Таким образом, мы можем заключить, что восстановление – это в первую очередь восстановление активной поверхности / каталитической активности платины. Удаление слоя, ограничивающего диффузию, не наблюдалось бы при образовании PtO.Поскольку величина тока возрастает, мы также можем исключить непрерывное истощение окисляемых или восстанавливаемых частиц на электроде, вызванное измерением.
Поскольку эффект восстановления серьезный и происходит только из-за циклического характера протокола, использование амперометрии постоянного потенциала с немодифицированными электродами вызывает сомнения in vivo . Кроме того, это показывает, что каталитическая активность Pt-электродов теряется, если они не кондиционируются повторно, что имеет серьезные последствия для электрических записывающих и стимулирующих электродов, а также для измерений импеданса, поскольку сильно влияет на процесс переноса заряда.
Кроме того, это показывает, что каталитическая активность Pt-электродов теряется, если они не кондиционируются повторно, что имеет серьезные последствия для электрических записывающих и стимулирующих электродов, а также для измерений импеданса, поскольку сильно влияет на процесс переноса заряда.
Обнаружение того, что образование PtO также подвергается сильному извлечению, делает определение переходных окисляемых частиц с помощью этого протокола (или любого другого амперометрического метода) очень сложным. Вклады токов образования PtO перекрываются с токами окисления окисляемых частиц и изменяют их величину.
Эксперименты in vitro показали, что добавление модельного белка не приводит к уменьшению тока образования PtO, только токи растворенных аналитов, как показано на рисунке 4.Таким образом, сильное уменьшение и последующее восстановление, обнаруженное in vivo , не может быть приписано только наличию белков, но предположительно вызвано конкретной ситуацией in vivo , включая иммунный ответ, например привлечение клеток микроглии и изменения в биохимическом микроокружении [7, 9].
3.3.3. Активная потенциометрия
OCP также показал эффект восстановления. Относительное увеличение OCP составило 46 мВ ± 23 мВ ( n = 12) (рисунок 8 (B)).На рисунке 8 показаны стандартные прямоугольные диаграммы со всеми измеренными значениями, квадраты для квартилей и усы для 1,5 IQR. Это открытие еще раз подтверждает, что платина теряет каталитическую активность в течение нескольких недель имплантации, которая восстанавливается после нескольких циклов протокола. В принципе, накопление окислительно-восстановительных активных веществ также может повлиять на ОСР, но амперометрическая часть протокола в значительной степени потребляет большинство потенциальных кандидатов, и никаких устойчивых текущих вкладов не наблюдалось. OCP после восстановления является мерой концентрации кислорода.Абсолютное значение ОСР составило 209 мВ ± 33 мВ ( n = 12) (рисунок 8 (C)), что указывает на хорошо насыщенную кислородом среду. Опять же, не было значительной разницы между измерениями через две и четыре недели как относительного, так и абсолютного изменения ОКР, что было подтверждено критерием знакового ранга Вилкоксона со всеми значениями p больше 0,1.
Хотя очевидно, что потенциал электродов из благородных металлов сильно зависит от присутствия электроактивных частиц, этот аспект часто не учитывается.Наши результаты показывают, что абсолютные потенциометрические измерения (например, потенциал постоянного тока, окислительно-восстановительный потенциал) без определенной предварительной обработки или применения метода активной потенциометрии могут привести к сомнительным результатам и объяснить большие вариации, часто встречающиеся в литературе. Кроме того, в дифференциальных методах, таких как электрическая запись или стимуляция, где абсолютным потенциалом часто пренебрегают и учитываются только сигналы переменного тока, абсолютный потенциал может играть роль, и предварительное кондиционирование потенциально может привести к надежным и воспроизводимым результатам.
Мы разработали универсальный протокол электрохимического датчика для платиновых электродов как in situ химических сенсоров на нейронных интерфейсах. Разработанная процедура может быть применена к любому ранее имплантированному платиновому электроду на нейронных интерфейсах для получения информации как о химическом микроокружении, так и о состоянии электрода. Мы тщательно исследовали процессы на поверхности Pt с помощью хронокулометрии во время потенциальных ступенчатых экспериментов в качестве основы для получения многоступенчатого хроноамперометрического протокола, который мы уникальным образом объединили с активной потенциометрией.Этот подход вводит не только различные передаточные функции для присутствия окислительно-восстановительных активных частиц в микросреде; в ней также рассматриваются два принципиально разных типа электродов, используемых в нейробиологии: электроды с током (стимуляция) и электроды в (псевдо) равновесии (запись). Наше хронокулометрическое исследование платины дает фундаментальную информацию о процессе переноса заряда в нейтральной среде и, таким образом, выходит за рамки нашего непосредственного применения.
Разработанная процедура может быть применена к любому ранее имплантированному платиновому электроду на нейронных интерфейсах для получения информации как о химическом микроокружении, так и о состоянии электрода. Мы тщательно исследовали процессы на поверхности Pt с помощью хронокулометрии во время потенциальных ступенчатых экспериментов в качестве основы для получения многоступенчатого хроноамперометрического протокола, который мы уникальным образом объединили с активной потенциометрией.Этот подход вводит не только различные передаточные функции для присутствия окислительно-восстановительных активных частиц в микросреде; в ней также рассматриваются два принципиально разных типа электродов, используемых в нейробиологии: электроды с током (стимуляция) и электроды в (псевдо) равновесии (запись). Наше хронокулометрическое исследование платины дает фундаментальную информацию о процессе переноса заряда в нейтральной среде и, таким образом, выходит за рамки нашего непосредственного применения. Последствия для безопасной и эффективной стимуляции требуют дальнейшего рассмотрения.С помощью разработанного протокола мы смогли успешно отделить поверхностный процесс Pt от окислительно-восстановительных процессов аналита. Получение тока извлечения в хроноамперометрии на основе детального знания заряда поверхности дает представление о состоянии электрода помимо импедансной спектроскопии или циклической вольтамперометрии, открывая новые возможности для нейронных интерфейсов. Способность протокола измерять окисляемые и восстанавливаемые частицы была успешно продемонстрирована калибровкой с тестируемыми веществами.Благодаря циклической природе протокол обеспечивает стабильные линейные сигналы даже в присутствии значительного количества белков, эффективно предотвращая загрязнение электродов. Процедура была успешно перенесена в мозг крысы. Непрерывные измерения после двух и четырех недель имплантации показали сильный эффект восстановления обнаруженных токов. Важно отметить, что это восстановление было обнаружено для токов как от процессов на поверхности электрода, так и от аналитов в микросреде, а также для OCP. Эти результаты демонстрируют, что наш метод может как восстановить, так и количественно оценить каталитическую активность электродов нервных имплантатов in situ . Поскольку каталитическая активность, очевидно, теряется in vivo , наши результаты показывают, что активные (стимуляция) и пассивные электроды (запись) в нейронных интерфейсах, а также (био) химические датчики и измерения импеданса могут сильно выиграть от активных методов предварительного кондиционирования в чтобы исследовать и компенсировать долговременную деградацию или отказ.Наш подход очень актуален, потому что он может быть применен к любому существующему электроду в качестве метода контроля качества in situ . Он предоставляет информацию о биохимической микросреде вокруг имплантата, дает новое представление о процессах переноса заряда, имеющих отношение к функции электрода, и предоставляет информацию о состоянии самого электрода, обращаясь к долгосрочной деградации электрода до in situ измерения глиоза и коррозия.
Последствия для безопасной и эффективной стимуляции требуют дальнейшего рассмотрения.С помощью разработанного протокола мы смогли успешно отделить поверхностный процесс Pt от окислительно-восстановительных процессов аналита. Получение тока извлечения в хроноамперометрии на основе детального знания заряда поверхности дает представление о состоянии электрода помимо импедансной спектроскопии или циклической вольтамперометрии, открывая новые возможности для нейронных интерфейсов. Способность протокола измерять окисляемые и восстанавливаемые частицы была успешно продемонстрирована калибровкой с тестируемыми веществами.Благодаря циклической природе протокол обеспечивает стабильные линейные сигналы даже в присутствии значительного количества белков, эффективно предотвращая загрязнение электродов. Процедура была успешно перенесена в мозг крысы. Непрерывные измерения после двух и четырех недель имплантации показали сильный эффект восстановления обнаруженных токов. Важно отметить, что это восстановление было обнаружено для токов как от процессов на поверхности электрода, так и от аналитов в микросреде, а также для OCP. Эти результаты демонстрируют, что наш метод может как восстановить, так и количественно оценить каталитическую активность электродов нервных имплантатов in situ . Поскольку каталитическая активность, очевидно, теряется in vivo , наши результаты показывают, что активные (стимуляция) и пассивные электроды (запись) в нейронных интерфейсах, а также (био) химические датчики и измерения импеданса могут сильно выиграть от активных методов предварительного кондиционирования в чтобы исследовать и компенсировать долговременную деградацию или отказ.Наш подход очень актуален, потому что он может быть применен к любому существующему электроду в качестве метода контроля качества in situ . Он предоставляет информацию о биохимической микросреде вокруг имплантата, дает новое представление о процессах переноса заряда, имеющих отношение к функции электрода, и предоставляет информацию о состоянии самого электрода, обращаясь к долгосрочной деградации электрода до in situ измерения глиоза и коррозия.
Финансирование со стороны Немецкого исследовательского фонда (DFG) в рамках кластера передового опыта BrainLinks-BrainTools (EXC 1086), проект AGliSSe, признано с благодарностью.
Нормальный и инвертированный режимы переноса заряда, контролируемые плотностью состояний на полимерных электродах
Первоначальная оценка электрохимической кинетики
Тонкие пленки P3HT были электроосаждены на стекло с покрытием из оксида индия и олова (ITO) с использованием ранее представленного метода 25 . Этот метод осаждения обеспечивает прочную адгезию полимерной пленки к подложке по сравнению с обычным осаждением методом центрифугирования, так что пленки остаются стабильными во время повторяющихся циклов и механических исследований.На рисунке 1c показаны циклические вольтамперограммы электроосажденного P3HT (e-P3HT) в присутствии (пунктирная линия) и в отсутствие (сплошная линия) окислительно-восстановительного медиатора ферроцендиметанола (FcDM) для той же полимерной пленки. В отсутствие редокс-активных частиц разница в токе при прямом и обратном сканировании отражает емкостную природу полимера: повышенный окислительный потенциал вызывает электронное p-легирование (анодный пик при 0,65 В) в сочетании с входом противоионов и молекулы растворителя в полимерную структуру для поддержания нейтральности заряда 26, 27 .Депопирование полимера во время обратного сканирования наблюдалось в виде пика катодного тока при 0,55 В.
В отсутствие редокс-активных частиц разница в токе при прямом и обратном сканировании отражает емкостную природу полимера: повышенный окислительный потенциал вызывает электронное p-легирование (анодный пик при 0,65 В) в сочетании с входом противоионов и молекулы растворителя в полимерную структуру для поддержания нейтральности заряда 26, 27 .Депопирование полимера во время обратного сканирования наблюдалось в виде пика катодного тока при 0,55 В.
В присутствии окислительно-восстановительного медиатора максимумы тока, связанные с окислением и повторным восстановлением FcDM, наблюдаются при 0,2 В и примерно при 0,2 В. 0,1 В относительно Ag / Ag + соответственно. Более широкая форма и меньшая площадь под элементом восстановления по сравнению с элементом окисления указывают на то, что электроокисление FcDM с помощью e-P3HT, как правило, необратимо, несмотря на относительно низкую скорость сканирования (50 мВ с -1 ) 28 .Этот результат служит прогнозом первого порядка для критериев дизайна для управления кинетической селективностью к окислительно-восстановительным молекулам в растворе; Пленки e-P3HT кинетически селективны к окислению FcDM.
Перенос заряда на границах раздела полимер / электролит часто оценивается с использованием эмпирического приближения Батлера – Фольмера для количественной оценки стандартной константы скорости переноса электрона ( k 0 ). Bobacka et al. 29 оценка тыс. 0 = 0.7 × 10 −3 см с −1 для окислительно-восстановительной реакции ферроцена на электродах из поли (3-октилтиофена). Мандич и Дуич получили тыс. 0 = 3,1 × 10 −3 см с −1 для окисления / восстановления Fe 2 + / 3 + при толщине полианилиновых пленок 22 нм 30 . Следуя аналогичной методике, 31 дает значение тыс. 0 ≈ 7 × 10 −4 см с −1 для окисления / восстановления FcDM в e-P3HT для данных на рис.1c, примерно на 1 порядок меньше, чем у металлического электрода (полный анализ и сравнение см. В дополнительном примечании 2 и дополнительном рис. 1).
Роль DOS в переносе заряда
В каждом из этих анализов предполагается металлоподобное поведение полимерного электрода и вводится априори предположение, что k 0 не зависит от потенциала. Такой подход неприменим для систем полимер / электролит, которые имеют значительно более низкую DOS, чем металлы.Мы предполагаем, что электрохимически необратимая реакция, наблюдаемая на рис. 1c, приписывается пренебрежимо малому энергетическому перекрытию занятых электронных состояний в полимере с незанятыми состояниями в электролите. Необратимый характер окислительно-восстановительной реакции дает уникальную возможность исследовать механизм переноса заряда, поскольку можно рассматривать только реакцию прямого окисления. Формальное описание полной плотности тока Дж тогда приблизительно равно анодной плотности тока Дж + на основе модели Маркуса – Геришера: 32, 33
$$ {J \ приблизительно {J ^ +} \ kern-1pt = \ kern-1pt e {k ^ {\ rm {t}}} {c ^ {{\ rm {red}}}} \ int_ {E} ^ {} {\ rm {DOS}} \ left (E \ right) \ cdot \ left ({1 – F \ left ({E, {E _ {\ rm {f}}}} \ right)} \ right) \ cdot {\ rm {exp}} \ left ({\ frac {{- {\ left ({E – e {E ^ 0} – \ lambda} \ right)} ^ 2}}} {{4 \ lambda kT}}} \ right) {\ mathrm {d}} E,} $$
(1)
где к t – постоянная времени (в см 4 с −1 ), обычно контролируемая вероятностью электронного туннелирования, c красный – объемная концентрация восстановленных окислительно-восстановительных частиц (FcDM), DOS ( E ) – плотность распределения состояний в электроде, F ( E , E f ) – функция распределения Ферми-Дирака, E f – уровень Ферми в электроде, а экспоненциальный член содержит стандартный потенциал E 0 и энергия реорганизации λ окислительно-восстановительного электролита, заряд электронов e , постоянная Больцмана k и температура T .
Для полимерных электродов степень заполнения DOS изменяется в зависимости от приложенного потенциала из-за электрохимического легирования или удаления легирования в сочетании со структурным изменением из-за интеркаляции ионов. Полимерные электроды в электролите в установившемся состоянии не испытывают изгиба полосы, скорее ожидается, что положение уровней энергии электронов останется однородным по всей пленке для каждого потенциала 34, 35 . Способность хранить дыры с помощью фарадеевского механизма (т.е., химическая емкость C µ ) отражается в плотности тока Дж , измеренной в циклическом вольтамперометрическом эксперименте, через Дж = C µ × νA −1 (где ν – скорость развертки потенциала, A – геометрическая площадь электрода и C µ в единицах F ) 34 . 2} \ mathrm {d} \ nu}}, $$
2} \ mathrm {d} \ nu}}, $$
(2)
где d – толщина полимерной пленки. Мы подчеркиваем, что полученную таким образом DOS следует рассматривать не как строго электронную, сравнимую с DOS в твердом состоянии, а как эффективную DOS, которая включает влияние интеркаляции ионов. Более подробное обсуждение приведено в дополнительном примечании 1.
Эффективная DOS, полученная для e-P3HT, описывается как суперпозиция двух гауссовых распределений (рис.2). Плечо (~ 0,4 В) соответствует более упорядоченным доменам, которые окисляются легче, чем аморфная фаза (~ 0,65 В) 25, 36 . Рассчитанные распределения состояний хорошо согласуются с измерениями DOS на центрифуге P3HT, полученными с помощью спектроскопии потенциального электрохимического импеданса (EIS) 37, 38, , и отражают сходство с DOS, наблюдаемым с помощью ультрафиолетовой фотоэмиссионной спектроскопии 26, 27 . Для положительных потенциалов ~ 0,85 В vs. Ag / Ag + , расчет по формуле. (2) становится более неоднозначным, поскольку анодный ток может также включать начало побочных реакций, таких как окисление небольших количеств воды в органическом растворителе.
Ag / Ag + , расчет по формуле. (2) становится более неоднозначным, поскольку анодный ток может также включать начало побочных реакций, таких как окисление небольших количеств воды в органическом растворителе.
Распределение незанятых и занятых состояний в полимере и электролите. DOS пленки e-P3HT, полученной из экспериментального тока окисления при циклической вольтамперометрии (пурпурная кривая, нижняя ось), показана рядом с смоделированными распределениями занятых (красный) и незанятых (Ox) состояний в электролите в соответствии с формулой.(3) и аналогичное выражение для незанятых состояний, предполагая равные концентрации red и ox (зеленые кривые, верхняя ось). Параметры моделирования: E 0 (FcDM 0 / + ) ≈ E 1/2 (FcDM 0 / + ) = +0,07 В по сравнению с Ag / Ag + , λ = 0,5 эВ 50 и T = 298 К. Заполнение P3HT DOS и перенос дырок из полимера в электролит проиллюстрирован на примере уровня Ферми E f при −5.2}}} {{4 \ lambda kT}}} \ right) $$
Заполнение P3HT DOS и перенос дырок из полимера в электролит проиллюстрирован на примере уровня Ферми E f при −5.2}}} {{4 \ lambda kT}}} \ right) $$
(3)
с параметрами, как определено выше; аналогичная математическая конструкция может быть использована для описания незанятых состояний окисленного FcDM + . Моделирование согласно формуле. (3) показано на правой стороне фиг. 2 в той же шкале энергий, что и экспериментально определенная плотность состояний полимера. Из рис. 2, полимерная ДОС около E 0 FcDM 0 / + показывает почти полное отсутствие перекрытия с плотностью окисленных электронных состояний (DOS ox ) в электролите (FcDM + ), но хорошее энергетическое перекрытие с DOS красный восстановленных электронных состояния (FcDM 0 ).Этот результат качественно объясняет, почему восстановление FcDM + с помощью e-P3HT затруднено при любом заданном потенциале, приложенном к полимерному электроду, как показано на рис. {- 1}}.$$
{- 1}}.$$
(5)
Таким образом, мы ожидаем зависящего от напряжения изменения сопротивления переносу заряда, которое, как ожидается, будет меняться в зависимости от электронного перекрытия в эффективной DOS полимера и FcDM.
EIS-спектры пленок e-P3HT были измерены с использованием свежеосажденных образцов, которые были кондиционированы повторной циклической вольтамперометрией и предварительно поляризованы при заданном потенциале смещения в течение 300 с, чтобы уравновесить степень легирования и набухания полимера.Пример представлен на рис. 3. Полный набор данных для зависимых от потенциала графиков Найквиста и соответствующих графиков Боде представлен на дополнительном рис. 2 вместе с подробным объяснением назначений спектральных характеристик (дополнительное примечание 3). На рис.3 график Найквиста импеданса e-P3HT в контакте с 1 мМ раствором FcDM при промежуточном приложенном потенциале демонстрирует три разрешимых особенности: линейную часть на низких угловых частотах ( ω ) (область 3 на рис. 3) и два полукруга на средних и высоких частотах (области 2 и 1 на рис. 3). Полукруги на графиках EIS Найквиста указывают на межфазные явления. Высокочастотная особенность ранее приписывалась переносу и накоплению заряда на границе раздела между подложкой (в данном случае ITO) и полимером 39 . Как и ожидалось из этого назначения, как сопротивление, так и емкость, связанные с этим высокочастотным полукругом, мало изменялись в зависимости от потенциала от 0.От 0 до 1,0 В (по сравнению с Ag / Ag + ) (см. Дополнительный рисунок 3). Напротив, среднечастотный полукруг показал значительное изменение диаметра в зависимости от приложенного потенциала (см. Дополнительный рис. 2), и это объясняется объединенным импедансом, возникающим из-за переноса заряда, и емкости двойного слоя на границе раздела P3HT / электролит.
3) и два полукруга на средних и высоких частотах (области 2 и 1 на рис. 3). Полукруги на графиках EIS Найквиста указывают на межфазные явления. Высокочастотная особенность ранее приписывалась переносу и накоплению заряда на границе раздела между подложкой (в данном случае ITO) и полимером 39 . Как и ожидалось из этого назначения, как сопротивление, так и емкость, связанные с этим высокочастотным полукругом, мало изменялись в зависимости от потенциала от 0.От 0 до 1,0 В (по сравнению с Ag / Ag + ) (см. Дополнительный рисунок 3). Напротив, среднечастотный полукруг показал значительное изменение диаметра в зависимости от приложенного потенциала (см. Дополнительный рис. 2), и это объясняется объединенным импедансом, возникающим из-за переноса заряда, и емкости двойного слоя на границе раздела P3HT / электролит.
Типичный график Найквиста импеданса e-P3HT в 1 мМ растворе FcDM при напряжении смещения 0,35 В. Метки указывают угловые частоты ω в выбранных точках
Исходя из общего назначения спектральных характеристик, мы подбираем данные с помощью модифицированной схемы Рэндлса, включающей дополнительный параллельный элемент RC (см.![]() Дополнительный рис.4) и извлекли потенциально-зависимые сопротивления переносу заряда ( R ct ) на границе полимер / электролит, см. Рис. 4. R ct Ось на рис. 4 перевернута, чтобы отразить обратную зависимость между сопротивлением переноса заряда и константой скорости переноса заряда, приведенной в формуле. (4). Анализ был повторен для девяти полимерных пленок, все из которых дали результаты, аналогичные представленным на рис.4. Измерения EIS в фоновом электролите (без FcDM) дали те же результаты, что и измерения с окислительно-восстановительными компонентами (см. Дополнительный рис. 5), с основным различием в диаметре элемента переноса заряда полимер / электролит из-за отсутствия электронного переноса заряда.
Дополнительный рис.4) и извлекли потенциально-зависимые сопротивления переносу заряда ( R ct ) на границе полимер / электролит, см. Рис. 4. R ct Ось на рис. 4 перевернута, чтобы отразить обратную зависимость между сопротивлением переноса заряда и константой скорости переноса заряда, приведенной в формуле. (4). Анализ был повторен для девяти полимерных пленок, все из которых дали результаты, аналогичные представленным на рис.4. Измерения EIS в фоновом электролите (без FcDM) дали те же результаты, что и измерения с окислительно-восстановительными компонентами (см. Дополнительный рис. 5), с основным различием в диаметре элемента переноса заряда полимер / электролит из-за отсутствия электронного переноса заряда.
Сопротивление переносу заряда e-P3HT при контакте с раствором ферроцендиметанола. Экспериментальное сопротивление переносу заряда, зависящее от потенциала, полученное из аппроксимации спектров импеданса (черные символы и линия, с полосами ошибок, указывающих неопределенность аппроксимации), и моделирования на основе модели Маркуса – Геришера с использованием экспериментальной DOS из циклической вольтамперометрии (красная линия) . Параметры моделирования (происхождение описано в основном тексте): A = 0,4 см 2 , k t = 1,6 × 10 −22 см 4 с −1 , c красный = 6 × 10 17 см −3 , λ = 0,6 эВ, E 0 (FcDM 0 / + ) = +0,07 В по сравнению с Ag / Ag + или -4.94 эВ от вакуума (обозначено серой штриховой линией), T = 298 K
Параметры моделирования (происхождение описано в основном тексте): A = 0,4 см 2 , k t = 1,6 × 10 −22 см 4 с −1 , c красный = 6 × 10 17 см −3 , λ = 0,6 эВ, E 0 (FcDM 0 / + ) = +0,07 В по сравнению с Ag / Ag + или -4.94 эВ от вакуума (обозначено серой штриховой линией), T = 298 K
Форма кривой на рис. 4 напоминает нормальный и инвертированный режимы предсказаний классической теории Маркуса для фундаментальной константы скорости k и как функция свободной энергии Гиббса реакции (Δ G ) 40 . Мерный R ct показывает общее уменьшение с ~ 10 4 Ом при +0. 25 В до локального минимума ~ 50 Ом при +0,6 В с последующим увеличением до ~ 10 4 Ом с увеличением потенциала справа налево на рис. 4. As R ct обратно пропорционален константе скорости переноса заряда, минимальной из потенциально зависимых R ct совпадает с локальным максимумом константы скорости около 0,6 В. Для данной системы материалов инверсия кинетики переноса заряда происходит из-за уменьшения DOS в полимере при положительных потенциалах ~ 0.63 в сравнении с Ag / Ag + (локальный максимум на рис. 2, слева). Такое поведение отличается от переноса заряда в идеальных переходах неорганический полупроводник / электролит, которые претерпевают искривление зон. В сценарии изгиба зоны перенос заряда преимущественно происходит с фиксированного энергетического уровня (край зоны проводимости или край валентной зоны) независимо от приложенного потенциала электрода 32, 41 .
25 В до локального минимума ~ 50 Ом при +0,6 В с последующим увеличением до ~ 10 4 Ом с увеличением потенциала справа налево на рис. 4. As R ct обратно пропорционален константе скорости переноса заряда, минимальной из потенциально зависимых R ct совпадает с локальным максимумом константы скорости около 0,6 В. Для данной системы материалов инверсия кинетики переноса заряда происходит из-за уменьшения DOS в полимере при положительных потенциалах ~ 0.63 в сравнении с Ag / Ag + (локальный максимум на рис. 2, слева). Такое поведение отличается от переноса заряда в идеальных переходах неорганический полупроводник / электролит, которые претерпевают искривление зон. В сценарии изгиба зоны перенос заряда преимущественно происходит с фиксированного энергетического уровня (край зоны проводимости или край валентной зоны) независимо от приложенного потенциала электрода 32, 41 . В частности, для обычных неорганических материалов ожидается, что скорость переноса заряда будет экспоненциально увеличиваться с приложенным потенциалом из-за экспоненциального увеличения плотности заряда в области пространственного заряда вблизи поверхности (см. Дополнительное примечание 4 и дополнительный рис.6).
В частности, для обычных неорганических материалов ожидается, что скорость переноса заряда будет экспоненциально увеличиваться с приложенным потенциалом из-за экспоненциального увеличения плотности заряда в области пространственного заряда вблизи поверхности (см. Дополнительное примечание 4 и дополнительный рис.6).
Имитация R кт ( E f ) согласно модели Маркуса – Геришера (уравнение (5)) с нашей экспериментальной плотностью состояний DOS ( E f ) на фиг.2 показан на фиг.4 (красная кривая). Смоделированная кривая адекватно описывает потенциальную зависимость экспериментального сопротивления переносу заряда вплоть до напряжения смещения около 0,75 эВ.Кроме того, расчет становится неточным из-за неоднозначности, связанной с экспериментальными значениями DOS ( E f ), как описано выше. Модель предсказывает, что низкопотенциальное плечо в DOS приводит к соответствующей особенности в сопротивлении переносу заряда (~ 0,4 В), но это не наблюдалось экспериментально из-за предела разрешения подхода EIS.
Согласование смоделированного и экспериментального R ct в минимуме было достигнуто установкой значения постоянной времени k т по 1.6 × 10 −22 см 4 с −1 , что значительно меньше значений, указанных для неорганических переходов полупроводник / электролит (от 10 −16 до 10 −17 см 4 с −1 ) 41,42,43 . Для неорганических полупроводников, k t связан с событием электронного туннелирования через интерфейс и зависит от расстояния. Маловероятно, что разница в вероятности электронного туннелирования ответственна за такую большую разницу в k т в данном случае.2} \ cdot {{exp}} \ left ({- {\ alpha _ {\ rm {R}}} \ cdot R} \ right), $$
(6)
где α R является функцией высоты потенциального барьера между электродом и окислительно-восстановительными компонентами и зависит от природы моста электронной связи 40, 44 . Уменьшение вероятности туннелирования на 10 5 требует большего α R · R срок по 10 2 для электродов e-P3HT по сравнению с неорганическими полупроводниками. R для неорганических полупроводников, как сообщается, имеет порядок 5-10 ангстрем 32, 46, 47 , что сопоставимо с длиной гексильной боковой цепи P3HT (см. Дополнительный рис. 8). Оценка α R для множества различных систем переноса электронов все составляют от 10 до 15 нм -1 (см. Ссылку 40 и ссылки в ней), что предполагает α R также вряд ли изменится на 10 2 с материалом электрода.Следовательно, значение к t в случае полимерного электрода регулируется дополнительными факторами, отличными от вероятности туннелирования электронных носителей заряда, и, следовательно, представляет собой эффективный кинетический параметр, а не истинную постоянную времени туннелирования.
Уменьшение вероятности туннелирования на 10 5 требует большего α R · R срок по 10 2 для электродов e-P3HT по сравнению с неорганическими полупроводниками. R для неорганических полупроводников, как сообщается, имеет порядок 5-10 ангстрем 32, 46, 47 , что сопоставимо с длиной гексильной боковой цепи P3HT (см. Дополнительный рис. 8). Оценка α R для множества различных систем переноса электронов все составляют от 10 до 15 нм -1 (см. Ссылку 40 и ссылки в ней), что предполагает α R также вряд ли изменится на 10 2 с материалом электрода.Следовательно, значение к t в случае полимерного электрода регулируется дополнительными факторами, отличными от вероятности туннелирования электронных носителей заряда, и, следовательно, представляет собой эффективный кинетический параметр, а не истинную постоянную времени туннелирования. В частности, мы предлагаем k t отражает влияние интеркаляции ионов на наблюдаемую кинетику переноса заряда.
В частности, мы предлагаем k t отражает влияние интеркаляции ионов на наблюдаемую кинетику переноса заряда.
Декларация соответствия при прибл.46. Применение электродов Linkoln
. ЭлектродыОК-46.00 производятся компанией ESAB, признанным мировым лидером в производстве сварочного оборудования, материалов и другого инструмента.
Сварка электродами ОК 46 возможна во всех пространственных положениях, включая вертикальные нисходящие, как постоянным током обратной полярности, так и от источника переменного тока. Благодаря электродам они хорошо воспламеняются, имеют стабильное горение и отлично зажигаются снова при отрыве дуги.Незаменим при работе с короткими швами, при сварке и установке прихваток. Изделия способны работать даже на неподготовленном и не зачищенном металле, что делает их незаменимыми в домашних условиях.
В связи с особенностями используемого металлического прутка из низкоуглеродистой стали СВ-08 использование данных электродов недопустимо.
Перед применением рекомендуется прокалить при температуре 75-95 ° С в течение часа.
Технические характеристики
Основные характеристики, необходимые для работы сварщика, указаны в таблице на коробке.На нем отображается:
- электродов-ОК 46.00;
- по международной классификации – E6013;
- диаметр – ø4 и длина – 450 мм;
- вес упаковки – 6,6 кг;
- вид, полярность и диапазон изменения сварочного тока: AC – переменный, DC – постоянный + (-) -;
- способов сварки -;
- другая сопутствующая информация: ГОСТы, по которым они изготовлены, серийный номер, номер партии, дата изготовления.
Для настройки оборудования и выбора сварочного тока в зависимости от диаметра стержня и положения шва можно использовать следующую таблицу
Электроды ОК-46 производства ЭСАБ (Швеция) широко применялись при ремонтно-монтажных работах.Они предназначены для сварки конструкционных углеродистых и низколегированных сталей с пределом текучести не выше 380 МПа, а также судовых сталей.
Сфера использования – создание новой металлопродукции в условиях промышленного производства и небольшого цеха, а также ремонт на месте.
Многофункциональный электрод ОК-46 с отличными сварочно-технологическими свойствами имеет плотное покрытие и стабильную дугу, благодаря чему сварочная ванна защищена от внешних факторов. Он хорошо зажигается даже при малом токе в начале работы и при повторном зажигании, когда покрытие уже подгорело или конец оплавился.
Электроды ОК-46 универсальны в вопросе пространственного положения шва. Готовят даже в узких местах и на окрашенной поверхности. Подходит для монтажных прихваток, коротких и корневых швов. Они хорошо зарекомендовали себя при периодическом отключении дуги.
Основные характеристики:
- используются для сварки оцинкованных изделий и с другим гальваническим покрытием;
- сварка тонкостенных деталей хорошо;
- легкий розжиг, в том числе многократный;
- благодаря малому тепловыделению хорошо подходят для заполнения больших зазоров;
- можно прошивать в вертикальном положении по направлению спуска;
- Отсутствие чувствительности к грязи и ржавчине упрощает подготовку кромок.

Описание
Электроды ОК-46 по ГОСТ 9467-75 выпускаются диаметром 1,6; 2; 2,5; 3; 4 и 5 мм. Для небольших участков 1,6 и 2 мм длина составляет 300 мм, для остальных – 350 и 450 мм. Стержни изготовлены из сварочной стальной проволоки СВ-08 или СВ-08А с рутиловым покрытием.
Стандартная производительность 1,4 кг / час. Именно столько электродов потребуется для наплавки 1 кг металла. Для прокаливания требуется режим 70–90 ° C и время нагрева 1 час.
Обозначение ОК-46 указывает на то, что электрод предназначен для ручной дуговой сварки. Готовое соединение выдерживает нагрузку 46 кг / мм².
Свойства готового сварного шва определяют надежность будущей металлоконструкции и возможность эксплуатации в заданных условиях. Эти параметры зависят от химического состава электродов и хода процесса сварки. Именно по техническим характеристикам и типу выполняемых работ сварщики выбирают электроды.
Химический состав наплавленного металла характеризуется содержанием следующих элементов: C = 0,08%, Si = 0,3%, Mn = 0,4%.
Механические свойства шва:
- предел прочности на разрыв – 510 МПа;
- предел текучести – 400 МПа;
- предел прочности – 510 Н / мм²;
- ударная вязкость при температуре -20 … 0 ° С – 33–70 Дж / см²;
- выход наплавленного металла в относительном измерении 96%.
Режимы работы
Оптимальные режимы сварки достигаются при строгом соблюдении режимов работы. Их выбирают исходя из диаметра стержня и расположения сварного шва. Набор параметров позволяет создать оптимальный режим для конкретного случая.
Режимы сварки
| Диаметр электрода, мм | Расход на 1 кг | Сила тока в зависимости от положения, А | ||
|---|---|---|---|---|
| нижний | вертикальный | потолок | ||
| 2 | 50 | 40-80 | 40-60 | 50-70 |
| 2,5 | 45 | 60-100 | 60-90 | 60-110 |
| 3 | 39 | 80–160 | 80-140 | 80–180 |
| 4 | 19 | 110-210 | 110-200 | 90-220 |
| 5 | 13 | 150-300 | 150–280 | 150–270 |
Электроды ОК-46 работают на постоянном и переменном токе любой полярности. Их можно подключать к бытовым источникам питания, так как они имеют стабильное горение дуги с минимальным значением тока и низким напряжением холостого хода (50В).
Их можно подключать к бытовым источникам питания, так как они имеют стабильное горение дуги с минимальным значением тока и низким напряжением холостого хода (50В).
Из выявленных пользователями недостатков электроды ОК-46 имеют высокую цену, толстостенный металл плохо кипит, не у всех с первого раза загорается новый электрод, уже не идут на свой шлак. Когда они лежат в открытой упаковке и собирают влагу, шлак нужно отбивать обычным способом.
Назначение и тонкости использования
Электроды ОК-46 могут служить основным наполнителем для заполнения стыков и пустот в металлических изделиях, а также дополнительными – для прихваток и предварительной сборки конструкции.
Марка расходных материалов обеспечивает качественный и ровный шов с плавным переходом на основную поверхность. При сварке металл практически не разбрызгивается, небольшое количество шлака самоотделается. Лучше всего преимущества этих электродов проявляются при сварке швов с глубоким расположением корня.
При использовании сварочных электродов ОК-46 гарантировано получение прочных и надежных прихваток, необходимых при монтаже металлоконструкций и инженерных сетей.
Расходные материалы упакованы в герметичный пакет и картонную коробку.Таким образом, они надежно защищены от влаги и механических повреждений. Выдерживают многократные перевозки и длительное хранение.
Если у вас есть опыт работы с электродами ОК-46, напишите: нам будет интересно услышать ваши отзывы.
Сварочные электроды ОК-46 – универсальные расходные материалы для сварки, так как подходят практически для всех пространственных положений. К тому же они нормально проявляют себя при работе с постоянным и переменным током. Основными целевыми металлами являются углерод и конструкционные, что охватывает довольно большой объемный ассортимент продукции.С их помощью можно ремонтировать, а также создавать металлоконструкции и другие инженерные изделия. Стоит отметить, что электроды ОК-46 хорошо поджигаются, даже если выбраны щадящие режимы сварки с малыми токами. Это также относится к повторному возгоранию, когда ему препятствует расплавленный конец или обугленное покрытие.
Это также относится к повторному возгоранию, когда ему препятствует расплавленный конец или обугленное покрытие.
Электроды для сварки ОК-46 Марка ЭСАБ
Присадочные материалы позволяют легко сваривать изделия с оцинкованными поверхностями и другими гальваническими покрытиями. Электроды отлично подходят для сварки с зазором, так как обладают низким уровнем погонной энергии, что обеспечивает качественный результат даже в таких условиях.Повышенная технологичность состава достигается за счет крайне низкой чувствительности к загрязнениям. Стабильное горение дуги и плотное покрытие обеспечивают достаточный уровень защиты от воздействия посторонних факторов. Встретить это разнообразие можно в любых отраслях, так как качества предрасполагают к активному использованию в любых условиях, что является несомненным плюсом. Во время сварки наблюдается небольшой процент разбрызгивания металла, что во многом обеспечивается возможностью использования малых токов. Сварочная маска и другие приспособления помогут защитить от брызг и яркого света дуги.
Электроды и приспособления для сварки ОК-46
Наилучшие свойства проявляются при работе со швами, корень которых залегает достаточно глубоко. Создавать длинные швы такими электродами не рекомендуется, так как они больше предназначены для создания коротких. Используя эту марку, можно получить прочные прихватки, которые создаются перед монтажом металлоконструкций. Электроды поставляются в герметичных ящиках, защищающих материал во время транспортировки. Продукция в ящике укладывается в герметичную пленку, чтобы избежать скопления влаги в покрытии, когда все есть в наличии.Это очень распространенная проблема, поэтому производители позаботились об элементарных методах безопасности. Благодаря этому допускаются многократная транспортировка и длительное хранение.
Электроды сварочные ОК-46
Область применения
Электроды ОК-46 3 мм могут использоваться как основной присадочный материал, необходимый для заполнения стыков металлических деталей, и как дополнительный при необходимости создания прихваток. Иногда при ходьбе или из другого металла при создании большой металлической конструкции с помощью таких электродов делают прихватки, так как они обеспечивают большую прочность соединения в любых условиях.Чаще всего они используются для ремонта на месте, но также могут использоваться в мастерских при работе с углеродистыми сталями или создании новых изделий из конструкционной стали.
Иногда при ходьбе или из другого металла при создании большой металлической конструкции с помощью таких электродов делают прихватки, так как они обеспечивают большую прочность соединения в любых условиях.Чаще всего они используются для ремонта на месте, но также могут использоваться в мастерских при работе с углеродистыми сталями или создании новых изделий из конструкционной стали.
Сварочные электроды ОК-46 диаметром 3 мм
Технические условия
При рассмотрении электродов ОК-46 характеристика их поведения определяется химическим составом. Действительно, здесь даже десятая часть процента вещества может иметь сильное влияние на последующее поведение во время сварки, а также на механические свойства готового сварного шва.
Механические характеристики не взяты от самого электрода, поскольку непереплавленный металл также имеет свои уникальные свойства, но сварной шов уже находится в сварном состоянии. Это помогает понять, подойдет ли данная марка для тех условий эксплуатации, с которыми придется столкнуться сварному изделию. Таким образом, выбирая электроды ОК-46, в первую очередь необходимо изучить их технические характеристики. При этом приводится один из основных:
Таким образом, выбирая электроды ОК-46, в первую очередь необходимо изучить их технические характеристики. При этом приводится один из основных:
Размеры и ассортимент
Особенности наплавки
Наплавку следует проводить отрезками относительно небольшой длины, даже при большом удлинении шва.Чтобы не было проблем при сварке, необходимо придерживаться существующих режимов. Для каждого значения диаметра стержня, а также для каждой позиции существуют значения, диапазон которых поможет получить достаточно качественный процесс.
Обозначение и толкование
ОК-46 – электрод для ручной дуговой сварки с рутиловым покрытием. Готовый шов выдерживает нагрузки до 46 кг на квадратный миллиметр.
Электроды ОК-46 для ручной дуговой сварки
Время считывания: ≈3 минуты
Каждый, кто хоть немного знаком со сваркой, слышал об электродах ESAB OK 46.Отзывы удивляют: эту марку хвалят практически все мастера. Отмечают, что после приобретения этих стержней качество швов заметно улучшилось, и в целом работа стала проще и быстрее. Это так?
Это так?
В этой статье мы постараемся рассказать вам все, что нужно знать об электродах ОК 46.00. Так же ответим на вопрос, стоит ли покупать эти удилища и использовать их в своей работе.
Электроды марки ОК 46 имеют рутилово-целлюлозное покрытие.Это основная характеристика, из-за которой данные электроды приобрели свою популярность. Марка ESAB 46 00 поистине уникальна, она повышает уровень вашей работы и в то же время облегчает работу.
Так чем же хороши электроды ОК 46, технические характеристики которых не могут повторить ни один производитель? Во-первых, эта марка абсолютно нечувствительна к коррозии. Это значит, что готовить можно в труднодоступных местах и не очищать металл. Во-вторых, при сварке этими электродами шлак практически не образуется и очень легко удаляется.Шов получается очень ровным и плавно переходит на поверхность металла. Также электроды легко воспламеняются, в том числе многократно.
Кроме того, сварка этими электродами требует низкого напряжения холостого хода и относительно небольшого значения сварочного тока. Итак, электроды для сварки ОК 46 без проблем можно использовать на даче и готовить от обычной электросети.
Итак, электроды для сварки ОК 46 без проблем можно использовать на даче и готовить от обычной электросети.
Стоит ли покупать эти электроды? Определенно того стоит. С ними ваша работа действительно станет проще и быстрее.Сварные соединения будут качественными и надежными. Но при условии, что вы соблюдаете технологию сварки и подбираете стержни исходя из характеристик металла, который собираетесь варить.
ОК 46 имеет всего два недостатка: высокая цена и частые подделки. Но мы не считаем эти недостатки существенными. Ведь цена ненамного выше аналогов, а конечное качество швов намного лучше. Что ж, чтобы не было подделок, покупать электроды нужно у сертифицированных представителей или в крупных магазинах.
Заявка
Назначение этих электродов – сварка различных типов и. Электроды ESAB OK 46 практически нечувствительны к коррозии и грязи, поэтому проводить тщательную очистку металла, если готовить в труднодоступных местах, не получится.
Бренд ОК 46 часто называют универсальным, и это действительно так. Эти электроды обеспечивают отличное качество сварки, стабильное горение дуги и простоту сварки даже самых капризных металлов, таких как алюминий. Эти стержни без проблем воспламеняются после их принудительного затухания.Но наилучшие результаты достигаются при сварке коротких стыков и прихваток. При этом шов должен быть максимально широким.
Эти электроды обеспечивают отличное качество сварки, стабильное горение дуги и простоту сварки даже самых капризных металлов, таких как алюминий. Эти стержни без проблем воспламеняются после их принудительного затухания.Но наилучшие результаты достигаются при сварке коротких стыков и прихваток. При этом шов должен быть максимально широким.
Для сварки можно использовать любую полярность. Тип тока может быть как переменным, так и постоянным. Можно готовить практически во всех пространственных положениях. Вес упаковки 5,3 и 6,6 кг в зависимости от диаметра. Электроды сварочные ОК марки 46 могут быть заменены на марки ОЗС 6, АНО 4, АНО 6, АНО 29 М, АНО 23 и. Они не обеспечивают такого же уровня качества, но дешевле и похожи по характеристикам.
В специализированных магазинах представлено достаточное количество электродов, которые можно успешно использовать для сварки дуговым методом. Некоторые модели можно использовать для наплавки металла. Также электроды отличаются стоимостью наплавленного металла. На рынке доступны модели упаковками по 20-50 шт. В среднем они продаются по цене от 500 руб.
На рынке доступны модели упаковками по 20-50 шт. В среднем они продаются по цене от 500 руб.
К основным параметрам электродов относятся:
- временное сопротивление;
- максимальное отклонение напряжения;
- диаметр.
Как выбрать электроды
Для работы с трубопроводом эффективнее подбирать электроды с меньшим значением номинального напряжения. Большинство моделей выполнено с целлюлозным покрытием. Для наплавки наружных слоев они больше всего подходят. Также следует отметить, что отметка временного сопротивления должна быть не более 300 миллиампер (МПа).
Для правильного выбора электродов из углеродистой стали необходимо покупать модели с рутиловым покрытием. Необходимо следить, чтобы показатель номинального отклонения напряжения был примерно 6 В.Среднее значение параметра временного сопротивления должно быть не менее 350 МПа. Стоимость хороших электродов на современных рынках составляет около 600 рублей.
Электроды ОК-46
Для работы с углеродистой сталью необходимо выбрать электроды ЭСАБ ОК-46. Их производительность довольно хорошая. Например, показатель временного сопротивления составляет 400 МПа. В этом случае трещины на швах легко снимутся. Однако такие электроды не подходят для работы с переменным током.Их покрытие выполнено из целлюлозы. Для работы на трубопроводе данная модель тоже не подходит. Максимальное напряжение при прямой полярности будет не выше 75 В. Большой тычок по электродам не повредит. Вы можете купить их упаковками по двадцать и тридцать штук. Их средняя стоимость – 500 рублей.
Электроды ОК-46 получили сертификат Национальной академии контроля и сварки.
Модель ОК-46 2,5 мм
Модель предназначена для наплавки металлов. Его параметры аналогичны описанной выше модели.В этом случае покрытие должно быть целлюлозным. Максимальное напряжение при прямой полярности не выше 55 В. Отметка временного сопротивления достигает уровня 40 МПа. Если вы доверяете отзывам покупателей, эти электроды идеально подходят для работы с нержавеющей и углеродистой сталью. Стоимость наплавленного металла невысока. Для непрерывной сварки модель не подходит.
Если вы доверяете отзывам покупателей, эти электроды идеально подходят для работы с нержавеющей и углеродистой сталью. Стоимость наплавленного металла невысока. Для непрерывной сварки модель не подходит.
Также важно подчеркнуть, что электроды ОК-46 характеризуются небольшим отклонением номинального напряжения.Прислушиваясь к отзывам владельцев, можно заметить, что электроды имеют умеренную чувствительность к ржавчине. Минимально возможный угол наклона электрода – 36 градусов. Модификация показывает довольно высокую чувствительность к различным загрязнениям. Приобрести электродные катоды ОК-46 можно только упаковками по 50 штук в каждой. Их средняя стоимость на рынке около 750 рублей.
Электроды ОК-46 3мм
Упомянутые электроды ОК-46 (их гос. Номер 9466-75) являются бюджетным вариантом модификации электродов.Они очень вязкие. Во многом это стало возможным благодаря использованию рутилового покрытия. Сравнительное удлинение бренда находится на уровне 20%. Временное сопротивление не более 45 МПа. По отзывам покупателей модель подходит для работы с трубопроводом. С металлоконструкциями разной формы проблемы тоже редки. Этот бренд продается в упаковках по 15 или 40 шт. Цены на аналогичные товары варьируются от 450 до 600 рублей.
По отзывам покупателей модель подходит для работы с трубопроводом. С металлоконструкциями разной формы проблемы тоже редки. Этот бренд продается в упаковках по 15 или 40 шт. Цены на аналогичные товары варьируются от 450 до 600 рублей.
Применение электродов марки ОК-46 4 мм
Элементы ОК-46 отличаются прежде всего качественным покрытием.Бренд часто используется для работы на трубопроводах. Индекс временного сопротивления сравнивается не выше 55 МПа. Внушительный диаметр электродов позволяет проводить сложные манипуляции с наплавкой металла. Восприимчивость к краям бренда низкая. Если вы доверяете пользователям, отходы наплавленного металла находятся в пределах нормы. Однако отрицательные черты все же присутствуют:
- В основном сварщики жалуются на подверженность ржавчине.
- Перед использованием сетевых элементов их рабочую поверхность необходимо длительно очистить.
- Модель не может работать с переменным напряжением.
- Минимально возможный угол наклона 35 градусов.
- Ударная вязкость указанной марки находится на уровне 77 Дж.

Приобрести Сетевые Элементы ОК-46 можно в специализированных мономагазинах по цене 650 руб.
Модель ОК-46 5 мм
Представленная модель 5 мм продается с целлюлозой. По словам владельцев, он идеально подходит для наплавки металла.Его максимальное напряжение при обратной полярности не превышает 12 В. Данную марку нельзя использовать для сварки короткой дугой. Максимально допустимый угол наклона составляет 75 градусов. Показатель временного сопротивления находится в районе 300 МПа. Покрытие поверхности изначально имеет небольшую толщину. К тому же расход у представленной модели не очень высокий. Пользователи могут приобрести сетевые элементы ОК-46 5 мм по цене от 650 рублей.
Марка Abicor Binzel
Эти элементы, применяемые для наплавки металлов, очень популярны у современных пользователей.Это объясняется следующими преимуществами:
- Идеально подходит для дуговой сварки.
- Имеют низкую чувствительность к ржавчине.
- Степень временного сопротивления не превышает 33 МПа.
- Наименьший допустимый угол наклона составляет примерно 35 градусов.

Если отметить минусы данной продукции, то сварщики, как правило, наблюдают внушительный уровень затрат на наплавленный металл.
Также марка не подходит для марки потолочного шва.Максимальное напряжение при обратной полярности не превышает 9 В. Коэффициент наплавки таких изделий не более 8 г. Приобрести продукцию Abicor Binzel можно в специализированном магазине за 570-600 рублей.
Аскайнак Недвижимость
Бренд Power Elements Аскайнак отличается низкой чувствительностью к различным загрязнениям. Соответственно, можно особенно тщательно подготовить рабочую поверхность. Марка подходит для дуговой сварки. Для этой марки покрытие выполнено из целлюлозы.Показатель временного сопротивления варьируется от 300 до 340 МПа. По словам сварщиков, шов остается аккуратным или даже почти незаметным. Относительное удлинение модели Аскайнак составляет около 25%. Следует отметить, что он чувствителен к утечке шлака. Также у этих продуктов проблемы с распространением металлической спреи.
Относительное удлинение модели Аскайнак составляет около 25%. Следует отметить, что он чувствителен к утечке шлака. Также у этих продуктов проблемы с распространением металлической спреи.
Аскайнак однозначно не подходит для углеродистой стали. В магазинах стоит в районе от 800-1400 руб.
Применение электродов Линкольна
Эти изделия можно использовать как для работы с трубопроводом, так и с кромками.Также их часто используют для электросварки металлоконструкций. Максимальное напряжение марки при обратной полярности находится на отметке 22 В . Временное сопротивление изделия не превышает 360 МПа. В этом случае минимально допустимый угол наклона составляет 23 градуса .
Для наплавки металла модель применяется довольно часто. Шов после использования получается довольно аккуратным. По отзывам пользователей-сварщиков, у бренда значительный расход. Восприимчивость к ржавчине в этом случае невелика.Также представленная модель не боится протекания шлака.