Оправки для токарных станков
Есть ряд правил использования токарных оправок, способствующих повышению точности и чистоты обработки:
- Точность посадочного отверстия для установки державки не должна быть ниже седьмого квалитета, чистота поверхности — не хуже Ra 1,0.
- Позиционировать инструмент необходимо по оси центров станка.
- Поверхность контакта токарной оправки и гнезда станка должна быть максимальной. Это достигается при установке цилиндрической оправки в разрезной (цанговый) держатель.
- Для исключения деформаций и отжима инструмента в процессе резания, твердость материала, из которого изготовлена цанга держателя, не должна быть менее 43…47 HRC.
- Чем больше вылет оправки, тем надежней и точней должно быть ее закрепление. Крепить длинномерные державки с помощью поджатия винтами к V-образной или цилиндрической поверхности недопустимо. Для установки длинномерных оправок используют дополнительные опорные приспособления.

Корректность обработки заготовки зависит и от точности самого токарного оборудования. Тестирование и диагностика проводится с помощью контрольной оправки для проверки токарного станка. Она представляет собой цилиндрическую деталь, выполненную с высокой степенью точности. Контрольный образец, как правило, устанавливается в центры передней и задней бабок, затем индикатором, установленным на суппорт станка и передвигающимся вдоль оправки, определяется точность оборудования, сравнивается с допустимыми значениями, регламентированными стандартом.
Антивибрационные оправки
Выбор расточной оправки для токарного станка с ЧПУ влияет на производительность операции, точность размеров и геометрических параметров заготовки, чистоту получаемой поверхности. При вылете оправки на расстояние до 4-х ее диаметров (D) применяют классические расточные державки из стали с режущей кромкой из твердого сплава. При большем вылете инструмента (до 10D) используют антивибрационные токарные оправки. Если режущая кромка отстоит от места закрепления державки на расстояние до 14D, оправдано применение усиленных антивибрационных приспособлений из твердого сплава. Именно они дают наименьшее отжатие инструмента в процесса резания и высокие антивибрационные характеристики.
Рядом производителей предлагаются антивибрационные оправки, оснащенные сменными резцедержками, которые применяются для операции растачивания заготовок. Такая конструкция дает возможность замены головки с поврежденной постелью для твердосплавной пластины на другую без демонтажа инструмента.
Антивибрационные головки используются для операций растачивания, формирования канавок, отрезки, проточки и нарезания резьбовых элементов
Цилиндрические оправки для антивибрационной обработки деталей могут крепиться с помощью быстроразъемных соединений.
При растачивании сравнительно глубоких каналов вероятность вибраций особенно велика, а размер сечения державки ограничен диаметром отверстия. В таком случае технической литературой рекомендуется использовать оправку с минимально возможным вылетом и максимальным диаметром.
Для проведения операций нарезания резьбы или оформления внутренних канавок (именно в этом случае радиальная составляющая усилия резания выше) оправдано применение усиленных твердосплавных державок. Жесткость такого приспособления в 2-3 раза превышает жесткость обычной стальной оправки. Повысить динамическую жесткость державки можно с помощью демпфирующего механизма (оправки специальной конструкции). В этом случае можно увеличить вылет инструмента.
Применяемость расточных оправок в зависимости от выполняемых операций и глубины обработки:|
Операция |
Стальная оправка |
Расточная оправка с пластинами твердого сплава |
Антивибрационная оправка из стали |
Усиленная твердосплавная антивибрационная оправка |
|
Резьбонарезание |
3D |
5D |
5D |
7D |
|
Оформление канавок |
3D |
5D |
5D |
7D |
|
Точение |
4D |
6D |
10D |
14D |
Где D — диаметр обрабатывающей державки.
Часто на корпусе оправки двумя линиями указана min и max длина закрепления. Для сохранения демпфирующих свойств оправки необходимо следить за ее вылетом: он должен находиться в обозначенных пределах.
Токарные приспособления с подводом СОЖ
Для глубокой обработки отверстий с помощью токарных оправок для нормального отвода стружки технически оправдано применение державок с подводом СОЖ по внутреннему каналу, а также твердосплавных пластин со стружколомными канавками, обеспечивающими образование стружки в виде коротких спиралей. Пространство для отвода стружки должно быть достаточным для исключения ее замятия. Эффективность отвода стружки можно увеличить несколькими способами:
- Расход СОЖ увеличить.
- Использовать пластину с иной геометрией.
- Увеличить скорость резания.
виды, оправка для токарного станка
Как оказывается для изготовления различных деталей не достаточного только токарного станка, а необходимы всевозможные приспособы и дополнительное оборудование.
Приспособления для токарных станков предназначены для закрепления инструмента на станке или заготовки.
Разновидности приспособлений для станка
Существуют различные разновидности приспособлений для токарного станка. Приспособления для токарных станков производятся в широком ассортименте. Это даёт возможность подобрать мастеру наиболее лучший вариант в соответствии с поставленной задачей.
Виброопоры
Виброопоры (они же виброизоляторы) предназначены для активной или пассивной виброизоляции разных типов станков: малых, средних или больших. Применение виброопор поможет увеличить качество обработки деталей.
Центры
Токарные центры применяются для того, чтобы зафиксировать заготовку, которая имеет тело вращения на задней бабке токарного станка. Центр позволяет обрабатывать детали с высокой скоростью и при минимальном биении.

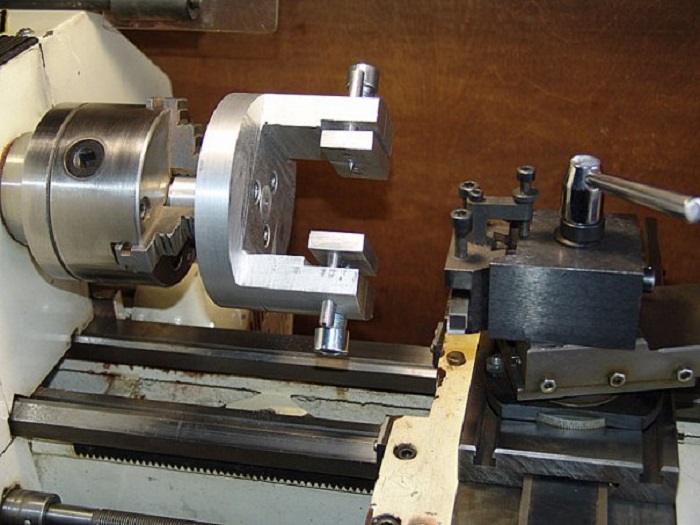
Патроны
Это приспособления для точного закрепления заготовки на станке. Благодаря использованию токарных патронов, значительно увеличивается функциональность самого станка, а также появляется возможность обрабатывать сложно профильные детали. В основном используется, чтобы закрепить заготовки для проведения металлорежущих операций.

Кулачки
Токарные кулачки могут быть:
- Прямые — нужны, чтобы зажимать заготовку с внешней стороны для вала.
- Обратные — необходимы для зажима заготовки только изнутри.
- Накладные — необходимы для крепления длинных или коротких заготовок крупных диаметров.
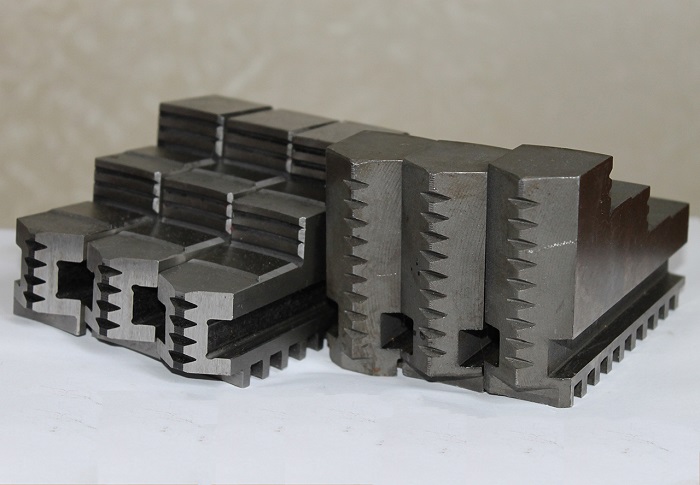
Обычно, токарные кулачки изготавливаются из цветных металлов и стали без термообработки.
Кулачковые патроны
Специализируются для зажима прямоугольных и цилиндрических заготовок.
- Двухкулачковые — необходимы для закрепления сложных заготовок с фасонной деталью. Двухкулачковые приспособления могут закреплять в сменных губах различные поверхности.
- Трёхкулачковые — одни из самых распространённых патронов. Они устанавливаются практически на любые токарные станки. В свою очередь, делятся на три типа:
- Спиральные.
- Реечные.
- Эксцентриковые.

Трёхкулачковые патроны оснащаются специальным приводом. Особое широкое распространение получили трёхкулачковые патроны с пневматическим приводом. Еще существует и гидропривод, но редко используется.
- Четырёхкулачковые — применяются для зажима некруглых и несимметричных заготовок. Кулачки регулируются самостоятельно и их необходимо устанавливать так, чтобы их ось совпадала с осью шпинделя. Эти патроны применяются в основном в ремонтных цехах.
Дополнительные детали
Помимо основных приспособлений для токарного станка, также стоит обратить внимание и на дополнительные детали, которые тоже могут быть необходимы мастеру.
Люнеты
Дополнительное оборудование, которое является главной опорой при обработке на токарном станке. Чаще всего нужны, чтобы не повредить заготовку и инструмент, а также, чтобы не получить травмы, вызванные биением из-за высоких оборотов станка.
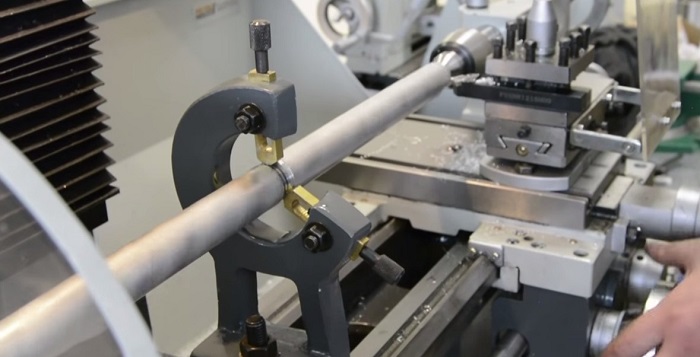
Люнеты бывают с опорой качения (роликовые) и скольжения (кулачковые). Башмаки — специальные люнеты для шлифования колец подшипников.
Справка! Часто, при длинных заготовках, без люнета обойтись нельзя.
Резцедержатели
Резцедержатель применяется для закрепления режущего инструмента. Он гораздо упрощает работу и позволяет как можно больше расточить отверстия.
Резцедержатели бывают:
- Горизонтальные (вдоль шпинделя).
- Вертикальные (под прямым углом к шпинделю).
- Механические.
- Электромеханические.
- Гидравлические.
- С сервоприводом.
- Двухпозиционные — позволяют зафиксировать двое резцов.
- Четырёхпозиционные — позволяют зафиксировать сразу четыре резца на станке.
- Посредством клинового блока.
- VDI.
- ВМТ – закрепление в отверстии на удаленном диаметре диска.
- Простые — обладают специальной прокладкой сферической формы, которая позволяет быстро сменить резец на необходимый. Минус — крепление только на один болт. Нужно постоянно проверять степень закрепления болта и при необходимости, закручивать болт до конца.
- Поворотные — позволяют поставить сразу четыре резца. Максимально эффективен при обработке деталей сложных геометрических форм. Также существуют поворотные резцедержатели, которые несут в себе сразу 12 резцов.
- Быстросменные — нужны для минимальных временных потерь при замене резцов.
- Универсальные переходники — позволяют установить большие инструменты.
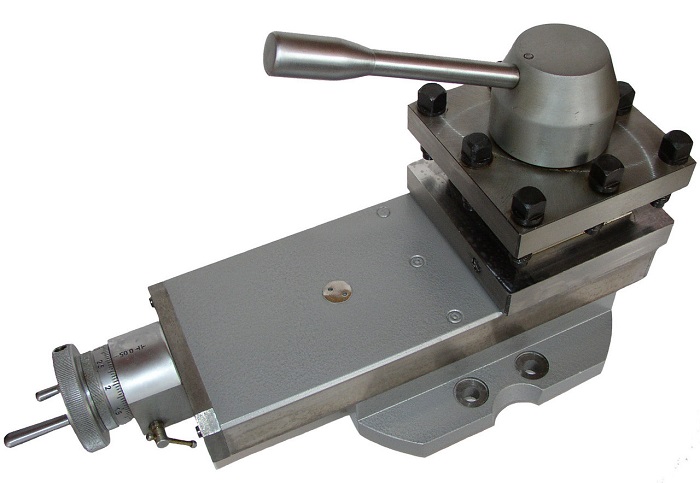
Револьверная головка
Представляет собой поворотный узел станка, в который вставляются несколько инструментов. Как правило, в револьверной головке есть индексирующий механизм, который осуществляет точную фиксацию каждого установленного инструмента при повороте.
Поворот револьверной головки и её фиксация могут производиться как автоматически, так и вручную. Одновременно с поворотом, меняются скорости главного движения и подачи.
Конусная линейка
Конусная линейка устанавливается на каретке и предназначена для обработки конических поверхностей. На каретке станка установлен специальный кронштейн, который при помощи направляющих в виде ласточкина хвоста соединен с данной линейкой. Линейку можно поворачивать вокруг пальца под необходимым углом к оси обрабатываемой детали. Для закрепления линейки используются два болта.

Как подобрать нужное оборудование?
Сначала необходимо разобраться, для каких целей нужно оборудование. Подбор оборудования должен происходить только после изучения всех плюсов и минусов оборудования.
В паспорте к оборудованию всегда есть указания на характеристики, а также особые требования по эксплуатации. Несоблюдение требований может привести к травмам персонала или порче заготовок.
Совет! Следует обращать внимание на ценовую оценку оборудования и гарантийный срок, который предоставляет производитель.
Правила использования оправок
Существует список правил для использования токарных оправок:
- Точность посадочного отверстия должна быть не ниже седьмого квалитета, а чистота поверхности не хуже Ra 1,0.
- Располагать инструмент необходимо по оси центров станка.
- Поверхность контакта токарной оправки должна быть максимальной.
- Чтобы не было деформаций и отжима инструмента в процессе резания, твёрдость материала цанги держателя не должна быть менее 44 HRС.
- Чем больше вылет оправки, тем надежнее необходимо закреплять. Категорически запрещено крепить длинные оправки с помощью поджатия винтов к цилиндрической или другой поверхности. Для установки длинномерных оправок, необходимо использовать дополнительное оборудование.
Поделиться в социальных сетях
Изготовление оправки для токарного станка


В этой статье мастер покажет нам, как сделать простую алюминиевую регулируемую оправку для токарного станка по металлу. С помощью этой оправки мастер собирается изготавливать кольца.
Для ее изготовления необходимы следующие
Инструменты и материалы:
-Токарный станок;
-Алюминиевая заготовка;
-Винт;
-Отвертка;
-Набор сверл;
-Ленточно-пильный станок;
-Штангенциркуль;
-Маркер;
-Метчик;
-Тиски;

Шаг первый: алюминиевая заготовка
Для изготовления оправки нужна алюминиевая заготовка цилиндрической формы. Диаметр заготовки значения не имеет, главное, чтобы она устанавливалась в патрон токарного станка.

Мастер отрезает шесть сантиметров заготовки.

Шаг второй: отверстие
Устанавливает заготовку в патрон токарного станка.
Обрабатывает торец заготовки, делая плоскость перпендикулярной оси.

Делает зенковку по центру заготовки.
Первое отверстие сквозное. Его мастер сверлит сверлом 13/64 (5,15 мм).
Второе отверстие сверлится сверлом 25/64 (9,13 мм) на глубину 3,8 см.
Шаг третий: проточка
Дальше мастер измеряет диаметр своего мизинца, указательного, среднего и безымянного пальцев.
Дальше нужно проточить заготовку по диаметру измеряемых пальцев. Первая проточка начинается от патрона на самый больший диаметр. Затем мастер отступает немного и протачивает на следующий диаметр и так до конца.
Шаг четвертый: резьба
Зенкует отверстие под головку винта.
Теперь нужно извлечь заготовку из патрона, установить в тиски и нарезать резьбу.
Шаг пятый: надрезы
Теперь на ленточно-пильном станке мастер делает пропилы.
Шаг шестой: проверка
Для проверки оправки мастер устанавливает ее в токарный станок, на оправку надевает кольцо и фиксирует его вкручивая винт.
Все работает.

Весь процесс по изготовлению такой оправки можно посмотреть на видео.
Источник (Source) Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
3.2.6. Токарные оправки
Токарные оправки применяют при закреплении заготовки в центрах, если требования к качеству обработки заготовки высокие.
На рис. 3.15 показана разжимная токарная оправка, предназначенная для базирования и закрепления заготовок деталей типов фланца, зубчатого колеса, втулки, стакана при обработке их наружных поверхностей на токарных станках.
Рис. 3.15. Разжимная токарная оправка:
а – оправка в сборе; б – детали оправки; в – схема обработки с использованием оправки;
1 – кольцо; 2 – оправка; 3 – цанга; 4 – гайка
Заготовку насаживают на цангу 3 оправки 2 до упора в разжимное упорное кольцо 1 или промежуточную втулку и закрепляют гайкой 4. При этом цанга, перемещаясь по конусной поверхности оправки, разжимается, закрепляя заготовку. Оправку с заготовкой устанавливают в шпиндель станка. После обработки заготовки оправку снимают со станка. Для разжима заготовки гайку вращают в противоположном направлении, в результате чего цанга перемешается в исходное положение.
Для закрепления заготовки могут быть применены токарные оправки с упругой оболочкой (рис. .3.16). Корпус 3 оправки крепится к фланцу шпинделя станка. На корпусе закрепляется втулка 4, канавки которой вместе с канавками корпуса образуют полости А, В и С, заполняемые гидропластом. При вращении винта 7 плунжер 2 перемещается, выдавливая гидропласт из полости С в полость А. Тонкая стенка втулки под давлением гидропласта деформируется, увеличивая посадочный диаметр втулки и создавая натяг при закреплении заготовки 5. Упор 1 ограничивает перемещение плунжера 2, а пробка 6 закрывает отверстие, через которое выходит воздух при заполнении полостей оправки гидропластом.
Рис. 3.16. Токарная оправка с упругой оболочкой:
1 – упор; 2 – плунжер; 3 – корпус; 4 – втулка; 5 – заготовка; 6 – пробка; 7 − винт
3.2.7. Люнеты
Люнеты применяют в качестве дополнительной опоры при закреплении заготовок, у которых длина выступающей из патрона части составляет 12… 15 диаметров и более. Люнеты подразделяются на неподвижные и подвижные.
Неподвижный люнет (рис. 3.17. а) устанавливают на направляющих станины станка и крепят планкой 5 с помощью болта и гайки 6. Верхняя часть 1 неподвижного люнета откидная, что позволяет снимать и устанавливать заготовки па кулачки или ролики 4 люнета. Они служат опорой для заготовки и поджимаются к ней винтами 2. После установки заготовки винты 2 фиксируются болтами 3. На заготовке в местах контакта с роликами люнета протачивают канавку.
Подвижный люнет (рис. 3.17, б) крепится на каретке суппорта и перемещается при обработке вдоль заготовки. Подвижный люнет имеет два кулачка, которые служат опорами для заготовки. Третьей опорой является резец.
Рис. 3.17. Неподвижный (а) и подвижный (б) люнеты:
1 – откидная часть; 2 – винт; 3 – болт; 4 – кулачки; 5 – планка; 6 – гайка
Самоцентрирующие и четырехкулачковые патроны. Трехкулачковые самоцентрирующие и четырехкулачковые патроны с независимым перемещением кулачков, рассмотренные выше, применяются и для закрепления деталей за цилиндрическое отверстие. Область применения тех или других патронов в данном случае определяется в основном признаками, указанными выше. Весьма редко для этой цели применяются двухкулачковые патроны.

Необходимо отметить, что при закреплении детали за обработанное отверстие вместо патронов чаще пользуются оправками, в особенности при небольших размерах отверстий и обработке деталей партиями.
Цельные и цанговые оправки. Самая простая оправка показана на рис. 58, а. Средняя (рабочая) часть этой оправки — конус с очень небольшой конусностью, обычно около 1/2000. Чем точнее отверстие в устанавливаемой детали и чем чище его поверхность, тем меньше может быть конусность и тем лучше центрирует оправка. Меньший диаметр D конусной части В делается несколько меньше наименьшего возможного диаметра отверстия. Лыска А на левом конце оправки делается для более удобной установки на ней хомутика.
Центровыми отверстиями оправка устанавливается в центры станка. Обрабатываемая деталь держится на такой оправке только силой трения, поэтому должна быть насажена на нее достаточно плотно. Оправка вводится в деталь ударами молотка (медного или свинцового) или же при помощи специального пресса, причем предварительно оправку следует слегка смазать маслом.
Такого рода оправки можно применять только при легких работах. Основной недостаток этих оправок заключается в том, что положение детали на оправке зависит от действительного диаметра
отверстия. Указанное обстоятельство исключает возможность применения этих оправок, если обработка деталей производится по упорам.
 Такого недостатка не имеет оправка, изображенная на рис. 58, б, так как деталь, упираясь в буртик, занимает вполне определенное положение на оправке. Деталь надевается на такую оправку и удерживается на ней трением, возникающим на торцах при навертывании гайки 2. Шайба 1 имеет вырез; гайка 2 делается меньше диаметра отверстия. Поэтому, чтобы снять деталь с оправки, достаточно отвернуть гайку на один-два оборота и убрать шайбу. Недостаток таких оправок — неточность центрирования, вызываемая наличием зазора между деталью и оправкой. Использование оправок по рис. 58, а, б целесообразно при точности отверстий в устанавливаемых на них деталях не ниже 2-го класса.
Такого недостатка не имеет оправка, изображенная на рис. 58, б, так как деталь, упираясь в буртик, занимает вполне определенное положение на оправке. Деталь надевается на такую оправку и удерживается на ней трением, возникающим на торцах при навертывании гайки 2. Шайба 1 имеет вырез; гайка 2 делается меньше диаметра отверстия. Поэтому, чтобы снять деталь с оправки, достаточно отвернуть гайку на один-два оборота и убрать шайбу. Недостаток таких оправок — неточность центрирования, вызываемая наличием зазора между деталью и оправкой. Использование оправок по рис. 58, а, б целесообразно при точности отверстий в устанавливаемых на них деталях не ниже 2-го класса.
При менее точных отверстиях применяют разжимные оправки различных конструкций. Одна из таких оправок цанговая показана на рис. 58, в. Цанга 4 представляет собой втулку с коническим отверстием и цилиндрической наружной поверхностью. Пружинящее свойство цанги обеспечивается продольными надрезами (по два, три, иногда четыре с каждой стороны), расположенными в чередующемся порядке. При завинчивании гайки 5 цанга, перемещаясь влево, расширяется, чем и достигается закрепление детали. Для снятия детали необходимо немного отвернуть гайку 5. После этого посредством гайки 3 цанга 4 может быть перемещена вправо настолько, что деталь снимается с оправки свободно.
Оправка с упругой оболочкой. Оправка (рис. 59) устроена и работает следующим образом. На корпус 1 оправки напрессована втулка 2, центрирующая и закрепляющая обрабатываемую деталь 3. Для этого на боковой поверхности корпуса 1 и на внутренней поверхности втулки сделаны выточки, образующие кольцевую полость А. Несколькими наклонными отверстиями В полость А соединена с камерой С Полость А, наклонные отверстия В и камера С заполнены гидропластом (на рисунке сетчатая штриховка). При вращении винта 5 плунжер 7 перемещается влево, выдавливая (через отверстия В) гидропласт в полость А. Диаметр тонкой стенки втулки 2 при этом увеличивается, а деталь 3 центрируется и закрепляется достаточно прочно для ее обработки. Перемещение плунжера 7 ограничивается винтовым упором 6.

Регулировка упора производится по втулке-калибру, диаметр отверстия в которой несколько больше наибольшего предельного диаметра отверстия в обрабатываемой детали. Пробка 4 закрывает отверстие, через которое выходит воздух при заливке в оправку расплавленного гидропласта. Посадка детали на оправку — движения или скользящая 2-го класса точности; точность центрирования—0,01—0,03 мм.

Шпиндельные оправки. При использовании оправки, показанной на рис. 60, обрабатываемая деталь закрепляется на разжимной части корпуса 1 оправки. Эта часть оправки имеет три надреза; разжим ее осуществляется под действием конической части болта 2, ввертываемого при помощи ключа в корпус 1 оправки. Конический хвост корпуса оправки входит в коническое гнездо шпинделя станка.
Оправки для закрепления за резьбовое отверстие. В самом простом случае для закрепления детали за резьбовое отверстие используется оправка (рис. 61, а), на резьбовую часть которой навертывается обрабатываемая деталь. За гладкую часть оправка закрепляется в трехкулачковом самоцентрирующем патроне. Недостаток такого способа закрепления деталей — затруднения при их снятии после обработки. Невелика и точность центрирования.
Оправка, изображенная на рис. 61, б, не имеет этого недостатка. На левом конце ее корпуса нарезана левая резьба с крупным шагом, охватываемая гайкой 1. Перед навертыванием на оправку обрабатываемой детали 2 гайка должна быть плотно прижата к заплечику, имеющемуся на корпусе оправки. Чтобы без труда свернуть обработанную деталь, достаточно немного освободить гайку 1. В этом случае заплечик на корпусе оправки обеспечивает постоянное положение в осевом направлении гайки 1, а следовательно, и обрабатываемой детали 2. Следует учитывать, что точность центрирования по резьбе всегда низкая.
 Общие замечания об обработке на оправках. Чем проще конструкция оправки, тем точнее (в отношении концентричности) получаются обработанные с ее помощью детали. Лучшая точность центрирования самой оправки на станке свойственна центровым оправкам по сравнению со шпиндельными.
Общие замечания об обработке на оправках. Чем проще конструкция оправки, тем точнее (в отношении концентричности) получаются обработанные с ее помощью детали. Лучшая точность центрирования самой оправки на станке свойственна центровым оправкам по сравнению со шпиндельными.
При обработке длинных деталей необходимо применять центровые оправки,причем в то время, когда производится обтачивание детали (при автоматической подаче резца), надо подготовлять к обработке следующую деталь. При таком способе работы необходимо иметь две оправки, чем достигается иногда значительная экономия вспомогательного времени. При шпиндельных оправках так работать, очевидно, нельзя. С другой стороны, установка детали на шпиндельные оправки удобнее, и закрепление на них детали осуществляется быстрее, чем на центровых.
Применение при работе на оправках поводкового патрона. При обработке на оправке детали большого диаметра и особенно при большом сечении снимаемой стружки возможно провертывание детали на оправке. Во избежание этого следует пользоваться приемом, изображенным на рис. 62. В этом случае вращение шпинделя передается обрабатываемой детали не за счет трения ее на оправке, а поводком патрона.
Оправки для фрезерных станков

Оправки являются оснасткой для фрезерного станка и предназначаются для передачи вращающего момента шпинделя инструменту. Они используются во фрезерных станках всех типов. Конструкция фрезерной оправки зависит от типа станка и используемого инструмента.
Оправка для фрезерного станка имеет такие основные элементы:

1. Конический хвостовик используется для установки оправки в коническое отверстие соответствующего размера шпинделя станка, в зависимости от типа зажима оправки и типа конуса шпинделя на станке, существует большое количество вариантов исполнения.
Конуса фрезерных оправок стандартизированы для удобства подбора инструмента. Весьма популярные в отечественных станках оправки фрезерные 7:24 выполненные по ГОСТ 24644-81 эти оправки имеют зарубежные аналоги, такие как ISO, CAT, BT и т. д. которые различаются только размерностью и вспомогательными элементами. Также часто используется конус Морзе и HSK. Последний вариант применяется на станках с высокой скоростью вращения шпинделя — 15000 об/мин и выше. Если конус оправки не совпадает с конусом шпинделя, то можно использовать переходные втулки.
2. Часть оправки для закрепления инструмента. В зависимости от типа инструмента, существую различные версии этой части.
Основные виды фрезерных оправок:
Примечание: конструкции оправок могут отличаться от указанных ниже, т.к. здесь приведены лишь наиболее популярные виды.
1. Для торцевых фрез

Торцевые фрезы, а также некоторые дисковые, устанавливают на оправках которые имеют короткую цилиндрическую часть. На торце оправки имеются два направляющих сухаря, который защищает фрезу от проворачивания на оправке. Затяжка фрезы производится винтом, вкручиваемым в торец оправки.
2. Для цилиндрических фрез

К фрезам этого типа также относятся дисковые, прорезные, отрезные, фасонные и угловые фрезы, поэтому их крепление выполняется таким же образом. По способу крепления эти фрезы называют насадными, поскольку они надеваются на оправки.
Оправки этого типа могут иметь различную длину части, на которой закрепляются фрезы. В большинстве случаев для защиты инструмента от проворота, посадка на валу оправки осуществляется с помощью шпонки в пазу, который фрезеруют на всю возможную длину установки фрезы. На конце оправки нарезана резьба, на которую накручивается поджимная гайка. Для установки фрезы в нужной части оправки используются втулки, набор которых входит в комплект фрезерного станка. Втулки имеют разную ширину, и путем их подбора фреза размещается в требуемом месте. Для установки удобны регулируемые втулки, которые изменяют свою длину при вращении корпуса.
Длинная оправка для горизонтально фрезерного станка закрепляется вторым концом в серьге хобота. Это обеспечивает достаточную жесткость и позволяет установить на оправку более одного инструмента.
3. Для концевых фрез и сверл
При выборе патрона необходимо определить для каких целей он будет использоваться:
- для зажима концевой фрезы, сверла, метчика или
- для обработки стали, чугуна, нержавейки или цветных металлов
- для черновых, получистовых или чистовых работ
- большой объем производства или небольшими партиями
- без применения СОЖ, наружная подача СОЖ через трубки или подача СОЖ через инструмент под давлением
Концевые фрезы имеют меньший диаметр, чем оправка, поэтому они крепятся не поверх нее, а в отверстии. Закрепление фрез и сверл с цилиндрическим хвостовиком диаметром до 20 мм удобнее всего производить в цанговых патронах ER. При больших нагрузках, у цанговых патронов есть вероятность вытягивания фрезы из патрона, однако достаточно неплохая точность по биению и гибкость делает их универсальным патроном для сверления и чистового и получистового фрезерования.
Для чернового фрезерования используют специальные усиленные цанговые патроны с цилиндрической цангой.

Для сверл с цилиндрическим хвостовиком небольшого диаметра так же применяются универсальные сверлильные патроны, в которые можно зажимать инструмент в очень широком диапазоне диаметров, но только сверла, т.к. данные патроны не воспринимают радиальную нагрузку. Усилие зажима у этих патронов меньше чем у цанговых, вследствие меньшей площади контакта с хвостовиком фрезы, а следовательно и вероятность проворота больше. Для выполнения точных работ применяются прецизионные сверлильные патроны.

Так же существует гидравлический цанговый патрон, в которым зажим цанги осуществляется за счет давления специальной жидкости – гидропласта, необходимое давление достигается путем поджима винтом мембрану внутри оправки. Гидравлическая мембрана обеспечивает высокое усилие зажима и точность по биению. Патрон очень прост в обращении и не требует отдельного оборудования, но имеет довольно высокую стоимость.

Другим вариантом зажима инструмента с цилиндрических хвостовиком является патрон с термообжимом. Отверстие в патроне немного меньше, чем диаметр хвостовика, для смены инструмента патрон нагревают индукционной катушкой, чтобы он расширился. Точность по биению очень хорошая при усилии зажима от среднего до высокого.
Необходимо различное тепловое расширение держателя и хвостовика инструмента, поэтому патроны с термообжимом используются в основном для цельных твердосплавных инструментов. Для смены инструмента необходимо специальное нагревательное оборудование, каждый патрон предназначен только для одного диаметра хвостовика и подвода СОЖ. Поэтому термообжим лучше всего подходит для специального производства с инструментальным участком для смены инструмента.

Для более высоких крутящих моментов используются инструменты имеющие хвостовик с лыской, для их зажима используются два типа патрона: патрон для сверл с хвостовиком ISO9766 и патрон Weldon для инструмента с хвостовиком DIN 6535-HB. Лыски обеспечивают сопротивление крутящему моменту и повышают надежность от вытягивания, но радиальное биение инструмента в данных патронах значительно выше чем в цанговых, что предопределяет их использование в основном для черновых работ.
Патрон для сверл с хвостовиком ISO9766 отличается от патрона Weldon лыской во всю длину хвостовика а не короткой, и шлифованной внутренней поверхностью.

Для зажима концевых фрез и сверл с коническим хвостовиком используются специальные патроны с внутренним Конусом Морзе. Для фиксации сверл в таких патронах используется паз под лапку на торце сверла, а для фиксации фрез используется болт заворачивающийся в торец фрезы.

для сверл

для фрез
4. Для нарезания резьбы метчиком
Для нарезания резьбы применяются патроны с посадкой под квадратный хвостовик метчика.
Существует довольно много конструкция патронов для нарезания резьбы но можно выделить основные.
На современных фрезерных станках существует два варианта нарезания резьбы метчиком:
А) Обычное резьбонарезание без синхронизации частоты вращения шпинделя с подачей по оси Z
Жесткое нарезание резьбы с синхронизацией частоты вращения шпинделя с подачей по оси Z
При первом варианте нарезания резьбы необходимо использовать специальные компенсирующие погрешность шага по оси Z патроны.
При втором варианте в теории использовать патроны с компенсацией не обязательно, для этого можно применять цанговые патроны с зажимом квадрата метчика четырьмя винтами

но на практике рекомендуют использовать метчиковые патроны типа SynchroFlex, со встроенным гибким элементом

или использованием резиновых цанг

Для нарезания резьбы в глухих отверстиях необходимо использовать патроны с предохранительной муфтой, которая защищает оправку от превышения крутящего момента.
Так же используются оправки с быстросменным держателем, которые идут с набором патронов под каждый размер метчика. В таких оправках обычно предусмотрена осевая компенсация, но так же применяются и предохранительные муфты. Иногда предохранительная муфта предусмотрена в конструкции самого патрона цанги.


Для универсальных фрезерных станков предусмотрены патроны с реверсом, для вывода метчика из отверстия.

5. Для растачивания
Для растачивания на станках применяются два основных вида оправок
А) Модульная или сборная система – представляет собой оправку с фланцем на который крепятся различные расточные головки (с одним резцом, с двумя, для чернового растачивания и т.д.)

Б) Оправки с интегрированными револьверными головками
Револьверная головка в большинстве случаев представляет из себя оправку с закрепленной на торце, на направляющих, блок (или несколько блоков), с поперечным и продольным креплением резца, который можно смещать в перпендикулярном направлении относительно оси вращения оправки для регулирования вылета резца.

Функциональные возможности токарного станка во многом определяются применением специальных приспособлений. С их помощью можно выполнять дополнительные операции (фрезерование, шлифовка, нарезка резьб и т. д.), упростить выполнение работ или обеспечить фиксацию деталей со сложной конфигурацией.
Приспособления для фиксации заготовок
Для крепления заготовок используются универсальные приспособления – центры, втулки и оправки. Центры применяются для деталей длиной более трех метров с базовыми поверхностями в форме центровых отверстий. В зависимости от конструкции они подразделяются на вращающиеся и неподвижные, устанавливаются в пиноли передней и задней бабки. Угол конуса переднего центра зависит от типа работ. Для обычных операций он равен 60°, для тяжелых работ – 90°. Материалом является инструментальная сталь с твердостью HRC 55-58.
Существуют различные варианты конструкции центров для выполнения специальных операций:
- Рифленые центры для обработки пустотелых заготовок.
- Центры с выточкой. Применяются для подрезки торца.
- Подпружиненные или «плавающие центры – для точной установки деталей по торцу.

На рисунке выше представлены конструкции центров: а – обыкновенный; б – рифленый; в – с выточкой, г – вращающийся для заготовок с центровыми углублениями; д – вращающийся для заготовок с коническими концами.
В том случае, если деталь не может быть зафиксирована в патроне, например по причине неправильной геометрической формы, используется специальное приспособление для закрепления заготовок на станках – планшайба. Это плоский диск с радиальными или концентрическими пазами, который крепится к шпинделю станка через фланец. Пазы могут иметь Т-образную или фигурную форму в поперечном сечении. Заготовка центрируется и фиксируется на планшайбы с помощью сменных прихватов и наладок.
Для точения некоторых заготовок с внутренними сквозными отверстиями применяется фиксация с помощью оправки. Данные приспособления подразделяются на центровые и шпиндельные. В свою очередь центровые подразделяются на цельные и разжимные.

На рисунке выше показаны оправки в разрезе: а – центровые; б – шпиндельная; 1 – стержень; 2 – заготовка; 3 – разрезной элемент; 4 – гайка.
Дополнительные опоры
При обработке заготовок большой длины и малого диаметра, для обеспечения надежной фиксации применятся дополнительные опоры – люнеты. Они необходимы для повышения жесткости обрабатываемых заготовок. В зависимости от конструкции люнеты могут быть:
- подвижными;
- неподвижными;
- модернизированными с самоустанавливающейся муфтой;
- самоцентрирующимися, с встроенными в кулачки подшипниками.
Неподвижные приспособления применяются для обработки заготовок валов, длина которых превышает 10 диаметров изделия. Перед установкой люнета необходимо закрепит заготовку в центрах и проточить шейку под кулачки. Сам люнет состоит из чугунного корпуса с откидной крышкой для облегчения фиксации заготовки. Корпус крепится к станине планкой и болтом. Кулачки перемещаются с помощью регулирующих винтов, для их фиксации в нужном положении используются специальные винты. В некоторых конструкциях вместо кулачков используются ролики для снижения силы трения.
Подвижные люнеты устанавливаются непосредственно на каретку суппорта. Данное приспособления также используется для точения длинных валов, в частности для чистовой обработки, нарезки резьбы и других операций. Регулируемая кулачковая система позволяет настроить люнет под размер вала.

Приспособления для фрезерования и шлифовки
В современной металлообработке широко применяются приспособления для фрезерования поверхности обрабатываемой детали. С его помощью можно производить выборку пазов и канавок, контурную обработку и фрезерование плоскостей. На приспособление можно устанавливать торцевые и концевые фрезы для соответствующих операций.
Специальные шлифовальные приспособления применяются при штучном и мелкосерийном производстве, когда экономически нецелесообразно приобретать специальный станок для данной операции. Приспособление для шлифовки имеет собственный электродвигатель который подключается к цепи токарного станка. Головка приспособления имеет собственную станину, которая крепится вместо резцедержателя. Вращение осуществляется с помощью ременной передачи.

Применение различных приспособлений позволяет использовать весь потенциал токарного станка, является экономически оправданным с точки зрения уменьшения эксплуатационных расходов.
Оправка токарного станкаОправка токарного станка / Расширительные оправки для токарного станка с ЧПУ
| Модель | D (дюйм) | L (дюйм) | H (дюйм) | Втулки | Вт (кг) |
| MZE-9/16 | 1/2 ~ 9/16 | 5 | 2-1 / 2 | 1 | 0,10 |
| MZE-21/32 | 9/16 ~ 21/32 | 6 | 2-3 / 4 | 0.15 | |
| MZE-3/4 | 21/32 ~ 3/4 | 7 | 0,22 | ||
| MZE-7/8 | 3/4 ~ 7/8 | 3-1 / 4 | 0,30 | ||
| MZE-1 | 7/8 ~ 1 | 3-1 / 2 | 0,45 | ||
| MZE-1-1 / 4 | 1 ~ 1-1 / 4 | 9 | 4 | 2 | 0,70 |
| MZE-1-1 / 2 | 1-1 / 4 ~ 1-1 / 2 | 1,20 | |||
| MZE-2 | 1-1 / 2 ~ 2 | 11.5 | 5 | 2,10 | |
| MZE-2-3 / 4 | 2 ~ 2-3 / 4 | 14 | 6 | 6,25 | |
| MZE-3-3 / 4 | 2 -3 / 4 ~ 3-3 / 4 | 17 | 7 | 14,54 |
В деревянном футляре по 5 штук в комплекте:
MZE-3/4, MZE-7/8, MZE-1, MZE-1-1 / 4, MZE-1-1 / 2
3шт. В комплекте:
MZE-2, MZE-2-3 / 4, MZE-3-3 / 4
СЕРТИФИКАТ
Наша компания на выставке
ОСНОВНЫЕ ПРОДУКТЫ
Инструмент Держатели: Цанга патроны, фрезерные патроны, торцевая фреза Держатели, Weldon Держатели концевых фрез, адаптеры Morse Taper
, патроны для сверл, резьбовые патроны, термоусадочные патроны, держатели инструмента для концевых фрез, резьбовые держатели
и т.д.
цанга: цанги ER, цанги ERC, цанги ERG, набор фрезерных патронов, прямые цанги, цанги OZ и т. Д.
Принадлежности: Втулка держателя инструмента, гайка и гаечный ключ, цапфа, фиксатор держателя инструмента, станок
Vise, Live Center и т. Д.
Обслуживание OEM
Быстрое реагирование в течение 24 часов
Большая емкость
Короткое время доставки.
ПРОФИЛЬ КОМПАНИИ
У нас есть собственный завод.У нас есть 160 рабочих и 8 инспекторов. Наши старые инженеры имеют около 30 лет опыта в этой области.
Мы создали независимую коммерческую компанию в 2003 году. У нас 12 продаж.
Наши продукты были одобрены многими странами, включая Германию, Турцию, Бразилию, Италию, Англию, Америку, Индию и так далее.
КОНТАКТ
FAQ
1 Вы фабрика или торговая компания?
Мы Индустрия и торговая интеграция.
2 Не могли бы вы предоставить образцы?
Да, мы можем поставить.
3 Куда вы экспортируете?
Весь мир.
4 Можете ли вы производить нестандартную продукцию?
Да, мы можем. Пожалуйста, предоставьте образцы или чертеж.
5 Какова точность ER Collet?
У нас есть три вида. 0,005 мм 0,01 мм и 0,015 мм.
6. Каковы способы доставки?
По международной экспресс, по воздуху, по морю все в порядке.
7. У вас есть минимальный объем заказа?
Обычные продукты не имеют. Минимальный объем заказа нестандартной продукции составляет 50 шт.
8. Какой способ оплаты?
T / T, Pay Pal, Western Union и так далее.
9. Каков срок доставки?
5-20 дней после подтверждения заказа
10. Что у вас за посылка?
Нейтронная упаковка без марки, пластиковая коробка, коробка и т. Д. Если ваше количество хорошо, мы можем упаковать с вашим требованием.
– My Tutorial World
Перейти к содержанию Поиск Мой Мир УчебникаУчебник Мира
Меню- Авторское право
- Home
- предметов
- Механический
- Автомобильная Техника
- Части I.C. двигатель
- станков с ЧПУ
- Система управления ЧПУ
- CNC GuideWays
- Вставки с ЧПУ
- ЧПУ Программирование
- G коды
- M коды
- Система ЧПУ
- Компьютерное проектирование
- Автоматизированное производство
- Система прямого числового управления
- История станков с ЧПУ
- Измерение положения в станках с ЧПУ
- Рециркулирующий шариковый винт
- типов станков с ЧПУ
- Обрабатывающий центр с ЧПУ Токарный центр с ЧПУ
- Инженерный чертеж
- Проекции в инженерном чертеже
- Проекция линий
- Инженерно-чертежные инструменты
- Гидравлика и механика жидкости
- атмосферное давление, манометрическое давление и абсолютное давление
- Гидравлические турбины
- Импульсная турбина Реактивная турбина
- Точка застоя
- Сифон
- Vortex Flow
- Свойства жидкости
- Закон Паскаля
- Уравнение импульса
- закон вязкости Ньютона
- Безразмерные числа в механике жидкости
- Приборы для измерения расхода
- Вентури метр
- Диаметр
- Жидкость
- Силы, действующие в движущейся жидкости
- Типы потока жидкости в трубах
- Vortex Flow
- Промышленный инжиниринг
- Work Study
- Строковая диаграмма
- Измерение работы
- Time Study
- Предопределенная система времени движения (PMTS)
- Микромоушное исследование
- Анализ безубыточности
- Планы стимулирования заработной платы
- Событие, активность и критический путь
- Методика оценки оценки программы (PERT)
- Метод критического пути (CPM)
- Организация
- Управление запасами
- Планировка завода
- Маршрутизация, планирование и диспетчеризация
- Линейное программирование
- Производственный процесс
- Разметочные инструменты
- Штангенциркули
- Делители
- Пуансоны
- Скрайберы Поверхностный датчик
- Поверхность
- Разметка стола
- Работа с листовым металлом
- Типы заклепок
- Инструменты из листового металла
- Листовые металлопрокаты
- Молот из листового металла
- Ножницы для листового металла Ножницы из листового металла
- Материалы из листового металла
- Пороки
- Ручной инструмент
- File Tool
- Части Файлового Инструмента
- Типы файловых инструментов
- Ножовка по металлу
- Молоток
- Try Square Долото
- File Tool
- Обычный процесс обработки
- Токарный станок
- Принадлежности токарного станка
- Токарные станки
- Токарные центры
- Токарный патрон
- Токарный станок Оправка
- Токарный станок Отдых
- Токарный станок
- Токарный инструмент
- Твердосплавный инструмент Токарный инструмент
- Типы Геометрический одноточечный режущий инструмент
- Одноточечный режущий инструмент Подпись
- Детали токарного станка
- Операции на токарном станке
- Токарная обработка
- накатка
- видов токарного станка
- Скоростной токарный станок
- Токарный станок с двигателем
- Настольный токарный станок
- Инструментальный токарный станок
- токарно-револьверный станок
- Принадлежности токарного станка
- Токарный станок
- Разметочные инструменты
- Автомобильная Техника
- Механический
- предметов
РАСШИРЕНИЕ оправок для ЧПУ токарного
| Тип | D | С | MS.NO | L | L1 | рукава | Расширяемость | ||||||||||||||||||||||||||||||||||||
MKB241-00-MS2 | 5,5-7 | 19.5 | MS2 | 110 | 12 | 4 | 0.5 | ||||||||||||||||||||||||||||||||||||
MKB241-00-MS3 | 0 | ||||||||||||||||||||||||||||||||||||||||||
MKB241-00-MS4 | MS4 | 150 | |||||||||||||||||||||||||||||||||||||||||
MKB241-00-MS2 | 7.5-9 | 23 | MS14 118.5 | 16 | |||||||||||||||||||||||||||||||||||||||
MKB241-00-MS3 | MS3 | 135.5 | |||||||||||||||||||||||||||||||||||||||||
MKB241-00-MS4 | 15000 15000000 | ||||||||||||||||||||||||||||||||||||||||||
MKB241-00-MS2 | 9.5-11.5 | 28 | MS2 | 123.5 | 20 | 0 0 0 0 0 0 0 -MS3 MS3 140.5 MKB241-00-MS4 MS4 163.5 MKB241-00-MS2 12-14.5 9495 131,5 26 6 MKB241-00-MS3 MS3 148,5 0 M000 MS4 171.5 MKB241-00-MS2 14.5-19 38 MS2 136.5 30 00 MKB241-00-MS3 MS3 153,5 MKB241-00-MS4 MS4 | 9003176,5 9003 9001 9003 MS14 | 900347 | MS3 | 159,5 | 36 | 11 | |||||||||||||||||||||||||||||||
MKB241-00-MS4 | MS4 | 182,5 | |||||||||||||||||||||||||||||||||||||||||
MKB241-00-MS3 | 24.7-28.7 | 69 | MS3 | 177 | 42,5 | 5 | 1 | ||||||||||||||||||||||||||||||||||||
MKB241-00-MS4 | MS4 | 200 | |||||||||||||||||||||||||||||||||||||||||
MKB241-00-MS3 | 29.7-33.7 | 72 | MS3 | 180.5 | 46 | ||||||||||||||||||||||||||||||||||||||
MKB241-00-MS4 | 9 9002 9004 9 9002 2014 9 9002 20000 9 9002 20000 9 9002 20000 9 9002 20000 9 9002 20000 9 9002 9 9002 9 9002 20000 MKB241-00-MS4 | 34.7-38.7 | 79 | MS4 | 210 | 52,5 | |||||||||||||||||||||||||||||||||||||
MKB241-0014 MS14 .7-43,7 | 87 | MS4 | 215,5 | 58 | |||||||||||||||||||||||||||||||||||||||
MKB241-00-MS4 | 44.7-53.7 | 239 | 76,5 | 10 | |||||||||||||||||||||||||||||||||||||||
MKB241-00-MS4 | 54,7-63,7 | 900 9 9002 | 0 | 85 | |||||||||||||||||||||||||||||||||||||||
MKB241-00-MS4 | 64.7-78.7 | 130 | MS4 | 983 5 |
МАСТЕРСКАЯ
СКЛАД & ПАКЕТ
ДОСТАВКА
Быстрое реагирование в течение 24 часов.
Большая емкость.
Короткое время доставки.
ПРОФИЛЬ КОМПАНИИ
У нас есть собственный завод. У нас есть 160 рабочих и 8 инспекторов. Наши старые инженеры имеют около 30 лет опыта в этой области.
Мы создали независимую коммерческую компанию в 2003 году. У нас 12 продаж.
Наши продукты были одобрены многими странами, включая Германию, Турцию, Бразилию, Италию, Англию, Америку, Индию и так далее.
КОНТАКТ TERESA
FAQ
1.Вы фабрика или торговая компания?
Мы Интеграция промышленности и торговли.
2. Не могли бы вы предоставить образцы?
Да, мы можем поставить.
3 Куда вы экспортируете?
Северная Америка, Южная Америка, Европа и Южная Африка.
4 Можете ли вы производить нестандартную продукцию?
Да, мы можем
5 Какова точность цанги ER?
0.005 мм 0,01 мм 0,015 мм
,Токарный станок прецизионный Расширительные оправки
| Модель | D (дюйм) | L (дюйм) | H (дюйм) | Рукава | Вт (кг) |
| MZE-9 / 16 | 1/2 ~ 9/16 | 5 | 2-1 / 2 | 1 | 0.10 |
| MZE-21/32 | 9/16 ~ 21/32 | 6 | 2-3 / 4 | 0,15 | |
| MZE-3/4 | 21/32 ~ 3/4 | 7 | 0,22 | ||
| MZE-7/8 | 3/4 ~ 7/8 | 3-1 / 4 | 0,30 | ||
| MZE-1 | 7/8 ~ 1 | 3-1 / 2 | 0,45 | ||
| MZE-1-1 / 4 | 1 ~ 1-1 / 4 | 9 | 4 | 2 | 0.70 |
| MZE-1-1 / 2 | 1-1 / 4 ~ 1-1 / 2 | 1,20 | |||
| MZE-2 | 1-1 / 2 ~ 2 | 11,5 | 5 | 2,10 | |
| MZE-2-3 / 4 | 2 ~ 2-3 / 4 | 14 | 6 | 6,25 | |
| MZE-3-3 / 4 | 2-3 / 4 ~ 3-3 / 4 | 17 | 7 | 14,54 |
В деревянном футляре по 5 штук в комплекте:
MZE-3/4, MZE-7/8, MZE-1, MZE-1- 1/4, MZE-1-1 / 2
3шт. В комплекте:
MZE-2, MZE-2-3 / 4, MZE-3-3 / 4
СЕРТИФИКАТ
СЕМИНАР
000 0002Наша компания на выставке
ГЛАВНАЯ ТОВАРЫ службы
OEM
Быстрый Быстродействие в течение 24 часов
Большая емкость
Короткое время доставки.
ПРОФИЛЬ КОМПАНИИ
У нас есть собственный завод. У нас есть 160 рабочих и 8 инспекторов. Наши старые инженеры имеют около 30 лет опыта в этой области.
Мы создали независимую коммерческую компанию в 2003 году. У нас 12 продаж.
Наши продукты были одобрены многими странами, включая Германию, Турцию, Бразилию, Италию, Англию, Америку, Индию и так далее.
КОНТАКТ TERESA
FAQ
1 Вы фабрика или торговая компания?
Мы Индустрия и торговая интеграция.
2 Не могли бы вы предоставить образцы?
Да, мы можем поставить.
3 Куда вы экспортируете?
Весь мир.
4 Можете ли вы производить нестандартную продукцию?
Да, мы можем. Пожалуйста, предоставьте образцы или чертеж.
5 Какова точность ER Collet?
У нас есть три вида. 0,005 мм 0,01 мм и 0,015 мм.
6. Каковы способы доставки?
По международной экспресс, по воздуху, по морю все в порядке.
7. У вас есть минимальный объем заказа?
Обычные продукты не имеют. Минимальный объем заказа нестандартной продукции составляет 50 шт.
8. Какой способ оплаты?
T / T, Pay Pal, Western Union и так далее.
9. Каков срок доставки?
5-20 дней после подтверждения заказа
10. Что у вас за посылка?
Нейтронная упаковка без марки, пластиковая коробка, коробка и т. Д. Если ваше количество хорошо, мы можем упаковать с вашим требованием.