Оси токарного станка – CNC Maniac
Оси токарного станка различаются от традиционного 2-осевого варианта до дорогих 6-осевых станков с ЧПУ. Гибкость токарного станка для выполнения операций зависит от количества осей станка.
Современные токарные станки с ЧПУ имеют многоосевые системы, которые позволяют обрабатывать сложные геометрические формы с коротким временем цикла.
В этой статье представлено подробное графическое руководство по системе осей токарных станков.
Система осей в традиционном токарном станке
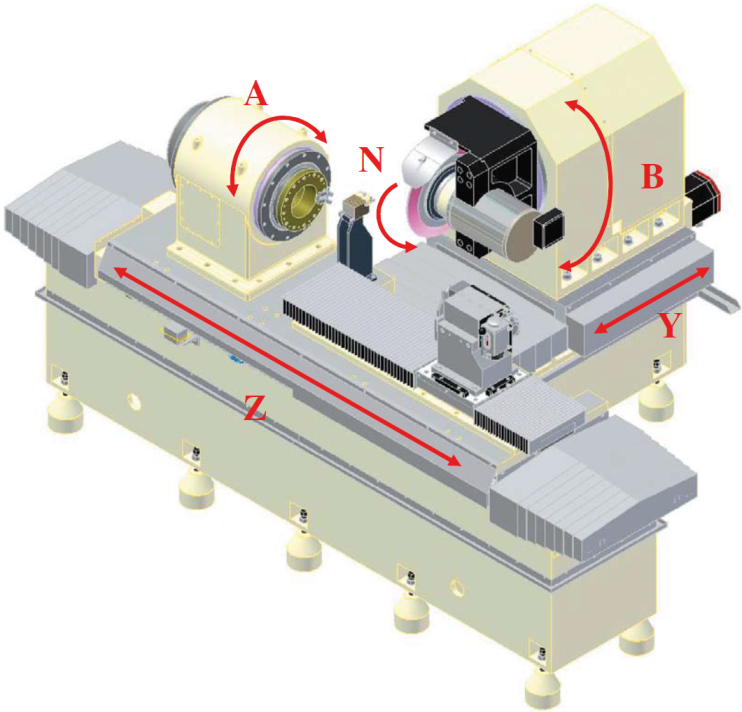
Оси токарного станка. Двухосевой токарный станокСистема осей ручного токарного станка обычно состоит из 2 осей, по которым инструмент перемещается вперед-назад по оси X (вбок) и влево-вправо по оси Z (в осевом направлении). Однако современные токарные станки с ЧПУ могут иметь до 6 осей, где X, Y и Z — линейные оси, а A, B и C — соответствующие оси вращения.
Типичный токарный станок состоит из патрона и узла шпинделя, который удерживает заготовку и вращает ее на высоких оборотах.
Инструмент фиксируется на стойке инструмента, которая перемещается по осям X и Z для выполнения требуемой операции обработки.
Двухосевой токарный станок может выполнять такие операции, как торцовка, точение, конусность, накатка, нарезание резьбы, растачивание, сверление и т. д.
Хотя двухкоординатные токарные станки могут выполнять почти все токарные операции, токарные станки с большим количеством осей могут выполнять аналогичные задачи с большей точностью и за меньшее время.
Различные оси, используемые в токарных станках с ЧПУ
| Ось | Функция |
|---|---|
| ось X | Глубина резания (спереди/сзади заготовки) |
| ось Z | Осевое перемещение режущего инструмента (влево/вправо) |
| ось Y | Перпендикулярно X и Z (движение вверх/вниз) |
| ось А | Вращение вокруг оси X |
| ось B | Вращение вокруг оси Y |
| ось C | Вращение вокруг оси Z |
| ось U | Параллельно оси X (увеличение/уменьшение в направлении X) |
| ось V | Параллельно оси Y (увеличение/уменьшение в направлении Y) |
| ось W | Параллельно оси Z (увеличение/уменьшение в направлении Z) |
Токарные станки с числовым программным управлением (ЧПУ) представляют собой усовершенствованную версию традиционных токарных станков, в которых компьютерная система управляет различными подачами и скоростями обработки.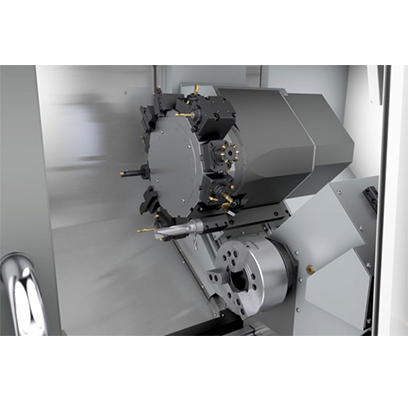
Работа на этих станках с ЧПУ требует хороших дизайнерских навыков для подготовки проекта и программного обеспечения ЧПУ, которое преобразует проект в соответствующие G-коды или TPL.
Эти G-коды передают информацию в систему контроллера и сообщают движение вдоль желаемой оси.
В передовых системах ЧПУ задействовано в общей сложности 9 осей, включая три линейные оси, три оси вращения и три инкрементные оси.
Линейные оси
Линейные оси состоят из основных осей X, Y и Z, которые направляют движение режущего инструмента по вертикали, горизонтали и глубине заготовки соответственно.
Оси X, Y и Z обеспечивают станку с ЧПУ 3 степени свободы, что означает, что инструмент может свободно перемещаться в плоскости XYZ.
Базовый токарный станок с ЧПУ использует 2-осевую систему (оси X и Z), аналогичную традиционному токарному станку, и может использоваться для автоматизации основных операций токарного станка.
Оси вращения
Оси вращения позволяют вращать заготовку или режущий инструмент вдоль осей X, Y или Z, и эти оси называются осью A, B и C соответственно.
Ось A — это ось вращения, соответствующая оси X.
Ось B — это ось вращения, соответствующая оси Y.
Ось C связана с вращением вокруг оси Z.
Эти оси обычно обеспечивают поворот инструмента на 180° в соответствующих плоскостях и увеличивают степень свободы, доступную на станке с ЧПУ.
Токарный станок с ЧПУ с гибкостью вращения инструмента вокруг этих осей может производить сложные геометрические формы с более высокой точностью и меньшим временем цикла.
Инкрементальные оси
Система инкрементных осей состоит из осей U, V и W, которые используются для упрощения программирования ЧПУ.
В отличие от других осей, инкрементная ось не дает станку никаких дополнительных степеней свободы.
Это второстепенные оси, которые считаются параллельными линейной системе осей X, Y и Z.
Оси U, V и W используются для обеспечения приращений при позиционировании инструмента по осям X, Y и Z соответственно.
Многоосевые токарные станки с ЧПУ
Помимо традиционных 2-осевых токарных станков, которые используют системы осей XY и UZ, существуют различные современные токарные станки с ЧПУ, которые могут иметь 3, 4, 5 и даже 6-осевые системы.
Эти станки используются для выполнения сложных операций механической обработки с коротким временем цикла и высокой точностью.
3-осевой токарный станок с ЧПУ
Оси токарного станка. Трехосевой токарный станок3-осевой токарный станок с ЧПУ состоит из режущего инструмента, который может перемещаться по обычным осям X и Z с дополнительным перемещением по оси Y.
Это увеличивает степень свободы станка и позволяет системе ЧПУ позиционировать инструмент в плоскости XYZ.
Как правило, большинство хороших токарных станков с ЧПУ для металлообработки состоят из 2-х или 3-х осевой системы.
Применение 3-осевого токарного станка
Добавление оси Y обеспечивает дополнительное перемещение режущего инструмента, тем самым облегчая обработку кривых и контуров.
Этот тип 3-осевого токарного станка также позволяет интегрировать устройство автоматической смены инструмента со станком с ЧПУ.
Стойка инструмента перемещается в плоскости XYZ и позиционируется для автоматической смены инструмента, что способствует более быстрой обработке и повышает производительность.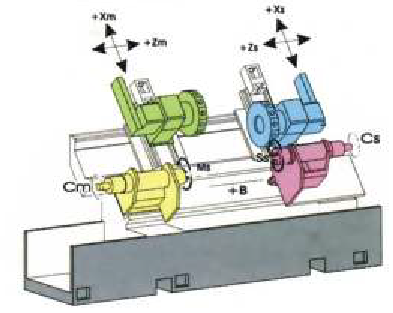
4-осевой токарный станок с ЧПУ
Оси токарного станка. Четырехосевой токарный станокЧетырехосевой токарный станок с ЧПУ состоит из осей X, Y и Z, а также оси вращения C.
Этот тип токарного станка может выполнять универсальные операции и поддерживает автоматическую смену инструмента.
Как правило, при использовании вращающегося инструмента (ось C) заготовка остается неподвижной, а вращающийся инструмент удаляет материал, тем самым превращая 4-осевой токарный станок с ЧПУ в фрезерно-сверлильный станок.
Применение 4-осевого токарного станка
Вращательная ось С расширяет функциональные возможности станка и позволяет ему выполнять фрезерные и сверлильные операции на заготовке.
Этот тип токарного станка с ЧПУ также известен как многозадачный токарный станок или гибридный токарный станок, поскольку он может выполнять операции токарного и фрезерного станка.
Инструмент с высокой скоростью вращения можно расположить в любом месте в плоскости XYZ, чтобы удалить материал из нужного положения.
4-осевые токарные станки с ЧПУ могут резать и фрезеровать боковую часть заготовки, а также выполнять гравировку на криволинейных поверхностях. Эти токарные станки можно использовать для изготовления зубчатых колес.
Следовательно, он повышает производительность за счет увеличения скорости и функциональности токарного станка с ЧПУ.
5-осевой токарный станок с ЧПУ
Оси токарного станка. Пятиосевой токарный станок5-осевой токарный станок с ЧПУ может выполнять 3 линейных движения и любые два из трех вращательных движений.
Как правило, эти станки состоят из системы осей XYZAC или XYZBC и могут осуществлять доступ к заготовке для обработки с 5 разных сторон.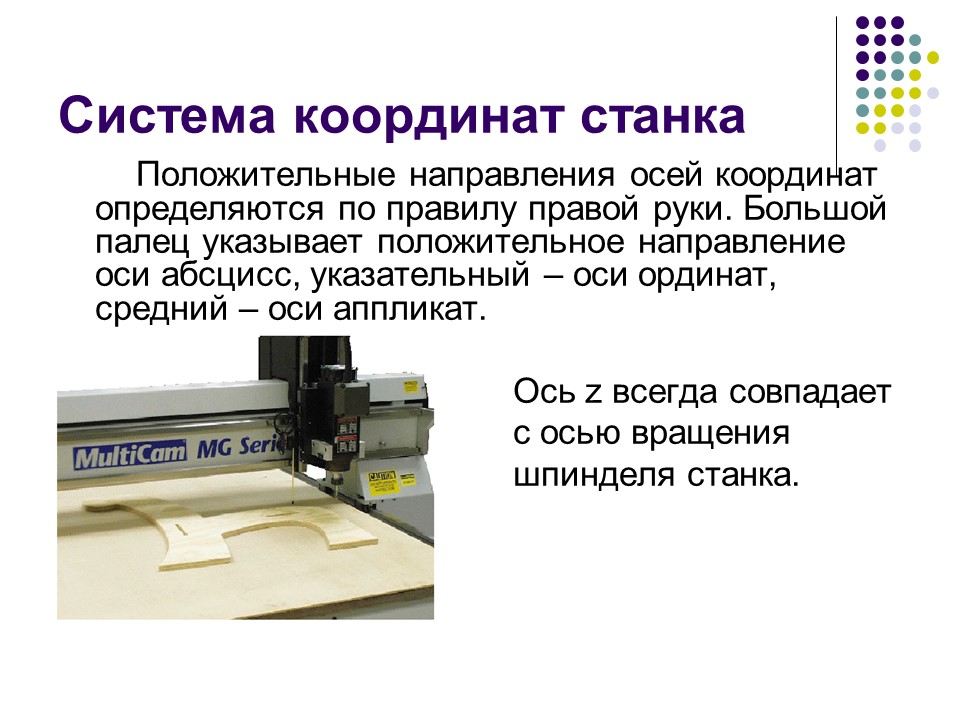
Эти машины чрезвычайно точны и могут производить практически любую сложную форму с коротким временем цикла.
Применение 5-осевого токарного станка
Возможность управления инструментом и доступ к заготовке с 5 различных осей позволяет выполнять почти все операции фрезерования и токарной обработки на одном станке.
Он лучше всего подходит для производства сложных компонентов, которые в противном случае потребовали бы частой переориентации заготовки, если бы они выполнялись на 3-х или 4-х осевом токарном станке.
6-осевой токарный станок с ЧПУ
Оси токарного станка. 6-осевой токарный станок6-осевые токарные станки с ЧПУ представляют собой сложные станки, способные выполнять практически любые операции механической обработки.
Эти станки могут осуществлять доступ к заготовке с 6 сторон, что позволяет изготавливать любую сложную форму без необходимости остановки процесса для переориентации заготовки.
6-осевые токарные станки встречаются редко, потому что 5-осевой токарный станок с ЧПУ может удовлетворить все производственные потребности с высокой точностью и скоростью цикла.
Тем не менее, эти машины можно найти в чрезвычайно сложных производственных подразделениях, которые работают над проектами по исследованию космоса и медицине.
6-осевой токарный станок с ЧПУ — это универсальный станок, который может выполнять операции токарного, фрезерного, сверлильного станка и т. д.
Программирование процесса 6-осевой обработки с ЧПУ является чрезвычайно сложной задачей и требует чрезвычайно квалифицированного оператора для разработки процесса.
Для лучшего понимания различные движения 6-осевого токарного станка с ЧПУ можно визуализировать на видео ниже.
UVW против системы осей XYZ в токарном станке
Программирование токарного станка с ЧПУ включает в себя позиционирование инструмента с помощью G-кодов.
Эти G-коды определяют координаты в плоскости XYZ для точного позиционирования инструмента, тем самым выполняя желаемое действие обработки.
Позиционирование инструмента на рабочем месте может осуществляться по позиционным координатам или по инкрементной системе координат.
Чтобы понять разницу между системами осей UVW и XYZ, нам сначала нужно понять разницу между позиционными и инкрементными координатами.
Позиционные координаты и инкрементальные координаты
Позиционные координаты размещают режущий инструмент относительно базовой точки или исходной точки.
Принимая во внимание, что инкрементальные координаты позиционируют режущий инструмент относительно его текущего положения.
Например, давайте рассмотрим пример ниже, где мы используем позиционные координаты для выполнения следующей задачи.
Абсолютное программированиеЗдесь G90 активирует систему позиционных координат, а G21 устанавливает единицы измерения в миллиметры.
Следующая строка, S450 M04, устанавливает скорость резания и направление вращения инструмента.
Команда «G00 X20.0 Y20.0» указывает на быстрое перемещение инструмента в положение «A», где координаты X и Y равны 20.
Затем мы указываем станку сохранять координаты оси Y постоянными и перемещаем режущий инструмент в положение «B», где координата X по отношению к базовой точке равна 40.
Точно так же мы перемещаем режущий инструмент в положение «C», где координата оси X относительно базовой точки равна 60.
Затем мы завершаем процесс, останавливая шпиндель и вызывая его в исходную точку «О».
Точно так же мы можем выполнить ту же задачу, используя инкрементные координаты.
Инкрементное программированиеВ первой строке G91 активирует инкрементальный режим, а G21 устанавливает единицы измерения в миллиметры.
Следующая строка, S600 M03, устанавливает скорость резания и направление вращения.
Затем G-код, G00 X20.0 Y20.0, позиционирует инструмент, где координаты X и Y равны 20 (позиция «A»).
В отличие от позиционного режима, здесь мы перемещаем инструмент в положение «B», задавая приращение в 20 единиц в направлении X.
Точно так же мы перемещаем инструмент в положение «C», давая приращение еще на 20 единиц по отношению к его текущему положению (B).
Следует отметить, что абсолютное и инкрементальное программирование носят модальный характер.
Это означает, что они остаются активными, пока вы не запрограммируете запуск другого.
Поэтому в следующей строке мы используем команду G90 для активации позиционной системы координат и завершаем процесс, останавливая шпиндель и вызывая его в исходную точку.
Система координат UVW и XYZ
Система координат UVW работает аналогично инкрементальному режиму, но дает преимущество использования комбинации позиционной и инкрементной систем координат.
Это упрощает программирование и экономит время, устраняя необходимость выполнения сложных арифметических вычислений для позиционирования инструмента относительно исходной точки.
Как правило, двухосевой токарный станок с ЧПУ использует координаты XZ и UW для программирования процесса обработки.
Программирование с использованием координат UW называется инкрементным программированием, тогда как программирование с использованием координат XZ называется абсолютным программированием.
Это можно понять, рассмотрев пример токарного станка с ЧПУ, выполняющего токарную операцию и делающего пазы на поверхности цилиндрической заготовки.
Траектория для требуемой токарной обработкиДля этой операции позиционирование инструмента может быть достигнуто с использованием как инкрементной (U, W), так и позиционной (X, Z) систем осей.
Пример инкрементального программирования на токарном станкеКоордината X42 поместит режущий инструмент в угол передней кромки (A) заготовки.
Затем мы можем использовать координаты Z-60, U-2, чтобы выполнить операцию поворота и достичь точки B.
Вслед за U-15. W-10 для выполнения токарной операции и создания нужной канавки на поверхности заготовки.
Точно так же мы можем использовать Z-80, U10, чтобы расположить инструмент в точке C, затем U-10, W-10, чтобы сделать вторую канавку на заготовке, а затем Z-150, U15, чтобы выполнить токарную операцию и достичь точки D. .
.
Таким образом, использование комбинации систем осей XZ и UW упрощает процесс и экономит время на вычисление абсолютных координат для каждого позиционного приращения в процессе обработки.
Часто задаваемые вопросы (FAQ)
Что такое степень свободы (DOF)?
Степень свободы (DOF) определяет максимальное количество независимых движений, которые может выполнять машина. Как правило, степень свободы машины равна количеству осей, по которым она может перемещаться.
Какое максимальное количество осей может иметь ЧПУ?
Типичный станок с ЧПУ может иметь максимум 6-осевую систему. Однако некоторые станки с ЧПУ состоят из 2 головок с индивидуальной 6-осевой системой на каждой. Поэтому его можно условно назвать 12-осевым станком с ЧПУ.
Что такое швейцарский токарный станок?
Швейцарский токарный станок — это сложный токарный станок с 5 или более осевой системой. Этот станок может выполнять различные операции за один раз, без необходимости останавливать операцию для смены инструмента.
Такие токарные станки могут выполнять такие операции, как токарная обработка, нарезание резьбы, фрезерование, сверление, расточка, накатка и т. д. на очень маленьких заготовках, которые обычно используются в часовой промышленности.
направление осей координат токарных станков
Чертеж любой детали возможно сделать в осях X, Y и Z. Данная система координат записывает положение любой точки в пространстве. С ее помощью можно сделать деталь на станке, где рабочая часть резца перемещается во всех трех осях.
Устройство трехосевого станка с ЧПУ
Трехосевой фрезерный станок с ЧП У дает больше возможностей в отличие от устройства с фиксированным шпинделем. Он способен автоматически сменять инструмент и не останавливать при этом процесс работы. Каждая ось станка с ЧПУ включает в себя следующие моменты:
- Целевые элементы аппарата. Они должны выполнять три главные задачи:
- двигаться в направлении заданной оси;
- обеспечивать точное перемещение, исключая люфты и вибрации.

В зависимости от формы профиля существует несколько типов направляющих:
- Цилиндрической формы. По шлифованному валу двигаются каретки с целыми втулками и подшипниками. Рельсы закрепляются на несущую конструкцию корпуса. Точность аппарата с этими направляющими будет ниже из-за высоких люфтов и небольшого сопротивления повторным нагрузкам.
- Коробчатой формы. Такие направляющие отличаются размером сечения, но система работы у них одинаковая. После подгонки они прикрепляются к станине устройства. Движение происходит за счет каретки, которая точно подогнана по размеру к рельсе.
- Профильной формы. Такой вид направляющих по своей работе похож на предыдущий вид, но имеет несколько различий:
- Скольжение происходит по профилям.
- Трение осуществляется за счет шариков внутри каретки.
- По боковым сторонам каретки расположены пыльники, что исключает попадание мусора внутрь элементов.
- Винтовой вал. Его задача образовывать круговые движения вдоль оси с небольшим трением и люфтом.
- Шаровый двигатель. Он нужен, чтобы перемещаться по дискретным шагам. В зависимости от вида двигателя число шагов колеблется от ста до четырехсот, а угол одного шага — от 0,9 до 3,6 градусов.
Справка: у шарового движка прочный стальной корпус, поэтому в случае протекания он не выйдет из строя.
- Сервомотор. Он имеет замкнутую конструкцию, и к нему прикреплено устройство под названием энкодер. Это датчик, сообщающий, сколько шагов сервомотор сделал. Сигнал подтвердит обратную связь с контроллером, благодаря чему значительно увеличится производительность.
Оси координат ЧПУ станка
Работоспособность аппарата с ЧПУ тесно связана с координатной системой. Оси находятся параллельно направляющих устройства, что позволяет в процессе обработки деталей указывать необходимые направления и движение рабочих элементов. Для всех устройств с ЧПУ принята одна система, по которой оси X, Y и Z указывают направление передвижения элементов.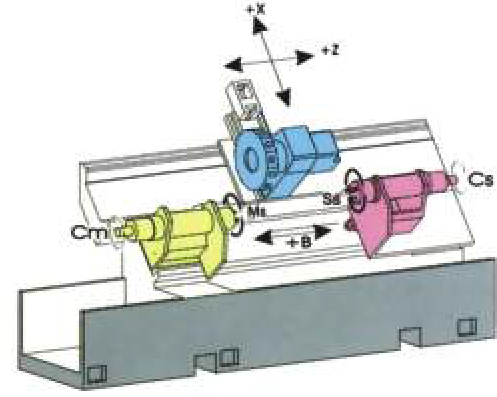
Аппараты с ЧПУ строят детали по направлению снизу вверх. И тут не стоит вопрос о том, в каком именно месте начинается деталь на сборочной пластинке. Но аппарат должен уметь понять положение заготовки в пространстве. Увы, но просто положить кусок металлической детали в ЧПУ станок и нажать на «Пуск» недостаточно.
Все усложняется еще больше, когда нужно обработать несколько инструментов. У каждого из них разная длина, изменяющая расстояние между основной точкой шпинделя и заготовкой.
Система координат — это метод восприятия пространства устройством с ЧПУ. Без нее устройство не узнает:
- где заготовка;
- насколько далеко от нее расположен инструмент;
- какие движения применять для обработки детали.
Как ЧПУ станок применяет координаты?
После того как будет подано питание и прогрузится система управления, запускается инициализация начальных координат положения шпинделя устройства. У любого станка существует начальная точка. Она инициализируется в автоматическом режиме при включении аппарата. Далее все рабочие элементы станка по очереди вращаются по оси до выключателей. Сначала движение осуществляется по оси Z до упора вверх, далее в крайнее положение по оси X, Y. Когда шпиндель достигнет края по одной из осей, сработает конечный датчик и произойдет инициализация начальной точки.
Далее все рабочие элементы станка по очереди вращаются по оси до выключателей. Сначала движение осуществляется по оси Z до упора вверх, далее в крайнее положение по оси X, Y. Когда шпиндель достигнет края по одной из осей, сработает конечный датчик и произойдет инициализация начальной точки.
Обтачивание самой заготовки происходит относительно начальной точки, которую настроил оператор в зависимости от ее месторасположения. Чтобы переключиться между системами координат в процессе выполнения системных программ, применяются команды, которые закладываются в постпроцессор во время его предварительной настройки.
Исходная точка
У каждого устройства с ЧПУ своя основная точка под названием Machine Home. Когда устройство в первый раз запускается, то не знает, где находится в пространстве, поэтому его нужно откалибровать.
Когда данный процесс осуществляется, то все три оси аппарата двигаются к максимальному пределу. Когда он будет достигнут, сигнал отправится к контроллеру, который запишет положение для определенной оси.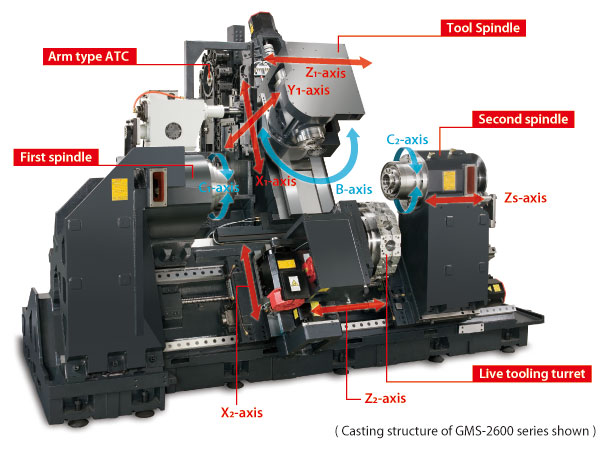 Когда данный процесс произойдет для всех осей, то машина будет находиться в режиме ожидания.
Когда данный процесс произойдет для всех осей, то машина будет находиться в режиме ожидания.
Процесс переходит от ЧПУ к ЧПУ. Для многих из них есть физический выключатель, сигнализирующий контроллеру, что аппарат достиг предела оси.
Как использовать оси координат в станках с ЧПУ?
Система координат для всех устройств с ЧПУ принята одна, при которой оси X, Y и Z указывают движение заготовок относительно подвижных элементов аппарата.
Положительные варианты оси координат возможно определить согласно правилам правой руки. Большой палец означает направление оси X, указательный — Y, средний — Z. Вращаются эти оси так: если повернуть большой палец по направлению оси, то те, которые согнуты, укажут направление движения.
Взаимодействие направления осей координат станков с ЧПУ и заданных координат оператором
Система координат устройства главная, и в ней определяются максимальные движения, текущие и начальные положения рабочих элементов устройства. При этом их положение характеризуют основные точки, которые выбирают, учитывая особенности узлов аппарата. Таким образом, основными точками служат:
Таким образом, основными точками служат:
- для шпиндельной части — точка пересечения его торца с осью его вращения;
- для токарно-револьверного устройства — центральная часть резцедержателя в плоскости или же основная точка блока;
- для крестового стола — настроечная точка, которая определяется конструкцией ЧПУ;
- для поворотного стола — центральная часть поворота на зеркале стола.
Коррекция оси ЧПУ станка на примере токарного
Коррекция оси ЧПУ токарного станка происходит следующим образом: аппарат фиксирует отклонения верха режущей кромки инструмента из-за перепадов температуры или полного изнашивания; отклонение положения верха резца замеряется в двух направлениях, которые соответствуют линейным и радиальным положениям детали.
Измерение происходит по одной из программ устройства ЧПУ. По команде ЧПУ-системы головка выводится в одно положение, при которой резец будет установлен в позицию измерения. Дальше револьверная головка перемещается до момента касания режущей кромкой прибора измерения.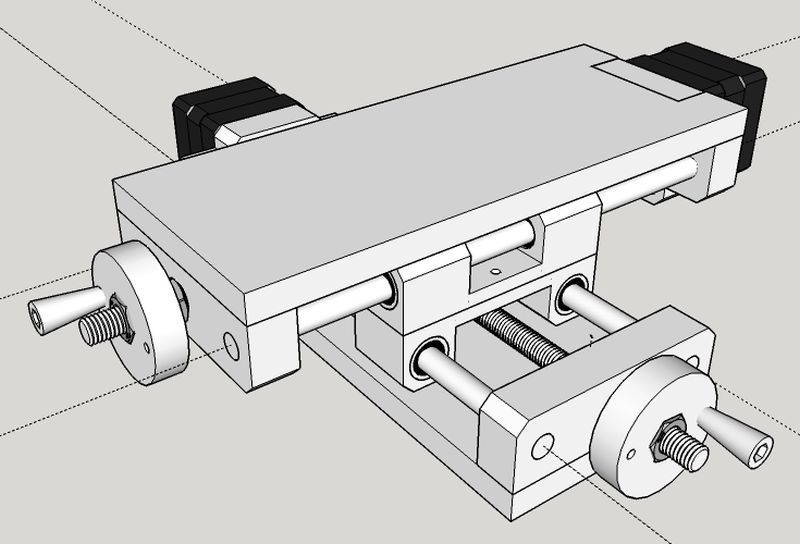 Затем она возвращается в позицию измерения, и после этого перемещение происходит для другой координаты.
Затем она возвращается в позицию измерения, и после этого перемещение происходит для другой координаты.
На основании итогов измерения и происходит коррекция в блоке ЧПУ, которая компенсирует смену положения режущей кромки инструментов.
Справка
: такую коррекцию лучше всего проводить перед чистовым проходом.
Станки с ЧПУ используются в разных сферах промышленной и непромышленной деятельности. Это оборудование способно обрабатывать заготовки из металла, дерева и пластмассы. Главное достоинство аппаратов заключается в точности, многофункциональности и повторяемости.
- 03 октября 2020
- 3440
Получите консультацию специалиста
Сколько осей у токарного станка? • 3-осевая группа
Количество осей в основном зависит от типа станка. Кроме того, количество осей раскрывает много информации о станке, например, отражает разнообразие работ, которые он может выполнять, и детализацию, с которой он может резать заготовку . Если говорить в общих чертах, то станок с ЧПУ имеет как минимум 2 оси, которые работают в плоскости X, Z. Ось X обозначает вертикальную плоскость, а ось Z представляет глубину. Но 3-осевые токарные станки с ЧПУ более универсальны. Узнайте ниже, сколько осей в токарном станке.
Если говорить в общих чертах, то станок с ЧПУ имеет как минимум 2 оси, которые работают в плоскости X, Z. Ось X обозначает вертикальную плоскость, а ось Z представляет глубину. Но 3-осевые токарные станки с ЧПУ более универсальны. Узнайте ниже, сколько осей в токарном станке.
Следующим шагом будет узнать, какие движения выполняются по этим осям. Ориентируясь на фрезерные станки, мы можем выделить 3 движения. Движение резания, которое происходит между поверхностью инструмента, вращающейся, например, вокруг оси Z по отношению к поверхности заготовки, движущейся по оси X или Y.
Движение вперед, которое можно наблюдать при перемещении заготовки по осям. Глубина резания, которую можно наблюдать при перемещении инструмента по оси Z для удаления слоя материала с поверхности заготовки.
Количество осей, необходимых для вашего станка с ЧПУ, обычно зависит от типа задачи, которую вы хотите выполнить, как мы уже говорили ранее . И, конечно же, детали процесса сложны, поэтому вам нужен станок с ЧПУ, оснащенный различными осями. Итак, если вам интересно, сколько осей мне нужно или сколько осей у токарного станка с ЧПУ, мы объясним ниже.
И, конечно же, детали процесса сложны, поэтому вам нужен станок с ЧПУ, оснащенный различными осями. Итак, если вам интересно, сколько осей мне нужно или сколько осей у токарного станка с ЧПУ, мы объясним ниже.
3-осевая
3-осевая обработка означает, что заготовка остается в одном и том же положении, пока режущий инструмент работает в плоскости XYZ. Таким образом, режущий инструмент обрезает материал. Такое расположение осей идеально подходит в тех случаях, когда вам не нужна большая детализация и глубина. Здесь важно отметить, что 3-осевая обработка чаще всего используется для сверления отверстий, фрезерования пазов и резки по острым кромкам.
4-осевая
4-осевая обработка обычно означает, что заготовка будет обрабатываться так же, как на 3-осевом станке. Однако содержит дополнительное вращательное движение по оси X, которое также известно как ось A. С помощью этого вращения заготовку можно резать вокруг оси B.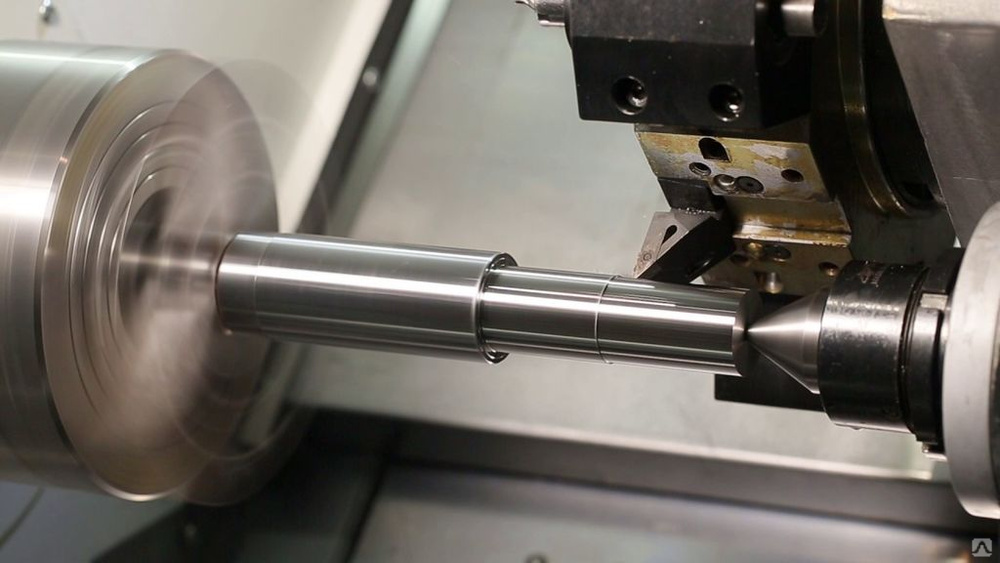
Этот метод также очень важен, когда вам нужны отверстия и надрезы на обеих сторонах обрабатываемого материала. Из обсуждения можно догадаться, что этот вид механической обработки вполне функционален. Так как он может удалять материал с обеих сторон.
5-осевой
Как видно из самого названия, 5-осевой станок с ЧПУ может автоматически управляться с пяти осей одновременно. В дополнение к перемещениям по осям X, Y и Z, этот тип станка также может выбирать две из трех осей вращения. Три оси вращения также обозначаются как ось А, ось В и ось С. Эти три дополнительные оси вместе могут выполнять поворот на 180 градусов вокруг осей X, Y и Z.
Здесь важно отметить, что этот тип обработки обычно используется для гравировки и фрезерования специальных поверхностей, где большое значение имеет опыт. Подводя итог, можно сказать, что количество осей станка с ЧПУ обычно отражает его возможности.
Здесь также важно отметить, что необходимо свободно владеть технологиями CAM и CAD, чтобы программировать станки с ЧПУ для выполнения широкого круга задач. Количество осей обычно определяет тип движения, которое может выполнять станок с ЧПУ.
Количество осей обычно определяет тип движения, которое может выполнять станок с ЧПУ.
Откройте для себя все варианты токарных станков с ЧПУ на нашем веб-сайте, 3, 4 или 5 осей, на ваш выбор!
Вас также может заинтересовать этот контент:
- ТИПЫ ТОКАРНЫХ СТАНКОВ
- КАК РАБОТАЕТ СТАНОК С ЧПУ?
Chp 02-01 Программирование ЧПУ
Chp 02-01 Программирование ЧПУ Изучение программирования ЧПУ часто превращается в приключение, связанное с перемещением из одного места в другое; хорошо Программирование ЧПУ — это просто упражнение по целенаправленному перемещению из одного места в другое. Но, конечно, как говорит персонаж Бакару Банзай: «Куда бы вы ни пошли, вы там». Для вымышленных нейрохирургов, водителей реактивных автомобилей и рок-н-роллеров это все хорошо. Однако для точной обработки программист должен быть немного более точным.
Какая ось какая?
Движение фрезы N/C может производиться по любой из трех осей, все из которых взаимно перпендикулярны, то есть находятся точно под прямым углом друг к другу. Эти оси движения обозначены буквами X, Y и Z, такими же, как в знакомой нам декартовой системе координат. Направление движения по этим трем осям — вправо и влево, внутрь и наружу, вверх и вниз — обозначается знаком плюс или минус. Большинство станков с ЧПУ предполагают движение в положительном (плюсовом) направлении, если вы не укажете отрицательное направление с помощью знака минус.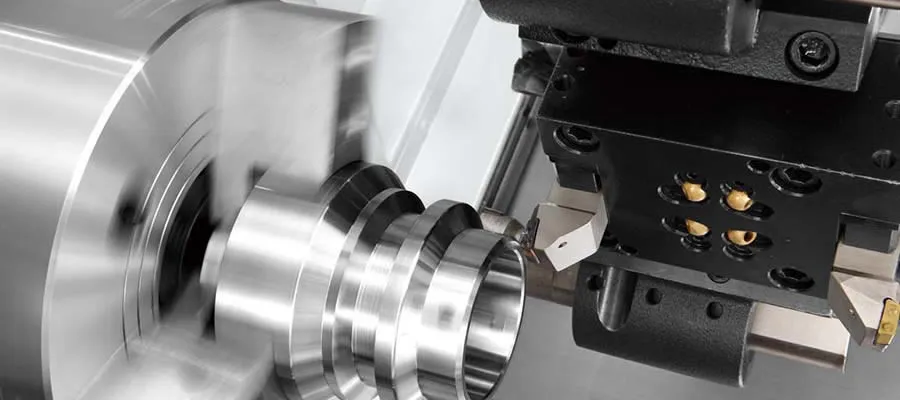
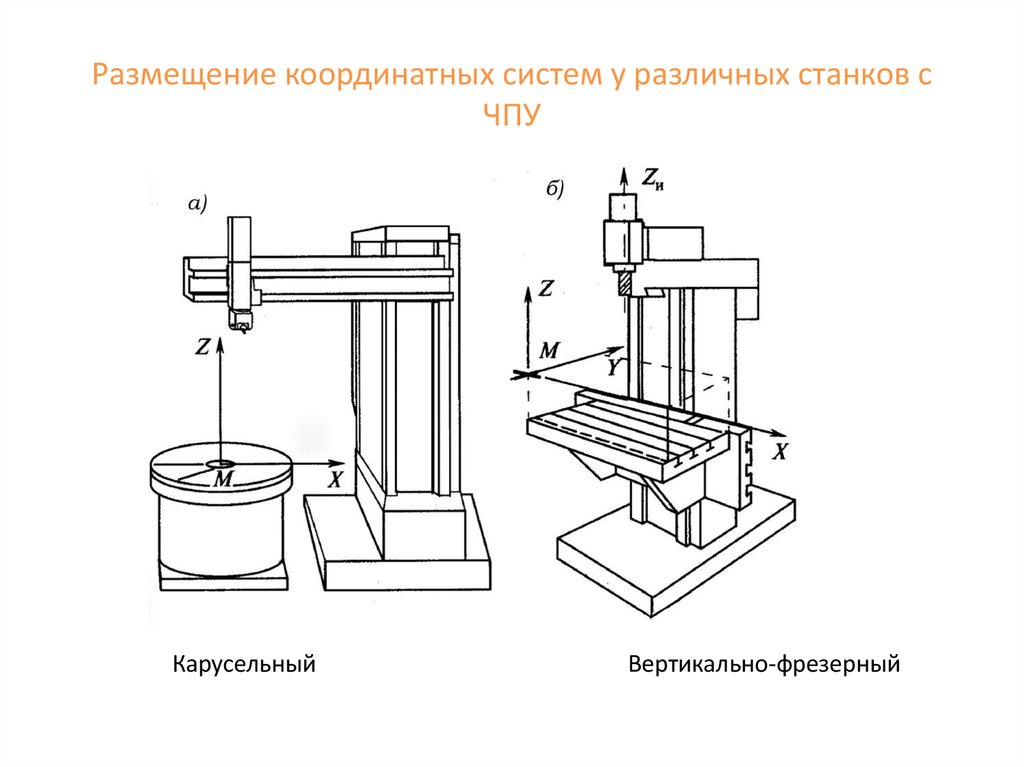
Ось Z Какая ось зависит от ориентации шпинделя. Ось движения, параллельная оси шпинделя, всегда является осью Z. Если шпиндель вертикальный (рис. 2.1), ось Z вертикальна. Либо пиноль, либо колено фрезерного станка с вертикальным шпинделем будут двигаться при выполнении команды оси Z. Если шпиндель расположен горизонтально, седло или пиноль на фрезерном станке (рис. 2.2) или каретка или револьверная головка на токарном станке (рис. 2.3) будут двигаться параллельно оси шпинделя при выполнении команды оси Z.
Ось X Ось фрезерного станка, которая перемещается вправо и влево (поскольку оператор смотрит на переднюю часть фрезерного станка), является осью X как для вертикально-, так и для горизонтально-шпиндельных фрезерных станков. Для токарных станков ось X представляет собой движение поперечного суппорта (или револьверной головки) под прямым углом к оси шпинделя.
Ось Y Ось Y на фрезерных станках представляет собой либо движение внутрь и наружу — к оператору и от него (вертикальный шпиндель), либо движение вверх и вниз (горизонтальный шпиндель). Простые токарные станки с ЧПУ являются двухосевыми станками и не имеют оси Y.
Следует отметить, что сложные многошпиндельные токарные обрабатывающие центры или швейцарские винтовые станки с несколькими автоматическими патронами, оснащенные так называемым «подвижным инструментом», могут иметь одну из двух осей Y.
Какое направление какое?
Положительные направления движения фрезы для вертикально-шпиндельного фрезерного станка: справа от оператора (ось X), от оператора (ось Y) и вверх (ось Z).
Горизонтально-шпиндельные станки с ЧПУ немного сложнее. Для ощущения направления нужно смотреть в направлении Z-минус, как если бы ваш глаз застрял в шпинделе и смотрел на заготовку. Тогда положительные направления движения режущего инструмента: вправо (ось X), вверх (ось Y) и к концу шпинделя (ось Z).
Тогда положительные направления движения режущего инструмента: вправо (ось X), вверх (ось Y) и к концу шпинделя (ось Z).
Для токарных станков с ЧПУ положительное направление движения режущего инструмента — от передней бабки, обычно вправо (ось Z), и от оси шпинделя (ось X). Для станков с задним расположением инструмента направление X-plus от оператора. Для станков с передним расположением инструмента направление X-plus направлено к оператору.
Расположение наконечника режущего инструмента
Программисту не нужно сообщать контроллеру ЧПУ, где находится резак. Контроллер всегда отслеживает текущее положение точки режущего инструмента (центр фрезы, на кончике) относительно контрольной точки, называемой исходной точкой.
Происхождение — это точка, из которой исходят все три оси. Иными словами, начало координат — это положение точки режущего инструмента, когда все счетчики трех осей имеют нулевое значение (X0, Y0, Z0).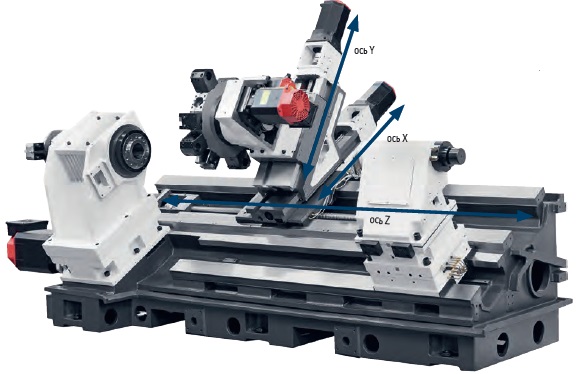 Таким образом, это «нулевая точка», от которой либо (1) отсчитываются все точки координат фрезы (
Таким образом, это «нулевая точка», от которой либо (1) отсчитываются все точки координат фрезы (
Исходной точкой обычно является точка, положение которой определяется программистом. Некоторые старые станки с ЧПУ имеют исходную точку с предварительно заданным фиксированным положением в пределах диапазона перемещения станка (обычно на поверхности стола в его нижнем левом углу). Для токарного станка начало координат может быть задано на оси шпинделя и на конце носика шпинделя.
Чаще всего это место, где оси – или, точнее, точка режущего инструмента – могут быть расположены, когда определенная кнопка на панели управления нажата, что “обнуляет” счетчики осей в контроллере.
Программист предполагает, что в начале программы фреза находится в определенной начальной точке заготовки, например, в верхнем левом углу или в центре, при этом конец фрезы «касается» верхней части заготовки.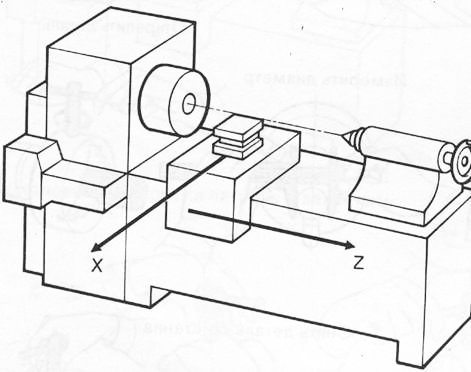
Абсолютное и инкрементное позиционирование
Некоторые контроллеры ЧПУ могут принимать только команды абсолютного позиционирования, в то время как другие могут принимать только команды инкрементного позиционирования. Более новые контроллеры станков с ЧПУ могут принимать как абсолютные, так и инкрементальные команды позиционирования. Все, что нужно сделать программисту, это сообщить контроллеру (посредством кода), являются ли команды позиционирования абсолютными или инкрементными. Таким образом, программист может переключаться с абсолютного на инкрементное позиционирование так часто, как пожелает, путем изменения кода.
Абсолютное позиционирование
Абсолютное позиционирование всегда сообщает контроллеру, куда направить фрезу относительно
origin (а не текущее положение точки режущего инструмента). Контроллер всегда знает, где в данный момент находится резак, поэтому он может рассчитать расстояние и направление, в котором он должен отправить резак, чтобы добраться до нужного пункта назначения.
Контроллер всегда знает, где в данный момент находится резак, поэтому он может рассчитать расстояние и направление, в котором он должен отправить резак, чтобы добраться до нужного пункта назначения.
На рисунках 2.4 и 2.5 показаны концепции инкрементного и абсолютного измерения. Эти концепции определения размеров аналогичны инкрементному и абсолютному позиционированию, используемому в ЧПУ.
Инкрементальное позиционирование
Инкрементальное позиционирование всегда сообщает контроллеру, куда направить фрезу относительно текущего положения фрезы .
Таким образом, для пошагового позиционирования необходимо в конце программы, чтобы фреза оказалась точно в том же месте, откуда она вышла в начале программы. Начальная и конечная точки должны быть равны 9.0080 идентичен . Это можно сформулировать математически: алгебраическая сумма всех перемещений осей в инкрементной программе должна равняться нулю:
Если исходная точка “смещается” с каждой последующей заготовкой, возникает ошибка, которая становится все больше с каждой последующей заготовкой.