станочные приспособления для ЧПУ-станков, для металлообрабатывающих и деревообрабатывающих. Технологическая и вспомогательная оснастка
Оснастка для металлорежущих станков расширяет их технологические возможности и экономит деньги. Вместо покупки нового оборудования можно использовать имеющееся. Из этой статьи вы узнаете, какие бывают станочные приспособления для ЧПУ-станков и для чего они нужны.
Основные требования
Станочная оснастка – это приспособления, с помощью которых инструмент и заготовки закрепляются на станке. А еще благодаря оснастке станки могут выполнять несвойственные им операции. Например, благодаря делительной готовке на обычном вертикально-фрезерном станке можно нарезать зубчатые колеса. А фрезерная головка на токарном оборудовании прорезает шпоночные пазы.
- Жесткость и демпфирующие качества. Благодаря жесткому приспособлению деталь «не гуляет» из стороны в сторону. Это хорошо. Но при черновой обработке жесткая оснастка не сгладит неизбежные вибрации, и это даст погрешности. Поэтому для точных станков оснастка должна быть сделана из твердых закаленных сталей, а для черновых нужна мягкая сырая сталь.
- По возможности иметь механизированный привод. Важно, чтобы привод не зажимал заготовку, а наоборот, отпускал крепления. Тогда при обрыве шланга или коротком замыкании привода при работе заготовка не вылетит из станка, а останется в приспособлении.
 Так безопаснее. Надежно закрепить заготовку можно, например, пакетом тарельчатых пружин.
Так безопаснее. Надежно закрепить заготовку можно, например, пакетом тарельчатых пружин. - Время на переустановку заготовки должно составлять 2-10% от времени ее обработки на станке. И нужно, чтобы элементы крепления не пересекались с траекторией движения инструмента.
- Класс точности оснастки должен быть таким же, как и у станка.
- И стандартное – надежность, долговечность, низкая цена.
 Так безопаснее. Надежно закрепить заготовку можно, например, пакетом тарельчатых пружин.
Так безопаснее. Надежно закрепить заготовку можно, например, пакетом тарельчатых пружин.Требования к станочной оснастке везде одинаковые. А вот ее модели для разных станков отличаются.
Что необходимо для токарных станков?
- удержать заготовку и инструмент;
- измерить размеры;
- дать дополнительную опору заготовке.

Для таких станков есть разные типы популярных оснасток.
Патроны нужны для закрепления заготовки. Они бывают нескольких видов:
- цанговые удерживают короткие и хрупкие заготовки;
- поводковые служат для крепежа длинных валов;
- клиновые обеспечивают высокую точность установки;
- рычажные способны закрепить заготовки самых разных размеров;
- мембранные точно центрируют деталь на чистовых операциях;
- для деревообрабатывающих станков нужен трезубец – простейшее приспособление, чтобы закрепить мягкую деревянную заготовку;
- 3- и 4-кулачковые имеют хорошую точность и удобны в использовании.
Патроны позволяют закрепить короткие детали консольно и обрабатывать торцы.
- План-шайбы закрепляют несимметричные заготовки.
- Центры нужны для закрепления валов, у которых подготовлены центровые отверстия. В отличие от патронов, в центрах базирование идет по оси вращения заготовки, а не по наружной поверхности. Поэтому круглые заготовки получаются высокоточными.
- Невращающиеся (упорные) неподвижны при работе, а заготовка вращается по масляной пленке. Такие центры имеют повышенную точность, но склонны к перегреву из-за трения. Зубчатые центры, закрепленные в шпинделе, могут передавать вращение на заготовку.
- Вращающиеся центры не допускают нагрева, но из-за неизбежного люфта в подшипниках у них ниже точность.

Конусные центры подходят только для валов. А чтобы установить заготовку с внутренним отверстием, применяют грибковые центры.
- Люнеты применяют тогда, когда заготовка очень длинная. Это – дополнительная опора, которая не дает прогибаться заготовке.
- Различные светильники.
Кроме того, на токарный станок устанавливаются и фрезерные головки.
 Получается универсальный многоцелевой станок. Но сложные заготовки лучше точить на специализированном оборудовании.
Получается универсальный многоцелевой станок. Но сложные заготовки лучше точить на специализированном оборудовании.Обзор фрезерной оснастки
Технологическая оснастка для крепления инструмента бывает нескольких видов.
- Самозажимной патрон служит для захвата концевых, торцевых и пальцевых фрез. Но часто инструмент вставляется сразу в шпиндель.
- Вспомогательная переходная втулка применяется, когда хвостовик инструмента не подходит к отверстию в шпинделе. С ее помощью, например, фрезу с цилиндрическим хвостовиком или инструментальным конусом 7: 24 можно закрепить в шпинделе с конусом Морзе.
- Оправки нужны для закрепления дисковых и цилиндрических фрез на горизонтально-фрезерных станках.

Для фиксации заготовок используют специальные приспособления.
- Тиски применяют для небольших деталей. Тиски бывают самоцентрирующиеся, когда двигаются обе губки, и нет. Губки бывают из закаленной или мягкой стали, пластиковыми, резиновыми и другими. Не обязательно плоскими, в фасонных губках устанавливают детали сложных форм.
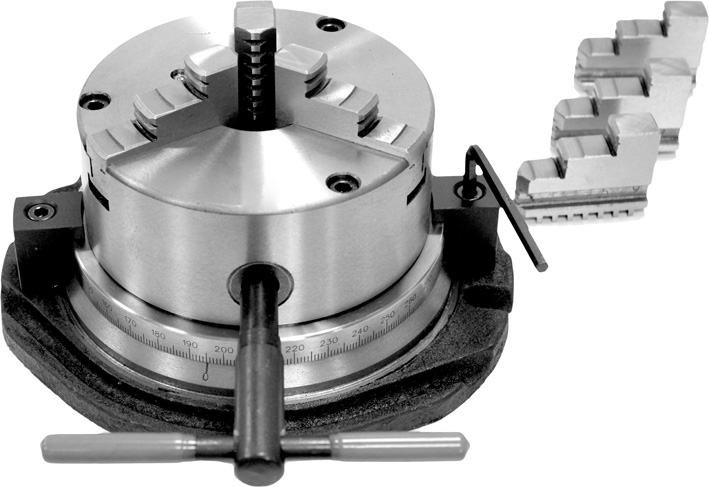
- Делительные головки позволяют точно нарезать шлицы или зубья.
- Столы бывают поворотными и стационарными. Некоторые модели могут откидываться, позволяя обработать заготовку сбоку.
- Магнитные плиты на постоянных или электрических магнитах. Первые лучше, поскольку не греются из-за вихревых токов и индукции, как в случае с электромагнитами. Но у последних выше усилие зажима.
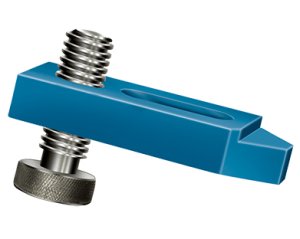
- Вакуумные устройства, прихваты удерживают заготовку в нужном положении.
- Призмы и зажимы, благодаря которым можно закрепить валы и обработать, например, шпоночный паз.
- Штыри и пальцы. Нужны для установки плоских заготовок на столе. Для базирования детали используются 3 штыря. Это логично, ведь чтобы задать положение плоскости, необходимо 3 опорные точки. Поэтому установка на штырях имеет большую точность. А для фиксации заготовки применяются различные прихваты.

Функционал станка можно расширить, если применить сверлильную, шлифовальную или долбежную головки. Но какой бы точной ни была фрезерная оснастка, зеркально чистую поверхность дают шлифовальные станки, которым нужны соответствующие приспособления.
Приспособления для шлифовальных моделей
Они похожи на те, которые применяются для других металлообрабатывающих станков. Например, для круглошлифовальных нужны:
Например, для круглошлифовальных нужны:- кулачковые патроны со сменными кулачками;
- многолепестковые цанговые зажимы;
- поводковые патроны, люнеты для длинных валов;
- неподвижные и вращающиеся центры, прямые, обратные, грибковые и другие;
- делительные головки для финишной обработки зубчатых колес.
Оснастка для плоскошлифовальных станков слабо отличается от приспособлений для фрезерного оборудования:
- поворотные столы;
- тиски со сменными губками для закрепления заготовок – желательно, чтобы они были самоцентрирующиеся;
- призмы, прихваты;
- оправки для шлифовальных кругов.
Но точность приспособлений для шлифования должна быть выше, чем для других станков.
 Это достигается регулировкой зазоров и люфтов в подвижных механизмах.
Это достигается регулировкой зазоров и люфтов в подвижных механизмах.А вот магнитные плиты применяются ограниченно. При шлифовании по металлу образуется много металлической пыли. А поскольку магнитные линии легко проходят через металлическую заготовку, то пыль плохо смывается СОЖ (смазочно-охлаждающей жидкостью), магнитится к ней.
Как видите, оснастка для станков расширяет номенклатуру изготавливаемых деталей. И не нужно тратиться на новое оборудование. Единственное, на чем экономить не следует, так это защитные приспособления. Всегда соблюдайте технику безопасности.
 org/WebPage”>
ГлавнаяСтатьиНазначение и классификация оснастки для металлообрабатывающих станков
org/WebPage”>
ГлавнаяСтатьиНазначение и классификация оснастки для металлообрабатывающих станков Производительность труда оператора при этом увеличивается.
Производительность труда оператора при этом увеличивается.
Выбор оснастки для фрезерного станка с нуля – Вопросы по выбору станков и оборудования
Всех приветствую и прошу помощи в выборе начального набора оснастки для станка. С фрезеровкой до этого дела не имел, потому плохо понимаю что нужно купить и боюсь что-то забыть или перепутать (это важно, т.к. часть оснастки хочу скопом везти со штатов и потом докупить по мелочи возможности не будет). Бюджет в данный момент несколько ограничен, потом к покупкам нужно подходить рационально. Попробую составить список, из того что я понял, а вы уже проверьте и покритикуйте его по возможности. Надеюсь эта тема будет полезна для выбора оснастки и другим новичкам (т.к. аналогичной я не нашел, но если есть то ткните носом, и забудем обо всем, что я тут написал 🙂 ).
С фрезеровкой до этого дела не имел, потому плохо понимаю что нужно купить и боюсь что-то забыть или перепутать (это важно, т.к. часть оснастки хочу скопом везти со штатов и потом докупить по мелочи возможности не будет). Бюджет в данный момент несколько ограничен, потом к покупкам нужно подходить рационально. Попробую составить список, из того что я понял, а вы уже проверьте и покритикуйте его по возможности. Надеюсь эта тема будет полезна для выбора оснастки и другим новичкам (т.к. аналогичной я не нашел, но если есть то ткните носом, и забудем обо всем, что я тут написал 🙂 ).
Станок берется для себя под хобби задачи, работаю восновном с небольшими деталями из дюралюминия (50-100 мм), возможно немного нужно будет фрезеровать листовую сталь 1-3 мм, точность – обычно хватает одной десятки, иногда нужно 5 соток. В последующем планирую ставить на него ЧПУ. Если повезет, то это будет FDM DM15 http://tehpomosch.co…tallu-fdb-dm15/ (ну или чтото типа 25-ки с аналогичным шпинделем). Краткие характеристики:
Краткие характеристики:
шпиндель – МТ3
зажимная штанга – М16
габариты стола – 660х150
количество пазов – 3
ширина Т- образного паза – 12 мм (вроде бы, уточняется)
расстояние между пазами – 42 мм
1. Набор цанг под шпиндель МТ3
Тут я пока плаваю в вопросе… Если правильно понял, то в шпиндель нужно вставить сначала патрон типа такого http://www.ctctools….3-COLLET/Detail, в который потом вставляются цанги для зажима фрез, типа таких http://www.ctctools….T-%2810/Detail. Читал, что лучше зажимать напрямую в шпиндель фрезы (не понял только в чем тогда они сами по себе крепятся, видимо это какойто отдельный набор цанг под шпиндель идет), в плане жесткости, но при этом будет изнашиваться посадочное гнездо. Вопрос какой вариант выбрать? Ну и дальше, их куча стандартов есть, какой стандарт выбирать…
Вопрос еще насчет крепления патрона для сверел – берется типа такого переходник http://www.ebay.com/.. .=item27ce321a95 и надевается соответствующий посадочному патрон, все ж верно?
.=item27ce321a95 и надевается соответствующий посадочному патрон, все ж верно?
2. Набор фрез
Пока даже не смотрел, т.к. не знаю под какой стандарт их нужно брать. Больше интересует вопрос, где их лучше купить (тут на месте у барыг / у дедушек с рук советское / на ибее / в штатах-европе). Есть возможность покупки в штатах, будет ли там лучше/дешевле, чем у нас? Может есть проверенные места? Копался на http://www.grizzly.com/, но много чего там тупо брендированная китайчатина, при этом без лого на ибее тоже самое стоит заметно дешевле.
3. Расточная головка
Практическое применение для меня пока не ясно, кроме случае, когда нужно расточить большой диаметр. Видел ролики с обработкой флайкаттерами, это тоже она, или уже что-то другое? Ставится, я так понимаю, только в шпиндель через соответствующий конкретной головке переходник.
4. Другой режущий инструмент
Что еще может понадобиться на первых порах? Так же принимаются советы по выбору сверел.
5. Краеискатель
Бывает электронный и механический… электронный вроде бы точнее, но не уверен в его необходимости. Вобщем такие варианты допустим:
китайский механический 4мм http://www.ebay.com/…=item2ec8ef9dba
американский механический (правда дюймовый) 5мм http://www.ebay.com/…=item20c6a43774
электронный 10мм http://www.ebay.com/…=item1c35d51cf1
По диаметрам пробника не ясно, есть ли разница… теоретический больший диаметр должен быть точнее. Кстати по посадочному электронный идет на 20мм минимум, не многовато ли?
Еще нашел центроискатели, нужны ли они? Вот, кстати, совмещенный сразу краеискатель и центроискатель http://www.ebay.com/…=item4611e76cfd
6. Комплект прихватов
Лучше брать полный комплект, типа такого http://www.ebay.com/…=item53fd330e0d, или достаточно нескольких ходовых? Кстати еще вопрос, полудюймовые влезут в 12мм паз, или надо брать метрические?
7. Тиски
Тиски
У нас как-то с выбором совсем плохо… почитал отзывы, и пришел к выводу, что новые китайские вполне подойдут на первое время (промеряли параллельность тут где-то в теме, вышло порядко 1-2 соток). Присмотрел два варианта на 100мм, второй кажется предпочтительнее, но весит почти вдвое меньше… по чем их выбирать то вообще? На второй указаны допуски, но это ни о чем не говорит, я так думаю.
Первый http://www.ebay.com/…=item35c991f06d
Второй http://www.ebay.com/…=item2a282f26b0
8. Поворотный стол
Желательно такой, чтобы хорошо подлежал очпушиванию вместе со станком + двухпозиционный. Пришел к двум вариантам:
– наше бу, чтото типа такого на 250 мм (но кажется великоват будет для моего стола + это цена без патрона) http://smela.chk.sla…html#8e27891058 или такого http://chernigov.chn…html#8e27891058
– китайское новье 100 мм с патроном (не уверен в точности изготовления и жесткости) http://www.ebay.com/…=item27d74ca534
Отдельный вопрос насчет патрона – а может лучше брать с 4-мя пазами, чтобы зажимать в них плоские детали можно было? Но выбора особо что-то не увидел, только небольшие китайские на 75 мм есть, типа таких http://www. ebay.com/…=item43b93c0743
ebay.com/…=item43b93c0743
9. Система охлаждения
Жидкостные мне видимо пока не понадобятся, а вот продувать воздухом может и было бы полезно (охлаждение + очистка рабочей поверхности от стружки). Стоит ли их смотреть или пока это не важно?
10. Смазка направляющих
Чего туда заливать и где брать? Надеюсь, хоть это можно купить у нас по месту.
11. То, что я забыл
🙂
Изменено пользователем DESIRE| Автоматический трёхосевой дорновый трубогибочный станок, модель UNISON BREEZE 50mm Long Nose Tube Bending Machine, в комплекте с оснасткой и инструментом для установки оснастки. | 8462218009 |
| Оборудование электросварочное: станок точечной контактной сварки EUROB-I T2 c комплектом оснастки | 8515210000 |
| Станки металлообрабатывающие: установка для снятия заусенцев с концов металлических труб и профилей в комплекте с оснасткой | 8461900000 |
Оснастка технологическая для металлообрабатывающих станков: цанги артикулы: ER32D06-7 шт. , ER32D08-3 шт., ER32D10-3 шт., патроны цанговые, артикулы: 214-31363- 3 шт., 214-31331- 2 шт., 214-31202- 2 шт., 214-31348- 1 шт., 2 , ER32D08-3 шт., ER32D10-3 шт., патроны цанговые, артикулы: 214-31363- 3 шт., 214-31331- 2 шт., 214-31202- 2 шт., 214-31348- 1 шт., 2 | 8466103800 |
| Оснастка технологическая: электромагнитная стойка для станка, модель GMB 32 | 8467990001 |
| Станки металлообрабатывающие с числовым программным управлением: центры обрабатывающие многофункциональные горизонтальные с инструментом и оснасткой, согласно паспортной комплектации | 8457101008 |
| Оснастка технологическая для станков: шпиндели электрические | 8503009900 |
| Станок 5-осевой портальный фрезерный, модель V-STAR2, с гибкой оснасткой FLEXITOOL. | 8459619009 |
| 1. СБОРОЧНЫЙ СТАНОК СТАНДАРТНЫЙ А140 164465382R В КОМПЛЕКТЕ С ОСНАСТКОЙ (ЗАЖИМ ПЛАСТИКОВОЙ ТРУБКИ) 164465382R; 2. СБОРОЧНЫЙ СТАНОК СТАНДАРТНЫЙ А140 175061443R С ОСНАСТКОЙ (ЗАЖИМ ПЛАСТИКОВОЙ ТРУБКИ) 175061443R; 3. СТАНОК СБ | 8479899708 |
| Станки металлообрабатывающие: токарные, фрезерные, заточные, с оснасткой, | 8460390000 |
| Станки металлообрабатывающие: станки 5-координатные вертикально-фрезерные серия с подвижным порталом, с вертикальной трех-координатной гибкой оснасткой, автоматическим устройством прижима обшивок для операции зеркального ф | 8457109002 |
| Станок для порезки трубы с оснасткой, модель MC 315 AC | 8461509009 |
Заливочный комплекс на базе двух кокильных станков, литейной и стержневой оснасткой, установкой для склейки стержней и устройством для дегазации расплава в раздаточных печах. | 8454301000 |
| Станки металлообрабатывающие профиленакатные, в комплекте со сменной оснасткой для интервала деталей от М6 до М12, сменным рабочим инструментом, системой контроля за процессом Schwer & Kopka, устройствами загрузки, под | 8463200000 |
| Оснастка технологическая, используемая на фрезерных станках: узел шпиндельный, арт. HSD AT/MT 1090-140. | 8466103800 |
| Запасные части для металлообрабатывающих станков: державка для расточки E2K434 – 1 шт., оснастка для SB-65-2B-1S (OD=60×1,5t, сталь, Rcp=230): гибочная головка – 1 шт., передний прижим – 1 шт., хвостовой прижим – 1 шт., ск | 8466940000 |
| Оснастка технологическая для машиностроения, приспособления для крепления инструмента токарных станков: головка, мод.R78753A | 8466103100 |
| Оснастка технологическая для машиностроения, т.м. “Numalliance”: комплект для гибочного станка (2 стальные базовые плиты с обкатывающим и обкатываемым стальными роликами, стальной гибочный палец, стальная носовая плита с н | 8466940000 |
Оснастка технологическая. Блок монтажный VARIA V3 EWS для головок (на станке) Арт. 319876 V3 Блок монтажный VARIA V3 EWS для головок (на станке) Арт. 319876 V3 | 8466103100 |
Шесть советов по установке нового станка
Добавление нового станка может быть интересным для металлообрабатывающего предприятия. Это сигнализирует о прогрессе и росте, давая команде что-то новое и увлекательное для работы и экспериментов. Однако, чтобы получить максимальную отдачу от этих инвестиций, не упускайте из виду инструменты, используемые в новом станке.
BIG-PLUS и HSK доказали свою эффективность в работе на высоких скоростях. Когда кто-то покупает станок, он обычно думает о таких вещах, как скорость, перемещение оси или скорость устройства смены инструмента.Это понятно. Эти обновления могут занять секунды или минуты вне цикла. Но для того, чтобы в полной мере использовать его возможности, необходим правильный инструмент, чтобы раскрыть все возможности машины и удовлетворить потребности клиентов. Вот некоторые из наших лучших советов по максимально эффективному использованию нового станка с помощью подходящего инструмента.
- Свяжитесь с продавцом станков заранее. Мы часто видим следующий сценарий: цеху нужен размер и мощность станка с конусом 50, но на это не хватает бюджета.Итак, магазин выбирает станок с конусом 40 и в конце концов обнаруживает, что у него нет необходимой мощности или крутящего момента. Сейчас пути назад нет, поэтому они пытаются компенсировать это с помощью инструментов и программ фрезерования с переменным резанием, чтобы ограничить требования к крутящему моменту и мощности. Это не только замедляет работу, но и создает несоответствие инструментов для станка и / или работы.
Предварительное общение с продавцом оборудования является ключевым моментом. Убедитесь, что они понимают ваши потребности в производительности и в том, что вы собираетесь производить, вплоть до одного процента работы, с которой может столкнуться машина, которая может вызвать проблемы. - Рассмотрите свой шпиндель. Каждый тип шпинделя имеет уникальные стандарты, будь то более традиционный CAT или BIG-PLUS, или что-то более специализированное, например HSK или Capto. Если на предприятии уже много шпинделей того или иного типа, вам следует подумать о затратах на добавление совершенно нового типа инструментов, а не на использование оборудования и знаний, уже имеющихся на производстве. Чем выше скорость, на которой вы планируете работать, тем больше вам захочется рассмотреть BIG-PLUS или HSK из-за их проверенной репутации.
- Познакомьтесь со своим поставщиком инструментов. При инвестировании в новый станок важно найти время и изучить поставщиков инструментов, о которых идет речь. Например, многие инструментальные компании не производят инструмент из стали h23 или инструментальной стали. У этих инструментов не будет той жизни, которую ожидают окупить сами за себя. Есть большая вероятность, что более дешевый резцедержатель проработает около шести месяцев, прежде чем возникнут проблемы с биением, даже на совершенно новом станке.
Помимо соответствия материала и качества, необходимо понять, как производитель инструмента соответствует своим стандартам.
Например, где они измеряют биение? Если его измерить в конусе, это не так много вам скажет. Но если его измерить на расстоянии, кратном диаметру инструмента перед гайкой, это гораздо лучший показатель того, что магазин может ожидать от этого инструмента.Если вы потратите время на то, чтобы понять, как изготавливаются инструменты, что гарантирует производитель инструмента и почему, вы можете сделать единовременное вложение, вероятно, на весь срок службы этого станка (при условии, что за инструментами должным образом ухаживают). Это реальная экономия средств.
- Обратите внимание на фиксирующие ручки. Эти устройства могут быть недорогими, но ручки фиксации могут быть последним, что может помешать вам и катастрофическому столкновению или поломке. Это не та область, где стоит экономить. Не вынимайте старую из банки из-под скамейки. Мы не можем сказать вам, как часто мы видим груды фиксирующих ручек, которые либо повреждены, либо деформированы из-за многократного использования на другой машине. Это особенно опасно для новой машины с точной шлифовкой.Удерживающие ручки следует рассматривать как скоропортящиеся и не использовать их для использования в новом станке или инструменте.
- Поймите разницу между лицензированными и нелицензированными инструментами. Для тех, кто покупает станок со шпинделем BIG-PLUS, многие не осознают, какой ущерб они могут нанести, если используют нелицензированный держатель на лицензированном шпинделе. Это что-то вроде русской рулетки. У вас может быть семь из 10 инструментов, которые работают довольно хорошо, но три инструмента, которые вынимаете и вынимаете, могут испортить поверхность или конус станка.Когда это произойдет, ни один из других инструментов не будет работать должным образом. Просто не стоит рисковать после стольких инвестиций в новую машину.
- Изучите варианты сертификатов на инструменты. Готовые к запуску пакеты, похоже, упрощают работу с инструментами, но правда в том, что вы, скорее всего, получите лишь несколько инструментов, которые применимы даже к той работе, которую вы выполняете. Остальные прожигут дыру на ваших полках. Сертификаты на инструменты, которые можно получить у дистрибьюторов или производителей станков, действуют как дебетовая карта.Они не только позволяют составить индивидуальный список покупок, за который уже оплачено, но и обеспечивают прямой и постоянный доступ к инструментам-инженерам, которые могут помочь найти именно то, что нужно сегодня и по мере развития работы. В конце концов, наличие ресурса, который знает ваш магазин, оборудование и историю работы, может принести большие дивиденды.
 Если на предприятии уже много шпинделей того или иного типа, вам следует подумать о затратах на добавление совершенно нового типа инструментов, а не на использование оборудования и знаний, уже имеющихся на производстве. Чем выше скорость, на которой вы планируете работать, тем больше вам захочется рассмотреть BIG-PLUS или HSK из-за их проверенной репутации.
Если на предприятии уже много шпинделей того или иного типа, вам следует подумать о затратах на добавление совершенно нового типа инструментов, а не на использование оборудования и знаний, уже имеющихся на производстве. Чем выше скорость, на которой вы планируете работать, тем больше вам захочется рассмотреть BIG-PLUS или HSK из-за их проверенной репутации. Например, где они измеряют биение? Если его измерить в конусе, это не так много вам скажет. Но если его измерить на расстоянии, кратном диаметру инструмента перед гайкой, это гораздо лучший показатель того, что магазин может ожидать от этого инструмента.
Например, где они измеряют биение? Если его измерить в конусе, это не так много вам скажет. Но если его измерить на расстоянии, кратном диаметру инструмента перед гайкой, это гораздо лучший показатель того, что магазин может ожидать от этого инструмента. Это особенно опасно для новой машины с точной шлифовкой.Удерживающие ручки следует рассматривать как скоропортящиеся и не использовать их для использования в новом станке или инструменте.
Это особенно опасно для новой машины с точной шлифовкой.Удерживающие ручки следует рассматривать как скоропортящиеся и не использовать их для использования в новом станке или инструменте.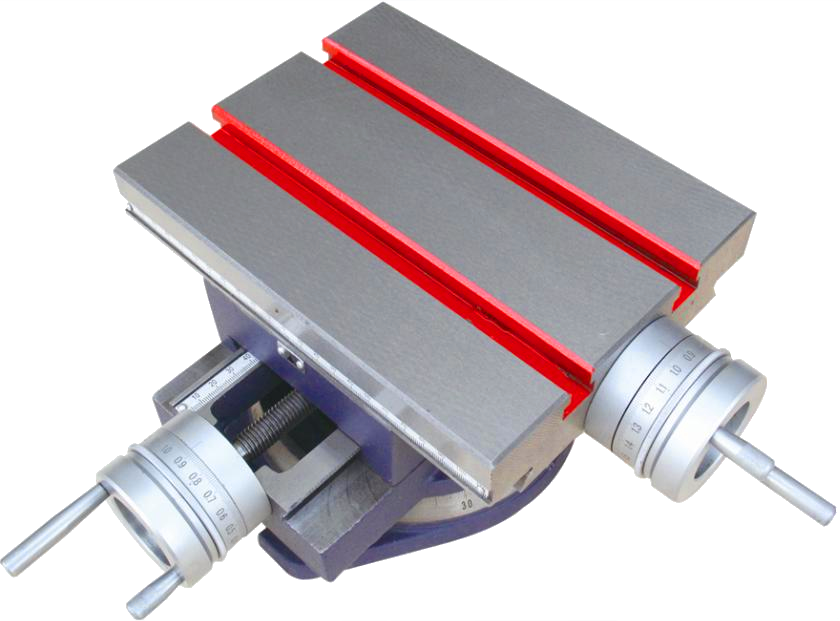 Остальные прожигут дыру на ваших полках. Сертификаты на инструменты, которые можно получить у дистрибьюторов или производителей станков, действуют как дебетовая карта.Они не только позволяют составить индивидуальный список покупок, за который уже оплачено, но и обеспечивают прямой и постоянный доступ к инструментам-инженерам, которые могут помочь найти именно то, что нужно сегодня и по мере развития работы. В конце концов, наличие ресурса, который знает ваш магазин, оборудование и историю работы, может принести большие дивиденды.
Остальные прожигут дыру на ваших полках. Сертификаты на инструменты, которые можно получить у дистрибьюторов или производителей станков, действуют как дебетовая карта.Они не только позволяют составить индивидуальный список покупок, за который уже оплачено, но и обеспечивают прямой и постоянный доступ к инструментам-инженерам, которые могут помочь найти именно то, что нужно сегодня и по мере развития работы. В конце концов, наличие ресурса, который знает ваш магазин, оборудование и историю работы, может принести большие дивиденды.Инвестиции в оснастку
Вы бы поставили шины на Ferrari со скидкой? Возможно нет. Так зачем вкладывать сотни тысяч долларов в машину, а затем тратить крошечный процент этих расходов на инструменты? Ваши существующие державки могут показаться в хорошем состоянии невооруженным глазом, но почти любой дефект попадет на шпиндель станка, только что сошедшего с грузовика.
Во время недавнего посещения магазина мы увидели машину с хорошей репутацией, известную своей лучшей в своем классе точностью, которая была установлена всего за несколько недель до этого. Магазин имел 60 инструментов в магазине емкостью 300 и хотел заполнить некоторые из пустых мест. Инструменты, которые уже были в машине, были недорогими и нелицензионными. Заказчик подумал, что это правильный выбор, потому что они были примерно втрое дешевле лицензионных инструментов BIG-PLUS, рекомендованных OEM.
Магазин имел 60 инструментов в магазине емкостью 300 и хотел заполнить некоторые из пустых мест. Инструменты, которые уже были в машине, были недорогими и нелицензионными. Заказчик подумал, что это правильный выбор, потому что они были примерно втрое дешевле лицензионных инструментов BIG-PLUS, рекомендованных OEM.
При первом осмотре выяснилось, что резцедержатели задели сбоку из-за неправильной шлифовки.Когда станок работал, шпиндель был поврежден. Цеху пришлось купить совершенно новый шпиндель для станка за миллион долларов, которому было всего несколько недель.
Другими словами, делайте домашнее задание, общайтесь открыто и задавайте вопросы тем, с кем вы работаете, во время покупки машины. Если вы это сделаете, вы получите то, что ожидаете от своих капитальных вложений, избежите ненужных расходов и значительно сэкономите на расходах в течение всего срока службы станка.
Стоимость владения станком
Безель подлокотника создается на высокопроизводительном обрабатывающем центре. 1 Изображения любезно предоставлены Okuma и Gosiger 3D.
1 Изображения любезно предоставлены Okuma и Gosiger 3D.
Покупка подходящих инструментов для изготовления штампов и пресс-форм может значительно сэкономить время и деньги на производственной линии, независимо от первоначальных затрат.На реальную стоимость владения влияет множество факторов – от стоимости финансирования и перепродажи, времени безотказной работы и эффективности эксплуатации до затрат на расходные инструменты и сокращения вторичных операций до повышения точности. Здесь мы объясним, как старые технологии будут препятствовать вашему бизнесу на конкурентном глобальном рынке и как правильно инвестировать в оборудование для производства пресс-форм.
Реализация правильной стратегии Чтобы добиться успеха, вы сначала должны сократить трудозатраты и сократить количество операций. При наличии правильных инструментов, будь то режущие инструменты, сам станок и / или программное обеспечение, эти элементы необходимы для обеспечения скорости и точности, необходимых на сегодняшнем рынке. Если вы можете сделать все это и работать без присмотра, ваши затраты снизятся, а в результате повысится качество и точность. Суть в том, чтобы сделать продукт более качественным для покупателя.
При наличии правильных инструментов, будь то режущие инструменты, сам станок и / или программное обеспечение, эти элементы необходимы для обеспечения скорости и точности, необходимых на сегодняшнем рынке. Если вы можете сделать все это и работать без присмотра, ваши затраты снизятся, а в результате повысится качество и точность. Суть в том, чтобы сделать продукт более качественным для покупателя.
Проще говоря, чем старше технология, тем больше используется ручной труд, который в конечном итоге стоит дороже. Будь то работа на станке, второстепенные операции, такие как полировка или ручная работа, лучший способ снизить затраты и быстрее получить деталь – это сократить как можно больше ручного труда.
Старая технология относится к станкам с ЧПУ, которым обычно восемь или более лет, с более медленными оборотами и без программного обеспечения для управления ускорением и замедлением. Это не означает, что на этой устаревшей технологии еще нет новых машин. Одно время выполнение больших тяжелых резов при низкой скорости подачи было нормой. Однако более медленные шпиндели с более высокой мощностью приводят к снижению стойкости инструмента и плохой чистоте поверхности. Державки старого образца включают системы цанг ER и держатели концевых фрез с установочными винтами.Биение и балансировка этих держателей не соответствуют сроку службы инструмента или чистоте поверхности.
Однако более медленные шпиндели с более высокой мощностью приводят к снижению стойкости инструмента и плохой чистоте поверхности. Державки старого образца включают системы цанг ER и держатели концевых фрез с установочными винтами.Биение и балансировка этих держателей не соответствуют сроку службы инструмента или чистоте поверхности.
Именно тогда пришло время заменить устаревшее ЧПУ на новый или высокопроизводительный обрабатывающий центр с функциями, позволяющими снизить затраты на рабочую силу за счет использования сменщиков инструментов, лазеров для инструментов и правильных методов резки, что означает больший объем работы с тем же персоналом.
В типичной производственной среде обоснование затрат на единицу детали довольно черно-белое: цеху необходимо произвести X многих деталей, поэтому они приобретают X оборудования.Однако в условиях производства пресс-форм это намного сложнее, потому что конечный продукт проходит через множество различных участков по всему цеху.
Если вы посмотрите только на часть обработки, более быстрая не является рентабельной. Дело не только в часах на машине; это все второстепенные часы или операции, такие как электроэрозионная обработка или полировка, которые нуждаются в проверке. Истинная стоимость владения – это общая стоимость изготовления вставки для пресс-формы, которая включает в себя экономию денег за счет сокращения вторичных операций.
Разбивка стоимости Например, если в настоящее время вы обрабатываете вставку сердечника или полости на своем традиционном станке с ЧПУ за 50 часов по цене 65 долларов в час (3250 долларов США) и добавляете примерно 300 долларов США на расходные материалы, два дня полировки (16 часов X 50 долларов США / час) при 800 долларов и один день спекуляции по цене 400 долларов (8 часов x 50 долларов в час), ваши общие затраты на производство составят 4750 долларов. Инвестиции в новые технологии снизят ваши производственные затраты на 25 процентов за счет сокращения машинных часов до (30 x 100 = 3000 долларов США), затрат на расходный инструмент до 200 долларов США и меньшего количества часов на полировку (5 часов x 50 долларов США = 250 долларов США) и пятновыводку (2 часа x 50 долларов США). / час = 100 долларов США).
/ час = 100 долларов США).
С новой технологией общая стоимость снизится до 3450 долларов.
Расходный инструмент служит дольше при использовании в более качественных станках. Тот простой факт, что вы тратите меньше времени на смену инструментов, – это экономия, не говоря уже о возможности вырезать всю деталь одним инструментом в течение 20 или 30 часов без смешения из-за износа инструмента.
Если требуется электроэрозионный станок, можно обработать эти детали на более новом оборудовании для еще большей экономии. Когда компании пытаются вырезать ребра и мелкие детали с помощью более старых технологий, это неэффективно из-за существующего качества машин.Новые высокоскоростные станки способны резать очень мелкие детали, которые ранее производились с использованием электроэрозионной обработки.
С современными технологиями обработка и точность, которые позволят этой пресс-форме закрываться и соединяться вместе (запечатываться для изготовления детали), будут выполняться намного быстрее. Много лет назад пресс-форму поместили в пятновыводящий пресс, и один-два дня ушли на ручную шлифовку и сборку пресс-формы. Теперь, когда эти детали обрезаны до необходимой точности, они сокращаются до часов, а не дней.Это важно. Два выходных дня на доставку экономят ваше время и деньги.
Много лет назад пресс-форму поместили в пятновыводящий пресс, и один-два дня ушли на ручную шлифовку и сборку пресс-формы. Теперь, когда эти детали обрезаны до необходимой точности, они сокращаются до часов, а не дней.Это важно. Два выходных дня на доставку экономят ваше время и деньги.
Запуск машины без присмотра за ночь может не обеспечить экономии средств, если старая технология использует только один инструмент для выполнения работы. Некоторые магазины заявляют, что они отключили свои старые машины; однако это просто потому, что их программы запускались очень долго. Они оставляют машины включенными, но с пониженной скоростью подачи, чтобы быть в безопасности и т. Д. В цехах считают, что они получают что-то бесплатно, хотя это очень низкий уровень производительности по сравнению с настоящими, необслуживаемыми, отключенными от света объектами, о которых говорят. о сегодняшнем дне.
Проверка финансовых затрат Когда дело доходит до анализа финансовых затрат, покупка машины более высокого качества снижает ежемесячный платеж, потому что финансовая компания обычно предлагает более высокую остаточную сумму по сравнению с машинами меньшего качества на основе истинной стоимости при перепродаже.
Примеры
Справедливая рыночная стоимость
На 12-1-07
100 000,00 долларов
Товарная VMC на 60 месяцев по 1 596,05 долл. США заранее
Остаточная сумма в размере 23%
Справедливая рыночная стоимость
12-1-07
200 000 долл. США.00
High End VMC 2
60 месяцев по цене 3015,78 долларов, аванс
Остаточная сумма в размере 29%
Справедливая рыночная стоимость
12-1-07
$ 200,000.00
Товарная VMC в течение 60 месяцев по цене 3192,09 доллара США, аванс
Остаточная сумма в размере 23%
Время покупать
В зависимости от состояния оборудования рекомендуется приобрести как минимум одну новую единицу оборудования, если вы в настоящее время используете устаревшую технологию, и заменять текущую технологию каждые два-три года.
Если у вас есть качественное оборудование, которому всего два-три года, оно очень хорошо сохраняет свою ценность.Когда пришло время обновиться, обменять его очень легко, как если бы вы взяли машину в лизинг. Люди, не вкладывающие средства в новые технологии, просто не могут конкурировать и могут медленно умирать. Те, кто инвестирует, похоже, остаются занятыми и, следовательно, конкурентоспособными.
Люди, не вкладывающие средства в новые технологии, просто не могут конкурировать и могут медленно умирать. Те, кто инвестирует, похоже, остаются занятыми и, следовательно, конкурентоспособными.
По сути, если вы хотите оставаться с новой технологией станков, потому что она дает вам все эти дополнительные функции, и если вы продолжаете переворачивать эти машины каждые три года, вы обнаружите, что со временем стоимость будет снижаться, потому что вы просто платите разницу между ними.Попытка заменить пять машин за раз – это очень большие вложения, которые нужно сделать за один раз, что нерентабельно для большинства небольших цехов по производству пресс-форм.
Ссылки
1 Okuma MB-46VAE.
2 Окума.
3 МБ-56-ВА.
КАК ВЫБРАТЬ СТАНКИ 1
Выбор станков в значительной степени является делом суждений, основанных на рассмотрении многих переменных факторов. Невозможно установить никаких фиксированных правил, но использование машин можно условно разделить на три класса, которые в значительной степени регулируют типы машин, которые следует покупать, должны ли они быть машинами широкого диапазона полезности, стандартные станки, оснащенные специальными инструментами, или специальные станки специальной конструкции, способные производить очень крупное и непрерывное производство. Чтобы определить, к какому из этих классов относятся требования к новым станкам, необходимо проанализировать следующие факторы: ( a ) необходимое количество продукции и ее продолжительность, ( b ) метод обработки и требуемые допуски и отделка. , ( c ) возможность изменения конструкции продукта, ( d ) стоимость производства, ( e ), когда требуется доставка машины, и ( f ) деньги, доступные для покупки.
Невозможно установить никаких фиксированных правил, но использование машин можно условно разделить на три класса, которые в значительной степени регулируют типы машин, которые следует покупать, должны ли они быть машинами широкого диапазона полезности, стандартные станки, оснащенные специальными инструментами, или специальные станки специальной конструкции, способные производить очень крупное и непрерывное производство. Чтобы определить, к какому из этих классов относятся требования к новым станкам, необходимо проанализировать следующие факторы: ( a ) необходимое количество продукции и ее продолжительность, ( b ) метод обработки и требуемые допуски и отделка. , ( c ) возможность изменения конструкции продукта, ( d ) стоимость производства, ( e ), когда требуется доставка машины, и ( f ) деньги, доступные для покупки.
Когда тип необходимого оборудования определен, запрос с целью получения предложений станков и котировок цен может быть рассмотрен через торговые журналы или адресован выбранному списку производителей станков. Первый метод не рекомендуется, так как он обычно привлекает представителей фирм, которые производят другие типы оборудования, а также желаемого конкретного типа. Информация, представленная в запросе, должна быть как можно более полной, а в случае специального станка должна сопровождаться черновым наброском и указанием метода обработки работ внутри станка и вывода из него, поверхностей, подлежащих механической обработке, работ, которые была выполнена в предыдущих операциях, твердость материала и данные о подаче и скорости, и, если возможно, образец работы, которую необходимо выполнить.Строителю следует предоставить максимально возможную свободу действий при вынесении рекомендаций, поскольку покупатель в значительной степени зависит от производителя в отношении информации о новых методах и процессах, разработанных пользователями станков.
Первый метод не рекомендуется, так как он обычно привлекает представителей фирм, которые производят другие типы оборудования, а также желаемого конкретного типа. Информация, представленная в запросе, должна быть как можно более полной, а в случае специального станка должна сопровождаться черновым наброском и указанием метода обработки работ внутри станка и вывода из него, поверхностей, подлежащих механической обработке, работ, которые была выполнена в предыдущих операциях, твердость материала и данные о подаче и скорости, и, если возможно, образец работы, которую необходимо выполнить.Строителю следует предоставить максимально возможную свободу действий при вынесении рекомендаций, поскольку покупатель в значительной степени зависит от производителя в отношении информации о новых методах и процессах, разработанных пользователями станков.
Некоторые производители станков, делая расценки, дают только общее описание своего станка и цены и, если дается какая-либо оценка производства, просто указывают количество штук в час, которое можно ожидать без сопроводительных данных, чтобы поддержать утверждение. Другие строители присылают очень полную информацию и гарантируют конкретное производство при определенных стандартных условиях по определенной цене. Покупатель может легко проверить информацию, приведенную в последнем виде предложения, и сравнить ее с другими предложениями.
Другие строители присылают очень полную информацию и гарантируют конкретное производство при определенных стандартных условиях по определенной цене. Покупатель может легко проверить информацию, приведенную в последнем виде предложения, и сравнить ее с другими предложениями.
Производственные мощности, стоимость оборудования и его способность обеспечивать удовлетворительное обслуживание являются основными факторами, которые следует учитывать при выборе станков. Другие факторы, которые могут иметь большое или меньшее значение в зависимости от обстоятельств, включают близость и репутацию строителя, ожидаемые услуги, полноту запаса запасных частей у строителя, предоставляет ли строитель списки запчастей для ремонта, занимаемая площадь. по машине, и удобство ее эксплуатации.Другой важный фактор – это стандартизация оборудования на производственном предприятии. Если на предприятии используется несколько машин одной марки, типа и размера, часто рекомендуется продолжать покупать машины той же марки и размера, чтобы приспособления и приспособления были взаимозаменяемыми, а запас запасных частей увеличивался. не нужно увеличивать.
не нужно увеличивать.
Автор завершает свою статью краткими ссылками на некоторые общие причины неисправностей станков, такие как неадекватные промежуточные валы; опоры электродвигателя, которые, по-видимому, добавлены в последнюю очередь; недостаточная ширина ременных шкивов; неадекватные маслонасосы; чугунные головки, механизмы подачи, жатки и рычаги; недоступность для проведения ремонта; и множественность масленок и маслосливов вместо системы смазки всех деталей из центрального резервуара.
5 Основные советы для операторов станков
Современные станки мощные и производят детали быстрее, чем когда-либо прежде. И, как и в случае с любым мощным оборудованием, важно соблюдать правила техники безопасности, чтобы снизить риск травм. Короче говоря, уважайте машину, чтобы избежать травм, полученных от движущихся частей, повреждения тканей из-за контакта с холодными или горячими частями машины, потери слуха, повреждения глаз и нагрузок на тело из-за повторяющихся движений, чрезмерного вытягивания или подъема. .К счастью, современные станки оснащены множеством функций безопасности, которые помогают снизить эти опасности. Чтобы оставаться в безопасности при работе со станком, помните следующее:
.К счастью, современные станки оснащены множеством функций безопасности, которые помогают снизить эти опасности. Чтобы оставаться в безопасности при работе со станком, помните следующее:
1. Все операторы станков должны пройти тщательную подготовку перед работой на станке. Каждый станок индивидуален и требует разной подготовки для понимания его функций работы и безопасности. Даже новейшие удобные в использовании машинные технологии требуют определенных навыков для успешного программирования и эксплуатации оборудования.
В Mazak мы предлагаем программу прогрессивного обучения, которая сочетает в себе практическое обучение, обучение через Интернет и примеры из реальной жизни, чтобы дать операторам навыки, необходимые им для максимизации инвестиций вашей компании и обеспечения их безопасности во время работы. Эта многоуровневая программа обучения предлагает обучение для клиентов любого уровня подготовки. Чтобы узнать больше о нашем уникальном подходе к обучению, посетите раздел «Прогрессивное обучение» на нашем веб-сайте.
2. Никогда не снимайте ограждения машины и не работайте на машине с открытыми дверцами. Несчастные случаи могут произойти, когда оператор достигает станка, чтобы удалить застрявшую стружку, или пытается изменить положение режущего инструмента или заготовки. Станки Mazak оснащены защитными ограждениями и дверцами, для снятия которых требуются инструменты, которые должны сниматься только обученным обслуживающим персоналом. Эти защитные барьеры предотвращают контакт оператора с движущимися частями станка, а также препятствуют попаданию в него мусора и искр, образующихся во время обработки.
3.Содержите оборудование в хорошем состоянии. В Mazak мы предоставляем рекомендуемые графики технического обслуживания для каждой модели станков. Это регулярное техническое обслуживание предназначено для обеспечения максимальной производительности станков с точки зрения производительности и безопасности. Если вашему станку требуется обслуживание по какой-либо причине, немедленно свяжитесь с нашей службой поддержки.
4. Снизьте риск усталости, дискомфорта и травм за счет использования эргономичных функций. При разработке наших машин эргономика является важным фактором.Вот почему наши машины имеют большие окна и удобный легкий доступ к загрузке деталей и инструментов, электрическому щиту и зонам обслуживания. Даже наши ЧПУ MAZATROL Smooth спроектированы так, чтобы сделать программирование наших машин простым и безопасным. Большой 19-дюймовый дисплей отображает все важные данные машины на одной странице, и эта панель дисплея наклоняется для обеспечения оптимального позиционирования в зависимости от роста оператора.
5. Всегда используйте средства индивидуальной защиты (СИЗ). Даже с учетом всех достижений в области безопасности современных станков все операторы должны носить средства индивидуальной защиты.Защитные очки, средства защиты слуха и защитная рабочая обувь обеспечивают еще один уровень защиты и дополнительно помогают снизить риск несчастных случаев.
В Mazak мы считаем, что безопасность на рабочем месте имеет решающее значение, и при правильном обучении операторы станков могут безопасно работать с самыми передовыми и производительными инструментами на рынке. Для получения дополнительной информации о функциях безопасности на любой из наших машин или о многочисленных возможностях обучения, которые мы предлагаем, свяжитесь с вашим местным представителем Mazak.
Искусственный интеллект расширяет возможности станков
Четвертая промышленная революция обещает производителям новые возможности повышения эффективности и производительности.Поставщики станков объединяют возможности Индустрии 4.0 и компании-разработчики программного обеспечения, которые предоставляют новые мощные инструменты, например те, которые используют искусственный интеллект.
Производители станков создают решения для рабочих мест. Некоторые недавние инновации в области искусственного интеллекта и преимущества, которые представили производители станков, включают:
- Профилактическое обслуживание: некоторые инструменты оснащены специальными мониторами, которые отслеживают компоненты станка, такие как шпиндель на фрезерном станке.
- Предотвращение столкновений: системы запускают приложения, которые имитируют резку на несколько секунд перед резкой в реальном времени, прогнозируют столкновения и останавливают процесс для предотвращения повреждений.
- Снижение накладных расходов: станкам требуется огромное количество энергии, даже когда они простаивают. Многие станки используют ИИ в виде счетчиков и датчиков для оценки энергопотребления машины и принятия решений о том, как ее снизить.
Возможности станков дополняются мощным программным обеспечением, которое может адаптироваться к меняющимся потребностям и спецификациям клиентов, таким как программное обеспечение ESPIRIT CAM от DP Technology.Программное обеспечение может обновляться так часто, как появляются новые инновации.
ХарактеристикиESPIRIT, в том числе:
Обмен станками
Существует множество различных сценариев, которые могут потребовать новой программы для другой машины: неисправная машина, необходимость увеличения производства или переход от прототипа к производству. Эта функция ESPIRIT использует ИИ для автоматического обновления программы при каждом изменении настроек или замене машины.Он также может автоматически обнаруживать изменения настроек без ручного ввода.
Эта функция ESPIRIT использует ИИ для автоматического обновления программы при каждом изменении настроек или замене машины.Он также может автоматически обнаруживать изменения настроек без ручного ввода.
Автоматические звенья
Пользователи могут создать цикл резания, а затем программное обеспечение на основе искусственного интеллекта может создать самое быстрое и безопасное позиционирование между операциями с инструментами с учетом ограничений конкретных станков. С помощью автоматических ссылок пользователи могут устанавливать приоритеты машины.
Моделирование, анализ и проверка
Эти возможности выводят функцию предотвращения столкновений на новый уровень, включая создание цифрового двойника всей среды обработки для проверки кинематики станка, анализа возможности столкновений, перебега осей, исключений ускорения и других конфликтов перед выполнением одиночного резания.
Осведомленность о машинах
Эта функция позволяет пользователям определять технологический план для отдельной детали независимо от станка и настройки детали. Например, выберите инструмент и стратегию резки, и ИИ автоматически адаптирует, упорядочит и оптимизирует список задач, которые необходимо выполнить.
Например, выберите инструмент и стратегию резки, и ИИ автоматически адаптирует, упорядочит и оптимизирует список задач, которые необходимо выполнить.
Траектория инструмента с учетом запаса
Программное обеспечение, управляемое искусственным интеллектом, анализирует состояние акций компании в реальном времени, устраняя перерывы в работе и сводя к минимуму перемещение, что часто приводит к повышению эффективности и, зачастую, к значительному сокращению времени цикла.
Синхронизация
Многоканальные машины особенно полезны, потому что они могут одновременно выполнять разные действия. Механизм искусственного интеллекта автоматически синхронизирует и упорядочивает программу для оптимального использования машины и предотвращения столкновений.
Краткосрочные и производственные программы
Часто переключение между короткими партиями для небольших партий и серийным производством для больших партий кажется больше проблемой, чем оно того стоит. Благодаря осведомленности о машинах искусственного интеллекта рабочие программы можно реорганизовать, максимизируя параллелизм процессов между несколькими частями и оптимизируя время цикла.
Благодаря осведомленности о машинах искусственного интеллекта рабочие программы можно реорганизовать, максимизируя параллелизм процессов между несколькими частями и оптимизируя время цикла.
Интеллектуальные рабочие координаты
Для управления надгробными плитами, приспособлениями и рабочими смещениями механизм искусственного интеллекта может предлагать автоматический выбор смещения нулевой точки и преобразования координат на основе своей осведомленности о работе. Система определяет локальные привязки для каждого элемента локальной обработки и активирует необходимые функции станка, включая RTCP, наклонную плоскость и динамическое смещение зажима.
Передовой опыт
Такие функции, как база знаний ESPRIT, избавляют от необходимости вручную вспоминать лучшие методы обработки в цехе. Вместо этого он хранит их в программном обеспечении, позволяя любому оператору получить доступ к необходимой информации.
При наличии подходящих инструментов автоматизация в цехе может обеспечить то, что давно обещала Индустрия 4. 0 – высокоэффективное производство, которое не жертвует безопасностью ради скорости.
0 – высокоэффективное производство, которое не жертвует безопасностью ради скорости.
Для получения дополнительной информации о системе ESPIRIT CAM позвоните по телефону 805-388-6000 или посетите веб-сайт компании, нажав здесь .
Icon Machine Tool – это полномасштабный дистрибьютор оборудования для металлообработки. Мы специализируемся на оборудовании для производства прецизионного листового металла, конструкционной стали и декоративного железа как для мастерских, так и для производителей. Наша продукция включает в себя системы лазерной резки, листогибочные прессы с ЧПУ, штамповочные станки с ЧПУ, фальцевальные машины, ножницы, гидроабразивные станки, металлообрабатывающие станки, ленточные и холодные пилы, станки для снятия заусенцев, балочные и сверлильные линии, гибочный пресс, штамповочные прессы, гибка труб и вырубка, системы плазменной и кислородной резки, а также установочные машины. Приглашаем вас посетить умную фабрику TRUMPF в Чикаго, штат Иллинойс. Узнайте, как TruConnect и автоматизация могут помочь вашему бизнесу. Щелкните логотип поставщика ниже, чтобы просмотреть его продукты. Наши основные направления – Миссури, Канзас, Иллинойс, Оклахома, Арканзас, восточная Айова, Вашингтон и Орегон. Пожалуйста, позвоните или напишите нам по поводу ваших потребностей в металлообрабатывающем оборудовании! Спасибо, что посетили наш сайт! Авторские права 2001-2021.Обновлено 26.05.2021 | Сейчас дистрибьютор Bend-Tech Dragon. Звоните для получения дополнительной информации! Скоро откроется новый сайт! Щелкните здесь, чтобы просмотреть наше бывшее в употреблении производственное оборудование Дилерская награда Scotchman # 1 – 2019 Пила HE&M, 30-дневная пробная версия TRUMPF Расходные материалы TRUMPF Волокно Лазеры – Подробнее к началу |

Тенденции и проблемы рынка станков
Исполнительный обзор
После периода активного роста в последние годы, станкостроение столкнулось с многочисленными негативными воздействиями. Помимо огромных последствий пандемии COVID-19, несколько внешних и внутренних эффектов приводят к снижению спроса на рынке станков.
Помимо огромных последствий пандемии COVID-19, несколько внешних и внутренних эффектов приводят к снижению спроса на рынке станков.
Преобразование автомобильной промышленности с двигателей внутреннего сгорания на электрические трансмиссии представляет собой серьезную проблему для станкостроительной промышленности. В то время как для двигателя внутреннего сгорания требуется много высокоточных металлических деталей, это не относится к электрическим трансмиссиям, которые имеют меньше деталей с инструментами. Помимо воздействия пандемии, это основная причина, по которой заказы на оборудование для резки и формовки металла значительно снизились за последние 18 месяцев.
Помимо всей экономической неопределенности, отрасль находится в фазе серьезного сбоя. Никогда прежде производители станков не сталкивались с такими серьезными изменениями в своей отрасли, как цифровизация и новые технологии. Тенденция к большей гибкости в производстве стимулирует такие инновационные продукты, как многозадачность и аддитивное производство, как подходящую альтернативу традиционным станкам.
Цифровые инновации и широкие возможности подключения представляют собой ценные функции.Интеграция датчиков, использование искусственного интеллекта (AI) и интеграция сложных функций моделирования позволяют повысить производительность машин и общую эффективность оборудования (OEE). Новые датчики и новые способы связи, управления и мониторинга открывают новые возможности для интеллектуальных услуг и новые бизнес-модели на рынке станков. Цифровые услуги скоро станут частью портфеля каждого OEM-производителя. Уникальное торговое предложение (USP) явно смещается в сторону цифровой добавленной стоимости.Пандемия COVID-19 может еще больше усилить эту тенденцию.
На следующих страницах мы суммируем результаты нашего онлайн-опроса, дополненного экспертными интервью с инсайдерами отрасли.
Текущая ситуация на рынке станков
Актуальные проблемы для производителей станков
Отрасли производства средств производства чувствительны к общим экономическим спадам.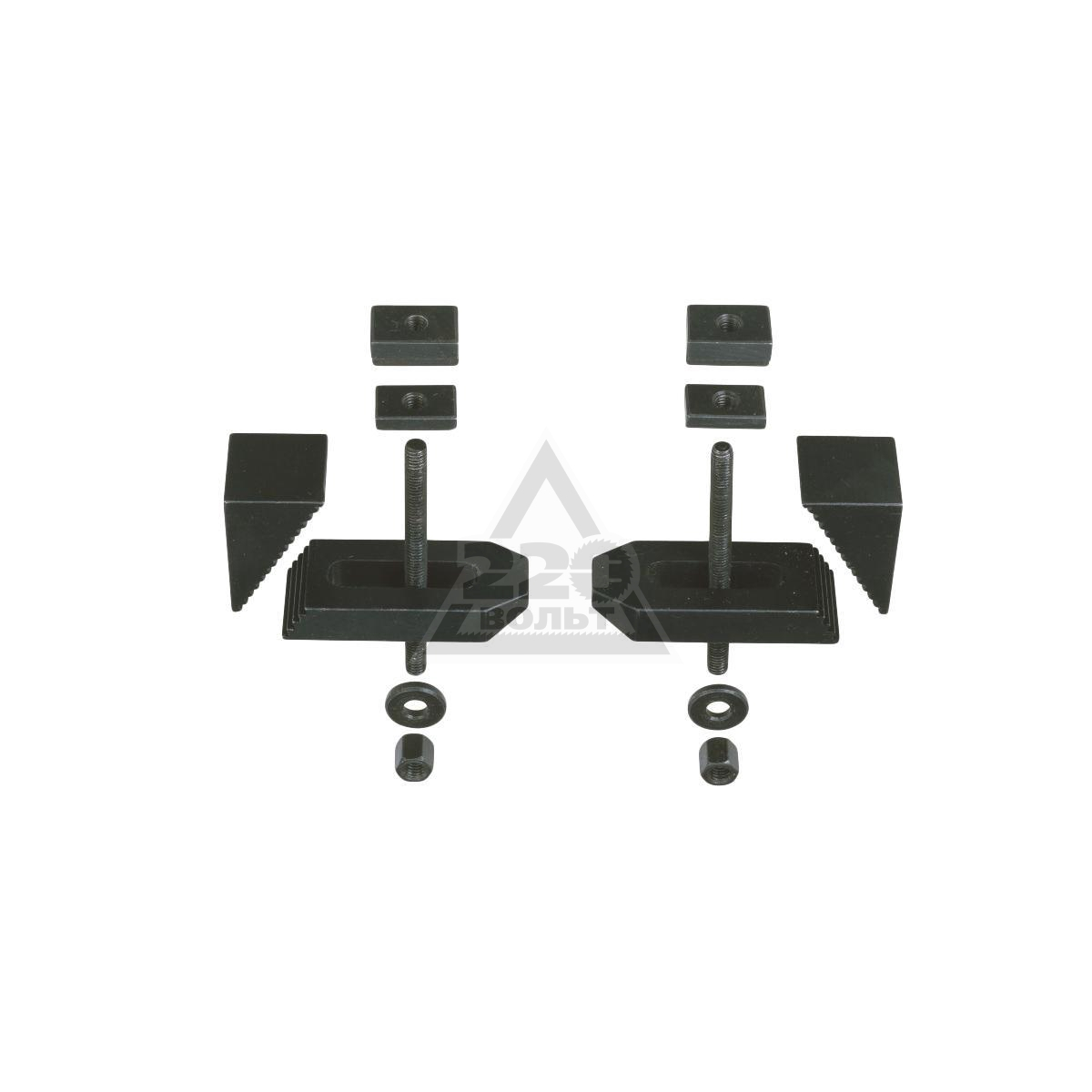 Поскольку станки в основном используются для производства других капитальных товаров, это особенно актуально для станкостроительной промышленности, что делает ее уязвимой для экономических колебаний.Недавний экономический спад, спровоцированный пандемией и другими негативными последствиями, был упомянут как самая большая проблема, с которой сталкивается большинство производителей станков.
Поскольку станки в основном используются для производства других капитальных товаров, это особенно актуально для станкостроительной промышленности, что делает ее уязвимой для экономических колебаний.Недавний экономический спад, спровоцированный пандемией и другими негативными последствиями, был упомянут как самая большая проблема, с которой сталкивается большинство производителей станков.
В 2019 году растущая экономическая неопределенность из-за геополитических событий, таких как торговая война между США и Китаем и Brexit, привела к замедлению мировой экономики. Ввозные пошлины на сырье, металлические компоненты и оборудование повлияли на станкостроение и экспорт станков. В то же время растущее число конкурентов в низкокачественном сегменте, в основном из Китая, бросило вызов рынку.
Что касается клиентов, то смена парадигмы автомобильной промышленности в пользу электрических трансмиссий привела к структурному кризису. Соответствующее снижение спроса на автомобили с двигателями внутреннего сгорания приводит к падению спроса на многие технологии производства автомобильной трансмиссии. Производители автомобилей неохотно вкладывают средства в новые производственные активы из-за неопределенного будущего обычных двигателей, в то время как создание новых производственных линий для электромобилей все еще находится на начальной стадии.Это в основном касается производителей станков, которые специализируются на специализированных режущих станках для автомобильной промышленности.
Производители автомобилей неохотно вкладывают средства в новые производственные активы из-за неопределенного будущего обычных двигателей, в то время как создание новых производственных линий для электромобилей все еще находится на начальной стадии.Это в основном касается производителей станков, которые специализируются на специализированных режущих станках для автомобильной промышленности.
Однако маловероятно, что падающий спрос на станки может быть полностью заменен новыми производственными линиями, поскольку для производства электромобилей требуется меньше высокоточных металлических деталей. Но диверсификация трансмиссии за пределы двигателей внутреннего сгорания и двигателей с батарейным питанием потребует новых производственных технологий в ближайшие годы.
Последствия кризиса COVID-19
Огромное влияние COVID-19 ощущается в станкостроении, а также в большинстве других отраслей.Общий экономический спад, вызванный глобальной пандемией, привел к значительному падению спроса в первых двух кварталах 2020 года. Ситуацию усугубляли остановки заводов, прерванные цепочки поставок, отсутствие запасных частей, проблемы с логистикой и другие проблемы.
Среди внутренних последствий две трети опрошенных компаний сообщили об общем сокращении затрат в связи с текущей ситуацией. В зависимости от вертикальной интеграции в производстве это приводило к более длительным периодам краткосрочной работы или даже к увольнениям.
Более 50 процентов компаний собираются пересмотреть свою стратегию с учетом новых обстоятельств рыночной среды. Для одной трети компаний это приводит к организационным изменениям и реструктуризации. В то время как МСП обычно реагируют более радикальными изменениями в своей операционной деятельности, большинство крупных компаний корректируют свою существующую структуру и организацию, чтобы лучше соответствовать новой ситуации.
Долгосрочные последствия для станкостроительной отрасли трудно предсказать, но меняющиеся требования цепочки поставок и растущий спрос на цифровые услуги, вероятно, станут постоянными.Поскольку для поддержания работоспособности установленных машин по-прежнему необходимы услуги, OEM-производители и поставщики расширяют свой портфель услуг, уделяя особое внимание инновациям в сфере цифровых услуг, например удаленным услугам. Новые обстоятельства и социальное дистанцирование приводят к растущему спросу на передовые цифровые услуги.
На стороне клиента постоянные изменения более заметны. Авиакосмическая промышленность страдает от ограничений на поездки по всему миру. Airbus и Boeing объявили о планах сократить производство в ближайшие несколько лет.То же самое и в судостроении, где спрос на круизные лайнеры упал до нуля. Это сокращение производства также отрицательно скажется на спросе на станки в ближайшие пару лет.
Потенциал новых технологических тенденций
Изменение требований клиентов
Массовая настройка, сокращение времени до получения потребителя и городское производство – это несколько тенденций, которые требуют повышенной гибкости машины. Помимо основных аспектов, таких как цена, удобство использования, долговечность, скорость процесса и качество, большая гибкость станка становится более важной как одна из основных характеристик нового оборудования.
Руководители предприятий и ответственные руководители производства признают возрастающую важность цифровых функций для повышения производительности и эффективности своих активов. Безопасность данных, открытые коммуникационные интерфейсы и новейшие информационные и коммуникационные технологии (ИКТ) необходимы для интеграции цифровых приложений и решений для более высокой степени автоматизации и серийного производства. Сегодняшняя нехватка цифровых ноу-хау, финансовых ресурсов и ограничений по времени препятствует внедрению цифровых усовершенствований и новых услуг для конечных пользователей.Более того, постоянное отслеживание и хранение данных процесса становится важным и обязательным требованием во многих отраслях, где работают заказчики.
Содержание
- Краткий обзор
- Текущая ситуация в станкостроительной промышленности
- Потенциал новых технологических тенденций
- Новые бизнес-модели
- Стратегии успеха
- Образец и методология
Клиенты ARC Advisory Group могут просмотреть полный отчет на клиентском портале ARC
Если вы хотите купить этот отчет или получить информацию о том, как стать клиентом, свяжитесь с нами
.