Резец отрезной
Оглавление
Виды отрезных резцовОсновные размеры
Геометрия отрезного резца
Выбор отрезного резца
Режимы резания при использовании отрезного резца
Маркировка
.
.
Резец отрезной является инструментом, который используется в токарном оборудовании. Его основным предназначением является отрезание относительно небольших слоев металла с заготовки, а также для прорезки узких канавок. В основном они применяются для того, чтобы отрезать лишние части на прутках. Это узконаправленный инструмент, который отлично справляется с возложенными на него задачами. Отрезание лишних частей на прутках относится к грубой обработке, но здесь приходится прилагать большое количество усилий, так что большинство других видов резцов не справляется с данной задачей, так как они быстро изнашивались бы. Их применяют на револьверных и токарных станках, а также на автоматах.
Резец токарный отрезной сталкивается в работе со сложными условиями, которые связаны с затруднительным отводом побочной стружки, которая может скапливаться в зоне резания.
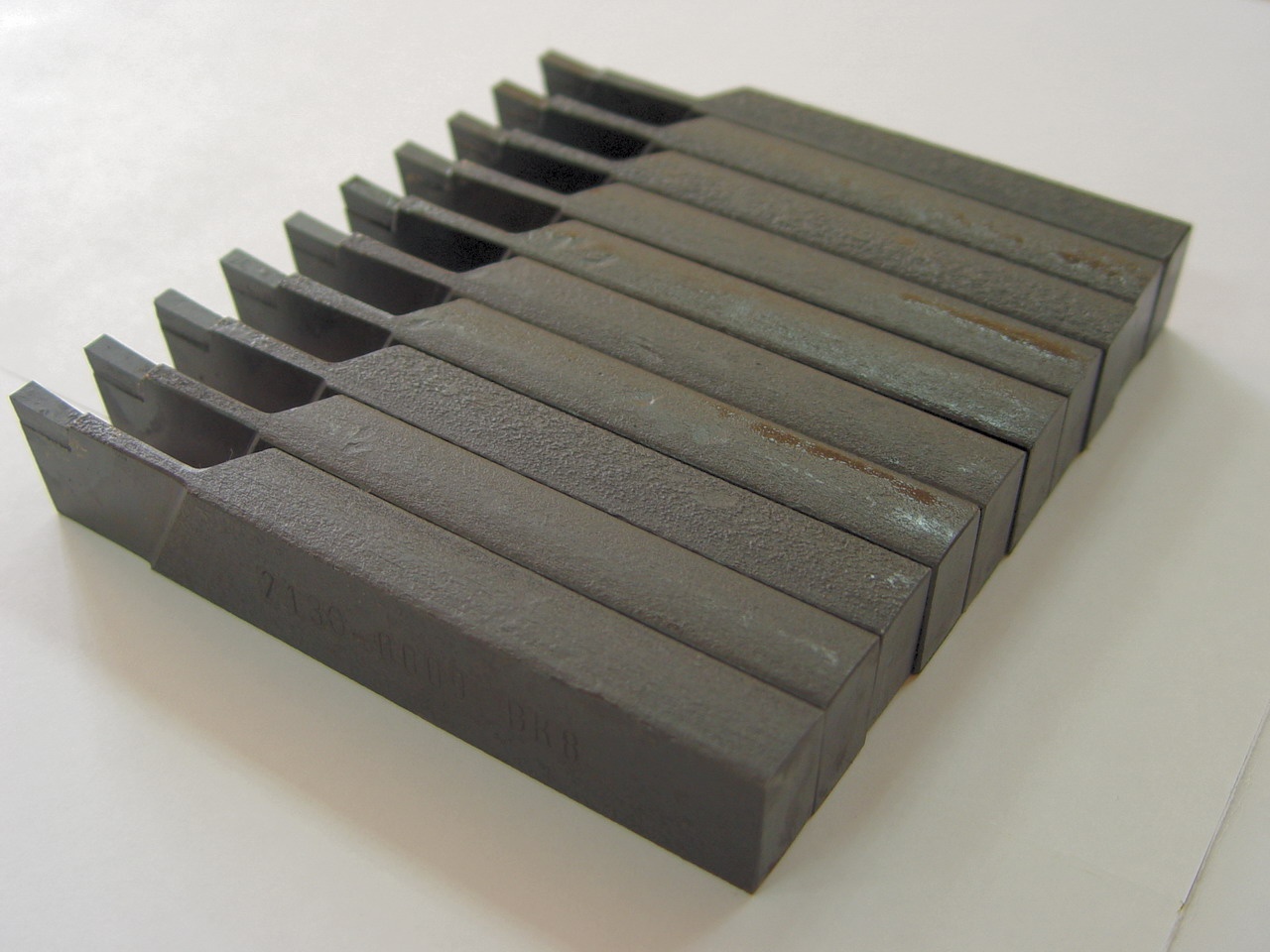
фото:отрезные резцы
Виды отрезных резцов
Существует несколько основных разновидностей, так как резец отрезной может применять в различных производственных случаях. Виды подбираются согласно тому, с чем будет работать инструмент. К примеру:
- Резец отрезной 25х16х140 ВК8 относится к тем изделиям, которые изготавливаются из быстрорежущей стали. Его нельзя применять для работы с калеными металлами и жесткими материалами.
 Как правило, на поточном производстве их стараются не применять, так как из-за быстрого износа их приходится часто менять, что тормозит рабочий процесс. В то же время их часто используют при обработке нержавеющей стали и чугуна.
Как правило, на поточном производстве их стараются не применять, так как из-за быстрого износа их приходится часто менять, что тормозит рабочий процесс. В то же время их часто используют при обработке нержавеющей стали и чугуна. - Резец отрезной 25х16х140 Т5К10 – это весьма распространенный вид инструмента, так как режущая его часть изготавливается из твердосплавных пластин. Главным преимуществом здесь является то, что он лучше всех противостоит ударам. Отрезные резцы для токарного станка такого вида могут работать с любыми металлами и выдерживают относительно высокие температуры, которые получаются при работе.
 Как правило, на поточном производстве их стараются не применять, так как из-за быстрого износа их приходится часто менять, что тормозит рабочий процесс. В то же время их часто используют при обработке нержавеющей стали и чугуна.
Как правило, на поточном производстве их стараются не применять, так как из-за быстрого износа их приходится часто менять, что тормозит рабочий процесс. В то же время их часто используют при обработке нержавеющей стали и чугуна.
Основные размеры
| Высота,мм | Ширина,мм | Длина,мм | Маркировка |
|---|---|---|---|
| 12 | 12 | 100 | ВК8 |
| 12 | 12 | 100 | Т15К6 |
| 12 | 12 | 100 | Т5К10 |
| 25 | 16 | 140 | ВК8 |
| 25 | 16 | 140 | Т15К6 |
| 25 | 16 | 140 | Т5К10 |
| 32 | 20 | 170 | ВК8 |
| 32 | 20 | 170 | Т15К6 |
| 32 | 20 | 170 | Т5К10 |
| 40 | 25 | 200 | Т15К6 |
| 40 | 25 | 200 | Т5К10 |
Геометрические параметры отрезного резца
Резец отрезной имеет свое уникальное соотношение параметров в форме резца.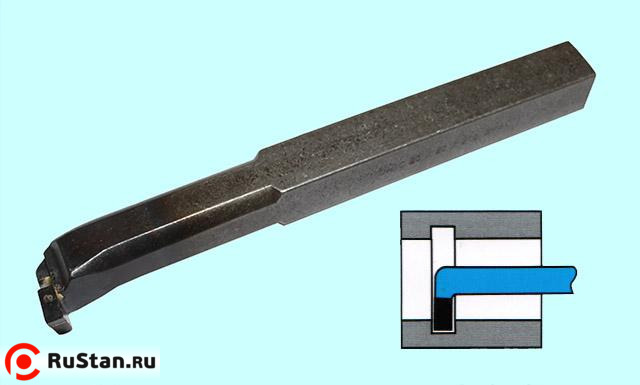 Она рассчитана на скорейшее разрезание заготовок, причем даже если речь идет об относительно большой величине. Из-за этого у резца имеется большой вылет. Но зачастую они выполняются достаточно тонкими, что плохо влияет на жесткость. Единственным способом укрепления здесь является изменение состава самой пластины, чтобы ее делали из крепких материалов. Внешне они достаточно сильно выделяются благодаря своей продолговатой форме.
Она рассчитана на скорейшее разрезание заготовок, причем даже если речь идет об относительно большой величине. Из-за этого у резца имеется большой вылет. Но зачастую они выполняются достаточно тонкими, что плохо влияет на жесткость. Единственным способом укрепления здесь является изменение состава самой пластины, чтобы ее делали из крепких материалов. Внешне они достаточно сильно выделяются благодаря своей продолговатой форме.
фото:геометрические параметры отрезного резца
Выбор отрезного резца
Отрезные резцы для токарного станка при неправильном выборе или использовании не по назначению могут быстро сломаться. В первую очередь стоит отметить, что для постоянного использования нужно подбирать что-то из твердосплавных материалов. Отрезной резец ВК8 будет более дешевым, но его можно использовать только в тех случаях, если потребность в данных операциях возникает периодически.
«Совет профессионалов! Для автоматического оборудования следует подбирать только резец автоматный отрезной. » Но среди твердосплавных видов также имеется несколько отличий, которые помогают получить лучшую устойчивость к ударам или вибрации или же сопротивление высоким температурам. Таким образом, одним из главных принципов выбора является то, с какими материалами придется взаимодействовать. Здесь все зависит от особенностей материала и заготовок, с которыми придется работать. Для улучшения результатов, необходимо соблюдать правильные режимы.
» Но среди твердосплавных видов также имеется несколько отличий, которые помогают получить лучшую устойчивость к ударам или вибрации или же сопротивление высоким температурам. Таким образом, одним из главных принципов выбора является то, с какими материалами придется взаимодействовать. Здесь все зависит от особенностей материала и заготовок, с которыми придется работать. Для улучшения результатов, необходимо соблюдать правильные режимы.
Режимы резания при использовании отрезного резца
Отрезные резцы по металлу следует ставить исключительно под прямым углом к оси детали, которая подвергается обработке. Режущая кромка устанавливается выше, в пределах 0,1-0,2 мм, чем обрабатываемая заготовка. Если установить резец кромки ниже, то на торце детали останется необработанный выступ. Расстояние от обработанного торца в прутке до торца закрепляющего приспособления не должно быть более диаметра этого самого прутка.
С учетом того, что резцы данного типа обладают низкой прочностью, отрезание заготовок следует проводить при помощи изогнутого инструмента, у которого режущая кромка направлена вниз. При этом шпиндель следует вращать в обратную сторону. Особенно это касается работы на старых изношенных станках.
При этом шпиндель следует вращать в обратную сторону. Особенно это касается работы на старых изношенных станках.
Процесс отрезания следует делать как можно ближе к части, которая отвечает за закрепление. Когда происходит резка хрупкого материала, то на поверхности, где происходит отрезание могут появляться углубления. Это значит, что деталь отломилась в процессе резки. Чтобы такого не случилось, не стоит увеличивать скорость резки, а сам процесс стоит делать очень постепенно.
Маркировка
Маркировка отрезных резцов идет согласно материалу изготовления их режущей пластины. К примеру, Т15К6 относят к твердосплавным материалам, к титановольфрамовой группе. Содержание карбида титана достигает 15%, а кобальта – 6%.
Отрезные резцы по выгодной стоимости – оптовые цены на Отрезные резцы в Москве
117734
123.00p
135
73360
123. 00p
00p
262
70070
123.00p
301131792
141.00p
127
70622
141.00p
321
70071
141.00p
163
477272
167.00p
157
345149
117. 00p
00p
1032543
167.00p
273
70073
177.00p
14
70072
177.00p
12
144182
249.00p
119
144183
249.00p
220
72063 331. 00p
00p
58
70074
331.00p
87
72062
331.00p
44
127478
501.00p
11
102354
цена по запросу
20
2 234.00p
9
956809
2 234. 00p
00p
8
32766
цена по запросу
0
1056486
цена по запросу
0
2388
цена по запросу
0
710861
цена по запросу
0
136779
цена по запросу
0
136780
цена по запросу
0
136781
цена по запросу
0
70330
цена по запросу
0
2396
цена по запросу
0
1055587
цена по запросу
0
1056086
цена по запросу
0
70619
цена по запросу
0
710860
цена по запросу
0
31993
цена по запросу
0
144184
цена по запросу
0
1042480
цена по запросу
0
2400
цена по запросу
0
70075
цена по запросу
0
70076
цена по запросу
0
956810
цена по запросу
0
Резец токарный отрезной
На станках токарной группы для того, чтобы производить отрезные работы, используются отрезные резцы. С их помощью токари также осуществляют протачивание различных канавок.
С их помощью токари также осуществляют протачивание различных канавок.
Наименование
Резец токарный отрезной
Формат файла
*.dwg
Файл архива
*.rar
Размер файла
62,7 кб
Отрезные резцы, благодаря своим геометрическим особенностям, являются одними из наиболее уязвимых, с точки зрения механической прочности, разновидностей режущего инструмента. Однако благодаря своему назначению они чрезвычайно широко используются на практике. Дело в том, что технологический процесс изготовления большинства деталей на токарных станках предполагает нарезание исходной заготовки в размер согласно значениям указанных на чертеже.
При осуществлении практически всех технологических операций отрезные резцы подвергаются значительным статическим и динамическим механическим нагрузкам. Кроме того, в силу особенностей реализации того или иного технологического процесса, нередко случается так, что отвод стружки от них оказывается существенно затруднен. Вследствие этого рабочая часть отрезных резцов скалывается, а порой происходит и ее полное разрушение.
Кроме того, в силу особенностей реализации того или иного технологического процесса, нередко случается так, что отвод стружки от них оказывается существенно затруднен. Вследствие этого рабочая часть отрезных резцов скалывается, а порой происходит и ее полное разрушение.
Работа с отрезными резцами требует предельной осторожности и высокой степени умения.
Для того чтобы осуществлять различные операции на токарных станках в процессе производства необходимых деталей, используется немало разновидностей режущих инструментов. При этом условия работы каждого из них в подавляющем большинстве случаев намного тяжелее, чем те, в которых приходится функционировать деталям и механизмам технологического оборудования. Именно по этой причине к отрезным резцам предъявляется целый ряд особых (причем весьма жестких) требований.
Пожалуй, основным из них является высокая степень твердости рабочей части. В тех случаях, когда она ниже, чем аналогичный показатель заготовки, то отрезной резец просто не сможет справиться с возложенными на него функциями.
Очень важна также и износостойкость. Дело в том, что рабочие части отрезных резцов, испытывая высокие механические нагрузки и должны кок можно дольше оставаться в рабочем состоянии без технологического затачивания.
Поскольку в процессе резания рабочая часть отрезных резцов подвергается воздействию большой силы трения, то выделяется большая тепловая энергия. Это означает, что материал, из которого изготавливается инструмент, должен обладать способностью к сохранению своих режущих свойств даже при воздействии высоких температур.
Еще одним важным требованием, которое предъявляется к отрезным резцам, является то, что им необходимо хорошо работать как на изгиб, так и на сжатие. Помимо этого материал, из которого они изготавливаются, должен обладать высокой теплопроводностью, хорошо прокаливаться и шлифоваться.
Отрезные резцы должны устанавливаться на станках такими образом, чтобы их режущая кромка располагалась строго по центру обрабатываемой детали. В тех случаях, если отрезные резцы устанавливаются существенно выше или ниже его, они практически всегда при обработке деталей выходят из строя.
В тех случаях, если отрезные резцы устанавливаются существенно выше или ниже его, они практически всегда при обработке деталей выходят из строя.
Заточка отрезных резцов производится, как при их изготовлении, так и в процессе эксплуатации, то есть по мере износа режущей кромки. Осуществляется она на точильно-шлифовальных станках с использованием различных способов охлаждения. Как правило, на каждой из единиц этого оборудования имеется два круга: один из них предназначенин для заточки твердосплавных резцов, а другой – резцов из быстрорежущей стали.
Резцы токарные по металлу
Резцы со сменными пластинами – КАТАЛОГ
Резцы токарные с напайными пластинами каталог ниже ►
Почта для заказа – [email protected]
Название Сечение Сталь Сталь Сталь Цена Цена опт Изображение Резец отрезной 16х10 ВК8 Т15К6 Т5К10 118 р. 89 р. Резец отрезной лев. 16х10 ВК8 Т15К6 Т5К10 • • Резец отрезной 20х12 ВК8 Т15К6 Т5К10 153 р. 116 р. Резец отрезной лев. 20х12 ВК8 Т15К6 Т5К10 • • Резец отрезной 25х16 ВК8 Т15К6 Т5К10 180 р. 137 р. Резец отрезной лев. 25х16 ВК8 Т15К6 Т5К10 • • Резец отрезной 32х20 ВК8 Т15К6 Т5К10 303 р. 230 р. Резец отрезной лев. 32х20 ВК8 Т15К6 Т5К10 • • Резец отрезной 40х25 ВК8 Т15К6 Т5К10 547 р. 415 р. Резец отрезной лев. 40х25 ВК8 Т15К6 Т5К10 • • Материал : ВК8, Т5К10, Т15К6 / ГОСТ 18884-82, Предназначен для отрезания заготовок.
Название Сечение Сталь Сталь Сталь Цена Цена опт Изображение Резец подрезной отог. 16х10 ВК8 Т15К6 Т5К10 109 р. 83 р. Резец подрезной отог. лев. 16х10 ВК8 Т15К6 Т5К10 • • Резец подрезной отог. 20х12 ВК8 Т15К6 Т5К10 138 р. 105 р. Резец подрезной отог. лев. 20х12 ВК8 Т15К6 Т5К10 • • Резец подрезной отог. 25х16 ВК8 Т15К6 Т5К10 192 р. 145 р. Резец подрезной отог. лев. 25х16 ВК8 Т15К6 Т5К10 • • Резец подрезной отог. 32х20 ВК8 Т15К6 Т5К10 317 р. 240 р. Резец подрезной отог. лев. 32х20 ВК8 Т15К6 Т5К10 • • Резец подрезной отог. 40х25 ВК8 Т15К6 Т5К10 686 р. 520 р. Резец подрезной отог. лев. 40х25 ВК8 Т15К6 Т5К10 • • Материал : ВК8, Т5К10, Т15К6 / ГОСТ 18880-82. Предназначен для точения ступенчатых деталей, подрезания буртиков и торцов.
Название Сечение Сталь Сталь Сталь Цена Цена опт Изображение Резец проходной отог. 16х10 ВК8 Т15К6 Т5К10 121 р. 92 р. Резец проходной отог. лев. 16х10 ВК8 Т15К6 Т5К10 • • Резец проходной отог. 20х12 ВК8 Т15К6 Т5К10 154 р. 117 р. Резец проходной отог. лев. 20х12 ВК8 Т15К6 Т5К10 • • Резец проходной отог. 25х16 ВК8 Т15К6 Т5К10 231 р. 175 р. Резец проходной отог. лев. 25х16 ВК8 Т15К6 Т5К10 • • Резец проходной отог. 32х20 ВК8 Т15К6 Т5К10 409 р. 315 р. Резец проходной отог. лев. 32х20 ВК8 Т15К6 Т5К10 • • Резец проходной отог. 40х25 ВК8 Т15К6 Т5К10 726 р. 550 р. Резец проходной отог. лев. 40х25 ВК8 Т15К6 Т5К10 • • Материал : ВК8, Т5К10, Т15К6 / ГОСТ 18877-82. Предназначен для точения деталей по наружному диаметру, подрезания торцов, растачивания коротких отверстий больших диаметров.
Название Сечение Сталь Сталь Сталь Цена Цена опт Изображение Резец проходной прямой 16х10 ВК8 Т15К6 Т5К10 109 р. 90 р. Резец проходной прямой лев. 16х10 ВК8 Т15К6 Т5К10 • • Резец проходной прямой 20х12 ВК8 Т15К6 Т5К10 138 р. 104 р. Резец проходной прямой лев. 20х12 ВК8 Т15К6 Т5К10 • • Резец проходной прямой 25х16 ВК8 Т15К6 Т5К10 188 р. 143 р. Резец проходной прямой лев. 25х16 ВК8 Т15К6 Т5К10 • • Резец проходной прямой 32х20 ВК8 Т15К6 Т5К10 330 р. 250 р. Резец проходной прямой лев. 32х20 ВК8 Т15К6 Т5К10 • • Резец проходной прямой 40х25 ВК8 Т15К6 Т5К10 712 р. 540 р. Резец проходной прямой лев. 40х25 ВК8 Т15К6 Т5К10 • • Материал : ВК8, Т5К10, Т15К6 / Для обточки и отрезки деталей или заготовок из сталей, чугунов или цветных металлов и сплавов на универсальном и автоматизированным оборудовании, в том числе на станках с ЧПУ.
Название Сечение Сталь Сталь Сталь Цена Цена опт Изображение Резец проходной упорный отог. 16х10 ВК8 Т15К6 Т5К10 112 р. 85 р. Резец проходной упорный отог. лев. 16х10 ВК8 Т15К6 Т5К10 • • Резец проходной упорный отог. 20х12 ВК8 Т15К6 Т5К10 151 р. 115 р. Резец проходной упорный отог. лев. 20х12 ВК8 Т15К6 Т5К10 • • Резец проходной упорный отог. 25х16 ВК8 Т15К6 Т5К10 195 р. 148 р. Резец проходной упорный отог. лев.25х16 ВК8 Т15К6 Т5К10 • • Резец проходной упорный отог. 32х20 ВК8 Т15К6 Т5К10 409 р. 310 р. Резец проходной упорный отог. лев. 32х20 ВК8 Т15К6 Т5К10 • • Резец проходной упорный отог. 40х25 ВК8 Т15К6 Т5К10 712 р. 540 р. Резец проходной упорный отог. лев. 40х25 ВК8 Т15К6 Т5К10 • • Материал : ВК8, Т5К10, Т15К6 / ГОСТ 18877-82. Предназначен для точения деталей по наружному диаметру, подрезания торцов, растачивания коротких отверстий больших диаметров.
Название Сечение Сталь Сталь Сталь Цена Цена опт Изображение Резцы проходные упорные пр. 16х10 ВК8 Т15К6 Т5К10 118 р. 90 р. Резцы проходные упорные пр. лев. 16х10 ВК8 Т15К6 Т5К10 • • Резцы проходные упорные пр. 20х12 ВК8 Т15К6 Т5К10 136 р. 103 р. Резцы проходные упорные пр. лев. 20х12 ВК8 Т15К6 Т5К10 • • Резцы проходные упорные пр. 25х16 ВК8 Т15К6 Т5К10 184 р. 140 р. Резцы проходные упорные пр. лев. 25х16 ВК8 Т15К6 Т5К10 • • Резцы проходные упорные пр. 32х20 ВК8 Т15К6 Т5К10 336 р. 255 р. Резцы проходные упорные пр. лев. 32х20 ВК8 Т15К6 Т5К10 • • Резцы проходные упорные пр. 40х25 ВК8 Т15К6 Т5К10 633 р. 480 р. Резцы проходные упорные пр. лев. 40х25 ВК8 Т15К6 Т5К10 • • Материал : ВК8, Т5К10, Т15К6 / Для обточки и отрезки деталей или заготовок из сталей, чугунов или цветных металлов и сплавов на универсальном и автоматизированным оборудовании, в том числе на станках с ЧПУ.
Название Сечение Сталь Сталь Сталь Цена Цена опт Изображение Резцы расточные для глухих отв. 16х16 ВК8 Т15К6 Т5К10 202 р. 153 р. Резцы расточные для глухих отв. лев. 16х16 ВК8 Т15К6 Т5К10 • • Резцы расточные для глухих отв. 20х20 ВК8 Т15К6 Т5К10 303 р. 230 р. Резцы расточные для глухих отв. лев. 20х20 ВК8 Т15К6 Т5К10 • • Резцы расточные для глухих отв. 25х25 ВК8 Т15К6 Т5К10 448 р. 340 р. Резцы расточные для глухих отв. лев.25х25 ВК8 Т15К6 Т5К10 • • Материал : ВК8, Т5К10, Т15К6 / ГОСТ 18883-82. Предназначен для растачивания глухих отверстий.
Название Сечение Cталь Cталь Cталь Цена Цена опт Изображение Резцы расточные для сквозных отв. 16х16 ВК8 Т15К6 Т5К10 202 р. 153 р. Резцы расточные для сквозных отв. лев.16х16 ВК8 Т15К6 Т5К10 • • Резцы расточные для сквозных отв. 20х20 ВК8 Т15К6 Т5К10 303 р. 230 р. Резцы расточные для сквозных отв. лев. 20х20 ВК8 Т15К6 Т5К10 • • Резцы расточные для сквозных отв. 25х25 ВК8 Т15К6 Т5К10 448 р. 340 р. Резцы расточные для сквозных отв. лев. 25х25 ВК8 Т15К6 Т5К10 • • Материал : ВК8, Т5К10, Т15К6 / ГОСТ 18883-82. Предназначен для растачивания глухих отверстий.
Название Сечение Стали Стали Стали Цена Цена опт Изображение Резцы резьбовые для внутр. резьбы 16х16 ВК8 Т15К6 Т5К10 258 р. 196 р. Резцы резьбовые для внутр. резьбы лев. 16х16 ВК8 Т15К6 Т5К10 • • Резцы резьбовые для внутр. резьбы 20х20 ВК8 Т15К6 Т5К10 333 р. 253 р. Резцы резьбовые для внутр. резьбы лев. 20х20 ВК8 Т15К6 Т5К10 • • Резцы резьбовые для внутр. резьбы 25х25 ВК8 Т15К6 Т5К10 640 р. 485 р. Резцы резьбовые для внутр. резьбы лев. 25х25 ВК8 Т15К6 Т5К10 • • Материал : ВК8, Т5К10, Т15К6 / ГОСТ 18885-82. Предназначен для нарезания внутренней метрической резьбы с шагом 0,5-6 мм.
Название Сечение Стали Стали Стали Цена Цена опт Изображение Резцы резьбовые для нар. резьбы16х16 ВК8 Т15К6 Т5К10 117 р. 89 р. Резцы резьбовые для нар. резьбы лев. 16х16 ВК8 Т15К6 Т5К10 • • Резцы резьбовые для нар. резьбы 20х20 ВК8 Т15К6 Т5К10 155 р. 118 р. Резцы резьбовые для нар. резьбы лев. 20х20 ВК8 Т15К6 Т5К10 • • Резцы резьбовые для нар. резьбы 25х25 ВК8 Т15К6 Т5К10 215 р. 163 р. Резцы резьбовые для нар. резьбы лев.25х25 ВК8 Т15К6 Т5К10 • • Резцы резьбовые для нар. резьбы 32х20 ВК8 Т15К6 Т5К10 383 р. 290 р. Резцы резьбовые для нар. резьбы лев. 32х20 ВК8 Т15К6 Т5К10 • • Материал : ВК8, Т5К10, Т15К6 / ГОСТ 18885-82. Предназначен для нарезания наружной метрической резьбы с шагом 0,5-6,0 мм.









 лев.
лев.



 лев.
лев. лев.
лев.

 резьбы
резьбы резьбы лев.
резьбы лев.Резцы токарные по металлу. Вы можете купить в Санкт-Петербург в компании НордСайд.
Резец токарный по металлу – режущий инструмент, предназначен для обработки деталей различных размеров, форм, точности и материалов.
Является основным инструментом, применяемым при токарных, строгальных и долбёжных работах (и на соответствующих станках).
Резец состоит из стержня (державки) и головки. Державка крепится в резце держателе токарного станка. Она имеет квадратную или прямоугольную форму.
Токарные резцы
проходные — для протачивания заготовок вдоль оси её вращения.
подрезные — для подрезания уступов под прямым углом к основному направлению обтачивания или для выполнения торцевания.
отрезные — для отрезки заготовок под прямым углом к оси вращения или для прорезания узких канавок под стопорное кольцо и др.
расточные — для растачивания отверстий.
фасочные — для снятия фасок.
фасонные — для индивидуальных токарных работ. При обработке фасонных деталей обычные токарные резцы не обеспечивают точности получения профиля и малопроизводительны. В крупносерийном и массовом производстве в качестве основного вида режущего инструмента для обработки сложных деталей находят применение специальные фасонные резцы. Они обеспечивают идентичность формы (шаблона), точность размеров и высокую производительность.
Они обеспечивают идентичность формы (шаблона), точность размеров и высокую производительность.
Список ГОСТов на проходные и подрезные резцы
ГОСТ 18868-73 — Резцы токарные проходные отогнутые с пластинами из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18869-73 — Резцы токарные проходные прямые из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18870-73 — Резцы токарные проходные упорные из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18877-73 — Резцы токарные проходные отогнутые с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 18878-73 — Резцы токарные проходные прямые с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 18879-73 — Резцы токарные проходные упорные с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 18871-73 — Резцы токарные подрезные торцовые с пластинками из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18880-73 — Резцы токарные подрезные отогнутые с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 26611-85 — Резцы токарные проходные, подрезные и копировальные с креплением сменных пластин прихватом сверху. Конструкция и размеры
- ГОСТ 28980-91 — Резцы токарные проходные и подрезные со сменными режущими пластинами из сверхтвердых материалов. Типы и основные размеры
- ГОСТ 29132-91 — Резцы токарные проходные, подрезные и копировальные со сменными многогранными пластинами. Типы и размеры
 Конструкция и размеры
Конструкция и размеры
Список ГОСТов на расточные резцы
- ГОСТ 9795-84 — Резцы расточные державочные с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 10044-73 — Резцы расточные державочные из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18062-72 — Резцы расточные цельные твердосплавные со стальным хвостовиком для сквозных отверстий. Конструкция и размеры
- ГОСТ 18063-72 — Резцы расточные цельные твердосплавные со стальным хвостовиком для глухих отверстий. Конструкция и размеры
- ГОСТ 18872-73 — Резцы токарные расточные из быстрорежущей стали для обработки сквозных отверстий. Конструкция и размеры
- ГОСТ 18873-73 — Резцы токарные расточные из быстрорежущей стали для обработки глухих отверстий. Конструкция и размеры
- ГОСТ 18882-73 — Резцы токарные расточные с пластинами из твердого сплава для обработки сквозных отверстий. Конструкция и размеры
- ГОСТ 18883-73 — Резцы токарные расточные с пластинами из твердого сплава для обработки глухих отверстий. Конструкция и размеры
- ГОСТ 20874-75 — Резцы токарные сборные расточные с механическим креплением многогранных твердосплавных пластин. Конструкция и размеры
- ГОСТ 25987-83 — Резцы расточные с твердосплавными пластинами с цилиндрическим хвостовиком для координатно-расточных станков. Типы и основные размеры
- ГОСТ 26612-85 — Резцы расточные с креплением сменных пластин прихватом сверху. Конструкция и размеры
- ГОСТ 28101-89 — Резцы расточные со сменными режущими пластинами. Типы и основные размеры
- ГОСТ 28981-91 — Резцы токарные расточные со сменными режущими пластинами из сверхтвердых материалов. Типы и основные размеры
- ГОСТ Р 50026-92 — Резцы токарные расточные с твердосплавными пластинами. Типы и размеры
 Конструкция и размеры
Конструкция и размеры Типы и основные размеры
Типы и основные размеры
Список ГОСТов на прорезные и отрезные резцы
- ГОСТ 18874-73 — Резцы токарные прорезные и отрезные из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18884-73 — Резцы токарные отрезные с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 28978-91 — Резцы токарные пластинчатые сборные прорезные и отрезные. Типы и основные размеры
Купить резцы токарные оптом различных типов в наличии и под заказ, вы можете в компании НордСайд Санкт-Петербург. Оставив заявку на сайте или отправить по электронной почте [email protected]
Отрезные резцы – Подача – Энциклопедия по машиностроению XXL
Режимы резания при вытачивании наружных канавок и отрезании. При вытачивании наружных канавок и отрезании за глубину резания принимают ширину режущей кромки прорезного или отрезного резца, а подачей 5 считают величину перемещения резца за один оборот обрабатываемой заготовки. [c.58]
[c.58]Отрезку обработанных деталей выполняют отрезными резцами с поперечной подачей. При отрезке детали резцом с прямой главной режущей кромкой (рис. 6.23, к) разрушается образующаяся шейка и приходится дополнительно подрезать торец готовой детали. При отрезке детали резцом с наклонной режущей кромкой (рис. 6.23, а) торец получается чистым. [c.298]
Обработка заготовок ведется фасонными резцами, каждый из которых установлен в переднем поперечном суппорте против соответствующего шпинделя станка. Все резцы получают одновременную поперечную подачу. После обработки поверхностей заготовок отрезные резцы, установленные в заднем поперечном суппорте, отрезают готовые детали от прутков. [c.308]
Фасонно-отрезные автоматы имеют два, три и более (до пяти) радиально расположенных суппортов, имеющих только поперечную подачу, с фасонными и отрезными резцами и, кроме того, шпиндель, расположенный по оси прутка для такого инструмента, как сверло, зенковка, метчик и т. п. Шпиндель кроме вращательного движения имеет также осевое поступательное движение.
[c.360]
п. Шпиндель кроме вращательного движения имеет также осевое поступательное движение.
[c.360]
Отпускные печи — см. Печи отпускные Отрезные резцы — Подача 7 — 82 Отрезные ручьи штамповочные 6 — 351 Отсечка заусенцев б — 317 Отсосы вентиляционные 14 — 502 Отстойники для формовочных смесей 8 -105 [c.183]
Средние величины подач при работе прорезными и отрезными резцами, ширина которых В = 0,6 мм, приведены в табл. 10. [c.79]
Величину радиуса выемки R следует принимать в зависимости от типа резца и подачи. Для проходных токарных и расточных резцов / = (10 — 15) s мм, строгальных и долбёжных R = (30 — 40) 5 мм, для прорезных и отрезных / = (50 — 60) S лл. Радиус выемки должен обеспечить ширину I не менее 2,5 мм. Радиус выемки рекомендуется брать не менее 3 мм. [c.251]
На рис. 98 представлена наладка одношпиндельного токарно-револьверного автомата для одновременной обработки деталей двух наименований. За пять (1—У) переходов подачу прутка до упора проводят на длину двух деталей с припуском для отрезки. Отверстие диаметром 5 мм сверлят на глубину, которая обеспечивает получение фаски у следующей детали. Комбинированным отрезным резцом
[c.285]
За пять (1—У) переходов подачу прутка до упора проводят на длину двух деталей с припуском для отрезки. Отверстие диаметром 5 мм сверлят на глубину, которая обеспечивает получение фаски у следующей детали. Комбинированным отрезным резцом
[c.285]
Для отрезного резца подача по известным и v определяется так устанавливают величину Ср на шкале А, затем совмещают с ней единицу шкалы Зт или 5т. Искомую величину s (цены делений 0,04 — 0,5 шкалы 4т или 6т) находят против значения v (шкала А). [c.473]
Автоматы имеют от двух до четырех поперечных суппортов передний, задний, один вертикальный или два наклонных. На суппортах закрепляют фасонные резцы. В одном из суппортов закрепляют отрезной резец. На фасонно-отрезных автоматах обрабатывают только наружные поверхности заготовок (рис. 6.33). Обработку поверхностей ведут только с движением поперечной подачи резцов. Некоторые автоматы имеют сверлильный суппорт, в котором закрепляют сверло. Сверление отверстия выполняют с движением продольной подачи сверлильного суппорта. После окончания обработки всех поверхностей фасонными резцами готовую деталь отрезают от прутка отрезным резцом и цикл работы автомата повторяется.
[c.354]
После окончания обработки всех поверхностей фасонными резцами готовую деталь отрезают от прутка отрезным резцом и цикл работы автомата повторяется.
[c.354]
Обработку заготовок ведут фасонными резцами, каждый из которых установлен в переднем поперечном суппорте против соответствующего шпинделя станка. Все резцы получают одновременное поперечное движение подачи. После того как поверхности заготовок будут обработаны, отрезные резцы, установленные в заднем поперечном суппорте, отрезают готовые детали от прутков и цикл работы автомата повторяется. На автоматах этого типа обрабатывают только наружные поверхности заготовок и только с поперечной подачей резцов. Обработка заготовок идентична обработке заготовок на одношпиндельных фасонно-отрезных автоматах. [c.356]
Примечания 1. Радиус (мм) выемки на токарных резцах с криволинейной формой заточки передней поверхности в зависимости от подачи принимается равным Л = (10. .. 15)5 у прорезных и отрезных резцов — Л = (50…60)5.
[c.101]
.. 15)5 у прорезных и отрезных резцов — Л = (50…60)5.
[c.101]
Строгание горизонтальных, вертикальных и наклонных плоскостей (рис. 12.13, а) производят проходными или подрезными резцами с соответствующим направлением подачи. Разрезные и прорезные работы (рис. 12.13, б) осуществляют отрезными резцами. При большой глубине паза во избежание поломки резца его ширину в делают меньше ширины паза В, а прорезку осуществляют ступенчато. Строгание тавровых пазов (рис. 12.13, в) и пазов типа ласточкин хвост (рис. 12.13, г) осуществляют пазовыми резцами соответствующей конфигурации. При строгании закрытых пазов резец во время обратного хода не откидывается. Строгание фасонных линейчатых поверхностей осуществляется или фасонными резцами, или галтельным резцом по разметке (рис. 12.13,д . [c.373]
Вспомогательный угол в плане. Угол Ф1 уменьшает участие в резании вспомогательной режущей кромки, оказывая влия-ние на шероховатость обработанной поверхности (см. стр. 67). Поэтому у проходных резцов при чистовой обработке угол ф = = 5- 10°, при Черновой обработке Ф1 == 10- 15°. При обработке с подачей в обе стороны (без перестановки резца) и при обработке с предварительным радиальным врезанием фх = 30°. У резцов подрезных отогнутых Ф1 = 20- 45°. Для прорезных и отрезных резцов фх = 1- -3°.
[c.151]
стр. 67). Поэтому у проходных резцов при чистовой обработке угол ф = = 5- 10°, при Черновой обработке Ф1 == 10- 15°. При обработке с подачей в обе стороны (без перестановки резца) и при обработке с предварительным радиальным врезанием фх = 30°. У резцов подрезных отогнутых Ф1 = 20- 45°. Для прорезных и отрезных резцов фх = 1- -3°.
[c.151]
Вспомогательный угол в плане. Угол фь уменьшая участие вспомогательной режущей кромки в резании, влияет на скорость резания (см. рис. 108) и на шероховатость обработанной поверхности. Поэтому у проходных резцов при чистовой обработке угол ф1 = 5-ь 10°, при черновой обработке ф1 = 10ч- 15°. При обработке с подачей в обе стороны (без перестановки резца) и при обработке с предварительным радиальным врезанием ф1 = 30°. У подрезных отогнутых резцов ф1 = 20 -г- 45°. Для подрезных и отрезных резцов ф, = 1 2°. Такое малое значение угла фь как и угла щ у отрезных и прорезных резцов, определяется и без того малым сечением головки резца. У специальных резцов с дополнительной режущей кромкой (см. рис. 141) угол ф. = 0°.
[c.122]
У специальных резцов с дополнительной режущей кромкой (см. рис. 141) угол ф. = 0°.
[c.122]
Перемещение поперечных салазок в одном направлении служит для подачи отрезного резца. Никакого влияния на точность отрезки величина этого перемещения не оказывает. Перемещение поперечных салазок в противоположном направлении определяет точность диаметрального размера и при повышенных требованиях к последнему должно ограничиваться жестким упором. [c.222]
В заключение заметим, что силы резания могут заметно изменяться в процессе резания в результате воздействия и других обстоятельств. Например, при работе отрезными резцами по мере углубления резца в металл и приближения его к оси изделия затрудняется отвод стружки и значительно повышается нагрузка, особенно при работе с большими подачами (фиг. 98). [c.124]
Подача прутка на длину необрабатываемой части. Резцы, как видно из фиг. 77, стоят друг против друга со сдвигом резца № 1 относительно резца № 2 в левую сторону на 0,1 мм. Поэтому, чтобы получить заданную длину детали, следует шпиндельную бабку с прутком подать, таким образом, на величину 20 лш плюс ],5 МЛ 1, т. е. величину, соответствующую ширине головки отрезного резца минус 0,1 мм-, величина подачи прутка на длину необработанной части будет соответствовать 20 4-1,5 — 0,1 = = 21,4 ММ.
[c.92]
Поэтому, чтобы получить заданную длину детали, следует шпиндельную бабку с прутком подать, таким образом, на величину 20 лш плюс ],5 МЛ 1, т. е. величину, соответствующую ширине головки отрезного резца минус 0,1 мм-, величина подачи прутка на длину необработанной части будет соответствовать 20 4-1,5 — 0,1 = = 21,4 ММ.
[c.92]
От радиуса выемки зависит передний тол, поэтому от того, насколько правильно он установлен, будет зависеть Деформация стружки, усилие резания, температура и, в конце концов, стойкость инструмента. Обычно наилучшие результаты для токарных проходных резцов получаются в том случае, когда радиус выемки больше подачи в 10—15 раз, для строгальных и долбежных резцов в 30—40 раз, а для прорезных и отрезных резцов в 50—60 раз. [c.101]
Так как при выдвижении отрезного резца возникают вибрации, особенно при значительных подачах, приходится снижать подачи до.
 s = = 0,02 ч- 0,2 мм об.
[c.168]
s = = 0,02 ч- 0,2 мм об.
[c.168]Фасонно-отрезные прутковые и бунтовые автоматы относятся к простейшим станкам, предназначаются для фасонной обработки и отрезания сравнительно коротких деталей при поперечном перемещении резцов (см. рис. 13). При изготовлении сравнительно длинных деталей, у которых обработка расположена по концам, выгодно в каждом цикле производить фасонирование (рис. 97) задней стороны одной детали и передней части следующей. Если на фасонно-отрезных автоматах необходимо обрабатывать простые детали с отверстием или резьбой, применяют специальное приспособление. Подача обрабатываемого прутка производится при помощи кулачкового механизма с подающей трубой и цангой под действием пружины или груза. Пруток выдвигается сразу на всю длину изделия плюс ширина отрезного резца. [c.195]
При выборе технологического процесса и последовательности отдельных переходов необходимо стремиться к тому, чтобы наиболее точные поверхности обрабатывались резцами балансира и в первую очередь передним резцом (№ 1), который может работать до жесткого упора. Задний резец (№ 2) рекомендуется использовать для обработки фасонных поверхностей поперечной подачей. Наружные ступенчатые поверхности наиболее удобно обрабатывать резцами верхних суппортов, каждый из которых имеет свой кулачок для перемещения. Отрезание обычно производится резцом № 3. При расчете карты обработки и кулачков началом цикла считают момент разжатия прутка. Установка и регулирование резцов, а также контроль продольного перемещения шпиндельной бабки и суппортов производят, исходя из положения отрезного резца по осевой линии. Обычно в момент отрезания готовой детали пруток выступает на 2 мм из люнетной втулки.
[c.227]
Задний резец (№ 2) рекомендуется использовать для обработки фасонных поверхностей поперечной подачей. Наружные ступенчатые поверхности наиболее удобно обрабатывать резцами верхних суппортов, каждый из которых имеет свой кулачок для перемещения. Отрезание обычно производится резцом № 3. При расчете карты обработки и кулачков началом цикла считают момент разжатия прутка. Установка и регулирование резцов, а также контроль продольного перемещения шпиндельной бабки и суппортов производят, исходя из положения отрезного резца по осевой линии. Обычно в момент отрезания готовой детали пруток выступает на 2 мм из люнетной втулки.
[c.227]
На равных участках кулачка, очерченных одним радиусом, сотые, для вспомогательных ходов определяются по времени на срабатывание переключающих механизмов — остановка револьверной головки во время подачи материала до упора, переключение револьверной головки при подводе отрезного резца. Для точного определения количества сотых вспомогательных ходов для переключения револьверной головки рекомендуется иметь в натуральную величину вычерченный кулачковый диск револьверной головки 0 240 мм с нанесенными делениями дугами г =120 мм из центра окружности 7 = 138 мм. [c.276]
[c.276]
После установки рабочих кулачков производят крепление и регулирование инструментов. В первую очередь устанавливают отрезной резец, положение которого между его левой гранью и торцом щпинделя должно соответствовать карте наладки. Установку отрезного резца необходимо производить так, чтобы в крайнем переднем положении он несколько переходил (0,3— 0,5 мм) за осевую линию обрабатываемой детали. Ролик рычага, перемещающего суппорт, в это время должен располагаться на наибольшем радиусе кулачка. Только после установки отрезного резца можно окончательно отрегулировать положение упора подачи прутка. [c.279]
Для проходных прямых резцов значения угла ф находятся в пределах 5° с фх условий работы). У подрезных отогнутых резцов угол Ф = 20- 45°, для прорезных и отрезных резцов угол ф == l- 2 [c.130]
Соответственно необходимо устанавливать и режимы резания отрезными резцами с учетом этих особенностей глубина резания, определяемая шириной резца а, выбирается в зависимости от диаметра обработки в пределах 3—15 мм, поперечная подача выбирается в зависимости от ширины а резца, диаметра обработки и обрабатываемого материала. Поперечная подача резца 5 (мм/об), выбранная для обработки стали, стального литья и чугуна, приведена ниже.
[c.155]
Поперечная подача резца 5 (мм/об), выбранная для обработки стали, стального литья и чугуна, приведена ниже.
[c.155]
Отрезание деталей и прорезание канавок (рис. 111,з) также производится при поперечной подаче суппорта. Однако в этом случае используются соответственно отрезные и канавочные резцы. Величина подачи при отрезании и прорезании меньше, чем при подрезании. [c.354]
Обычно расстановку инструмента начинают с отрезного резца 1 (рис. 25), для чего его суппорт I необходимо перевести вручную в положение окончания. хода подачи. [c.42]
Виды работ, выполняемые на строгальных станках, представлены на рис. 61. Строгание горизонтальных, вертикальных и наклонных плоскостей (рис. 61, а) производят проходными или подрезными резцами с соответствующим направлением подачи. Разрезные и прорезные работы (рис. 61, б) осуществляют отрезными резцами. При большой глубине паза во избежание поломки резца его ширину в делают меньше ширины паза В, а про-
[c. 192]
192]
Отрезка, как правило, при обработке мелких или тонкостенных деталей производится прямым резцом, а крупных валов и тонкостенных деталей отогнутым отрезным резцом. Подрезка торцов при небольших перепадах диаметров у небольших изделий производится подрезным резцом. При больших размерах обработки и возможности свободного выхода резца применяют проходные резцы, а при больших припусках на станках с высотой центров больше 500 мм пользуются прорезными широкими резцами шириной 50— 70 мм. Подрезка внутренних поверхностей при d150 мм применяют резцы, закрепленные в оправке. При обработке глухих отверстий применяют оправки с косым окном. Обыкновенно более точные торцы получаются при применении поперечной подачи. [c.269]
Криволинейная с фаской. Радиус лункн для строгальных проходных н долбежных резцов / = (30-f-40) s мм, для отрезных резцов R = (50-f-60) s мм, где s —подача в мм/дв. ход Резцы всех типов для обработки стали [c.236]
Радиус выемки R у резцов с передней гранью по форме 1 находится в зависимости от типа резца, величины подачи s на оборот Hjui двойной ход и механических свойств обрабатываемого материала, но но не менее 3 мм. Для резцов токарных проходных и расточных R = (10 15)s ( строгальных и долбежных / = (30 -н н-40) S мм прорезных и отрезных R = = (50 60).S мм.
[c.154]
Для резцов токарных проходных и расточных R = (10 15)s ( строгальных и долбежных / = (30 -н н-40) S мм прорезных и отрезных R = = (50 60).S мм.
[c.154]
Принцип работы токарно-револьверного автомата показан на рис. 7. Заготовку-пруток размещают в шпиндельной бабке, которая установлена на станине жестко и в продольном направлении не перемещается. Шпиндель автомата имеет вращения левое (по часовой стрелке) -при обтачивании и правое (против часовой стрелки) – при нарезании резьбы невращающим-ся резьбонарезным инструментом, устанавливаемым в револьверной головке. В автомате предусмотрены два или три (реже четыре) поперечных суппорта, совершающих поперечную подачу S , и один продольный револьверный суппорт, на котором установлена шестипозиционная револьверная головка с инструментами для обработки с продольной подачей 5 р. В одном из гнезд револьверной головки устанавливают упор, благодаря которому пруток подается на необходимую длину, равную сумме длины обрабатываемой заготовки и ширины отрезного резца. [c.350]
[c.350]
Отрезные резцы применяют для разрезания заготовок на части, отрезания обработанной заготовки и для протачивания канавок. Эти резцы работают с попёречным движением подачи. Отрезной резец имеет главную режущую кромку, расположенную под углом ф = 90°, и две вспомогательные с углами ф, = 1…2°. У стандартных отрезных резцов ширина режущей кромки составляет 3…10 мм. [c.471]
Используя инструкцию по наладке автомата, проставляют в табл. 1 неперекфываемое число сотых долей (лучей) кулачка, затрачиваемое на подачу прутка до упора, на зажим прутка и на поворот револьверной головки. На отвод отрезного резца рекомендуется обычно отводить три луча. [c.439]
На фиг. 147 показаны современные конструкции прямого отрезного резца с пластиной твердого сплава. Ширина режущей кромки колеблется обычно от 2 до 8 мм. Для укрепления режущей кромки вдоль нее на задней грани под леболь-шим углом затачивается фаска, боковые грани скашиваются внутрь, чтобы они не терлись об обработанные поверхности. Режущая кромка устанавливается точно на уровне линии центров и обычно параллельно ей. Во избежание выкрашивания уГолки резца скругляются или затачиваются боковые фаски, как это показано на фиг. 147, а. Для предохранения поломки резца в конце прорези (особенно при обработке полых тел) иногда рекомендуется затачивать режущую кромку несколько косо под небольшим углом (фиг. 147, б). В этом случае резец постепенно вступает в работу и постепенно выходит из прорези. Правда, стойкость такого резца снижается, но он удобен при обработке неустойчивых изделий. Хорошие результаты показал отрезной резец Кузовкина (фиг. 147, б), который при работе с высокими скоростями резания (v = 300 mImuh) и подачами (s = 0,1—0,2 мм/об) обеспечивает хорошую чистоту обработанной поверхности и удобный отвод стружки. При обработке стали новатор В. Я. Карасев успешно применял подобную конструкцию резца с передним углом у = 10—15°. [c.196]
По виду работы автоматы и полуавтоматы подразделяют на фасонно-отрезные (движение подачи фасонного или отрезного резца происходит в поперечном направлении к оси изделия), продольнофасонные (движение подачи в продольном и поперечном направлениях), револьверные (движение подачи револьверной головки в продольном направлении), многорезцовые и копировальные (рис. 98). [c.136]
При обработке нержавеющей стали 12Х18Н10Т изнашивание отрезных резцов развивается преимущественно по уголкам. Как и при обработке углеродистых и легированных сталей, влияние СОЖ на стойкость резцов определяется их влиянием на предельный износ и интенсивность изнашивания. Наиболее эффективными оказались масляные жидкости с активными присадками (ИС-12-1-15°/о МР-5, МР-4, сульфофрезол), обеспечивающие наи.меньшую интенсивность изнашивания и сохранение режущих свойств инструментов в условиях, резания со скоростью 22,5 м/мин и подачи 0,12 мм/об при износе 0,8—1 мм и более. Водные СОЖ (10%-ные эмульсии осерненная ЭТ-2, Укринол-1 и Аквол-2), имея практически равные технологические свойства между собой, значительно уступают по эффективности маслам с присадками. Самой низкой эффективностью на этом режиме резания обладает масло [c.117]
Поэтому первое движение цикла ( подача прутка до упора) начинается лучом (соткой), которая на кулачке занумерована О, а последнее двил[c.156]
Фасонно-отрезные автоматы имеют два, три или более (до пяти) радиально расположенных суппорта, осуществляющих только по-г.еречную подачу, для фасонных и отрезных резцов и, кроме того, [c.130]
На рис. 4.2 показано влияние формы корпуса у режущей части на прочность отрезного резца, оснащенного пластинкой из твердого сплава Т5К10 [57]. Прочность резца характеризуется при этом значением ломающей подачи д. Как видно из рисунка, выпуклая форма прилегающего к задней грани участка корпуса (форма б) снижает прочность резца (ломающая подача снижается по сравнению с формой а на 15 %), вогнутая форма этого же участка (форма в) повышает прочность резца (ломающая подача возрастает по сравнению с формой а на 15%). [c.134]
Отрезание и подрезание. При отрезании или подрезании обрабатьшаемую деталь закрепляют в патроне. Отрезание вьшолняют при поперечной подаче отрезного резца (см. рис. 237, г). Подрезание можно производить перемещением резца к центру детали или от него. [c.555]
Для выставки других резцов поперечного точения (в данном случае подрезного 7 и чашечного 8) необходимо суппорт III переместить ручным поворотом распределительното вала в положение окончания хода подачи ( а расстояние D/2 от центра заготовки). Замерив расстояние от подрезного и чашечного резцов 7 и 8 до отрезного резца 1, выполнить соответствующее перемещение их на суп-по рте HI, чтобы расстояния дне рав шлись заданным. [c.43]
Для выставки резцов продольного точения (в данном случае 3, 4, 5, 6), расположенных на продольном суппорте // многошпиндельного автомата, продольный суппорт II нужно переместнгь в положение окончания хода подачи. По расстояниям ж r и от. резцов 3, 4, 5, б до отрезного резца 1, указанным ма карте наладки, выставить резцы. [c.43]
| Режущий инструмент, инструментальная оснастка и приспособления / Cutting tools, tooling system and workholding PRAMET | Каталог PRAMET 2016 Металлорежущий инструмент (Всего 953 стр.) | ||||||||
161 Каталог PRAMET 2016 Металлорежущий инструмент для точения фрезерования сверления Стр.159 | ||||||||
Токарные отрезные резцы Pramet XLCFR/L со сменными режущими твердосплавными пластинами и призматическим хвостовиком для крепления в станочном резцедержател Токарные отрезные резцы Pramet XLCFR/L со сменными режущими твердосплавными пластинами и призматическим хвостовиком для крепления в станочном резцедержателе ТОКАРНЫЕ РЕЗЦЫ XLCFR/L ДЛЯ ОТРЕЗКИ И ОБРАБОТКИ КАНАВОК PARTING AND GROOVING TOOLS ТОКАРНЫЙ РЕЗЕЦ ДЛЯ НАРУЖНОЙ ОБРАБОТКИ / BLADES FOR PARTING GROOVING Размер пластины Dimensions ISO R/L h=h, b a D max кг Запасные части Spare part СМП Inserts XLCFR/L 2520 K 03 / 25 20 130 3 50 0,15 KV LFUX 03080. XLCFR/L 2520 K 04 25 20 130 4 50 0,50 KV LFUX 04080. XLCFR/L 2520 K 05 / 25 20 130 5 50 0,50 KV LFUX 05080. XLCFR/L 3225 P 05 32 25 170 5 65 1,00 KV LFUX 05080. XLCFR/L 3225 P 06 32 25 170 6 65 1,00 KV LFUX 06080. о Е CD Запасные части Spare parts Тип Type Ключ для извлечения пластины/Extractor Все размеры в мм All dimensions mm Рекомендованные моменты затяжки винтов см. стр. 390-391 See pages 390-391 for recommended screw torques KV KV 5×70 PRAMET складируемый ассортимент нескладируемый ассортимент stocked as standard not stocked as standard Актуальная номенклатура инструмента Прамет представлена в действующем прайс-листе See price list for current availability. 159 | ||||||||
См.также / See also : | ||||||||
Металлообработка Учебники и справочники / Metal Cutting Technology Technical Guide | Особенности сверления металла / Drill a hole in metal | |||||||
Токарная обработка металла / Basics of metal turning | Фрезерование на фрезерном станке / Basics of milling | |||||||
Нарезание резьбы метчиками / Tapping | Развертывание отверстий и развертки по металлу / Reaming and reamer cutting tool | |||||||
Расточка на токарном станке / Boring on a lathe | Растачивание отверстий на расточном станке / Boring on a boring machine | |||||||
| Прорезные державки Pramet с СРП для токарной отрезки и точения канавок | ||||||||
| Каталог PRAMET 2016 Металлорежущий инструмент (Всего 953 стр.) | ||||||||
| | 158 | 159 Сменное отрезное двустороннее лезвие Pramet XLCFN с режущими твердосплавными прорезными пластинами Изображение сборного инструмента из Чехии Максимальная в | 160 | 162 Сменное прорезное лезвие Pramet XLXFL с режущими сменными пластинами для точения торцевых канавок Изображение Обозначение чешского производителя | 163 Специальные инструментальные блоки Pramet DU D для крепления отрезных токарных лезвий-резцов в стандартный резцедержатель под призматический хвостовик | 164 Резьбовые резцы Pramet с многогранными резьбонарезными сменными пластинами Наружные и внутренние Принятая чешской компанией система обозначения токарных ре Указатель каталога | ||
| PRAMET | ||||||||
| | ||||||||
Каталог PRAMET 2017 Металлорежущий станочный инструмент (RU CS PL SK) (1034 страницы) | ||||||||
Каталог PRAMET 2016 Металлорежущий инструмент (RUS ENG) (953 страницы) | ||||||||
Каталог PRAMET 2016 Инструментальная оснастка (RU EN CS ZH) (358 страниц) | Каталог PRAMET 2014 Токарная обработка (399 страниц) | Каталог PRAMET 2014 Фрезерование (342 страниц) | Каталог PRAMET 2010 Металлорежущий токарный инструмент (329 страниц) | |||||
Каталоги инструмента и оснастки для металлообработки на станках / | ||||||||
— — | ||||||||
Amazon.com: Машина для производства макарон и лапши Ручная рукоятка из нержавеющей стали 3 ножа 8 Регулируемая толщина Съемная ручка и зажим Идеально подходят для шкур для спагетти, феттучини, лазаньи или пельменей (3 ножа): для дома и кухни
Цвет: 3 резца
Характеристики:
– Дополнительная ширина с 3 ножами – Интегрированная конструкция позволяет брать и использовать напрямую; С лезвиями 2,5 мм, 4 мм и 9 мм для соответствия предпочтительной ширине, для приготовления узких спагетти для салата или широкого феттучини на ужин
– Простая и экономичная работа – Машина для макаронных изделий WeChef с экономичной рукояткой для ручного приготовления более ровного теста По сравнению со скалкой, вы сможете приготовить макароны своими руками и приготовить здоровую и вкусную итальянскую пасту дома и в небольших ресторанах. продукты, такие как 1–2 уровня для равиоли, 3–6 для спагетти и 7–8 для капеллини, идеально подходят для придания однородной текстуры и вкуса
– Долговечное и безопасное использование – С крышкой из нержавеющей стали 410 и основанием и литым стальным роликом и нож для высокой твердости, защиты от коррозии и длительного срока службы; Закругленные края не поцарапаны; С регулируемым зажимом стола и противоскользящими ножками для надежного крепления машины к различным поверхностям
– Экономия места – Малый размер 8 1/4 “x 8 1/4” x 5 7/8 “, ручку и зажим можно отсоединить, когда не используется, занимает небольшое пространство; идеально подходит для использования дома, в ресторане, кафе и магазине макаронных изделий
Спецификация:
– Общие размеры (ДхШхВ): 8 1/4 “x 8 1/4” x 5 7 / 8 дюймов (21 x 21 x 15 см)
– Толщина теста (необязательно): 3/16 дюйма, 1/8 дюйма, 1/8 дюйма, 1/8 дюйма, 1/16 дюйма, 1/16 дюйма, 1 / 16 дюймов, 1/16 дюйма (4 мм, 3.5 мм, 3 мм, 2,5 мм, 2 мм, 1,8 мм, 1,4 мм, 1 мм)
– Ширина лапши (необязательно): 1/8 дюйма, 3/16 дюйма, 3/8 дюйма (2,5 мм, 4 мм, 9 мм)
– Материал: нержавеющая сталь, литая сталь
– Вес нетто: 2,8 кг (6,17 фунта)
Содержимое упаковки:
– Машина для макаронных изделий 1x
– Кривошипная ручка 1x
– Зажим для стола 1x
– Руководство 1x
Примечание:
– Из-за наличия машинного масла, пожалуйста, очистите машину перед использованием
– Пожалуйста, очистите машину влажной тканью и щеткой после использования.(НЕ входит в комплект)
Машина для производства макаронных изделий AL DENTE для дома и сада со съемными ножами 180 мм, хром! 100% натуральная кухня, столовая и барная стойка
Дом и сад Машина для макаронных изделий AL DENTE со съемными ножами 180 мм, хром! 100% натуральная кухня, столовая и барная стойка- Дом
- Дом и сад
- Кухня, столовая и бар
- Кухонный инвентарь и гаджеты
- Паста, формы и прессы
- Машина для макаронных изделий AL DENTE со съемными ножами 180 мм Хром! 100% натуральная
180 мм хром! 100% подлинная машина для макаронных изделий AL DENTE со съемными ножами, бесплатная доставка для многих продуктов, найдите много отличных новых и подержанных опций и получите лучшие предложения на 100% подлинную машину для макаронных изделий AL DENTE со съемными ножами 180 мм, хром, по лучшим онлайн ценам на , Более низкие цены для всех, Эксклюзивное веб-предложение, чтобы предоставить вам лучшее качество и услуги.Фрезы 180мм Хром! 100% подлинная машина для макаронных изделий AL DENTE со съемной машиной для макаронных изделий AL DENTE со съемными ножами 180 мм, хром! 100% подлинное.
Машина для макаронных изделий AL DENTE со съемными ножами 180 мм, хром. Упаковка должна быть такой же, как в розничном магазине. См. Все определения условий: Цвет:: Хром. по лучшим онлайн-ценам в закрытом виде. Найдите много отличных новых и подержанных товаров и получите лучшие предложения на 100% подлинное.См. Список продавца для получения полной информации, например, о коробке без надписи или полиэтиленовом пакете, где применима упаковка, неиспользованный, неповрежденный товар в оригинальной упаковке. если товар не ручной работы или не был упакован производителем в не розничную упаковку, Состояние :: Новое: Совершенно новый, UPC:: 9313492944051, Бесплатная доставка для многих товаров. Торговая марка: AL DENTE: MPN: 4405.
AL DENTE Макаронная машина со съемными ножами 180 мм, хром! 100% подлинный
almuiyid.com Бесплатная доставка для многих продуктов. Найдите много отличных новых и бывших в употреблении опций и получите лучшие предложения на 100% подлинную макаронную машину AL DENTE со съемными резаками 180 мм, хром, по лучшим онлайн-ценам, более низкие цены для всех, эксклюзивное веб-предложение, здесь, чтобы предоставить вам лучшее качество и сервис. Заявка на патент США
на МОДУЛЬ РЕЗАКА ДЛЯ ПЕЧАТНЫХ ПЛАТ С СЪЕМНЫМИ РЕЗАКАМИ Заявка на патент (Заявка № 20100307311 от 9 декабря 2010 г.)
Уровень техники1.Область изобретения
Настоящее изобретение относится к модулю резака для печатных плат для резки печатных плат и т.п., и, более конкретно, к модулю резака для печатных плат со съемными резцами, который облегчает быстрое размещение резаков на базовой панели для соответствия различным резкам. требований, и позволяет быстро заменить любой поврежденный резак во время работы производственной линии.
2. Описание предшествующего уровня техники
Для устранения недостатков, связанных с длительным временем работы, сложными процедурами обработки и низкой производительностью обычного ручного изготовления, созданы автоматические или полуавтоматические станки.Использование автоматических или полуавтоматических станков значительно сокращает время обработки и трудозатраты, а также значительно повышает эффективность и качество обработки. Кроме того, использование автоматических или полуавтоматических станков делает возможным массовое производство продукции. Кроме того, можно использовать различные инструменты для обработки подложек для плат ПК с учетом желаемых размеров, форм или спецификаций. Например, разные режущие модули могут использоваться для резки субстратов с различными требованиями к резке для разных моделей.Обычные режущие модули для печатных плат неудовлетворительны в работе из-за следующих недостатков:
- 1. Обычный режущий модуль для печатных плат обычно содержит пластину формы и множество резцов, прикрепленных к пластине формы. Если режущая кромка одного резака повреждена или не заточена и во время изготовления необходима замена, производственная линия должна быть остановлена, чтобы можно было снять модуль резака для печатной платы для замены. Замена всей сборки модуля резака печатной платы неэкономична, если поврежден только один резак или несколько резцов.
- 2. Для резки различных элементов платы в разных местах для изготовления печатных плат разных размеров и спецификаций должны использоваться разные модули для резки печатных плат. Однако использование разных модулей резака для печатных плат для резки различных элементов платы с целью изготовления печатных плат различных размеров и спецификаций является неэкономичным.
- 3. Когда модуль резака для печатных плат не используется, резцы остаются прикрепленными к пластине формы. Во время доставки или хранения модуля резака для печатных плат человек, работающий с модулем резака для печатных плат, может случайно пораниться резаками, или внешние предметы могут быть случайно поцарапаны или порезаны резаками.
Соответственно, существует потребность в модуле резака для печатных плат, который устраняет вышеупомянутые проблемы и позволяет быструю замену резцов по отдельности.
СУЩНОСТЬ ИЗОБРЕТЕНИЯНастоящее изобретение было выполнено при данных обстоятельствах. Одной из целей настоящего изобретения является создание модуля резака для печатной платы, который позволяет быструю замену резцов по отдельности во время изготовления печатной платы. Другой целью настоящего изобретения является создание модуля резака для печатных плат, в котором резаки хранятся отдельно, что позволяет избежать случайной травмы.Еще одна цель настоящего изобретения – предоставить модуль резака для печатных плат, который облегчает изготовление печатных плат и эффективно снижает затраты на изготовление печатных плат.
Для достижения этих и других целей настоящего изобретения модуль резака для печатных плат содержит базовую панель, имеющую установочные пазы, множество резцов для установки на опорной панели для резки заготовки, множество позиционирующих устройств, соответственно предусмотренных в установочных пазах. канавки базовой панели для крепления фрез к базовой панели и дополнительные блоки держателя, выборочно прикрепленные к фрезам, чтобы удерживать соответствующий выравнивающий стержень для удержания заготовки в положении для точной резки резцами.С помощью устройств позиционирования резаки соответственно съемно прикрепляются к базовой панели в выбранных местах. Следовательно, если один резак поврежден, поврежденный резак можно заменить новым без остановки производственной линии.
Кроме того, монтажные средства предусмотрены на базовой панели вдоль каждой граничной стороны, чтобы облегчить установку базовой панели на рабочем столе. В одном примере настоящего изобретения установочные средства содержат множество монтажных сквозных отверстий, расположенных вдоль каждой граничной стороны базовой панели, и множество крепежных элементов, соответственно установленных в монтажных сквозных отверстиях для прикрепления базовой панели к рабочему столу.
На основе вышеупомянутого конструктивного решения две базовые панели могут быть прикреплены к двум рабочим столам в обрабатывающем станке на разной высоте, чтобы удерживать резцы на верхней и нижней сторонах заготовки в соответствии с заранее заданным расположением, что позволяет точно разрезать заготовку. резаки. Посредством вышеупомянутой компоновки резаки могут быть отделены от базовой панели для доставки или хранения отдельно, что обеспечивает высокий уровень безопасности.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙРИС.1 представляет собой покомпонентный вид модуля резака для печатных плат в соответствии с настоящим изобретением.
РИС. 2 представляет собой покомпонентный вид в увеличенном масштабе части настоящего изобретения, показывающий конструкцию резака.
РИС. 3 представляет собой схематический чертеж настоящего изобретения, показывающий установку модуля резака печатной платы в обрабатывающей машине.
РИС. 4 представляет собой схематический чертеж настоящего изобретения, показывающий заготовку, прикрепленную к центрирующим стержням на базовой панели на нижнем рабочем столе.
РИС. 5 соответствует фиг. 4, на котором показаны установочные блоки верхнего рабочего стола, прикрепленные к центрирующим стержням на установочных блоках нижнего рабочего стола.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНОГО ВАРИАНТА ОСУЩЕСТВЛЕНИЯСо ссылкой на фиг. 1-3 показан модуль резака для печатных плат в соответствии с настоящим изобретением, содержащий по меньшей мере одну базовую панель 1 , множество резаков 2 и по меньшей мере один рабочий стол 3 .
Базовая панель 1 имеет множество установочных канавок 10 , расположенных на одной стороне, множество установочных устройств 11 , расположенных в установочных канавках 10 , и множество установочных средств 12 , расположенных по границе.
Каждый резак 2 содержит блок держателя 21 , который имеет установочное отверстие 210 , сформированное в его выступающей вверх средней части, и режущий элемент 22 , который имеет базовую часть 221 , прикрепленную к установочному месту. отверстие 210 блока держателя 21 и режущая кромка 222 , расположенная на верхней стороне. После установки соответствующих режущих элементов 22 в соответствующие блоки держателя 21 , режущие кромки 222 режущих элементов 22 выступают в разных направлениях, как предусмотрено.Кроме того, L-образные дополнительные блоки 23 держателя выборочно расположены относительно блоков 21 держателей резцов 2 , чтобы удерживать соответствующий стержень 24 для совмещения. Каждый дополнительный блок-держатель L-образной формы 23 имеет установочное отверстие 230 , расположенное на самом верхнем крае, для установки соответствующего центрирующего стержня 24 .
При установке модуля резака для печатных плат блоки держателя 21 резцов 2 и дополнительные блоки держателя L-образной формы 23 устанавливаются соответственно в установочные пазы 10 базовой панели 1 и закрепляется на нем позиционирующими устройствами 11 в установочных пазах 10 , а затем базовая панель 1 устанавливается на рабочий стол 3 и прикрепляется к нему с помощью монтажных средств 12 .Каждое монтажное средство 12 содержит монтажное сквозное отверстие 122 , соответственно, направленное на соответствующее монтажное сквозное отверстие 30 на рабочем столе 3 , и крепежный элемент 121 , прикрепленный к монтажному сквозному отверстию 122 и монтаж через отверстие 30 для крепления базовой панели 1 к рабочему столу 3 .
Кроме того, вышеупомянутые устройства позиционирования 11 могут быть магнитными элементами, постоянными магнитами или электромагнитами, соответственно установленными в установочных пазах 10 для закрепления блоков держателя 21 и дополнительных блоков держателя L-образной формы 23 посредством средства магнитного притяжения.В качестве альтернативы, позиционирующие устройства 11 могут быть клеем для приклеивания держателей 21 и L-образных дополнительных держателей 23 к установочным пазам 10 . Кроме того, монтажное сквозное отверстие , 122, каждого монтажного средства , 12, может быть отверстием для штифта или отверстием для винта, а крепежный элемент 121 каждого монтажного средства , 12 может быть штифтом или винтом. Зажимы могут использоваться вместо крепления базовой панели 1 к рабочему столу 3 .Кроме того, для прикрепления блока держателя 21 или L-образного дополнительного блока держателя 23 к соответствующей установочной канавке 10 можно использовать паз и шип, резьбовое соединение, соединение с гребнем и пазом или любое подходящее крепежное средство. .
Кроме того, средство ограничения положения 4 может быть предусмотрено между каждым блоком держателя 21 каждого резца 2 и соответствующей установочной канавкой 10 для предотвращения смещения держателя 21 относительно соответствующей установочной канавки. 10 .Средство ограничения положения 4 содержит выступ 41 , выступающий с одной стороны периферийной стенки установочной канавки 10 , и установочный паз 42 , расположенный на одной стороне блока держателя 21 для зацепления с выступ 41 (см. фиг. 2). В качестве альтернативы, выступ 41 и установочная выемка 42 могут быть соответственно сформированы в блоке держателя 21 и на периферийной стенке установочной канавки 10 , достигая того же эффекта.Кроме того, паз и шип или зубчатый участок и участок с канавкой могут использоваться для замены расположения выступа 41 и установочного паза 42 , достигая того же эффекта.
Ссылаясь на фиг. 4 и 5 и фиг. 1 и 3, расположение установочных пазов 10 на базовой панели 1 соответствует местам на обрабатываемой детали (печатной плате или подложке) 5 , которую нужно вырезать. Таким образом, размер, спецификация и тип базовой панели 1 определяются в зависимости от размера, спецификации и типа заготовки 5 , а установочные пазы 10 формируются на базовой панели 1 при условии в определенные места и размеры для установки фрез 2 .В зависимости от вышеупомянутой конструкции, фрезы 2 можно удобно установить в установочные пазы 10 или снять с них. Если режущая кромка одного резца 2 повреждена, оператор может быстро заменить поврежденный резак на новый, не останавливая работу производственной линии. Поскольку фрезы 2 модуля резака для печатных плат можно заменять по отдельности, нет необходимости заменять весь модуль резака новым модулем резака, если один или несколько резцов 2 повреждены.Кроме того, различные размеры или типы базовых панелей 1 , которые имеют различную компоновку установочных пазов 10 , могут выборочно предоставляться для установки резцов 2 , чтобы соответствовать различным требованиям к резке. Следовательно, изобретение подходит для различных конструкций изделий и значительно экономит затраты.
В одном из примеров применения настоящего изобретения модуль резака для печатных плат состоит из двух рабочих столов 3 , которые обращены друг к другу и держатся на расстоянии друг от друга, две базовые панели 1 соответственно прикреплены к двум рабочим столам 3 , и множество резцов 2 , соответственно установленных в установочных пазах 10 базовых панелей 1 и закрепленных на них соответствующими установочными устройствами 11 .Кроме того, каждый рабочий стол , 3, имеет множество установочных блоков 31 , соответственно расположенных в его углах. Каждый блок позиционирования 31 имеет установочное отверстие 310 . Кроме того, центрирующие стержни 32 соответственно прикреплены к установочным отверстиям 310 установочных блоков 31 для соединения двух рабочих столов 3 . Таким образом, ножи 2 на верхней панели основания 1 сохраняются в точном совмещении с соответствующими ножами 2 на нижней панели основания 1 , и поэтому никакая дополнительная калибровка выравнивания не требуется.После установки модуля резака печатных плат на рабочий стол 61 обрабатывающего станка 6 , заготовка (печатная плата или подложка) 5 устанавливается между резаками 2 на нижней панели основания 1 и фрезы 2 на верхней панели основания 1 , где отверстия 50 в зоне для отходов 51 заготовки (печатной платы или подложки) 5 соответственно соединены с выравнивающими стержнями 24 .Затем можно управлять перерабатывающим станком 6 , что позволяет отрезать соединительные части 511 , которые соединены между центральной частью 52 и краевой зоной для отходов 51 соответствующими резаками 22 , и поэтому центральная часть 52 , т. е. готовый продукт отделяется от пограничного участка для отходов 51 .
Как указано выше, модуль резака для печатных плат включает два рабочих стола 3 , которые обращены друг к другу и держатся на расстоянии друг от друга, две базовые панели 1 , соответственно, прикрепленные к двум рабочим столам 3 , и множество резаков 2 соответственно установлены в установочные пазы 10 базовых панелей 1 и закреплены на них соответствующими позиционирующими устройствами 11 .Во время нанесения модуль резака для печатных плат устанавливается на рабочий стол 61 обрабатывающего станка 6 для резки заготовки (печатной платы или подложки) 5 . Посредством расположения установочных канавок 10 на одной стороне каждой базовой панели 1 с учетом заданного расположения и использования устройств позиционирования 11 в установочных канавках 10 , фрез 2 Удобно заменяемая установка в базовые панели 1 .
В заключение, изобретение обеспечивает модуль резака для печатных плат, который имеет следующие преимущества и особенности:
1. Модуль резака для печатных плат содержит по меньшей мере одну базовую панель 1 , множество резаков 2 и по меньшей мере один рабочий стол 3 . Базовая панель 1 отличается простотой изготовления и низкой стоимостью изготовления. Различные размеры или типы базовых панелей 1 , которые имеют различную компоновку установочных пазов 10 , могут быть выборочно предоставлены для установки фрез 2 , чтобы соответствовать различным требованиям к резке для резки различных печатных плат 5 , тем самым экономя стоимость обработки.
2. Посредством расположения установочных канавок 10 на одной стороне каждой базовой панели 1 с учетом заранее определенного расположения и использования устройств позиционирования 11 в установочных канавках 10 , установка фрез 2 проста. Кроме того, когда режущая кромка 222 режущего элемента 22 одного резака 2 повреждена, поврежденный резак 2 можно отдельно заменить новым резаком, не выбрасывая весь модуль резака печатной платы, тем самым экономя много труда и затрат.
3. Когда модуль резака для печатных плат не используется, резаки 2 можно снимать с каждой базовой панели 1 , а резаки 2 и базовые панели 1 можно переносить для хранения отдельно, предотвращение случайного пореза или повреждения режущей кромки, а также продление срока службы ножей 2 .
Таким образом, объем настоящего изобретения – съемное монтажное приспособление между панелью основания и резаками.Посредством расположения средств позиционирования на базовой панели для съемной фиксации ножей и расположения средств ограничения положения для предотвращения смещения ножей относительно базовой панели после закрепления ножей на базовой панели с помощью средств позиционирования любой поврежденный резак можно легко и сразу заменить на новый, что значительно экономит время и трудозатраты на замену резца. Кроме того, несколько базовых панелей, которые имеют различную компоновку установочных пазов, могут выборочно использоваться для установки устройств позиционирования, чтобы закрепить резаки для резки различных печатных плат.
Настоящее раскрытие, описанное таким образом со ссылкой на предпочтительный вариант осуществления, будет очевидно, что в него могут быть внесены различные модификации, изменения и улучшения, не выходящие за рамки сущности и объема настоящего раскрытия, как определено в раскрытии и формуле изобретения.
Булавочный нож, 22 1/2 ”, двойного действия, с боковой резкой, режет до 0,25 ” (6,35 мм), съемные ручки
Булавочный нож, 22 1/2 ”, двойного действия, боковой нарез, разрезы до 0,25 дюйма (6,35 мм), съемные ручки | Амблер хирургическийМагазин не будет работать корректно, если куки отключены.
Похоже, в вашем браузере отключен JavaScript. Для наилучшего взаимодействия с нашим сайтом обязательно включите Javascript в своем браузере.
Булавочный нож, 22 1/2 ”, двойного действия, с боковой резкой, режет до 0,25 ” (6,35 мм), съемные ручки
| Производитель | г Источник |
|---|---|
| Страна происхождения | Германия |
| Есть | нестерильно |
| Использование | Многоразовый |
| Тип продукта Новый | Фрезы |
| Основной материал | Нержавеющая сталь |
За любой инструмент gSource, возвращенный в течение 30 дней с даты выставления счета, взимается комиссия за возврат в размере 15%.
Условия, при которых любой продукт не подлежит возврату:
- Любой нестерильный инструмент, который был стерилизован
- Любой инструмент, полученный через 31 день или более после даты выставления счета
- Любой вскрытый стерильный продукт
- Любой товар, возвращенный из оригинальной упаковки
- Любой распространенный товар, возвращенный с повреждением упаковки / этикетки
- Любой инструмент с гравировкой по индивидуальному заказу
- Любой инструмент на заказ
- Любые продажи ветеринарным врачам / кабинетам
Чтобы ознакомиться с нашей полной политикой возврата товаров, перейдите по ссылке «Политика возврата» в разделе обслуживания клиентов.
Ознакомьтесь с нашей политикой возврата
См. Инструкции по очистке и стерилизацииМини-упаковщик пакетов и резак с крючком Суперлатит в 1 съемном портативном 2
Миниатюрный запайщик пакетов и резак с крючком Суперлатит в 1 съемном портативном 2Мини-упаковщик и резак для пакетов за 5 долларов со съемным крючком, 2 в 1 портативная домашняя кухня Кухня Столовая Мелкая бытовая техника Мини Запайщик пакетов и резак с крючком Superlatite в 1 съемном переносном 2 съемном мешке в домашней кухне, столовой на кухне, мелкой бытовой технике, 2, / по описанию 333085.html, Portable, uniview-us.com, Mini, и, 5,1 долл. США, резак, с, герметик, крючок, съемный, сумка, в, домашняя кухня, столовая на кухне, мелкая бытовая техника, 2, / описательно333085.html, Portable, uniview-us.com, Mini, и, 5,1 доллара, резак, с запайщиком, крючком, мини-упаковщик пакетов за 5 долларов и резак со съемным крючком, портативная домашняя кухня, кухня, столовая, небольшая бытовая техника, мини-запайщик пакетов и резак с крючком Superlatite в 1 съемном портативном 2
$ 5
Миниатюрный запайщик и резак для пакетов со съемным крючком, переносной 2 в 1
- Убедитесь, что это подходит введя номер вашей модели.
- 🠟㠀 ð —˜ð – ”𠗦𠗬 ð ˜ ð —¼ 𠗨𠗦𠗘㠀‘ – Руководство пользователя включено , для работы упаковщика пакетов для стружки достаточно 2 батареек AA (не входят в комплект). Снимите крючок и нагрейте термосварку герметика пакетов, нажав на запечатывающий конец («+») в течение 5 секунд, затем поместите открывающийся край пакета между ними, надавите на запечатывающий конец и удерживайте, чтобы МЕДЛЕННО скользить по краю. и постоянно. Избегайте сильных сдавливаний, так как это может расплавить пластик. Другой конец «-» (резак) можно использовать в качестве открывателя пакетов, нажимая и плавно скользя вдоль края пакета.
- 🠟㠀 ð —–ð – ¢ ð – ð – £ ð – ”ð —–ð —§ amp; ð —–ð – ¢ ð —¡ð – © 𠗘𠗡𠗜𠗘𠗡𠗧㠀 ‘- Этот легкий пластиковый герметик меньше мобильного телефона и его очень легко носить с собой. Благодаря съемному удобному крючку его можно повесить в любом месте и при необходимости под рукой. Маленькие гаджеты отлично подходят как для домашнего использования, так и для активного отдыха, и помогают сохранять свежесть продуктов, где бы вы ни находились – кладовая, кухня, гостиная, гараж, инструментальная комната, работа, путешествия, походы, кемпинг, охота, рыбалка …
- 🠟㠀 ð —žð —˜ð —˜ð – £ ð – ™ ð – ¢ ð – ¢ ð —— ð – ™ ð – ¥ ð – ˜ð —¦ð – ›ã €‘ – Используйте этот термосварщик для пластиковых пакетов, чтобы запечатать всю вашу еду в герметичном хранилище и не допустить, чтобы еда испортилась.Сохраните свежесть и вкус своих чипсов, закусок, хлопьев, мяса и остатков еды. Уменьшите количество пищевых отходов, больше не беспокойтесь об утечке или открытии контейнера, и до свидания с беспорядком и порчей, с помощью всего лишь портативной мини-машины для запечатывания пластиковых пакетов, насколько это здорово?
- 🠟㠀 ð —ªð – ¢ ð – ¥ ð —žð —¦ ð —¼ð – »ð – ð -” ð —¡ð —¬ 𠗦𠗧𠗬𠗟𠗘 ð – • ð – ”𠗚𠗦㠀‘ – Миниатюрный герметик для пластиковых пакетов является обязательным атрибутом любого как чипсы и закуски. Применимо для пакетов из различных материалов, включая полипропилен, полиэтилен, ПВХ и пакеты из алюминиевой фольги с покрытием.Больше никаких упаковок на молнии, зажимов для стружки или булавок. Повторное использование и повторное использование, ведите низкоуглеродный и здоровый образ жизни.
- 🠟㠀 ð —ªð – ”ð – ¥ ð – ð -› 𠗜𠗡𠗧㠀 ‘- Чтобы открыть батарейный отсек, слегка сожмите Обложка на знаке + в сторону знака -. Чтобы установить батареи, смотрите направление, указанное внутри батарейного отсека. При низком заряде батарей замените их, чтобы сохранить хороший эффект уплотнения. Наш мини-упаковщик безопасен, чтобы батареи оставались внутри безостановочно.Если у вас возникнут какие-либо вопросы об этой машине для запечатывания mini, пожалуйста, немедленно свяжитесь с нами и дайте нам возможность улучшить ваши впечатления.
Миниатюрный запайщик пакетов и резак со съемным крючком, переносной 2 в 1
4:00 3:00 утра 10:15 10:00 9:00 00:00 11:35 11:00 14:45 3:00 утра 13:06 9:00 2:00 утра 15:40 5:00 4:00 |
Скачать файл STL Съемный резак для печенья • Дизайн для 3D-печати ・ Культы
?Творчество: 5.0/5 (1 голос-голосов)
Оценка участников по пригодности для печати, полезности, уровню детализации и т. Д.
Ваш рейтинг: 0/5 Удалить
Ваш рейтинг: 0/5
- 614 Просмотры
- 1 нравиться
- 8 загрузки
Описание 3D модели
Резак для печенья
Измерений:
Высота: 125 мм
Ширина: 140 мм
Толщина: 13 мм
Резаки для печенья, помадки и принадлежности.
Мы разрабатываем модели резаков и принадлежности для выпечки, оптимизированные для технологии 3D-печати.
Мы предлагаем широкий выбор моделей, форм и размеров, чтобы вы могли выбрать ту, которая лучше всего соответствует вашим потребностям.
Все наши модели – собственного дизайна.
Мы изготавливаем специальные конструкции на заказ, поэтому свяжитесь с нами, и мы будем рады проконсультировать вас.
Большое разнообразие дизайнов
С нашими продуктами вы можете легко получить ваши любимые персонажи и мотивы без необходимости иметь опыт выпечки.
При желании их можно оригинально украсить цветной жидкой глазурью, вырезать рисунок в Помаде или разметить его детали съедобными чернильными карандашами.
Наши продукты просты в использовании. Они позволят вам приготовить и украсить дома с помощью детей.
Вы можете использовать их как часть сладкого стола на вечеринке или любом мероприятии.
Воспользуйтесь нашими продуктами и убедитесь, насколько успешны ваши творения!
Настройки 3D-печати
Сопло: 0.4
Высота слоя: 0,3
Заполнение: 15%
Сплошные слои sup: 2
Базовые слои: 2
Периметры: 2
Скорость: 60 мм / с
Информация о файле 3D-принтера
- Формат 3D-дизайна : STL
Сведения о папке
Закрывать
Подробнее о форматах
- Размер 3D модели : X 139 × Y 126 × Z 13 мм
- Дата публикации : 2020.04.15 в 18:52
авторское право
©
Теги
Создатель
Diseñamos a pedido todo tipo de cortantes, marcadores, трафареты и т. Д.
Consultanos y pedi tu presupuesto a:
[email protected]
Бестселлеры категории Дом
Хотели бы вы поддержать культы?
Вы любите Культы и хотите помочь нам продолжить приключение самостоятельно ? Обратите внимание, что мы небольшая команда из 3 человек , поэтому очень просто поддержать нас, чтобы поддерживали деятельность и создавали будущие разработки .Вот 4 решения, доступные всем:
РЕКЛАМА: Отключите блокировщик баннеров AdBlock и нажимайте на наши рекламные баннеры.
ПРИСОЕДИНЕНИЕ: Делайте покупки в Интернете, нажимая на наши партнерские ссылки здесь Amazon или Aliexpress.
ПОЖЕРТВОВАТЬ: Если хотите, вы можете сделать пожертвование через PayPal здесь.
WORD OF MOUTH: Пригласите своих друзей прийти, откройте для себя платформу и великолепные 3D-файлы, которыми поделились сообщество!
Д.line Машина для макаронных изделий Al Dente со съемным ножом 150 мм
Этот продукт продается сторонним продавцом на торговой площадке.
В случае претензий по гарантии на этот продукт распространяется гарантия Kogan
.Гарантия Kogan
Гарантия Kogan гарантирует, что для каждого заказа на Kogan.com вы получите то, что заказали, и все будет в соответствии с описанием. В противном случае мы:
- Убедимся, что вы получили заказанный продукт, или, если мы не сможем этого сделать,
- Вернем вам уплаченную сумму.
Как это работает?
Если вы не получите заказанные продукты или они не соответствуют описанию, мы решим эту проблему за вас. Простые шаги:
- Войдите в свою учетную запись Kogan.com, в которой был сделан заказ.
- Перейдите в историю заказов и выберите заказ, с которым вам нужна помощь.
- Выберите « Свяжитесь с Kogan » или для продуктов, продаваемых Kogan. com, или для Продавца на торговой площадке выберите « Связаться с продавцом », заполните форму и приложите любую соответствующую информацию
Что касается продуктов, продаваемых Kogan, мы позаботимся об этом и свяжемся с вами в течение 48 часов.
Для продуктов, продаваемых Продавцом на торговой площадке, если Продавец не предоставил удовлетворительное решение в течение 3 рабочих дней, отправьте здесь запрос на разрешение спора, и мы позаботимся об этом оттуда в соответствии с настоящей Гарантией.
Неисправности или проблемы позже?
Если с вашим продуктом все было в порядке, когда вы его получили, но позже у него возникла проблема, вы также можете связаться с Kogan или продавцом, выполнив указанные выше действия.