Резцы токарные по металлу
Почта для вашего заказа : [email protected]
* Цены указаны в рублях РФ с НДС на 11.01.2021 года:
Название Сечение Сталь Цена Цена опт Изображение Резец отрезной 16х10 ВК8 96 р. 73 р. Резец отрезной 16х10 Т15К6 96 р. 73 р. Резец отрезной 16х10 Т5К10 96 р. 73 р. Резец отрезной ВК8 118 р. 89 р. Резец отрезной 20х12 Т15К6 118 р. 89 р. Резец отрезной 20х12 Т5К10 118 р. 89 р. Резец отрезной 25х16 ВК8 152 р. 115 р. Резец отрезной 25х16 Т15К6 152 р. 115 р. Резец отрезной 25х16 Т5К10 152 р. 115 р. Резец отрезной 32х20 ВК8 238 р. 
180 р. Резец отрезной 32х20 Т15К6 238 р. 180 р. Резец отрезной 32х20 Т5К10 238 р. 180 р. Резец отрезной 40х25 ВК8 429 р. 325 р. Резец отрезной 40х25 Т15К6 429 р. 325 р. Резец отрезной 40х25 Т5К10 429 р. 325 р. Материал : ВК8, Т5К10, Т15К6 / ГОСТ 18884-82, Предназначен для отрезания заготовок.
Почта для вашего заказа : [email protected]
Телефон для заказов : 8 (812) 615-88-64
Название Сечение Сталь Цена Цена опт Изображение Резец подрезной отог. 16х10 ВК8 99 р. 75 р. Резец подрезной отог. 16х10 Т15К6 99 р. 75 р. Резец подрезной отог. 16х10 Т5К10 99 р. 75 р. Резец подрезной отог. 20х12 ВК8 118 р. 89 р. Резец подрезной отог. 20х12 Т15К6 118 р. 89 р. Резец подрезной отог. 20х12 Т5К10 118 р. 89 р. Резец подрезной отог. 25х16 ВК8 152 р. 115 р. Резец подрезной отог. 25х16 Т15К6 152 р. 115 р. 25х16 Т5К10 152 р. 115 р. Резец подрезной отог. 32х20 ВК8 317 р. 240 р. Резец подрезной отог. 32х20 Т15К6 317 р. 240 р. Резец подрезной отог. 32х20 Т5К10 317 р. 240 р. Резец подрезной отог. 40х25 ВК8 686 р. 520 р. Резец подрезной отог. 40х25 Т15К6 686 р. 520 р. Резец подрезной отог. 40х25 Т5К10 686 р. 520 р. Материал : ВК8, Т5К10, Т15К6 / ГОСТ 18880-82. Предназначен для точения ступенчатых деталей, подрезания буртиков и торцов.
Почта для вашего заказа : [email protected]
Телефон для заказов : 8 (812) 615-88-64
Название Сечение Сталь Цена Цена опт Изображение Резец проходной отог. 16х10 ВК8 99 р. 75 р. Резец проходной отог. 16х10 Т15К6 99 р. 75 р. Резец проходной отог. 16х10 Т5К10 99 р. 75 р. Резец проходной отог. 20х12 ВК8 124 р. 94 р. Резец проходной отог. 20х12 Т15К6 124 р. 94 р. Резец проходной отог. 20х12 Т5К10 124 р. 94 р. Резец проходной отог. 25х16 ВК8 198 р. 150 р. Резец проходной отог. 25х16 Т15К6 198 р. 150 р. Резец проходной отог. 25х16 Т5К10 198 р. 150 р. Резец проходной отог. 32х20 ВК8 357 р. 270 р. Резец проходной отог. 32х20 Т15К6 357 р. 270 р. Резец проходной отог. 32х20 Т5К10 357 р. 270 р. Резец проходной отог. 40х25 ВК8 686 р. 520 р. Резец проходной отог. 40х25 Т15К6 686 р. 520 р. Резец проходной отог. 40х25 Т5К10 686 р. 520 р. Материал : ВК8, Т5К10, Т15К6 / ГОСТ 18877-82. Предназначен для точения деталей по наружному диаметру, подрезания торцов, растачивания коротких отверстий больших диаметров.
Почта для вашего заказа : [email protected]
Телефон для заказов : 8 (812) 615-88-64
Название Сечение Сталь Цена Цена опт Изображение Резец проходной прямой 16х10 ВК8 99 р. 75 р. Резец проходной прямой 16х10 Т15К6 99 р. 75 р. Резец проходной прямой 16х10 Т5К10 99 р. 75 р. Резец проходной прямой 20х12 ВК8 116 р. 88 р. Резец проходной прямой 20х12 Т15К6 116 р. 88 р. Резец проходной прямой 20х12 Т5К10 116 р. 88 р. Резец проходной прямой 25х16 ВК8 158 р. 120 р. Резец проходной прямой 25х16 Т15К6 158 р. 120 р. Резец проходной прямой 25х16 Т5К10 158 р. 120 р. Резец проходной прямой 32х20 ВК8 283 р. 215 р. Резец проходной прямой 32х20 Т15К6 283 р. 215 р. Резец проходной прямой 32х20 Т5К10 283 р. 215 р. Резец проходной прямой 40х25 ВК8 646 р. 490 р. Резец проходной прямой 40х25 Т15К6 646 р. 490 р. Резец проходной прямой 40х25 Т5К10 646 р. 490 р. Материал : ВК8, Т5К10, Т15К6 / Для обточки и отрезки деталей или заготовок из сталей, чугунов или цветных металлов и сплавов на универсальном и автоматизированным оборудовании, в том числе на станках с ЧПУ.
Почта для вашего заказа : [email protected]
Телефон для заказов : 8 (812) 615-88-64
Название Сечение Сталь Цена Цена опт Изображение Резец проходной упорный отог. 16х10 ВК8 99 р. 75 р. Резец проходной упорный отог. 16х10 Т15К6 99 р. 75 р. Резец проходной упорный отог. 16х10 Т5К10 99 р. 75 р. Резец проходной упорный отог. 20х12 ВК8 136 р. 103 р. Резец проходной упорный отог. 20х12 Т15К6 136 р. 103 р. Резец проходной упорный отог. 20х12 Т5К10 136 р. 103 р. Резец проходной упорный отог. 25х16 ВК8 184 р. 140 р. Резец проходной упорный отог. 25х16 Т15К6 184 р. 140 р. Резец проходной упорный отог. 25х16 Т5К10 184 р. 140 р. Резец проходной упорный отог. 32х20 ВК8 323 р. 245 р. Резец проходной упорный отог. 32х20 Т15К6 323 р. 245 р. Резец проходной упорный отог. 32х20 Т5К10 323 р. 245 р. Резец проходной упорный отог. 40х25 ВК8 607 р. 460 р. Резец проходной упорный отог. 40х25 Т15К6 607 р. 460 р. Резец проходной упорный отог. 40х25 Т5К10 607 р. 460 р. Материал : ВК8, Т5К10, Т15К6 / ГОСТ 18877-82. Предназначен для точения деталей по наружному диаметру, подрезания торцов, растачивания коротких отверстий больших диаметров.
Почта для вашего заказа : [email protected]
Телефон для заказов : 8 (812) 615-88-64
Название Сечение Сталь Цена Цена опт Изображение Резцы проходные упорные пр. 16х10 ВК8 103 р. 78 р. Резцы проходные упорные пр. 16х10 Т15К6 103 р. 78р. Резцы проходные упорные пр. 16х10 Т5К10 103 р. 78 р. Резцы проходные упорные пр. 20х12 ВК8 136 р. 103 р. Резцы проходные упорные пр. 20х12 Т15К6 136 р. 103 р. Резцы проходные упорные пр. 20х12 Т5К10 136 р. 103 р. Резцы проходные упорные пр. 25х16 ВК8 184 р. 140 р. Резцы проходные упорные пр. 25х16 Т15К6 184 р. 140 р. Резцы проходные упорные пр. 25х16 Т5К10 184 р. 140 р. Резцы проходные упорные пр. 32х20 ВК8 336 р. 255 р. Резцы проходные упорные пр. 32х20 Т15К6 336 р. 255 р. Резцы проходные упорные пр. 32х20 Т5К10 336 р. 255 р. Резцы проходные упорные пр. 40х25 ВК8 633 р. 480 р. Резцы проходные упорные пр. 40х25 Т15К6 633 р. 480 р. Резцы проходные упорные пр. 40х25 Т5К10 633 р. 480 р. Материал : ВК8, Т5К10, Т15К6 / Для обточки и отрезки деталей или заготовок из сталей, чугунов или цветных металлов и сплавов на универсальном и автоматизированным оборудовании, в том числе на станках с ЧПУ.
Почта для вашего заказа : [email protected]
Телефон для заказов : 8 (812) 615-88-64
Название Сечение Сталь Цена Цена опт Изображение Резцы расточные для глухих отверстий 16х16 ВК8 178 р. 135 р. Резцы расточные для глухих отверстий 16х16 Т15К6 178 р. 135 р. Резцы расточные для глухих отверстий 16х16 Т5К10 178 р. 135 р. Резцы расточные для глухих отверстий 20х20 ВК8 277 р. 210 р. Резцы расточные для глухих отверстий 20х20 Т15К6 277 р. 210 р. Резцы расточные для глухих отверстий 20х20 Т5К10 277 р. 210 р. Резцы расточные для глухих отверстий 25х25 ВК8 382 р. 290 р. Резцы расточные для глухих отверстий 25х25 Т15К6 382 р. 290 р. Резцы расточные для глухих отверстий 25х25 Т5К10 382 р. 290 р. Материал : ВК8, Т5К10, Т15К6 / ГОСТ 18883-82. Предназначен для растачивания глухих отверстий.
Почта для вашего заказа : [email protected]
Телефон для заказов : 8 (812) 615-88-64
Название Сечение Cталь Цена Цена опт Изображение Резцы расточные для сквозных отверстий 16х16 ВК8 178 р. 135 р. Резцы расточные для сквозных отверстий 16х16 Т15К6 178 р. 135 р. Резцы расточные для сквозных отверстий 16х16 Т5К10 178 р. 135 р. Резцы расточные для сквозных отверстий 20х20 ВК8 283 р. 215 р. Резцы расточные для сквозных отверстий 20х20 Т15К6 283 р. 215 р. Резцы расточные для сквозных отверстий 20х20 Т5К10 283 р. 215 р. Резцы расточные для сквозных отверстий 25х25 ВК8 382 р. 290 р. Резцы расточные для сквозных отверстий 25х25 Т15К6 382 р. 290 р. Резцы расточные для сквозных отверстий 25х25 Т5К10 382 р. 290 р. Материал : ВК8, Т5К10, Т15К6 / ГОСТ 18883-82. Предназначен для растачивания глухих отверстий.
Почта для вашего заказа : [email protected]
Телефон для заказов : 8 (812) 615-88-64
Название Сечение Стали Цена Цена опт Изображение Резцы резьбовые для внутренней резьбы 16х16 ВК8 249 р. 189 р. Резцы резьбовые для внутренней резьбы 16х16 Т15К6 249 р. 189 р. Резцы резьбовые для внутренней резьбы 16х16 Т5К10 249 р. 189 р. Резцы резьбовые для внутренней резьбы 20х20 ВК8 323 р. 245 р. Резцы резьбовые для внутренней резьбы 20х20 Т15К6 323 р. 245 р. Резцы резьбовые для внутренней резьбы 20х20 Т5К10 323 р. 245 р. Резцы резьбовые для внутренней резьбы 25х25 ВК8 468 р. 355 р. Резцы резьбовые для внутренней резьбы 25х25 Т15К6 468 р. 355 р. Резцы резьбовые для внутренней резьбы 25х25 Т5К10 468 р. 355 р. Материал : ВК8, Т5К10, Т15К6 / ГОСТ 18885-82. Предназначен для нарезания внутренней метрической резьбы с шагом 0,5-6 мм.
Почта для вашего заказа : [email protected]
Телефон для заказов : 8 (812) 615-88-64
Название Сечение Стали Цена Цена опт Изображение Резцы резьбовые для наружной резьбы 16х16 ВК8 117 р. 89 р. Резцы резьбовые для наружной резьбы 16х16 Т15К6 117 р. 89 р. Резцы резьбовые для наружной резьбы 16х16 Т5К10 117 р. 89 р. Резцы резьбовые для наружной резьбы 20х20 ВК8 132 р. 100 р. Резцы резьбовые для наружной резьбы 20х20 Т15К6 132 р. 100 р. Резцы резьбовые для наружной резьбы 20х20 Т5К10 132 р. 100 р. Резцы резьбовые для наружной резьбы 25х25 ВК8 182 р. 132 р. Резцы резьбовые для наружной резьбы 25х25 Т15К6 182 р. 132 р. Резцы резьбовые для наружной резьбы 25х25 Т5К10 182 р. 132 р. Резцы резьбовые для наружной резьбы 32х20 ВК8 323 р. 245 р. Резцы резьбовые для наружной резьбы 32х20 Т15К6 323 р. 245 р. Резцы резьбовые для наружной резьбы 32х20 Т5К10 323 р. 245 р. Материал : ВК8, Т5К10, Т15К6 / ГОСТ 18885-82. Предназначен для нарезания наружной метрической резьбы с шагом 0,5-6,0 мм.
Почта для вашего заказа : zakaz@nordside.
spb.ru Телефон для заказов : 8 (812) 615-88-64











 spb.ru
spb.ru Резцы токарные по металлу. Вы можете купить в Санкт-Петербург в компании НордСайд.
Резец токарный по металлу – режущий инструмент, предназначен для обработки деталей различных размеров, форм, точности и материалов.
Является основным инструментом, применяемым при токарных, строгальных и долбёжных работах (и на соответствующих станках).
Резец состоит из стержня (державки) и головки. Державка крепится в резце держателе токарного станка. Она имеет квадратную или прямоугольную форму.
Токарные резцы
проходные — для протачивания заготовок вдоль оси её вращения.
подрезные — для подрезания уступов под прямым углом к основному направлению обтачивания или для выполнения торцевания.
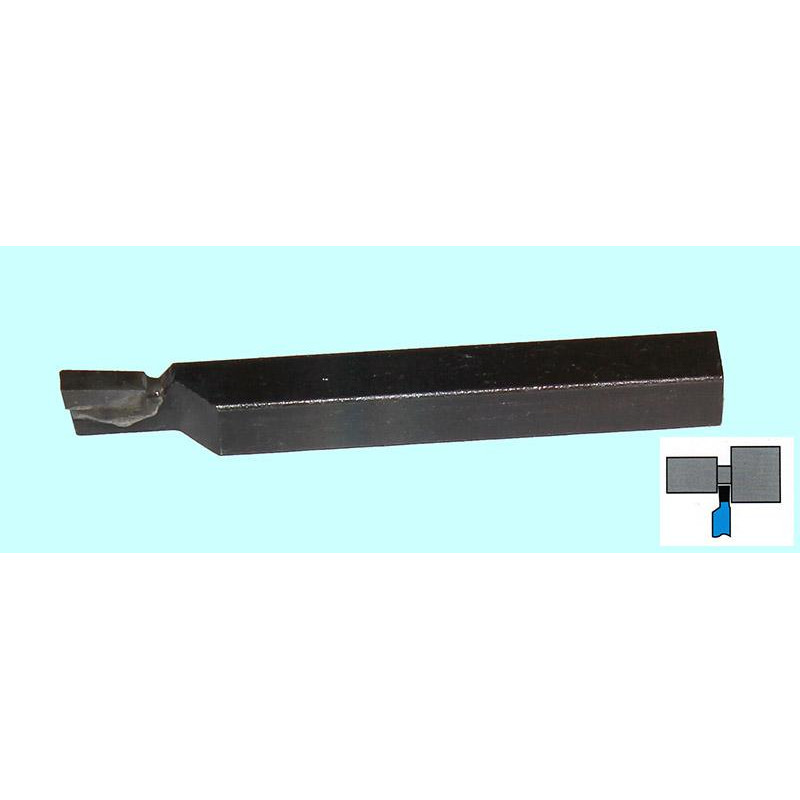
отрезные — для отрезки заготовок под прямым углом к оси вращения или для прорезания узких канавок под стопорное кольцо и др.
расточные — для растачивания отверстий.
фасочные — для снятия фасок.
фасонные — для индивидуальных токарных работ. При обработке фасонных деталей обычные токарные резцы не обеспечивают точности получения профиля и малопроизводительны. В крупносерийном и массовом производстве в качестве основного вида режущего инструмента для обработки сложных деталей находят применение специальные фасонные резцы. Они обеспечивают идентичность формы (шаблона), точность размеров и высокую производительность.
Список ГОСТов на проходные и подрезные резцы
ГОСТ 18868-73 — Резцы токарные проходные отогнутые с пластинами из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18869-73 — Резцы токарные проходные прямые из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18870-73 — Резцы токарные проходные упорные из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18877-73 — Резцы токарные проходные отогнутые с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 18878-73 — Резцы токарные проходные прямые с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 18879-73 — Резцы токарные проходные упорные с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 18871-73 — Резцы токарные подрезные торцовые с пластинками из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18880-73 — Резцы токарные подрезные отогнутые с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 26611-85 — Резцы токарные проходные, подрезные и копировальные с креплением сменных пластин прихватом сверху. Конструкция и размеры
- ГОСТ 28980-91 — Резцы токарные проходные и подрезные со сменными режущими пластинами из сверхтвердых материалов. Типы и основные размеры
- ГОСТ 29132-91 — Резцы токарные проходные, подрезные и копировальные со сменными многогранными пластинами. Типы и размеры
 Конструкция и размеры
Конструкция и размеры
Список ГОСТов на расточные резцы
- ГОСТ 9795-84 — Резцы расточные державочные с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 10044-73 — Резцы расточные державочные из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18062-72 — Резцы расточные цельные твердосплавные со стальным хвостовиком для сквозных отверстий. Конструкция и размеры
- ГОСТ 18063-72 — Резцы расточные цельные твердосплавные со стальным хвостовиком для глухих отверстий. Конструкция и размеры
- ГОСТ 18872-73 — Резцы токарные расточные из быстрорежущей стали для обработки сквозных отверстий. Конструкция и размеры
- ГОСТ 18873-73 — Резцы токарные расточные из быстрорежущей стали для обработки глухих отверстий. Конструкция и размеры
- ГОСТ 18882-73 — Резцы токарные расточные с пластинами из твердого сплава для обработки сквозных отверстий. Конструкция и размеры
- ГОСТ 18883-73 — Резцы токарные расточные с пластинами из твердого сплава для обработки глухих отверстий. Конструкция и размеры
- ГОСТ 20874-75 — Резцы токарные сборные расточные с механическим креплением многогранных твердосплавных пластин. Конструкция и размеры
- ГОСТ 25987-83 — Резцы расточные с твердосплавными пластинами с цилиндрическим хвостовиком для координатно-расточных станков. Типы и основные размеры
- ГОСТ 26612-85 — Резцы расточные с креплением сменных пластин прихватом сверху. Конструкция и размеры
- ГОСТ 28101-89 — Резцы расточные со сменными режущими пластинами. Типы и основные размеры
- ГОСТ 28981-91 — Резцы токарные расточные со сменными режущими пластинами из сверхтвердых материалов. Типы и основные размеры
- ГОСТ Р 50026-92 — Резцы токарные расточные с твердосплавными пластинами. Типы и размеры
 Конструкция и размеры
Конструкция и размеры
Список ГОСТов на прорезные и отрезные резцы
- ГОСТ 18874-73 — Резцы токарные прорезные и отрезные из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18884-73 — Резцы токарные отрезные с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 28978-91 — Резцы токарные пластинчатые сборные прорезные и отрезные. Типы и основные размеры
Купить резцы токарные оптом различных типов в наличии и под заказ, вы можете в компании НордСайд Санкт-Петербург. Оставив заявку на сайте или отправить по электронной почте [email protected]
Отрезные резцы токарные по металлу: виды, видео использования
В токарном деле отрезной резец применяется чаще других. Изготавливается он из особо твердых марок стали. Используется этот инструмент для обрезания заготовок и деталей из металла по необходимым размерам, а также для создания в их теле канавок различной глубины. Визуально такие резаки сложно спутать с другими вариантами, так как конструктивно они состоят из тонкой ножки, на конце которой напаяна твердосплавная пластина.
Оглавление:
- Цели и задачи
- Конструкция
- Монтаж
- Нюансы работы
Назначение отрезного резца
Резец токарный отрезной – узконаправленный инструмент. Применяют для грубой обработки металлических заготовок, требующей больших усилий. Основное его назначение – отрезание от болванки, прута или трубы небольшого диаметра частей требуемого размера под прямым углом к оси вращения. Вместе с тем он активно используется для снятия верхнего слоя материала, создания узких канавок, например, под стопорные кольца. Применяются резаки этого типа на автоматических, револьверных и токарных станках.
Основное его назначение – отрезание от болванки, прута или трубы небольшого диаметра частей требуемого размера под прямым углом к оси вращения. Вместе с тем он активно используется для снятия верхнего слоя материала, создания узких канавок, например, под стопорные кольца. Применяются резаки этого типа на автоматических, револьверных и токарных станках.
Режущая кромка резца изготавливается из твердого металла. Отрезные инструменты в работе могут частично заменять канавочные. Для создания пазов большой ширины требуется несколько заходов.
Конструкция и особенности
Отрезные резаки для станка делятся по конструкции на:
- Цельные – изготавливаются из монолитного куска стали. В последнее время используются редко по причине относительно невысокой прочности: быстро стачиваются и легко ломаются. Для производства крупных резцов применяют инструментальную углеродистую сталь, для мелких – быстрорежущую.
- С приваренной рабочей пластиной. Твердосплавная деталь по особой технологии приваривается непосредственно к головке резца. Если сварка была выполнена неправильно, режущий элемент разрушается или трескается.
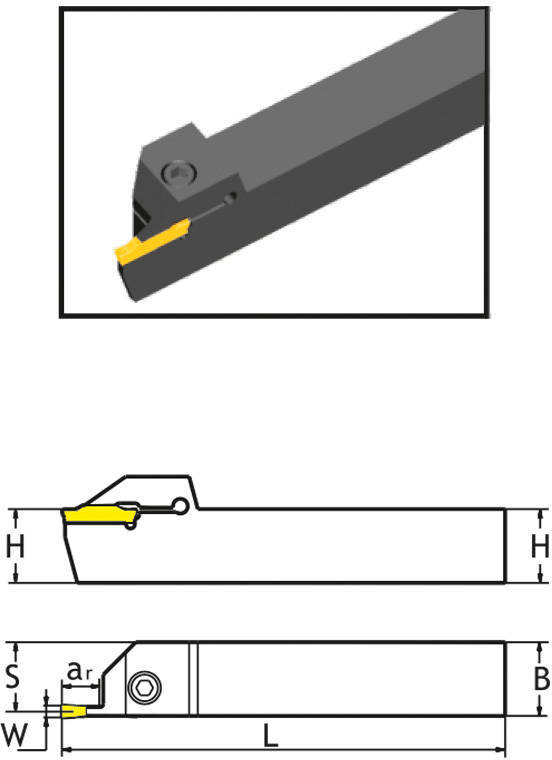
- Резцы со сменными пластинами. На головке имеются пазы, в которых механически фиксируется быстрорежущая пластина. Такие инструменты используется наиболее часто по причине возможности замены рабочего элемента.
Особенности отрезного резца:
- Яркой чертой отрезного инструмента является его тонкая ножка, за счет которой снижается количество снимаемого материала, что приводит к ускорению процесса обработки детали. Но небольшая толщина в купе с неверной техникой работы токаря на станке может привести к поломке из-за возрастания нагрузки.
- Чтобы снизить трение о стенки канавки боковой поверхности, его головку по направлению к стержню специально сужают под углом до 2°. Это повышает риск отлома режущей части при любой излишней нагрузке.
- Резцы изготавливаются в правостороннем и левостороннем исполнении. Чтобы отличить их, необходимо посмотреть, с какой стороны расположена ножка, предварительно перевернув инструмент вниз режущей пластиной. Если она находится с левой стороны – исполнение левостороннее.
- Отрезные инструменты невозможно заменить другими видами резцов. Однако, они могут использоваться для чистового прохода по торцевой поверхности.
 Чтобы отличить их, необходимо посмотреть, с какой стороны расположена ножка, предварительно перевернув инструмент вниз режущей пластиной. Если она находится с левой стороны – исполнение левостороннее.
Чтобы отличить их, необходимо посмотреть, с какой стороны расположена ножка, предварительно перевернув инструмент вниз режущей пластиной. Если она находится с левой стороны – исполнение левостороннее.Различают следующие размеры державки отрезных резаков:
- 16х10 мм – на учебном токарном оборудовании;
- 20х12 мм;
- 20х16 мм – наиболее распространенный размер;
- 40х25 мм – на крупногабаритном токарном оборудовании, изготавливаются исключительно под заказ.
Установка
Отрезной инструмент на токарном станке закрепляется в поворотном держателе (двух или четырехместном) со стороны передней бабки. Особое внимание обращают на его вылет из резцедержателя и на расположение относительно центра станка его вершин.
В случае, когда верхняя точка находится несколько выше центра заготовки, наблюдается сильный износ токарного резца и повышается риск его поломки. Если она расположена ниже, сила сопротивления резанию увеличивается и образуется наплыв.
Во избежание поломки резака из-за его неправильного монтажа, инструмент должен быть установлен токарем без каких-либо перекосов по высоте центров станка. Высота фиксации регулируется путем помещения подкладок под опорную поверхность. Допускается использование элементов разной толщины, однако, их количество должно быть не более трех. В противном случае будет наблюдаться недостаточная жесткость крепления. Сами же детали готовятся заранее, а укладываются они на опорную поверхность резцедержателя. Их не следует заменять другими материалами, например, пластинами из металла.
Чтобы проконтролировать положение резца относительно центров станка, ее необходимо подвести к вершине центра передней или задней бабки. Для обеспечения безопасности работы, инструмент монтируется в резцедержателе с минимальным вылетом. Фиксация производится не менее чем двумя болтами. Безопасным вылетом считается полторы единицы высоты стержня (1,5 × Н). Если не следовать данной инструкции, практически гарантированы вибрации при работе станка.
Для обеспечения безопасности работы, инструмент монтируется в резцедержателе с минимальным вылетом. Фиксация производится не менее чем двумя болтами. Безопасным вылетом считается полторы единицы высоты стержня (1,5 × Н). Если не следовать данной инструкции, практически гарантированы вибрации при работе станка.
После монтажа инструмента, производится его окончательная регулировка. Для этого резак подводится к детали до первого касания (при работающем станке). Далее инструмент смещают вправо и на глаз определяют предполагаемую глубину резания.
Отрезной резец устанавливается таким образом, чтобы между направлением передней подачи и его боковыми поверхностями прослеживался угол не менее 1-2°.
При монтаже нужно следовать следующим правилам:
- Установка выполняется по высоте центров станка.
- Безопасность токарных работ обеспечивает минимально допустимый вылет головки.
- Между направлением передней подачи и боковыми поверхностями должен ясно наблюдаться угол 1-2°.
Для повышения прочности головок резцов для токарного станка по металлу, их высота увеличивается. Чтобы предотвратить возникновение вибраций, перед началом работ следует исключить продольное смещение каретки относительно станины. Для этого подтягивается соответствующий винт. Клинья суппорта также требуют подтяжки. Все эти меры повышают жесткость крепления как металлической заготовки, так и самого резца.
Для предотвращения вибрации также используется резак изогнутой формы, установленный режущей кромкой вниз. При этом отрезание выполняется на обратном вращении шпинделя.
Особенности работы отрезным резцом
Углубление, образовавшееся на поверхности заготовки в месте ее реза, часто свидетельствует о том, что деталь уже отломилась. Чтобы предотвратить возникновение подобной ситуации, процесс выполняется постепенно с предварительным повышением подачи.
При работе с хрупким металлом, заготовка отламывается до того, как резец подходит к ее центру.
 В итоге на торце появляется характерный выступ. Чтобы получить ровный край, кромка инструмента выполняется под углом 5–10°. Как только деталь была отрезана, выступ снимается без отключения поперечной подачи. Для снижения шероховатости делаются фаски на задних вспомогательных поверхностях резака.
В итоге на торце появляется характерный выступ. Чтобы получить ровный край, кромка инструмента выполняется под углом 5–10°. Как только деталь была отрезана, выступ снимается без отключения поперечной подачи. Для снижения шероховатости делаются фаски на задних вспомогательных поверхностях резака.РЕЗЕЦ ОТРЕЗНОЙ ТОКАРНЫЙ ПО МЕТАЛЛУ ООО “Арматон” ⋆
РЕЗЕЦ ОТРЕЗНОЙ ТОКАРНЫЙ ПО МЕТАЛЛУ
Резец токарный – это основной рабочий элемент оснастки токарных дерево- и металлообрабатывающих станков применяемый для придания заготовке необходимой формы и размеров. От выбора типа токарного резца, его заточки и состояния во многом зависит возможность тех или иных операций, изготовления деталей требуемой конфигурации.
Конструктивные элементы токарного резца – режущая часть или головка и державка, с помощью которой оснастка фиксируется в резцедержателе станка. Резец и державка могут иметь квадратную или прямоугольную форму. Размер резца должен соответствовать стандартному ряду в пределах от 160х100 до 630х500 мм для прямоугольной конфигурации и от 40х40 до 400х400 мм для квадратной.
Главной рабочей частью резца является головка, режущие свойства которой определяют углы кромок. Именно углы токарного резца определяют характер съёма металла с заготовки. Основные углы:
- Главный задний — находится между плоскостями резания и задней поверхностью резца. От него зависит параметр силы трения, качество обработки и скорость изнашивания инструмента. Подбирается в соответствии с плотностью обрабатываемого материала.
- Главный передний – определяет уровень деформации материала при срезе, усилие реза и эффективность отвода тепла. Должен быть обратно пропорционален твердости обрабатываемого материала — чем она выше, тем меньше угол.
- Резания. Расположен между передней и задней поверхностями головки.
- Заострения. Расположен между передней и задней поверхностями. От него зависит прочность и острота оснастки.
- Основной в плане. От него зависит количество снимаемого материала.
- Вторичный в плане. От него зависит шероховатость. Чем он ниже, тем выше качество поверхности.
- Вершина между задней вспомогательной поверхностью и кромкой реза. Имеет прямое соотношение с показателем прочности.
- Наклона режущей кромки – определяет геометрию пятна контакта резца и поверхности детали.
- Задний вспомогательный – определяет трение между задней плоскостью и заготовкой.

Все элементы конструкции токарного резца выполняются из одной марки стали. Рекомендуются металлокерамические твердые сплавы Т5К10 или сходные с ним.
Классификация резцов
Существует несколько характеристик для классификации резцов. В первую очередь это конструктивные особенности:
- Монолитное исполнение – единая головка и державка.
- Сборная конструкция – головка с напайкой из твердой марки стали.
- Сборная с механическим креплением. Данные типы токарных резцов оснащены пластинами из металлокерамики, которые крепятся болтовым соединением.
- Регулируемые резцы.
В зависимости от назначения резцов они подразделяются на черновые и чистовые, соответственно, для снятия большей или меньшей толщины металла при увеличенных или уменьшенных оборотах. Также инструмент подразделяется и по направлению подачи на правый и левый.
В основном виды резцов для токарного станка определяются по их функциональному назначению и подразделяются на:
- отрезные;
- проходные;
- канавочные;
- расточные;
- фасонные и резьбовые.
Набор токарных резцов ЭНКОР по металлу 10х10 из 11 шт 23362
Набор резцов для токарных станков с напаянной пластиной из твердого сплава, сечение 10х10мм
|
4971R |
Резец проходной прямой |
|
4972 R |
Резец проходной отогнутый правый |
|
4973 R |
Резец расточной проходной |
|
4974 R |
Резец расточной упорный |
|
4975 |
Резец резьбовой |
|
4976 |
Резец фасонный |
|
4977 R |
Резец подрезной (торцовый) |
|
4978 R |
Резец проходной упорный отогнутый правый |
|
4980 R |
Резец проходной упорный отогнутый правый |
|
4980 L |
Резец проходной упорный отогнутый левый |
|
4981 R |
Резец отрезной (канавочный) оттянутый влево |
Производитель – Корвет Энкор
АДРЕСА ВСЕХ СЕРВИСНЫХ ЦЕНТРОВ В РОССИИ И СНГ.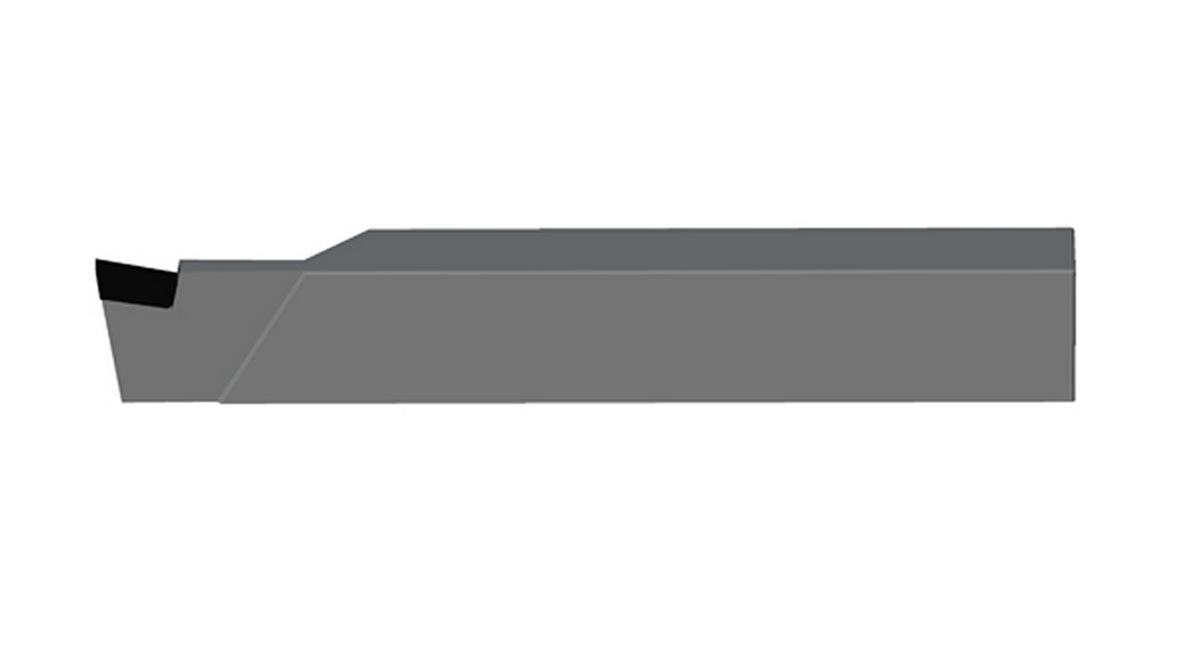
| ЕДИНЫЙ НОМЕР СЕРВИСНОЙ СЛУЖБЫ: 8(473) 2-619-645 |
|
Контакты центрального сервисного центра: г. Воронеж, ул. Текстильщиков, 2д, |
|
Телефон: 8 (473) 2-619-635 |
|
Мы работаем: |
| Пн. – Пт.: 9-18:00, без перерывов |
| Суб.: 9-16:00, без перерывов |
|
E-mail: [email protected] |
Маленькие резцы для мини токарных станков
Маленькие резцы
(Из книги Е. Васильева “Маленькие станки”)
Можно конечно, переточить в резцы старые фрезы, напильники, но существуют и совсем маленькие резцы для небольших станочков.
Люксембургская фирма RS-Machines предлагает набор из 8 резцов с хвостовиком 6х6 мм за 39 Евро и аналогичный набор совсем маленьких резцов с хвостовиком 4х4 мм за 32 Евро.
На рисунке примерные цены на наборы таких резцов (6х6) с аукциона http://www.ebay.com. Как видно, бывают даже с заменяемыми пластинками.
На фото, справа – алмазный резец. Применяется для проточки коллекторов электродвигателей радиоуправляемых моделей. Бывает левый и правый. Размер 6х6 мм, длина 50 мм. У моделистов встречаются и обычные (твердосплавные) резцы точно такой формы и для тех же целей, ценой примерно по шесть долларов.
Маленькие резцы с твердосплавными пластинками. У этих сечение стержня 6х6 мм, но бывают и нескольких размеров побольше. Возможно, такие резцы пригодятся, чтобы проточить кулачки патрона, или обработать какой-то твёрдый материал, или материал с высокой абразивностью, например, стеклотекстолит.
Я купил себе наборчик резцов 6х6. Выглядят резцы совсем как игрушечные. Один раз их попробовал – не понравилось: быстрорез, заточенный даже не слишком по науке, – уже лучше. Второй раз попробовал в другой ситуации – аналогично. Третий – то же самое. Убрал я эти резцы обратно в деревянную коробочку и с чистой совестью засунул в дальний угол. Может быть наступит какая-то особая ситуация (ну например, какой-то материал твёрдый очень), что буду вынужден ещё раз попробовать эти резцы (маленькие, с механическим креплением пластинок), но пока – резцы из обычных быстрорежущих сталей (Р18, Р9, Р6М5) мне показались лучше. В качестве маленьких резцов можно попробовать применить режущие сменные элементы от резцов больших станков – твёрдосплавные, эльборовые. Некоторые большие резцы, например расточные или резьбонарезные, как раз имеют режущие элементы подходящей формы – в виде маленьких резцов.
Второй раз попробовал в другой ситуации – аналогично. Третий – то же самое. Убрал я эти резцы обратно в деревянную коробочку и с чистой совестью засунул в дальний угол. Может быть наступит какая-то особая ситуация (ну например, какой-то материал твёрдый очень), что буду вынужден ещё раз попробовать эти резцы (маленькие, с механическим креплением пластинок), но пока – резцы из обычных быстрорежущих сталей (Р18, Р9, Р6М5) мне показались лучше. В качестве маленьких резцов можно попробовать применить режущие сменные элементы от резцов больших станков – твёрдосплавные, эльборовые. Некоторые большие резцы, например расточные или резьбонарезные, как раз имеют режущие элементы подходящей формы – в виде маленьких резцов.
Я использую закалённые и отшлифованные заготовки из быстрорежущей стали, сечением 8×8 мм, которые затачиваю, как мне необходимо. Для лёгкой работы (по пластикам) использую просто то, что под рукой – например, заточенный кусочек квадратного напильника, или перетачиваю в резцы пуансоны для набивания номеров – то есть использую углеродистые стали. Но для обработки стальных деталей применяю резцы из быстрорежущих сталей.
Источник: Е. Васильев “Маленькие станки”
Лучшая цена на долота для токарных станков – отличные предложения на долота для токарных станков от мировых продавцов долот для токарных станков
Отличные новости !!! Вы попали в нужное место для токарных фрез. К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально есть тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене.Каждый день вы найдете новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку эти высококлассные режущие насадки для токарных станков в кратчайшие сроки станут одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели токарные насадки на AliExpress. Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще сомневаетесь в выборе фрез для токарных станков и думаете о выборе аналогичного товара, AliExpress – отличное место для сравнения цен и продавцов.Мы поможем вам решить, стоит ли доплачивать за высококачественную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь. И, если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе.Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца. Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово – просто слушайте миллионы наших довольных клиентов.
Короче говоря, вам не нужно верить нам на слово – просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет. Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны – и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести насадки для токарных станков по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы. На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Инструмент, биты, заготовки, лезвия, лыски, скругления
ГеометрияЗадний гребень помогает контролировать направление стружки, которая естественным образом изгибается в процессе обработки из-за разницы в длине внешней и внутренней частей реза.Это также помогает противодействовать давлению на инструмент во время работы, втягивая инструмент в работу.
Боковые грабли вместе с задними граблями контролируют поток стружки и частично противодействуют сопротивлению работы движению фрезы и могут быть оптимизированы для соответствия конкретному разрезаемому материалу. Для латуни, например, требуется угол наклона спинки и стороны 0 градусов, а для алюминия – угол наклона спины 35 градусов и боковой угол наклона 15 градусов.
Радиус носа делает окончательную обработку более гладкой, так как он может перекрывать предыдущий рез и устранять пики и впадины, создаваемые заостренным инструментом. Радиус также усиливает острие, поскольку острие довольно хрупкое.
Радиус также усиливает острие, поскольку острие довольно хрупкое.
Все остальные углы предназначены для зазора, чтобы никакая часть инструмента, кроме самой режущей кромки, не могла касаться заготовки. Угол переднего зазора обычно составляет 8 градусов, а угол бокового зазора составляет 10-15 градусов и частично зависит от ожидаемой скорости подачи.
Рекомендуются минимальные углы, обеспечивающие выполнение требуемой работы, поскольку инструмент становится слабее по мере того, как лезвие становится более острым из-за уменьшения опоры за кромкой и меньшей способности поглощать тепло, выделяемое при резке.
Углы граблей на верхней части инструмента не обязательно должны быть точными, чтобы резать, но для эффективного резания будет оптимальный угол для заднего и бокового граблей.
Материалы
Сталь
Изначально все насадки изготавливались из высокоуглеродистой инструментальной стали с соответствующей закалкой и отпуском. С момента появления быстрорежущей стали (HSS) (первые годы 20-го века), спеченного карбида (1930-е годы), керамических и алмазных фрез эти материалы постепенно вытеснили более ранние виды инструментальной стали почти во всех сферах применения.Большинство современных насадок изготавливается из быстрорежущей стали, кобальтовой стали или карбида.
станки | Описание, история, типы и факты
Станок , любой стационарный станок с механическим приводом, который используется для формования деталей из металла или других материалов. Формование осуществляется четырьмя основными способами: (1) вырезанием лишнего материала в виде стружки с детали; (2) разрезанием материала; (3) прижимая металлические части к желаемой форме; и (4) путем воздействия на материал электричества, ультразвука или коррозионных химикатов.Четвертая категория охватывает современные станки и процессы обработки сверхтвердых металлов, которые нельзя обрабатывать старыми методами.
Станки, которые формируют детали путем удаления металлической стружки с заготовки, включают токарные станки, формовочные и строгальные станки, сверлильные станки, фрезерные станки, шлифовальные станки и пилы. Холодное формование металлических деталей, таких как кухонная утварь, кузова автомобилей и т. Д., Выполняется на штамповочных прессах, а горячее формование раскаленных добела заготовок в штампы соответствующей формы выполняется на ковочных прессах.
Холодное формование металлических деталей, таких как кухонная утварь, кузова автомобилей и т. Д., Выполняется на штамповочных прессах, а горячее формование раскаленных добела заготовок в штампы соответствующей формы выполняется на ковочных прессах.
Современные станки режут или формуют детали с допусками плюс-минус одна десятитысячная дюйма (0,0025 миллиметра). В особых случаях прецизионные притирочные станки могут изготавливать детали с точностью до плюс-минус две миллионных долей дюйма (0,00005 миллиметра). Благодаря точным требованиям к размерам деталей и большим силам резания, прилагаемым к режущему инструменту, станки сочетают в себе вес и жесткость с высокой точностью.
История
До промышленной революции 18 века ручные инструменты использовались для резки и придания формы материалам для производства таких товаров, как кухонная утварь, фургоны, корабли, мебель и другие товары.После появления паровой машины материальные товары производились с помощью механических машин, которые могли производиться только станками. Станки (способные производить детали с точными размерами в больших количествах), приспособления и приспособления (для удержания работы и направления инструмента) были незаменимыми инновациями, которые сделали массовое производство и взаимозаменяемые детали реальностью в 19 веке.
Получите подписку Britannica Premium и получите доступ к эксклюзивному контенту. Подпишись сейчас Самые ранние паровые машины страдали от неточности ранних станков, и большие литые цилиндры двигателей часто неправильно растачивались машинами, приводимыми в действие водяными колесами и изначально предназначенными для стрельбы из пушек.В течение 50 лет после появления первых паровых двигателей были спроектированы и разработаны базовые станки со всеми основными функциями, необходимыми для обработки деталей из тяжелых металлов. Некоторые из них были переделками более ранних деревообрабатывающих станков; токарный станок по металлу, полученный из токарных станков по дереву, которые использовались во Франции еще в 16 веке. В 1775 году Джон Уилкинсон из Англии построил прецизионный станок для расточки цилиндров двигателя. В 1797 году Генри Модслей, тоже из Англии и один из величайших изобретателей своего времени, спроектировал и построил токарно-винторезный станок для двигателя.Отличительной особенностью токарного станка Модслея был ходовой винт для привода каретки. Направленный на шпиндель токарного станка, ходовой винт продвигал инструмент с постоянной скоростью и гарантировал точную резьбу винта. К 1800 году Модслей оснастил свой токарный станок 28 переключающими механизмами, которые нарезали резьбу с различным шагом, контролируя соотношение скорости ходового винта и скорости шпинделя.
В 1775 году Джон Уилкинсон из Англии построил прецизионный станок для расточки цилиндров двигателя. В 1797 году Генри Модслей, тоже из Англии и один из величайших изобретателей своего времени, спроектировал и построил токарно-винторезный станок для двигателя.Отличительной особенностью токарного станка Модслея был ходовой винт для привода каретки. Направленный на шпиндель токарного станка, ходовой винт продвигал инструмент с постоянной скоростью и гарантировал точную резьбу винта. К 1800 году Модслей оснастил свой токарный станок 28 переключающими механизмами, которые нарезали резьбу с различным шагом, контролируя соотношение скорости ходового винта и скорости шпинделя.
Формовщик был изобретен Джеймсом Нэсмитом, который работал в магазине Генри Модсли в Лондоне. В станке Нэсмита заготовку можно было закрепить горизонтально на столе и обработать резаком, используя возвратно-поступательное движение, чтобы выровнять небольшие поверхности, вырезать шпоночные пазы или обработать другие прямолинейные поверхности.Несколько лет спустя, в 1839 году, Нэсмит изобрел паровой молот для ковки тяжелых предметов. Другой ученик Модсли, Джозеф Уитворт, изобрел или усовершенствовал множество станков и стал доминировать в этой области; на Международной выставке 1862 года экспонаты его фирмы занимали четверть всей площади, посвященной станкам.
Великобритания пыталась удержать лидерство в разработке станков, запрещая экспорт, но эта попытка была предопределена промышленным развитием в других странах.Британские инструменты экспортировались в континентальную Европу и США, несмотря на запрет, и новые инструменты были разработаны за пределами Великобритании. Среди них выделялся фрезерный станок, изобретенный Эли Уитни, произведенный в Соединенных Штатах в 1818 году и использованный Симеоном Норт для производства огнестрельного оружия. Первый полностью универсальный фрезерный станок был построен в 1862 году Дж. Р. Брауном из США и использовался для нарезания спиральных канавок в спиральных сверлах. Токарно-револьверный станок, также разработанный в Соединенных Штатах в середине 19 века, был полностью автоматическим при выполнении некоторых операций, таких как изготовление винтов, и он предвосхитил важные события 20 века.Различные зуборезные станки достигли своего полного развития в 1896 году, когда американец Ф.У. Феллоуз разработал формирователь зубчатых колес, который мог быстро обрабатывать почти любой тип зубчатых колес.
Токарно-револьверный станок, также разработанный в Соединенных Штатах в середине 19 века, был полностью автоматическим при выполнении некоторых операций, таких как изготовление винтов, и он предвосхитил важные события 20 века.Различные зуборезные станки достигли своего полного развития в 1896 году, когда американец Ф.У. Феллоуз разработал формирователь зубчатых колес, который мог быстро обрабатывать почти любой тип зубчатых колес.
Производство искусственных абразивов в конце 19 века открыло новую отрасль станков – шлифовальные станки. C.H. Нортон из Массачусетса наглядно проиллюстрировал потенциал шлифовального станка, создав станок, который может шлифовать коленчатый вал автомобиля за 15 минут – процесс, на который раньше требовалось пять часов.
К концу 19 века в обработке и формовании металлов произошла полная революция, которая создала основу для массового производства и индустриального общества. 20-й век стал свидетелем появления многочисленных усовершенствований станков, таких как многострелочные фрезы для фрезерных станков, развития автоматизированных операций, управляемых электронными системами и системами управления жидкостью, а также нетрадиционных методов, таких как электрохимическая и ультразвуковая обработка.Тем не менее, даже сегодня основные станки остаются наследием XIX века.
Характеристики станков
Все станки должны иметь приспособления для удержания заготовок и инструментов, а также средства для точного контроля глубины резания. Относительное движение между режущей кромкой инструмента и изделием называется скоростью резания; Скорость, с которой неразрезанный материал входит в контакт с инструментом, называется движением подачи. Должны быть предусмотрены средства для изменения обоих.
Поскольку перегретый инструмент может потерять режущую способность, необходимо контролировать температуру. Количество выделяемого тепла зависит от усилия сдвига и скорости резания. Поскольку сила сдвига меняется в зависимости от разрезаемого материала, а материал инструмента отличается допуском на высокие температуры, оптимальная скорость резания зависит как от разрезаемого материала, так и от материала режущего инструмента. На это также влияют жесткость станка, форма заготовки и глубина пропила.
На это также влияют жесткость станка, форма заготовки и глубина пропила.
Металлорежущие инструменты подразделяются на одноточечные и многоточечные. Инструмент с одноточечной резкой можно использовать для увеличения размера отверстий или растачивания. Токарно-расточная обработка выполняется на токарных и расточных станках. Многоточечные режущие инструменты имеют две или более режущих кромки и включают фрезы, сверла и протяжки.
Есть два типа операций; либо инструмент движется по прямой траектории относительно неподвижной заготовки, как на фрезерном станке, либо заготовка движется относительно неподвижного инструмента, как на строгальном станке.Должны быть предусмотрены задние или задние углы для предотвращения трения поверхности инструмента под режущей кромкой о заготовку. На режущих инструментах часто предусмотрены передние углы, чтобы вызвать заклинивание при образовании стружки и уменьшить трение и нагрев.
Шлифовальный инструмент для мини-токарного станка
Шлифовальный инструмент для мини-токарного станка Вы являетесь посетителем с 30.03.02.
Copyright 2000-2002, Frank J. Hoose, Jr. Home
Мини-токарный станок Мини-мельница ленточнопильный станок Анодирование Притирка Ссылки Проекты Ресурсы Безопасность Премиум-контент
Мини-токарный станок: Принадлежности Регулировка Возможности Патроны Циферблатные индикаторы Характеристики Получение Запущенный глоссарий Введение Материалы Модификации Мой магазин Работа Отзывы Зиг Заводская заточка инструмента Устранение неполадок в версиях настройки
Если вы еще этого не сделали, прочтите Заявление об ограничении ответственности (последнее обновление 18.10.09)
Заточка инструмента – это отчасти наука, а отчасти искусство, но может быть
приятное побочное занятие перед работой на токарном станке. Моя цель – научить новичков
достаточно, чтобы начать их работу с помощью нескольких основных инструментов. Вот некоторые дополнительные ресурсы:
Моя цель – научить новичков
достаточно, чтобы начать их работу с помощью нескольких основных инструментов. Вот некоторые дополнительные ресурсы:
Можно, конечно, купить готовую резку с твердосплавными напайками инструменты. Если они хорошего качества, они работают хорошо и служат долго. Настоящее преимущество для заточка собственных инструментов – это не экономия средств, а возможность изготовить инструмент для какую бы цель вы ни встретили в своей работе. Например, я сделал очень небольшие расточные инструменты из заготовок 3/16 дюйма, которые очень удобны для растачивания маленькая дырочка, скажем.373 в диаметре, чтобы запрессовать вал 3/8 дюйма. шлифованный инструмент из быстрорежущей стали (HSS) часто дает лучшее качество поверхности, чем твердосплавный инструмент.
Суть заточки токарного инструмента, как я понимаю, заключается в том, чтобы подрезать кончик инструмента, чтобы обеспечить «облегчение», чтобы металл чуть ниже режущей кромки наконечник не контактирует с работой. При этом на кончике концентрируется достаточная сила резания, чтобы резать в металл заготовки. Хотя форма отличается, я считаю полезным визуализируйте нос корабля – его носовая часть выступает за нижнюю часть носа.В конец режущего инструмента должен также выступать за поверхности, расположенные ниже, и это сделано путем их измельчения.
Большинство обычных режущих инструментов, которые я делаю, имеют поднутрения на передний и левый край инструмента. Поскольку большинство инструментов предназначены для резки при движении от справа налево (по направлению к передней бабке) нет необходимости делать рельеф справа сторона инструмента. Кроме того, я обычно стачиваю аналогичный рельеф или грабли на вершине. поверхность инструмента.
При заказе токарного станка обязательно заказывайте около 10
5/16 “x 2 1/2” в высоту
Заготовки для инструментов из быстрорежущей стали (HSS). (Обратите внимание
старые токарные станки сторонних производителей, Homier / Speedway используют инструменты 3/8 “x 2 1/2”) Я обычно
получить мой от Энко. Обычно они стоят около 1 доллара каждая, но часто поступают в продажу по цене около 0,80 доллара.
И, как и все остальное, что вам может понадобиться для мини-станка, вы можете получить
их из LMS.
LMS также продает грунтовые
инструменты, если вам удобнее начинать с этого пути.Обратите внимание, что они 1/4 дюйма
квадратный, а не 5/16 “, поэтому им потребуется более толстая шайба, чем обычно, чтобы
конец инструмента до средней линии
токарного станка.
(Обратите внимание
старые токарные станки сторонних производителей, Homier / Speedway используют инструменты 3/8 “x 2 1/2”) Я обычно
получить мой от Энко. Обычно они стоят около 1 доллара каждая, но часто поступают в продажу по цене около 0,80 доллара.
И, как и все остальное, что вам может понадобиться для мини-станка, вы можете получить
их из LMS.
LMS также продает грунтовые
инструменты, если вам удобнее начинать с этого пути.Обратите внимание, что они 1/4 дюйма
квадратный, а не 5/16 “, поэтому им потребуется более толстая шайба, чем обычно, чтобы
конец инструмента до средней линии
токарного станка.
Четыре стороны заготовки отшлифованы до гладкой, блестящей Конец. Концы обычно имеют грубую отделку с предварительно сформованным углом около 15 градусов.
Мы будем использовать простую четырехэтапную процедуру для резки инструмент
- Отшлифовать концевой задел
- Отшлифовать левый боковой фиксатор
- Отшлифуйте верхнюю грабли
- Круглый наконечник
Сначала отшлифуем конец заготовки.Использовать грубое колесо настольного шлифовального станка и держите заготовку инструмента под углом вниз от кончика назад и кончиком влево примерно на 10-15 градусов. Заготовка инструмента должна быть немного ниже центральной линии колеса. Не забудьте использовать инструмент для правки колес. время от времени для освежения поверхности шлифовальных кругов. Это сделает работы по заточке инструмента проходят быстрее и с лучшим результатом.
При шлифовании заготовка инструмента сильно нагревается, так что
нужно опускать конец инструмента в водяную баню примерно каждые 15 секунд во время
шлифовальная операция. Когда вы видите, что кончик инструмента начинает обесцвечиваться от тепла, это
хорошее время, чтобы освежиться. К счастью, HSS не проводит тепло к вашему
пальцами очень быстро, но вы можете обжечься, если будете слишком долго переходить между охлаждающими погружениями.
Когда вы видите, что кончик инструмента начинает обесцвечиваться от тепла, это
хорошее время, чтобы освежиться. К счастью, HSS не проводит тепло к вашему
пальцами очень быстро, но вы можете обжечься, если будете слишком долго переходить между охлаждающими погружениями.
Моя чашка для воды была вырезана из конца пластиковой бутылки.
Вот изображение инструмента после заточки конца:
Шлифование левого борта
Теперь отшлифуем левую сторону инструмента.Процедура по сути то же самое, за исключением того, что мы держим инструмент стороной под углом примерно 10 градусов к шлифовальному кругу.
Шлифование верхних граблей
Теперь шлифуем верхнюю поверхность, чтобы сформировать грабли. Будь осторожен во время этой операции не стачивать режущую кромку, иначе получится инструмент острие которого находится ниже центральной линии токарного станка. Если это произойдет, инструмент оставит небольшой выступ в центре заготовки при выполнении торцевого пропила.Обычное средство: использовать тонкую подкладку или щуп измерители под инструментом, чтобы вернуть его на центральную линию. Намного более приятное решение – регулируемая высота держатель инструмента.
После этой операции у нас есть рабочий инструмент с очень острый кончик. Этот инструмент полезен как есть для операций, для которых требуется острый кончик, чтобы повернуть его вниз. внутренний край, например, плечо.
Закругление кончика
Скруглим кончик, чтобы получился инструмент, пригодный для
облицовка и поворот.Держите инструмент так, чтобы острие касалось колеса, а инструмент должен быть наклонен.
вниз. Осторожно поверните инструмент против колеса, чтобы скруглить наконечник примерно до 1/32 дюйма.
радиус до 1/16 дюйма.
Осторожно поверните инструмент против колеса, чтобы скруглить наконечник примерно до 1/32 дюйма.
радиус до 1/16 дюйма.
Вот готовый инструмент в действии, выполняющий чистовой рез на облицовочная операция:
В качестве последнего шага вы можете сгладить режущий кончик на мелкий алмазный хон или масличный камень. Я обнаружил, что кончик довольно сглаживается быстро после нескольких разрезов, поэтому я обычно пропускаю этот шаг, но это имеет значение, если нужна чистовая отделка.
Итак, теперь вы знаете, как шлифовать самую простую резку. инструменты. Есть много других типов инструментов, которые вы можете шлифовать, в том числе формовочные инструменты, отрезные и расточные инструменты. Вот дополнительная информация, опубликованная Брайаном Питтом:
Обычно вы хотите установить инструмент по центру примерно до 0,003–0,005 выше центра, но почти никогда не ниже (заготовка будет пытаться катиться наверху и дребезжание) отрезок, нарезание резьбы и большинство карбидов должны быть по центру, в то время как HSS для общего точения может быть на волосок выше, чтобы компенсировать прогиб заготовки и машина, которая вернет его в центр, он также может добавить небольшое полировальное действие поскольку работа протирает переднюю поверхность сверла и дает более гладкую отделку стороны и верхний передний валок уменьшает силу резания и выделяемое тепло, а также помогает контролировать чип, придавая ему разный угол скручивания в зависимости от разрезаемого материала, для более мягких и жестких материалов, таких как алюминий и сталь 1018, требуется больше граблей, чтобы получить нож такие как кромка, в то время как материалы, которые легко ломаются, такие как латунь и чугун, требуют меньше не допускать закапывания и захвата инструментом
Один из самых важных фактов, которые часто упускают из виду
новичков заключается в том, что режущая поверхность шлифовального круга быстро тускнеет и
забиты металлическими частицами. Для поддержания агрессивной режущей поверхности необходимо
часто ремонтировать поверхность колеса с помощью инструмента для правки. Я использую повязку
инструмент с одним алмазным острием промышленного назначения для этой цели. Я получил это от Enco за
около 15 долларов. Я использую этот инструмент для обновления шлифовального круга примерно через каждые 10
минут времени измельчения. Это большая разница.
Для поддержания агрессивной режущей поверхности необходимо
часто ремонтировать поверхность колеса с помощью инструмента для правки. Я использую повязку
инструмент с одним алмазным острием промышленного назначения для этой цели. Я получил это от Enco за
около 15 долларов. Я использую этот инструмент для обновления шлифовального круга примерно через каждые 10
минут времени измельчения. Это большая разница.
Вот отличная информация о различных типах граблей, отправлено Dub Торнтон:
Нет, передние углы и передний рельеф НЕ являются такой же.Передний рельеф – это угол, притертый к передней части инструмента, который позволяет ТОЛЬКО передняя режущая кромка контактирует с заготовкой. Если инструмент касается детали ниже режущей кромкой, вы получите “натирающее” действие, и инструмент не сможет врезаться в заготовка. Боковой зазор (или зазор) – это угол, притертый к боковой стороне инструмента. что позволяет только боковой режущей кромке инструмента контактировать с заготовкой.
Есть два передних угла, оба сверху инструмента.Задний грабль – это угол от кончика режущего инструмента к задней части инструмент. Он может быть положительным, нейтральным или отрицательным. Если он спускается с кончика инструмента по направлению к задней части инструмента, это положительный угол наклона, наклон вверх будет отрицательный рейк, нейтральный не требует пояснений.
Углы наклона, особенно заднего, могут быть встроены в держатели инструмента. Старые держатели для фонарей, на которых я вырос, обычно имели положительный задний передний угол.Это помогло при заточке инструментов, как и вы. не нужно втирать задние грабли в сам инструмент. При шлифовании резьбы нейтральный задний передний угол желателен, поэтому нужно было шлифовать отрицательный передний угол (острие инструмента направлен вниз), чтобы компенсировать положительный задний передний угол, встроенный в инструмент.
 держатели.
держатели. Грабли боковые – угол от бокового среза край инструмента по направлению к противоположной стороне инструмента (через верхнюю часть инструмента).Может также быть заземленным для отрицательного, нейтрального или положительного бокового угла наклона. Отрицательный передний угол равен обычно используется для хрупких материалов, таких как латунь, которые известны тем, что “при резке. Положительный передний угол увеличил бы это” забивание ” действия, в то время как отрицательный передний угол отталкивает инструмент от работы, устраняя склонность «увязнуть». “Попытка” – это старый термин для обозначения материала. захватывая инструмент, втягивая его в материал, чтобы резать глубже, чем вы были готовы.Люфт в вашей машине увеличивает вероятность такого «застревания». Много в результате этого действия будут испорчены проекты, сломаны инструменты и т. д.
Очень общее практическое правило. Для тяжелых, черновая обработка, используйте меньший зазор и передний угол. Это оставляет больше материала в режущий инструмент, чтобы выдерживать давление тяжелой резки, плюс больше “говядины” в Инструмент означает большую способность отводить тепло от режущих кромок.Для чистовой резки, и при точении таких «мягких» материалов, как алюминий, используйте больший зазор и больший угол наклона углы для лучшей отделки. Я видел на этом отражателе ссылки на Top Rake, что меня сбивает с толку, так как не определяет, используется ли боковой или задний рейк. упомянутый.
Мини-токарный станок Мини-мельница ленточнопильный станок Анодирование Притирка Ссылки Проекты Ресурсы Безопасность Премиум-контент
Мини-токарный станок: Принадлежности Регулировка Возможности Патроны Циферблатные индикаторы Характеристики Получение Запущенный глоссарий Введение Материалы Модификации Мой магазин Работа Отзывы Зиг Заводская заточка инструмента Устранение неполадок в версиях настройки
Заточка бит для токарных станков из быстрорежущей стали
Каковы типичные углы наклона и зазора (спуска) для коронок из быстрорежущей стали?
См. Рисунок A – 1 и таблицу A – 1.
Рисунок A – 1 и таблицу A – 1.
Рисунок A – 1. Номенклатура инструментальных долот.
Материал | Боковой зазор | Передний просвет | Боковые | Задний |
Алюминий | 12 | 8 | 16 | 35 |
Латунь | 10 | 8 | от 5 до 24 | 0 |
бронза | 10 | 8 | от 5 до 24 | 0 |
Чугун | 10 | 8 | 12 | 5 |
Медь | 12 | 10 | 20 | 16 |
Машинная сталь | 10–12 | 8 | 12–18 | 8–15 |
Инструментальная сталь | 10 | 8 | 12 | 8 |
Нержавеющая сталь | 10 | 8 | 15–20 | 8 |
Таблица A – 1.Свободный и передний углы в градусах для обычных металлов.
Какова процедура заточки токарных инструментов общего назначения из быстрорежущей стали?
Начните с правки шлифовального круга. Затем найдите типичные углы для материала заготовки и следуйте инструкциям на Рисунке A – 2. Часто окунайте инструмент в охлаждающую жидкость, чтобы не допустить его перегрева и отжига. Любое изменение цвета биты указывает на то, что она больше не затвердевает. Если это произойдет, подумайте о том, чтобы начать заново с самого начала.Углы резцов не являются критичными, и большинство инструментов удовлетворительно режут материал, только менее эффективно.
Часто окунайте инструмент в охлаждающую жидкость, чтобы не допустить его перегрева и отжига. Любое изменение цвета биты указывает на то, что она больше не затвердевает. Если это произойдет, подумайте о том, чтобы начать заново с самого начала.Углы резцов не являются критичными, и большинство инструментов удовлетворительно режут материал, только менее эффективно.
Рисунок A – 2. Этапы заточки резцов из быстрорежущей стали.
Плюсы и минусы сменных инструментов
Режущие инструменты из твердого сплава используются с конца 1920-х годов и теперь повсеместно используются в мире металлообработки. Примерно в 1950 году инструменты со вставками из цементированного карбида стали обычным явлением в металлообработке и до сих пор считаются предметом первой необходимости.
Сменные фрезы обычно изготавливаются из стального корпуса, который имеет механически обработанные элементы, позволяющие точно позиционировать пластины.Стальные корпуса инструментов также обеспечивают способ зажима пластин, а также способ прикрепления собранного корпуса и пластин к станку.
Преимущества перед надежным инструментом
До распространения твердосплавных пластин всегда необходимо было снимать твердые режущие инструменты со станков для их заточки. Заточка инструментов представляла собой такой объем работы, что у крупных производителей часто были отделы шлифовки, посвященные заточке инструментов. Таким образом, единственным наиболее значительным преимуществом индексируемых инструментов является возможность обновления режущей кромки без снятия режущего инструмента с производства.Обновление режущей кромки обычно выполняется путем разжатия пластины и ее поворота или переворота (индексация) до новой режущей кромки или замены полностью изношенной пластины на новую.
Цельные сверла, метчики и другие типы режущего инструмента все еще используются в зависимости от области применения, но токарный инструмент со сменными пластинами является преобладающим инструментом современных токарных операций. Сменные инструменты эффективно вытеснили инструменты из быстрорежущей стали, твердосплавных припоев и инструменты нестандартной формы, которые были обычным явлением до распространения станков с ЧПУ.Индексируемый токарный инструмент в сочетании с многоосевым движением станка с ЧПУ упрощает создание сложных форм, практически устраняя необходимость в специальных токарных инструментах.
Сменные инструменты эффективно вытеснили инструменты из быстрорежущей стали, твердосплавных припоев и инструменты нестандартной формы, которые были обычным явлением до распространения станков с ЧПУ.Индексируемый токарный инструмент в сочетании с многоосевым движением станка с ЧПУ упрощает создание сложных форм, практически устраняя необходимость в специальных токарных инструментах.
Кроме того, применение сверл со сменными пластинами на токарном станке дает определенные преимущества по сравнению с традиционными спиральными сверлами из твердой быстрорежущей стали или твердосплавными сплавами. Обычно программист проделывает отверстие сверлом со сменными пластинами, а затем смещается от центра и вырезает отверстие до большего диаметра, что устраняет необходимость в расточной оправке.Револьверные головки токарных станков с ЧПУ часто страдают от перекоса из-за износа, а перекос станка может повредить стандартные сверла. С другой стороны, сверла со сменными пластинами более щадящие, чем стандартные сверла, при использовании на станках с сомнительной центровкой.
Пластины для обработки канавок, которые сделали инструменты для обработки канавок многофункциональными, например сверла со сменными пластинами, представляют собой значительное развитие токарных инструментов. Старая технология обработки канавок позволяла резать только в одном направлении; Пластины с канавкой и поворотом позволяют пользователю выполнять как радиальную, так и осевую резку.
The Common Touch
Среди токарных инструментов со сменными пластинами очень много общего. Пластины для токарной обработки изготавливаются обычных форм, таких как ромбовидные, квадратные и круглые. Формы и размеры этих вставок соответствуют стандартам, установленным такими организациями, как ANSI и ISO. Их общность дает программисту и машинисту практически неограниченный выбор сплавов пластин и передовых геометрий. Все основные производители режущего инструмента производят пластины для токарной обработки в соответствии с этими стандартами, поэтому найти пластину с наилучшими характеристиками относительно просто.
В отличие от токарных инструментов, сменные корпуса фрезерных инструментов, как правило, требуют формы и геометрии пластин, которые не распространены среди производителей, что вынуждает пользователей покупать пластины, сделанные специально для марки используемой ими фрезы. Тем не менее, производители инструментов разрабатывают и предлагают семейства фрезерных инструментов, которые используют их запатентованные формы для различных корпусов фрез. Наличие семейства корпусов фрез, которые принимают одну и ту же пластину, сокращает инвентарь инструмента, обеспечивая некоторую гибкость для программистов и машинистов.
Большинство основных производителей инструментов производят инструменты со сменными формами на заказ. В отличие от формовочных инструментов для токарной обработки, формовочные инструменты для фрезерования по-прежнему являются жизнеспособным способом завершения сложной геометрии, особенно когда цех пытается сократить время цикла и инвентарь режущего инструмента. Детали с такими функциями, как несколько ступеней, радиусов и фасок, требуют использования нескольких инструментов для их создания. Преимущества настраиваемых комбинированных инструментов индексируемых форм заключаются в сокращении времени цикла, меньшем количестве инструментов и улучшенном качестве деталей.
К сожалению, специальные индексируемые элементы дороги и часто требуют модифицированных вставок, что также делает вставки дорогими. По этим причинам настраиваемые индексируемые инструменты обычно резервируются для высокопроизводительных сред или для производства очень дорогих деталей.
Значительным нововведением в области фрезерования со сменными пластинами стала разработка врезного фрезерования для черновой обработки больших полостей, например, обрабатываемых в пресс-формах. Инструменты, используемые для грубой обработки глубоких карманов или плеч, могут быть довольно длинными.При традиционных операциях черновой обработки радиальная нагрузка длинных режущих инструментов из-за движения резания из стороны в сторону вызывает вибрацию. Врезная черновая обработка выполняется путем подачи инструмента в осевом направлении, что направляет усилия резания на конус шпинделя, где станок наиболее жесткий. Черновая обработка врезанием приводит к гораздо более высокой производительности съема металла, когда требуются длинные инструменты.
Врезная черновая обработка выполняется путем подачи инструмента в осевом направлении, что направляет усилия резания на конус шпинделя, где станок наиболее жесткий. Черновая обработка врезанием приводит к гораздо более высокой производительности съема металла, когда требуются длинные инструменты.
С другой стороны…
Уиндексируемых инструментов есть некоторые недостатки. Вставки обычно изготавливаются путем прессования порошка карбида и связующих материалов в матрицу под высоким давлением.После формовки вставки нагреваются до высоких температур и спекаются, связывая вместе порошок и другие материалы и придавая вставке прочность. В результате этого процесса режущая кромка оказывается прочнее, чем лезвие шлифованного режущего инструмента. Хотя сформированная режущая кромка более прочная, она также менее острая или острая, что может ограничивать способность инструмента эффективно снимать неглубокий DOC, что может затруднить чистовую обработку.
Различия в гнездах для пластин и размере пластин могут привести к тому, что режущие кромки фрезерных инструментов с несколькими пластинами будут лежать в немного разных плоскостях.В результате часто получается не очень желаемая отделка поверхности или заметные ступеньки в плечах. В этих случаях пользователь может быть вынужден использовать другой тип инструмента для чистовой обработки.
Поскольку промышленность продолжает требовать модульности, более низкого уровня запасов, более высокой производительности, увеличения срока службы инструмента и универсальных инструментальных решений, технология сменных режущих инструментов будет продолжать развиваться и заменять устаревшие режущие инструменты.
Выйти с эффектом эксцентрика
При затяжке или откручивании винтов с обычными коническими профилями, такими как крестообразная головка с крестообразным шлицем, эффект эксцентрика является распространенной проблемой.В соответствии с треугольником сил, некоторая часть энергии выходит из винта, в результате чего отвертка или бита выскальзывают из головки винта. Пользователь должен противодействовать эксцентриситету, применяя дополнительную силу.
Пользователь должен противодействовать эксцентриситету, применяя дополнительную силу.
Профили с прямыми боковинами, такие как шестигранные, приводные системы Torx и Torx Plus, исключают эффект эксцентрика. Основное различие между конструкциями Torx и Torx Plus заключается в том, что первый имеет угол поворота 15 °, а второй – угол почти 0 °, что обеспечивает передачу оптимальной крутящей нагрузки на винт.Хотя прямые боковые стенки привода Torx предотвращают эксцентриситет, его приводной угол 15 ° предотвращает полное зацепление ведущей коронки и крепежа и по-прежнему допускает небольшое радиальное напряжение, которое может сократить срок службы долота.
В шестигранной конструкции точки соприкосновения вызывают образование стояков напряжения. Кроме того, почти неизбежно повреждение головки винта, а передаваемый крутящий момент относительно низок по сравнению с уровнем силы, которую необходимо приложить.
Опасность при затягивании и ослаблении винтов заключается в высокой концентрации напряжений, возникающих при повороте крепежа.Высокие напряжения возникают в основном в головках винтов с шестигранной головкой, что может вызвать напряжение в инструменте и винте. Эллиптическая геометрия профиля Torx и связанное с этим отсутствие угловых кромок минимизируют концентрацию напряжений. Это, в свою очередь, защищает и продлевает срок службы винта и инструмента. Эллиптическая геометрия также обеспечивает небольшой диапазон допусков между битой и винтом, улучшая смыкание по силе.
Профиль Torx Plus дополнительно улучшает закрытие с усилием благодаря рабочему углу, составляющему почти 0 °, и большему диаметру сердечника.Это позволяет передавать более высокий крутящий момент и предотвращает повреждение винта и инструмента.
Производители твердосплавных пластин используют систему Torx или Torx Plus для крепления пластин к корпусам инструментов, но тенденция в пользу Torx Plus, поскольку он более эффективно передает крутящий момент, создаваемый отверткой, на винт. При использовании привода Torx Plus требуется небольшая конечная нагрузка или ее отсутствие, чтобы удерживать привод в углублении, что снижает утомляемость оператора и мышечную нагрузку при ручной сборке. Как правило, производители твердосплавных пластин предпочитают ручную затяжку системам с механическим приводом.
При использовании привода Torx Plus требуется небольшая конечная нагрузка или ее отсутствие, чтобы удерживать привод в углублении, что снижает утомляемость оператора и мышечную нагрузку при ручной сборке. Как правило, производители твердосплавных пластин предпочитают ручную затяжку системам с механическим приводом.
– Алан Рихтер, на основании информации, предоставленной поставщиком динамометрических отверток Sloky USA, Эль-Монте, Калифорния.
как заточить режущий инструмент для токарного станка
Как затачивать токарные инструменты – самое необходимое для дома и сада
Не располагайте токарный инструмент прямо под центром колеса. При использовании платформы для заточки убедитесь, что она расположена достаточно близко, чтобы токарный инструмент не застрял между колесом и платформой.Правка шлифовального круга. Когда дело доходит до заточки, шлифовальный круг является основным инструментом, поэтому ему необходимо уделять должное внимание.Шлифовальные токарные инструменты из быстрорежущей стали – Часть 1: заточка правого инструмента
В части 1 этой серии из трех частей, посвященных заточке токарных инструментов из быстрорежущей стали, Барри Янг из технического колледжа Бейтса в Такоме, штат Вашингтон, проведет нас через процесс шлифования.Шлифовально-токарные инструменты на ленточно-шлифовальном станке – для новичков.
Настольный шлифовальный станок – это наиболее часто рекомендуемый инструмент для заточки токарных инструментов.Эта машина имеет тенденцию резать медленную резку горячими и отрезать фасетки. Это может сработать в более опытных руках, но для новичка… возможно, не лучший инструмент для обучения. Намного лучшим вариантом для шлифования токарных инструментов является простая ленточная шлифовальная машина, предпочтительно с лентой шириной 2 дюйма.Заточка режущих инструментов токарных станков по металлу
Идея заточки режущих инструментов токарных станков по металлу витала на форуме в течение многих лет, однако ваш план – первая рабочая модель, которую я увидел. Я давно думал, что платформа СВД-110 может быть намного более универсальной, как и HK-50 Германа.
Я давно думал, что платформа СВД-110 может быть намного более универсальной, как и HK-50 Германа.Шлифовальные биты из быстрорежущей стали – практический машинист
Я затачивал сверла из быстрорежущей стали вручную на педистальном шлифовальном станке около 60 лет. Держите режущую кромку параллельно оси шпинделя. Начните шлифование с режущей кромки и шлифуйте, не поворачивая сверло в пальцах, так что вы получите одинаковый угол на поверхности. Убедитесь, что передняя кромка выше задней части острия.ПРЕОДЫВАЕТСЯ ЛУЧШЕ, ЧЕМ ОТСУТСТВИЕ ПРОГРЕВА ПЕРЕД ЭКСПЛУАТАЦИЕЙ
Сторона шлифования 3 Поверните инструмент Прибл.15 Шлифуйте до тех пор, пока искры не достигнут кончика инструмента AB. РИСУНОК 9 – Заточка «крючка» в сторону 3. При шлифовании инструментов вручную в среднем поверхность режущей кромки инструмента будет на 0,005–0,0010 дюймов ниже поверхности. верх инструмента. В результате на конце вашего инструмента останется зубец от 0,010 до 0,020 дюйма, если смотреть наcutterod.com – в процессе работы
Рис. 2. Держатель инструмента токарного станка со вставленной фрезой из быстрорежущей стали. Как шлифовать фрезы токарного инструмента Фрезы являются той частью токарного инструмента, которая режет металл, который необходимо удалить, чтобы привести работу к желаемому размеру и форме.Фреза обычно изготавливается из быстрорежущей стали и удерживается в держателе токарного инструмента, как показано на рис. 2.Как сделать режущий инструмент для токарного станка из быстрорежущей стали – YouTube
В этом видео я показываю, как заточить фрезу из быстрорежущей стали AR для токарного станка. с помощью самодельной шлифовальной машины с алмазным или CBN-шлифовальным кругом. Самодельный резак. Шаблон углаи калибр для шлифовального станка – Instructables
Это хороший инструмент. Прежде чем вы уйдете, заставляя других проверять результаты этой шлифовки на всех типах металлов, вам может не понадобиться разброс углов, которые, как вы думаете, были оптимизированы для больших станков в производственной среде, мини-токарный станок в домашней мастерской имеет гораздо более широкий диапазон гибкости.
Шлифовка инструмента на мини-токарном станке
Суть шлифовки инструмента на токарном станке, как я думаю, состоит в том, чтобы подрезать кончик инструмента для обеспечения «облегчения» 39; так, чтобы металл чуть ниже режущего наконечника не контактировал с работой. Это концентрирует на наконечнике достаточную силу резания, чтобы врезаться в металл заготовки.Базовая заточка токарного инструмента – мастерская Стива
В ответ на ряд запросов на этой странице подробно рассказывается о заточке токарного инструмента общего назначения. Это попытка простыми словами объяснить терминологию проектирования инструмента и процесс шлифования, необходимый для его создания.На этом первом изображении показана заготовка для инструмента. На режущем конце необходимо учитывать 5 поверхностей, но только 3 из них требуют шлифовки.Заточка собственных токарных инструментов – Tascione
Если вы затачиваете инструмент для токарного станка SHERLINE, используйте квадратную заготовку размером 1/4 дюйма и держите режущую кромку до верха заготовки; инструмент выйдет по центру без регулировочных шайб. Для этого вам потребуется точная шлифовка третьей стороныКак настроить токарный режущий инструмент – токарный станок имеет значение
Стойкость инструмента 2. Чистота поверхности 3.Эффективность резки. Ниже приведены 7 наших инструкций, которые помогут вам в настройке режущего инструмента токарного станка: Шаг 1: Обеспечьте безопасность Поскольку это оборудование включает в себя много резки и шлифования, в первую очередь следует учитывать безопасность оператора, чтобы предотвратить любые травмы.Улучшенная заточка инструмента для токарного станка – грязный
Основная боковая режущая кромка обращена к вам, хотя инструмент также будет очень хорошо резать в другую сторону, если глубина резания DOC мала.Обработка кромки по старинке Если вы выполнили грубую шлифовку правильно, несколько вещей будут выполнены.Tom’s Techniques – Заточка инструмента
Нарезание резьбы на токарном станке Часть третья – Заточка инструмента Шлифовка инструмента Токарная обработка В этом эпизоде нарезания резьбы на токарном станке мы вычисляем ширину плоскости и обсуждаем три различных способа вычисления угла наклона спирали. . Режущие инструменты токарного станка
. Режущие инструменты токарного станка– Как шлифовать – Процессы обработки металла
Режущие инструменты токарного станка – Как шлифовать рассматриваются поставщиками металлообработки для производства продукции многими участниками рынка по всему миру.Был 3 раза 1 посещен сегодня Показать большеПростота заточки токарных инструментов
Я шлифу выемки чаши таким же образом, как и выемки шпинделя; однако я заточил под большим углом скоса около 75-80, чтобы обеспечить большую массу под режущей кромкой. Эту канавку также можно затачивать вручную, но при создании новой фаски на более крупной канавке я ценю помощь приспособления Vari-Grind.Биты для шлифовального инструмента – LittleMachineShop.com
Биты для шлифовального инструмента Когда вы покупаете новую насадку для токарного инструмента, она может иметь угол на конце, но она не заточена должным образом для точения.Насадки для токарных шлифовальных станков – это своего рода искусство. Чтобы добиться успеха, нужна некоторая практика. Вам необходимо создать острую режущую кромку, выступающую так, чтобы режущая кромка, а не сторона инструмента.СУДОРЕМОНТ ОТ А ДО Я .: Как шлифовать фрезы для токарного инструмента
1 Режущий инструмент – одна из самых важных вещей, которые необходимо учитывать при обработке металла на токарном станке. Для точной и эффективной обработки металла важно, чтобы режущая кромка фрезы имела острую шлифовку с правильным передним зазором и т. Д.для конкретного типа обрабатываемого металла и чтобы фреза была установлена на правильной высоте.Как заточить токарный инструмент из быстрорежущей стали The Hobby-Machinist
Для меня несколько секунд работает лучше, чем переточка инструмента для восстановления режущей кромки. Плюс ко всему, у меня есть преимущества в производительности, которые дает задний гребень. Опять разберитесь сами. Отшлифуйте инструмент с задними граблями и без них и посмотрите. Я предполагаю, что вы будете резать глубже, не болтая, и закончите лучше.
как шлифовать режущие инструменты токарного станка – lauraschrijft.nl
как шлифовать режущие инструменты для токарного станка relaxacademy.nl. Сверло для инструмента Wikipedia 201953 · Сверло для инструмента – это невращающийся режущий инструмент, используемый в станках для обработки металлов давлением и строгальных станках. Такие фрезы также часто называют установочной фразой одноточечного режущего инструмента, в отличие от других режущих инструментов, таких как пила или водоструйный резак. Получить ценуТокарный станок – Насадки для шлифовальных инструментов – Blondihacks
Зернистость шлифовки вредна для точного оборудования и вашего рта.Установите упоры для инструмента на 10 так, чтобы внутренний угол между лицевой стороной колеса и верхней поверхностью составлял 100. Этот трюк избавит меня от необходимости думать сложными углами, что повредило моему примитивному мозгу приматов. Пора отшлифовать инструмент.Глава 6: Нарезание резьбы на токарном станке – Производственные процессы 4-5
Опишите, как заточить инструментальную коронку. Токарный станок. Нарезание резьбы на токарном станке – это процесс, при котором на заготовке образуется винтовой гребень равномерного сечения. Это выполняется путем выполнения последовательных резов с помощью насадки для нарезания резьбы той же формы, что и требуемая форма резьбы.Практическое упражнение: 1. Предыдущая: горизонтальная шаровая мельница c w аксессуарыСледующая: 3D модель дробилки скачать бесплатно в
- На главную
- шахта железная
как обточить режущие инструменты для токарного станка
.