| Режущий инструмент, инструментальная оснастка и приспособления / Cutting tools, tooling system and workholding MITSUBISHI | Каталог MITSUBISHI 2014 Металлорежущий инструмент (Всего 1352 стр.) | ||||||||
1320 Каталог MITSUBISHI 2014 Металлорежущий инструмент токарный и вращающийся Стр.N038 | ||||||||
Диаметр сверла под резьбовое отверстие Резьба метрическая крупная (M) Метрическая мелкая (MF) Режущий материал осевого режущего инструмента Диаметр сверла под резьбовое отверстие Резьба метрическая крупная (M) Метрическая мелкая (MF) Режущий материал осевого режущего инструмента _ Быстрорежущая сталь Твёрдый сппав М1 хО.25 0.75 0.75 М1.1×0.25 0.85 0.85 М1.2×0.25 0.95 0. 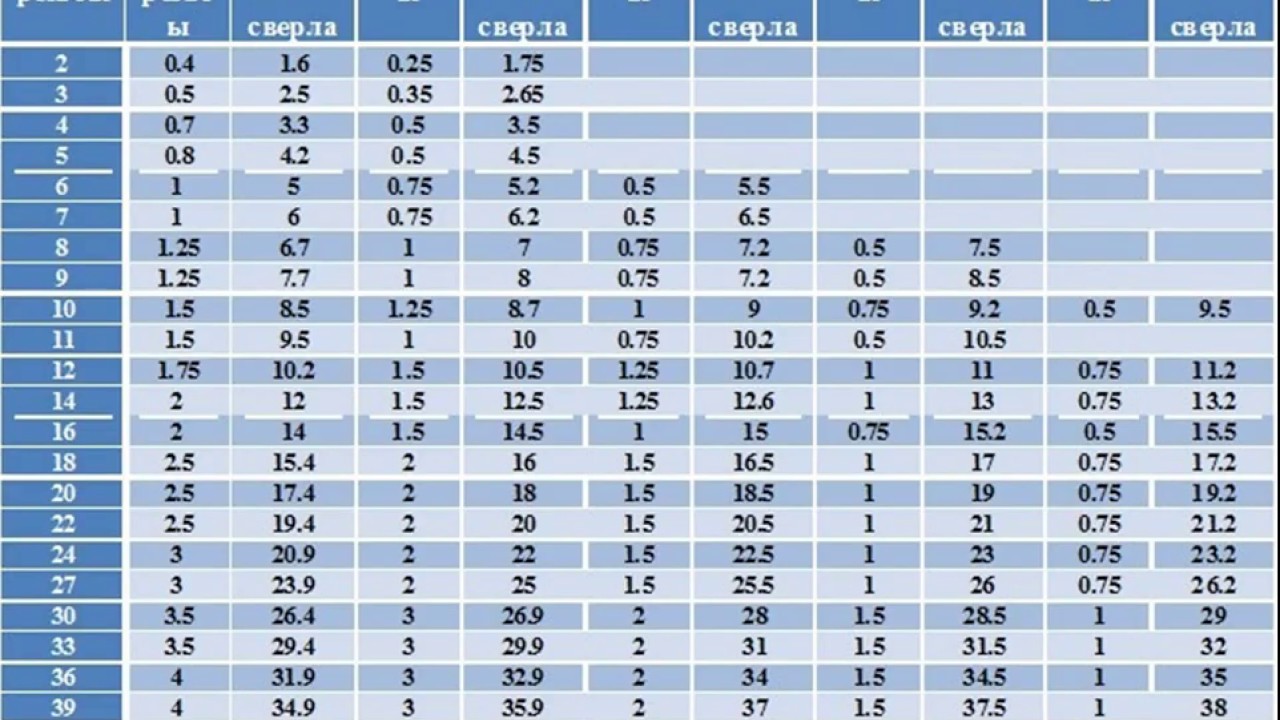 | ||||||||
| | ||||||||
См.также / See also : | ||||||||
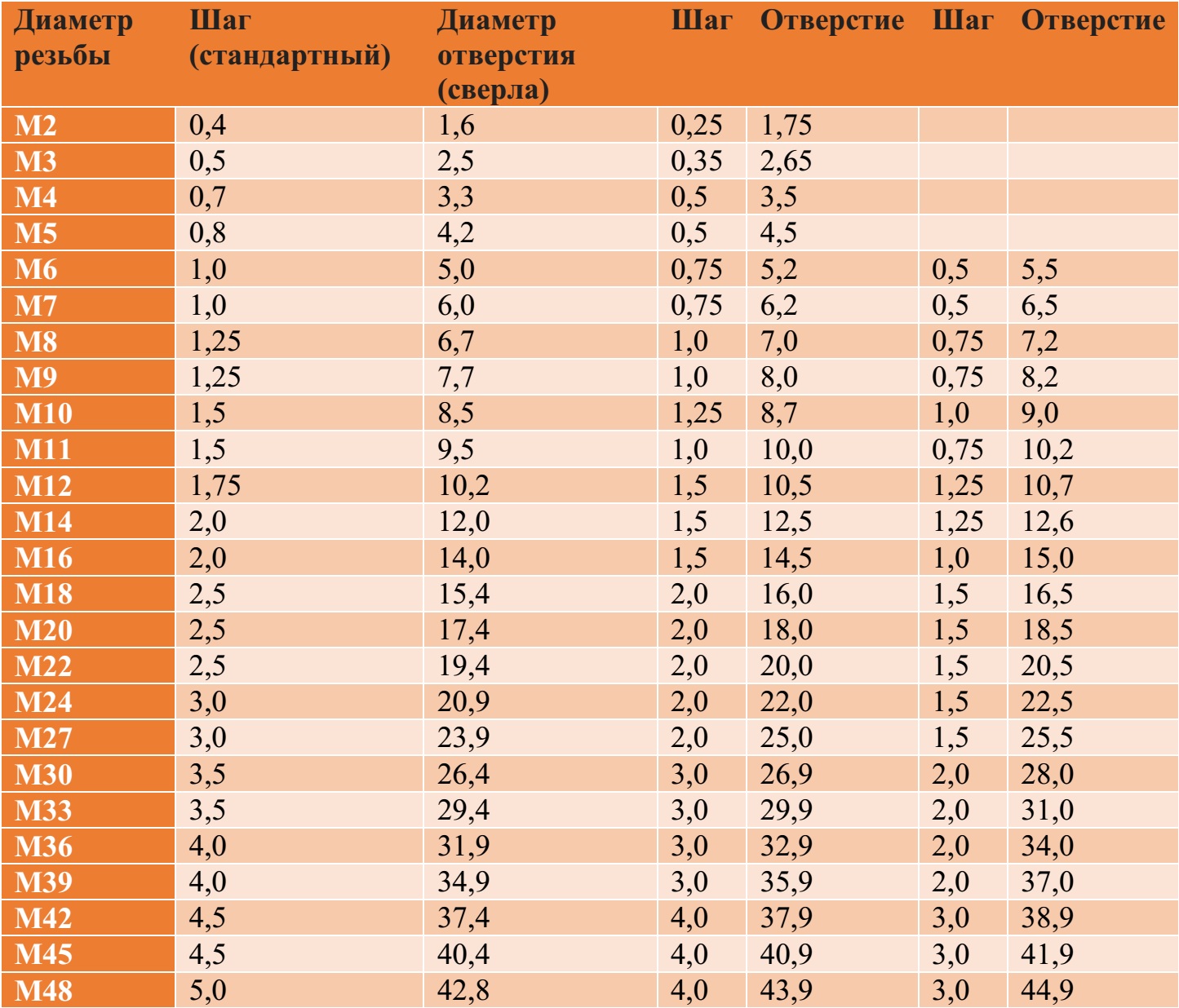
Диаметр отверстия под резьбу / Tap drill sizes | Типы резьбы Назначение и обозначения / Thread types and applications | |||||||
Метчики Конструкция / Thread taps for metal | Скорость резания от диаметра Таблица / Surface speed to RPM conversion | |||||||
Плашки по металлу / Thread dies | Оснастка для сверлильных и фрезерных станков / Tool holders for drilling and milling | |||||||
Перевод дюймов в мм Таблица / Inches to mm Conversion table | Резьбонарезные патроны для метчиков / Tapping chucks | |||||||
| Справочная информация по металлообработке на станках Точение Фрезерование Сверление | ||||||||
Каталог MITSUBISHI 2014 Металлорежущий инструмент (Всего 1352 стр. ) ) | ||||||||
| | 1317 Справочная таблица значений предельных отклонений размеров в системе отверстия Интервал номинальных размеров (мм) Квалитет и основное отклонение | 1318 Справочная таблица значений предельных отклонений размеров в системе вала Интервал номинальных размеров (мм) Квалитет и основное отклонение | 1319 Справочная таблица значений предельных отклонений размеров в системе вала Интервал номинальных размеров (мм) Квалитет и основное отклонение | 1321 Размеры отверстия и зенкования под метрический болт с цилиндрической головкой Таблица и чертеж Номинальный размер резьбы | 1322 Международная единая система единиц СИ Справочные таблицы соотношения с другими произвольными единицами Давление Работа Энергия Мощность Напряжение | 1323 Виды износа режущего инструмента со сменными пластинами для металлообработки на станках Проблемы и пути их решения Износ Выкрашивание Адгезия | ||
| Каталоги инструмента MITSUBISHI | ||||||||
| | ||||||||
Каталог MITSUBISHI 2018 Инструмент режущий (англ. 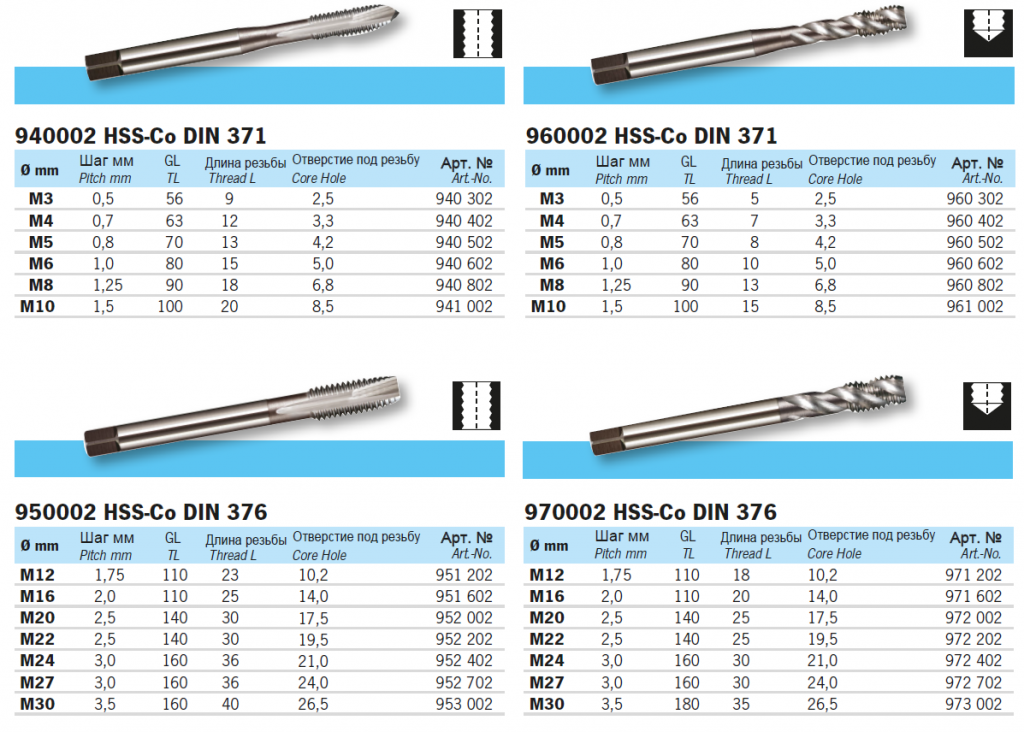 яз / ENG) яз / ENG)(2040 страниц) | Каталог MITSUBISHI 2017 Новинки металлорежущего инструмента 17.1 (250 страниц) | Каталог MITSUBISHI 2016 Вращающийся и токарный режущий инструмент (1412 страниц) | MITSUBISHI 2016 Металлорежущий инструмент для мехобработки (англ.яз / ENG) (1636 страниц) | Каталог MITSUBISHI 2015 Токарный и вращающийся инструмент (англ.яз / ENG) (1672 страницы) | Каталог MITSUBISHI 2015 Новый режущий инструмент 15.2 (308 страниц) | |||
Каталог MITSUBISHI 2015 Сверла для обработки отверстий в металле (англ.яз / ENG) (226 страниц) | Каталог MITSUBISHI 2014 Металлорежущий инструмент (1352 страницы) | Каталог MITSUBISHI 2014 Новый металлорежущий инструмент 14.2 (164 страницы) | Каталог MITSUBISHI 2013 Металлорежущий инструмент (1232 страницы) | Каталог MITSUBISHI 2010 Режущий инструмент и системы (1348 страницы) | Каталог MITSUBISHI 2007 Металлорежущий инструмент и системы (1085 страниц) | |||
Каталог MITSUBISHI 2007 Новинки режущего инструмента 07. 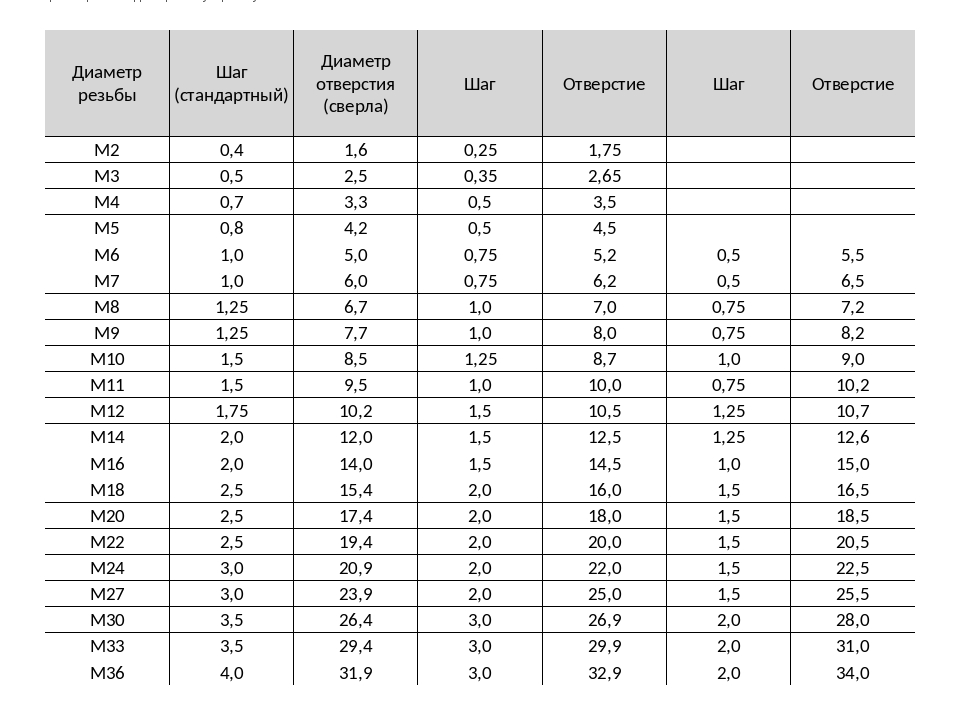 2 2(англ.яз / ENG) (220 страниц) | ||||||||
| | ||||||||
Каталоги металлорежущего инструмента, оснастки и приспособлений для станков / | ||||||||
— — | ||||||||
 95 М1.4×0.3 1.10 1.10 М1.6×0.35 1.25 1.30 М1.7×0.35 1.35 1.40 М1.8×0.35 1.45 1.50 М2 х0.4 1.60 1.65 М2.2х0.45 1.75 1.80 М2.3х0.4 1.90 1.95 М2.5х0.45 2.10 2.15 M2.6×0.45 2.15 2.20 М3 хо.5 2.50 2.55 М3.5х0.6 2.90 2.95 М4 х0.7 3.3 3.4 M4.5×0.75 3.8 3.9 М5 х0.8 4.2 4.3 Мб х1.0 5.0 5.1 М7 х1.0 6.0 6.1 М8 х1.25 6.8 6.9 М9 х1.25 7.8 7.9 М10 х1.5 8.5 8.7 М11 х1.5 9.5 9.7 М12 х1.75 10.3 10.5 М14 х2.0 12.0 12.2 М16 х2.0 14.0 14.2 М18 х2.5 15.5 15.7 М20 х2.5 17.5 17.7 М22 х2.5 19.5 19.7 М24 хЗ.О 21.0 М27 хЗ.О 24.0 М30 х3.5 26.5 МЗЗ х3.5 29.5 М36 х4.0 32.0 М39 х4.0 35.0 М42 х4.5 37.5 М45 х4.5 40.5 М48 х5.0 43.0 Номинал Диаметр сверла Бысгрорекущая сталь Твёрдый auiaa М1 хо.2 0.80 0.80 М1.1×0.2 0.90 0.90 М1.2×0.2 1.00 1.00 М1.4×0.2 1.20 1.20 М1.6×0.2 1.40 1.40 М1.8×0.2 1.60 1.60 М2 хО.25 1.75 1.75 М2.2х0.25 1.95 2.00 М2.5х0.35 2.20 2.20 М3 х0.35 2.70 2.70 М3.5х0.35 3.20 3.20 М4 х0.5 3.50 3.55 М4.5х0.5 4.00 4.05 М5 х0.5 4.50 4.55 М5.5х0.5 5.00 5.05 Мб хо.75 5.30 5.35 М7 хО.75 6.30 6.35 М8 х1.0 7.00 7.
95 М1.4×0.3 1.10 1.10 М1.6×0.35 1.25 1.30 М1.7×0.35 1.35 1.40 М1.8×0.35 1.45 1.50 М2 х0.4 1.60 1.65 М2.2х0.45 1.75 1.80 М2.3х0.4 1.90 1.95 М2.5х0.45 2.10 2.15 M2.6×0.45 2.15 2.20 М3 хо.5 2.50 2.55 М3.5х0.6 2.90 2.95 М4 х0.7 3.3 3.4 M4.5×0.75 3.8 3.9 М5 х0.8 4.2 4.3 Мб х1.0 5.0 5.1 М7 х1.0 6.0 6.1 М8 х1.25 6.8 6.9 М9 х1.25 7.8 7.9 М10 х1.5 8.5 8.7 М11 х1.5 9.5 9.7 М12 х1.75 10.3 10.5 М14 х2.0 12.0 12.2 М16 х2.0 14.0 14.2 М18 х2.5 15.5 15.7 М20 х2.5 17.5 17.7 М22 х2.5 19.5 19.7 М24 хЗ.О 21.0 М27 хЗ.О 24.0 М30 х3.5 26.5 МЗЗ х3.5 29.5 М36 х4.0 32.0 М39 х4.0 35.0 М42 х4.5 37.5 М45 х4.5 40.5 М48 х5.0 43.0 Номинал Диаметр сверла Бысгрорекущая сталь Твёрдый auiaa М1 хо.2 0.80 0.80 М1.1×0.2 0.90 0.90 М1.2×0.2 1.00 1.00 М1.4×0.2 1.20 1.20 М1.6×0.2 1.40 1.40 М1.8×0.2 1.60 1.60 М2 хО.25 1.75 1.75 М2.2х0.25 1.95 2.00 М2.5х0.35 2.20 2.20 М3 х0.35 2.70 2.70 М3.5х0.35 3.20 3.20 М4 х0.5 3.50 3.55 М4.5х0.5 4.00 4.05 М5 х0.5 4.50 4.55 М5.5х0.5 5.00 5.05 Мб хо.75 5.30 5.35 М7 хО.75 6.30 6.35 М8 х1.0 7.00 7.
| Стандарты →
ГОСТ 11284-75: Отверстия сквозные под крепёжные детали. Размеры. ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ГОСТ 11284-75 Постановлением Государственного комитета стандартов Совета Министров СССР от 14 ноября 1975 г. № 3134 срок действия установлен с 01.01.77 до 01.01.87 Стандарт полностью соответствует рекомендации СЭВ по стандартизации PC 107-72 и рекомендации ИСО Р-273. 2. Размеры сквозных отверстий должны соответствовать указанным в таблице.
Примечания: 1. 2. Рекомендации по выбору рядов сквозных отверстий приведены в приложении. 3. Предельные отклонения диаметров отверстий: а) для 1-го ряда — по h22; ПРИЛОЖЕНИЕ РЕКОМЕНДАЦИИ ПО ВЫБОРУ РЯДОВ СКВОЗНЫХ ОТВЕРСТИЙ 1. При независимой обработке отверстий каждой детали соединения с расстоянием между осями наиболее удаленных отверстий менее 500 мм, для соединений, к которым предъявляются лишь требования собираемости, ряды сквозных отверстий рекомендуется выбирать по приводимой ниже таблице. Тип соединения
2. 3. При совместной обработке отверстий в деталях соединения (для заклепочных и неразбираемых болтовых соединений) номинальный диаметр сквозного отверстия рекомендуется принимать равным наибольшему предельному размеру диаметра стержня крепежной детали. При этом отверстия должны быть раззенкованы на размер, соответствующий переходному радиусу между головкой и стержнем. Изменение №1 ГОСТ 11284-75. Отверстия сквозные под крепежные детали. Размеры.Постановлением Государственного комитета СССР по стандартам от 81 12 03 № 5218 срок введения установлен с 82 01 01 На обложке и первой странице обозначение стандарта дополнить обозначением: (СТ СЭВ 2515—80). Пункт 1. Второй абзац изложить в новой редакции: «Стандарт полностью соответствует СТ СЭВ 2515—80>. Пункт 2 изложить в новой редакции (кроме таблицы и примечания): «2. Размеры сквозных отверстий должны соответствовать указанным на чертеже и а таблице. Таблица. Заменить обозначение размера: d1 на dh;
таблицу дополнить примечанием — 3: «3. Размеры в скобках применять не рекомендуется». Пункт 3 изложить в новой редакции: «3. Предельные отклонения диаметров отверстий: для 1-го ряда — Н12; Стандарт дополнить ПУНКТОМ — 4: «4. При необходимости следует устранить контакт кромки отверстия с радиусом под головкой крепежной детали; отверстие рекомендуется раззенковывать». МЕЖДУНАРОДНАЯ СИСТЕМА ЕДИНИЦ (СИ)
МНОЖИТЕЛИ И ПРИСТАВКИ ДЛЯ ОБРАЗОВАНИЯ ДЕСЯТИЧНЫХ КРАТНЫХ Н ДОЛЬНЫХ ЕДИНИЦ И ИХ НАИМЕНОВАНИЙ
| |||||||

 0
0 0
0 3-й ряд отверстий не допускается применять для заклепочных соединении
3-й ряд отверстий не допускается применять для заклепочных соединении Для соединений, к которым предъявляются требования собираемости и дополнительные требования обеспечения определенной степени относительного перемещения деталей, а также для соединений, к которым предъявляются лишь требования собираемости, но с расстояниями между осями наиболее удаленных отверстий в деталях 500 мм и более, допускается принимать более грубые (по сравнению с рекомендуемыми в таблице) ряды сквозных отверстий.
Для соединений, к которым предъявляются требования собираемости и дополнительные требования обеспечения определенной степени относительного перемещения деталей, а также для соединений, к которым предъявляются лишь требования собираемости, но с расстояниями между осями наиболее удаленных отверстий в деталях 500 мм и более, допускается принимать более грубые (по сравнению с рекомендуемыми в таблице) ряды сквозных отверстий.
 0
0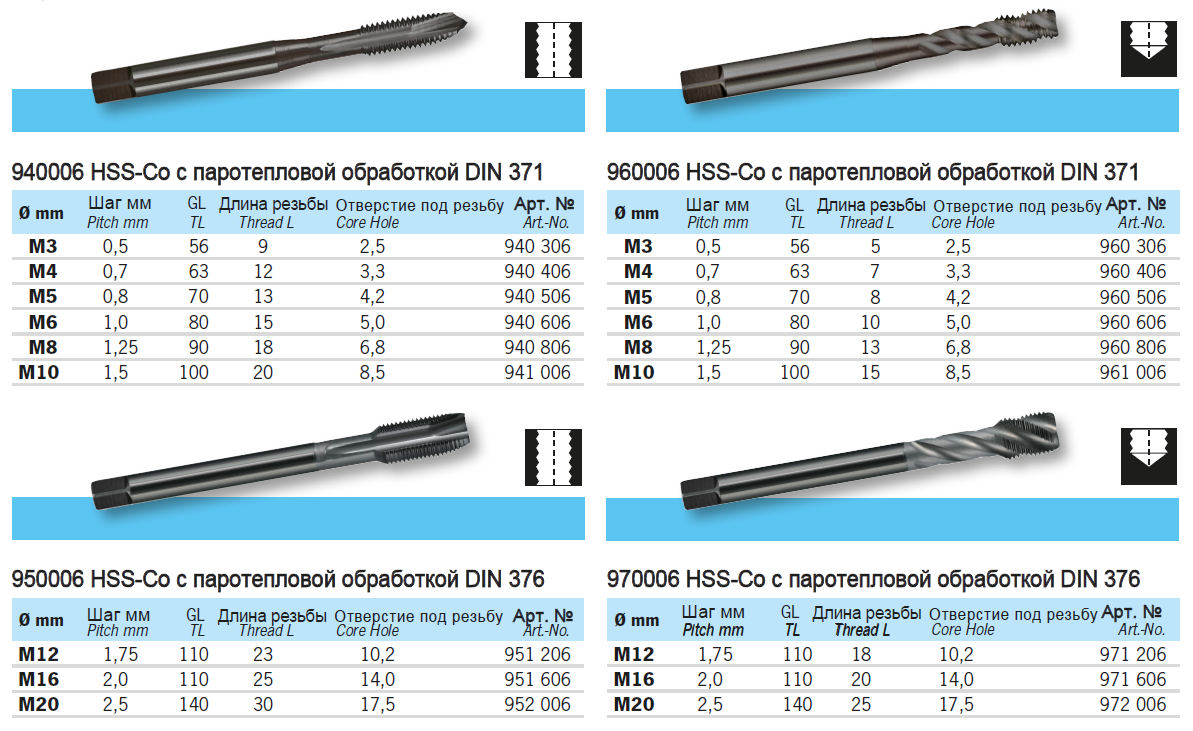
Нарезка резьбы М2 на глубину 10 мм.
 Сквозное отверстие. – Инструменты для металлообработки
Сквозное отверстие. – Инструменты для металлообработкиПро смазку.
Она масляниста (жирная), но не воняет.Если масляниста и воняет — олеиновая.
Она не воняет.Основное действующее вещество-олеиновая кислота всё таки,но сам люблю пользоваться старым,пожелтевшим салом,да и запах при работе нормальный.
 Привозили как-то другую, чёрную, вот та воняла, а эта – жёлтая – жирная, но не воняет.
Привозили как-то другую, чёрную, вот та воняла, а эта – жёлтая – жирная, но не воняет.
Про метчики.
Вот как раз за свои деньги сейчас хватанул, поторопившись, М2 трёхкомплектные, а про глубину нарезания-то как-то не подумал сразу…А они есть на М2?
парные я везде видел, а тройные только для больших диаметров встречал.
Может и парные вам сойддут, только не чёрные. И не дешёвый новодел из 9хс.
Взять нормальные точные метчики из быстрореза и будет шастье.
А насчёт смазки голосую за сало-смалец-растительное масло.
Они на схематичном рисунке слева (метчики CS М 2 (1 – 3): им на 10 мм глубину не нарежешь, надо ж ещё, чтоб он вышел из заготовки, дабы калибрующей частью прошёл отверстие по всей глубине.
А такие как справа, есть М3 (трёхкомплектные) на складе, может надо такие М2. Но, нарезать вручную ими тоже не очень будет: тонкая шейка “норовит всё испортить”.
Если верить продавцу, то, что купил, как раз чешские. Может, они и неплохие, но на всю глубину отверстия не хватит.Narex чешский,например,мне очень нравятся по качеству.
В общем, надо или такие как справа, или как слева, но подлинее рабочая часть (калибрующая часть была не менее 10 мм, ну минус фаска под резьбу).
Изменено пользователем Четвёртый номерПанель лицевая для установки 8-SCDLC отверстия М2 для крепления адаптера черная (250386)
Код товара 2245251
Артикул 250386
Страна Россия
Наименование Hyperline FO-FP-W140h52-8SC/DLC-BK Лицевая панель (модуль) для установки 8-SC(DLC), с отверстиями М2 для крепления адаптера, черная
Упаковки
Сертификат ПИСЬМО OC-40
Тип изделия Панель модульная
Способ монтажа Накладной
Цвет Черный
Количество постов 8
Материал изделия Сталь
Высота, мм 40
Ширина, мм 142
Масса, кг 0. 033
033
Тип присоединения LC Duplex
Все характеристики
Характеристики
Код товара 2245251
Артикул 250386
Страна Россия
Наименование Hyperline FO-FP-W140h52-8SC/DLC-BK Лицевая панель (модуль) для установки 8-SC(DLC), с отверстиями М2 для крепления адаптера, черная
Упаковки
Сертификат ПИСЬМО OC-40
Тип изделия Панель модульная
Способ монтажа Накладной
Цвет Черный
Количество постов 8
Материал изделия Сталь
Высота, мм 40
Ширина, мм 142
Масса, кг 0. 033
033
Тип присоединения LC Duplex
Все характеристики
Всегда поможем:
Центр поддержки
и продаж
Скидки до 10% +
баллы до 10%
Доставка по городу
от 150 р.
Получение в 150
пунктах выдачи
Метрические, дюймовые и трапецеидальные метчики и плашки для нарезки наружной и внутренней резьбы
Купить дюймовые, метрические или трапецеидальные метчики и плашки для нарезания наружной или внутренней резьбы в сквозных, глухих отверстиях. Метчики используются для внутренней резьбы в отверстиях труб, плашки используются для наружной резьбы. В нашем интернет магазине представлены всевозможные виды как для сквозных отверстий с прямыми, так и для глухих с винтовыми канавками. Метчики комплектные из двух или трёх штук, первый и второй номер для чистовой и черновой резьбы. В наличии запасы готовой продукции, отгрузка со склада происходит в кратчайшие сроки, а для региональных клиентов получение заказа через партнёрские пункты выдачи СДЕК, Hermes, Boxberry, отделения почты России либо через транспортные компании такие как Деловые линии, ПЭК, Ратэк и прочее.
В наличии запасы готовой продукции, отгрузка со склада происходит в кратчайшие сроки, а для региональных клиентов получение заказа через партнёрские пункты выдачи СДЕК, Hermes, Boxberry, отделения почты России либо через транспортные компании такие как Деловые линии, ПЭК, Ратэк и прочее.
Плашки метрические представляют собой металлорежущий инструмент для нарезания наружной резьбы ручным или машинным способом, с использованием станков или специальных инструментов. Такие плашки применяются для создания или восстановления наружной резьбы на изделиях или заготовках. Продукция пользуется популярностью благодаря характеристикам и из видов сталей 9ХС, HSS в России маркировка Р6М5 или HSSE в России Р6М5К5, рабочим свойствам с шагами резьбы. Скорость работы с их использованием достигает значительных результатов, резьба получается максимально точной и ровной. При этом сами плашки метрические отличаются высокой износостойкостью в зависимости от стали и рассчитаны на длительную эксплуатацию.
Вам требуется создать или восстановить внутреннюю резьбу на детали или заготовке, используйте метчики метрические для сквозных или глухих отверстий в зависимости от заготовки или изделия.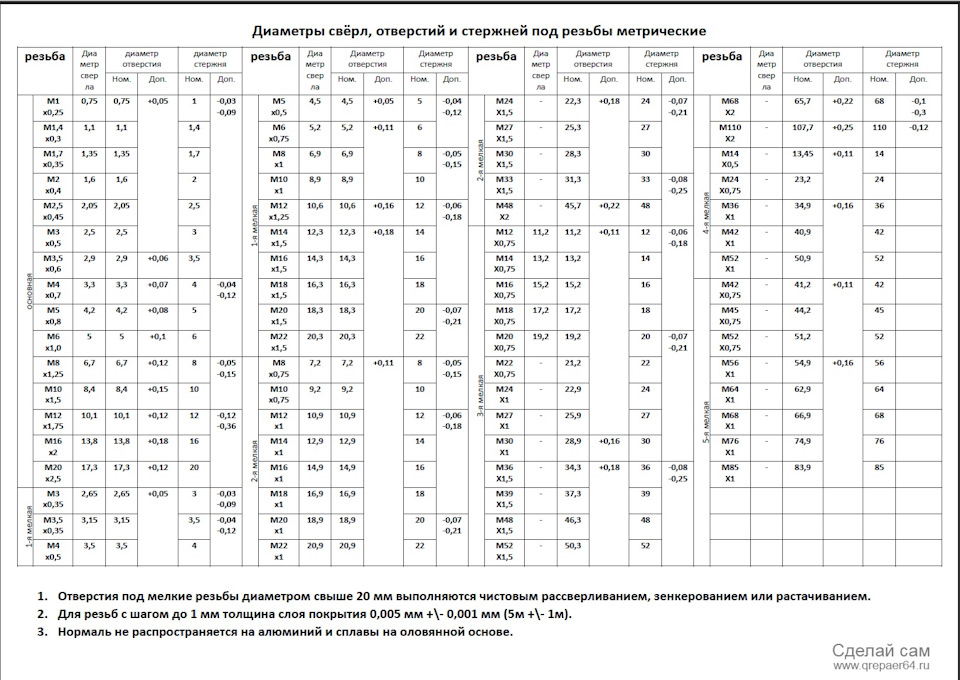 Для выполнения работы, чаще используют комплектные метчики: один для черновой резьбы, второй для выполнения чистовой работы. Для бытовых работ, достаточно ручных метчиков этого типа. Эти два инструмента перепутать невозможно, они имеют кардинальные различия по своему строению. Метчик выглядит как продолговатый цилиндр, с резьбовой частью с одной стороны, а плашка выглядит как гайка с отверстиями по середине и резьбой по центру. Метчики дюймовые или метрические используют на различных станках, а также на обрабатывающих центрах. Такой принцип работы называют машинным, но не исключен и ручной способ работы. Прежде чем покупать дюймовые или метрические метчики, необходимо определить, на каком этапе работы они будут использоваться. В зависимости от его типа им выполняют нарезание резьбы на той или иной стадии, также изделия подбираются под определенный материал и необходимую глубину отверстия.
Для выполнения работы, чаще используют комплектные метчики: один для черновой резьбы, второй для выполнения чистовой работы. Для бытовых работ, достаточно ручных метчиков этого типа. Эти два инструмента перепутать невозможно, они имеют кардинальные различия по своему строению. Метчик выглядит как продолговатый цилиндр, с резьбовой частью с одной стороны, а плашка выглядит как гайка с отверстиями по середине и резьбой по центру. Метчики дюймовые или метрические используют на различных станках, а также на обрабатывающих центрах. Такой принцип работы называют машинным, но не исключен и ручной способ работы. Прежде чем покупать дюймовые или метрические метчики, необходимо определить, на каком этапе работы они будут использоваться. В зависимости от его типа им выполняют нарезание резьбы на той или иной стадии, также изделия подбираются под определенный материал и необходимую глубину отверстия.
Как выглядят метчики и плашки
Плашки имеют круглую форму, резьба нанесена внутри.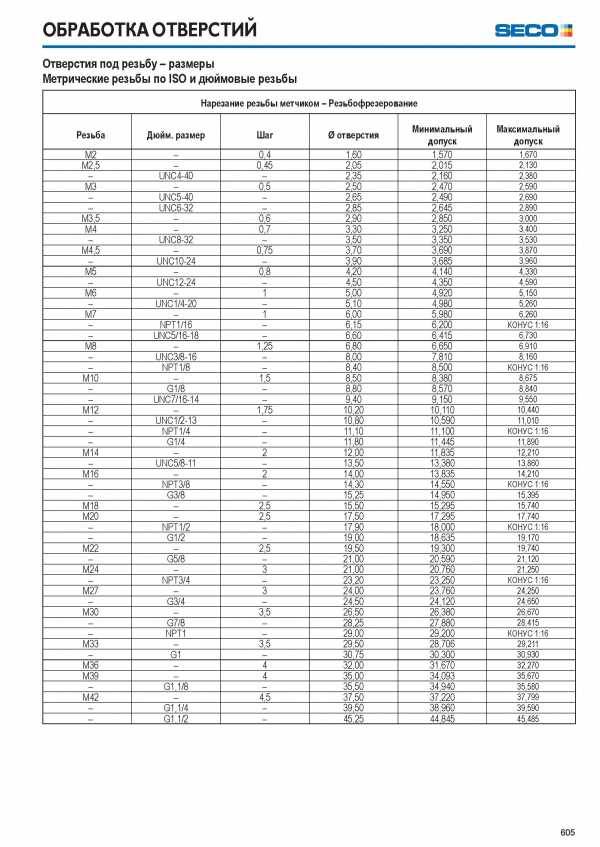 Если смотреть на неё сверху, от полу отверстия будут напоминать ромашку. Каждое из них имеет круглую форму, а резьба, с помощью которой и выполняется нарезка, всегда нанесена на крылья этих отверстий. Толщину она имеют небольшую, количество внутренних отверстий зависит от типа и вида плашки. По размеру она легко помещается в ладонь. Хотя есть и более крупные размеры. Изготавливаются из различных видов сталей, в том числе легированной стали 9ХС, быстрорежущей стали HSS (аналог в России Р6М5), HSSE быстрорежущая сталь с добавлением кобальта в состав материала, такие инструменты обладают повышенной устойчивостью к тепловому воздействию, выдерживают даже высокие температуры. Также, их можно повторно затачивать при необходимости.
Если смотреть на неё сверху, от полу отверстия будут напоминать ромашку. Каждое из них имеет круглую форму, а резьба, с помощью которой и выполняется нарезка, всегда нанесена на крылья этих отверстий. Толщину она имеют небольшую, количество внутренних отверстий зависит от типа и вида плашки. По размеру она легко помещается в ладонь. Хотя есть и более крупные размеры. Изготавливаются из различных видов сталей, в том числе легированной стали 9ХС, быстрорежущей стали HSS (аналог в России Р6М5), HSSE быстрорежущая сталь с добавлением кобальта в состав материала, такие инструменты обладают повышенной устойчивостью к тепловому воздействию, выдерживают даже высокие температуры. Также, их можно повторно затачивать при необходимости.
Метчик будь то дюймовый или метрический имеет совершенно иную форму. Он делится на несколько частей, условно его можно поделить на часть с резьбой, которой выполняется работа, шейку и хвостовик. Шейка является соединяющей частью между хвостовиком и резьбовой частью. Именно она соединяет хвостовик и рабочую часть самого инструмента. Хвостовик – самая длинная и крупная часть. Ей метчик устанавливается в инструмент или станок ЧПУ. В целом, метчики так же выполняются из различных сплавов металлов, имеет вытянутую продолговатую форму. Размер каждого зависит от его назначения. Один тип дюймовых метчика может иметь несколько вариации размеров. На режущую часть наносится та самая резьба, которая и служит рабочей частью инструмента для восстановления или нарезания резьбы внутренней. Сам инструмент предназначен для нарезания внутренней резьбы, именно поэтому он имеет такую продолговатую форму для удобства использования. В целом, такие инструменты могут использоваться в паре подходящие по размерам и шагам резьбы. Например, если дюймовый метчик и плашку с размером 1/4-20 использовать для соединений в труба и заготовках. Тогда как дюймовая плашка будет выполнять нарезку или восстановление резьбы на наружной части изделия, а на той детали, которая должна закручиваться сверху (резьба будет внутренняя), резьбы будет выполняться дюймовым метчиком.
Именно она соединяет хвостовик и рабочую часть самого инструмента. Хвостовик – самая длинная и крупная часть. Ей метчик устанавливается в инструмент или станок ЧПУ. В целом, метчики так же выполняются из различных сплавов металлов, имеет вытянутую продолговатую форму. Размер каждого зависит от его назначения. Один тип дюймовых метчика может иметь несколько вариации размеров. На режущую часть наносится та самая резьба, которая и служит рабочей частью инструмента для восстановления или нарезания резьбы внутренней. Сам инструмент предназначен для нарезания внутренней резьбы, именно поэтому он имеет такую продолговатую форму для удобства использования. В целом, такие инструменты могут использоваться в паре подходящие по размерам и шагам резьбы. Например, если дюймовый метчик и плашку с размером 1/4-20 использовать для соединений в труба и заготовках. Тогда как дюймовая плашка будет выполнять нарезку или восстановление резьбы на наружной части изделия, а на той детали, которая должна закручиваться сверху (резьба будет внутренняя), резьбы будет выполняться дюймовым метчиком.
Различные виды резьбы у метчиков и плашек.
Резьба на метчиках и плашках может быть дюймовой (чаше всего американской), метрической (используется в России), либо трапецеидальной. Метрическая – применяется, прежде всего, в России. Дюймовая резьба появилась раньше и распространена в Англии и других странах Европы. У дюймовой резьбы угол профиля составляет, чаще всего, 55 либо 60 градусов, у метрической – 60. Описать общий вид резьбы конкретно невозможно. Каждая имеет свой шаг, количество витков на дюйм и иные параметры. Все, что нужно знать – вышеуказанные параметры резьбы являются самыми важными. Чтобы произвести сопрягаемые детали, количество витков на дюйм у них должно совпадать. У дюймовой плашки резьба нанесена изнутри, а у дюймового метчика – снаружи инструмента.
Как использовать металлорежущий инструмент
Перед использованием того или иного инструмента, он должен быть правильно установлен в станок. Для ручной нарезки дюймовый метчик фиксируется в вороток, а плашка же вставляется в плашкодержатель. Без этого рабочий процесс не пойдет, либо пойдет неправильно. Нарезание дюймовой резьбы метчиком выполняется по особому принципу: сначала делается примерно 2 оборота вправо, а затем 1 или пол оборота влево чтобы убрать образовавшуюся стружку и смазать инструмент маслом либо СОЖ. Работа выполняется в горизонтальном положении. Плашка и заготовка, по которой проводится работа, относительно друг друга находятся перпендикулярно. Плашкодержатели являются универсальными, в один можно закреплять только один инструмент. Все инструменты которые используются в данный момент и детали на которых производится работа находится во время работы неподвижно, а плашка двигается по его оси, перемещаясь из верхнего положения в нижнее.
Din 404, винт М2 с отверстиями в цилиндрической головке со сферой
Пломбировочный винт М2 DIN 404
Винт М2 DIN 404 – это крепежный элемент, который в состоит из стержня с нарезанной резьбой определенного шага и увеличенной головкой винта, содержащей в себе сквозные отверстия – радиальные оси. Отверстия расположены перпендикулярно друг другу и предназначаются для пломбировки, именно поэтому винт нашел такое широкое применение во всех сферах хозяйствования.
Винт 404 чаще всего используют как пломбировочный винт, но этот метиз также является хорошим крепежным элементом для соединения конструкций из разного материала.
Данный крепеж выполняется согласно установленному европейскому стандарту DIN 404. Для производства этого крепежа используют сталь марки А2 и А4, углеродистую сталь и латунь.
d | M2 | |
P | 0,4 | |
b | 16 | |
dh | 1,2 | |
dk | 3,8 | |
K | 3 | |
n | 0,5 | |
t | min | 0,7 |
max | 0,9 | |
w | 1.2 | |
d – номинальный диаметр резьбы
P – шаг резьбы
dk – диаметр цилиндрической головки винта
k – высота головки винта
n – ширина шлица винта
t – глубина шлица, мин.
dh – диаметр радиальных отверстий в головке
w – расстояние от центра отверстия до торца головки
b – длина резьбы винта, макс.
Чтобы задать свои вопросы и приобрести данный крепеж свяжитесь нашими менеджерами, по указанному на сайте телефону. У нас широкий ассортимент продукции в наличии и под заказ, а также есть возможность заказать крепеж по уникальному чертежу.
Как выбрать зенковку по винт с потайной головкой
Зенковка коническая – инструмент для образования конусообразного углубления на входной части отверстия под крепежный элемент. Зенкерование отверстий позволяет скрыть потайные головки винтов, болтов, шурупов или заклепок заподлицо с поверхностью. Данная операция выполняется на низких оборотах металлообрабатывающего станка или ручной дрели.
Изготовление зенковок регламентируется ГОСТ 14953-80 и зарубежными стандартами DIN 334, DIN 335 и др. Основная характеристика инструмента – диаметр и угол конуса при вершине. По отечественному стандарту инструмент выпускается с углом 60°, 90°, 120° и наружным диаметром от 5 до 80 мм. Угол конуса режущей части зенкера соответствует определенному профилю головки метиза.
Винты и шурупы с потайными головками 90° наиболее распространены в нашей стране, тогда как, например, в Америке чаще встречаются дюймовый крепеж с конусом головки 82° (резьба UNC, UNF). Винты с британской резьбой BSF, BSW могут иметь 100º. Угол 75° распространен среди заклепок под молоток, а 100º и 120° – среди вытяжных заклепок. В аэрокосмической промышленности потайные крепежные детали обычно имеют угол 100°.
Как выбрать размер зенковки?
Чтобы винт идеально сел в потай, важно правильно подобрать конусный зенкер под головку метиза и зенковать отверстие на точную глубину, равную высоте головки. Угол инструмента должен соответствовать углу конуса головки, а его диаметр – диаметру головки. Если взять слишком большой зенкер, головка будет утопать в «кратере» отверстия, а если меньший, то она будет выступать над плоскостью, что тоже выглядит не эстетично.
В стандарте ГОСТ 12876-67 прописаны размеры опорных поверхностей под крепежные детали с потайными и полупотайными головками. На основании этих данных мы составили таблицу, которая поможет быстро определить какая зенковка подойдет для того или иного диаметра резьбы винта.
Таблица 1. Размер зенковки под головку винта (с учетом допусков).
|
Диаметр резьбы d, мм |
Стандартные размеры головки |
Диаметр зенковки, мм |
Предельные отклонения, мм |
||||
| Диаметр, мм | Высота, мм | D1 (по h23) | D2 (по h22) | D3 (по h24) | |||
| 2.0 | 3.8 | 1.2 | 4.3 | 4.6 | 4.3 | - | |
| 2.5 | 4.7 | 1.5 | 5.6 | 5.7 | 5 | - | |
| 3 | 5.6 | 1.65 | 6.3 | 6.6 | 6 | 7 | |
| 3.5 | 6.5 | 1.93 | 7.3 | 7.6 | 7 | - | |
| 4 | 7.4 | 2.2 | 8.3 | 8.6 | 8 | 9 | |
| 5 | 9.2 | 2.5 | 10.4 | 10.4 | 10 | 11.5 | |
| 6 | 11 | 3 | 12.4 | 12.4 | 11.5 | 14.5 | |
| 8 | 14.5 | 4 | 16.5 | 16.4 | 15 | 18.5 | |
| 10 | 18 | 5 | 20.5 | 20.4 | 19 | 22 | |
| 12 | 21.5 | 6 | 24.0 | 24.4 | 23 | 26 | |
| 14 | 25 | 7 | 28.0 | 28.4 | 26 | - | |
| 16 | 28.5 | 8 | 31.0 | 32.4 | 30 | - | |
| 18 | 32.5 | 9 | 35.0 | 36.4 | 34 | - | |
| 20 | 36 | 10 | 39.0 | 40.4 | 37 | - | |
Конические зенковки бывают двух основных видов:
с поперечным отверстиемЭто конусообразный режущий инструмент, снабженный отверстием, проходящим через боковую сторону конуса. Отверстие образует на конусе две режущие кромки и является каналом для вывода стружки в процессе резки. Данный инструмент лучше всего подойдет для работы с деревом, пластиком и другими мягкими материалами. Его также целесообразно использовать для удаления заусенцев, оставшихся после предыдущей операции.
с несколькими режущими кромкамиЭто многолезвийный инструмент для работы по металлу, рабочая коническая часть которого состоит из 3 – 12 режущих кромок. Изготавливается из закаленной быстрорежущей стали. Чем больше диаметр конуса, тем больше у него режущих кромок. Хвостовая часть, с помощью которой он крепится в патроне, может быть цилиндрической, конической (конус Морзе) или шестигранной формы (бита).
Примечание: Зенковки следует отличать от зенкеров, так как этот металлорежущий инструмент предназначен для решения иных технологических задач, а именно, для улучшения качества поверхности просверленных отверстий.
Полезные советы Обновлено: 16.11.2020 15:38:35
Источник: http://krepcom.ru:443/blog/poleznye-sovety/kak-vybrat-zenkovku-pod-vint-s-potaynoy-golovkoy/
Наши контакты:
E-mail: [email protected]
Телефон: 8 (800) 333-21-68
|
| |||||
Таблица размеров метчиков – обработка
В таблице размеров отводов приведен список отводов стандартного размера, указание диаметра и шага резьбы для дробных, метрических и винтовых размеры.Десятичные эквиваленты диаметров показаны как в английской, так и в метрической системе. единицы измерения. Дробные размеры указаны в дюймах, а метрические размеры указаны в в миллиметрах после буквы «М». Номер размера винта соответствует диаметр, который больше для большего размера винта. Шаг резьбы, который может быть грубым или мелким, указывается после диаметра. В дробном и В системах размера винта используется количество резьбы, измеряемое в резьбах на дюйм.В метрической системе используется шаг резьбы, который представляет собой расстояние между резьбами, измеряется в миллиметрах. Для каждого количества резьбы эквивалентный шаг резьбы составляет при условии, и для метчиков, приблизительное количество резьбы показано на основе шаг. Наконец, для каждого стандарта указан рекомендуемый размер сверла. размер крана. Сверло этого размера следует использовать для сверления начального отверстия, которое затем будет нажата.
Доступные версии: Стандартный размер крана:
Дробное
Размер винта
Метрическая
Тип резьбы:
Грубый
Отлично
| Размер крана | Диаметр (дюйм) | Диаметр (мм) | Количество ниток (TPI) | Шаг резьбы (мм) | Размер сверла для метчика | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| # 0000-160 | 0.0210 | 0,5334 | 160 | 0,159 | 1/64 дюйма | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| # 000-120 | 0,0340 | 0,8636 | 120 | 0,212 | # 71 | 2314 0,07 | 1,0000 | ~ 127 | 0,200 | 0,8 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M1x0,25 | 0,0394 | 1,0000 | ~ 102 | 0,250 | 0,75 мм | 0,75 мм | 1×0,25 | 0,0433 | 1,1000 | ~ 102 | 0,250 | 0,85 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M1.1×0.2 | 0,0433 | 1,1000 | ~ 127 | 023 0,96023 мм # 00-90 | 0,0470 | 1,1938 | 90 | 0,282 | # 65 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M1.2×0.2 | 0,0472 | 1.2000 | ~ 127 | 236023 | 23 06023 | M1.2×0,25 | 0,0472 | 1,2000 | ~ 102 | 0,250 | 0,95 мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M1,4×0,2 | 0,0551 | 1,4000 | ~ 127 | 23 900 1,2 M1,4×0,3 | 0,0551 | 1,4000 | ~ 85 | 0,300 | 1,1 мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| # 0-80 | 0,0600 | 1,5240 | 80 | 0,318 9000 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| М1.6×0,2 | 0,0630 | 1,6000 | ~ 127 | 0.200 | 1,4 мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M1,6×0,35 | 0,0630 | 1,6000 | ~ 7347 | 60 0,350 1,2 M1,8×0,20,0709 | 1,8000 | ~ 127 | 0,200 | 1,6 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M1,8×0,35 | 0,0709 | 1,8000 | ~ 734 | ~ 734 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| № 1-64 | 0.0730 | 1.8542 | 64 | 0.397 | # 52 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| # 1-72 | 0,0730 | 1.8542 | 72 | 0,353 | 057 0,07 | 23 | 23 2,0000 | ~ 102 | 0,250 | 1,75 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M2x0,4 | 0,0787 | 2,0000 | ~ 64 | 0,400 | 1,6 мм | #0860 | 2,1844 | 56 | 0,454 | # 50 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| # 2-64 | 0,0860 | 2,1844 | 64 | 0,397 | # 50 | 0,08 | 2.2000 | ~ 102 | 0.250 | 1.95 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M2.2×0.45 | 0.0866 | 2.2000 | ~ 57 | 0.450 | 1.14752 | 5×0,350,0984 | 2,5000 | ~ 73 | 0,350 | 2,1 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M2,5×0,45 | 0,0984 | 2,5000 | ~ 5745 | 23 0,4000 | ~ 5747 | 23 0,4000 мм # 3-48 | 0,0990 | 2,5146 | 48 | 0,529 | # 47 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| # 3-56 | 0,0990 | 2,5146 | 56 | 0,454 | 0.454 | -40 | 0.1120 | 2,8448 | 40 | 0,635 | # 43 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| # 4-48 | 0,1120 | 2,8448 | 48 | 0,529 | 5 | 000 | 4 | 9 3,0000 | ~ 73 | 0,350 | 2,6 мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M3x0,5 | 0,1181 | 3,0000 | ~ 51 | 0,500 | 2,5 мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| # 50007 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| # 51250 | 3,1750 | 40 | 0,635 | # 39 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| # 5-44 | 0,1250 | 3,1750 | 44 | 0,577 | # 37 | 5 | 0,17 | 3,5000 | ~ 73 | 0,350 | 3,1 мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M3,5×0,6 | 0,1378 | 3,5000 | ~ 43 | 0,600 | 2,9000 932 932 | 2,90003 | 14 0.1380 | 3,5052 | 32 | 0,794 | # 36 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| # 6-40 | 0,1380 | 3,5052 | 40 | 0,635 | # 33 | 0,635 | # 33 | 0,635 | # 33 | 9605000 4,0000 | ~ 73 | 0,350 | 3,6 мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M4x0,5 | 0,1575 | 4,0000 | ~ 51 | 0,500 | 3,5 мм | 4,0000 | ~ 37 | 0,700 | 3,3 мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| # 8-32 | 0,1640 | 4,1656 | 32 | 0,794 | # 29 | -3000 0,127 | # 29 | 14 | 4,1656 | 36 | 0,706 | # 29 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M4,5×0,5 | 0,1772 | 4.5000 | ~ 51 | 0,500 | 4 мм | 23 | 14 0.1772 | 4,5000 | ~ 34 | 0,750 | 3,8 мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| # 10-32 | 0,1900 | 4,8260 | 32 | 0,794 | # 21 | 14 | 4,8260 | 24 | 1,058 | # 25 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M5x0,5 | 0,1969 | 5,0000 | ~ 51 | 0,500 | 4.50005.9023 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 5,0000 | ~ 32 | 0,800 | 4,2 мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| # 12-24 | 0,2160 | 5,4864 | 24 | 1,058 | # 17 | -21 | 1 # 17 | 1 | 5,4864 | 28 | 0,907 | # 15 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M5,5×0,5 | 0,2165 | 5,5000 | ~ 51 | 0,500 | 5 мм | 23 | 0,50 | 5 мм | 23 | 62 | 6,0000 | ~ 51 | 0,500 | 5,5 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M6x0,75 | 0,2362 | 6,0000 | ~ 34 | 0,750 | 236023 | 0,750 | 5,2005,200 | 9,2007 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 5,2005000 | ~ 26 | 1.000 | 5 мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 / 4-20 | 0,2500 | 6,3500 | 20 | 1,270 | # 7 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 / 423-28 9000.2500 | 6,3500 | 28 | 0,907 | # 3 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M7x0,75 | 0,2756 | 7,0000 | ~ 34 | 0,750 | 6,2723 | 000 900~ 26 | 1.000 | 6 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 5 / 16-18 | 0.3125 | 7.9375 | 18 | 1.411 | F | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 5 / 16–24 | 31257.9375 | 24 | 1.058 | I | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M8x0.5 | 0.3150 | 8.0000 | ~ 51 | 0.500 | 7,50007 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 7,5000 7,50007 | ~ 34 | 0,750 | 7,2 мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M8x1 | 0,3150 | 8.0000 | ~ 26 | 1.000 | 7 мм 9000.257 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M8x13150 | 8,0000 | ~ 21 | 1,250 | 6,8 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M9x0,75 | 0,3543 | 9,0000 | ~ 34 | 0,750 | 238,2000 | 0,750 | 238,2000 | 23 9,2000 | 23 | ~ 26 | 1.000 | 8 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M9x1.25 | 0.3543 | 9.0000 | ~ 21 | 1.250 | 7,8 мм | 05 | 3 /3750 | 9,5250 | 24 | 1,058 | Q | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3 / 8-16 | 0,3750 | 9,5250 | 16 | 1,588 | 9007 9107 | 5/16 9107 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 10.0000 | ~ 34 | 0.750 | 9.2 мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M10x1.5 | 0.3937 | 10.0000 | ~ 17 | 1.500 | 8,51023 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 0,3937 | 10,0000 | ~ 21 | 1,250 | 8,8 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M10x1 | 0,3937 | 10,0000 | ~ 26 | 9117 | 9115 | 91179115 | 911711.0000 | ~ 34 | 0,750 | 10,2 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M11x1 | 0,4331 | 11.0000 | ~ 26 | 1.000 | 10 мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 5 | 0,4331 | 11,0000 | ~ 17 | 1,500 | 9,5 мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 7 / 16-14 | 0,4375 | 11,1125 | 14 | 714 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 714 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 0,4375 | 11,1125 | 20 | 1,270 | 25/64 дюйма | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M12x1,5 | 0,4724 | 12,0000 | ~ 17 | 1,500 | ~ 17 | 1.5602375 | 0,4724 | 12,0000 | ~ 15 | 1,750 | 10,2 мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M12x0,75 | 0,4724 | 12,0000 | ~ 34 | 2360 2360 | ~ 34 | 2360 2360 | 7000 | 12.0000 | ~ 26 | 1.000 | 11 мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M12x1.25 | 0.4724 | 12.0000 | ~ 21 | 1.250 | 10.8 мм 20005-20900 | 000000 .500012.7000 | 20 | 1.270 | 29/64 дюйма | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 / 2-13 | 0.5000 | 12.7000 | 13 | 1.954 | 2714/64 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 0,5512 | 14,0000 | ~ 17 | 1,500 | 12,5 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M14x1,25 | 0,5512 | 14,0000 | ~ 21 | 2360 | 2360 | 12148 9000 9000 75512 | 14.0000 | ~ 26 | 1.000 | 13 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M14x2 | 0.5512 | 14.0000 | ~ 13 | 2.000 | 23000 18000 9000 18000 9000 18000 | 14,2875 | 18 | 1,411 | 33/64 дюйма | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 9 / 16-12 | 0,5625 | 14,2875 | 12 | 2,117 | 31/649607
Вернуться к началу Бесплатный столБесплатный столБЕСПЛАТНЫЙ СТОЛ! IMPERIAL VS МЕТРИЧЕСКАЯ ГАЙКА ШАГ РЕЗЬБЫ
Рекомендуемые метрические и британские системы мер Размеры сверл для отверстий с зазором
Назад к домашней странице Aaron’s Push Nuts Авторские права 1999 – 2000 – 2001 Aaron’s Push Nuts.com % PDF-1.5 % 1 0 объект > / OCGs [7 0 R 8 0 R 9 0 R 41 0 R 42 0 R 43 0 R 75 0 R 76 0 R 77 0 R] >> / Страницы 3 0 R / Тип / Каталог >> эндобдж 2 0 obj > поток application / pdfAdobe Illustrator CS32007-11-07T14: 22: 49 + 01: 002016-04-27T10: 45: 31-07: 002016-04-27T10: 45: 31-07: 00 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
M1.6 | 1,7 | 1,8 | 2,0 |
M2 | 2,2 | 2,4 | 2,6 |
M2.5 | 2,7 | 2.9 | 3,1 |
M3 | 3,2 | 3,4 | 3,6 |
M4 | 4,3 | 4,5 | 4,8 |
M5 | 5,3 | 5,5 | 5,8 |
M6 | 6.4 | 6,6 | 7,0 |
M7 | 7,4 | 7,6 | 8,0 |
M8 | 8,4 | 9,0 | 10,0 |
M10 | 10,5 | 11,0 | 12.0 |
M12 | 13,0 | 14,0 | 15,0 |
M14 | 15,0 | 16,0 | 17,0 |
M16 | 17,0 | 18,0 | 19,0 |
M18 | 19.0 | 20,0 | 21,0 |
M20 | 21,0 | 22,0 | 24,0 |
M22 | 23,0 | 24,0 | 26,0 |
M24 | 25,0 | 26.0 | 28,0 |
M27 | 28,0 | 30,0 | 32,0 |
M30 | 31,0 | 33,0 | 35,0 |
M33 | 34,0 | 36,0 | 38.0 |
M36 | 37,0 | 39,0 | 42,0 |
M39 | 40,0 | 42,0 | 45,0 |
M42 | 43,0 | 45,0 | 48,0 |
M45 | 46.0 | 48,0 | 50,0 |
M48 | 50,0 | 52,0 | 54,0 |
M52 | 54,0 | 56,0 | 58,0 |
Примечание.