Обозначение метрической резьбы на чертежах
ГОСТ 24705 – 2004
Метрическая резьба, с диапазоном диаметров от 1 до 600 мм, нашла широкое применение в промышленности и бытовой техники. Шаг резьбы измеряется в миллиметрах и имеет разброс его цифровых значений от 0,25 до 6 мм.
Профиль метрической резьбы, представляет собой, геометрический равносторонний треугольник с углом при вершине 60°. Высота профиля метрической резьбы рассчитывается по формуле Н = 0,866025404 × Р, где Н это высота, а Р шаг резьбы.
| d СР = M – 2 | 3 8 |
H = M – 0.649519053 × Р |
| d ВН = M – 2 | 5 8 |
H = M – 1.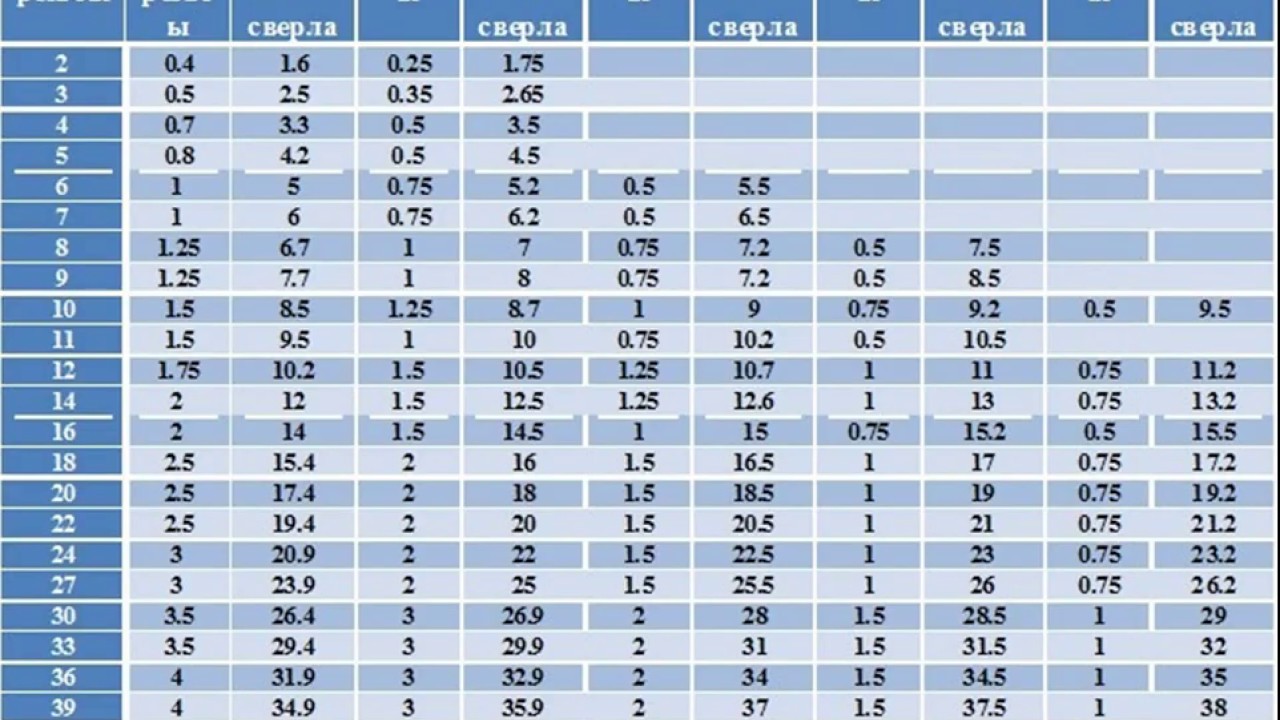 |
| d В = M – 2 | 17 24 |
H = M – 1.226869322 × Р |
Метрическая цилиндрическая резьба широко используется при изготовлении сложных технических резьбовых соединений в приборостроении, машиностроении, а также при массовом производстве крепёжных изделий таких как: винты, болты, шпильки, гайки и др.
Обозначается метрическая резьба буквой М:
M16,М42,М64– с крупным шагомМ16×0,5;М42×2;М64×3– с мелким шагомМ42×3 (Р1)– это означает, что резьба многозаходная с диаметром42 мм, шагом1 мми её ход составляет3 мм(трёхзаходная)M14LH,M40×2LH,M42×3(P1)LH– если нужно обозначить левую резьбу, то после условного обозначения ставят буквыLH
Современное машиностроение нельзя себе представить без резьб.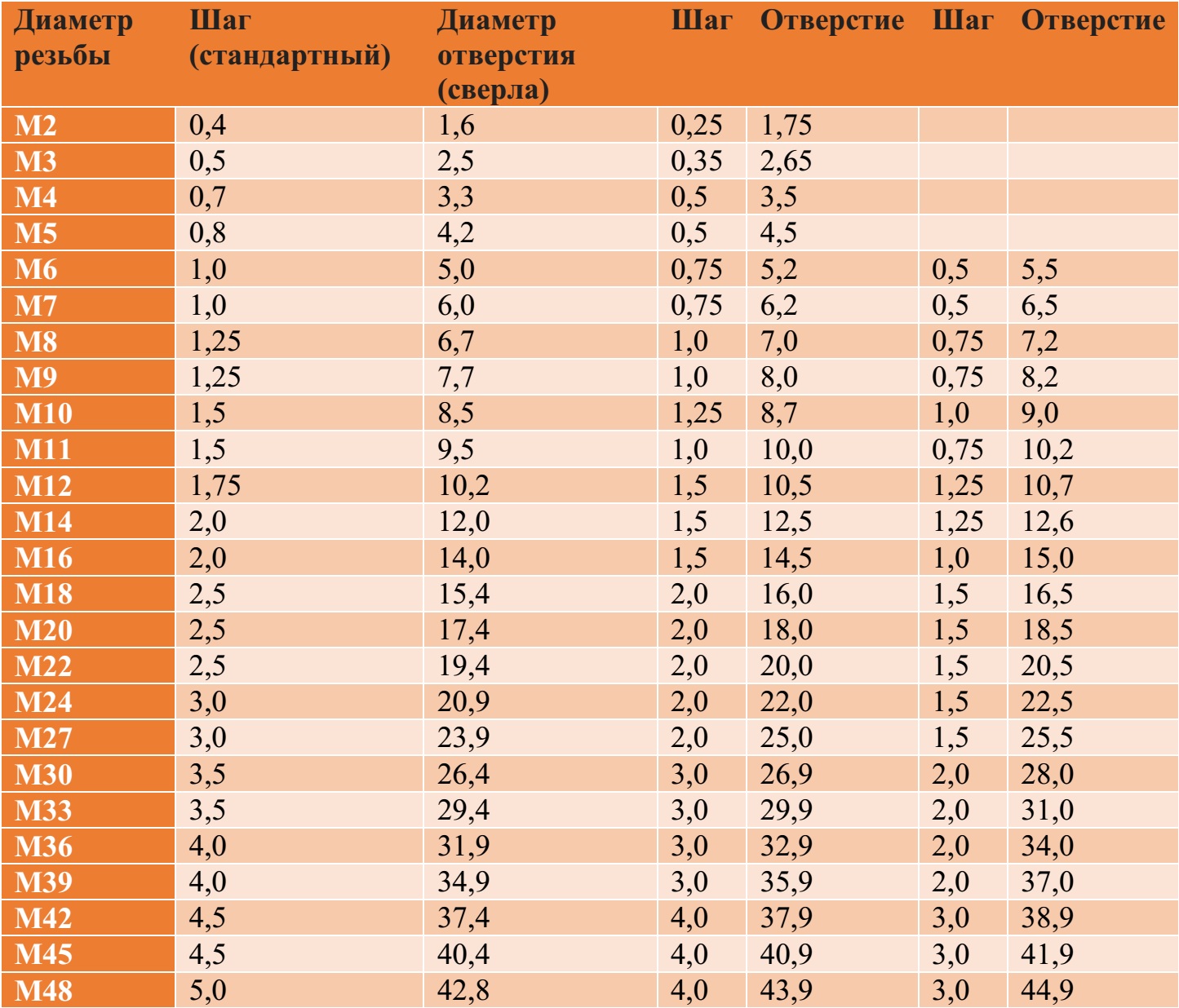 Резьба является главным элементом во всех резьбовых соединениях. Основными положительными качествами резьбовых соединений являются относительная простота изготовления, удобство в использовании, способность выдерживать высокие нагрузки, универсальность и надежность. Все резьбовые соединения по назначению и характеру использования подразделяются на подвижные (кинематические) и неподвижные.
Резьба является главным элементом во всех резьбовых соединениях. Основными положительными качествами резьбовых соединений являются относительная простота изготовления, удобство в использовании, способность выдерживать высокие нагрузки, универсальность и надежность. Все резьбовые соединения по назначению и характеру использования подразделяются на подвижные (кинематические) и неподвижные.
Выбор шага резьбы
Шаг является одной из главных характеристик любой резьбы, причем он может быть как мелким, так и крупным.
В тех соединениях, которые подвержены высоким нагрузкам (в том числе и ударного характера) используются резьбы с крупным шагом.
Чтобы получить герметичное сочленение или соединить между собой тонкостенные детали, используются резьбы с мелким шагом. Помимо этого, они часто применяется в различных установочных и регулировочных винтах и гайках для достижения максимально точных настроек.
Нарезание резьбы резцами
И наружные, и внутренние резьбы на токарно-винторезных станках нарезаются при помощи таких инструментов, как резьбовые резцы и гребенки. Поскольку нарезание резьбы резцами имеет относительно невысокую производительность, то этот метод сейчас используется преимущественно для изготовления штучных или мелкосерийных деталей, а также в процессе выпуска ходовых винтов, точных винтов и калибров.
Поскольку нарезание резьбы резцами имеет относительно невысокую производительность, то этот метод сейчас используется преимущественно для изготовления штучных или мелкосерийных деталей, а также в процессе выпуска ходовых винтов, точных винтов и калибров.
Накатывание резьбы
Этот способ изготовление резьб используется при крупносерийном производстве деталей на специализированном резьбонакатном оборудовании. Он характеризуется высокой производительностью и относительно низкими затратами. В основе этого метода лежит пластическая деформация поверхности металлов, и поэтому он не предполагает снятия стружки.
Фрезерование резьбы
Как наружную, так и внутреннюю резьбу можно нарезать методом фрезерования, и для этого используются специальные резьбофрезерные станки. В качестве режущих инструментов в них применяются гребенчатые фрезы, которые врезаются в тело детали при радиальной подаче, в результате чего на поверхности и появляется резьба.
Шлифование точной резьбы
Точные резьбы, которые наличествуют, к примеру, на различных калибрах, резьбовых роликах и т.п. изготавливаются чаще всего с помощью такого метода, как шлифование. Для этого также используется специализированное оборудование.
Понятие о допусках резьбовых соединений
Когда изготавливаются резьбы, их действительные профили имеют некоторые отклонения от теоретических. Поэтому для того, чтобы гарантированно обеспечить сопряжение резьбовых деталей, а также достичь их взаимозаменяемости, эти отклонения регламентируются допусками.
Средний диаметр резьбы является тем основным показателем, который характеризует резьбовое соединение. Наиболее широко применяемой посадкой при резьбовых соединениях является скользящая, когда этот показатель равняется наименьшему среднему диаметру резьбы гайки и наибольшему среднему диаметру резьбы болта.
Гайка М42 с мелкой резьбой ГОСТ 5915-70
Гайка шестигранная М42 ГОСТ 5915-70, DIN 934 с мелким шагом резьбы
Крепежи с мелкой резьбой предназначены для более герметичного крепления, соединения тонкостенных строений или деталей, изготовленных из разных материалов.
Гайки ГОСТ 5915-70 или их аналог DIN 934 могут производиться из конструкционных или нержавеющих сталей. Крепеж изготавливается с шестью гранями и резьбовым отверстием. Шаг резьбы
Используют гайки DIN 934 во всех сферах деятельности человека. Их можно увидеть на мостовых или многоэтажных конструкциях, в мебельной, пищевой, судостроительной промышленности. Если данный крепеж используется в местах подверженных вибрации, то совместно с ними используют контргайку, чтобы предотвратить самоотвинчивание. Чтобы уменьшить давление на поверхности скрепляемых деталей используют шайбы, прочность и диаметр которых соответствует паре гайка-болт.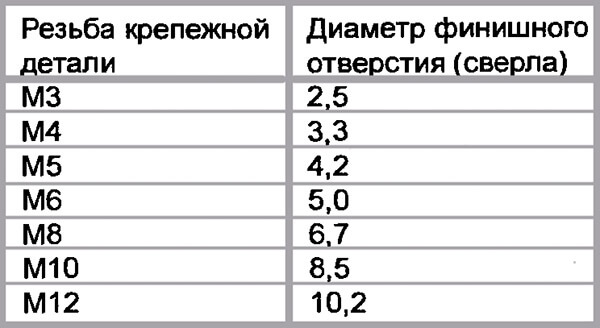
Параметры гайки М42 DIN 934, ГОСТ 5915-70:
Характеристика | Обозначение | Значение |
Шаг резьбы, мелкий | P | 3 мм |
Размер под ключ | S | 65 мм |
Диаметр окружности | e | 72.6 мм |
Высота гайки | m | 34 мм |
Вес одной гайки |
| 623.88 г |
Компания «Крепсила» делает гайки ГОСТ 5915-70 с крупной и мелкой резьбой.
| Диаметр резьбы | М42 | |
| Материал | Р9 | |
| Шаг резьбы | 2. | |
| По типу отверстий | глухой | |
| Тип | машинно-ручной | |
| Стандарт резьбы | Метрическая | |
| Международный стандарт резьбы | ISO 724 | |
| Стандарт резьбы Россия | ГОСТ 24705-81 | |
| Стандарт резьбы Германия | DIN13 | |
| Стандарт резьбы Англия | BS 3643 | |
| Стандарт резьбы USA | ||
| Стандарт резьбы Франция | NF E 03-050 | |
| Стандарт резьбы Япония | JIS B 0205. JIS B 0207 JIS B 0207 | |
 org/PropertyValue”>
org/PropertyValue”>Болты призонные М42 DIN 609 для отверстий из-под развертки.
Болт М12 DIN 609
Конструктивные особенности болта призонного DIN 609: длинная резьбовая цапфа и гладкая цилиндрическая шейка диаметром, немного большим, чем резьба. Шестигранная головка нормальной высоты и стандартным размером под ключ. Болт устанавливается в развернутое отверстие без зазора, поэтому шейка протачивается по чистовой посадке и обязательно шлифуется после закалки. Такое соединение обеспечивает не только точное позиционирование между собой скрепляемых деталей, но и невозможность линейного сдвига. Это увеличивает срок службы метиза и снижает опасность разрушения соединения от сдвигающих нагрузок. Призонный болт DIN 609 с длинным резьбовым хвостовиком применяется в тех узлах, которые подвергаются динамическим нагрузкам – штифт может выпасть, а болт зажимается гайкой и фиксируется контргайкой.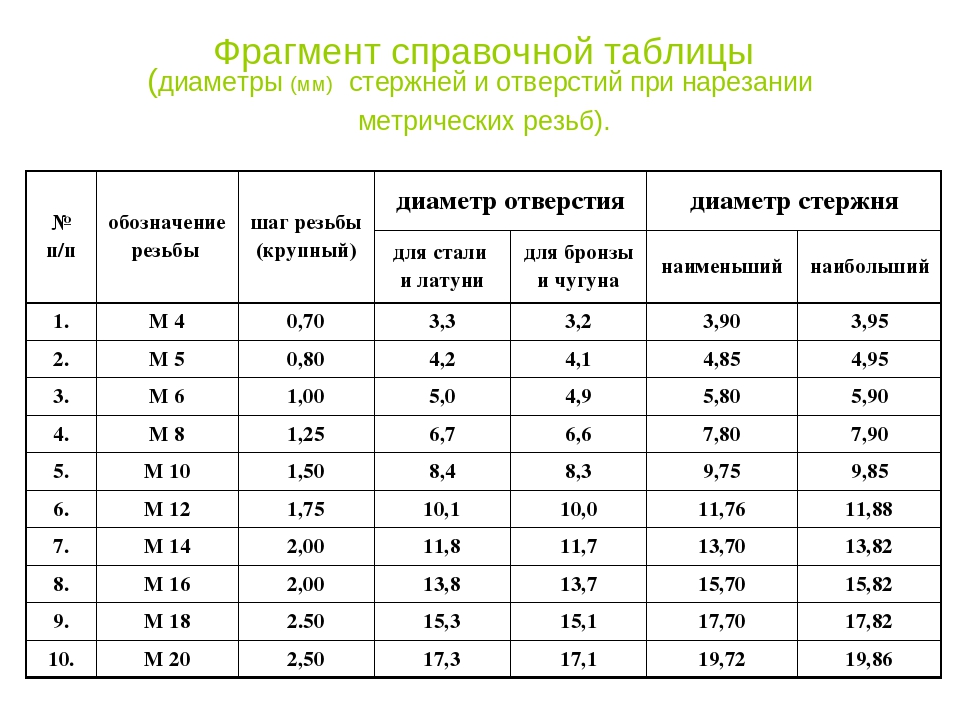 Сила затяжки при этом не важна.
Сила затяжки при этом не важна.
Материал и покрытие
Болт призонный изготавливается из конструкционных сталей 20, 35, 45, с добавлением легирующих элементов: 35Х, 40Х или из нержавеющих марок типа А2 и А4. Выпускаются метизы обычного класса прочности 5.8 или повышенных 8.8 и 10.9 с объемной термообработкой – закалкой для обеспечения заданных механических свойств. Применяемое покрытие – цинковое, нанесенное гальваническим методом.
Область применения: редукторостроение, общее машиностроение.
Размеры болта М42:
Параметры болта | DIN 609 | |
|---|---|---|
| Номинальный диаметр резьбы d | М42 | |
| Шаг резьбы, Р мм | ||
| 3 | ||
| Размер под ключ, S мм | 65 | |
| Высота головки, k мм | 26 | |
| Диаметр описанной окружности, е мм | 71,30 | |
| Диаметр стержня ds мм | 44 | |
| Длина резьбовой части, b мм | L ≤ 50 | – |
| 50 < L ≤ 150 | 56 | |
| L > 150 | 61 | |
Мы предлагаем качественный крепеж по выгодным ценам в Украине. Для более подробной информации звоните по указанным номерам на сайте.
Для более подробной информации звоните по указанным номерам на сайте.
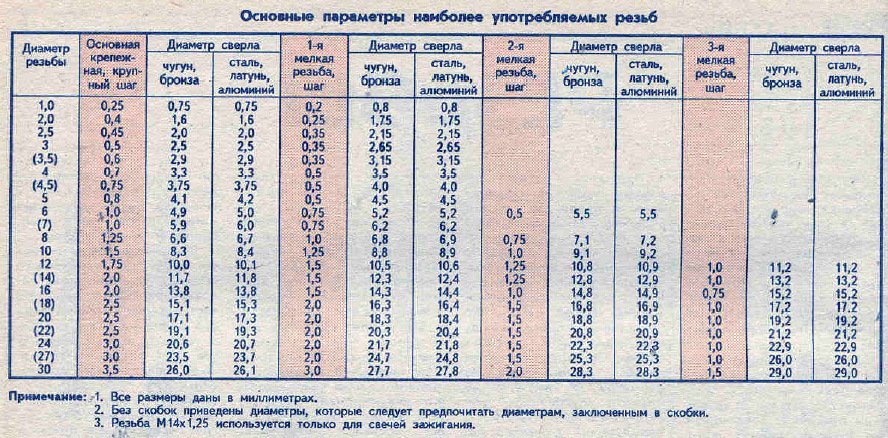
Диаметр сверла для метрической резьбы
В таблице указаны диаметры сверл и отверстий для нарезания метрической резьбы с крупным шагом.
| Обозначение резьбы | Шаг резьбы, мм | Диаметр сверла под резьбу, мм | Диаметр отверстия под резьбу с полем допуска, мм | ||||
|---|---|---|---|---|---|---|---|
| 4H5H; 5H; 5H6H; 6H; 7H | 6G; 7G | 4H5H; 5H | 5H6H; 6H; 6G | 7H; 7G | |||
| Номинальный | Предельные отклонения | ||||||
| М1 | 0.25 | 0.75 | 0.75 | 0.77 | +0.04 | +0.06 | — |
| М1.1 | 0.25 | 0.85 | 0.85 | 0.87 | +0.04 | +0.06 | — |
| М1.2 | 0.25 | 0.95 | 0.95 | 0.97 | +0.04 | +0. 06 06 | — |
| М1.4 | 0.3 | 1.1 | 1.1 | 1.12 | +0.04 | +0.06 | — |
| М1.6 | 0.35 | 1.25 | 1.25 | 1.27 | +0.05 | +0.07 | — |
| М1.8 | 0.35 | 1.45 | 1.45 | 1.47 | +0.05 | +0.07 | — |
| М2 | 0.4 | 1.6 | 1.6 | 1.62 | +0.06 | +0.08 | — |
| М2.2 | 0.45 | 1.75 | 1.75 | 1.77 | +0.07 | +0.09 | — |
| М2.5 | 0.45 | 2.05 | 2.05 | 2.07 | +0.07 | +0.09 | — |
| М3 | 0.5 | 2.5 | 2.5 | 2.52 | +0.08 | +0.1 | +0.14 |
| М3.5 | 0.6 | 2.9 | 2.9 | 2.93 | +0.08 | +0.11 | +0.15 |
| М4 | 0.7 | 3. 3 3 | 3.3 | 3.33 | +0.08 | +0.12 | +0.16 |
| М4.5 | 0.75 | 3.75 | 3.7 | 3.73 | +0.09 | +0.13 | +0.18 |
| М5 | 0.8 | 4.2 | 4.2 | 4.23 | +0.11 | +0.17 | +0.22 |
| М6 | 1 | 5 | 4.95 | 5 | +0.17 | +0.2 | +0.26 |
| М7 | 1 | 6 | 5.95 | 6 | +0.17 | +0.2 | +0.26 |
| М8 | 1.25 | 6.8 | 6.7 | 6.75 | +0.17 | +0.2 | +0.26 |
| М9 | 1.25 | 7.8 | 7.7 | 7.75 | +0.17 | +0.2 | +0.26 |
| М10 | 1.5 | 8.5 | 8.43 | 8.5 | +0.19 | +0.22 | +0.3 |
| М11 | 1.5 | 9.5 | 9.43 | 9.5 | +0.19 | +0.22 | +0. 3 3 |
| М12 | 1.75 | 10.2 | 10.2 | 10.25 | +0.21 | +0.27 | +0.36 |
| М14 | 2 | 12 | 11.9 | 11.95 | +0.24 | +0.3 | +0.4 |
| М16 | 2 | 14 | 13.9 | 13.95 | +0.24 | +0.3 | +0.4 |
| М18 | 2.5 | 15.5 | 15.35 | 15.4 | +0.3 | +0.4 | +0.53 |
| М20 | 2.5 | 17.5 | 17.35 | 17.4 | +0.3 | +0.4 | +0.53 |
| М22 | 2.5 | 19.5 | 19.35 | 19.4 | +0.3 | +0.4 | +0.53 |
| М24 | 3 | 21 | 20.85 | 20.9 | +0.3 | +0.4 | +0.53 |
| М27 | 3 | 24 | 23.85 | 23.9 | +0.3 | +0.4 | +0.53 |
| М30 | 3.5 | 26.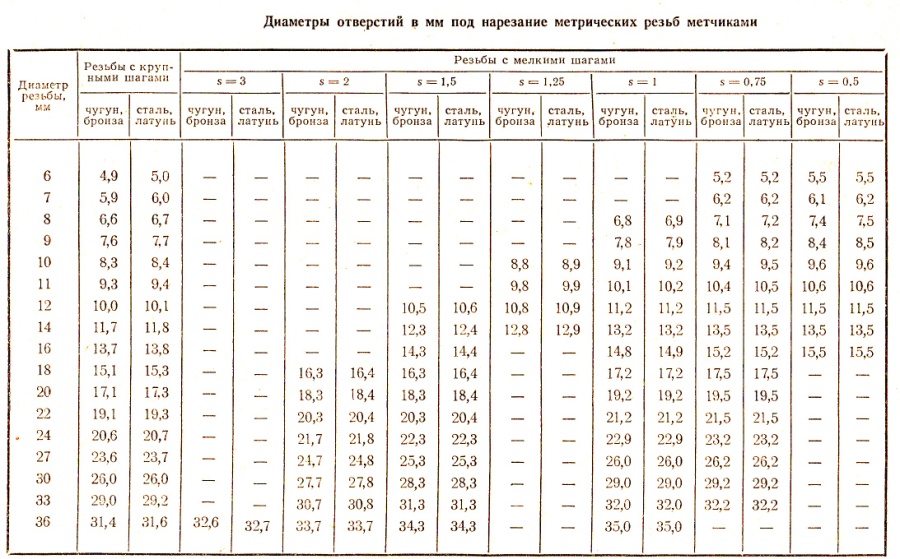 5 5 | 26.3 | 26.35 | +0.36 | +0.48 | +0.62 |
| М33 | 3.5 | 29.5 | 29.3 | 29.35 | +0.36 | +0.48 | +0.62 |
| М36 | 4 | 32 | 31.8 | 31.85 | +0.36 | +0.48 | +0.62 |
| М39 | 4 | 35 | 34.8 | 34.85 | +0.36 | +0.48 | +0.62 |
| М42 | 4.5 | 37.5 | 37.25 | 37.3 | +0.41 | +0.55 | +0.73 |
| М45 | 4.5 | 40.5 | 40.25 | 40.3 | +0.41 | +0.55 | +0.73 |
| М48 | 5 | 43 | 42.7 | 42.8 | +0.45 | +0.6 | +0.8 |
| М52 | 5 | 47 | 46.7 | 46.8 | +0.45 | +0.6 | +0.8 |
Отверстия под резьбу
Таблица сверл для отверстий под нарезание трубной цилиндрической резьбы.
Размеры гаек под ключ
Основные размеры под ключ для шестигранных головок болтов и шестигранных гаек.
G и M коды
Примеры, описание и расшифровка Ж и М кодов для создания управляющих программ на фрезерных и токарных станках с ЧПУ.
Типы резьб
Типы и характеристики метрической, трубной, упорной, трапецеидальной и круглой резьбы.
Масштабы чертежей
Стандартные масштабы изображений деталей на машиностроительных и строительных чертежах.
Режимы резания
Онлайн калькулятор для расчета режимов резания при точении.
Отверстия под резьбу
Таблица сверл и отверстий для нарезания метрической резьбы c крупным (основным) шагом.
Станки с ЧПУ
Классификация станков с ЧПУ, станки с ЧПУ по металлу для точения, фрезерования, сверления, расточки, нарезания резьбы, развёртывания, зенкерования.
Режимы резания
Онлайн калькулятор для расчета режимов резания при фрезеровании.
Форматы чертежей
Таблица размеров сторон основных и дополнительных форматов листов чертежей.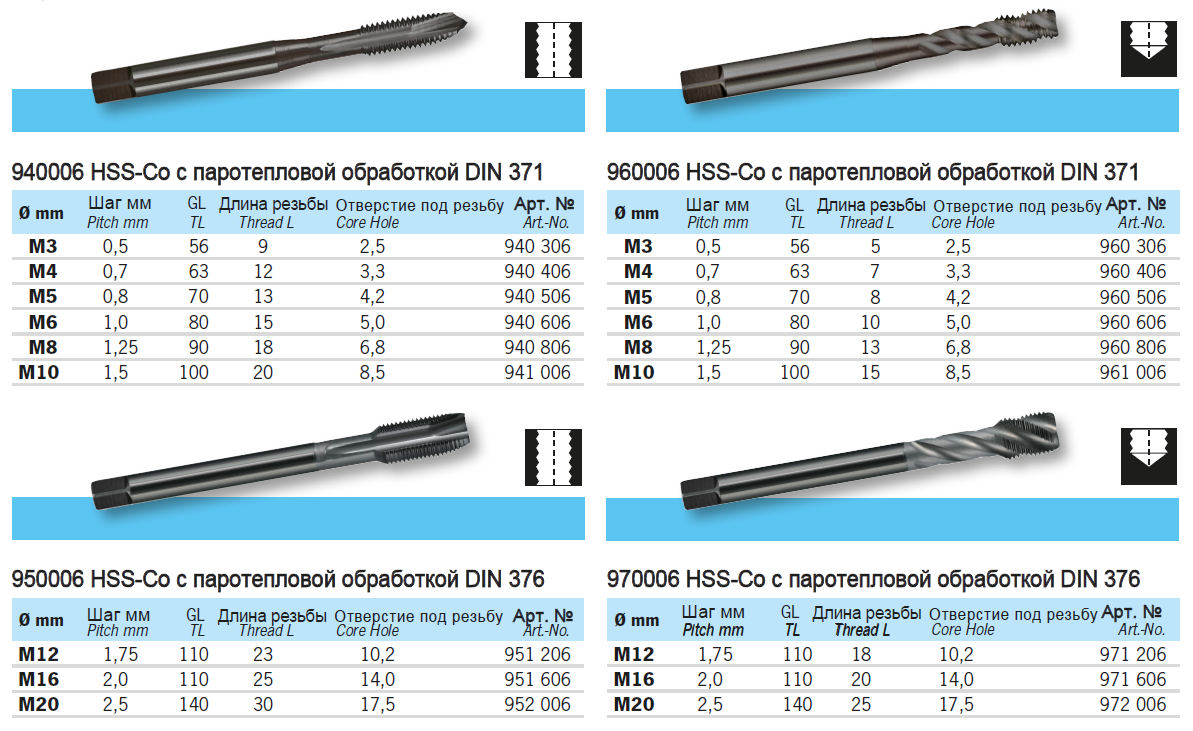
CAD/CAM/CAE системы
Системы автоматизированного проектирования САПР, 3D программы для проектирования, моделирования и создания 3d моделей.
Чтение чертежей
Техническое черчение, правила выполнения чертежей деталей и сборочных чертежей.
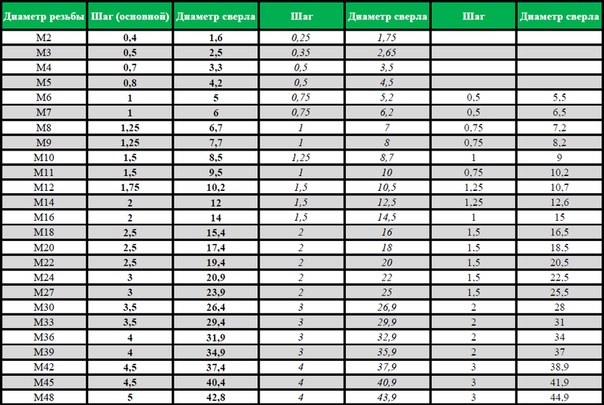
Цветом выделен основной шаг резьбы
| Метрическая резьба, М | |||
| Метчик | Сверло | Метчик | Сверло |
| М1.4х0.3 | 1.1 | М14х1.25 | 12.8 |
| М1.6х0.35 | 1.25 | М14х1 | 13 |
| М2х0.4 | 1.6 | М16х2 | 14 |
| М2.5х0.45 | 2.05 | М16х1.5 | 14.5 |
| М3х0.5 | 2.5 | М16х1.25 | 14.8 |
| М3.5х0.6 | 2.9 | М16х1 | 15 |
| М4х0.7 | 3.3 | М18х2.5 | 15.5 |
М4х0. 5 5 | 3.5 | М18х2 | 16 |
| М5х0.8 | 4.2 | М18х1.5 | 16.5 |
| М5х0.5 | 4.5 | М18х1 | 17 |
| М6х1 | 5 | М20х2.5 | 17.5 |
| М6х0.5 | 5.5 | М20х2 | 18 |
| М7х1 | 6 | М20х1.5 | 18.5 |
| М7х0.5 | 6.5 | М22х2.5 | 19.5 |
| М8х1.25 | 6.8 | М22х2 | 20 |
| М8х1 | 7 | М22х1.5 | 20.5 |
| М8х0.75 | 7.2 | М24х3 | 21 |
| М8х0.5 | 7.5 | М24х2 | 22 |
| М9х1.25 | 7.8 | М24х1.5 | 22.5 |
| М9х1 | 8 | М27х3 | 24 |
| М10х1.5 | 8.5 | М27х2 | 25 |
| М10х1.25 | 8.8 | М27х1.5 | 25.5 |
| М10х1 | 9 | М30х3. | 26.5 |
| М11х1.5 | 9.5 | М30х3 | 27 |
| М11х1.25 | 9.8 | М30х2 | 28 |
| М11х1 | 10 | М30х1.5 | 28.5 |
| М12х1.75 | 10.2 | М33х3.5 | 29.5 |
| М12х1.5 | 10.5 | М33х3 | 30 |
| М12х1.25 | 10.8 | М33х2 | 31 |
| М12х1 | 11 | М33х1.5 | 31.5 |
| М14х2 | 12 | М36х4 | 32 |
| М14х1.5 | 12.5 | М42х4.5 | 37.5 |
Скачать таблицу “Диаметр сверла под метрическую резьбу”
| Трубная резьба, G | |||
| Метчик | Сверло | Метчик | Сверло |
| G 1/8 | 8.8 | G 1 1/4 | 39.5 |
| G 1/4 | 11. 8 8 | G 1 3/8 | 42 |
| G 3/8 | 15.25 | G 1 1/2 | 45.5 |
| G 1/2 | 19 | G 2 | 57.5 |
| G 5/8 | 21 | G 2 1/4 | 63.5 |
| G 3/4 | 24.5 | G 2 1/2 | 72.5 |
| G 7/8 | 28.25 | G 2 3/4 | 78.5 |
| G 1 | 30.75 | G 3 | 85.5 |
| G 1 1/8 | 35.5 | ||
| Дюймовая резьба UNC | |||
| 1/4х20 | 5.1 | 7/8х9 | 19.5 |
| 5/16х18 | 6.5 | 1х8 | 22.25 |
| 3/8х16 | 8 | 1 1/8х7 | 25 |
| 7/16х14 | 9.4 | 1 1/4х7 | 28.25 |
| 1/2х13 | 10.8 | 1 3/8х6 | 30.75 |
| 9/16х12 | 12.2 | 1 1/2х6 | 34 |
| 5/8х11 | 13. 6 6 | 1 3/4х5 | 39.5 |
| 3/4х10 | 16.5 | 2х4 | 45 |
| Дюймовая мелкая резьба UNF | |||
| 1/4х28 | 5.5 | 3/4х16 | 17.5 |
| 5/16х24 | 6.9 | 7/8х14 | 20.5 |
| 3/8х24 | 8.5 | 1х12 | 23.25 |
| 7/16х20 | 9.9 | 1 1/8х12 | 26.5 |
| 1/2х20 | 11.5 | 1 1/4х12 | 29.75 |
| 9/16х18 | 12.9 | 1 3/8х12 | 33 |
| 5/8х18 | 14.5 | 1 1/2х12 | 36 |
| Трапецеидальная резьба Tr | |||
| Tr 8х1.5 | 6.6 | Tr 14х3 | 11.25 |
| Tr 10х1.5 | 8.6 | Tr 14х4 | 10. 25 25 |
| Tr 10х2 | 8.2 | Tr 16х4 | 12.25 |
| Tr 10х3 | 7.5 | Tr 18х4 | 14.25 |
| Tr 12х2 | 10.2 | Tr 20х4 | 16.25 |
| Tr 12х3 | 9.25 | Tr 22х3 | 19.25 |
| Tr 14х2 | 12.2 | Tr 22х5 | 17.25 |
Чтобы нарезать внутреннюю резьбу метчиком, сначала необходимо просверлить отверстие определенного диаметра. В таблице указаны самые популярные резьбы и диаметры сверл, необходимые для сверления отверстий под резьбу.
Как найти какое сверло под резьбу без таблицы ?
Предположим, требуется нарезать резьбу М10х1.5.
- Узнаем номинальный диаметр резьбы: 10 мм.
- Узнаем номинальный шаг резьбы: 1.5 мм
- Вычитаем из первого значения второе: 10-1.5=8.5 мм
- Результат — 8.5 мм !
Усвоив этот метод можно легко и просто выбрать правильное сверло для нарезания резьбы.
Как использовать фильтр на сайте для выбора сверла под резьбу ?
В разделе Сверла по металлу реализован фильтр с параметром “Под резьбу”, благодаря которому можно найти нужное сверло буквально в 2 клика мышки:
- Выбираем резьбу.
- Жмем “Применить”.
- Получаем подходящие сверла.
Для каких материалов указаны значения в таблице ?
Указанные диаметры отверстий обеспечивают нарезание метрической резьбы в:
- сером чугуне
- сталях углеродистых обыкновенного качества
- сталях конструкционных качественных
- сталях конструкционных легированных
- сталях высоколегированных
- сплавах корозионностойких, жаростойких и жаропрочных
- сталях теплоустойчивых
- алюминиевых литейных сплавах
- меди
Полный список резьб и диаметров можно посмотреть в ГОСТ 19257-73 — официальном техническом документе со всеми нюансами и подробностями.
Перед тем, как приступить к работе рекомендуем озакомиться с практическими советами в статье Как правильно нарезать резьбу метчиком. А еще там можно найти подходящую СОЖ для разных материалов.
А еще там можно найти подходящую СОЖ для разных материалов.
Сверло под резьбу – металлорежущий инструмент, который используют перед применением метчика или аналогичного приспособления. Необходимо, чтобы все параметры соответствовали действующим требованиям и стандартам. В противном случае крепление будет ненадежным.
Для выбора оптимального диаметра сверла под резьбу были разработаны специальные таблицы. Значение зависит от типа нарезки. Требования к размеру сверла и параметрам метрических отверстий регулируется межгосударственным стандартом ГОСТ 19257-73. В качестве вспомогательного инструмента необходимо использовать штангенциркуль или другое приспособление для вычисления размера и шага резьбы.
Параметры отверстия
Резьбу различают по следующим характеристикам:
- Единица измерения. На территории страны используют преимущественно метрическую систему исчисления. Дюймовыми значениями пользовались в трубной промышленности.
За рубежом дюймовая система считается основной.
Владельцы автомобилей, которые собирались для американского рынка, знают, что в них нет ни одного элемента с метрической нарезкой.
 Владельцы автомобилей, которые собирались для американского рынка, знают, что в них нет ни одного элемента с метрической нарезкой.
Владельцы автомобилей, которые собирались для американского рынка, знают, что в них нет ни одного элемента с метрической нарезкой.- Шаг резьбы и количество заходов ниток. Нестандартные параметры используются в автомобильной и станкостроительной промышленности.
- Форма профиля. Фигуры отличаются по типу нарезки. Существуют элементы треугольной, прямоугольной, трапециевидной и круглой формы.
- Направление витков. Различают право- и левосторонние нарезки.
- Вид. Наружная или внутренняя.
- Тип поверхности. Он может быть цилиндрическим или коническим.
Основным условием качественного соединения является соответствие показателей внешней и внутренней резьбы. Если один из параметров не совпадает, крепление будет ненадежным.
Наиболее распространенными методами резьбового соединения являются болтовой и шпилечный крепежи. В последнем случае помимо основного приспособления в качестве вспомогательных элементов используют гайки и шайбы.
Предварительное сверление отверстий – непременная процедура, предшествующая нарезке. При этом диаметр буравчика должен быть несколько меньше размера болта или шпильки.
Глубина сверления – один из самых важных показателей. При расчете необходимо учитывать следующие факторы:
- глубину ввинчивания резьбового элемента;
- величину наружной нарезки;
- наличие и параметры фаски.
Для расчета глубины ввинчивания необходимо учитывать тип обрабатываемого материала. Для стали, титана, бронзы и латуни никакие поправки не нужны, а вот для серого и ковкого чугуна применяют повышающий коэффициент 1,25. Для легких сплавов этот показатель еще выше – его увеличивают в два раза.
Таблица размеров сверла и отверстий под метрическую и дюймовую резьбу
Рассмотрим результаты расчетов из ГОСТ 19257-73:
- Под резьбу М3 необходим метчик, для которого стандартный шаг – 0,5, сверла – 2,5 мм.
- Под резьбу М4 необходим метчик, для которого стандартный шаг – 0,7, сверла – 3,3 мм.
- Под резьбу М5 необходим метчик, для которого стандартный шаг – 0,8, сверла – 4,2 мм.
- Под резьбу М6 необходим метчик, для которого стандартный шаг – 1,0, сверла – 5,0 мм.
- Под резьбу М8 необходим метчик, для которого стандартный шаг – 1,25, сверла – 6,75 мм.
- Под резьбу М10 необходим метчик, для которого стандартный шаг – 1,5, сверла – 8,5 мм.
- Под резьбу М12 необходим метчик, для которого стандартный шаг – 1,75, сверла – 10,25 мм.
- Под резьбу М16 необходим метчик, для которого стандартный шаг – 2,0, сверла – 13,5 мм.

Несмотря на то что метрическая система исчислений является наиболее популярной, рекомендуем ознакомиться с таблицей диаметров сверл под резьбу:
Формула подбора сверлильного инструмента
Подбор оптимального размера сверла под резьбу – залог качественной работы нарезного приспособления.
Для расчета проще всего использовать известную формулу: от значения номинального диаметра отнимают величину шага.
 Например, для М8 необходимо приспособление сечением 8-1,25 (стандартный шаг) = 6,75 мм.
Например, для М8 необходимо приспособление сечением 8-1,25 (стандартный шаг) = 6,75 мм.Следует помнить, что при работе с пластичными материалами расчетное количество витков увеличивается. Таким образом, для сверления латуни необходимо подготовить буравчик большего диаметра, чем необходимо для хрупких металлов и сплавов, таких как чугун или бронза.
Как показывает практика, диаметр отверстия должен быть меньше, чем номинальная величина нарезки. При этом существуют предельные показатели, превышение которых считают нарушением технологического процесса. Например, для М6 максимальный диаметр отверстия не должен превышать 5,153 мм.
Какое сверло лучше использовать
Современная промышленность предлагает потребителям широкий выбор приспособлений для обработки различных поверхностей. Встречаются следующие сверла по металлу:
- Спиральные. Наиболее распространенный вид. Представляет собой инструмент цилиндрической формы, изготовленный из высококачественных материалов. Чаще всего используют быстрорежущую сталь. Максимальный диаметр буравчика может достигать 80 мм. Их используют на крупных металлообрабатывающих предприятиях.
- Ступенчатые. Имеют форму расширяющегося бура. Их нельзя использовать в качестве подготовительного инструмента перед применением метчика. Основная область использования – обработка тонколистового металла.
- Перовые. Универсальный инструмент. Особенность – наличие съемных режущих пластин. С их помощью можно получить отверстие идеальной формы. Перовые сверла – относительно недорогой инструмент. Их редко используют для сверления отверстий под нарезку. Основная сфера применения – исправление дефектов и перекосов.
- Удлиненные. Такая конструкция позволяет выполнить глухие или сквозные отверстия на значительной глубине. Эксплуатация таких приспособлений предусматривает использование смазочно-охлаждающей жидкости, которую подают по специальным каналам. На промышленных предприятиях используют буравчики для обработки сверхтвердых материалов.
- Центровочные. Относятся к токарным приспособлениям. Используются для сверления отверстий с целью дальнейшего закрепления заготовки в центрах.
 Чаще всего используют быстрорежущую сталь. Максимальный диаметр буравчика может достигать 80 мм. Их используют на крупных металлообрабатывающих предприятиях.
Чаще всего используют быстрорежущую сталь. Максимальный диаметр буравчика может достигать 80 мм. Их используют на крупных металлообрабатывающих предприятиях.
Необходимо обращать внимание на класс точности. От этого параметра зависит чистота готового отверстия. Существует три класса точности:
- «В». Самый низкий класс. Позволяет оформлять отверстия с точностью до 15 квалитета.
- «В1». Инструмент повышенной чистоты. Показатель точности – до 14 квалитета.
- «А». Приспособление повышенной точности. Позволяет выполнять отверстия в диапазоне 10–13 квалитета. Отличаются высокой стоимостью.
Выбор правильного размера сверла для оформления отверстия перед нарезкой резьбы – важная процедура, от качества выполнения который зависит надежность будущего соединения.
А вы пользуетесь формулой подбора или предпочитаете руководствоваться вспомогательными таблицами? Напишите о вашем методе в блоке комментариев.
Резьбовое соединение M42×1 – это.
 .. Что такое Резьбовое соединение M42×1? У этого термина существуют и другие значения, см. M42. Резьбовое соединение M42×1/45,5 объектива «Auto-Takumar» 3.5/35
.. Что такое Резьбовое соединение M42×1? У этого термина существуют и другие значения, см. M42. Резьбовое соединение M42×1/45,5 объектива «Auto-Takumar» 3.5/35С торца вверху — толкатель «прыгающей» диафрагмы, справа на оправе — переключатель режимов «А-М» Объектив «Индустар-50-2» — один из малогабаритных с креплением M42
Резьбовое соединение M42×1 — устаревшее резьбовое крепление объектива к однообъективным зеркальным фотоаппаратам с диаметром резьбы 42 мм и шагом резьбы 1 мм. Рабочий отрезок составляет 45,5 мм. Описывается ГОСТ 10332-72[1].
История
Предшественницей данного стандарта является резьбовое соединение M39×1/28,8, получившее распространение c 1930-х годов на дальномерных фотоаппаратах Leica и их клонах. В СССР резьбовое соединение M39×1/28,8 применялось на фотоаппаратах «ФЭД» и «Зоркий».
После появления однообъективных зеркальных фотоаппаратов появилась необходимость адаптировать крепление объектива в связи с значительным увеличением рабочего отрезка .
При создании первой немецкой однообъективной зеркальной камеры[2]«Praktiflex» в 1939—1946 годах было также создано и новое крепление М40 (диаметр резьбы 40 мм). В 1947 году немецкий инженер Зигфрид Бём (Siegfried Böhm), начавший работу по усовершенствованию «Praktiflex» разработал новое унифицированное крепление диаметром 42 мм (шаг резьбы 1 мм, рабочий отрезок 45,5 мм) для камеры «Praktiflex II»[3]. Новое крепление получило дальнейшее развитие на первом однообъективном зеркальном фотоаппарате с пентапризмой «Zeiss Contax S»[4] в 1949 году и последующих моделях.
На первом японском однообъективном зеркальном фотоаппарате «Asahiflex I», выпущенном в 1952 году использовалась резьба M37×1, как и на следующей модели «Asahiflex II». При дальнейшем развитии и проектировании был учтён опыт немецких инженеров и была использована резьба M42×1/45,5. Следующее поколение фотоаппаратов было выпущено в 1957 году и названо «Asahi Pentax». Новая камера предлагала ряд технических нововведений и стала весьма популярной. В больших количествах камера и её модификации экспортировалась в США, где резьба M42 стала больше известна как «универсальная резьба Pentax» (англ. Pentax universal screw mount). В технической литературе Asahi/Pentax также встречается упоминание величины рабочего отрезка 45,46 мм.
В больших количествах камера и её модификации экспортировалась в США, где резьба M42 стала больше известна как «универсальная резьба Pentax» (англ. Pentax universal screw mount). В технической литературе Asahi/Pentax также встречается упоминание величины рабочего отрезка 45,46 мм.
На первых советских однообъективных зеркальных фотоаппаратах семейства «Зенит» («Зенит», «Зенит-С», «Зенит-3», «Зенит-3М», «Кристалл»)[5] с 1952 года применялось резьбовое соединение M39×1 с увеличенным до 45,2 мм рабочим отрезком. Такое решение обосновывалось изготовлением «дальномерных» и «зеркальных» объективов на одних токарных станках и приводило к тому, что фотолюбители по ошибке могли приобрести «не те» объективы.
Экспортное производство фотоаппарата «Зенит-Е» с резьбой М42×1/45,5 в конечном итоге вызвало рост производственных затрат[6] и с 1967 года крепление М39×1/45,2 на фотоаппаратах для внутреннего рынка было постепенно заменено на M42×1/45,5.
В дальнейшем объективы и камеры стали оснащаться приводом «прыгающей» диафрагмы, на оправе объектива устанавливался переключатель «А-М» (автоматическое и ручное управление), на некоторых объективах переключатель отсутствовал (только управление диафрагмой от камеры).
С появлением автоматических фотоаппаратов с приоритетом диафрагмы стала применяться электрическая передача значений диафрагмы от объектива в камеру (советский «Зенит-18», фотоаппараты серии «Praktica ЕЕ» производства ГДР).
Сравнение с креплениями других производителей
| Сравнительная таблица креплений объективов | |||||
|---|---|---|---|---|---|
| Крепление | Рабочий отрезок, мм | Диаметр, мм | Размер кадра | Тип | Производство |
| Байонет В | 82,1 | ? | 6×6 см | трёхзаходная резьба | С 1957 года |
| Байонет Б | 74 | ? | 6×6 см | байонет с накидным кольцом | С 1957 года |
| Байонет Mamiya | 56,2 | ? | 6×6 см | байонет | ? |
| Байонет Ц (Зенит-4) | 47,58 | 47 | 24×36 мм | байонет с накидным кольцом | 1964—1968 |
| Байонет Leica R | 47 | ? | 24×36 мм | байонет | С 1964 года |
| Байонет F | 46,5 | 44 | 24×36 мм | трёхлепестковый байонет | С 1959 года |
| Olympus OM | 46 | ? | 24×36 мм | трёхлепестковый байонет с замком на объективе | 1972—2002 |
| Байонет K | 45,5 | ? | 24×36 мм | трёхлепестковый байонет | С 1974 года |
| M42×1 | 45,5 | 42 | 24×36 мм | резьба | С 1948 года |
M39×1/45. 2 2 | 45,2 | 39 | 24×36 мм | резьба | 1953—1967 |
| Байонет А (Sony α) | 44,50 | 49.7 | 24×36 мм | трёхлепестковый байонет | С 1985 года |
| Canon EF | 44 | 54 | 24×36 мм | трёхлепестковый байонет | С 1987 года |
| Canon EF-S | 44 | 54 | 22,2×14,8 мм | трёхлепестковый байонет | С 2004 года |
| Байонет Sigma SA | 44 | 44 | 24×36 мм | байонет | С 1992 года |
| Canon R | 42 | 48 | 24×36 мм | накидное кольцо | 1959—1964 |
| Canon FL | 42 | ? | 24×36 мм | накидное кольцо | 1964—1971 |
| Canon FD | 42 | ? | 24×36 мм | накидное кольцо | 1971—1990 |
| Canon FDn | 42 | ? | 24×36 мм | байонет | 1978—1990 |
| Стандарт 4:3 | 38,67 | 50 | 17,3×13 мм | байонет | С 2003 года |
| Байонет Contax-Киев | наружный 34,85 внутренний 31,85 | наружный 49 внутренний 36 | 24×36 мм | наружный и внутренний байонет | 1932—1985 |
M39×1/28. 8 8 | 28,8 | 39 | 24×36 мм | резьба | 1932—1995 |
| Байонет Leica M | 27,8 | ? | 24×36 мм | четырёхлепестковый байонет | С 1954 года |
| M39×1/27,5 | 27,5 | 39 | 18×24 мм | резьба | 1967—-1974 |
| Байонет NX | 25,5 | 42 | 23,4×15,6 мм | байонет | С 2010 года |
| Micro 4:3 | 20 | 44 | 17,3×13 мм | байонет | С 2008 года |
| Байонет E | 18 | 46,1 | 23,4×15,6 мм | байонет | С 2010 года |
| Canon EF-M | 18 | 54 | 22,3×14,9 мм | байонет | С 2012 года |
| Байонет X | 17,7 | ? | 23,6×15,6 мм | байонет | С 2012 года |
| Байонет Nikon 1 | 17 | ? | 13,2×8,8 мм | байонет | С 2011 года |
Преимущества резьбы М42 по сравнению с байонетным креплением
- Относительная простота и дешевизна производства: изготовление резьбы не требует работы на фрезерном станке.
- Стандартизация и широкое распространение: данное соединение было использовано многими производителями объективов и фотоаппаратов по всему миру, обеспечивая совместимость произведённой техники.

Недостатки резьбы М42 по сравнению с байонетным креплением
- Менее оперативная установка и снятие объектива с камеры: для снятия объектива требуется примерно четыре оборота.
- Неоднозначность положения управляющих элементов объектива при соединении с камерой: отечественным стандартом предусмотрено совпадение в пределах 10°, но данной величины недостаточно для ввода значений диафрагмы в экспонометрическое устройство, управления автофокусировкой и изменением фокусного расстояния.
По этой причине с распространением автоматических однообъективных зеркальных фотоаппаратов (со светоизмерением на открытой диафрагме, с автофокусировкой) резьбовое крепление М42 было вытеснено байонетным (байонет К, байонет F, байонет Minolta, байонеты Canon).
Производители и оборудование
В СССР большинство фотоаппаратов «Зенит» выпущено с резьбовым креплением М42.
Заводами КМЗ, «Арсенал», ВОМЗ, БелОМО, ЛЗОС, «Юпитер», КОМЗ было изготовлено большое количество объективов семейств «Гелиос», «Индустар», «Зенитар», «Пеленг», «Рубинар», «Юпитер», «МТО» с резьбовым креплением М42.
Кроме фотоаппаратов «Зенит», резьбовое соединение M42×1/45,5 применялось на кинокамерах «Красногорск-3» производства КМЗ[7].
За рубежом многие производители фотоаппаратов и объективов выпускали технику с креплением М42:
Другие иностранные компании также выпускали фототехнику с креплением М42 в небольших количествах или изготавливали оборудование на партнёрских условиях.[10]
Установка других объективов на фотоаппараты с резьбой М42
Установка объективов с резьбой М42 на другие малоформатные фотоаппараты
Возможность установки старых фотографических объективов на современные фотокамеры открывает большие возможности для творческого выражения фотографа, ввиду наличия большого количества сменной оптики. Кроме того, такие системы получаются дешевле современных объективов с электронным управлением.
Управление фокусировкой и диафрагмой может производится только вручную. В некоторых случаях в адаптер необходимо встраивать электронное устройство, без которого автоматика камеры отказывается работать.
Если объектив с «прыгающей» диафрагмой не имеет переключателя режимов «А-М», следует принудительно заблокировать толкатель в нажатом положении или использовать адаптер соответствующей конструкции.
М42 — Байонет К
В данном случае рабочие отрезки резьбового крепления М42 и байонета К равны (45,5 мм).
Pentax, КМЗ, ЛОМО и другие производители поставляют адаптеры для установки объективов с резьбовым креплением M42х1 на камеры с байонетом К.
Из-за необходимости обойти патент, которым был защищён оригинальный адаптер M42×1/K (патент США N. 4017878), в СССР выпускалось как минимум три варианта камерной части байонета. Различия между ними — только в способе фиксации соответствующего адаптера. Желательно, чтобы объектив своей опорной поверхностью закрывал фиксирующий штырь замка байонета.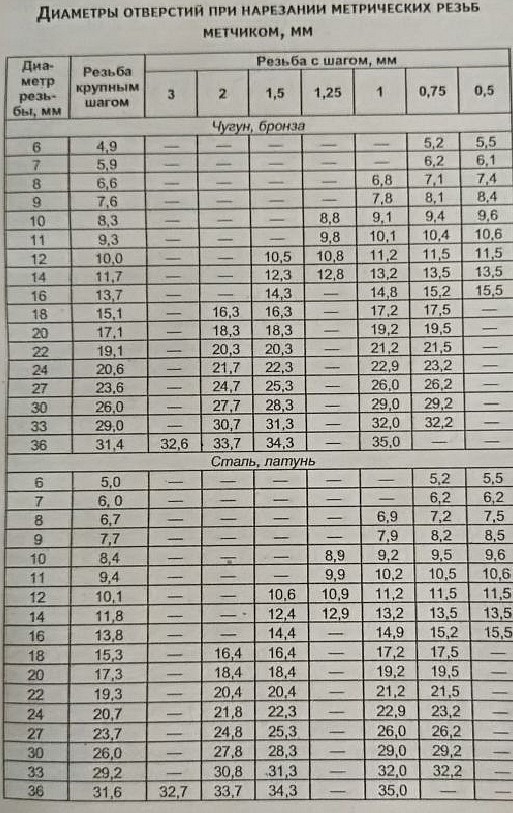
При установке объективов с узкой опорной поверхностью («Гелиос-44-2», «Мир-1В» и др.) могла быть недостаточная фиксация байонета, люфт, посторонняя засветка фотоплёнки. В некоторых случаях установка возможна с изготовлением специального адаптера для данного объектива. На опорной поверхности резьбового объектива желательно самостоятельно производить сверление отверстия под фиксирующий штырь замка байонета.
Установка объективов с резьбой М42 на камеры с меньшим рабочим отрезком
Рабочий отрезок большинства современных цифровых фотоаппаратов меньше рабочего отрезка крепления М42×1. Существует много моделей переходников для возможности установки старых объективов на современные цифровые зеркальные и беззеркальные камеры. При использовании сменной оптики следует учитывать кроп-фактор.
Фотоаппарат «Canon EOS 400D», адаптер и объектив с резьбой М42×1
Фотоаппарат «Canon EOS 400D» c объективом «Гелиос-44М»
Установка объективов с резьбой М42×1 на камеры с бо́льшим рабочим отрезком
Рабочий отрезок байонета F и байонета Olympus OM больше чем у M42 (соответственно на 1 мм и 0,5 мм). С учётом толщины адаптера фокусировка на «бесконечность» невозможна, допустима только портретная или макросъёмка.
Восстановление фокусировки на «бесконечность» возможно применением адаптера с корректирующей линзой (M42×1 на байонет F или на байонет Olympus OM с линзой), но при этом ухудшается качество изображения. Некоторые широкоугольные объективы не могут быть использованы.
В некоторых случаях возможна кустарная переделка объектива, то есть объектив надо погрузить внутрь фотоаппарата для сохранения возможности фокусировки на «бесконечность». В ряде случаев возможна установка другого хвостовика с меньшим рабочим отрезком.
См. также
Ссылки
Примечания
Метчик М42,0 х 2,0 м/р.Р6М5 для глухих отверстий 58817
Описание от производителя ГОСТ3266-81
ГОСТы на режущий инструмент
Тип резьбы
M-метрическая
Тип метчика
машинно-ручной
Диаметр резьбы, нарезаемой метчиком
42 мм
Шаг нарезаемой резьбы
2 мм
Марка материала
Р6М5
Направление резьбы
правая
Комплектность
штучный
Количество
1 шт
Артикул производителя
58817
* Производитель оставляет за собой право без уведомления дилера менять характеристики, внешний вид, комплектацию товара и место его производства.
Указанная информация не является публичной офертой
Размер отверстия под резьбу
Предпочтительные измерения
Метрическая
дюймов
Выберите M1.0x0.2M1.1×0.2M1.2×0.2M1.4×0.2M1.6×0.2M1.8×0.2M2x0.25M2.2×0.25M2.5×0.35M3x0.35M3.5×0.35M4x0.5M4.5×0.5M5x0.5M6x0. 75M7x0.75M8x0.75M8x1M9x0.75M9x1M10x0.75M10x1M10x1.25M11x0.75M11x1M12x1M12x1.25M12x1.5M5M22x2M24x1M24x1.5M24x2M25x1M25x1.5M25x2M27x1M27x1.5M27x2M28x1M28x1.5M28x2M30x1M30x1.5M30x2M30x3M32x1.5M32x2M33x1.5M33x2M33x3M35x1.5M35x2M36x1.5M36x2M36x3M39x1.5M39x2M39x3M40x1.5M40x2M40x3M42x1.5M42x2M42x3M42x4M45x1.5M45x2M45x3M45x4M48x1.5M48x2M48x3M48x4M50x1.5M50x2M52x1.5M52x2M52x3M52x4M55x1.5M55x2M55x3M55x4M56x1.5M56x2M56x3M56x4M58x1.5M58x2M58x3M58x4M60x1.5M60x2M60x3M60x4M62x1.5M62x2M62x3M62x4M64x1.5M64x2M64x3M64x4M65x1.5M65x2M65x3M65x4M68x1.5M68x2M68x3M68x4SelectM 1M 1,2 млн 1,4 млн 1,6 млн 1,8 млн 2 млн 2,5 млн 3 млн 3.5M 4M 4,5M 5M 6M 7M 8M 10M 12M 14M 16M 18M 20M 22M 24M 27M 30M 33M 36M 39M 42M 45M 48M 52M 56M 60M 64M 68 Выберите # 1-64 UNC # 2-56 UNC # 3-48 UNC # 4-40 UNC # 5-40 UNC # 6-32 UNC # 8-32 UNC # 10-24 UNC # 12-24 UNC1 / 4-20 UNC5 / 16-18 UNC3 / 8-16 UNC7 / 16-14 UNC1 / 2-13 UNC9 / 16-12 UNC5 / 8-11 UNC3 / 4-10 UNC7 / 8-9 UNC1-8 UNC1 1 / 8-7 UNC1 1 / 4-7 UNC1 3 / 8-6 UNC1 1 / 2-6 UNC1 3 / 4- 5 UNC2-4 1/2 UNC2 1 / 4-4 1/2 UNC2 1 / 2-4 UNC2 3 / 4-4 UNC3-4 UNC3 1 / 4-4 UNC3 1 / 2-4 UNC3 3 / 4-4 UNC4 -4 UNC Выберите # 0-80 UNF # 1-72 UNF # 2-64 UNF # 3-56 UNF # 4-48 UNF # 5-44 UNF # 6-40 UNF # 8-36 UNF # 10-32 UNF # 12 -28 UNF1 / 4-28 UNF5 / 16-24 UNF3 / 8-24 UNF7 / 16-20 UNF1 / 2-20 UNF9 / 16-18 UNF5 / 8-18 UNF3 / 4-16 UNF7 / 8-14 UNF1-12 UNF1 1 / 8-12 UNF1 1 / 4-12 UNF1 3 / 8-12 UNF1 1 / 2-12 UNF Выберите # 12-32 UNEF1 / 4-32 UNEF5 / 16-32 UNEF3 / 8-32 UNEF7 / 16-28 UNEF1 / 2-28 UNEF9 / 16-24 UNEF5 / 8-24 UNEF11 / 16-24 UNEF3 / 4-20 UNEF13 / 16-20 UNEF7 / 8-20 UNEF15 / 16-20 UNEF1-20 UNEF1 1 / 16-18 UNEF1 1 / 8-18 UNEF1 1 / 4-18 UNEF1 5 / 16-18 UNEF1 3 / 8-18 UNEF1 7 / 16-18 UNEF1 1 / 2-18 UNEF1 9 / 16-18 UNEF1 5 / 8-18 UNEF1 11/16 -18 UNEFВыбрать 1/16 BSW3 / 32 BSW1 / 8 BSW5 / 32 BSW3 / 16 BSW7 / 32 BSW1 / 4 BSW5 / 16 BSW3 / 8 BSW7 / 16 BSW1 / 2 BSW5 / 8 BSW3 / 4 BSW7 / 8 BSW1 BSW1-1 / 8 BSW1- 1/4 BSW1-3 / 8 BSW1-1 / 2 BSW1-5 / 8 BSW1-3 / 4 BSW1-7 / 8 BSW2 BSW2-1 / 4 BSW2-1 / 2 BSW2-3 / 4 BSW3 BSW3-1 / 4 BSW3-1 / 2 BSW3-3 / 4 BSW4 BSW4-1 / 4 BSW4-1 / 2 BSW4-3 / 4 BSW5 BSW5-1 / 4 BSW5-1 / 2 BSW5-3 / 4 BSW6 BSWSelect3 / 16 BSF7 / 32 BSF1 / 4 BSF9 / 32 BSF5 / 16 BSF3 / 8 BSF7 / 16 BSF1 / 2 BSF9 / 16 BSF5 / 8 BSF11 / 16 BSF3 / 4 BSF13 / 16 BSF7 / 8 BSF1 BSF1-1 / 8 BSF1-1 / 4 BSF1-3 / 8 BSF1-1 / 2 BSF1-5 / 8 BSF1-3 / 4 BSF2 BSF2-1 / 4 BSF2-1 / 2 BSF2-3 / 4 BSF3 BSF3-1 / 4 BSF3-1 / 2 BSF3-3 / 4 BSF4 BSF4 -1/4 BSF
Полный поток% 5055606570758085
00 Данные для расчета| Метрическая грубая | |
Номинальный диаметр | мм в |
Шаг резьбы P | мм в |
Резьбы на дюйм |
D = мм в
Внутренняя метрическая резьба и размеры крепежа M 25 – M 50
Таблица размеров крепежных элементов с внутренней метрической резьбойM25 – M50
Метрические технические данные оборудования ISO
Конструкция, формула и расчеты крепежа и винта / болта
В следующей таблице представлены стандартные размеры метрической внутренней резьбы M 25 – M 50 на каждый.ANSI / ASME B1.13M-1995. Эти размеры и классы резьбы относятся к болтам и винтам, а также к другим стандартным внутренним резьбам. Не используйте эти значения для стандартной метрической внешней резьбы. Все единицы в мм. Где: H = P (3 1/2 /2) = 0,866025 P |
Метрическая система ISO | Шаг | Метрическая внутренняя резьба | |||||||
Класс допуска | Малый диаметр | Диаметр шага | Большой диаметр | Сверло для метчика | |||||
мин. | Макс | мин. | Макс | мин. | Макс | Базовый | |||
M25x2 | 2 | 6H | 22.835 | 23,210 | 23.701 | 23,925 | 25 000 | 25,513 | 23 000 |
M25x1,5 | 1.5 | 6H | 23,376 | 23,676 | 24,026 | 24,226 | 25 000 | 25,416 | 23 500 |
M25x1 | 1 | 6H | 23.917 | 24,153 | 24,350 | 24,520 | 25 000 | 25,314 | 24 000 |
M26x1,5 | 1.5 | 6H | 24,376 | 24,676 | 25,026 | 25,226 | 26 000 | 26,417 | 24 500 |
M27x3 | 3 | 6H | 23.752 | 24,252 | 25,051 | 25,316 | 27 000 | 27,698 | 24 000 |
M27x2 | 2 | 6H | 24.835 | 25,210 | 25.701 | 25,925 | 27 000 | 27,513 | 25 000 |
M27x1,5 | 1.5 | 6H | 25,376 | 25,676 | 26,026 | 26,226 | 27 000 | 27,417 | 25 500 |
M27x1 | 1 | 6H | 25.917 | 26,153 | 26,350 | 26,520 | 27 000 | 27,314 | 26 000 |
M27x0,75 | 0.75 | 6H | 26.188 | 26,378 | 26,513 | 26,663 | 27 000 | 27,258 | 26,250 |
M28x2 | 2 | 6H | 25.835 | 26,210 | 26.701 | 26,925 | 28 000 | 28,513 | 26 000 |
M28x1,5 | 1.5 | 6H | 26,376 | 26,676 | 27,026 | 27,226 | 28 000 | 28,417 | 26,500 |
M28x1 | 1 | 6H | 26.917 | 27,153 | 27,350 | 27,520 | 28 000 | 28,314 | 27 000 |
M30x3,5 | 3.5 | 6H | 26,211 | 26,771 | 27,727 | 28,007 | 30 000 | 30,785 | 26,500 |
M30x3 | 3 | 6H | 26.752 | 27,252 | 28,051 | 28,316 | 30 000 | 30,698 | 27 000 |
M30x2,5 | 2.5 | 6H | 27,294 | 27,744 | 28,376 | 28,626 | 30 000 | 30,611 | 27,500 |
M30x2 | 2 | 6H | 27.835 | 28,210 | 28.701 | 28,925 | 30 000 | 30,513 | 28 000 |
M30x1,5 | 1.5 | 6H | 28,376 | 28,676 | 29,026 | 29,226 | 30 000 | 30,416 | 28,500 |
M30x1 | 1 | 6H | 28.917 | 29,153 | 29,350 | 29,520 | 30 000 | 30,314 | 29 000 |
M30x0,75 | 0.75 | 6H | 29,188 | 29,378 | 29,513 | 29,663 | 30 000 | 30,258 | 29,250 |
M32x2 | 2 | 6H | 29.835 | 30,210 | 30.701 | 30,925 | 32 000 | 32,513 | 30 000 |
M32x1,5 | 1.5 | 6H | 30,376 | 30,676 | 31,026 | 31,226 | 32 000 | 32,417 | 30,500 |
M33x3.5 | 3,5 | 6H | 29,211 | 29,771 | 30,727 | 31,007 | 33 000 | 33,785 | 29.500 |
M33x3 | 3 | 6H | 29,752 | 30,252 | 31,051 | 31,316 | 33.000 | 33,698 | 30 000 |
M33x2 | 2 | 6H | 30,835 | 31,210 | 31.701 | 31,925 | 33 000 | 33,513 | 31 000 |
M33x1,5 | 1,5 | 6H | 31.376 | 31,676 | 32,026 | 32,226 | 33 000 | 33,417 | 31 500 |
M33x1 | 1 | 6H | 31.917 | 32,153 | 32,350 | 32,520 | 33 000 | 33,314 | 32 000 |
M33x0,75 | 0.75 | 6H | 32,188 | 32,378 | 32,513 | 32,663 | 33 000 | 33,258 | 31,250 |
M35x1.5 | 1,5 | 6H | 33,376 | 33,676 | 34,026 | 34,226 | 35 000 | 35,416 | 33.500 |
M36x4 | 4 | 6H | 31,670 | 32,270 | 33,402 | 33,702 | 36.000 | 36,877 | 32 000 |
M36x3 | 3 | 6H | 32,752 | 33,252 | 34.051 | 34,316 | 36 000 | 36,698 | 33 000 |
M36x2 | 2 | 6H | 33.835 | 34,210 | 34,701 | 34,925 | 36 000 | 36,513 | 34 000 |
M36x1,5 | 1.5 | 6H | 34,376 | 34,676 | 35,026 | 35,226 | 36 000 | 36,417 | 34,500 |
M36x1 | 1 | 6H | 34.917 | 35,153 | 35,350 | 35,520 | 36 000 | 36,314 | 35 000 |
M38x1,5 | 1.5 | 6H | 36,376 | 36,676 | 37,026 | 37,226 | 38 000 | 38,417 | 36,500 |
M39x4 | 4 | 6H | 34.670 | 35,270 | 36,402 | 36,702 | 39 000 | 39,877 | 35 000 |
M39x3 | 3 | 6H | 35.752 | 36,252 | 37,051 | 37,316 | 39 000 | 39,698 | 36 000 |
M39x2 | 2 | 6H | 36.835 | 37,210 | 37,701 | 37,925 | 39 000 | 39,513 | 37 000 |
M39x1,5 | 1.5 | 6H | 37,376 | 37,676 | 38,026 | 38,226 | 39 000 | 39,417 | 37,500 |
M39x1 | 1 | 6H | 37.917 | 38,153 | 38,350 | 38,520 | 39 000 | 39,314 | 38 000 |
M40x3 | 3 | 6H | 36.752 | 37,252 | 38,051 | 38,316 | 40 000 | 40,698 | 37 000 |
M40x2,5 | 2.5 | 6H | 37,294 | 37,744 | 38,376 | 38,626 | 40 000 | 40,611 | 37,500 |
M40x2 | 2 | 6H | 37.835 | 38,210 | 38.701 | 38,925 | 40 000 | 40,513 | 38 000 |
M40x1,5 | 1.5 | 6H | 38,376 | 38,676 | 39,026 | 39,226 | 40 000 | 40,416 | 38 500 |
M42x4.5 | 4,5 | 6H | 37,129 | 37,799 | 39,077 | 39,392 | 42 000 | 42,965 | 37.500 |
M42x4 | 4 | 6H | 37,670 | 38,270 | 39,402 | 39,702 | 42.000 | 42,877 | 38 000 |
M42x3 | 3 | 6H | 38,752 | 39,252 | 40.051 | 40,316 | 42 000 | 42,698 | 39 000 |
M42x2 | 2 | 6H | 39.835 | 40,210 | 40.701 | 40,925 | 42 000 | 42,513 | 40 000 |
M42x1,5 | 1.5 | 6H | 40,376 | 40,676 | 41,026 | 41,226 | 42 000 | 42,417 | 40,500 |
M42x1 | 1 | 6H | 40.917 | 41,153 | 41,350 | 41,520 | 42 000 | 42,314 | 41 000 |
M45x4,5 | 4.5 | 6H | 40,129 | 40,799 | 42,077 | 42,392 | 45 000 | 45,965 | 41,500 |
M45x4 | 4 | 6H | 40.670 | 41,270 | 42,402 | 42,702 | 45 000 | 45,877 | 41 000 |
M45x3 | 3 | 6H | 41.752 | 42,252 | 43,051 | 43,316 | 45 000 | 45,698 | 42 000 |
M45x2 | 2 | 6H | 42.835 | 43,210 | 43,701 | 43,925 | 45 000 | 45,513 | 43 000 |
M45x1,5 | 1.5 | 6H | 43,376 | 43,676 | 44,026 | 44,226 | 45 000 | 45,416 | 43,500 |
M45x1 | 1 | 6H | 43.917 | 44,153 | 44,350 | 44,520 | 45 000 | 45,314 | 44 000 |
M48x5 | 5 | 6H | 42.587 | 43,297 | 44,752 | 45,087 | 48 000 | 49,057 | 43 000 |
M48x4 | 4 | 6H | 43.670 | 44,270 | 45,402 | 45,717 | 48 000 | 48,892 | 44 000 |
M48x3 | 3 | 6H | 44.752 | 45,252 | 46,051 | 46,331 | 48 000 | 48,713 | 45 000 |
M48x2 | 2 | 6H | 45.835 | 46,210 | 46.701 | 46,937 | 48 000 | 48,525 | 46 000 |
M48x1,5 | 1.5 | 6H | 46,376 | 46,676 | 47,026 | 47,238 | 48 000 | 48,429 | 46,500 |
M50x4 | 4 | 6H | 45.670 | 46,270 | 47,402 | 47,717 | 50 000 | 50,892 | 46 000 |
M50x3 | 3 | 6H | 46.752 | 47,252 | 48.051 | 48,331 | 50 000 | 50,713 | 47 000 |
M50x2 | 2 | 6H | 47.835 | 48,210 | 48.701 | 48,937 | 50 000 | 50,525 | 48 000 |
M50x1,5 | 1.5 | 6H | 48,376 | 48,676 | 49,026 | 49,238 | 50 000 | 50,428 | 48 500 |
Связанный:
M42 X 4.5 ISO x 63 мм Ремонтный комплект правосторонней винтовой резьбы одинарного размера
Специальная цена 595,47 $ Обычная цена 864,00 $
Ремкомплект M42 X 4.5 ISO x 63 мм. Ремонтный комплект правосторонней винтовой вставки одинарного размера разработан для быстрого ремонта поврежденная резьба в мягких металлах. В ремонтный комплект входят 4 вставки M42 X 4,5 ISO x 63 мм, метчик для заглушки STI из быстрорежущей стали и комбинированный инструмент для установки / отлома хвостовика. Вы можете приобрести пакеты для пополнения этого ремонтного комплекта здесь.
АтрибутыM42 X 4,5 ISO x 63 мм Ремкомплект правосторонней винтовой резьбовой вставки одного размера
Этот ремонтный комплект WireSert M42 X 4.5 ISO x 63 мм правой винтовой резьбовой вставки одного размера предназначен для быстрого ремонта или укрепления резьбовых отверстий в мягкие металлы. Изготовленные из нержавеющей стали 18-8, вставки WireSert имеют прочную внутреннюю резьбу, устойчивую к коррозии и выдерживают температуру до 800 градусов по Фаренгейту.
| Применение | Металлы |
|---|---|
| Материал | Нержавеющая сталь 18-8 |
| Тип пластины | Свободно-ходовая |
| Привод | Танг |
| Резьба | |
| Вращение | Правая |
| Стандарт резьбы ID | Метрическая система ISO |
| Сокращение ID | ISO |
| Вращение резьбы OD | Правая |
| Стандарт резьбы OD | 142933 ISO метрическая 900|
| Фланец / заподлицо | Заподлицо |
| Внутренняя резьба | M42 x 4.5 |
| Длина | 63 мм |
| Размер сверла | 1,6875 (1-11 / 16) |
| Размер сверла | 1,6875 (1-11 / 16) |
| Размер заглушки | M42 x 4,5 |
| Номер детали Chrislynn | 82203 |
Walter Tools »Engineering Kompetenz
Используемый вами браузер устарел и больше не поддерживается. Пожалуйста, обновитесь до более новой версии.
вставка с винтовой резьбой | M2-M42 | 304SS – Xinxiang Beiou Technology Co.Ltd
Наши основные технические параметры ниже:Стандарты
ISO, DIN, AS / NZS, GB, ANSI, BS
Материал
304, нержавеющая сталь, сплав или в соответствии с вашими требованиями
Размер
M2-M42
Использование
Электронное, электрическое техника, инструмент, оптический инструмент.
Характеристики
Хорошая антикоррозионная способность, виды покрытий
Упаковка
Общая экспортная упаковка коробки из полиэтиленового пакета или
MQQ
100шт
OEM
Доступно
Область:
Широко используется в автомобилестроении, металлургии, электроэнергетике, машиностроении,
химии волокно, химическая промышленность.
304 Нержавеющая сталь
стандартный, универсальный материал.
Идеально подходит для оригинального оборудования, ремонта и капитального ремонта.
Большинство метрических, UNC, UNF размеров на складе.
Кадмиевое покрытие
Обеспечивает высокую коррозионную стойкость.
Покрытие обеспечивает смазку, предотвращая истирание при установке вставки.
Цвет: переливающийся желтый, золотисто-желтый.
Никелирование
Обеспечивает высокую коррозионную стойкость.
Покрытие обеспечивает смазку, предотвращая истирание при установке вставки.
Цвет: черный.
Серебряное покрытие
Рекомендуется для уменьшения заедания резьбы при высоких температурах.
Покрытие, подходящее для использования при высоких температурах.
Цвет: Серебристый
Покрытие пластины
Сухая пленочная смазка
Обеспечивает дополнительную смазку при высоком трении.
Устойчивость к высоким температурам
Настоятельно рекомендуется с резьбовыми вставками
Слабая коррозионная стойкость
Цвет: серый
Резьбовая вставка со свободным ходом
Наиболее часто используемый тип.
Может быть зеленым, наиболее часто используется натуральный цвет нержавеющей стали.
Большинство метрических форматов UNC, UNF на складе.
Процесс установки:
Сверление → Нарезание резьбы → Установка → Отрезание хвостовика
Инструменты:
1. Сверло: используется для сверления отверстий в основании.
2. Метчики: используются для обработки специальной внутренней резьбы отверстий в основании.
3. Инструменты для установки: вставьте комплекты в резьбовое отверстие.
4. Отломные инструменты: отломайте хвостовик резьбовой вставки.
5.Инструменты для извлечения: используются для удаления поврежденной резьбовой вставки из резьбового отверстия.
M42 HSS Сверло для развёртывания резьбы с хвостовиком-CS ИНСТРУМЕНТЫ
Название продукта | Сверло с резьбой Стальное сверло M42 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Флейта | 1/2/3/4/5/6/7/8 Флейта (индивидуальная) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Сырье | Быстрорежущая сталь (индивидуальная) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Покрытие | Без покрытия (индивидуально) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Длина | 30-200 мм (индивидуально) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
2 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Диаметр 3 -92 12 мм (индивидуально) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
HRC | 63 градуса (индивидуально) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Режим управления | ЧПУ | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Использование | Общее высокоскоростное резание | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Обрабатываемый материал | Легированная сталь, титановый сплав, сплав на основе никеля, сталь, нержавеющая сталь, закаленная и отпущенная закаленная сталь, цветные металлы и т. д. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Приложение | Автомобилестроение, авиация, аэрокосмическое предприятие, мотоциклетный двигатель, дизельный двигатель, карбюратор, компрессор, производство пресс-форм и т.д. 1. Отобранное высококачественное сырье
|