Набор метчиков и плашек M3-M12
| Содержание : |
| 7 х наборов метчиков DIN 352 ( 3 шт ) М3-М4-М5-М6-М8-М10-М12 |
| 7 х круглых плашек стандарт DIN 223 M3-M4-M5-M6-M8-M10-M12 |
| 7 х спиральных сверел DIN 338 2.5 – 3.3 – 4.2 – 5.0 – 6.8 – 8.5 – 10.2 |
| 2 х метчикодержателя М1-10, М4-12 |
| 5 х плашкодержателя 20×5 – 20×7 – 25×9 – 30×11 – 38×14 |
| 1 х метчикодержатель с трещоткой М3-М10 |
| 1 х отвертка |
| 1 х резьбомер |
| Инструменты в наборе изготовлены из высококачественной быстрорежущей стали. |
| Предназначены для работы с нелегированными и низколегированными сталями с прочностью до 800 N/mm², ковким чугуном, цветными металлами. |
Материал обработки – Нелегированные углеродистые стали, с пределом прочности до – 800 Н/мм2. Автоматные стали, деформируемые латуни, алюминиевые сплавы – кремний более 10%, цинковые сплавы, медные сплавы, бронза. |
| Размер | Aртикул № | Aртикул № Пустой | Наименование |
| M3-M12 | 00708080 | 08931020 | Набор метчиков и плашек 45 предмета M3-M12 HSS |
| M3-M12 | 08431030 | 08931020 | Набор метчиков и плашек 45 предмета M3-M12 HSSE |
Набор ручных метчиков и плашек HSSG M3-M12 GSR 45 предметов
Набор резьбонарезного инструмента Арт.: B00708080 для метрической ISO-резьбы М состоит из комплектных метчиков DIN 352, круглых плашек DIN EN 22568, держателей инструмента для метчиков и плашек.
Материал обработки – Нелегированные углеродистые стали, с пределом прочности до – 800 Н/мм2. Автоматные стали, деформируемые латуни, алюминиевые сплавы – кремний более 10%, цинковые сплавы, медные сплавы, бронза.
Наборы метчиков DIN 352 для метрической M резьбы состоят из трёх метчиков – первый (черновой), средний (получистовой) и третий (чистовой).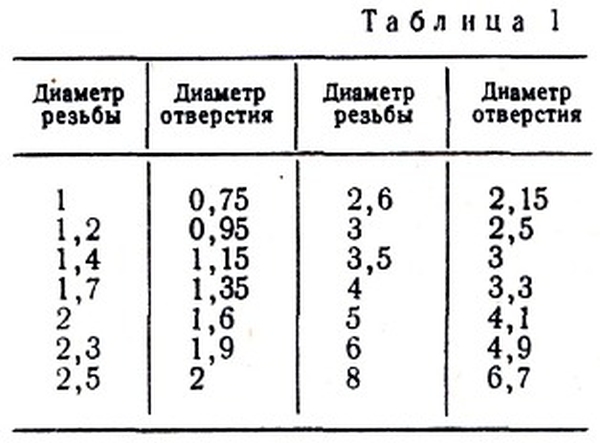 Метчики до М6 имеют утолщённый хвостовик и 3 канавки. Метчики от М7 имеют проходной хвостовик и 4 канавки.
Метчики до М6 имеют утолщённый хвостовик и 3 канавки. Метчики от М7 имеют проходной хвостовик и 4 канавки.
Первый (черновой метчик) маркирован одним кольцом, длинная заборная часть, Форма А / 6-8 витков. Средний (получистовой) маркирован двумя кольцами, средняя заборная часть, Форма D / 3,5-5 витков. Третий (чистовой) без маркировки, короткая заборная часть, Форма С / 2-3 витка.
DIN 352 = Немецкий институт по стандартизации,
M = размер в мм для метрических ISO2-резьб в соответствии с DIN 13,
6H = класс точности по DIN 802, часть 1,
HSS = быстрорежущая сталь группы сплавов HSS,
Вид отверстия: сквозное / глухое.
Применение метчиков для нарезания резьбы:
Предварительно необходимо высверлить отверстие под резьбу. Для выбора правильного диаметра отверстия используйте таблицы. Важно: для нарезки резьбы в глухом отверстии необходимо высверлить отверстие на одну заборную часть метчика глубже.
Мы рекомендуем Вам раззенковать просверленное отверстие для лёгкого и правильного введения метчика. Закрепите метчик в воротке, или же, при небольших диаметрах метчиков в цанговом воротке. Удостоверьтесь в том, что ручка воротка крепко затянута. Метчик должен входить в отверстие строго перпендикулярно. Под небольшим давлением вворачивайте метчик при помощи воротка по часовой стрелке. После каждого полуоборота необходимо ломать стружку движением против часовой стрелки.
Закрепите метчик в воротке, или же, при небольших диаметрах метчиков в цанговом воротке. Удостоверьтесь в том, что ручка воротка крепко затянута. Метчик должен входить в отверстие строго перпендикулярно. Под небольшим давлением вворачивайте метчик при помощи воротка по часовой стрелке. После каждого полуоборота необходимо ломать стружку движением против часовой стрелки.
Плашка круглая DIN EN 22568 для метрической ISO-резьбы М форма В (круглые плашки с угловым пазом) со спиральной подточкой. Плашки с внешним диаметром 16-20 мм имеют 3 отверстия для стружки, а плашки с большим диаметром от 4 и больше.
DIN EN 22568 = Немецкий институт по стандартизации,
В= форма плашки (с угловым пазом),
M = размер в мм для метрических ISO2-резьб в соответствии с DIN 13,
6g = класс точности по DIN 802, часть 1,
HSS = быстрорежущая сталь группы сплавов HSS,
Направление резьбы: правое.
Применение плашек для нарезания резьбы:
Предварительно необходимо правильно подобрать пруток или трубу для нарезания наружной резьбы. Для выбора правильного диаметра прутка используйте таблицы. Закрепите плашку в воротке (плашкодержателе), удостоверьтесь в том, что плашка закреплена без перекосов.
Для выбора правильного диаметра прутка используйте таблицы. Закрепите плашку в воротке (плашкодержателе), удостоверьтесь в том, что плашка закреплена без перекосов.
Важно: Плашка должна начать нарезать резьбу строго перпендикулярно. Под небольшим давлением наворачивайте плашку на пруток по направлению Вашей резьбы. После нарезания нескольких витков нужно периодически прокручивать плашку в обратном направлении для удаления стружки. После этого нарезание продолжается. Нарезание резьбы нужно выполнять плавно и не допускать рывков.
6 вещей, которые нужно знать о резьбовых соединениях
Год новичка: набор инструментов стажера-инженераСерия технических блогов для стажеров-инженеров и инженеров начального уровня
В то время как наступили теплые погодные условия, а летняя школа закончилась , для многих настало самое интересное время года… летние стажировки. По всей стране стажеры-инженеры получают свой первый опыт профессиональной жизни и, надеюсь, изучают некоторые основы, которые будут служить им долгие годы. Тем не менее, некоторые из принципов, которые они должны знать в первый день, редко обсуждаются в классе. Чтобы помочь нашим молодым, подающим надежды инженерам, вот один базовый урок для их набора инструментов… буквально гайки и болты.
Тем не менее, некоторые из принципов, которые они должны знать в первый день, редко обсуждаются в классе. Чтобы помочь нашим молодым, подающим надежды инженерам, вот один базовый урок для их набора инструментов… буквально гайки и болты.
Как работают резьбовые крепления?
Резьбовые крепления содержат спиральную рампу на цилиндрическом валу. Эта рампа представляет собой простой механизм преобразования вращательного движения в поступательное. Что еще более важно, он преобразует крутящий момент (силу вращения) в линейную силу. Рампа — это то, что называется нитью. Когда резьба находится снаружи цилиндрического вала, это называется внешней или наружной резьбой, а цилиндрическое отверстие с резьбой называется внутренней или внутренней резьбой. Вращательное движение преобразуется в поступательное путем взаимодействия (сопряжения) внутренней резьбы с внешней резьбой.
Как должны использоваться крепежные детали?
Резьбовые крепления почти всегда предназначены для зажима (скрепления) двух или более кусков материала вместе. Резьбовые крепежные детали, если они специально не предназначены для этого, не предназначены для размещения кусков материала относительно друг друга или предотвращения скольжения кусков материала. Резьбовые крепления наиболее прочны на растяжение (растягиваются), а не на сдвиг (раздвигаются). В результате они препятствуют скольжению деталей друг относительно друга за счет усилия зажима, а не от тела крепежного элемента, действующего как штифт.
Резьбовые крепежные детали, если они специально не предназначены для этого, не предназначены для размещения кусков материала относительно друг друга или предотвращения скольжения кусков материала. Резьбовые крепления наиболее прочны на растяжение (растягиваются), а не на сдвиг (раздвигаются). В результате они препятствуют скольжению деталей друг относительно друга за счет усилия зажима, а не от тела крепежного элемента, действующего как штифт.
В чем разница между болтом и винтом?
Это очень запутанный принцип для начинающих инженеров, потому что некоторые болты являются винтами, а другие нет. Например, в качестве винта часто используется болт с квадратным подголовком, а в качестве болта часто используется винт с головкой под торцевой ключ (SHCS). Простой ответ: болт использует гайку, а винт — нет. Винты ввинчиваются непосредственно в один из кусков материала, который необходимо зажать. В этом случае материал внутри одного из зажимаемых элементов действует как внутренняя внутренняя резьба. С другой стороны, болт проходит через все куски материала, которые нужно зажать, и не взаимодействует ни с одним из них. Вместо этого на конец болта надевается гайка или другая предварительно изготовленная внутренняя резьба, и материал зажимается между гайкой и головкой болта.
С другой стороны, болт проходит через все куски материала, которые нужно зажать, и не взаимодействует ни с одним из них. Вместо этого на конец болта надевается гайка или другая предварительно изготовленная внутренняя резьба, и материал зажимается между гайкой и головкой болта.
Что означает мелкая или грубая резьба?
Шаг резьбы определяет количество витков резьбы на данной длине крепежного изделия на его номинальный диаметр. Например, застежка может иметь большую и широко расставленную резьбу. Это называется наличием грубого шага. Крепеж с тем же номинальным диаметром, который имеет большее количество витков резьбы на единицу длины, имеет так называемый мелкий шаг. Крупные витки больше и содержат больше материала. Однако это означает, что они имеют меньшее сечение цилиндра без резьбы по сравнению с резьбой с мелким шагом. Следовательно, резьба с крупным шагом имеет более прочную резьбу и более слабое тело. Напротив, резьба с мелким шагом имеет более слабую резьбу и более прочный корпус.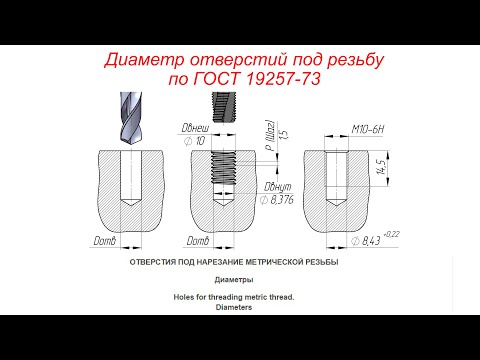
Когда следует использовать тонкий или крупный шаг?
Большинство стандартных крепежных изделий имеют общий размер резьбы с крупным и мелким шагом. Резьба с крупным шагом идеально подходит для ввинчивания в основной материал, который равен или прочнее крепежного элемента. Как указывалось ранее, дополнительный материал в резьбе с крупным шагом означает, что резьба прочнее, чем резьба с мелким шагом. Это означает, что их лучше устанавливать и часто снимать, не повреждая резьбу. Поэтому лучше использовать резьбу с крупным шагом в мягких материалах, когда застежка будет повторно сниматься и снова устанавливаться. Резьба с мелким шагом дает больше витков на длину и, следовательно, больше нагрузки для распределения на основной материал. Это идеально, если вы работаете с тонкими материалами или когда основные материалы мягче, чем застежка. Кроме того, поскольку стержень крепежной детали больше, резьба с мелким шагом имеет более высокую прочность на растяжение (вытягивание). Проблема с тонкими нитями в том, что сами нити намного слабее. Многократное вкручивание и выкручивание крепежного элемента может привести к повреждению резьбы. Другая проблема заключается в том, что при установке на болт с мелкой резьбой гайку легко «нарезать».
Проблема с тонкими нитями в том, что сами нити намного слабее. Многократное вкручивание и выкручивание крепежного элемента может привести к повреждению резьбы. Другая проблема заключается в том, что при установке на болт с мелкой резьбой гайку легко «нарезать».
На какую глубину вкручивать крепеж?
Глубина резьбы крепежа напрямую зависит от его диаметра. Чем больше застежка, тем глубже она должна быть, чтобы быть прочной. Многие исследования показали, что существует простое эмпирическое правило для крепежа со стандартным шагом. Глубина крепежа должна быть не менее чем в два раза больше его номинального диаметра. Например, крепеж 1/4 дюйма (0,25 дюйма) должен иметь резьбу не менее 1/2 дюйма (0,50 дюйма) в глубину. Чуть глубже, чем это, и резьба на самом деле мало что делает, кроме увеличения времени сборки. Шаг резьбы также играет роль в том, насколько глубокой должна быть застежка. Например, резьба с мелким шагом распределяет больше нагрузки на единицу длины.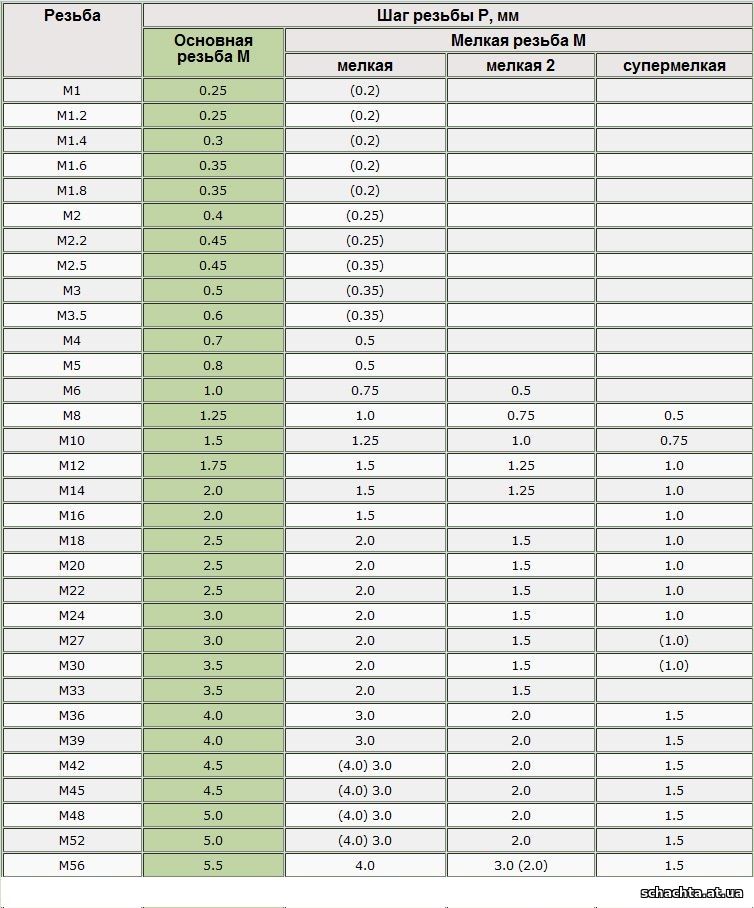 Поэтому их не нужно продевать так глубоко. Большинство резьб с мелким шагом получают большую часть своей прочности при одном диаметре зацепления.
Поэтому их не нужно продевать так глубоко. Большинство резьб с мелким шагом получают большую часть своей прочности при одном диаметре зацепления.
*Совет. При нарезании резьбы в тонком материале используйте резьбу с мелким шагом, если два диаметра невозможны.
Автор: Шон Деррик – инженер по разработке продуктов |
Шон имеет B.S. в инженерном дизайне и MS. в машиностроении Университета Западного Мичигана. Он имеет более чем 7-летний опыт разработки продуктов в различных отраслях промышленности, включая медицину, автомобилестроение, мебель, потребительские товары и оборону. Шон любит пешие прогулки, альпинизм, катание на лыжах, кино, а в свободное время работает над докторской диссертацией.
Расчет резьбовых соединений | Технический проект
Резьбовые крепежные детали
Крепление — это метод соединения или соединения двух или более деталей вместе с использованием процессов или устройств.
- Процессы: сварка, склейка, пайка;
- Устройства: болты, винты, анкеры и т.
 п.
п.
 п.
п.Одним из наиболее распространенных методов крепления является механическое крепление , процесс, в котором используются промышленные устройства, такие как винты, штифты или заклепки, для скрепления частей сборки. А 9Резьбовое крепление 0094 — это механическое крепление, используемое для соединения двух или более деталей.
Спецификации резьбы: английская система
Чтобы указать резьбу по английской системе, необходимо предоставить минимум пять сведений:
- Форма резьбы
- Резьба серии
- Главный диаметр
- Класс посадки
- Количество ниток на дюйм
Резьба форма форма или профиль резьбы. Было разработано много типов форм резьбы.
- Резьба остроконечная V была первоначально разработана Уильямом Селлерсом (19 сентября 1824 г. – 24 января 1905 г.), инженером-механиком, производителем, бизнесменом и изобретателем, который подал более 90 патентов.
- Резьба American National заменила остроконечную V-образную резьбу и прочнее остроконечной V-образной резьбы.
- Резьба Unified является текущим стандартом, используемым в США, Канаде и Англии.
- Разновидностью унифицированного потока является Резьба унифицированная круглая , сокращенно УНР.

- Квадратная резьба , Acme, и контрфорс используются для передачи мощности в зубчатых передачах и других типах машин.
- Резьба поворотного кулака обычно накатывается из листового металла или отливается и используется для изготовления цоколей лампочек, крышек для бутылок и стеклянных банок.
Резьба серии относится к стандартному количеству витков на дюйм, и существует четыре класса: грубая (C), тонкая (F), экстра тонкая , и константа шаг . При использовании с унифицированным потоком они обозначаются аббревиатурой UNC, UNF и UNEF. Серия с постоянным шагом задается записью числа перед обозначением формы (4, 6, 8, 12, 16, 20, 28, 32).
При использовании с унифицированным потоком они обозначаются аббревиатурой UNC, UNF и UNEF. Серия с постоянным шагом задается записью числа перед обозначением формы (4, 6, 8, 12, 16, 20, 28, 32).
- Грубый крепеж серии используется для быстрой сборки или разборки чугуна, мягких металлов и пластика и имеет обозначение NC или UNC.
- Крепеж Fine серии используется, когда для сборки требуется большое усилие, и имеет обозначение NF или UNF. Эти крепежные детали широко используются в аэрокосмической и автомобильной промышленности.
- Сверхтонкие крепежные детали серии используются, когда длина зацепления короткая, а приложение требует высоких степеней нагрузки.
- C Резьба с постоянным шагом серии предназначена для специальных целей, например, для работы в условиях большого диаметра или высокого давления. Он используется, когда серии Coarse, Fine, Extra-Fine не соответствуют конструктивным требованиям, и внутри этих серий предпочтение следует отдавать сериям с 8, 12 и 16 нитями.
Существует три класса посадки
- Класс 1 – свободная посадка, когда требуется быстрая сборка, а люфт или люфт между деталями допустимы.
- Класс 2 – высококачественная, общего назначения, товарного класса годности для болтов, гаек и винтов, широко используемых в массовом производстве.
- Класс 3 – очень высококачественный резьбовой соединитель с плотной посадкой, используемый для прецизионных инструментов, а также в условиях высоких нагрузок и вибраций.
Резьба представлена на чертежах только символически; таким образом, примечания к теме необходимы для предоставления требуемой информации. Примечание о резьбе должно быть включено на все детали с резьбой с линией выноски к внешней резьбе или к внутренней резьбе в круговом виде.
Примечания по наружной резьбе даны в продольном виде. Примечания по внутренней резьбе даны на виде с торца с указателем на сплошной круг.
Примечания к резьбе должны содержать следующую информацию:
- Наибольший диаметр в дробной или трехзначной десятичной форме.
- Количество витков на дюйм, за которым следует пробел.
- Обозначение формы резьбы .
- Обозначение серии резьбы .
- Обозначение класса резьбы (1,2 или 3).
- Внутренняя или внешняя l символ (A для наружной резьбы, B для внутренней резьбы), за которым следует пробел.
- Уточняющая информация , такая как:
- LH для левой резьбы. Если резьба правая, правая не указывается.
- DOUBLE или TRIPLE для нескольких потоков.
- Длина резьбы.
- Материал.
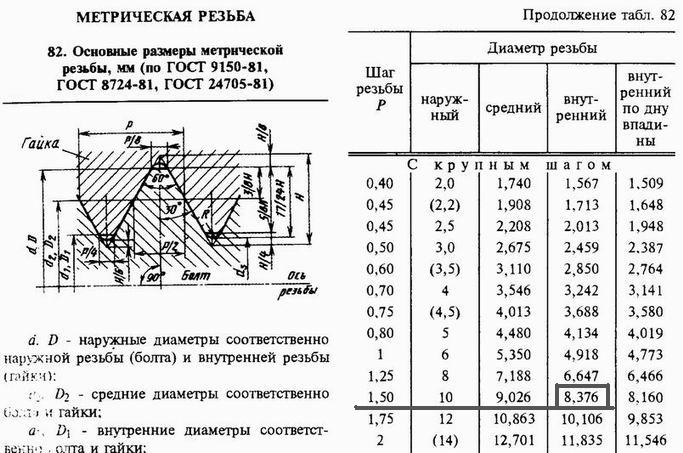
Характеристики резьбы: Метрическая система
Характеристики метрической резьбы основаны на рекомендациях ISO и аналогичны Единому стандарту. Основное обозначение метрической резьбы:
Здесь в примечании указано, что резьба метрическая (М), диаметр резьбы 16 миллиметров, за которым следует знак умножения «х», шаг 1,5. миллиметры.
миллиметры.
Как правило, полное примечание к метрической резьбе должно содержать следующую информацию:
- Символ формы резьбы . Буква М используется для обозначения метрического профиля. Класс профиля J представляет собой модифицированный профиль М.
- Номинальный размер (основной большой диаметр) в миллиметрах, за которым следует «х».
- Шаг в миллиметрах, за которым следует тире. Шаг можно исключить для крупной резьбы, но в американских стандартах он предпочтительнее.
- Допуск общего назначения . Обозначение класса допуска включает:
- Допуск на средний диаметр: класс, позиция
- Допуск малого диаметра: класс, положение.
Для допусков наружной резьбы используются строчные буквы, для внутренней резьбы – прописные.
Изображение резьбы
Обычно используются два типа условных обозначений для обозначения резьбы , представляющей , обычное и альтернативное (графическое) представление.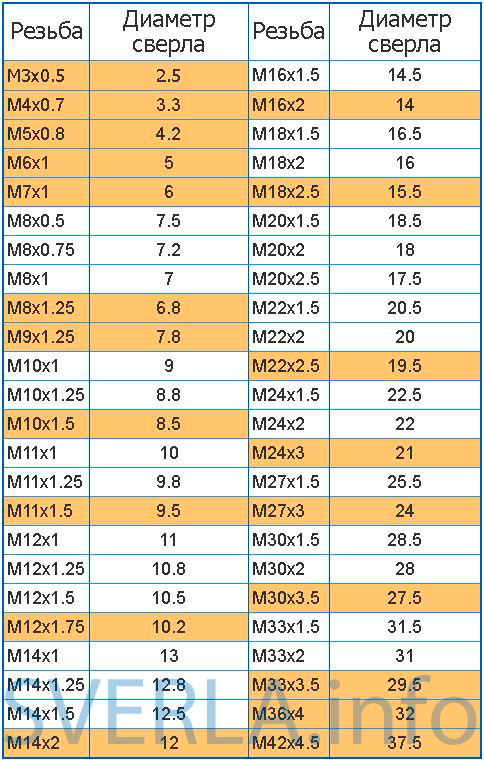
Обычное представление следует использовать всякий раз, когда оно передает требуемую информацию без путаницы, поскольку оно требует наименьших усилий по составлению.
Этот метод не зависит от типа резьбы. Должны быть указаны тип резьбы и ее размеры.
Альтернатива Представление требует больше времени на набросок, но иногда необходимо, чтобы избежать путаницы с другими параллельными линиями или для более четкого изображения отдельных аспектов резьбы. Это близкое приближение к реальному виду винтовой резьбы:
Он упрощен, так что гребень и основание полной резьбы показаны острыми , с одинарными прямыми линиями вместо двойных изогнутых линий, которые требуются для плоских гребней и оснований.
Альтернативное представление следует использовать только для увеличенных деталей и других специальных применений.
Резьбовые узлы
Для общего использования рекомендуется обычное представление сборок резьбовых частей.