Резьба метрическая: применение, параметры, таблицы, ГОСТ
Содержание
- 1 Особенности
- 2 Области применения и характеристики
- 3 Геометрия
- 4 Поля допусков
- 5 Обозначения
- 6 Размеры резьбы — таблицы переводов
- 7 Особенности нарезки
- 8 Действующие стандарты
Метрическая резьба является одним из основных типов, используемых в крепежных элементах. Применяется при создании винтовых пар инструментов и приборов. Профиль нарезки — равнобедренный треугольник, имеющий угол вершины 60°. Профиль болтов и гаек совпадает. Метрической она называется потому, что геометрические характеристики измерены в миллиметрах. Создается как на цилиндрических, так и конических деталях.
Содержание
- Особенности
- Области применения и характеристики
- Геометрия
- Поля допусков
- Обозначения
- Размеры резьбы — таблицы переводов
- Особенности нарезки
- Действующие стандарты
Особенности
- В России основная масса крепежных соединений и деталей основана на метрическом типе.

- Угол профилей нарезки – 60 градусов.
- Миллиметры в качестве измерителя размеров.

Разделяется на крупный и мелкий шаг:
- Крупный используется в диаметрах от 1 до 68 миллиметров, а мелкий может использоваться от 1 до 600.
- Крупная нарезка актуальна для соединений, испытывающих ударные нагрузки.
- Мелкая – для создания соединений повышенной герметичности.
- Мелкий шаг активно применяется в создании регулировочных соединений, так как позволяет с легкостью проводить регулировку параметров.
- Вся современная техника и машины проектируется на основе метрического типа.
Области применения и характеристики
В основной мере используется в создании разнообразных крепежей:
- Анкерные и обычные болты;
- Гайки;
- Шпильки;
- Винты.
При этом крупный шаг используется при воздействии излишних нагрузок, а маленький, соответственно, при наличии малых.
Конические детали с метрической резьбой применяются тогда, когда стыку требуется создание повышенной герметичности. За счет профилей на конической поверхности удается создавать особую плотность без применения дополнительного уплотнителя. За счет этого свойства она активно применяется во время монтажа трубопроводов, создании пробок.
За счет профилей на конической поверхности удается создавать особую плотность без применения дополнительного уплотнителя. За счет этого свойства она активно применяется во время монтажа трубопроводов, создании пробок.
Необходимо обратить внимание на то, что профиль метрического типа будет идентичен как на цилиндрической, так и на конической поверхности.
К числу основных характеристик можно отнести:
- Размер – диаметр и шаг;
- Направление – левое или правое;
- Месторасположение – внутри или снаружи.
Существует еще ряд параметров, которые определяют разделение на типы.
Геометрия
Геометрические характеристики метрической резьбы следующие:
- Номинальное значение диаметра определяется буквами D и d. Заглавная обозначает наружное значение, а прописная – внутреннее.
- Среднее значение диаметра исходя из размещения внутри или снаружи маркируется D2 и d.
Внутренний диаметр, который также зависит от размещения внутри или снаружи, обозначается D1 и d. - Внутренние диаметры болтов необходимы для определения напряжения, которое будет возникать в крепежном соединении.
- Шаг определяется как промежуток между вершиной или впадиной близлежащих витков.
- Высота профиля резьбового элемента маркируется буквой H.
Поля допусков
Бывают одного из 3 типов:
- Точные –с повышенными требованиями к точности;
- Средние – для элементов общего применения;
- Грубые – используются, например, при нарезке в глубоких глухих отверстиях или горячекатаном прутке.
Данный параметр определяется по соответствующим таблицам. Во время выбора необходимо соблюдать следующую последовательность:
- Выбор полей допусков, выделенные жирным.
- Которые прописаны светлыми буквами.
- Значения, размещенные в круглых скобках.
- Размещенные в квадратных скобках.
Обозначения
Резьба обладает двумя основными характеристиками
- Номинальный диаметр.
- Шаг.

Используются цифробуквенные обозначения, например, стандартные М40. В этом случае:
- М- тип нарезки, что значит «метрическая».
- 40 – номинальный диаметр, то есть сорок миллиметров.
- При наличии крупного шага он не обозначается в маркировке. Определяется исключительно по ГОСТ.
Для другого примера стоит разобрать еще один вариант, имеющий мелкий шаг – М30х2.
- Диаметр – 30 мм;
- М- наличие метрической нарезки;
- Шаг – 2 мм.
Существуют еще важные особенности, которые имеют данные резьбы. Так как существует лево- и правосторонняя, то эта характеристика может быть в маркировке. Однако, по традиции, правосторонняя в обозначении также не отражается. При наличии левосторонней маркировка будет выглядеть, например, так – М30 LH.
Число заходов. В однозаходном варианте количество также не отражается, так как оно равно 1. При наличии многозаходной нарезки обозначение будет выглядеть так – М20х3 (Р2).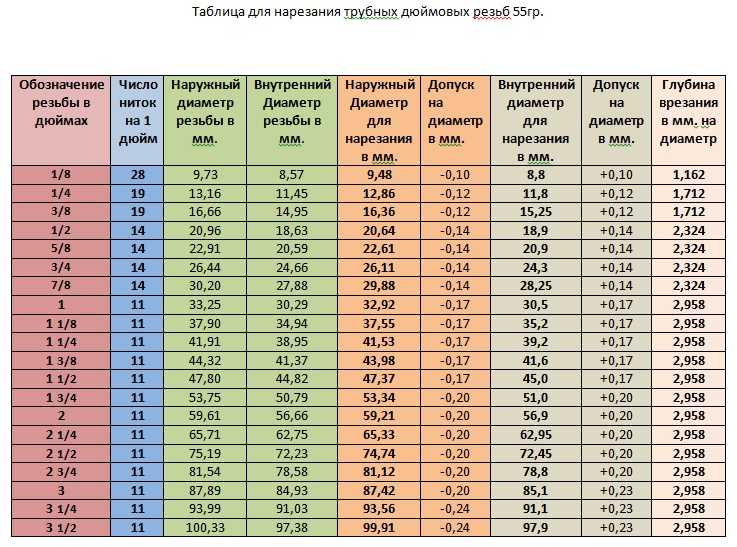
При маркировке еще определяется одна из трех групп по длине свинчивания:
- N – нормальная. Обычно не прописывается.
- S – короткая.
- L – длинная.
Укороченная или удлиненные нарезки прописываются в обозначении после полей допуска и отграничиваются от них горизонтальной линией.
Помимо этого, определяется посадка. Записывается в форме дроби: числитель – параметр внутренней резьбы, относящийся к полю допуска, знаменатель –допуск для наружной.
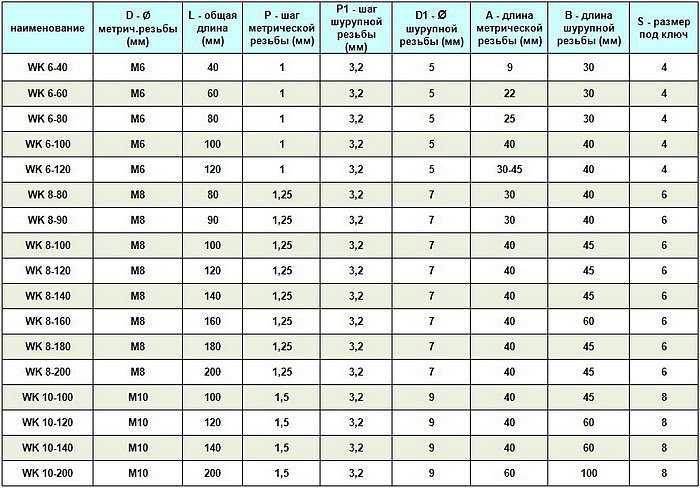
Размеры резьбы — таблицы переводов
Приводим таблицу диаметров метрической резьбы, которая поможет отличить и понимать особенности дюймовых и метрических резьб. Все значения с диаметрами и шагом приведены в миллиметрах.
Данные также помогают осуществить перевод, понять разницу и калибры рассматриваемой нарезки.
Особенности нарезки
После того как определен диаметр и прочие параметры необходимой резьбы, следует подбирать метчик и выполнять процесс нарезания. Методика предполагает следующую последовательность нанесения:
Методика предполагает следующую последовательность нанесения:
- Деталь закрепляется в тисках.
- Ось будущего отверстия должна располагаться перпендикулярно плоскости стола.
- Метчик помещается в заранее подготовленную фаску в отверстии детали.
- С небольшим усилием метчик прижимается к заготовке и осуществляется вращение по часовой стрелке.
- Движение должно производится плавное и равномерное.
- Следует совершить 2 полных оборота. Затем на пол-оборота инструмент выворачивается.
Необходимо обратить внимание, что внутреннюю резьбу желательно выполнять несколькими метчиками. Для начала совершается проход черновым инструментом, после средним, а в завершение чистовым. Убрав из процесса один из них, ускорить процедуру не получится, а вот ухудшить результат легко.
Для создания наружной нарезки используется лерка (плашка), работа которой строится аналогичным образом.
Создать метрическую резьбу не составит труда даже неопытному мастеру. Необходимо лишь применять соответствующий инструмент, использовать справочник и учитывать данные таблиц. Изображения и фото же, представленные на сайте, помогут понять, чем отличаются различные размеры и типы.
Необходимо лишь применять соответствующий инструмент, использовать справочник и учитывать данные таблиц. Изображения и фото же, представленные на сайте, помогут понять, чем отличаются различные размеры и типы.
Действующие стандарты
Наиболее используемым действующим государственным стандартом является ГОСТ 24705-2004 «Резьба метрическая. Основные размеры». Европейские стандарты предполагают действие ISO 724:1993. Этот же документ регламентирует ГОСТ 9150 – 59 и ГОСТ 8724—2002.
Также следует учитывать ГОСТ 11708—82 и ГОСТ 16093—2004.
Як визначити крок різьби. Метрична і дюймова різьба. Статті компанії «Крепсила»
Існують різні типи різьб: від художньої до машинобудівної. Остання являє собою гвинтову нарізку, нанесену по спіралі на стрижень з круглим перетином або на поверхню отвори. У сучасному будівництві, машинобудуванні і навіть побуті найбільш поширеними вважаються дві різьбові системи – метричну і дюймову.
Насправді в міжнародній системі існує величезна кількість різних стандартів. Але в російськомовних країнах прийнято використовувати стандарт метричної різьби ISO DIN 13:1988 з кутом нахилу вершини профілю. Вітчизняні стандарти, що визначають даний тип різьби, – ГОСТ 24705-2004 та ДСТУ ГОСТ 16093:2019.
Метрична різьба
Головна відмінність різьблення даного типу від подібних їй у тому, що тільки в метричній різьбі кут профілю дорівнює 60° (існує ще різьблення з кутом 55° і 47°).
Метрична різьба використовується повсюдно, в тому числі в метричному кріпленні. З-за її найширшого застосування знадобилося створити значну кількість різновидів, щоб пристосувати цю універсальну різьблення під різні ситуації.
Види метричної різьби
- Ліва, права.
- Однозаходная, двухзаходная, трехзаходная.
- Трапециодальная (класична і наполеглива), прямокутна, трикутна, овальна, циліндрична (трубна, конічна).
- Стрічкова, модульна, питчевая та ін.
Ліва і права метрична різьба
Види метричної різьби
Дюймова різьба
Дюймова різьба має кут профілю 55°. Головною одиницею вимірювання дюймової (імперської) системи, як не важко здогадатися, є дюйм. На листі він позначається верхній лапкою, стоїть без пробілу відразу після числа: 2″.
Найбільш відомими стандартами дюймової різьби називають UNC і UNF.
Як визначити крок різьби
Визначити крок різьби потрібно при виборі резьбонадрезного інструменту або свердла для пробуривания отвори під елемент в якій-небудь поверхні. Також необхідно ретельно підбирати один до одного сполучаються елементи при організації болтового, гвинтового, шпилечного чи іншого розбірного різьбового сайту. Визначити крок різьблення можна різними способами.
- Визначення кроку різьби з допомогою резьбомера (шаблону)
Таку назву носить спеціальний інструмент, що складається із спеціальних пластин (гребінок), на одній із сторін якої розташовуються виступи, що допомагають визначити крок різьби.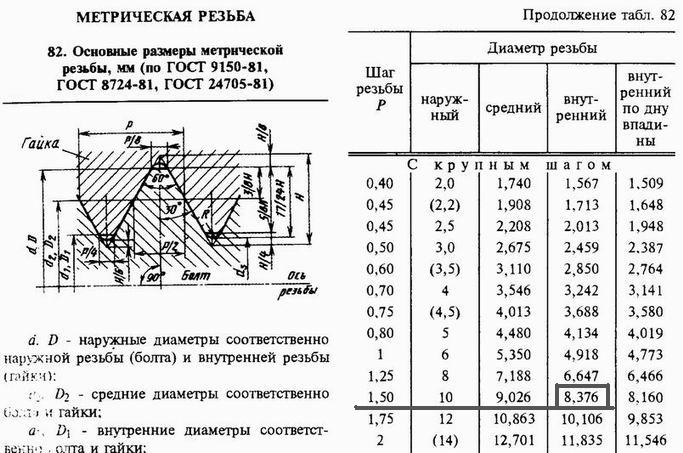
Перевага такого методу в тому, що він є найбільш точним (при вмілому поводженні з інструментом). При виробництві шаблонів використовуються спеціальні сталі, що не піддаються стиску і розширення під впливом різних температур. Це дозволяє використовувати резьбомеры практично в будь-яких погодних умовах.
- Визначення кроку різьби за допомогою лінійки
Цей спосіб не може дати стовідсоткового результату, але він чудово підходить для тих випадків, коли немає іншого варіанту вирішення поставленого завдання. Щоб дізнатися число витків за допомогою лінійки, слід визначити загальну довжину різьбового ділянки і порахувати кількість витків на цій відстані. Далі потрібно просто розділити довжину на число підрахованих ниток – відповідь і буде отриманим значенням кроку різьби.
Цей спосіб може мати іншу модифікацію. Якщо у вас є шматок паперу, то слід прикласти його до резьбовому ділянці і сильно притиснути. На цьому відбитку роблять замір (з допомогою лінійки чи іншого вимірювального інструменту) відразу декількох ділянок: двох, трьох чи більше, – а після розділити довжину вибраної ділянки на кількість витків у ній. Процес аналогічний описаному в попередньому абзаці.
- Визначення кроку різьби за допомогою штангенциркуля
Для цього слід провести вимірювання так, як показано на рисунку. Отримане значення співвіднести з тим, що наводиться в таблиці, і дізнатися правильне значення кроку для метричної або дюймової системи відповідно.
Таблиця відповідності діаметром і кроків метричної різьби
Зовнішній діаметр, мм | Внутрішній діаметр, мм | Крок різьби, витків на дюйм | Крок різьби | BSP | Метрика | Дюйм UNF | Дюйм NPT |
9,3-9,7 | 8,5-8,9 | 28 | – | 1/8″ | – | – | – |
9,3-9,7 | 8,5-8,9 | 27 | – | – | – | – | 1/8″ |
9,7-9,9 | 8,2-8,6 | – | 1,5 | – | M10x1,5 | – | – |
10,9-11,1 | 9,7-10,0 | 20 | – | – | – | 7/16″-20 | – |
11,6-11,9 | 10,2-10,6 | – | 1,5 | – | M12x1,5 | – | – |
12,4-12,7 | 11,3-11,6 | – | – | – | – | 1/2″-20 | – |
12,9-13,1 | 11,4-11,9 | 19 | – | 1/4″ | – | – | – |
12,9-13,1 | 11,4-11,9 | 18 | – | – | – | – | 1/4″ |
13,6-13,9 | 12,2-12,6 | – | 1,5 | – | M14x1,5 | – | – |
14,0-14,3 | 12,7-13,0 | 18 | – | – | – | 9/16″-18 | – |
15,6-15,9 | 14,2-14,6 | – | 1,5 | – | M16x1,5 | – | – |
16,3-16,6 | 14,9-15,4 | 19 | – | 3/8″ | – | – | – |
16,3-16,6 | 14,9-15,4 | 18 | – | – | – | – | 3/8″ |
17,6-17,9 | 16,2-16,6 | – | 1,5 | – | M18x1,5 | – | – |
18,7-19,0 | 17,3-17,6 | 16 | – | – | – | 3/4″-16 | – |
19,6-19,9 | 18,2-18,6 | – | 1,5 | – | M20x1,5 | – | – |
20,5-20,9 | 18,6-19,0 | 14 | – | 1/2″ | – | – | – |
20,7-21,1 | 18,3-18,7 | 14 | – | – | – | – | 1/2″ |
21,6-21,9 | 20,2-20,6 | – | 1,5 | – | M22x1,5 | – | – |
22,0-22,2 | 20,2-20,5 | 14 | – | – | – | 7/8″-14 | – |
22,6-22,9 | 20,6-21,0 | 14 | – | 5/8″ | – | – | – |
23,6-23,9 | 22,2-22,6 | – | 1,5 | – | M24x1,5 | – | – |
25,6-25,9 | 24,2-24,6 | – | 1,5 | – | M26x1,5 | – | – |
26,1-26,4 | 24,1-24,5 | 14 | – | 3/4″ | – | – | – |
26,3-26,7 | 23,7-24,1 | 14 | – | – | – | – | 3/4″ |
26;6-26,9 | 24,3-24,7 | 12 | – | – | – | 1,1/16″-12 | – |
29,6-29,9 | 27,4-27,8 | – | 2 | – | M30x2 | – | – |
29,8-30,1 | 27,6-27,9 | 12 | – | – | – | 1,3/16″-12 | – |
29,6-29,9 | 28,2-28,6 | – | 1,5 | – | M30x1,5 | – | – |
32,6-32,9 | 30,5-30,9 | – | 2 | – | M33x2 | – | – |
33,0-33,2 | 30,3-30,8 | 11 | – | 1″ | – | – | – |
33,0-33,3 | 30,8-31,2 | 12 | – | – | – | 1,5/16″-12 | – |
32,9-33,4 | 30,3-30,8 | 11,5 | – | – | – | – | 1″ |
35,6-35,9 | 33,4-33,8 | – | 2 | – | M36x2 | – | – |
37,6-37,9 | 36,2-36,6 | – | 1,5 | – | M38x1,5 | – | – |
40,9-41,2 | 38,7-39,1 | 12 | – | – | – | 1,5/8″-12 | – |
41,6-41,9 | 39,4-39,8 | – | 2 | – | M42x2 | – | – |
41,5-41,9 | 39,0-39,5 | 11 | – | 1,1/4″ | – | – | – |
41,4-42,0 | 39,2-39,6 | 11,5 | – | – | – | – | 1,1/4″ |
44,6-44,9 | 42,4-42,8 | – | 2 | – | M45x2 | – | – |
44,6-44,9 | 43,2-43,6 | – | 1,5 | – | M45x1,5 | – | – |
47,3-47,6 | 45,1-45,5 | 12 | – | – | – | 1,7/8″-12 | – |
47,4-47,8 | 44,8-45,3 | 11 | – | 1,1/2″ | – | – | – |
47,3-47,9 | 45,1-45,5 | 11,5 | – | – | – | – | 1,1/2″ |
51,6-51,9 | 49,4-49,6 | – | 2 | – | M52x2 | – | – |
51,6-51,9 | 50,2-50,6 | – | 1,5 | – | M52x1,5 | – | – |
59,4-59,8 | 56,5-56,8 | 11 | – | 2″ | – | – | – |
59,9-60,2 | 56,4-56,7 | 11,5 | – | – | – | – | 2″ |
63,3-63,6 | 61,3-61,8 | 12 | – | – | – | 2,1/2″-12 | – |
BSF | Таблица резьб British Metrics
BSF | Британские метрикиРезьба 55 градусов
РАЗМЕР | ТПИ | ВНЕШНИЙ | ВНУТРЕННИЙ | РАЗМЕР СВЕРЛА | РАЗМЕР СВЕРЛА | ||||
ЧФ 55 | ОСНОВНЫЕ | НЕСОВЕРШЕННОЛЕТНИЕ | ЗАЗОРНОЕ ОТВЕРСТИЕ | РЕЗЬБОВОЕ ОТВЕРСТИЕ | |||||
| ДЮЙМЫ | мм | ДЮЙМЫ | мм | ДЮЙМЫ | мм | ДЮЙМЫ | мм | ||
| 3/16 | 32 | 0,1875 | 4,76 | 0,1475 | 3,75 | 4,90 | # 22 | 4,00 | |
| 7/32 | 28 | 0,2188 | 5,56 | 0,1730 | 4,39 | 5,70 | # 15 | 4,60 | |
| 1/4 | 26 | 0,2500 | 6,35 | 0,2000 | 5,08 | 17/64 | 6,75 | # 3 | 5,50 |
| 32 сентября | 26 | 0,2800 | 7,14 | 0,2300 | 5,89 | 6.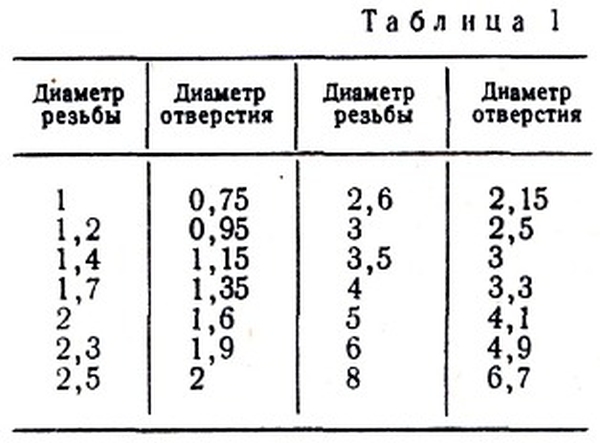 10 10 | |||
| 5/16 | 22 | 0,3125 | 7,94 | 0,2540 | 6,45 | 21/64 | 8,33 | 17/64 | 6,75 |
| 3/8 | 20 | 0,3750 | 9,53 | 0,3110 | 7,90 | 25/64 | 9,92 | 21/64 | 8,33 |
| 7/16 | 18 | 0,4375 | 11. 11 11 | 0,3660 | 9.30 | 29/64 | 11,51 | 3/8 | 9,53 |
| 1/2 | 16 | 0,5000 | 12,70 | 0,4200 | 10,67 | 17/32 | 13,49 | 7/16 | 11.11 |
| 9/16 | 16 | 0,5625 | 14,29 | 0,4820 | 12.24 | 19/32 | 15. 08 08 | 1/2 | 12,70 |
| 5/8 | 14 | 0,6250 | 15,88 | 0,5330 | 13,54 | 21/32 | 16,67 | 16 сентября | 14,29 |
| 16.11 | 14 | 0,6875 | 17,46 | 0,5960 | 15.14 | 17,75 | 15,50 | ||
| 3/4 | 12 | 0,7500 | 19. 05 05 | 0,6430 | 16,33 | 25/32 | 19,84 | 43/64 | 17.07 |
| 13/16 | 12 | 0,8100 | 20,64 | 0,7100 | 17,92 | 18,25 | |||
| 7/8 | 11 | 0,8750 | 22.23 | 0,7590 | 19,28 | 29/32 | 23. 02 02 | 25/32 | 19,84 |
| 1 | 10 | 1.0000 | 25.40 | 0,8750 | 22.15 | 1 1/16 | 26,99 | 29/32 | 23.02 |
| 1 1/8 | 9 | 1.1250 | 28,58 | 0,9830 | 24,97 | 1 3/16 | 30.16 | 1 1/64 | 25,80 |
| 1 1/4 | 9 | 1. 2500 2500 | 31,75 | 1.1080 | 28.14 | 1 5/16 | 33,34 | 1 9/64 | 28,97 |
| 1 3/8 | 8 | 1.3750 | 34,93 | 1.2150 | 30,86 | 1 7/16 | 36,51 | 1 1/4 | 31,75 |
| 1 1/2 | 8 | 1,5000 | 38.10 | 1.3400 | 34.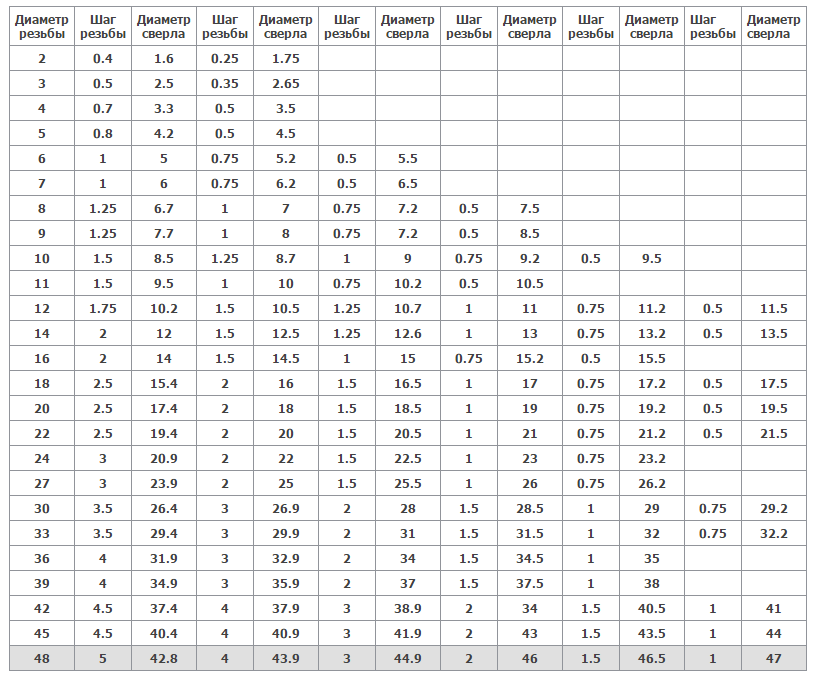 04 04 | 1 9/16 | 39,69 | 1 3/8 | 34,93 |
| 1 5/8 | 8 | 1.6300 | 41,30 | 1.4600 | 37,21 | 37,50 | |||
| 1 3/4 | 7 | 1.7500 | 44,45 | 1,5670 | 39,80 | 45,00 | 41.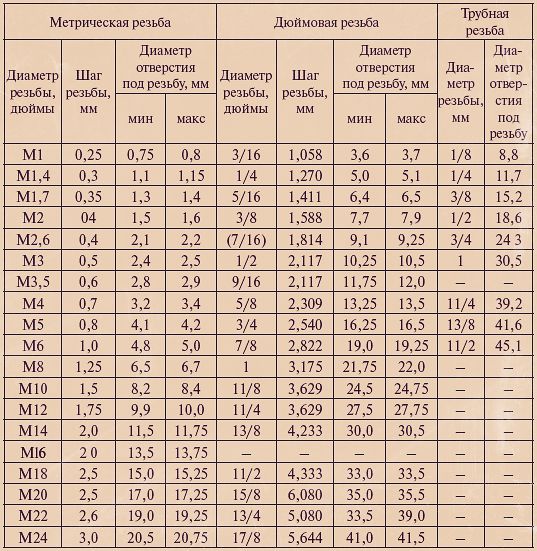 00 00 | ||
| 2 | 7 | 2.0000 | 50,80 | 1.8170 | 46,15 | 52,00 | 47,00 | ||
| 2 1/4 | 6 | 2.2500 | 57,15 | 2,0366 | 51,73 | 58,00 | 53,00 | ||
| 2 1/2 | 6 | 2,5000 | 63,50 | 2,2866 | 58.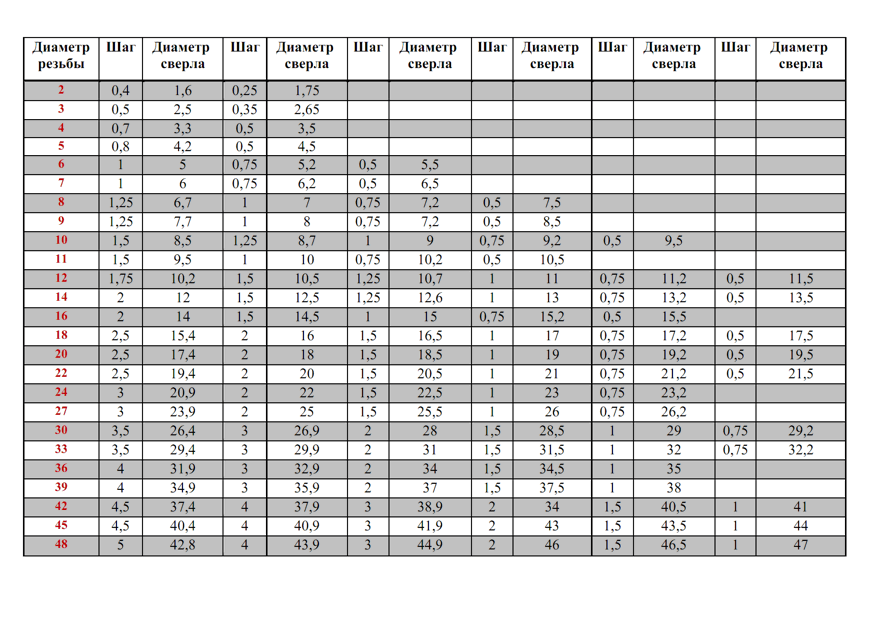 08 08 | 64,00 | 58,00 | ||
Метрические стандартные размеры метчиков и сверл с таблицей шагов – mechutopia
Перейти к содержимому
Загрузить в виде шпаргалки
11 различных типов метчиков на выбор | Полное руководство
Ручное нарезание резьбы | Как ориентироваться
В этой таблице вы найдете стандартные метрические шаги и размеры отверстий для операций нарезания резьбы и нарезания резьбы. Также эти размеры обычно используются для стандартных винтов и болтов.
| Таблица метрических шагов резьбы, размеров метчиков и сверл | |||||||
|---|---|---|---|---|---|---|---|
| Номинальный диам. мм. | Шаг (F) мм. | Размеры сверла мм. | |||||
M2.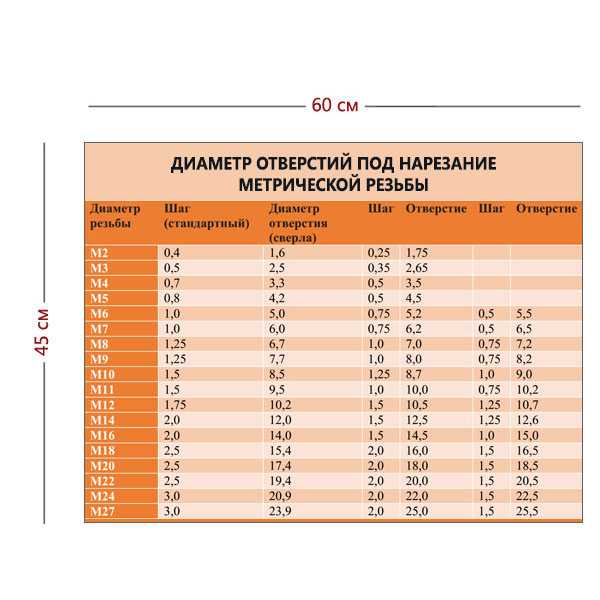 0 0 M2.0 | 0.25 0.40 | 1.75 1.60 | |||||
| M2.2 M2.2 | 0.25 0.45 | 1.96 1.75 | |||||
| M2.5 M2,5 | 0,35 0,45 | 2.15 2.05 | |||||
| M3.0 M3.0 | 0.35 0.50 | 2.65 2.50 | |||||
| M3.5 M3.5 | 0.35 0.60 | 3.15 2.90 | |||||
| M4.0 M4.0 | 0.50 0.70 | 3.50 3.30 | |||||
| M4.5 M4.5 | 0.50 0.75 | 4.00 3.70 | |||||
| M5.0 M5.0 | 0,50 0,80 | 4.50 4.20 | |||||
| M6.0 M6.0 | 0.75 1.00 | 5.20 5.00 | |||||
| M7.0 M7.0 | 0.75 1.00 | 6.20 6.00 | |||||
| M8.0 M8.0 M8.0 | 0. 75 75 1.00 1.25 | 7.20 7.00 6.80 | |||||
| M9.0 M9.0 M9.0 | 0.75 1.00 1.25 | 8.20 8.00 7.80 | |||||
| *M10.0 M10.0 M10.0 | 1.00 1.25 1.30 | 9.00 8.80 8.50 | |||||
| M11.0 M11.0 | 1.00 1.50 | 10.00 9.50 | |||||
| M12.0 *M12.0 M12.0 M12.0 | 1.00 1.25 1.50 1.75 | 11.00 10.80 10.50 10.20 | |||||
| M14.0 *M14. 0 M14.0 M14.0 | 1,00 1.25 1.50 2.00 | 13.00 12.80 12.50 12.00 | |||||
| M16.0 **M16.0 M16.0 | 1.00 1.50 2.00 | 15.00 14.50 14.00 | |||||
| M18.0 *M18.0 M18.0 M18.0 | 1,00 1,50 2,00 2,50 | 17,00 16.  50 50 160015 | 17,00 16.50 16.00748 | 17.00 16.50 16.00748 15.50898 | 16.50 . .0 M20.0 | 1,00 1.50 2.00 2.50 | 19.00 18.50 18.00 17.50 |
| M22.0 M22.0 M22.0 M22.0 | 1.00 1.50 2.00 2.50 | 21.00 20.50 20.00 19.50 | |||||
| M24.0 M24.0 M24.0 M24.0 | 1.00 1.50 2.00 3.00 | 23.00 22.50 22.00 21.00 | |||||
| **M25.0 M25.0 | 1.50 2.00 | 23.50 23.00 | |||||
| M27.0 M27.0 | 1.50 3.00 | 25.50 24.00 | |||||
| M28.0 | 1.50 | 26.50 | |||||
| M30.0 M30.0 | 1.50 3.50 | *28.50 26.50 | |||||
| **M32.0 | 1.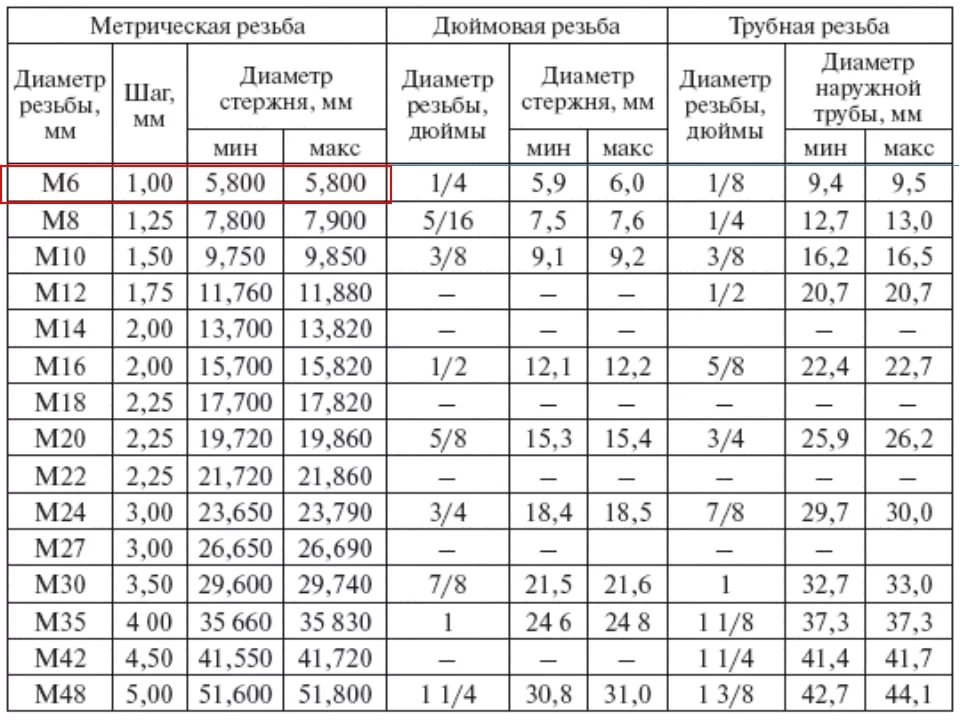 50 50 | 30.50 | |||||
| M33.0 M33.0 | 2.00 3.50 | 31.00 29.50 | |||||
| M36.0 M36.0 | 3.00 4.00 | 33.00 32.00 | |||||
| M39.0 M39.0 | 3.00 4.00 | 36.00 35.00 | |||||
| ** M40.0 M40.0 | 1.50 3.00 | 38.50 37.00 | |||||
| M42.0 M42.0 | 4.00 4.50 | 38.00 37.50 | |||||
| M45.0 M45.0 | 4,00 4,50 | 41.00 40.50 | |||||
| M48.0 M48.0 | 4.00 5.00 | 44.00 43.00 | |||||
| M52.0 M52.0 | 4.00 5.00 | 48.00 47.00 | |||||
| M56.0 M56.0 | 4.00 5.50 | 52.00 50.50 | |||||
| M60.0 M60.0 | 4.00 5.50 | 56.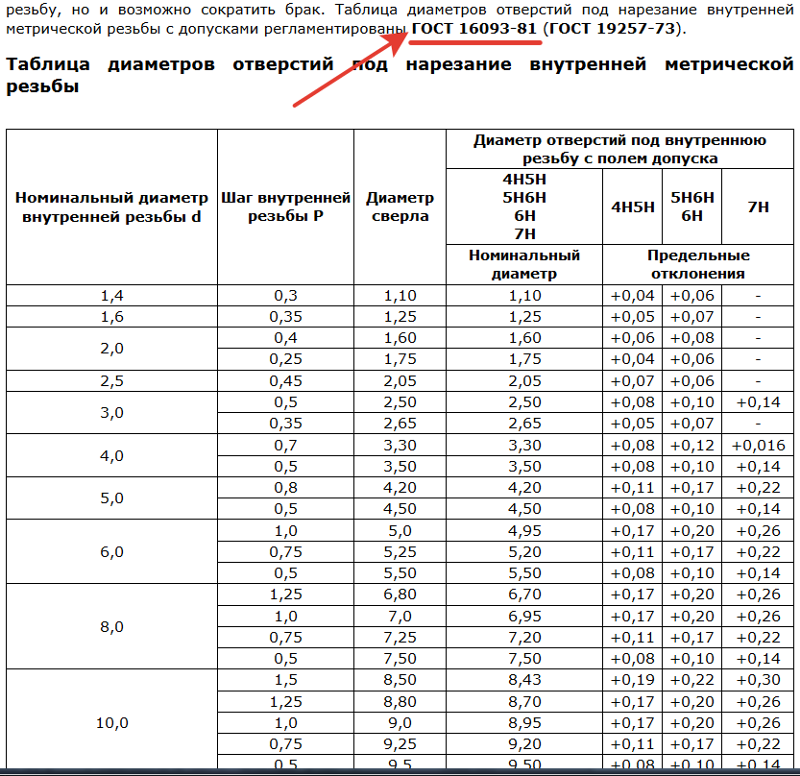 | |||||