Сварка электродом и сила тока: ключевые моменты
Работа со сварочным аппаратом – это навык, освоение которого приходит с практикой. Выбор правильных электродов и силы сварочного тока считается не менее легким процессом из-за широкого диапазона электродов. Все зависит от типа металла, его механических свойств. Электроды работают с определенным типом источника сварочного тока. Перед включением сварочного и начала работ вам нужно определиться с факторами выбора электродов и расчета силы сварочного тока.
В этом обзоре мы рассмотрим основные принципы расчета силы токов при сварке электродом и рассмотрим теорию, рекомендации специалистов, которые помогут на практике избежать типичных ошибок. Если вы работаете со сварочным аппаратом с ручными настройками, уделите этому вопросу должное внимание.
Сварочный ток: что нужно знать о нем
Сам процесс варки зависит от двух составляющих – диаметр электродов и сила тока при сварке электродом. Если вы правильно определяете их, проблем в работе не возникнет. При работе с металлом также обратите внимание на марку электродов, положение аппарата при сварке, полярность тока для сварки. Перед началом работы определить со швом, который вы хотите получить в результате, насколько для вас важна его аккуратность, точность. Тогда уже переходите к установке режима сварки и силы сварочного тока.
Для новичков важно запомнить базовое правило: сила сварочного тока определяется после ознакомления с диаметром электродов, который вы намерены использовать для сварки. Это базовый фактор для планирования работы.
Сварка металла электродом: как выбрать
 youtube.com/embed/LAx_fanEB_g?feature=oembed” allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=”” frameborder=”0″>
youtube.com/embed/LAx_fanEB_g?feature=oembed” allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=”” frameborder=”0″>
Чтобы правильно подобрать электрод, оцените состав выбранного металла. Суть заключается в том, что состав электродов должен соответствовать типу металла. Только в этом случае удастся обеспечить прочный сварочный шов. Если определить состав металла проблематично, разберитесь в следующих моментах:
- Внешний вид металла. Если вы работаете со сломанной деталью, проверьте внутреннюю поверхность и определите, является ли подобранный металл литым.
- Магнитный или нет. Если металл магнитится, вероятнее всего, речь идет об углеродистой или легированной стали. Если основной металл не магнитится, материал может быть марганцевой сталью, нержавеющей сталью серии, цветным сплавом (алюминий, латунь, медь или титан).
- Образовавшиеся искры. Если во время прикосновения к дробилке металл образовывает большое количество иск, это свидетельствует о содержании углерода.

- Прочность. Сравните минимальную прочность электрода на разрыв с пределом прочности основного металла. Прочность на растяжение электродов на стержне можно определить по первым двум цифрам классификации на боковой поверхности электрода.
- Сварочный ток. Некоторые типы электродов могут использоваться только с источниками питания переменного или постоянного тока, в то время как другие виды электродов работают с обоими. Чтобы определить правильный тип сварочного тока для конкретных электродов, обратитесь к четвертой цифре классификации, которая представляет тип покрытия и тип совместимого сварочного тока.

Какой ток соответствует диаметру электродов
Выбор силы тока: простое объяснение
Поскольку сварка – это дело практики, изначально вы можете протестировать разную силу токов при работе с металлическими изделиями. Определено, что при сварке электродом 3 мм сила тока должна быть в пределах от 65 до 100 Ампер. Регулируйте силу, чтобы выйти на прочность и аккуратность сварочного шва, который бы вас устроил. Универсальное значение для 3 мм – 80 Ампер.
Регулируйте силу, чтобы выйти на прочность и аккуратность сварочного шва, который бы вас устроил. Универсальное значение для 3 мм – 80 Ампер.
Если у вас электрод диаметром 4 мм, тогда на аппарате устанавливаем значение от 120 до 200 Ампер. Сварка электродом 4 мм встречается часто и позволяет выполнять швы разного вида. Это наиболее популярный вариант для промышленной сварки. Если вы научитесь настраивать сварочный ток для 4 мм в этом диапазоне, это будет большим плюсом.
При работе с электродами 5-миллиметровым, переходим на более серьезную силу токов – от 160 до 200 Ампер. В этом случае специалисты советуют переходить на полупрофессиональные трансформаторы. Только в этом случае можно гарантировать стабильную работу аппарата и горение дуги.
Если говорить об электродах 8-ми миллиметров и большего диаметра, тогда стоит переходить на профессиональное оборудование. Это единственный вариант. Минимальное значение силы токов составит 250 Ампер, но чаще всего сварщики сталкиваются и с показателями до 350 Ампер.
На современном рынке встречаются инверторные сварочные аппараты. Это компактное оборудование, отличающееся надежностью. Они удобны для домашнего использования, но чаще подходят для сварки проволоки малого диаметра. Следовательно, сила токов не превысит 50 Ампер. Такие сварочные аппараты способны плавно регулировать силу токов с минимальной погрешностью при выполнении сварочного шва.
Даже если вы новичок и ранее не сталкивались со сваркой, ориентируясь на утвержденные стандарты легко выбрать силу тока и не допустить типичных ошибок при сварке электродом. Старайтесь избегать неаргументированных советов экспертов. Если вы ошибетесь с силой тока, есть вероятность, что металл будет прожигаться или не сможет плавиться на необходимую глубину. Значения силы тока для создания качественных швов фиксируются в ГОСТах и нормативных международных документах. Пользуйтесь ими и только с этой информацией вы сможете добиться желаемого результата.
Еще одна более универсальная таблица поможет вам настроить сварочный аппарат под работу с конкретным электродом:
Сила сварочного тока: какие параметры стоит учитывать
Помимо диаметра электрода важно обратить внимание на следующие параметры:
- сварка и толщина металла.
- положение сварки. Только в нижнем положении вы не сможете сварить детали, других ограничений нет;
- многослойная сварка. Если вам нужно проварить в несколько проходов, тогда придется экспериментировать с силой токов;
- марка электрода. Чаще всего обращают внимание на этот пункт профессиональные сварщики, работающие с несущими конструкциями, в которых нельзя допускать ошибок. В таком случае есть определенные требования и к марке электрода;
- типы токов. Род бывает переменный и постоянный. Поскольку определенные электроды могут работать только с конкретными тирами, это может быть важно;
- какая полярность.

Вывод: почему важно определиться с силой сварочного тока
Если вы работаете со сварочным аппаратом без автоматического режима, определяться с силой токов придется научиться. За счет его изменения реально делать шов более прочным, утолщенным в зависимости от поставленной цели.
Технология дуговой сварки
Технология дуговой сварки
Принцип ручной дуговой сварки метала (ММА)
Сварка металла защищенной дугой или сварка ММА представляет собой процесс, при котором происходит расплавление и соединение металлов при их нагреве дугой, создаваемой между металлическим покрытым электродом и деталью. Внешнее покрытие электрода, называемое флюсом, помогает создавать дугу и создает защитный газ и окалину, которые защищают сварку от попадания загрязнений. Сердечник электрода обеспечивает при сварке большую часть заполняющего металла.
Когда электрод перемещается вдоль детали с правильной скоростью, металл осаждается в виде равномерного слоя, называемого наплавленным валиком.
Источник питания для сварки с защищенной дугой обеспечивает ток постоянной силы (СС) и может подавать переменный ток (АС) или постоянный ток (DC), в зависимости от используемого электрода. Наилучшие характеристики при сварке обычно получаются при использовании источников с постоянным током.
Мощность в цепи сварки определяется напряжением и током. Напряжение (В) определяет длину дуги между электродом и деталью и зависит от диаметра электрода. Ток является более значимым компонентом, определяющим мощность в цепи сварки, он измеряется в амперах (А).
Величина тока в амперах, необходимая для выполнения сварки, зависит от диаметра электрода, толщины свариваемых деталей и от положения при сварке. Обычно для сварки небольших деталей требуется электрод меньшего диаметра и ток меньшей силы, чем для сварки крупных деталей такой же толщины. Для тонкого металла требуется ток меньшей силы, чем для толстого металла, а для электрода малого диаметра требуется меньше ампер, чем для электрода большого диаметра.
Предпочтительнее выполнять сварочные работы в горизонтальном положении. Однако если необходимо производить сварку в вертикальном положении или над головой, желательно использовать меньший ток в сравнении с тем, который используется при горизонтальной сварке. Наилучшие результаты сварки получаются при поддержании короткой дуги, перемещении электрода с равномерной скоростью и подаче электрода вниз с постоянной скоростью по мере его расплавления.
Положительное подключение означает, что деталь соединяется с выходом (+) на сварочном источнике питания, а держатель электрода соединяется с выходом (-). Отрицательное подключение означает, что деталь соединяется с выходом (-) на сварочном источнике питания, а держатель электрода соединяется с выходом (+).
Отрицательное подключение означает, что деталь соединяется с выходом (-) на сварочном источнике питания, а держатель электрода соединяется с выходом (+).
• Подсоединить деталь или держатель электрода к выходу (-), без слабины.
• Подсоединить деталь или держатель электрода к выходу (+), без слабины.
• Включить питание выключателем «ВКЛ./ВЫКЛ», при этом начнет светиться индикатор (белый).
• Теперь можно приступить к сварке ММА.
• Для улучшения качества сварки каждый зажим заземления на детали должен быть зажат плотно, и располагаться как можно ближе к месту сварки.
Предупреждение!
1) При использовании некоторых электродов деталь должна быть соединена с выходом (-), а держатель электрода должен быть соединен с выходом (+).
2) Обычно для большинства электродов деталь должна быть соединена с выходом (-), а держатель электрода должен быть соединен с выходом (+).
Индикатор перегрева или превышения тока начинает светиться в том случае, если достигнут порог срабатывания защиты по перегреву для данного оборудования. В случае перегрузки сварочного источника питания возникает перегрев. Данное сварочное оборудование автоматически перезапускается в том случае, если температура внутри сварочного оборудования падает и индикатор гаснет.
Ток сварки выбирается в зависимости от толщины обрабатываемой детали и диаметра сварочного электрода. Для оборудования ММА ток сварки составляет l2=(25-47)*D, где D – диаметр электрода, равный 2,0 мм, 2,5 мм, 3,2 мм, 4,0 мм и т.д.
Невозможно обучиться технологии сварки, просто читая о ней. Опыт приходит только вместе с практикой. Следующие страницы помогут неопытному сварщику понять некоторые аспекты сварки и приобрести знания. Для получения более детальной информации следует приобрести книгу «Дуговая сварка».
Знания оператора о дуговой сварке должны выходить за рамки знаний собственно об электрической дуге. Он должен знать, как контролировать дугу, а для этого требуются знания о сварочной цепи и об оборудовании, которое обеспечивает электрический ток, протекающий внутри дуги. Сварочная цепь начинается там, где кабель электрода подсоединяется к сварочной установке и заканчивается в месте подсоединения рабочего кабеля к той же сварочной установке. Ток протекает через кабель электрода к держателю электрода, проходя через электрод и через дугу. На рабочей стороне дуги ток протекает через металл основы к рабочему кабелю и назад к сварочной установке; цепь должна быть замкнута, чтобы ток мог протекать. Для выполнения сварки рабочий зажим должен быть плотно подсоединен к чистому металлу основы. Для получения хорошего соединения требуется удаление краски, ржавчины и т.п. Рабочий зажим должен подсоединяться как можно ближе к месту, которое будет свариваться. Сварочная цепь не должна проходить через шарниры, подшипники, электронные компоненты и другие устройства, которые могут быть при этом повреждены.
Он должен знать, как контролировать дугу, а для этого требуются знания о сварочной цепи и об оборудовании, которое обеспечивает электрический ток, протекающий внутри дуги. Сварочная цепь начинается там, где кабель электрода подсоединяется к сварочной установке и заканчивается в месте подсоединения рабочего кабеля к той же сварочной установке. Ток протекает через кабель электрода к держателю электрода, проходя через электрод и через дугу. На рабочей стороне дуги ток протекает через металл основы к рабочему кабелю и назад к сварочной установке; цепь должна быть замкнута, чтобы ток мог протекать. Для выполнения сварки рабочий зажим должен быть плотно подсоединен к чистому металлу основы. Для получения хорошего соединения требуется удаление краски, ржавчины и т.п. Рабочий зажим должен подсоединяться как можно ближе к месту, которое будет свариваться. Сварочная цепь не должна проходить через шарниры, подшипники, электронные компоненты и другие устройства, которые могут быть при этом повреждены.
Электрическая дуга образуется между рабочей зоной и концом тонкого металлического стержня, т.е. электрода, который зажат в держателе, который удерживается сварщиком. При удержании конца электрода на расстоянии от зоны сварки или свариваемого металла основы образуется зазор величиной 1,5-2,0 мм. Электрическая дуга возникает в этом зазоре и удерживается на одном месте или перемещается по свариваемому соединению, расплавляя металл во время перемещения.
Хорошая сварочная дуга получается при наличии опыта, твердой руки, хорошего физического состояния и хорошего зрения; оператор контролирует сварочную дугу, и, тем самым, качество производимой сварки.
Рис. 1 Сварочная дуга
Что происходит внутри дуги
На Рис. 1 изображены процессы, которые происходят в электрической дуге.Так вы можете получить представление о том, что в действительности происходит во время сварки.
В середине рисунка виден «поток дуги», который создает дуга при наличии тока, протекающего в промежутке между концом электрода и деталью. Температура дуги в этом месте составляет приблизительно 3300° С. Это более чем достаточно, чтобы расплавить металл основы. Эта дуга достаточно широкая и достаточно горячая, на нее нельзя смотреть незащищенным глазами без риска получить болезненную травму. При наблюдении за дугой следует использовать сильно затемненные стекла, специально созданные для дуговой сварки, эти стекла вставляются в надеваемую на голову маску или в удерживаемый в руке щиток.
Дуга расплавляет металл основы и фактически проникает в него, подобно тому, как вода из садового поливального шланга проникает в землю. Расплавленный металл образует сварочную ванну, и зона расплава постепенно удаляется от дуги при ее перемещении. При перемещении дуги от зоны расплава, сварочная ванна охлаждается и отвердевает. Шлак, образующийся в верхней части сварного шва, защищает его от быстрого охлаждения.
Электрод с покрытием служит не только для того, чтобы подводить ток к дуге. Электрод состоит из металлического сердечника в виде прутка, вокруг которого нанесено спекшееся химическое покрытие. Внутренний металлический пруток расплавляется в дуге и добавляет через дугу капли расплавленного металла в сварочную ванну. Электрод обеспечивает дополнительный металл заполнения шва для заполнения канавки или зазора между двумя кусками металла основы. Покрытие также расплавляется или сгорает в дуге. Оно выполняет несколько функций. Оно делает дугу более устойчивой, обеспечивает экранирование из дымоподобного газа вокруг дуги, чтобы не допускать контакта кислорода и азота воздуха с расплавленным металлом, а также обеспечивает флюс для сварочной ванны. Флюс собирает загрязнения и образует защитную окалину. Разные типы электродов принципиально отличаются друг от друга своим покрытием. Меняя состав покрытия можно существенным образом изменять рабочие характеристики электродов. Понимая различие между покрытиями, сварщик может наиболее правильно подобрать наилучший электрод для выполнения работы.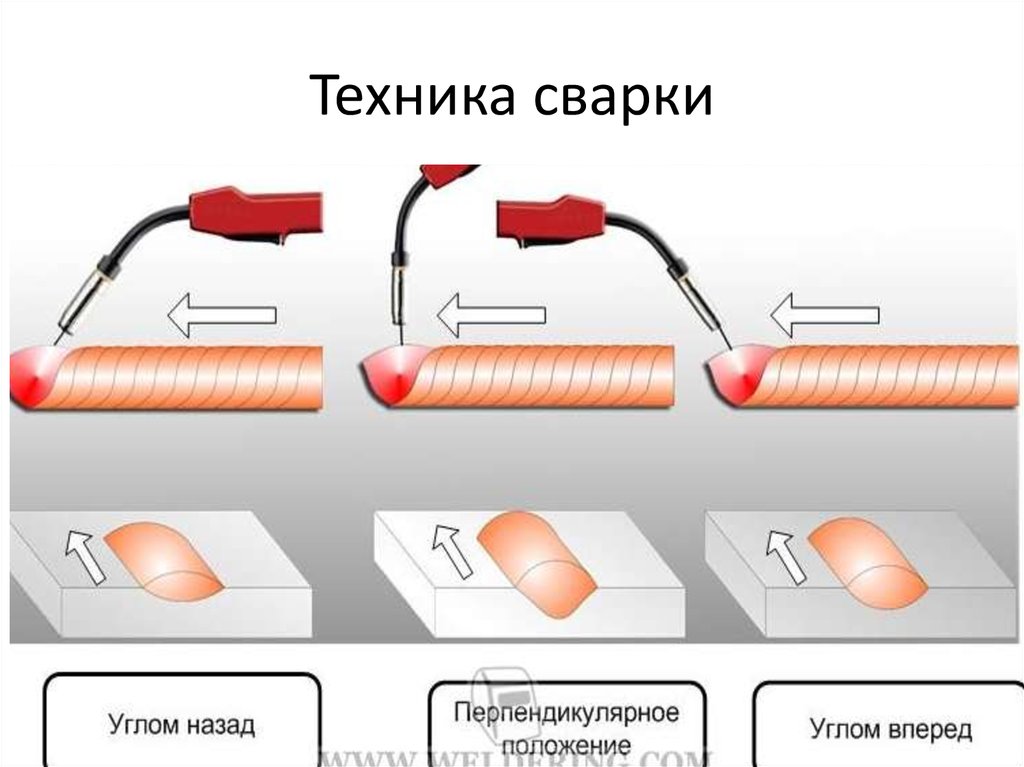
При выборе электрода должно учитываться следующее:
1. желаемый состав сварного шва, например, мягкая сталь, нержавеющая сталь, низколегированная сталь;
2. толщина свариваемой пластины или металла основы;
3. Положение, в котором будет производиться сварка (с опущенным электродом или в другом положении)
4. состояние поверхности свариваемого металла основы;
5. возможность приобретения и работы с требуемыми электродами.
Четыре простых действия-манипуляции имеют первостепенное значение. Отсутствие абсолютного мастерства в этих четырех действиях желаю процесс сварки бессмысленным. Мастерское овладение этими четырьмя действиями делаю процесс сварки простым.
1. Правильное положение при сварке
На рисунке показано правильное положение при сварке для правшей (для левшей оно будет противоположным):
а) Держатель электрода удерживается в правой руке.
б) Левая рука касается снизу правой руки.
в) Левый локоть располагается с левой стороны.
Сварка по возможности производится обеими руками. Это обеспечивает полный контроль над перемещением электрода. Если это возможно, сварка выполняется слева направо (правшами). Это позволяет сварщику видеть то, что он делает. Электрод следует удерживать под небольшим углом, как показано на рисунке.
Рис. 2 Правильное положение при сварке
2. Правильный способ зажигания дуги
Убедиться в том, что рабочий зажим имеет хороший электрический контакт с деталью. Опустить щиток и слегка поцарапать электродом по металлу; при этом будут видны разлетающиеся искры. Царапая, следует приподнять электрод на 3 мм, при этом появится дуга. Примечание: если перестать перемещать электрод во время царапания, он прилипнет. Примечание: большинство новичков пытаются зажечь дугу, производя быстрые ударные движения по плоскости. В результате, электрод прилипает, или движения производятся настолько быстро, что дуга сразу же гаснет.
В результате, электрод прилипает, или движения производятся настолько быстро, что дуга сразу же гаснет.
3. Правильная длина дуги
Длина дуги представляет собой расстояние от конца прутка электрода до металла основы. После возникновения дуги очень важным является поддержание ее правильной длины. Дуга должна быть короткой, длиной приблизительно 1,5-3,0 мм. По мере сгорания электрода он должен подаваться к месту сварки, чтобы поддерживалась правильная длина дуги. Самый простой способ убедиться в том, что дуга имеет правильную длину – просто прислушаться к ее звуку. Хорошая короткая дуга создает потрескивающий звук, очень похожий на шипение жарящихся на сковороде яиц. Неправильная, длинная дуга создает глухой или шипящий звук.4. Правильная скорость сваривания
При выполнении сварки важно, чтобы была видна лужица из расплавленного металла сразу за дугой, но при этом НЕ ДОЛЖНА быть видна сама дуга. Если видна ванна расплава и гребень, где она затвердевает, это указывает на правильно выбранную скорость сваривания. Граница отверждения должна располагаться на расстоянии приблизительно 10 мм от электрода.
Граница отверждения должна располагаться на расстоянии приблизительно 10 мм от электрода.
Рис. 3
Большинство новичков пытаются выполнять сварку слишком быстро, в результате чего получается тонкий, неравномерный сварной шов в виде “червяка”. Это результат того, что новичок не следит за расплавленным металлом.
Важное замечание: при выполнении сварки нет необходимости видеть дугу впереди, сзади или с боковых сторон. Сварку следует производить с постоянной скоростью. Вы поймете, что так выполнять работу легче.
Примечание: при сварке тонкой пластины сварщик может увеличить скорость сварки, а при сварке толстой пластины необходимо двигаться медленно, чтобы получить хорошее проплавление.
ТЕХНИКА СВАРКИ
При приобретении опыта в указанных четырех действиях необходимо всегда добиваться следующего:
1. Правильного положения при сварке;
2. Правильного зажигания дуги;
Правильного зажигания дуги;
3. Правильной длины дуги;
4. Правильной скорости сваривания.
Можно сократить время на обучение, выполняя следующее упражнение. Использовать следующие материалы: – пластину из мягкой стали: 5 мм или несколько толще – электрод: 1/8″ (3,2 мм) З- заданный ток: 100-120 А пер.
Выполняемые действия
1. Научиться зажигать дугу путем царапания электродом по поверхности. При этом электрод следует держать правильно и использовать обе руки.
2. Когда обучающийся научится правильно зажигать дугу без прилипания, необходимо потренироваться в поддержании правильной длины дуги. Длину дуги следует учиться поддерживать по звуку.
3. Когда ученик научится поддерживать короткую потрескивающую дугу, необходимо начинать перемещать ее. Следует постоянно следить за сварочной ванной, а также наблюдать за валиком отверждающегося металла.
4. Выполнять сварные швы на плоской пластине. Затем делать их параллельно верхнему краю (край ближайший к сварщику). Это дает практику в выполнении прямых сварных швов и позволяет хорошо видеть прогресс в обучении, когда, например, 10-й шов выглядит значительно лучше первого. При постоянном контроле своих ошибок и прогресса сварка скоро станет рутинным делом.
Выполнять сварные швы на плоской пластине. Затем делать их параллельно верхнему краю (край ближайший к сварщику). Это дает практику в выполнении прямых сварных швов и позволяет хорошо видеть прогресс в обучении, когда, например, 10-й шов выглядит значительно лучше первого. При постоянном контроле своих ошибок и прогресса сварка скоро станет рутинным делом.
Наиболее распространенные металлы
Большинство металла, которые можно найти возле фермы или небольшой мастерской, представляют собой низкоуглеродистую сталь, иногда называемую мягкой сталью. Обычно из стали такого типа изготавливают листовой металл, пластины, трубы и катаный профиль, например, швеллеры, уголковое железо и двутавровые балки. Такую сталь обычно легко варить без соблюдения специальных требований. Однако некоторые стали содержат большее количество углерода. Типичными примерами являются компенсационные пластины, оси, соединительные штанги, валы, плужные лемехи и лезвия скребков. Эти высокоуглеродистые стали также в большинстве случаев легко свариваются, однако в некоторых случаях необходимы дополнительные процедуры, как например, предварительный прогрев свариваемого металла и тщательный контроль температуры перед сваркой и после нее. Более подробную информацию о различных типах сталей и других металлах, а также о правильных процедурах их сварки можно найти в книге «Дуговая сварка».
Эти высокоуглеродистые стали также в большинстве случаев легко свариваются, однако в некоторых случаях необходимы дополнительные процедуры, как например, предварительный прогрев свариваемого металла и тщательный контроль температуры перед сваркой и после нее. Более подробную информацию о различных типах сталей и других металлах, а также о правильных процедурах их сварки можно найти в книге «Дуговая сварка».
Независимо от типа свариваемого металла важно хорошо подготовить место сварки, на котором не должно быть масла, краски, ржавчины и других загрязнений.
Основы дуговой сварки в защитном металле
By Дженнифер Даллос on on
Объясняются основы этого давно используемого и универсального процесса
При дуговой сварке защищенным металлом (SMAW) дуга между покрытым электродом и сварочной ванной используется для выполнения сварного шва. По мере того, как сварщик постоянно подает электрод с покрытием в сварочную ванну, при распаде покрытия выделяются газы, защищающие ванну. Процесс используется без приложения давления и с присадочным металлом из покрытого электрода. Качественный металл шва, наплавленный в процессе, используется как для соединения, так и для нанесения функциональной поверхности на металлические изделия.
По мере того, как сварщик постоянно подает электрод с покрытием в сварочную ванну, при распаде покрытия выделяются газы, защищающие ванну. Процесс используется без приложения давления и с присадочным металлом из покрытого электрода. Качественный металл шва, наплавленный в процессе, используется как для соединения, так и для нанесения функциональной поверхности на металлические изделия.
Из-за множества возможных вариаций состава покрытия электрода и большого выбора химического состава сердечника, процесс может производить широкий спектр наплавленного металла с требуемыми механическими и физическими свойствами, обеспечивая при этом гладкую дугу, однородный металл. передаточные характеристики и простота в эксплуатации. Это один из старейших и простейших процессов сварки, который до сих пор широко используется.
Простота процесса распространяется на количество и характер необходимых компонентов схемы, а именно:
1. Источник питания с соответствующим номинальным током и рабочим циклом
2. Электрод SMAW, совместимый с выходной мощностью источника питания
Электрод SMAW, совместимый с выходной мощностью источника питания
3. Сварочный кабель подходящего размера
4. Электрододержатель
5. Кабель заготовки.
Основы процесса
Отличительной особенностью SMAW является физическое наличие покрытия/покрытия, которое окружает жилу расходуемого электрода. Покрытый стержень называется электродом, потому что он функционирует как клемма, от которой электрический поток переходит от проводящего твердого тела к проводящей плазме сварочной дуги.
Для любого применения электрод должен соответствовать следующим трем критериям:
1. Он должен экранировать дугу и металл сварного шва.
2. Должен добавлять металл к сварному шву.
3. Он должен выдерживать сварочную дугу.
Эти функции выполняют составляющие покрытия. При достаточном нагреве ингредиенты покрытия делают следующее:
1. Разлагаются на газы и вытесняют воздух в месте сварки, обеспечивая тем самым защиту дуги и металла шва;
2. Ионизация для поддержки дуговой плазмы;
Ионизация для поддержки дуговой плазмы;
3. Плавить расплавленный металл и при охлаждении образовывать на сварном шве защитный шлаковый покров.
Покрытие может также содержать металлические порошки, которые увеличивают вклад металла электрода в сварочную ванну.
Принципы работы
В процессе SMAW используется электрическая цепь, которая поддерживает сварочную дугу для преобразования мощности электрической линии или топлива в тепло. Тепло от сварочной дуги является интенсивным и чрезвычайно концентрированным. Он сразу расплавляет часть заготовки и конец электрода. Сварщик поддерживает длину дуги, удерживая постоянное пространство между электродом и сварочной ванной, которая образуется на изделии. При снятии дуги жидкость плавится, а расплав застывает в сплошной металл.
Элементы типовой сварочной схемы для дуговой сварки защищенным металлом.
Как показано на схеме на рис. 1, источник питания включен в цепь с электродом и заготовкой последовательно. Сварочный кабель, используемый в цепи, электрододержатель и соединение между кабелем и заготовкой также являются важными элементами цепи. Источник питания имеет две отдельные выходные клеммы. С одной клеммы осуществляется подключение к электроду. При использовании постоянного тока (DC) правильная клемма для подключения электрода определяется требуемой полярностью для данного типа электрода. При использовании переменного тока (AC) электрод можно подключить к любой клемме. Цепь между заготовкой и электродом разомкнута.
Сварочный кабель, используемый в цепи, электрододержатель и соединение между кабелем и заготовкой также являются важными элементами цепи. Источник питания имеет две отдельные выходные клеммы. С одной клеммы осуществляется подключение к электроду. При использовании постоянного тока (DC) правильная клемма для подключения электрода определяется требуемой полярностью для данного типа электрода. При использовании переменного тока (AC) электрод можно подключить к любой клемме. Цепь между заготовкой и электродом разомкнута.
Пока электрод SMAW удерживается на расстоянии от заготовки, цепь
остается разомкнутой, и можно использовать вольтметр для измерения падения напряжения между электрододержателем
и заготовкой для этого состояния разомкнутой цепи (предварительной сварки).
Покрытые электроды
Все электроды SMAW имеют покрытие с компонентами, облегчающими процесс сварки, и добавляют легирующие элементы, придающие полезные свойства сварному шву. Без покрытия дугу было бы очень трудно поддерживать, наплавленный металл был бы хрупким из-за растворенного кислорода и азота, валик сварного шва был бы тусклым и неправильной формы, а заготовка была бы подрезана.
Без покрытия дугу было бы очень трудно поддерживать, наплавленный металл был бы хрупким из-за растворенного кислорода и азота, валик сварного шва был бы тусклым и неправильной формы, а заготовка была бы подрезана.
Производители электродов наносят покрытие на электроды SMAW методом экструзии или погружением. Экструзия
используется гораздо шире и достигается путем смешивания сухих компонентов с жидкими силикатами. Процесс погружения используется в основном для электродов SMAW, используемых для сварки чугуна, и для некоторых специальных электродов, которые имеют сложную сердечную проволоку.
Покрытие содержит большую часть стабилизирующих, экранирующих, флюсующих, раскисляющих и шлакообразующих материалов, необходимых для процесса. Помимо поддержания дуги и подачи присадочного металла для наплавки, разрушение покрытия электрода приводит к попаданию других ключевых материалов в дугу или вокруг нее, или и в то, и в другое. В зависимости от типа используемого электрода покрытие электрода обеспечивает следующее:
1. Газ для защиты дуги и предотвращения чрезмерного атмосферного загрязнения расплавленного металла;
Газ для защиты дуги и предотвращения чрезмерного атмосферного загрязнения расплавленного металла;
2. Раскислители, реагирующие с растворенными газообразными элементами, которые могут вызывать пористость, и снижающие их уровень;
3. Флюсы для ускорения химических реакций и очистки сварочной ванны;
4. Шлаковый покров для защиты горячего металла шва от воздуха и улучшения механических свойств, формы валика и чистоты поверхности металла шва;
5. Легирующие элементы для получения желаемой микроструктуры;
6. Элементы и соединения для контроля роста зерна;
7. Легирующие материалы для улучшения механических свойств металла шва;
8. Элементы, влияющие на форму сварочной ванны;
9. Элементы, влияющие на смачивание заготовки и вязкость жидкого металла шва; и
10. Стабилизаторы, помогающие установить желаемые электрические характеристики электрода и свести к минимуму разбрызгивание.
Химические соединения в покрытии в сочетании с составом основной проволоки создают уникальные механические свойства сварного шва и улучшают характеристики сварки, такие как стабильность дуги, тип переноса металла и шлак. Различные типы электродов разработаны не только для сварки различных металлов, но и для оптимизации определенных характеристик процесса и получения преимущества в конкретной области 9.Приложение 0011.
Различные типы электродов разработаны не только для сварки различных металлов, но и для оптимизации определенных характеристик процесса и получения преимущества в конкретной области 9.Приложение 0011.
Защита от дуги
Экранирующее действие процесса, показанного на рис. 2, практически одинаково для всех электродов SMAW, но конкретный метод защиты и объем образующегося шлака варьируются от одного типа электрода к другому.
Как показано на рис. 2, работают два механизма для предотвращения вредного воздействия на сварочную ванну газов, содержащихся в воздухе. Первый — принудительное вытеснение воздуха газами, образующимися при горении и разложении покрытия электрода. Во-вторых, это покрывающее действие флюса или шлака, которое предотвращает диффузию компонентов воздуха в жидкий металл. Покрытия электродов различаются по своей зависимости от этих двух механизмов, чтобы обеспечить наиболее выгодное экранирующее действие для конкретного сварного шва.
Преимущества процесса
Основным преимуществом SMAW является большое разнообразие металлов и сплавов, которые можно сваривать. Имеются процедуры и электроды для сварки углеродистых и низколегированных сталей, высоколегированных сталей, сталей с покрытиями, инструментальных и штамповых сталей, нержавеющих и жаропрочных сталей, чугунов, меди и медных сплавов, а также никелевых и кобальтовых сплавов.
Имеются процедуры и электроды для сварки углеродистых и низколегированных сталей, высоколегированных сталей, сталей с покрытиями, инструментальных и штамповых сталей, нержавеющих и жаропрочных сталей, чугунов, меди и медных сплавов, а также никелевых и кобальтовых сплавов.
Ниже приведены другие преимущества процесса:
1. Оборудование относительно простое, недорогое и портативное.
2. Электрод SMAW обеспечивает как экранирование, так и присадочный металл для получения качественного сварного шва.
3. Вспомогательная газовая защита или гранулированный флюс не требуются.
4. Этот процесс менее чувствителен к ветру и сквозняку, чем процессы дуговой сварки в среде защитного газа.
5. Размеры электродов SMAW идеальны для проникновения в зоны с ограниченным доступом (электроды можно сгибать и с помощью зеркал накладывать в слепых зонах).
6. Этот процесс подходит для большинства часто используемых металлов и сплавов.
7. Этот процесс является гибким и может применяться к различным конфигурациям соединений и положениям сварки.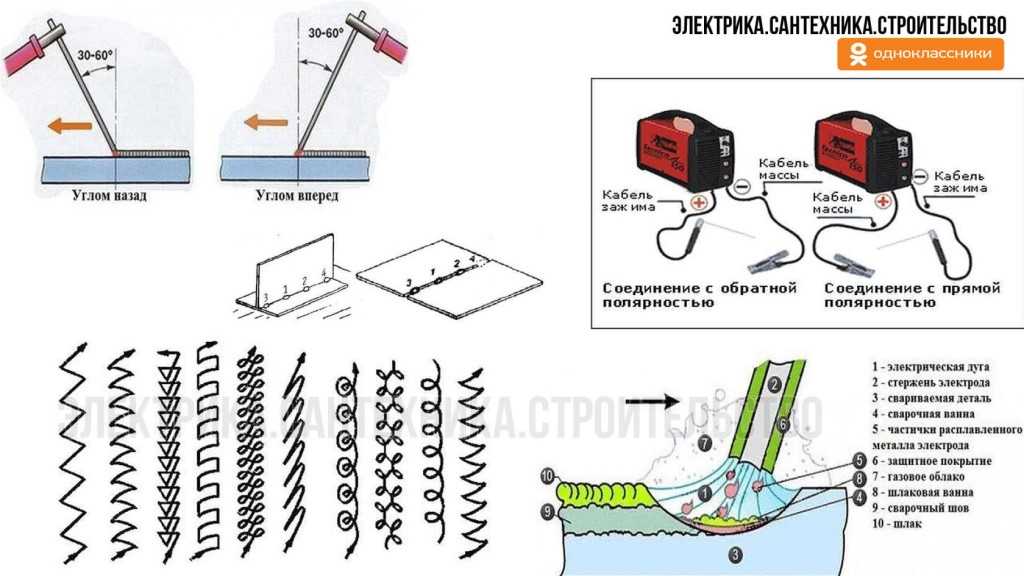
8. Можно легко и надежно получить оптимальные результаты.
Ограничения процесса
1. Металлы с низкой температурой плавления, такие как свинец, олово и цинк, и их сплавы не свариваются методом SMAW. Эти металлы имеют относительно низкие температуры кипения, и сильный нагрев дуги SMAW немедленно заставляет их испаряться из твердого состояния. Дуговая сварка защитным металлом также не подходит для химически активных металлов, таких как титан, цирконий, тантал и ниобий, поскольку обеспечиваемая защита недостаточно инертна для предотвращения загрязнения сварного шва.
2. Этот процесс обеспечивает более низкую скорость наплавки, чем процессы дуговой сварки металлическим электродом в среде защитного газа (GMAW) и дуговой сварки с флюсовой проволокой (FCAW). Скорость осаждения ниже, поскольку максимальный полезный ток ограничен.
3. Если электрод слишком длинный или сила тока слишком высока, количество тепла, выделяемого внутри электрода SMAW, будет чрезмерным. После начала сварки температура покрытия в конечном итоге поднимется до предела, который вызовет преждевременное разрушение покрытия. Этот пробой, в свою очередь, вызывает ухудшение характеристик дуги и снижает уровень защиты. Следовательно, сварка должна быть остановлена до того, как электрод полностью израсходуется. Следовательно, величина тока, который может быть использован, ограничена в диапазоне, предотвращающем перегрев электрода и пробой покрытия. Ограниченный полезный ток обычно приводит к более низкой скорости осаждения, чем при использовании GMAW или FCAW.
После начала сварки температура покрытия в конечном итоге поднимется до предела, который вызовет преждевременное разрушение покрытия. Этот пробой, в свою очередь, вызывает ухудшение характеристик дуги и снижает уровень защиты. Следовательно, сварка должна быть остановлена до того, как электрод полностью израсходуется. Следовательно, величина тока, который может быть использован, ограничена в диапазоне, предотвращающем перегрев электрода и пробой покрытия. Ограниченный полезный ток обычно приводит к более низкой скорости осаждения, чем при использовании GMAW или FCAW.
4. Еще одним неотъемлемым недостатком является потеря заглушки. Заглушка — это конец электрода SMAW, который выбрасывается. Он состоит из жилы провода в захвате электрододержателя и небольшой части покрытой части. Потери на заглушках влияют на эффективность осаждения, а не на скорость осаждения. Более длинные потери в шлейфе напрямую приводят к снижению эффективности осаждения.
5. Коэффициент оператора — время дуги в процентах от общего рабочего времени сварщика — для SMAW обычно ниже, чем при непрерывном электродном процессе, таком как GMAW или FCAW.
Когда для сварки требуется большой объем присадочного металла, сочетание низкой скорости наплавки и
более низкого коэффициента оператора отвлекает от использования SMAW. В этих случаях скорость завершения сварки может быть слишком низкой, а стоимость сварки относительно высокой.
На основе информации из Справочника по сварке, 9-е издание, том 2, Сварочные процессы, часть 1, и Карманного справочника по дуговой сварке в среде защитного металла (SMAW), Американское общество сварщиков,
Майами, Флорида,
Что такое сварка электродом (ММА): Основы для начинающих
Содержание
Сварка электродом — один из старейших видов сварки, используемых до сих пор. Он прост в настройке и относительно прост в освоении, поэтому многие рекомендуют его начинающим сварщикам.
Что такое сварка электродами (MMA)? Ручная дуговая сварка металлическим электродом (MMA) — это процесс дуговой сварки, при котором дуга образуется между электродом, покрытым флюсом, и основным металлом. Дуга вплавляет электрод в заготовку, образуя сварной шов.
Дуга вплавляет электрод в заготовку, образуя сварной шов.
MMA также называется дуговой сваркой в среде защитного металла (SMAW), но чаще всего она известна как «стержневая» сварка, по названию электродов, похожих на стержни, используемых для сварки.
Как работает сварка электродами?Сварка электродом является одним из самых простых видов сварки, так как при этом используется минимальное количество оборудования. Для зажигания дуги требуется замкнутая электрическая цепь, которая формируется всеми компонентами сварочного аппарата.
Сначала к сварочному аппарату подключается электрододержатель, а сам электрод вставляется в держатель. Электрододержатель — это гораздо более простая «горелка» — его единственная цель — удерживать электрод на месте и пропускать через него сварочный ток. Кнопки и циферблаты вообще не задействованы.
Электрод постукивает или ударяется о основной металл, что зажигает дугу между ними. Электроды, используемые при сварке стержнем, являются плавящимися электродами, так как они вплавляются в основной металл, образуя сварной шов.
Это первая половина электрической цепи.
В отличие от MIG или TIG, сварка электродами не требует внешнего газа. Вместо этого внешнее флюсовое покрытие на каждом электроде защищает сварной шов по мере его плавления. Флюсовое покрытие плавится с металлом, выделяя газы изнутри, которые пузырьками выходят на поверхность.
Эти внутренние газы защищают сварной шов от внешних загрязнений, пока сварочная ванна не начнет остывать. После расплавления флюсовое покрытие образует слой шлака над окончательным сварным швом, который необходимо сколоть, чтобы получить чистый законченный шов.
Вторая половина цепи — заземляющий зажим. Если ваша машина не заземлена, ваш электрод не загорится дугой. Его необходимо прикрепить к чистому голому металлу, так как плохая земля также создаст проблемы (например, блуждающую дугу).
Итак, чтобы замкнуть цепь, убедитесь, что вы подключили зажим к машине и соединили его с чистым местом на металле, который вы свариваете.
Для электродуговой сварки доступен ряд различных электродов. Каждый из них имеет собственный классификационный код, в котором подробно описаны свойства каждого электрода. Для электродов из мягкой стали за буквой «Е» следует четырехзначный код, например, E6013.
Вот разбивка того, что означает каждая часть кода:
- Буква «E» означает электрод. Каждый электрод из мягкой стали начинается с Е.
- Первые две цифры (60) обозначают предел прочности электрода на растяжение после сварки. Почти каждый доступный электрод будет иметь маркировку 60 или 70, так как прочность на растяжение от 60 000ksi до 70 000ksi применима практически ко всем металлам.
- Третье число (1) указывает на положение сварки, в котором его можно использовать. Существует только три варианта этого числа: 1 (все положения), 2 (плоское и горизонтальное) и 3 (только плоское).
- Четвертая цифра (3) относится к типу флюсового покрытия. Существует девять различных типов флюсовых покрытий, каждый из которых имеет свои особенности.
 Существует девять различных типов флюсовых покрытий, каждый из которых имеет свои особенности.
Существует девять различных типов флюсовых покрытий, каждый из которых имеет свои особенности.Вообще говоря, наиболее распространенными электродами, используемыми для мягкой стали, являются электроды E6010, E6011, E6013, E7016, E7018 и E7024. Электроды из нержавеющей стали маркируются маркой металла, например, 309L.
Когда дело доходит до обучения сварке электродом, мы рекомендуем использовать E6013, так как они считаются универсальными, они хорошо работают во всех областях применения, все они позиционные и их легко зажигать.
Размер электрода, который вам понадобится, зависит от толщины пластины. Вообще говоря, электрод диаметром 2,5 мм подходит для 3–6 мм, электрод 3,2 мм подходит для 6–12 мм, а электрод диаметром 4 мм подходит для 12–25 мм.
НастройкиСамое приятное в электродуговой сварке то, что есть только одна настройка: ваши усилители.
То, на что вы хотите настроить свои усилители, зависит от нескольких факторов, включая тип и диаметр электрода, толщину основного металла и положение сварки.
Большинство комплектов электродов поставляются с рекомендуемым диапазоном силы тока, при котором электрод может выдержать/плавиться, поэтому, даже если вы понятия не имеете, они обеспечивают хорошую отправную точку. Начиная с середины рекомендуемого диапазона и корректируя его вверх или вниз по мере необходимости, обычно лучший способ найти то, что будет работать для вас.
ПолярностьСварку электродом можно выполнять на переменном или постоянном токе.
По большей части стержневые электроды обычно работают с положительной полярностью или положительным электродом постоянного тока (DCEP). Это означает, что ток заряжен положительно и течет от отрицательного к положительному.
В этом случае ток идет от базовой пластины к электроду. Звучит контрпродуктивно, но затем нагретый электрод снова вплавляется в пластину, обеспечивая прочное проникновение.
Некоторые электроды можно использовать для сварки с отрицательной полярностью или отрицательным электродом постоянного тока (DCEN).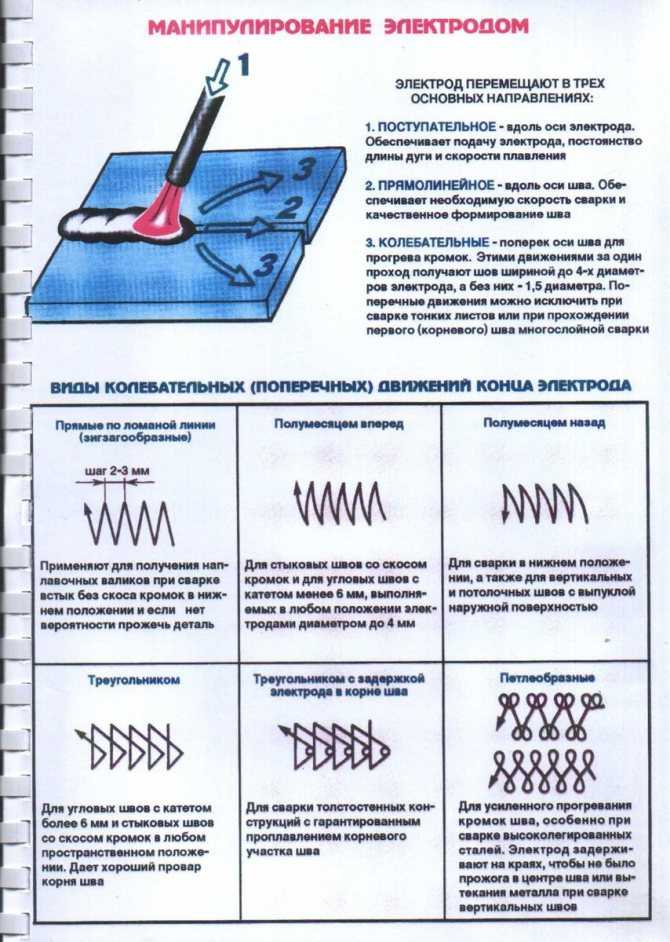 Ток течет в противоположном направлении, от электрода к пластине, что обеспечивает более мелкое проникновение, чем DCEP.
Ток течет в противоположном направлении, от электрода к пластине, что обеспечивает более мелкое проникновение, чем DCEP.
Если у вас есть электрод, который можно использовать на переменном токе, вы обнаружите, что проплавление сварного шва находится между этими двумя значениями. Он не такой поверхностный, как DCEN, но и не такой глубокий, как DCEP. Это связано с тем, что во время сварки ток меняет положительную и отрицательную полярности.
На упаковке каждого стержневого электрода указано, следует ли его использовать в DCEP, DCEN или AC.
Чтобы настроить сварочный аппарат UNIMIG для DCEP, подключите кабель держателя электрода к положительному (+) креплению на панели, а зажим заземления — к отрицательному (-) креплению на панели.
Для DCEN: подключите кабель держателя электрода к отрицательному (-) креплению на панели, а зажим заземления — к положительному (+) креплению на панели.
Сварка постоянным током возможна только на наших специальных машинах для стержней. Таким образом, если у вас есть электрод, который можно использовать на переменном токе, и вы хотите его сваривать именно так, вам понадобится аппарат TIG переменного/постоянного тока, настроенный для сварки электродом.
Таким образом, если у вас есть электрод, который можно использовать на переменном токе, и вы хотите его сваривать именно так, вам понадобится аппарат TIG переменного/постоянного тока, настроенный для сварки электродом.
Чтобы выполнить сварку электродом на переменном токе, вы должны настроить провода для DCEP. На большинстве машин нет специальной настройки «стик переменного тока». Вместо этого вам понадобится версия электрода переменного тока, который вы хотите сварить.
МеталлыСварка стержнем наименее универсальна, когда речь идет о том, на скольких типах металла ее можно использовать. Может сваривать:
- Мягкую сталь
- Нержавеющая сталь
- Чугун
Несмотря на ограниченный диапазон металлов, которые можно сваривать, электродуговая сварка по-прежнему является одним из наиболее распространенных сварочных процессов, используемых сегодня.
Некоторые распространенные способы сварки электродом включают:
- Строительство и строительство. Сварка электродом является наиболее распространенным типом сварки при строительстве крупных объектов. Его способность сваривать очень толстые металлы за несколько проходов делает его идеальным для крупных строительных работ.
- Работа на объекте и на открытом воздухе — поскольку он не содержит газа (а машины, предназначенные для работы с рукоятью, относительно малы), он является лучшим выбором для работы на открытом воздухе и на объекте благодаря своей портативности.
- Общие работы по изготовлению и ремонту. Несмотря на то, что он не может сваривать листовой металл, сварка стержнем по-прежнему является разумным выбором для каркасов, заборов, ремонта ферм и других работ.
- Сварка труб – газовые трубы, трубы электростанций и любой другой вид сварки труб, как правило, лучше использовать палку, особенно для корневого прохода.
- Домашнее хобби и проекты «сделай сам» — простая установка и меньшая стоимость делают сварку электродом отличным выбором для воинов выходного дня, плюс они маленькие, поэтому их легко хранить.
- Добыча полезных ископаемых – не требующие газа, палочные машины являются самыми портативными и идеально подходят для добычи полезных ископаемых.
- Под водой — при подводной сварке используется электродуговая сварка, поскольку это единственный процесс, который можно использовать в воде.

Существует множество причин, по которым палка по-прежнему так популярна в сварочной отрасли и почему она никуда не денется.
- Его можно использовать где угодно. Пока у вас есть доступ к источнику питания, вы можете использовать сварочный аппарат. Это самая портативная машина, благодаря тому, что вам не нужно таскать с собой газовый баллон, куда бы вы ни пошли.
- Легко научиться. Самая сложная часть сварки электродом — постоянное зажигание дуги, остальная часть процесса очень проста, и она отлично подходит в качестве отправной точки для сварки.
- Идеально подходит для использования вне помещений. Поскольку он не использует газ, вы можете работать на любом объекте вне помещений, не беспокоясь о том, что ваш защитный газ сдуется.
- Это не суетливо. В то время как MIG и TIG требуют тщательной очистки основного металла, прежде чем его можно будет сваривать, электродуговая сварка будет работать на ржавчине, прокатной окалине и других загрязнениях. Тем не менее, это только до определенной степени, и все равно лучше всего очищать металл для получения наилучшего сварного шва.
- Это доступно. Специализированные сварочные аппараты для сварки электродов — это самые дешевые машины, которые вы можете получить в каждой точке силы тока, и единственное, что вам нужно для начала работы, — это электроды.
- Может сваривать толще. Аппараты Stick могут сваривать более толстые материалы и более толстые электроды, чем TIG, при той же силе тока.
 Поскольку он не использует газ, вы можете работать на любом объекте вне помещений, не беспокоясь о том, что ваш защитный газ сдуется.
Поскольку он не использует газ, вы можете работать на любом объекте вне помещений, не беспокоясь о том, что ваш защитный газ сдуется. Хотя у нее есть свои преимущества, есть несколько причин, по которым вы бы не стали брать палку.