Сварочные электроды ОЗЛ 6: технические характеристики, аналоги
Данная марка относится к плавким электродам, которые предназначены для работы со сталями с высоким уровнем легирования. Электроды ОЗЛ-6 являются распространенными в промышленной среде, так как они хорошо взаимодействуют со сталями, применяющимися в производстве. Здесь используется для защиты сварочной ванны во время плавления основное покрытие, которое является наиболее подходящим для стальных изделий. Для стержня используется сварочная проволока легированная СВ07Х25Н13. Поэтому, лучше всего их использовать при постоянном токе на обратной полярности. Они применяются в любом пространственном положении, что также обеспечивает им популярность.
Сварочные электроды ОЗЛ-6 диаметром 3 мм
Одним из главных преимуществ здесь является универсальность применения относительно параметров и удобный выбор размеров диаметра, так как они подходят для основной массы выполняемых процедур. И в то же время они используются только для сталей с высоким сопротивлением к температурному воздействию, что ограничивает сферу применения, так как иные металлы будут плавиться быстрее, чем сам электрод. Это электроды для сварки постоянным током обратной полярности, так как если использовать другой род электричества, то качество сваривания начнет резко падать. Перед применением их желательно прокалить.
Это электроды для сварки постоянным током обратной полярности, так как если использовать другой род электричества, то качество сваривания начнет резко падать. Перед применением их желательно прокалить.
Применяя электроды ОЗЛ-6 можно получить наплавленный металл на шве, который будет обладать высокой жаростойкостью. В среднем, он выдерживает температуру около 1000 градусов Цельсия. Здесь будет отсутствовать предрасположенность к кристаллической коррозии. После воздействия экстремально высоких температур у металла повышается хрупкость. Шов содержит от 2,5 до 10% ферритной фазы. В среднем это значение составляет 5,5%. Создаются электроды ОЗЛ-6 по ГОСТ 4266-70.
Электроды ОЗЛ-6 согласно ГОСТ 4266-70
Область применения электрода ОЗЛ-6
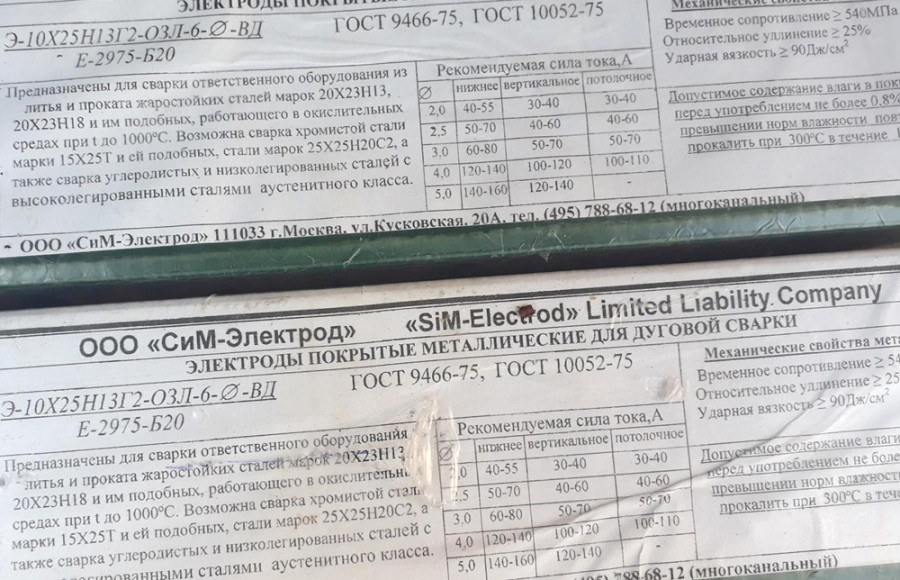
Наплавочные материалы используются при сваривании хромистых сталей, а также жаростойких металлов.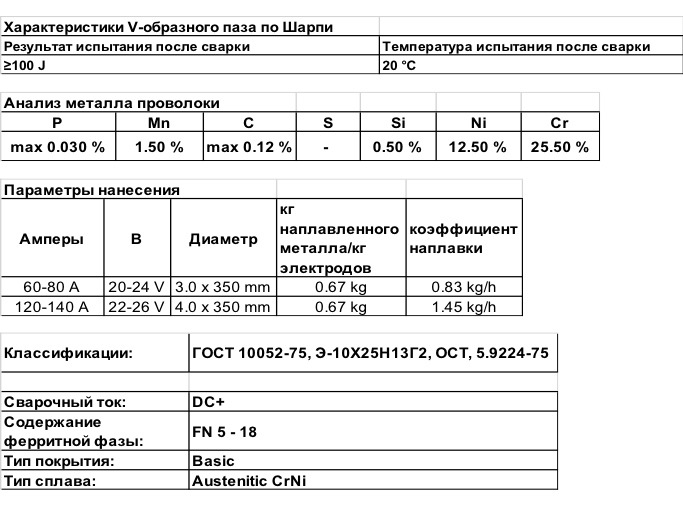 Зачастую используется при работе с такими марками стали как 25Х25Н20С2 и 20Х23Н18. На производстве их применяют для сваривания оборудования, которое было получено литьем или прокатом. Хорошо подходят для тех видов изделий, которые эксплуатируются в окислительной среде. Рабочий температурный диапазон составляет около 1000 градусов Цельсия. Электроды ОЗЛ-6 и их аналоги применяются для соединения сталей с низким уровнем легирования, углеродистых сталей и абстинентных с высоким уровнем легирования.
Зачастую используется при работе с такими марками стали как 25Х25Н20С2 и 20Х23Н18. На производстве их применяют для сваривания оборудования, которое было получено литьем или прокатом. Хорошо подходят для тех видов изделий, которые эксплуатируются в окислительной среде. Рабочий температурный диапазон составляет около 1000 градусов Цельсия. Электроды ОЗЛ-6 и их аналоги применяются для соединения сталей с низким уровнем легирования, углеродистых сталей и абстинентных с высоким уровнем легирования.
Электроды для сварки марки ОЗЛ 6
Технические характеристики электрода ОЗЛ-6
Характеристики электродов ОЗЛ-6 во многом зависят от их химического состава:
Химический элемент | Относительное содержание,% |
Углерод | 0,09 |
Марганец | 1,9 |
Кремний | 0,38 |
Никель | 12,8 |
Хром | 24,9 |
Сера | 0,011 |
Фосфор | 0,022 |
Благодаря этому, наплавленный металл получает такие физические свойства как:
Физические свойства | Значение |
Сопротивление временное, МПа | 610 |
Удлинение относительное, % | 33 |
Вязкость ударная, Дж/см2 | 150 |
Предел текучести, МПа | 410 |
Если рассмотреть характеристики плавления, следует отметить еще такие параметры как:
- Наплавочный коэффициент – 11,5 г/А;
- Производительность наплавления металла – 1,5 кг/ч;
- Масса электродов для наплавки 1 кг шва – 1,6 кг.


Размеры и ассортимент
Данная марка выпускается в трех самых распространенных для производства размерах:
- 3 мм, длиною 350 мм;
- 4 мм, длиною 450 мм;
- 5 мм, длиною 450 мм.
Особенности наплавки данных электродов
Сварочные электроды ОЗЛ-6 расходятся достаточно быстро во время работы, так как для наплавки определенного количества шва требуется, примерно на 60% больше электродов. В сравнение с другими моделями это достаточно высокий коэффициент расхода. Для каждого диаметра изделий требуется подбирать свой диапазон силы тока, чтобы электрод не залипал и при этом не вскипал и разбрызгивался во время наплавления.
Величина диаметра, мм | Длина электрода, м | Величина тока, А | Количество электродов в 1 кг |
3 | 0,35 | 60…130 | 30 |
4 | 0,45 | 100…210 | 15 |
5 | 0,45 | 150…280 | 10 |
Обозначение и расшифровка
Электроды ОЗЛ-6 расшифруются как сварочные электроды, разработанные «СпецЭлектродом», имеющие основное покрытие и предназначенные для легированных сталей.
Аналоги
Помимо отечественных производителей, выпуском подобной модели занимаются и зарубежные компании. Прямыми аналогами, которые используется для тех же целей, здесь являются марки ОК-67.15; ОК-67.60 и ОК-67.75 из Швеции. Также встречается немецкий вариант UTP 68 24. Аналогичным вариантом являются японские электроды KOBE NC39. Сюда же можно отнести американские марки AROSTA 39 и Vertinox 309. Это зарубежные наплавочные материалы, соответствующие по характеристикам ОЗЛ-6.
Сварочные электроды марки ОК-67.15
Производители
Электроды ОЗЛ-6 на данный момент производят такие компании как:
- СпецЭлектрод;
- Фрунзе-Электрод;
- Вадис-М;
- Эком-Плюс.
| ||||||||||||||||||||||||||||||||||||||||
 gif”/>
gif”/>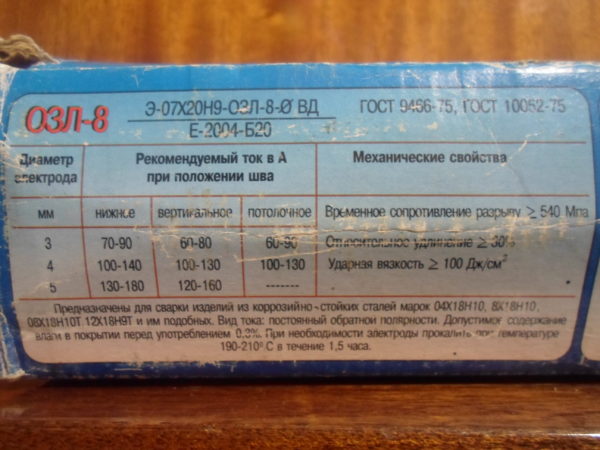 Сварка во всех пространственных положениях, кроме вертикального сверху вниз, постоянным током обратной полярности
Сварка во всех пространственных положениях, кроме вертикального сверху вниз, постоянным током обратной полярности