Пайка алюминия газовой горелкой в домашних условиях
Потребность в спаивании различных деталей возникает как в домашних, так и в промышленных условиях, так как данный процесс можно отнести к мелкому ремонту, хотя нередко приходится сталкиваться и с более масштабными процедурами. Дело в том, что различные виды и способы сварки металла не всегда могут предоставить результат достойного качества, а также не всегда являются подходящими. Поэтому, пайка алюминия газовой горелкой является вполне востребованным методом, который все же имеет ряд своих особенностей, которые придется освоить новичкам. Дело в том, что спаиваемость этого металла не так хороша, как у других разновидностей, но пайка становится более предпочтительной, так как при сильном нагревании металл меняет структуру и сварка портит его свойства, поэтому не всегда можно использовать сварку. Для поддержания качества следует использовать все имеющиеся дополнительные средства, которые предоставляет инфраструктура, разработанная за долгое время.
Пайка алюминия газовой горелкой
При работе с алюминием возникают проблемы в борьбе с оксидной пленкой, которой металл покрывается за относительно небольшой промежуток времени, так что может появиться даже после предварительной обработки. Пайка горелкой заметно отличается от пайки паяльником и считается более удобным процессом, так как тут можно регулировать температуру и мастер получает больше возможностей для деликатной обработки поверхности, причем как тонкого, так и толстого металла. Нередко в это время используются дополнительные флюсы и различные средства обработки. Пайка алюминия в домашних условиях газовой горелкой облегчает предварительное прогревание металла и расплавку дополнительных расходных материалов.
Пайка алюминия своими руками
Естественно, что для получения качественного соединения требуется опыт работы, так как алюминий относится к легкоплавким металлам, а соответственно, его припои имеют высокую растекаемость. При неправильном подходе материал просто растечется по поверхности, так и не заполнив шов соединения, не говоря уже о заделке дыр, где требуется настоящее мастерство.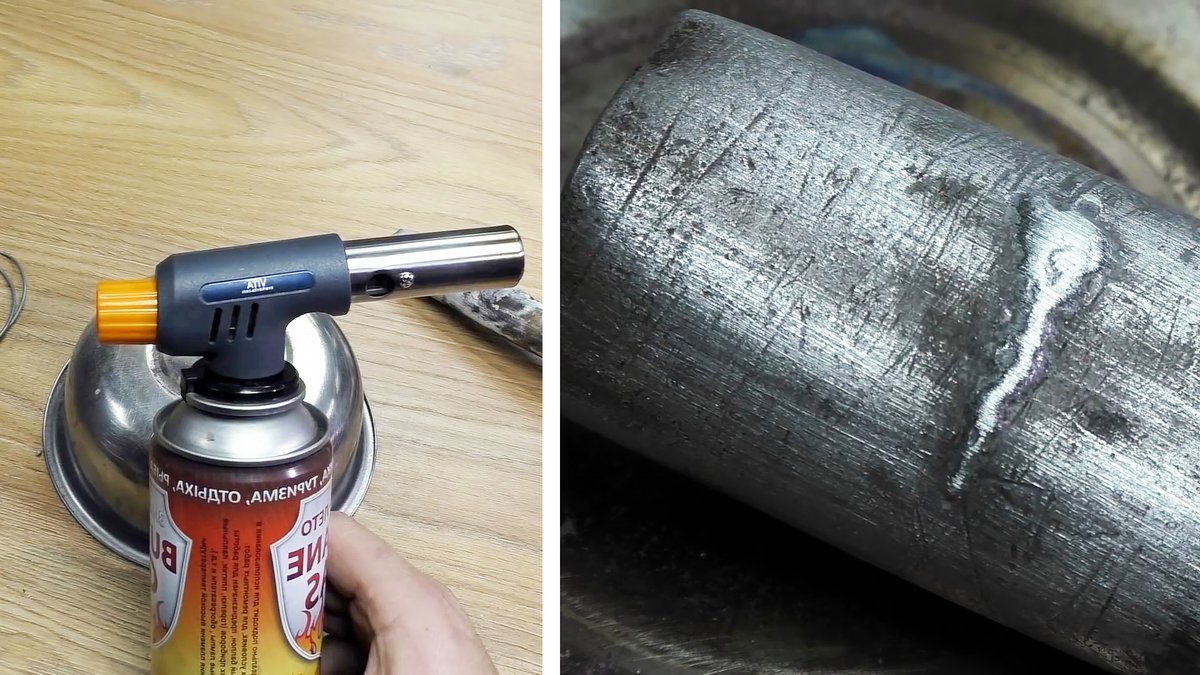 Здесь же очень важным моментом является подбор присадочного материала, так как для каждого вида пайки он требуется свой припой. Из алюминия может создаваться как корпус механизма или какой-либо толстой герметичной емкости, так и обыкновенные провода. Пайка алюминиевых проводов при помощи горелки проходит более легко за счет удобного регулирования температуры пламени и его интенсивности.
Здесь же очень важным моментом является подбор присадочного материала, так как для каждого вида пайки он требуется свой припой. Из алюминия может создаваться как корпус механизма или какой-либо толстой герметичной емкости, так и обыкновенные провода. Пайка алюминиевых проводов при помощи горелки проходит более легко за счет удобного регулирования температуры пламени и его интенсивности.
Преимущества
- Пайка алюминия горелкой является универсальной, в отличие от применения паяльника, и может использоваться как для тонких деталей, так и для толстых;
- Газовая горелка имеет возможность регулировки интенсивности горения пламени, что определяет температуру нагрева, тогда как при работе с паяльником необходимо иметь несколько инструментов различной мощности;
- Горелкой можно подогревать поверхность металла, расплавлять припой и флюс;
- Скорость работы медленнее, так что появляется возможность делать все более качественно и спокойно;
- Итоговые результаты оказываются более качественными, чем при использовании паяльника;
- Инструмент практически сразу готов к использованию и не нужно долго ждать пока он остынет после работы.


Недостатки
- Подготовка к работе занимает более длительный отрезок времени;
- Себестоимость процесса спаивания становится более высокой;
- Работа становится менее безопасной, так как емкость, в которой находится газ, может взорваться, если на нее будет воздействовать открытый источник огня, или же шланги могут пропускать газ, что также нанесет вред организму;
- Оборудование для работы является более дорогостоящим.
Материалы и инструмент
- Основным инструментом является газовая горелка, которая пропускает через себя газ под давлением. Во время горения он расплавляет металл припоя и действует, как главная сила температурной обработки. За счет регулировки подачи давления определяется общая температура пламени.
- Емкость с газом, которая может быть представлена небольшим баллоном. Здесь находится расходный горючий материал, который должен быть надежно изолирован от внешнего воздействия.
- Шланг для соединения горелки и баллона. Его самого, а также соединения, следует всегда проверять на целостность перед использованием.
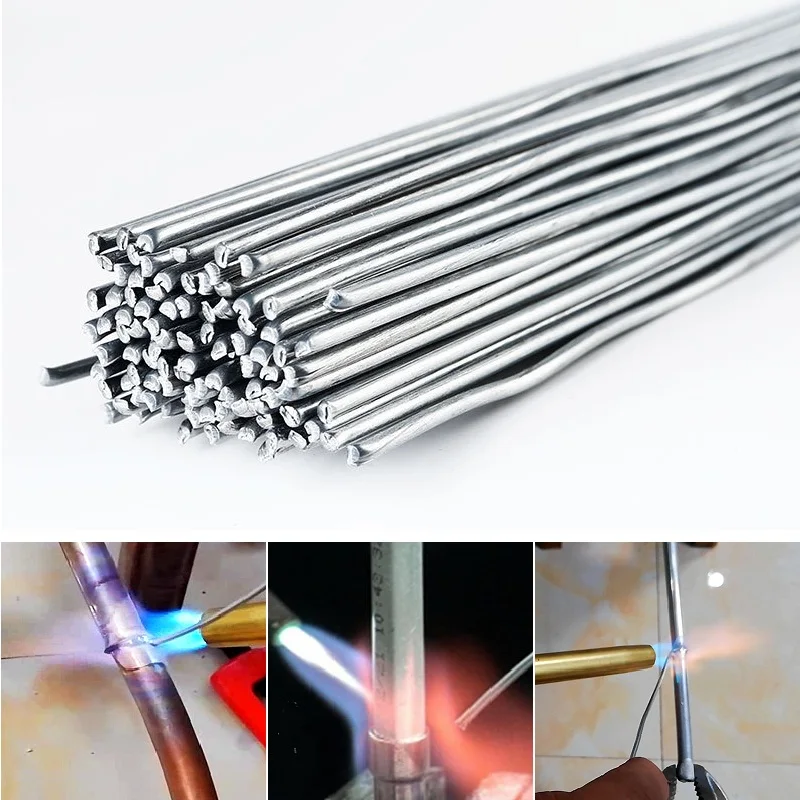
- Припой для пайки алюминия, который выбирается согласно той разновидности процедур, с которыми будет взаимодействие. Когда идет пайка алюминия газовой горелкой присадочная проволока выбирается по составу основного металла.
- Флюс для улучшения свойств спаивания. Он преимущественно используется для толстых заготовок, но также используется и для пайки различных сортов металла, таких как пайка алюминия со сталью газовой горелкой, или особо сложных случаев.
 Его самого, а также соединения, следует всегда проверять на целостность перед использованием.
Его самого, а также соединения, следует всегда проверять на целостность перед использованием.«Важно!
Температура плавления проволоки всегда должна быть ниже температуры плавления основного металла.»
Пошаговая инструкция
- Для начала проводится подготовка поверхности металла, для чего осуществляется предварительная зачистка поверхности детали мелкой металлической щеткой или наждачной бумагой. Также нужна обработка растворителем, который поможет ликвидировать налеты жира и масла, убрать оксидную пленку и прочие негативные эффекты.
- Затем необходимо обработать всю поверхность, где будет проходить пайка, флюсом. Это поможет улучшить свойства спаивания, текучесть и смачиваемость материала.
- После нужно прогреть заготовку при помощи горелки, чтобы припой смог лучше расплавиться и растечься по поверхности.
- После этого уже можно приступать к спаиванию, поднеся припой или присадочную проволоку к поверхности заготовки и зажечь горелку. Обрабатывая пламенем горелки расплавить материал, чтобы он растекся по поверхности и застыл там. Накладывание нескольких слоев может проходить в несколько этапов.
- В конце, когда расходный материал заполнит все трещины и выемки, образуя ровную поверхность, нужно дать остыть и проверить качество соединения.
 Также нужна обработка растворителем, который поможет ликвидировать налеты жира и масла, убрать оксидную пленку и прочие негативные эффекты.
Также нужна обработка растворителем, который поможет ликвидировать налеты жира и масла, убрать оксидную пленку и прочие негативные эффекты.Пайка алюминия горелкой
«Важно!
Если толщина детали более 4 мм, то следует заняться разделкой кромок, так как алюминий иначе не пропаяется.
 »
»Режимы пайки горелкой
Толщина заготовки, мм | Расход припоя, г | Расход газа, мл |
| 1-2 | 0,5-1 | 3-5 |
| 2 -4 | 1-1,5 | 5,5 |
| 6 | 1,5 | 7 |
| 10 | 2 | 11 |
Техника безопасности
Перед каждым использованием газовой техники нужно проверять целостность и исправность работы газового баллона, шлангов и прочих. Баллоны нужно держать максимально далеко от открытого пламени. Вблизи рабочего места не должно быть никаких легко воспламеняемых предметов, а также горючих вещей.
Поделиться в соцсетях
ПОХОЖИЕ СТАТЬИ
Пайка алюминия твердым припоем
Для пайки алюминия и алюминиевых сплавов твердыми припоями в зависимости от источника тепла применяют следующими способы:
- ручная пайка горелкой;
- пайка погружением во флюс;
- печная пайка (вакуумная, в защитной атмосфере)
Известны также более сложные и дорогие способы пайки алюминия твердыми припоями, которые имеют ограниченное применение [2]:
- пайка TIG;
- пайка MIG;
- плазменная пайка;
- лазерная пайка;
- индукционная пайка;
- электрическая пайка сопротивления.

Пайка алюминия горелкой
Ручная пайка
Пайку горелкой (рисунок 1) обычно применяют для ремонтных работ, малых объемов производства, а также вместо сварки. Пайку выполняют такой же горелкой, которую применяют для сварки. Однако при пайке применяют другие насадки для горелки и защитные линзы для глаз. Очень важна хорошая подготовка поверхности стыка перед пайкой. Зазоры между поверхностями в соединении обычно выдерживают от 0,1 до 0,65 мм.
Рисунок 1 – Пайка твердым припоем с помощью горелки
Алюминий при температурах пайки твердыми припоями становиться мягче. Изделие, которое подвергается пайке, под действием собственного веса и давления газа горелки может провиснуть. Особенно это относится к длинным горизонтальным деталям. Чтобы избежать этого такие изделия каким-либо образом поддерживают снизу.
Температура пайки
О температуре пайки обычно судят:
- по флюсу – становится прозрачным при температурах пайки;
- по поверхности алюминия – начинает светиться серебристым цветом;
- по твердому припою – размягчается и начинает плавиться;
- с помощью специальных карандашей – карандашный след меняет свой цвет при достижении температуре пайки.

Пайка погружением во флюс
Технология
Пайка алюминия погружением широко и успешно применяется многие годы, особенно при изготовлении сложных конструкций. Этот метод позволяет быстрый и однородный нагрев и, кроме того, обеспечивает очень узкие размерные допуски.
Детали перед пайкой подвергают очистке, собирают и плотно соединяют друг с другом вместе с установленным в месте соединения припоем. Всю эту конструкцию подогревают в печи примерно до 540 ºС, а затем погружают в расплавленный флюс на 1-2 минуты (рисунки 2 и 3). Предварительный нагрев позволяет избежать падения температуры флюса в ванне.
Рисунок 2 – Пайка погружением во флюс
Рисунок 3 – Производственный процесс пайки погружением [2]
При пайке погружением температуру расплавленного флюса можно контролировать с точностью ±3 ºС. Это значительно лучше точности, которая может быть достигнута на любом другом нагревательном оборудовании. Это позволяет применять припои с температурой ликвидус, которая только на 5-6 ºС ниже температуры солидус основного металла.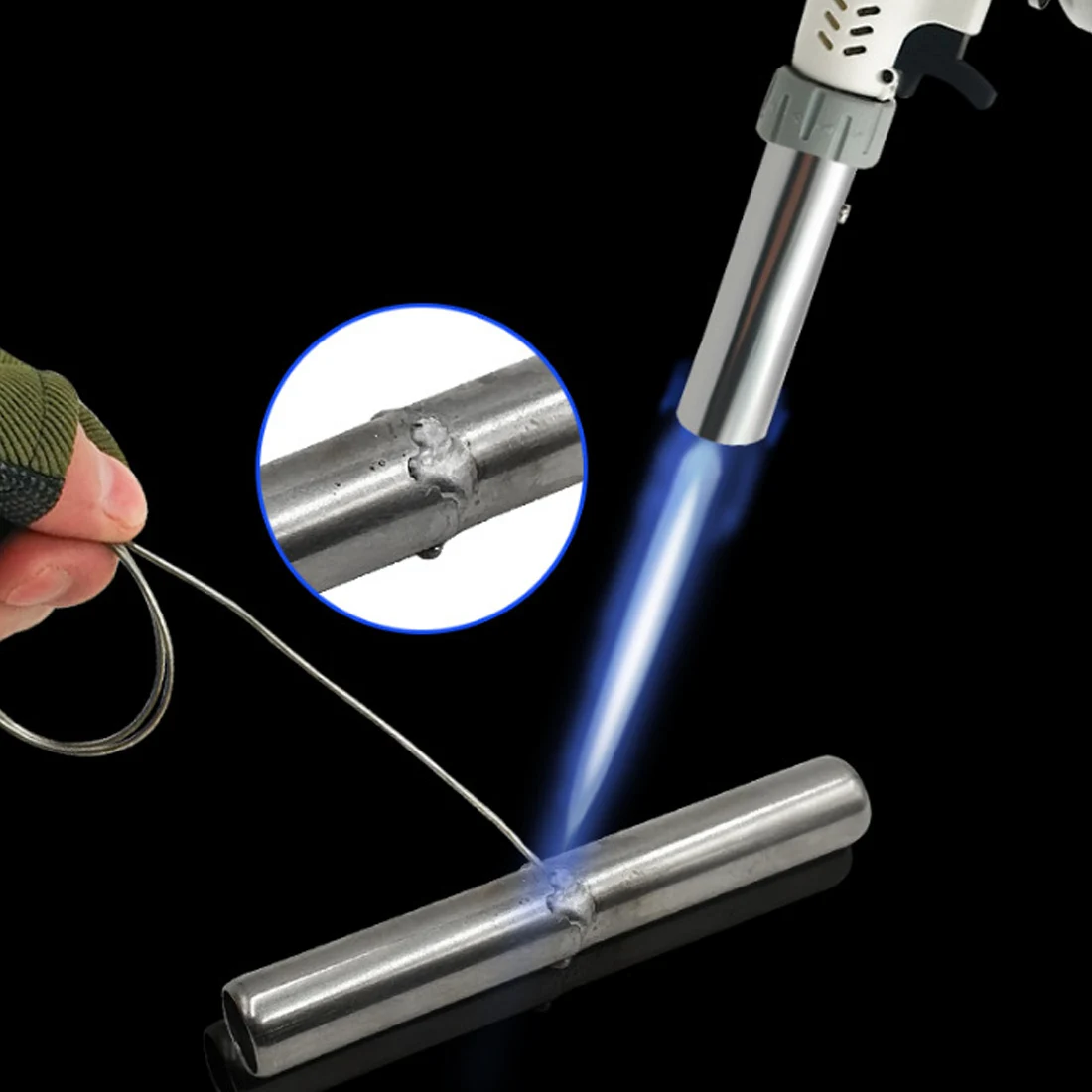 Метод пайки погружением в расплавленный флюс лучше всех подходит для соединения деталей с различными толщинами стенок и размеров. С другой стороны, этот метод требует большого расхода флюсов.
Метод пайки погружением в расплавленный флюс лучше всех подходит для соединения деталей с различными толщинами стенок и размеров. С другой стороны, этот метод требует большого расхода флюсов.
Недостатки
Одним из недостатков этого метода является то, что требуется трудоемкая операция очистки изделия после пайки для удаления остатков флюса. Это накладывает также определенные ограничения на конструкцию изделия, чтобы избежать возможных воздушных пробок.
Другим недостатком метода пайки погружением является то, что он создает значительные проблемы для окружающей среды, При пайке этим методом выделяют пары, которые обладают сильной коррозионной активностью, а также большое количество сточных вод. Поэтому этот метод находит все меньшее применение.
Пайка алюминия в печи
Способ пайки твердыми припоями в печи является вторым по популярности после пайки погружением во флюс. Детали перед пайкой подвергают очистке также как и для других методов пайки. Поверхности под пайку обрабатывают флюсом, устанавливают припой, детали собирают и крепко фиксируют по отношению друг к другу. Часто соединяемые детали конструируют таким образом, что бы они сами фиксировали друг друга.
Часто соединяемые детали конструируют таким образом, что бы они сами фиксировали друг друга.
Рисунок 4 – Пайка в печи
Для пайки алюминия твердыми припоями применяют два типа печей: с загрузкой партий изделий и непрерывного типа. Температуру печи контролируют в пределах ±3 ºС. Тепловая мощность печей должна быть достаточно большой, чтобы обеспечивать быстрый нагрев до температуры пайки. Это нужно для того, чтобы свести к минимуму диффузию кремния в основной металл. После пайки изделие подвергают охлаждению или, при необходимости, закалке.
Листы для пайки
Для изготовления автомобильных теплообменников применяют алюминиевые листы с облицовкой их сплава алюминий-кремний. Эти листы могут быть различных типов в зависимости от особенностей применения (рисунок 5). Принцип технологии печной пайки показан на рисунке 6.
Рисунок 5 – Различные типы алюмириевых листов для пайки [3]
Рисунок 6 – Принцип печной пайки с применением листов для пайки [3]
Источники:
- TALAT Lecture 4601, European Aluminium Association, 1994.
- EEA Aluminium Automotive Manual – Joining – Brazing, EEA, 2015
- https://www.uacj.co.jp/english/products/sheeting/
Сварка алюминия без сварщика: обзор
29 декабря 2022 г. 29 декабря 2022 г. | 22:07
Если вам нужно сварить алюминий, но вам нужен сварочный аппарат, вы можете подумать, что единственный выход — нанять профессионала. Однако есть несколько способов сварки алюминия без использования дорогостоящего оборудования. В этом сообщении блога будут рассмотрены некоторые из самых популярных методов сварки алюминия без использования сварочного аппарата.
Пайка алюминия с помощью горелки и припоя
Один из самых простых способов соединения двух кусков алюминия — это использование кислородно-ацетиленовой горелки и припоя. Процесс включает в себя нагрев металла до тех пор, пока он не станет достаточно теплым, чтобы припой мог образовать связь между ними. Этот метод лучше всего работает на тонких кусках алюминия или при соединении двух плоских поверхностей вместе. Важно отметить, что пайка не создает такого прочного соединения, как сварка, поэтому ее следует использовать только в тех случаях, когда прочность не является основным фактором.
Этот метод лучше всего работает на тонких кусках алюминия или при соединении двух плоских поверхностей вместе. Важно отметить, что пайка не создает такого прочного соединения, как сварка, поэтому ее следует использовать только в тех случаях, когда прочность не является основным фактором.
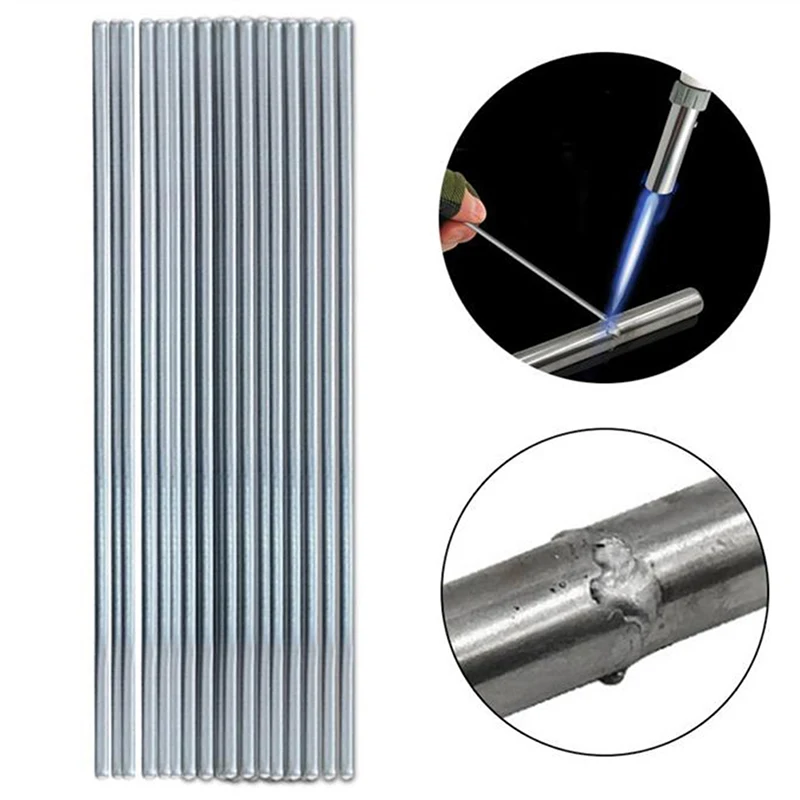
Пайка алюминия с помощью прутков для пайки
Пайка алюминия аналогична пайке, но использует более высокие температуры и другие материалы. Припой из латуни или бронзы плавится и прикладывается к соединению между двумя кусками алюминия, создавая прочную связь между ними. Как и пайка, этот метод следует использовать только тогда, когда прочность не является основным фактором, поскольку он не обеспечивает невероятно прочного соединения по сравнению со сваркой. Кроме того, для пайки требуются специальные инструменты, такие как кислородно-ацетиленовая горелка, и защитное снаряжение, такое как перчатки и защитные очки.
Использование клея для холодной сварки
Другим вариантом соединения двух алюминиевых деталей без сварки является использование клея для холодной сварки, такого как J-B Weld или Bondo Metal Reinforced Filler. Эти продукты предназначены для создания прочных связей между металлами, которые могут выдерживать экстремальные температуры и давления. Они лучше всего работают на плоских поверхностях, которые плотно прилегают друг к другу, хотя их также можно использовать в ситуациях, когда одну часть необходимо слегка согнуть, чтобы они правильно подошли друг к другу. Клеи для холодной сварки относительно просты в использовании и не требуют специальных инструментов или оборудования, помимо того, что вы обычно найдете в любом наборе инструментов для самостоятельной сборки.
Эти продукты предназначены для создания прочных связей между металлами, которые могут выдерживать экстремальные температуры и давления. Они лучше всего работают на плоских поверхностях, которые плотно прилегают друг к другу, хотя их также можно использовать в ситуациях, когда одну часть необходимо слегка согнуть, чтобы они правильно подошли друг к другу. Клеи для холодной сварки относительно просты в использовании и не требуют специальных инструментов или оборудования, помимо того, что вы обычно найдете в любом наборе инструментов для самостоятельной сборки.
Заключение:
Сварка алюминия без сварщика возможна, если вы знаете, какие методы дадут наилучшие результаты для требований вашего проекта. Пайка и пайка являются отличными вариантами, если прочность не имеет решающего значения, в то время как клеи для холодной сварки обеспечивают большую универсальность при работе со сложными формами или деталями неправильного размера. Какой бы метод вы ни выбрали, убедитесь, что вы принимаете надлежащие меры предосторожности, например, носите защитное снаряжение или работаете в хорошо проветриваемых помещениях, если это необходимо!
суровый джайн
Pipingmart — это портал B2B, специализирующийся на металлических, промышленных и трубопроводных изделиях. Кроме того, мы делимся последней информацией и информацией о материалах, продуктах и различных типах марок, чтобы помочь предприятиям, которые занимаются этим бизнесом.
Кроме того, мы делимся последней информацией и информацией о материалах, продуктах и различных типах марок, чтобы помочь предприятиям, которые занимаются этим бизнесом.
Пайка алюминия пропановой горелкой при очень высокой прочности
Пайка алюминия не должна быть сложным процессом. На самом деле, большинство работ можно выполнить дома с помощью очень простых инструментов. Это хорошая новость для тех, кто опасается вкладывать средства в оборудование, необходимое для сварки алюминия. Во многих областях, включая ремонт металлических ванн, изготовление автомобилей на заказ и т. д., пайка алюминия (в отличие от сварки) не требует ничего, кроме пропановой горелки, которая может дать прочные и долговечные результаты.
Сначала примечание о материалах: для этой работы потребуются только простая горелка, немного флюса и паяльник. Имейте в виду, что не все удилища одинаковы. Многие сделают работу лучше и сильнее, чем другие. Небольшое экспериментирование должно быстро показать, что есть что. Несколько рекомендуемых продуктов включают алюминиевый паяльник BernzOmatic, модель AL-3, прутки для пайки/сварки Turner, пруток № 3, Cat A5040 и продукты Master Marketing, ALUMIWELD.
Несколько рекомендуемых продуктов включают алюминиевый паяльник BernzOmatic, модель AL-3, прутки для пайки/сварки Turner, пруток № 3, Cat A5040 и продукты Master Marketing, ALUMIWELD.
Преимущество пайки или пайки алюминия перед сваркой заключается в том, что для этого требуется меньше оборудования: только горелка вместо электродугового сварочного аппарата и аксессуары. Если все сделано правильно, пайка может обеспечить прочное и долговечное соединение гораздо проще. Вот несколько советов по началу работы.
Как и при любом соединении, первым шагом является очистка всех поверхностей, которые будут спаяны. Наиболее распространенный способ сделать это — использовать медицинский спирт и проволочную щетку. Очистка поверхностей позволит обеспечить надлежащее соединение. Вы хотите, чтобы поверхность была блестящей и гладкой, и вы хотите избежать загрязнения области отпечатками пальцев.
При установке соединяемых частей всегда полезно закрепить их с помощью приспособления, если сила тяжести уже не выполняет эту работу за вас. Это связано с тем, что детали будут иметь тенденцию смещаться, поскольку тепло расширяет металл.
Это связано с тем, что детали будут иметь тенденцию смещаться, поскольку тепло расширяет металл.
Хотя использование флюса не обязательно, оно часто помогает добиться лучших результатов. Этот состав, нанесенный на сустав перед добавлением тепла, помогает очистить область, выравнивая температуру. Использование этого материала часто помогает избежать проблем с неравномерным потоком припоя.
Когда все будет готово, вы можете использовать пропановую горелку, чтобы нагреть металл. Если один кусок больше и тяжелее другого, направьте туда большую часть тепла. Идея состоит в том, чтобы довести оба куска до нужной температуры одновременно.
Секрет успешной пайки алюминия, в отличие от сварки чугуна , заключается в прорыве слоя окисления, который естественным образом формируется при нагревании металла. Это можно сделать с помощью самого паяльного стержня, чтобы процарапать этот слой. Техника заключается в том, чтобы втирать стержень в сустав до тех пор, пока не будет достигнута адгезия.