используемые материалы, методы, подготовка деталей
Главная » Обработка металла » Пайка » Принципы пайки алюминия
На чтение 6 мин
Содержание
- Особенности процесса
- Используемые материалы
- Сфера применения процесса
- Методы пайки
- С канифолью
- С применением припоев
- Электрохимический метод
- Подготовка деталей
- Общие принципы пайки алюминия в домашних условиях
Пайка алюминия — сложный процесс, поскольку на поверхности образуется оксидная плёнка, которая мешает проведению работ. Поэтому нужно использовать специальные методики, позволяющие упростить рабочий процесс. Специальные флюсы позволят избавиться от негативных факторов оксидного слоя.
Пайка алюминияОсобенности процесса
Поверхность алюминиевых деталей покрыта оксидной плёнкой, которая обладает высокой химической стойкостью, а также температурой плавления выше в 2 раза, чем чистого металла. В интервале от +2500С до +3000С алюминий становится неустойчивым и подплавляется. Минимальная температур плавления оксидной плёнки составляет +5000С.
Минимальная температур плавления оксидной плёнки составляет +5000С.
При пайке соединяемые детали под наружным слоем начинают плавится. Поэтому пайщику нужно устранить негативное влияние оксидного слоя. Принцип всех способов основан на удалении плёнки, а также повышении адгезионных свойств.
Методы удаления оксидного слоя:
- механический — использование абразивных инструментов для зачистки;
- химический — применение флюсов со специальными составами;
- электрохимический — основан на процессах электролиза.
Оба способа проводятся только в среде с отсутствием доступа кислорода.
Используемые материалы
Для выполнения работ потребуется подготовить следующие материалы:
- флюс;
- припой.
Для получения качественных швов нужно использовать флюс для пайки алюминия на основе цинка, кремния, меди. Стыки получаются прочными, долговечными, стойкими к коррозии, статическим и динамическим нагрузкам.

Для пайки алюминия подходят припои со следующими маркировками:
- ЦОП-40 — тугоплавкий оловянно-цинковый состав;
- ПОС — легкосплавный припой;
- 34А — сплав на основе меди и кремния;
- «Aluminium-13» — зарубежный аналог 34А.
Применение флюса позволяет улучшить адгезию металла с припоем, за счёт чего получить прочное соединение. От его выбора зависит долговечность шва, прочностные характеристики изделия, стойкость материала к негативным воздействиям внешней среды. В составе флюсов содержатся активные элементы: фторборат цинка или аммония, триэтаноламин.
Паяльный жир бывает следующих видов:
- нейтральный на основе канифоли и стеарина — отличается густотой, способен удалять небольшие загрязнения, хорошо держится на поверхности свариваемых металлов;
- активный со сложным химическим составом — эффективно удаляет окислы, следы коррозии, повышает паяльные свойства.
В составе жира содержится хлорид цинка и аммония, парафин, вспомогательные вещества.
Паяльный жир имеет следующие преимущества:
- лёгкое лужение за счёт растекания тонким слоем;
- доступность;
- точность дозировки;
- отсутствие следов после его использования.
Рекомендуется использовать флюсы следующих марок: Ф-64, Ф-61А, Ф-59А, 34А, Ф-5, Ф-124.
Пайка алюминия с припоемСфера применения процесса
Паяные изделия из алюминия применяются в следующих сферах:
- автомобилестроении;
- радиоэлектронике;
- изготовлении оконных рам;
- производстве деталей для велосипедов;
- создании каркасов теплиц, корпусов техники.
Методы пайки
Существуют такие методы пайки:
- с канифолью;
- с припоем;
- электрохимический.
С канифолью
Пошаговая реализация метода:
- Прогревается паяльник.
- Залуживается жало для удаления грязи или нагара.
- Наносится канифоль на стыковочный шов, расплавляется паяльником.
- После расплавления жалом нужно тереть поверхность до тех пор, пока не будет удалена оксидная плёнка.
 Одновременно происходит лужение.
Одновременно происходит лужение. - После завершения процесса элементы стыкуют, нагревают до температуры плавления, затем оставляют остывать.
 Одновременно происходит лужение.
Одновременно происходит лужение.С применением припоев
Метод с использованием припоя для пайки алюминия реализуется следующим образом:
- Стыкуемые поверхности очищаются механическим способом.
- Детали надёжно фиксируются.
- Выполняется локальный прогрев конструкции.
- Стержень с припоем ведут вдоль стыковочного шва, одновременно прогревая его горелкой до расплавления.
Если применяется припой без содержания флюса, то потребуется его использовать отдельно. Он предварительно наносится равномерным слоем на алюминий.
Электрохимический метод
Пошаговая электрохимическая пайка алюминия:
- Поверхность очищается от грязи, частично от оксидной плёнки механическим способом.
- Наносится тонким слоем медный купорос.
- К детали подключается отрицательный электрод источника тока.
- Положительный электрод соединяется с проводом из меди высокой чистоты (диаметр более 1 мм). Располагается над конструкцией на специальной подставке, обеспечивается контакт только с обработанной площадкой.
- Включается источник питания. Начинает протекать процесс электролиза.
- После удаления оксидной плёнки провод убирается, а детали прогреваются паяльником до температуры плавления или используется припой.

Медный купоросЧтобы обеспечить высокое качество пайки, нужно наносить гальванические покрытия специальными инструментами. Они позволят выполнить равномерное омеднение.
Подготовка деталей
В ходе подготовки к проведению работ необходимо использовать следующие способы обработки поверхностей:
- при помощи растворителя выполняется обезжиривание, применяется ацетон, уайт-спирит, бензин;
- удаляется оксидная плёнка при помощи абразивных инструментов либо применяется паяльник или газовая горелка для нанесения флюса.
Общие принципы пайки алюминия в домашних условиях
Основные принципы пайки алюминия в домашних условиях:
- необходимо выполнить качественную очистку поверхности металла от загрязнений, покрытий, оксидной плёнки;
- временной интервал между очисткой и пайкой должен быть минимальным;
- для удаления оксидной плёнки лучше использовать щётки по металлу или паяльники со специальными насадками;
- выбор нагревательного инструмента выполняется в зависимости от площади пайки, так как из-за высокой теплопроводности алюминий быстро остывает;
- если нет подходящего припоя, то допускается использование любого, в составе которого есть олово, свинец;
- при прогреве деталей для нанесения припоя важно не перегреть алюминий, так как он отличается меньшей температурой плавления, по сравнению с оксидной плёнкой;
- залуживание поверхности алюминия сплошным слоем позволит избавиться от появления окислов, что упростит его паяние;
- при использовании горелки важно соблюдать правила противопожарной безопасности, особенно при нанесении растворителей для обезжиривания;
- пайка может выполняться в несколько слоёв, перед нанесением каждого нужно выжидать пока застынет предыдущий;
- использование флюса потребует применения защитных средств, так как в его составе могут содержаться едкие вещества;
- пламя горелки всегда должно быть направлено в противоположную от себя сторону;
- для пайки рекомендуется использовать паяльники мощностью более 100 Вт;
- флюс применяется в основном для элементов с толщиной от 4 мм или поверхностей со сложными формами;
- состав припоя выбирается на основе вида пайки, но температура плавления всегда ниже, чем у алюминия;
- чтобы паять заготовки с толщиной более 4 мм, по краю стыковочного шва нужно срезать кромку под углом 450 для увеличения поверхности контакта;
- после проведения работ необходимо обязательно убедиться в целостности, прочности, равномерности шва.

( Пока оценок нет )
Поделиться
Способы пайки алюминия.
Алюминий — это металл, который активно окисляется на воздухе и на его поверхности образуется тугоплавкая и химически стойкая оксидная пленка. Также температура плавления алюминия всего 660 градусов и его нагрев свыше 300 градусов приводит к уменьшению прочности детали.
Поэтому пайка алюминия должна производиться с использованием специальных химически сильных флюсов и припоем с низкой температурой плавления. Кроме того, есть способы пайки без использования флюсов. Об этих способах написано ниже в статье.
Очень важно, чтобы алюминий был чистым, поэтому обезжириваем будущее место пайки любым растворителем или бензином.
Перед пайкой обязательно чистим алюминиевую деталь наждачной шкуркой или металлической щеткой. Зачистку производим не с целью удалить оксидную пленку, а чтобы сделать поверхность шершавой, что увеличивает площадь соприкосновения будущего места пайки. Это положительно скажется на прочности соединения. В процессе зачистки сдирается слой окислов с поверхности металла, и практически сразу они образуется заново под воздействием кислорода в воздухе. Но новый слой окислов по толщине будет меньше, чем старая оксидная пленка, таким образом облегчается задача флюса.
Это положительно скажется на прочности соединения. В процессе зачистки сдирается слой окислов с поверхности металла, и практически сразу они образуется заново под воздействием кислорода в воздухе. Но новый слой окислов по толщине будет меньше, чем старая оксидная пленка, таким образом облегчается задача флюса.
Нагреваем деталь до необходимой технологической температуры в 250-300 градусов. Это можно сделать с помощью газовой пропановой горелки или с помощью обычной электрической печки. Если деталь большая и нужно нагреть ее локально, то нужно помнить о том, что из-за высокой теплопроводности алюминия нагретое место будет быстро остывать.
Для разрушения оксидной пленки на поверхности алюминия используем специальный флюс. Подойдет флюс Ф-59А, Ф-61А, Ф-64 или с надписью, что он предназначен именно для пайки алюминия.
Наносим флюс на алюминий и приступаем к лужению.
Для пайки алюминия существуют специальные припои, например ЦОП (цинко-оловянный припой) или А250. Вот их и используем для лужения. Натираем припоем место будущей пайки. Если деталь достаточно прогрета, то припой должен плавиться при соприкосновении с алюминием и образовывать небольшой слой полуды. Если этого не происходит, то еще нагреваем деталь до плавления припоя.
Вот их и используем для лужения. Натираем припоем место будущей пайки. Если деталь достаточно прогрета, то припой должен плавиться при соприкосновении с алюминием и образовывать небольшой слой полуды. Если этого не происходит, то еще нагреваем деталь до плавления припоя.
После лужения производим пайку с помощью обычных припоев, например ПОС 30, 40 или ПОС 60.
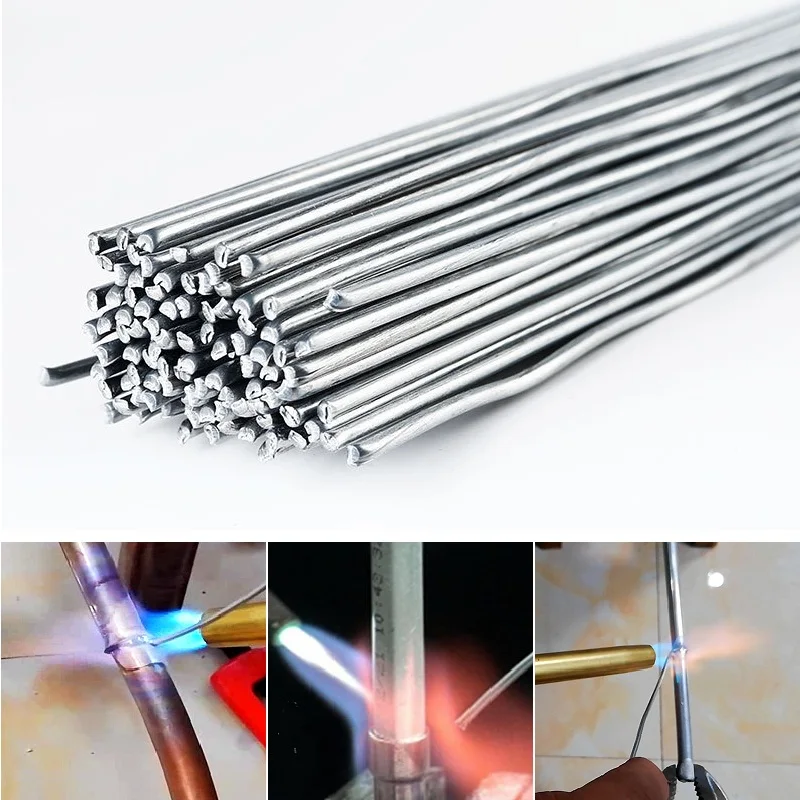
Пайка с использованием припоев со специальным флюсовым сердечникомДля пайки алюминия существуют специальные прутки, которые состоят из припоя и флюсового сердечника. Например, качественный припой CASTOLIN 192FBK или различные припои от китайских производителей с сайта Али экспресс. Также на официальном сайте производителя CASTOLIN размещена информация, что флюс в данных припоях не оказывает коррозионного воздействия и его в большинстве случаев можно оставлять в месте соединения.
Алгоритм действий пайкиНагреваем алюминиевые детали в месте их будущего соединения. Здесь важно не расплавить сами детали, поэтому нужно контролировать их температуру. Это легко сделать с помощью припоя. Для этого стержнем припоя периодически проводим по месту пайки. Если припой начнет плавиться от разогретых деталей, то это говорит о том, что достигнута нужная температура.
Здесь важно не расплавить сами детали, поэтому нужно контролировать их температуру. Это легко сделать с помощью припоя. Для этого стержнем припоя периодически проводим по месту пайки. Если припой начнет плавиться от разогретых деталей, то это говорит о том, что достигнута нужная температура.
Нагрев может занять от трех до пяти минут. Если же нагреть припой до температуры плавления, но не разогреть алюминиевые детали, то припой не будет к ним приставать.
Ни в коем случае не греем сам припой, так как его температура плавления намного меньше, чем температура плавления алюминия.
Пайка алюминия припоем с флюсовым сердечником.Данная технология довольно простая и если выдержать правильно технологическую температуру пайки, то получается довольно качественное соединение.
Технология лужения алюминия с механическим воздействием без флюсаГлавное отличие данной технологии в том, что здесь не используется флюс для деактивирования пленки окислов на поверхности алюминиевых деталей. Но так как пайка алюминия невозможна с оксидной пленкой, то ее убирают механическим способом. При этом защищают алюминий от дальнейшего окисления или наносят слой припоя до того, как алюминий успевает окислиться.
Но так как пайка алюминия невозможна с оксидной пленкой, то ее убирают механическим способом. При этом защищают алюминий от дальнейшего окисления или наносят слой припоя до того, как алюминий успевает окислиться.
В первом случае для того, чтобы алюминий не окислялся кислородом из окружающего воздуха, его защищают слоем машинного масла или расплавленной канифоли. Для этого на место пайки наносят слой машинного масла или канифоли. Затем скоблят поверхность алюминия каким-либо твердым предметом, чтобы содрать оксидную пленку. После, не вытирая масла или канифоли наносят припой и втирают его горячим паяльником.
Соскабливания оксида алюминия с поверхности детали под защитой слоя машинного масла.Таким способом удается выполнить лужение, затем выполняется пайка.
Лужение под слоем масла.Во втором случае алюминиевые детали разогревают до нужной технологической температуры примерно в 250-300 градусов. Сделать это можно любым доступным способом как описано выше по тексту.
Затем на разогретую деталь наносят припой, который расплавляется, но не схватывается с деталью, так как мешает слой окислов.
После припой втирают в деталь используя абразив. Например, можно втирать с помощью бруска точильного камня или использовать шуруповерт с щеткой. Таким образом механически сдирается оксид алюминия, и на его место сразу же втирается припой. Металл просто не успевает окисляться.
Механическое втирание припояМинус этой технологии в том, что разогретый припой в виде капель разлетается во все стороны в момент механического воздействия и таким образом возможен его увеличенный расход. В момент лужения не забываем держать технологическую температуру.
Бернзоматик | Комплект горелки для пайки
Этот сайт использует JavaScript для улучшения функциональности. Некоторые функции могут быть недоступны, если в вашем браузере отключен JavaScript.
Сайт поискаВК5500ОХ
ВК5500ОХ
Комплект горелки для пайки Bernzomatic® включает в себя трубку горелки для пайки, один баллон Bernzomatic MAP-Pro® на 14,1 унции, один кислородный баллон Bernzomatic на 1,4 унции, два стержня для пайки NS3, два стержня для пайки PC3, два стержня для пайки WB5 и искровую зажигалку. Горелка для пайки предлагает регулируемое точное пламя и сочетает в себе MAP-Pro и Oxygen для превосходной теплоотдачи. Он имеет прочную латунную трубку для сжигания, независимые регуляторы подачи топлива и кислорода, а также регулируемое давление для стабильной работы в перевернутом положении, что делает его идеальным для небольших проектов по пайке, сварке и резке металла. Ограниченная 3-летняя гарантия.
Горелка для пайки предлагает регулируемое точное пламя и сочетает в себе MAP-Pro и Oxygen для превосходной теплоотдачи. Он имеет прочную латунную трубку для сжигания, независимые регуляторы подачи топлива и кислорода, а также регулируемое давление для стабильной работы в перевернутом положении, что делает его идеальным для небольших проектов по пайке, сварке и резке металла. Ограниченная 3-летняя гарантия.
- Регулируемое, точное пламя
- М
- О
- Инструкции
- Паспорта безопасности
- Предложение штата Калифорния 65
Использование для
Пайка
Резка металла
Сварка
Характеристики и характеристикиСопутствующие товарыГарантияОтзывыВопросы и ответыХарактеристики и особенности
- Регулируемое точное пламя
- Ручное зажигание
- Независимые регуляторы подачи топлива и кислорода
- Прочная латунная горелка
- Регулировка давления для стабильной работы в перевернутом положении
- Совместимость с топливными баллонами Bernzomatic MAP-Pro® на 14,1 унции и кислородными баллонами на 1,4 унции
- Ограниченная 3-летняя гарантия
- Номер модели WK5500OX
Трехлетняя ограниченная гарантия
Bernzomatic гарантирует первоначальному покупателю, что данное изделие не имеет дефектов материалов и изготовления в течение трех лет с даты покупки. Настоящая гарантия действительна для всех покупок данного продукта 1 июня 2016 г. или после этой даты. Эта гарантия не распространяется на продукт, который был поврежден в результате ненадлежащего обслуживания, аварии или другого неправильного использования, или который не работает из-за естественного износа. и слеза. Эта гарантия аннулируется, если продукт ремонтируется или модифицируется каким-либо образом кем-либо, кроме Bernzomatic.
Настоящая гарантия действительна для всех покупок данного продукта 1 июня 2016 г. или после этой даты. Эта гарантия не распространяется на продукт, который был поврежден в результате ненадлежащего обслуживания, аварии или другого неправильного использования, или который не работает из-за естественного износа. и слеза. Эта гарантия аннулируется, если продукт ремонтируется или модифицируется каким-либо образом кем-либо, кроме Bernzomatic.
Bernzomatic отремонтирует изделие, если в нем будут обнаружены дефекты материалов или изготовления. По выбору Bernzomatic вместо ремонта дефектного изделия может быть предоставлена замена изделия. Единственное обязательство Bernzomatic и ваше исключительное средство правовой защиты по настоящей гарантии ограничиваются таким ремонтом или заменой.
Чтобы подать заявку в соответствии с настоящей Ограниченной трехлетней гарантией, свяжитесь с любым розничным продавцом Bernzomatic или свяжитесь непосредственно с Bernzomatic по телефону 1-800-359-9678.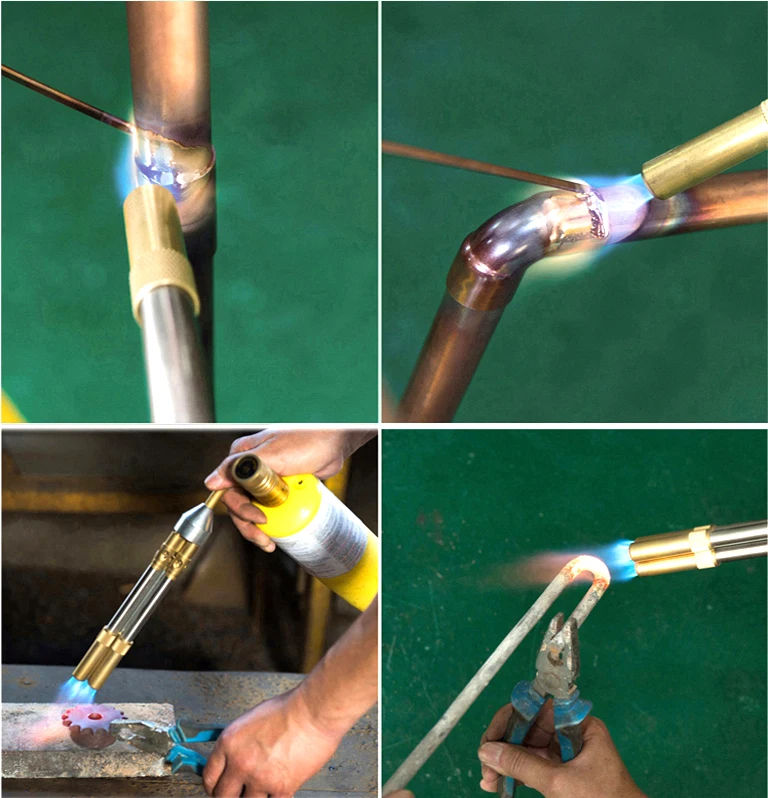 Представитель сервисной службы поможет вам. При подаче претензии предоставьте подтверждение даты покупки.
Представитель сервисной службы поможет вам. При подаче претензии предоставьте подтверждение даты покупки.
Bernzomatic не дает никаких других гарантий в отношении продукта и ограничивает любые подразумеваемые гарантии сроком действия настоящей Ограниченной трехлетней гарантии. Ни при каких обстоятельствах Bernzomatic не несет ответственности за случайные или косвенные убытки. В некоторых штатах не допускаются ограничения срока действия подразумеваемой гарантии, а также исключения или ограничения случайных или косвенных убытков, поэтому указанные выше ограничения или исключения могут не применяться.
Эта гарантия дает вам определенные юридические права, и вы также можете иметь другие права, которые различаются в зависимости от штата.
Прочитать полную гарантию
Загрузить гарантию
Увеличьте температуру пайки
Боб Хенсон и Майк Скраггс
Обсуждение кислородно-ацетиленовых и воздушно-ацетиленовых горелок, включая области применения, сравнения и предложения по основному присадочному металлу
W пайка и пайка, которые обычно используют большинство специалистов по HVACR
ручные горелки в качестве источника тепла. Для пайки обычно используются два
варианты комплектации на выбор: кислород/ацетилен или воздух/ацетилен. Пока
доступны альтернативные топливные газы, большинство подрядчиков по-прежнему используют ацетилен.
особенности оборудования и преимущества каждого типа будут в центре внимания в этой статье.
Для пайки обычно используются два
варианты комплектации на выбор: кислород/ацетилен или воздух/ацетилен. Пока
доступны альтернативные топливные газы, большинство подрядчиков по-прежнему используют ацетилен.
особенности оборудования и преимущества каждого типа будут в центре внимания в этой статье.
Как они работают
Основное различие между двумя установками заключается в том, как ацетилен
сгорел. Для кислородно-ацетиленовой системы требуется баллон со сжатым воздухом.
газ ацетилен, а также баллон со сжатым кислородом высокой чистоты. Это
объединяет эти газы, чтобы получить интенсивную температуру пламени. воздух/ацетилен
система требует использования только одного баллона с ацетиленом и получает кислород из
атмосфера. Так как воздух содержит всего около 21% кислорода, было трудно
старые воздушные / ацетиленовые горелки для достижения более высоких температур пламени, необходимых
для пайки. Это ограничение сделало эти горелки более подходящими для низкотемпературных
пайка.
Кому получить более высокую температуру пламени с воздухом, соотношение воздуха и ацетилена должно быть увеличена. С современным развитием конструкции вихревого сгорания, системы воздух/ацетилен стали пригодными для высокотемпературной пайки. В этих факелы, газообразный ацетилен, проходя через расширительную камеру наконечника, создает Эффект Вентури закачивает больше воздуха в наконечник. Большой объем воздуха смешивается с ацетиленом на повышенной скорости, а ротор или лопасть гомогенизируют газы. Это создает более богатую смесь, которая сгорает более эффективно. Этот уникальный дизайн наконечника придает пламени характерный завихряющийся узор.
Температура
Температура пламени может варьироваться в зависимости от
несколько факторов. Однако температура большинства кислородно-ацетиленовых пламени близка к 5400°F.
на конце внутреннего конуса. Пламя воздух/ацетилен, измеренное при аналогичном
обычно достигают 3000°F. Тот факт, что более низкая температура пламени делает
не обязательно означает снижение эффективности нагрева, будет обсуждаться позже.
Портативность/простота использования
Каждая система требует использования регуляторов, шлангов, рукояток горелки
и советы, но компоненты уникальны для каждого типа системы
Капиллярный эффект втягивает расплавленный припой в пространство между соединяемыми деталями. Здесь используется воздушно-ацетиленовая горелка
Кислород/ацетилен: Большинство установок, используемых в HVACR
промышленности относятся к компактному портативному фонарику. Оператор должен иметь при себе и
заправить два баллона, поэтому дополнительные расходы на кислородный баллон должны быть
обдуманный. Цилиндры обычно изготовлены из стандартного ацетилена «MC» (10 куб.
футов) и кислород «R» (20 куб. футов). В нейтральном пламени используется близкое к 1,1:1 соотношение
кислорода в ацетилен. Так как объемы цилиндров разные, расход равен
неравный. Это означает, что подрядчики могут часто совершать дополнительные поездки за газом. распределителя или носить с собой резервные баллоны.
распределителя или носить с собой резервные баллоны.
Воздух/ацетилен: Эти системы требуют использования только одного ацетиленового баллона размера «MC» или «B» (40 куб. Футов). Один цилиндр а более простые компоненты горелки/регулятора облегчают переноску системы. Другой Преимуществом установки воздух/ацетилен является возможность работы с наконечниками разных размеров при единая настройка давления. Это избавляет от необходимости запоминать и корректировать давление для обоих газов для различных размеров наконечника – требование с кислород/ацетилен.
Безопасность
Поскольку в системе кислород/ацетилен смешиваются два газа
существует вероятность воспламенения, то есть воспламенения смешанных газов. Этот
Проблема безопасности снижается при использовании воздушно-ацетиленовой горелки, поскольку используется только один газ.
используется.
Универсальность
Кислородно-ацетиленовые системы популярны из-за их
способность работать с широким спектром приложений.
Характеристики пламени и пайка
Тот факт, что кислородно-ацетиленовое пламя имеет более высокую температуру
уже упоминалось. Важным соображением является не температура
себя, а как тепло распределяется.
В
Сварка или резка, пламя, сфокусированное на кислороде/ацетилене, необходимо, потому что
тепло должно быть сосредоточено в небольшой точке. Для пайки разные
механизм, называемый «капиллярным действием», необходим для вытягивания расплавленного припоя
в пространство между частями. Для достижения равномерного капиллярного действия оба
детали должны быть равномерно нагреты перед добавлением стержня.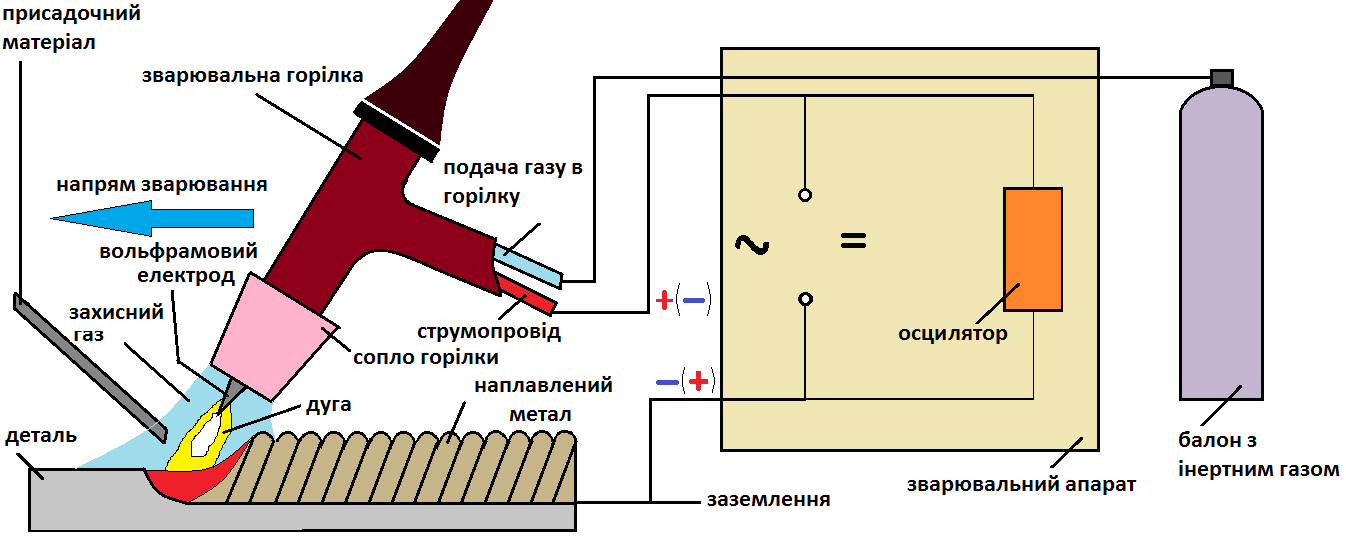
С самая высокая температура сосредоточена в конце внутреннего конуса, если кислород/ацетилен используется для пайки, горелка должна находиться в движении, чтобы равномерно распределять тепло. Факел также должен быть расположен дальше, иначе Интенсивность пламени приведет к перегреву детали, что особенно проблематично для латуни или алюминий.
пламя воздух/ацетилен более щадящее. Внутренний конус можно поместить ближе к часть и оставаться там дольше с меньшей вероятностью прогорания. Чем шире пламя имеет тенденцию оборачиваться вокруг трубы/фитинга и обеспечивает более широкий нагрев распределение. Многие в отрасли считают, что эти функции облегчают пайку, особенно для новых техников.
Алюминий
При пайке меди фосфорно-медно-серебряные стержни плавятся при
температура значительно ниже точки плавления основного металла 1981°F.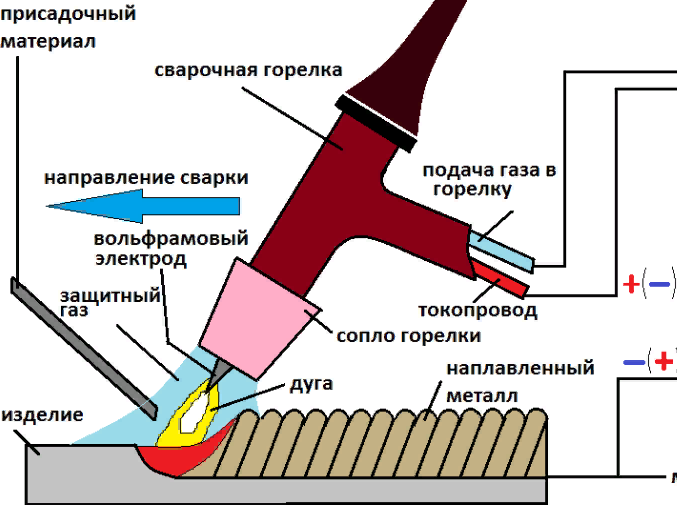 Ан
наблюдается переход отрасли на алюминиевые катушки и другие компоненты. Ремонт
алюминий разный. Основной металл плавится примерно при 1200°F, но большинство
присадочные металлы, используемые для расплава алюминия чуть ниже этой температуры, часто
обеспечивая только разницу в 130 ° F.
Ан
наблюдается переход отрасли на алюминиевые катушки и другие компоненты. Ремонт
алюминий разный. Основной металл плавится примерно при 1200°F, но большинство
присадочные металлы, используемые для расплава алюминия чуть ниже этой температуры, часто
обеспечивая только разницу в 130 ° F.
более низкие температуры плавления алюминия означают, что тепловложение должно быть уменьшено и следует избегать фокусировки пламени в одном месте. Используйте кислород/ацетилен с осторожностью. более высокая температура пламени, особенно вблизи внутреннего конуса, может быстро расплавить алюминиевую трубку. Низкое тепловложение воздуха/ацетилена и более широкое пламя шаблон часто облегчает эту работу.
Схема распределения тепла воздух/ацетилен (слева) и кислород/ацетилен (справа)
сохраняет лидирующие позиции в отрасли. Для пайки многих кондиционеров
однако логичной альтернативой являются воздушно-ацетиленовые горелки.
Подрядчики, пробующие воздушные/ацетиленовые горелки, часто отмечают их портативность и
более низкие эксплуатационные расходы легко компенсируют потенциал немного более длительного времени нагрева.