советы по выбору и отзывы :: SYL.ru
Операции по установке металлических конструкций, прокладка трубопроводов и обработка железных деталей редко обходятся без паяльников и сварочных аппаратов. Формирование качественных и надежных соединений при помощи специального прибора позволяет увеличить эксплуатационный срок изделия и повысить его технические качества.
Для работы в бытовых условиях неплохим выбором становится горелка газовая для пайки, посредством которой можно соединять различные металлы и сплавы. Экономный расход энергии и возможность настраивать силу пламени вкупе с эргономичностью и безопасностью сделали данный прибор оптимальным вариантом не только для новичков, но и для квалифицированных специалистов.
Конструкция горелки
Несмотря на элементарное устройство такие приборы обеспечивают высокую эффективность в ходе работы. На рынке газовая горелка для пайки доступна в разных модификациях, но большинство из них в обязательном порядке включают следующие компоненты:
- Узел для фиксации газовых баллонов.

- Сопло (может иметь разную форму: узкое, широкое, удлиненное).
- Регулятор газа.
- Форсунки.
- Редуктор.

Также возможно наличие вспомогательных элементов, расширяющих возможности, которыми располагает газовая горелка для пайки, в процессе работы. В частности, устройство может включать ветрозащиту, переходники для баллонов разных форм, транспортировочный чехол и т. д. Горелки также различаются по типу газового наполнения, типоразмеру и форме металлического изделия (медный трубопровод, алюминиевые изделия, латунь и т. д.), допускаемого к работе.
Мини-горелки
Хотя газовые горелки по природе своей отличаются портативностью, существуют специальные версии с миниатюрными габаритами. Как правило, такие приборы легко умещаются в руке, а питаются от любого газового баллончика – даже модели для зажигалок сгодятся. При небольшом объеме заправочного баллона (в среднем 6 мл) мини-газовая горелка для пайки может обеспечивать 20 минут работы. Пламя устройства достигает высоких температур (есть модели на 1300 градусов), что позволяет осуществлять высокоэффективную пайку с твердыми припоями. Такие модели просты в эксплуатации и являются оптимальным средством для производства многих ремонтных операций. В частности, такую модель можно использовать в автосервисе и ювелирной мастерской.
Такие модели просты в эксплуатации и являются оптимальным средством для производства многих ремонтных операций. В частности, такую модель можно использовать в автосервисе и ювелирной мастерской.
Правила и техника пайки
Организация пайки предполагает несколько условий, которые облегчат операцию для мастера. При их соблюдении газовая горелка для пайки увеличит шансы на получение качественного результата. Основные правила можно представить так:
- Фиксация деталей должна предполагать их передвижение.
- Для обеспечения равномерности пайки следует быть готовым к перемещению горелки.
- При работе с разнородными металлами наибольшее воздействие пламени должен получать тот сплав, который обладает более высокой теплопроводностью.
Следует предусмотреть и возможность обработки элемента флюсом в ходе работы, а если это невозможно, то сам припой следует погрузить в состав. Кроме того, если предполагается пайка латунью газовой горелкой, канифольно-спиртовый флюс не подойдет, так как потребуется устранение оксидной пленки. Желательно применять хлористый цинк или другие сильнодействующие присадки.
Желательно применять хлористый цинк или другие сильнодействующие присадки.
Пламя горелки следует удерживать перед обрабатываемой зоной пайки, поскольку припой может растекаться по наиболее горячим участкам. Также следует учесть, что при длительном тепловом воздействии аппарат приводит к чрезмерному плавлению, что, в свою очередь, вызывает нежелательные изменения в свойствах припоя.
Особенности пайки алюминия
В работе с алюминием газовая горелка для пайки требует специального подхода к процессу. Когда процедура чистки металла завершится, необходимо щеткой обработать его поверхность подходящей кислотой. Это нужно не только для ускорения процесса пайки, но и как способ выделения рабочей линии.
Далее необходимо нагреть помеченную зону горелкой до момента появления оранжевого оттенка. В качестве газа можно использовать пропан или ацетилен. На этом этапе можно обработать швы детали присадочным материалом. Для этого подойдет смесь, включающая серебро или силумин, а также купорос. Упомянутое перемещение аппарата позволит управлять процедурой.
Упомянутое перемещение аппарата позволит управлять процедурой.
На этом пайка алюминия газовой горелкой завершается – можно остановить нагрев и горячей водой облить рабочую зону. Полученный шов следует зачистить наждачной бумагой или приспособлением с более высокими абразивными качествами до формирования оптимально гладкой поверхности.
Рекомендации по выбору горелки
При выборе газовых горелок учитываются производительность, тип используемого газа и мощность. Так, для осуществления масштабных работ на стройплощадках требуются мощные приборы, которые снабжаются от стационарных газовых баллонов. Для того чтобы справиться с разовыми пайками в быту, стоит предпочесть горелки с одноразовыми баллонами. Существуют и ацитилен-кислородные модели, рассчитанные специально на работу с медными трубами.
В таких аппаратах предусмотрен широкий диапазон температурного воздействия, благодаря чему пайка газовой горелкой меди успешно осуществляется и на промышленных объектах, и в домашних условиях. Собственно, мощность и определяет характеристики припоя. В зависимости от вида пайки следует использовать соответствующую газовую смесь. Бытовые аппараты обычно работают на смесях «газ-воздух». Составы «газ-кислород» чаще используются в операциях с габаритными трубами.
Собственно, мощность и определяет характеристики припоя. В зависимости от вида пайки следует использовать соответствующую газовую смесь. Бытовые аппараты обычно работают на смесях «газ-воздух». Составы «газ-кислород» чаще используются в операциях с габаритными трубами.
Нюансы выбора припоев
На современном рынке доступны различные материалы для обеспечения качественной пайки – среди них легкоплавкие и тугоплавкие припои, гелеобразные и жидкие флюсы, а также всевозможные пасты. Делать выбор следует, ориентируясь на способ пайки и параметры обрабатываемых элементов. Помимо этого, горелка газовая для пайки подбирается с учетом запросов к прочности и коррозионной защите формируемых соединений. Припой может иметь разный состав – встречаются свинец, олово, фосфор, цинк и т. д. Изменяя их процентное содержание, можно варьировать характеристики создаваемого припоя.
Отзывы
Эксплуатация газовых горелок по большому счету удовлетворяет потребителей. Для того чтобы не разочароваться в выборе, следует четко определить задачи и условия применения. Как правило, в отзывах пользователей отмечается мобильность и удобство газовых горелок. Особенно это касается походных моделей и портативных бытовых аппаратов. Нарекания по поводу надежности и безопасности встречаются редко. Чтобы устройство соответствовало назначенным функциям, следует оценить возможность его работы без подогрева, диапазон температур окружающей среды, вопросы, касающиеся утилизации прибора, и сопутствующие нюансы.
Как правило, в отзывах пользователей отмечается мобильность и удобство газовых горелок. Особенно это касается походных моделей и портативных бытовых аппаратов. Нарекания по поводу надежности и безопасности встречаются редко. Чтобы устройство соответствовало назначенным функциям, следует оценить возможность его работы без подогрева, диапазон температур окружающей среды, вопросы, касающиеся утилизации прибора, и сопутствующие нюансы.
используемые материалы, методы, подготовка деталей
Главная » Обработка металла » Пайка » Принципы пайки алюминия
На чтение 6 мин
Содержание
- Особенности процесса
- Используемые материалы
- Сфера применения процесса
- Методы пайки
- С канифолью
- С применением припоев
- Электрохимический метод
- Подготовка деталей
- Общие принципы пайки алюминия в домашних условиях
Пайка алюминия — сложный процесс, поскольку на поверхности образуется оксидная плёнка, которая мешает проведению работ. Поэтому нужно использовать специальные методики, позволяющие упростить рабочий процесс. Специальные флюсы позволят избавиться от негативных факторов оксидного слоя.
Поэтому нужно использовать специальные методики, позволяющие упростить рабочий процесс. Специальные флюсы позволят избавиться от негативных факторов оксидного слоя.
Особенности процесса
Поверхность алюминиевых деталей покрыта оксидной плёнкой, которая обладает высокой химической стойкостью, а также температурой плавления выше в 2 раза, чем чистого металла. В интервале от +2500С до +3000С алюминий становится неустойчивым и подплавляется. Минимальная температур плавления оксидной плёнки составляет +5000С.
При пайке соединяемые детали под наружным слоем начинают плавится. Поэтому пайщику нужно устранить негативное влияние оксидного слоя. Принцип всех способов основан на удалении плёнки, а также повышении адгезионных свойств.
Методы удаления оксидного слоя:
- механический — использование абразивных инструментов для зачистки;
- химический — применение флюсов со специальными составами;
- электрохимический — основан на процессах электролиза.

Оба способа проводятся только в среде с отсутствием доступа кислорода.
Используемые материалы
Для выполнения работ потребуется подготовить следующие материалы:
- флюс;
- припой.
Для получения качественных швов нужно использовать флюс для пайки алюминия на основе цинка, кремния, меди. Стыки получаются прочными, долговечными, стойкими к коррозии, статическим и динамическим нагрузкам.
Для пайки алюминия подходят припои со следующими маркировками:
- ЦОП-40 — тугоплавкий оловянно-цинковый состав;
- ПОС — легкосплавный припой;
- 34А — сплав на основе меди и кремния;
- «Aluminium-13» — зарубежный аналог 34А.
Применение флюса позволяет улучшить адгезию металла с припоем, за счёт чего получить прочное соединение. От его выбора зависит долговечность шва, прочностные характеристики изделия, стойкость материала к негативным воздействиям внешней среды. В составе флюсов содержатся активные элементы: фторборат цинка или аммония, триэтаноламин.
Паяльный жир бывает следующих видов:
- нейтральный на основе канифоли и стеарина — отличается густотой, способен удалять небольшие загрязнения, хорошо держится на поверхности свариваемых металлов;
- активный со сложным химическим составом — эффективно удаляет окислы, следы коррозии, повышает паяльные свойства.
В составе жира содержится хлорид цинка и аммония, парафин, вспомогательные вещества.
Паяльный жир имеет следующие преимущества:
- лёгкое лужение за счёт растекания тонким слоем;
- доступность;
- точность дозировки;
- отсутствие следов после его использования.
Рекомендуется использовать флюсы следующих марок: Ф-64, Ф-61А, Ф-59А, 34А, Ф-5, Ф-124.
Пайка алюминия с припоемСфера применения процесса
Паяные изделия из алюминия применяются в следующих сферах:
- автомобилестроении;
- радиоэлектронике;
- изготовлении оконных рам;
- производстве деталей для велосипедов;
- создании каркасов теплиц, корпусов техники.

Методы пайки
Существуют такие методы пайки:
- с канифолью;
- с припоем;
- электрохимический.
С канифолью
Пошаговая реализация метода:
- Прогревается паяльник.
- Залуживается жало для удаления грязи или нагара.
- Наносится канифоль на стыковочный шов, расплавляется паяльником.
- После расплавления жалом нужно тереть поверхность до тех пор, пока не будет удалена оксидная плёнка. Одновременно происходит лужение.
- После завершения процесса элементы стыкуют, нагревают до температуры плавления, затем оставляют остывать.
С применением припоев
Метод с использованием припоя для пайки алюминия реализуется следующим образом:
- Стыкуемые поверхности очищаются механическим способом.
- Детали надёжно фиксируются.
- Выполняется локальный прогрев конструкции.
- Стержень с припоем ведут вдоль стыковочного шва, одновременно прогревая его горелкой до расплавления.
Если применяется припой без содержания флюса, то потребуется его использовать отдельно.
 Он предварительно наносится равномерным слоем на алюминий.
Он предварительно наносится равномерным слоем на алюминий.Электрохимический метод
Пошаговая электрохимическая пайка алюминия:
- Поверхность очищается от грязи, частично от оксидной плёнки механическим способом.
- Наносится тонким слоем медный купорос.
- К детали подключается отрицательный электрод источника тока.
- Положительный электрод соединяется с проводом из меди высокой чистоты (диаметр более 1 мм). Располагается над конструкцией на специальной подставке, обеспечивается контакт только с обработанной площадкой.
- Включается источник питания. Начинает протекать процесс электролиза.
- После удаления оксидной плёнки провод убирается, а детали прогреваются паяльником до температуры плавления или используется припой.
Медный купоросЧтобы обеспечить высокое качество пайки, нужно наносить гальванические покрытия специальными инструментами. Они позволят выполнить равномерное омеднение.
Подготовка деталей
В ходе подготовки к проведению работ необходимо использовать следующие способы обработки поверхностей:
- при помощи растворителя выполняется обезжиривание, применяется ацетон, уайт-спирит, бензин;
- удаляется оксидная плёнка при помощи абразивных инструментов либо применяется паяльник или газовая горелка для нанесения флюса.

Общие принципы пайки алюминия в домашних условиях
Основные принципы пайки алюминия в домашних условиях:
- необходимо выполнить качественную очистку поверхности металла от загрязнений, покрытий, оксидной плёнки;
- временной интервал между очисткой и пайкой должен быть минимальным;
- для удаления оксидной плёнки лучше использовать щётки по металлу или паяльники со специальными насадками;
- выбор нагревательного инструмента выполняется в зависимости от площади пайки, так как из-за высокой теплопроводности алюминий быстро остывает;
- если нет подходящего припоя, то допускается использование любого, в составе которого есть олово, свинец;
- при прогреве деталей для нанесения припоя важно не перегреть алюминий, так как он отличается меньшей температурой плавления, по сравнению с оксидной плёнкой;
- залуживание поверхности алюминия сплошным слоем позволит избавиться от появления окислов, что упростит его паяние;
- при использовании горелки важно соблюдать правила противопожарной безопасности, особенно при нанесении растворителей для обезжиривания;
- пайка может выполняться в несколько слоёв, перед нанесением каждого нужно выжидать пока застынет предыдущий;
- использование флюса потребует применения защитных средств, так как в его составе могут содержаться едкие вещества;
- пламя горелки всегда должно быть направлено в противоположную от себя сторону;
- для пайки рекомендуется использовать паяльники мощностью более 100 Вт;
- флюс применяется в основном для элементов с толщиной от 4 мм или поверхностей со сложными формами;
- состав припоя выбирается на основе вида пайки, но температура плавления всегда ниже, чем у алюминия;
- чтобы паять заготовки с толщиной более 4 мм, по краю стыковочного шва нужно срезать кромку под углом 450 для увеличения поверхности контакта;
- после проведения работ необходимо обязательно убедиться в целостности, прочности, равномерности шва.

( Пока оценок нет )
Поделиться
Aluminium torch brazing kit (large) – AlumWeld
The set includes:
  •  Propane-butane gas torch , interchangeable nozzles, connection hose,
  Flux-cored filler metals:
     •  AlumWeld Core CL,
     •  AlumWeld Core LQ,
  Присадочные металлы:
     •  AlumWeld CL,
     •  AlumWeld LQ,
   •&nb3 flum 90
Подробное описание комплекта:
| Газовая горелка 2 кВт Пропан-бутановая горелка для пайки. Функции горелки:
| |
| AlumWeld Core CL Упаковка содержит 1 m проволоки ⌀2 m. Неагрессивный порошковый наполнитель для алюминия. Полужидкая консистенция при пайке позволяет пропаивать зазор без затекания наполнителя в отверстие. По этой причине он особенно рекомендуется для ремонта радиаторов и кондиционеров. Благодаря содержанию флюса позволяет паять многие алюминиевые сплавы, а также медь, латунь, бронзу, сталь, нержавеющую сталь и другие сплавы. | |
| AlumWeld Core LQ Упаковка содержит 1 m проволоки ⌀2 m. Неагрессивный порошковый присадочный металл для алюминия и его сплавов. Отлично смачивает спаиваемые поверхности. Его также можно использовать для пайки меди, латуни, бронзы, стали (в том числе оцинкованной и нержавеющей стали) и других металлов. | |
| AlumWeld CL Упаковка содержит 1 m проволоки ⌀2,5 m. Хорошо известный припой для пайки алюминия. Припой обладает высокой прочностью, хорошо проводит электричество и тепло, устойчив к коррозии. Особенно подходит для ремонта, так как консистенция жидкого сплава во время пайки зависит от температуры. Это позволяет, например, герметизировать щель без попадания в нее сплава. | |
| AlumWeld LQ Упаковка содержит 1 m проволоки ⌀2,5 m. Этот припой имеет более низкую температуру плавления и большую текучесть, чем сплав CL, что облегчает пайку. Его можно использовать для соединения многих алюминиевых сплавов и других металлов. | |
| AlumWeld Blue – банка на 10 граммов. Флюс, облегчающий пайку алюминия сплошными проволоками AlumWeld CL и AlumWed LQ. Он также позволяет паять другие металлы. Улучшает текучесть и смачиваемость присадочного металла. После использования требуется ополаскивание теплой водой. |
 Сменные насадки обеспечивают острое, узкое пламя и возможность выбора тепловой мощности. Включает в себя резиновый шланг 1,5 m с коннектором для большого баллона на 11 kg (мы предлагаем переходник для баллона на 1-5 kg). Горелка позволяет паять алюминиевые трубы диаметром до 15 мм и толщиной стенки 1 мм.
Сменные насадки обеспечивают острое, узкое пламя и возможность выбора тепловой мощности. Включает в себя резиновый шланг 1,5 m с коннектором для большого баллона на 11 kg (мы предлагаем переходник для баллона на 1-5 kg). Горелка позволяет паять алюминиевые трубы диаметром до 15 мм и толщиной стенки 1 мм.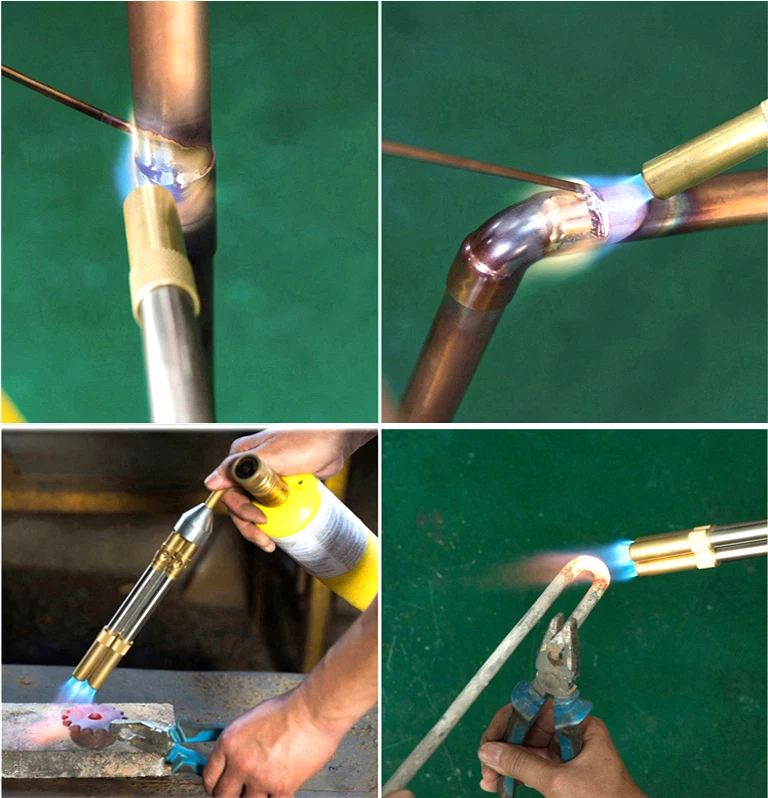

На приведенных ниже фотографиях показаны компоненты, спаянные с использованием материалов AlumWeld.
Будем рады ответить на ваши вопросы.
Телефон: +48 502 83 83 43
HOW-FIX-A-Butane-Torch-Google Shue
AllevideoSbilders-HoppingMapsnewsbücher
Suchoptionen
Чисты
www.youtube.com › смотрите
29. 04.2021 · Три разных маленьких бутановых горелки в любительском стиле достаточно разобраны, чтобы подняться в воздух …
04.2021 · Три разных маленьких бутановых горелки в любительском стиле достаточно разобраны, чтобы подняться в воздух …
Dauer: 35:55
Прислано: 29.04.2021
Ähnliche Fragen
Как починить бутановую горелку, которая не горит?
Почему мой фонарик шипит, но не зажигается?
Как починить зажигалку eagle torch или как починить зажигалку с… зажигалка с… Клапан на переносном…
Dauer: 6:15
Прислан: 28.10.2020
Как починить бутановую зажигалку – YouTube
www.youtube.com › смотреть
02.08.2020 · Мы рассказываем о некоторых простых хитростях и советах, как починить бутановую зажигалку, которая может не …
Dauer: 13:08
Прислано: 02.08.2020
Как починить бутановые зажигалки (общие проблемы… – YouTube
www.youtube.com › смотреть
19.08.2018 · https://amzn .to/2vVh8xyhttps://amzn.to/2vQpeHZhttps://amzn.to/2nRzYl4https://amzn.to …
Dauer: 14:03
Прислано: 19. 08.2018
08.2018
mastorakos: Как починить реактивную зажигалку – YouTube
www.youtube.com › смотреть
08.03.2022 · mastorakos: Ремонт реактивной зажигалки своими руками. … Починка сломанной бутановой зажигалки: общая проблема с…
07.09.2019 · В этом фильме Андрей отвечает на вопрос, который был оставлен на одном из его фильмов. Вопрос был о…
Dauer: 4:11
Прислан: 07.09.2019
Починка сломанной бутановой зажигалки : Common Problem With… : Обычная проблема с простым решением + ПЛОХОЕ топливо не покупать…
Dauer: 12:07
Прислан: 01.01.2012
Как починить бутановую горелку
butanetorchshop.com › Видео
факел, вам нужно будет выключить факел и удалить мешающие частицы припоя. Один из способов прочистить сопло — стрелять сжатым …
5 Общие проблемы, из-за которых зажигалка не загорается, как исправить?
jobonlighter.com › 5-распространенных-проблем-что-факел-свет.