Кошмар по имени 1Д601 – Токарный станок 1Д601
Всем привет, как все пишут “стал счастливым обладателем”…ну-ну…
Имею почти отреставрированный ТВ-16, работать на котором в моем хобийном деле одно удовольствие, но пошло много деталей очень маленького размера, на ТВ-16 попробовал делать-сложно, реально не подлезть резцом, и бабкой поджать проблематично.
Начал искать что-нибудь поменьше, теоретически знаю что 1Д601 и 16т02 около 50см в длину, там только два суппорта меньше патрон(возможно цанги, но для меня это вообще екзотика), написал объявление что ищу и понеслась…300у.е.!!!бери не хочу, состояние ужас, не комплект, врезаны продольные подачи на шпильках и т.д.
Уже вроде и успокоился, думал сам сделать мелкий самопал, но тут приплыло)
Купил 1д601 за 45у.е. чисто посмотреть что за зверь, реально в шоке! Перечитал всю эту ветку и просто удивляюсь, как на этом станке можно точить сталь, и в тех размерах, что описывают(прям как рыбаки-кто больше, длиннее, и крепче сталь)
Все вроде ничего, станина, бабки.. но суппорта!!! КАК?! Мой станок запущен, долго валялся, приржавел, но разобрав суппорта нашел заводскую шабровку, помыл собрал поперечный, смазал, регульнул- то перетянуто, то люфт-КАК?
Пазы вырваны как и в большинства, пока рисую чертежи для фрезеровщика. Все разобрал в ноль, сегодня шлифонул станину, шпиндель нормальный, подшипники поменяю-вопрос кто какие ставит? ЗБ имела скол возле маховика, ждал трещину в месте зажима пиноли но нет её.
Сейчас вопросы следующие:
-как регулировать суппорта(клинья винтиками, может есть какие-то хитрости)?
-кто какие подшипники ставит?
-переводить на поликлин, плоский ремень или круглый пас?
Мотора нет, родного, но есть интересный стоматологический однофазный 70ват) мне хватит
Тумбу не решил пока, хочу запихнуть станок в чемодан-трансформер, как бабушкина швейная машинка)
Ну и ищу 16Т02А/П, в виду вышеизложенного. Этот либо продам после реставрации, либо зачепеушу.
www.chipmaker.ru
1Д601 Станок токарный настольный. Паспорт, схемы, характеристики, описание
Сведения о производителе токарного настольного станка 1Д601
Производителем настольного токарного станка 1Д601 является Кироваканский завод прецизионных станков г. Кировокан (сегодня г. Ванадзор), Армения.
Основным назначением станка было обучение токарному делу в школах, профтехучилищах, техникумах, широко используются в лабораториях, учебных и ремонтных мастерских.
В настоящее время выпуск станков прекращен.
Станки, выпускаемые Кироваканским заводом прецизионных станков
1Д601 Настольный токарный станок. Назначение, область применения
Настольный токарный станок модели 1Д601 предназначается для различных токарных работ по дереву, пластмассам и металлу, выполняемых в патроне и в центрах.
Область применения школьные и походные мастерские технические училища, лаборатории, а также в домашних условиях для любителей токарного дела и конструкторов-моделистов, что поможет использовать время досуга для развития трудовых навыков и изобретательности.
Настольный токарный станок 1Д601 позволяет производить следующие виды работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Сверление и ряд других работ
Основные характеристики токарного станка 1д601
Производитель: Кироваканский завод прецизионных станков, г. Кировокан (сегодня г. Ванадзор).
Токарный станок 1Д601 производился в 1971-1976 по ГОСТ 7599-72.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной – Ø 125 мм;
- Наибольший диаметр точения заготовки типа Вал над верхней частью суппорта – Ø 75 мм;
- Расстояние между центрами – 180 мм;
- Наибольшая длина обтачивания при одной установке суппорта – 55 мм;
- Питающая сеть – 220 В;
- Электродвигатель привода шпинделя – однофазный АВЕ-071-4; 0,180 кВт; 1400 об/мин;
- Вес станка – 30 кг.
Передняя бабка и шпиндель токарного станка 1д601
- Конец шпинделя резьбовой – М27х3 мм
- Стандартный диаметр токарного трехкулачкового патрона – Ø 80 мм
- Диаметр сквозного отверстия в шпинделе – Ø 10,2 мм;
- Наибольший диаметр обрабатываемого прутка – Ø 10 мм;
- Внутренний (инструментальный) конус шпинделя – Морзе 2;
- Обороты шпинделя – 700, 1400, 2800 об/мин;
- Передняя опора шпинделя – радиальные шарикоподшипники № 46205 2 шт;
- Задняя опора шпинделя – радиальный шарикоподшипник № 205 1 шт;
- Смазка подшипников – густая смазка ЦИАТИМ-201 ГОСТ 6257;
- Торможение шпинделя – нет;
Шпиндель станка 1д601 получает 3 скорости вращения от асинхронного электродвигателя через 3-х ступенчатый шкив.
Передний конец шпинделя имеет резьбу М27х3 для установки промежуточного фланца с токарным патроном
1Д601 Общий вид токарного станка
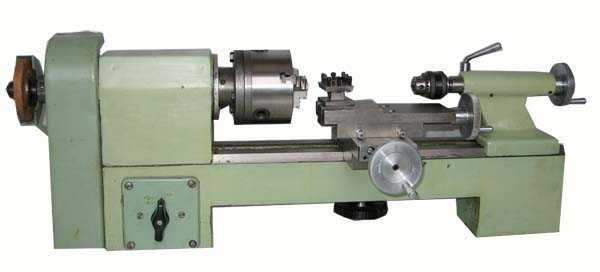
Фото токарного настольного станка 1д601

Фото токарного настольного станка 1д601

Фото токарного настольного станка 1д601

Фото токарного настольного станка 1д601
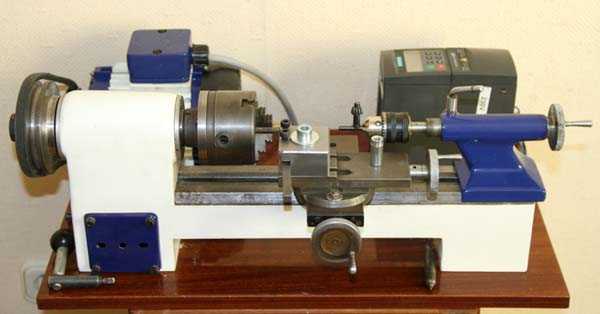
Фото токарного настольного станка 1д601
1Д601 Конструкция токарного станка
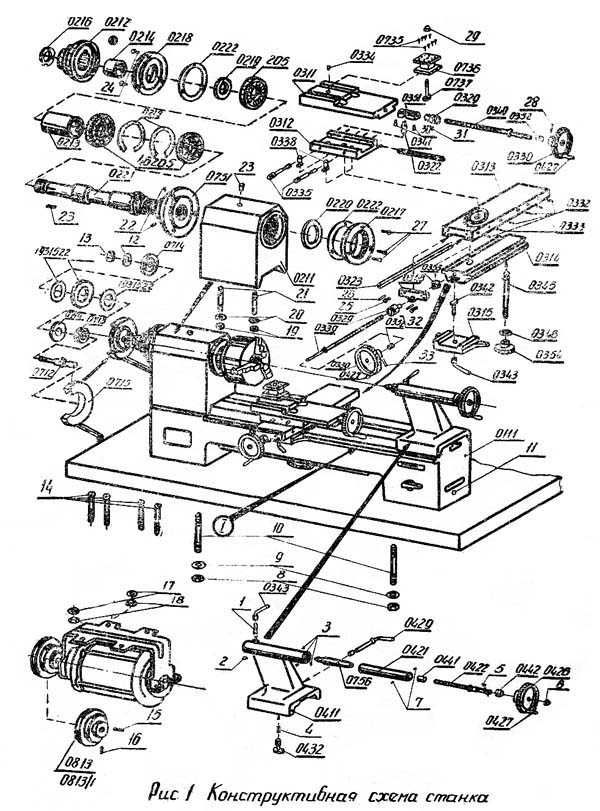
Конструкция токарного настольного станка 1д601
Конструкция токарного станка 1Д601. Смотреть в увеличенном масштабе
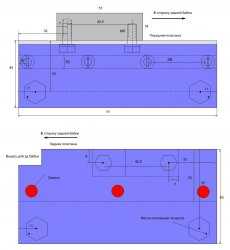
Станина токарного станка 1Д601
Станина (дет. 0111) представляет собой отливку с призматическими направляющими. В левой части станины имеются два отверстия для крепления передней бабки, а в нижней плоскости 2 отверстия M10 для крепления станка к столу Т-образный паз в станине служит для закрепления задней бабки в нужном положении
Призматические направляющие станины обеспечивают совпадение оси шпинделя передней бабки с осью пиноли задней бабки. Вертикальная направляющая (место I) служит для установки суппорта.
Передняя бабка (узел 02—00) крепится на направляющих станины при помощи 2-х шпилек и гаек (дет. 21 и 19). В качестве передней опоры шпинделя применены два радиальных упорных шарикоподшипника № 46205. Задняя опора представляет собой радиальный шарикоподшипник № 205. Сборка деталей передней бабки производится в корпусе (дет. 0211) и затягивается гайкой (дет 0216).
Передняя бабка токарного станка 1Д601
3-х ступенчатый шкив (дет. 0212) установлен консольно на конце шпинделя и передает вращение шпинделю от электродвигателя через синтетический плоский ремень. Передний внутренний конус шпинделя под центр выполнен конусом Морзе КМ2, а задний конус для оправки заточного устройства — под углом 40° с посадочным диаметром 10А.
На передний конец шпинделя надевается шайба патрона (дет. 0751) по резьбе шпинделя М27 х 3 до упора в буртик шпинделя и стопорится 3-мя винтами (дет. 22). Шпиндель передней бабки имеет сквозное отверстие Ø 10,2, что дает возможность обрабатывать прутки диаметром до 10 мм.
Разборку передней бабки в случае необходимости следует начинать с отвинчивания гайки (дет 0216) по часовой стрелке, если смотреть со стороны шкива. Резьба гайки левая. Далее снимается шкив и выпрессовывается шпиндель. Сборку следует производить по рис. 1.
Суппорт токарного станка 1Д601
Суппорт крестовый (узел 05—00) устанавливается и крепится при помощи болта и гайки (дет 0345 и 0354) на станине станка. Перемещение нижних и верхних салазок суппорта (дет. 0311 и 0313) производится с помощью ходовых винтов (дет 0339 и 0340) и бронзовых гаек (дет 0351 и 0353) по направляющим оснований (дет. 0312 и 0314) типа ласточкин хвост.
Резьба продольного и поперечного ходовых винтов М6 х 1 дает возможность на сравнительно малом диаметре лимбов получить цену деления 0,05 мм.
На верхних салазках (дет. 0311) имеются Т-образные пазы для крепления резцедержателя. Для обработки конусных поверхностей необходимо поворотную часть суппорта установить на нужный угол. Для этого следует ослабить сухарики (дет 0338) поворотом эксцентриков (дет 0335) и повернуть верхнее основание на угол совмещением риски верхнего основания с риской шкалы на нижних салазках и снова затянуть сухарики эксцентриками. Цена деления шкалы нижних салазок 4°.
При установке суппорта на станине необходимо упереть планку суппорта (дет. 0315) в узкий прилив станины (место 1 на станине) и затем затянуть гайку (дет. 0354). Этим обеспечивается параллельность продольного и перпендикулярность поперечного перемещений относительно оси шпинделя. Планку (дет. 0315) можно переставлять, ослабив рукояткой (дет. 0343) крепление планки. Этим обеспечивается возможность обработки на станке разных диаметров.
Задняя бабка токарного станка 1Д601
Задняя бабка служит для обработки деталей в центрах, упором при обработке длинных деталей в патроне и сверления отверстий с помощью сверлильного патрона и сверл.
Пиноль задней бабки (дет. 0421) перемещается винтом М6 Х 1 (дет. 0422) от маховичка (дет. 0426) Конус пиноли выполнен кону сом Морзе КМ 1 под центр и оправку для сверлильного патрона.
Для зажима пиноли передней части корпуса (дет. 0411) имеется разрез с зажимной рукояткой (дет 0343) Закрепление задней бабки на станине станка в нужном положении производится с помощью сухарика (дет 0432) и эксцентрика с рукояткой (дет 0429). Пружина (дет. 4) под сухариком служит для выталкивания сухарика во время перестановки задней бабки.
Стол и привод токарного станка 1Д601
Станок устанавливается на стол и крепится двумя шпильками, шайбами и гайками (дет. 10, 9 и 8). Для привода шпинделя применяется однофазный электродвигатель марки ABE—071—4 мощностью 180 Вт оборотами 1400 об/мин. Электродвигатель, на валу которого закреплен 3-х ступенчатый шкив (дет. 0813).
Натяжение ремня осуществляется перестановкой двигателя. При этом нужно ослабить гайки, натянуть ремень и снова затянуть гайки. Перебрасыванием ремня с одной ступени шкивов на другую можно получить на шпинделе три скорости 700, 1400 и 2800 об/мин.
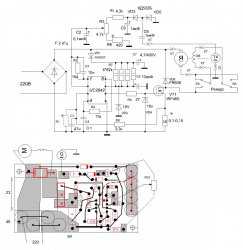
1Д601 Схема электрическая токарного станка
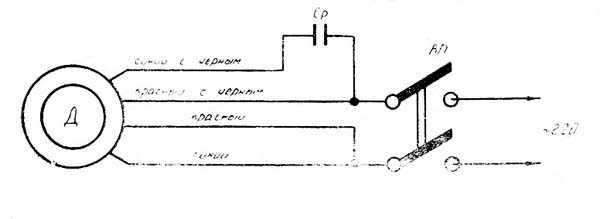
Электрическая схема токарного станка 1д601
Маленький токарный станок по металлу 1д601. Видеоролик
Основные технические характеристики станка 1Д601
| Наименование параметра | 1Д601 | 16Т02П | 16Т02А |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности | Н | П | А |
| Наибольший диаметр заготовки над станиной, мм | 125 | 125 | 125 |
| Наибольший диаметр заготовки над суппортом, мм | 75 | 75 | 75 |
| Высота центров над плоскими направляющими станины, мм | 68 | 68 | |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 180 | 250 | 250 |
| Наибольшая длина обрабатываемой заготовки без переустановки суппорта, мм | 55 | 65 | 65 |
| Наибольшая высота резца, мм | 8 x 8 | 8 x 8 | |
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 10,2 | 10,2 | 10,2 |
| Конус Морзе шпинделя | Морзе 2 | Морзе 0 | Морзе 0 |
| Число ступеней частот прямого вращения шпинделя | 3 | 6 | 6 |
| Частота прямого вращения шпинделя, об/мин | 700, 1400, 2800 | 400, 630, 1000, 1250, 2500, 4000 | 400, 630, 1000, 1250, 2500, 4000 |
| Суппорт. Подачи | |||
| Продольное перемещение суппорта | Ручное | Ручное | Ручное |
| Наибольшее поперечное перемещение суппорта, мм | 60 | 60 | |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,05 | 0,01 | 0,01 |
| Наибольшее перемещение верхних (резцовых) салазок, мм | 65 | 65 | |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,01 | 0,01 |
| Угол поворота верхней каретки суппорта, град | ±30 | ±30 | |
| Задняя бабка | |||
| Конус Морзе задней бабки | Морзе 1 | Морзе 0 | Морзе 0 |
| Наибольшее перемещение пиноли, мм | 35 | 40 | 40 |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт (об/мин) | 0,180 (1400) | 0,25 | 0,25 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 680 х 200 х 220 | 695 х 520 х 300 | 695 х 520 х 300 |
| Масса станка, кг | 30 | 35 | 35 |
Полезные ссылки по теме. Дополнительная информация
Каталог справочник настольных токарных станков
Паспорта к настольным токарным станкам и оборудованию
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Паспорт 1д601 стоит ли покупать
Опции темы
Поиск по теме
Отображение
- Линейный вид
- Комбинированный вид
- Древовидный вид
Доводка до ума настольного токарного 1Д601
Всем здрасти
На форуме была уже тема где описывался процесс оЧэПэУшивания 1Д601. Там частично был описан процесс переборки станка, но было мало подробностей. Собственно, сейчас у меня руки дошли до неспешной переборки и переделки станка в нормальный рабочий вариант (Пока без чпу). Ибо Кироваканский завод прецензионных (!) станков выпускал не станок, а полуфабрикат
Процесс запечатляю на видео.
Пока выложил 6 эпизодов. Остальные буду добавлять по мере выполнения работ.
Думаю владельцам подобных станков, информация будет полезна. Комментарии приветствуются.
Сам являюсь владельцем такой малютки. И у меня возник вопрос — чего хотите добиться, в чем смысл данной переделки? Станок детский, подходит для разной мелочевки, стоит ли в него вкладывать столько времени?
Если кратко. Я хочу повысить точность и жесткость этого станка, чтобы он в работе был также удобен, как и его собратья в его весовой группе. Считаю что затраты по времени вполне обоснованы. Так как станок у меня не убитый, пазы нигде не выломаны, износ трущихся поверхностей относительно минимальный (больше косяков именно с качеством изготовления). Да и чистого времени на него уходит не так много, как может показаться.
Тут также вопрос стоит в том, что резонней: тратить время на доводку этого или тратить деньги на приобритение нового. Стоят станки сейчас ой как не мало. А если и попадется какой нибудь “дешево” б/у советский, напр. ТВ-16 (от $500, остальное — хлам ), то это — кот в мешке, в который почти 100% нужно будет вкладывать время и деньги. Свой станок я знаю. Вот этими факторами я руководстовался в принятии решении по доводке.
Думаю, что сия тема также может пригодится владельцам похожих на 1д601 по габаритам и конструктиву (ТНШ-1, Т28, 16Т02 и пр. + некоторые современные китайские).
Кратенький анонс что будет в итоге:
- три подшипника в переднюю бабку
- патрон-поляк
- часотник
- шкив под клин
- нормальная резцедержка
- доработка суппорта для рассточки отверстий
- доводка поверхностей прилегания и трения
- проверка геометрии и ее корекция
- устранение люфтов
- нормальные лимбы и пр. вкусняшки
По поводу того что станок детский. В планах — оставить его сыну для обучения . А вообще каждому станку — своя работа, свои габариты деталей. Держать 1к62 для модельных целей явно не резонно.
Мини ЧПУ токарничек из 1Д601
Мини ЧПУ токарничек из 1Д601
AlexNikov » 12 июл 2016, 15:06
Созрела в начале года идея о необходимости мелкого “домашне-настольного” ЧПУ токарничка. Был ручной 1Д601, купленный на барахолке. Пообщавшись в коллегой заразил его идеей сделать ЧПУ из 1Д601. Сейчас довольно большая часть работы уже проделана (тут огромнейшее спасибо коллеге, без него бы вряд-ли что-то получилось). Переднюю бабку по проекту необходимо поднимать — благо уже это было сделано, суппорт от немца был выше чем родной.
Станочек выглядеть будет так (разработка проекта так же заслуга коллеги):
Компоновка станка будет такая:
— на поперечной рельса THK с двумя каретками HRW21CA:
— на продольной NB с двумя каретками SSW27:
ШВП пока еще в процессе выбора, хочется С5 поставить. Если что-то найдется в нормальном состоянии БУ (на примете есть несколько вариантов из ISSOKU и Tsubaki, есть вариант ABBA поставить) но их все нужно на переточку тащить. Типо-размер ШВП — 1605 (или с 04).
Сейчас станина уже подготовлена и готова отправиться в Томск (обработку так же делал коллега ):
В пути сервопаки, шкивы, провода, ремни (провода взяли в ЗАО Спецкабель — классные проводочки).
Сервы:
— на продольной/поперечной 100Вт Сигмы 2
— на приводе шпинделя 400Вт Сигма 2
Управлять всем этим делом буду с K-FLOP (адаптация его к токарке пока под вопросом, как и что делать и справится ли он с задачей токарки). Благо сервы понимают step/dir и имеющийся K-FLOP вполне справится с задачей думаю без покупки K-ANALOG.
Думаю до конца лета заведется токарничек.
Re: Мини ЧПУ токарничек из 1Д601
nik1 » 12 июл 2016, 15:31
Re: Мини ЧПУ токарничек из 1Д601
AlexNikov » 12 июл 2016, 15:36
Это точно, уже не раз спотыкалься об детальки — вроде и сделать хочется, а токарничка нету ЧПУшного
Re: Мини ЧПУ токарничек из 1Д601
Dimka » 14 июл 2016, 23:41
Re: Мини ЧПУ токарничек из 1Д601
AlexNikov » 15 июл 2016, 00:59
Re: Мини ЧПУ токарничек из 1Д601
Dimka » 15 июл 2016, 14:17
Re: Мини ЧПУ токарничек из 1Д601
Predator » 16 июл 2016, 07:41
Re: Мини ЧПУ токарничек из 1Д601
AlexNikov » 16 июл 2016, 08:22
Ну под вопросом прежде всего по тому что опыта работы на ЧПУ токарнике нет, циклы, режимы, чо да как — читаю разбираюсь. Как и на фрезере уп готовить буду в СолидКАМе, читаю сейчас как солид с такаркой работает — в общем подготавливаю себя.
Ну и мордочку KMotionCNC под токарку переделать придется. Учитывая что к-флоп у меня один и хочется чтоб он и фрезером рулил и токарником (не одновременно конечно ). Думаю сделать разные EXE-шники под фрезер и под токарку, два файла инициализации, наборы скриптов и прочее. По большому счету проблем возникнуть не должно. Токарник тоже имеет так скажем 3 оси — продольная поперечная и шпиндель. Все они на сигмах 2 управляться по степ-дир будут — так что в самой стойке управления переделывать ничего не придется. Энекодеры в усилки заведены будет. Фул-клозет нет — тобишь без линеек.
p.s. В идеале бы конечно докупить еще один K-FLOP, но пока по бюджету не вписывается такая роскошь.
Re: Мини ЧПУ токарничек из 1Д601
Predator » 16 июл 2016, 08:35
Re: Мини ЧПУ токарничек из 1Д601
AlexNikov » 28 июл 2016, 14:31
Re: Мини ЧПУ токарничек из 1Д601
den_sibirskiy » 28 июл 2016, 15:21
Re: Мини ЧПУ токарничек из 1Д601
Chili » 05 авг 2016, 00:00
Re: Мини ЧПУ токарничек из 1Д601
aftaev » 05 авг 2016, 00:12
Re: Мини ЧПУ токарничек из 1Д601
Chili » 05 авг 2016, 00:18
Re: Мини ЧПУ токарничек из 1Д601
AlexNikov » 06 авг 2016, 10:34
Получил сегодня ШВП для своего станочка. Состояние винта и гайки очень даже супер. На одном винте правда есть задиры на одном из проточенном конце, но это ерунда. Позже померю биение проточки концов ШВП. Люфт уже в сборе погляжу. Если что, подбирать шарики буду.
Относящийся к настольному типу токарный станок 1Д601 выпускался заводом прецизионных станков города Кировокан (на данный момент Ванадзорский завод «Автогенмаш»). Устройство используется для выполнения токарной обработки болванок небольших размеров из таких материалов, как: пластик, металл и древесина. Обработка может производиться в центрах и патроне.
Узлы токарного станка 1Д601
Основа в рассматриваемой модели – отливка с треугольными направляющими. В ее левой части находятся два крепежных отверстия для монтажа переднего узла, и два отверстия снизу, посредством которых агрегат фиксируется на столешнице. Т-образная выемка предназначена для установки заднего узла в выбранном положении. Совпадение оси главного вала с осью пиноли обеспечивается треугольными направляющими.
Передний узел устанавливается на направляющие посредством двух гаек и шпилек. Корпус узла закрыт герметичными крышками, что предотвращает утечку масла.

Главный вал установлен на опорах – спереди на двух упорных подшипниках и сзади на радиальном подшипнике. На конце вала установлен шкив, который передает элемент вращения валу от двигателя посредством плоского ремня. На передней части вала установлена планшайба, которая фиксируется тремя винтами. Главный вал переднего узла представляет собой пустотелую трубу, что позволяет обрабатывать болванки диаметром до 1 см.
Резцедержатель крепится к основанию агрегата гайками и болтами. Нижняя и верхняя каретки перемещаются механически посредством ходовых винтов и гаек по трапециевидным направляющим. На перпендикулярный и осевой ходовые винты нанесена резьба, позволяющая получить цену деления лимба в 0,05 мм на маленьком диаметре. Для установки резцовой головки на верхней каретке находятся Т-образные выемки.
При работе с коническими поверхностями поворотная часть резцедержателя устанавливается на необходимый угол. Для этого сухарики ослабляются поворотом эксцентриков, верхнее основание поворачивается так, чтобы риски основания совместились со шкалой нижней каретки, и сухарики опять затягиваются.
При фиксации на основании планка резцедержателя упирается в узкий прилив основы, а гайка затягивается. Планка переставляется посредством рукояти, которая ослабляет ее крепление, что обеспечивает обработку заготовок различных диаметров.
Задний узел предназначен для работы с болванками в центрах, высверливания отверстий и удержания заготовок большой длины. Пиноль передвигается при помощи винта от маховика, а ее конус выполнен под оправку и центр патрона. Пиноль передней части зажимается рукояткой, расположенной в разрезе.
Задний узел фиксируется на основе в требуемом положении сухариком и эксцентриком с рукоятью. Выталкивание сухарика в процессе перемещения заднего узла осуществляется за счет пружины, расположенной под ним.
Оборудование фиксируется на столешнице шайбами, шпильками и гайками. Работает устройство от однофазного двигателя, чья мощность составляет 180 Вт, а скорость вращения – 1400 об/мин. На валу двигателя установлен шкив.
Ремень натягивается за счет перемещения двигателя, которое осуществляется при ослаблении гаек, натягивании ремня и затягивании гаек. При перебрасывании ремня по ступеням шкивов становятся доступны три скорости главного вала.
Технические характеристики
- класс точности по ГОСТу – Н;
- диаметр болванки в максимальном значении: над основой – 12,5 см; над резцедержателем – 7,5 см;
- длина болванки в максимальном значении: в центрах – 18 см; без переустановки резцедержателя – 5,5 см;
- конус главного вала – Морзе КМ2;
- прямое вращение: количество ступеней – 3; скорость вращения – 700, 1400, 2800 об/мин;
- конус заднего узла – Морзе 1;
- передвижение пиноли в максимальном значении – 3,5 см;
- размеры – 680х20х22 см;
- вес – 30 кг.
Видео: маленький токарный станок по металлу 1Д601.
morflot.su
Токарный станок ” ТН” (1Д-601) – Токарный станок 1Д601
Вот и сбылась моя мечта- стал обладателем такого станочка. Станок брал как хоббийный. Понятия о токарных станка у меня нет никакого. Так что буду почитывать форум и задавать гору глупых вопросов.
В начале я так понимаю нужно помыть станок. Мыть решил керосином. Начал разборку станка – и появился первые вопросы
1. как снять патрон?
2. обязательно ил рабирать переднюю бабку?
www.chipmaker.ru
Купил и себе 1д601 и сразу много вопросов) – Токарный станок 1Д601
Купил себе вот такой станочек,темы на форуме паралельно читаю,но решил создать и свою.Брал в интернете поэтому неисправности обнаружились только по приходу ко мне…В токарке я ноль поэтому буду рад любым советам.Покупался для работы по латуни,бронзе,допуски в сотые доли не нужны…основная работа это подгонка прутков по диаметру для нарезания резьбы (вручную) и разные декоративные детальки,вентили(делаю работы в стиле стимпанк и тд если это вам говорит о чем то)Денег на китайский настольный пока нет,а тв 16 ставить особо некуда поэтому выбор пал на 1д601 даже при всех его недостатках,да и для начала думаю пойдет…
Изменено пользователем Славянин(Артефакт)www.chipmaker.ru
Повышение жёсткости 1Д601 – Токарный станок 1Д601
Недостаточная жёсткость 1Д601 общеизвестна. Многие авторы на форуме писали о непригодности этого станка для работ по стали, а некоторые даже и латунь полагают слишком твёрдой для него. Однако, если “надо” (или хочется), а другого станка нет (или некуда поставить)… В общем, с первой стружки работаю над повышением его жёсткости.
Классическая “протяжка” проведена: люфты выбраны, ход подач равномерный, шпиндель затянут согласно всех рекомендаций. Станок дробит. Первой идеей стал переход на резцы бОльшего сечения. Для этого из кем-то обрезанной подачи “Универсала” и кусочка 12 мм стали (90 град. по угольнику на краску) было сооружёно вот такое:
Принимает резцы шириной до 12 и высотой до 65 (пока на станину не ляжет). Поверхность при обработке стала заметно чище, однако результат совершенно не пропорционален затраченному металлу и времени: всё так же легко станок срывается в дробь при малейшем изменении подачи/съёма. Ну разве что менее критична стала заточка, не так резко прекращается резание при лёгком притуплении режущей кромки.
Так бы я и успокоился – ну, станина слабая, подачи хилые, подшипники в ПБ елозят на пружинных кольцах… Но случайно в ведре с крепежом попался мне Винт М6:
А давно уже хотелось выкинуть омерзительные кироваканские болтики, фиксирующие верхнюю подачу.
Мало того, что они “М5_и_две_десятых” и на них не наворачивались стандартные гайки (плашкой я прошёл пол-болта, дальше стало заметно, что и шаг не тот), но под них ещё в чугуне отверстие и кольцевой паз 6+ мм…
Изменено пользователем йцукенгwww.chipmaker.ru
Модернизация станка 1Д601 – Модернизация токарного станка 1Д601
Год назад я и не знал , что существуют маленькие настольные токарные станки. Загорелся желанием прикупить хоть какой то станочек. Смотрел все объявления о продаже стоков подобного типа. В декабре прошлого года сбылась мечта идиота. Появилось объявление на АВИТО о продаже станка 1Д601, прямо под боком, то есть, это не кот в мешке, а можно посмотреть и попробовать и исключается развод на деньги. В общем счастья моему не было придела, я сорвался и тут же был у продавца.Но увидев этот станок, сильно удивился, уж очень он был мал ( до этого видел подобное только на фото), но многострадальное желание затмило разум, цена была тоже по максимуму. И я его купил. Когда привез домой,приуныл и загрустил-деньги потрачены зря. Прочитал все форумы и ютубы, по доводке до ума подобных станков и начал работать.
.
Планы были большие, по этому для начала решил сделать резцедержатель, под нормальные резцы, которыми можно работать. Дело в том , что к тому что есть ну не как нельзя приладить хоть какую то достойную резцедержку. Что можно сделать, если резец 10/10 с прокладкой в 2мм лежит на малой продольной , при этом он попадает точно по центру. В общем вот такую резцедержку я сделал для начала.
Патрон был как разорванный ствол пушки, пришлось протачивать. А потом пошло поехало .Сначала чертежи. Измерил все детали , все это начертил, а потом сделал. Получилось с
первого раза, не чего переделывать не пришлось. Сразу оговорюсь , что размеры точные, но это для конкретного станка, я думаю, для других они могут немного отличаться.
Еще одна очень важная деталь. С переди я установил опорную пластину.
Для чего она нужна? Дело в том что направляющие станка очень узкие, а подшипники работают только на подъем суппорта. При обработке деталей более 35мм в диаметре, режущая часть резца уже практически выходит за призму и жесткость суппорта значительно падает, станок начинает дробить. Пластина же опирается на уголок, тем самым, как бы расширяя направляющие на пару сантиметров. Эти пару сантиметров для такого станка очень значительны, поэтому теперь возможно обрабатывать более крупные детали, и жесткость супорта значительно увеличилась.
Отказался от малой продольной подачи , а в место нее сделал площадку и резцедержатель , все сварное , по тому как фрезера нет даже в ближайшей округе.Теперь можно устанавливать резцы до 15 мм.
При желании ( если нужно точить конус) малая продольная подача устанавливается на свое место. Для этого в верхней части паза рассверлено отверстие, куда можно вставлять и вынимать крепежные винты для малой продольной или площадки резцедержателя. Винты вставляются и вынимаются через верх- не надо разбирать суппорт.
Потом перестала устраивать поперечная подача( большие люфты).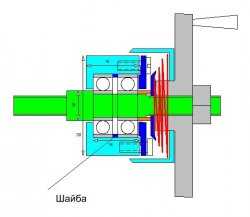 Пришла идея сделать все на радиальных подшипниках. Радиальных маленьких подшипников у меня в достатке, вся фишка в шайбе- люфт выбирается. Такая же конструкция и на продольной подаче. Маховички без шпонок или шплинтов. просто на резьбе, и контрятся гайкой- этого вполне достаточно. Гайка подачи сделана из капролона ( она не дает люфтов)
Пришла идея сделать все на радиальных подшипниках. Радиальных маленьких подшипников у меня в достатке, вся фишка в шайбе- люфт выбирается. Такая же конструкция и на продольной подаче. Маховички без шпонок или шплинтов. просто на резьбе, и контрятся гайкой- этого вполне достаточно. Гайка подачи сделана из капролона ( она не дает люфтов)
Все это делалось на этом же станке. С продольной пришлось повозиться.Переделывал несколько раз. Сначала вроде бы все устраивает, в процессе выявляются косяки. Косяк в большом люфте подачи, поскольку конструкция была не достаточно жесткая. Ну вот совсем недавно довел все до ума( на сколько это возможно). Люфтов практически нет, а выглядит это вот так.
Может возникнуть вопрос почему бы гайку не расположить прямо под суппортом, это более жесткая конструкция?, Но тогда уменьшится ход суппорта в сторону задней бабки, поэтому только так.
А в целом это выглядит вот так. На фото некоторые незначительные детали могут отличаться, так как некоторые вещи в процессе немного изменялись.
Двигатель от стиральной машины коллекторный, к нему добавил регулятор оборотов с поддержанием
момента.Схемка полностью моя. Шкив на шпинделе увеличил до 90 мм, он пластиковый. Теперь мне не нужен набор шкивов для регулировки оборотов. Минимальные обороты 250, мах 1500.
Плюс ко всему поменял подшипник в передней бабке, и приводной ремень. Ремень был поликлиновой, я его сточил и получился плоский. Обзавелся инструментом В общем станочек получился нормальный,для моих нужд хватает.
www.chipmaker.ru