|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
ПАСПОРТА К СТАНКАМ И ОБОРУДОВАНИЮ
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
1 2 3 4 5 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 ..
.. ..
.. Пер…
Пер… ..
.. ..
.. .. (pdf)
.. (pdf) ..
.. ..
..МН18н станок вертикально-сверлильный специальный. Паспорт, схемы, характеристики, описание
Сведения о производителе вертикально-сверлильного станка МН18н
Производителем вертикально-сверлильного станка МН18н является Молодечненский станкостроительный завод МСЗ, основанный в 1947 году.
С января 1958 года завод стал именоваться Молодечненским станкостроительным заводом, получив задание специализироваться на выпуске сверлильных станков. Начиная с 1961 года, завод начал серийно выпускать двухшпиндельные, трехшпиндельные, а затем и универсальные вертикально-сверлильные станки
Станкостроительный завод в достаточно непростых условиях старается сохранить основную специализацию.![]() По результатам работы за 2004 год станочная продукция составила – 42% в общем объеме выпуска продукции.
По результатам работы за 2004 год станочная продукция составила – 42% в общем объеме выпуска продукции.
Станки, выпускаемые Молодечненским станкостроительным заводом
- 2А106П станок сверлильный настольный повышенной точности Ø 6
- 2Н106П станок сверлильный настольный повышенной точности Ø 6
- 2Н118 станок сверлильный вертикальный Ø 18
- 2Н118-1 станок сверлильный вертикальный Ø 18
- 2Н125Л станок сверлильный вертикальный с поворотным столом Ø 25
- 2С108П станок сверлильный настольный повышенной точности Ø 8
- 2054м станок резьбонарезной полуавтомат для нарезки резьбы метчиками М8
- 2056 станок резьбонарезной полуавтомат для нарезки резьбы метчиками М18
- МН25Л станок сверлильный вертикальный с поворотным столом Ø 25
МН18н станок вертикально-сверлильный одношпиндельный специальный.
 Назначение и область применения
Назначение и область примененияВертикальный сверлильный станок модели МН18н с условным диаметром сверления 18 мм предназначен для выполнения следующих операций: сверления, рассверливания, нарезания резьбы и подрезки торцов ножами.
Сверлильный станок МН18н предназначен для работы в основных производственных цехах, а также в условиях единичного и мелкосерийного производства в инструментальных, экспериментальных, ремонтно-механических и инструментальных цехах с индивидуальным и мелкосерийным выпуском продукции.
Станок МН18н отнесенный к условному диаметру сверления 18 мм станок допускает обработку деталей с усилием подачи до 560 кг и крутящим моментом до 880 кГ-см.
Принцип работы и особенности конструкции станка
Станок МН18н относится к конструктивной гамме вертикально-сверлильных станков средних размеров (2Н118, 2Н125, 2Н125Л, 2Н135, 2Н150, 2Г175) с условным диаметром сверления соответственно 18, 25, 35, 50 и 75 мм. По сравнению с ранее выпускавшимися станками (с индексом А) станки новой гаммы имеют более удобное расположение рукояток управления коробками скоростей и подач, лучший внешний вид, более простую технологию сборки и механической обработки ряда ответственных деталей, более совершенную систему смазки. Агрегатная компоновка и возможность автоматизации цикла обеспечивают создание на их базе специальных станков.
По сравнению с ранее выпускавшимися станками (с индексом А) станки новой гаммы имеют более удобное расположение рукояток управления коробками скоростей и подач, лучший внешний вид, более простую технологию сборки и механической обработки ряда ответственных деталей, более совершенную систему смазки. Агрегатная компоновка и возможность автоматизации цикла обеспечивают создание на их базе специальных станков.
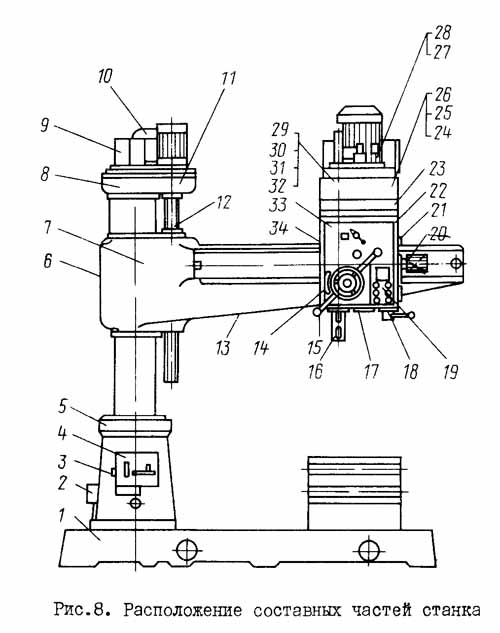
На фундаментной плите смонтирована колонна коробчатой формы. В ее верхней части размещена шпиндельная головка, несущая электродвигатель и шпиндель с инструментом. На вертикальных направляющих колонны установлена шпиндельная бабка, внутри которой размещен механизм подачи, осуществляющий вертикальное перемещение шпинделя. Поднимать и опускать шпиндель можно механически и с помощью штурвала вручную. Для установки и закрепления приспособления с обрабатываемыми заготовками имеется стол. Его можно устанавливать на различной высоте, в зависимости от размеров обрабатываемых деталей.
Основные технические характеристики сверлильного настольного станка МН18н
Изготовитель – Молодечненский станкостроительный завод МСЗ.
Основные размеры станка соответствуют – ТУ2.024-5244-82ь, ГОСТ 12.2.009-80, ГОСТ 7599-82.
- Максимальный диаметр сверления: Ø 18 мм
- Наибольшая глубина сверления: 300 мм
- Наибольшая высота обрабатываемой детали, установленной на рабочем столе: 500 мм
- Пределы чисел оборотов шпинделя в минуту – (9 ступеней) 180..2800 об/мин
- Конец шпинделя – Морзе 3АТ6
- Мощность электродвигателя: 1,5 кВт
- Масса станка: 600 кг
Модификации сверлильного станка 2Н118
2А118 – Ø 18 вертикально-сверлильный станок универсальный, одношпиндельный – предш. модель
2Н118 – Ø 18 вертикально-сверлильный станок – базовая модель
2Н118-1 – Ø 18 вертикально-сверлильный станок, имеет электромеханический механизм подъема – опускания стола
2Н118К – Ø 18 вертикально-сверлильный станок – координатный
2Н118Ф2 – Ø 18 вертикально-сверлильный станок с ЧПУ
МН18Н – Ø 18 – вертикально-сверлильный специальный станок ТУ2. 024-5244-82ь, ГОСТ 12.2.009-80, ГОСТ 7599-82
024-5244-82ь, ГОСТ 12.2.009-80, ГОСТ 7599-82
МН18-43 – Ø 18 – вертикально-сверлильный специальный станок
МН18-47 – Ø 18 – вертикально-сверлильный специальный станок
МН18-52 – Ø 18 – вертикально-сверлильный специальный станок
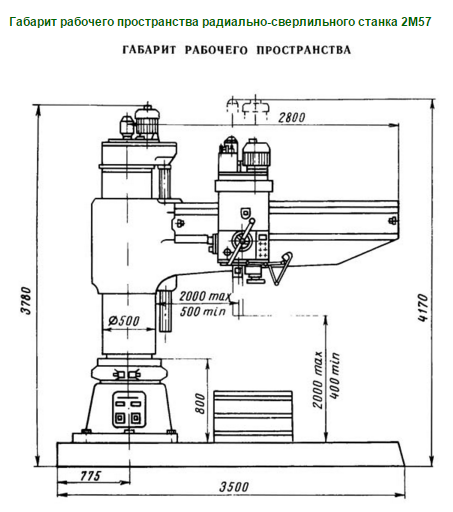
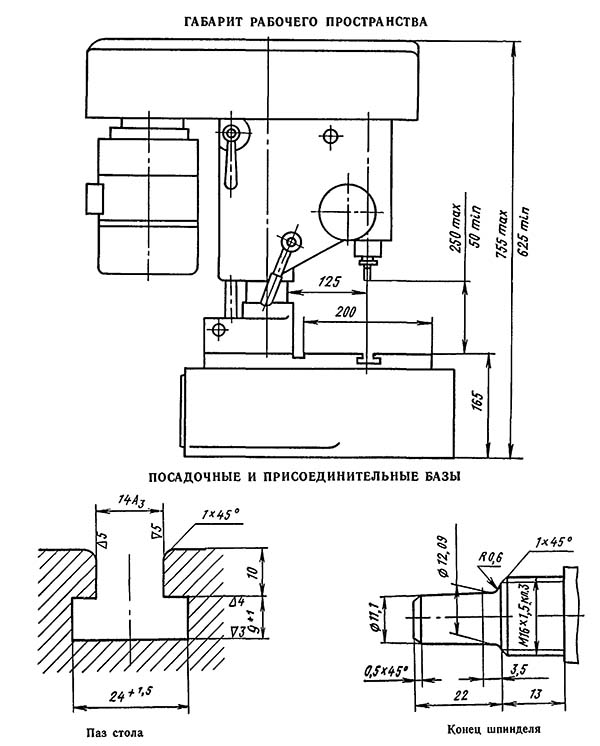
Габарит рабочего пространства сверлильного станка МН18н
Габарит рабочего пространства сверлильного станка МН18н
Фото вертикально-сверлильного станка МН18н
Фото вертикально-сверлильного станка МН18н
Фото вертикально-сверлильного станка МН18н
Фото вертикально-сверлильного станка МН18н. Управление подачей и шпинделем
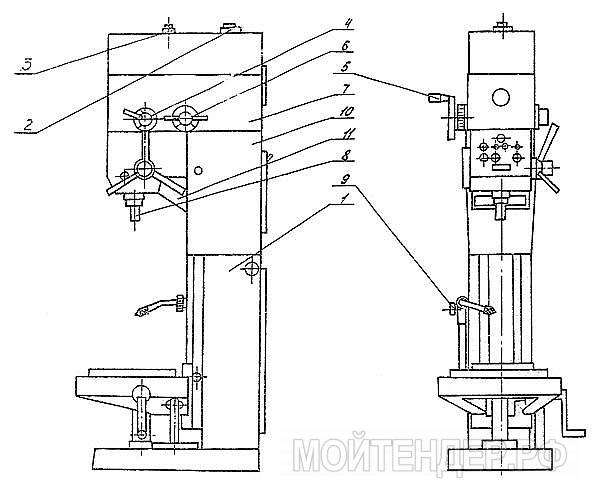
Органы управления сверлильным станком МН18н”
Органы управления сверлильным станком МН18н
Органы управления сверлильным станком МН18н. Скачать в увеличенном масштабе
Спецификация органов управления сверлильным станком МН18н
- 1. Колонна, плита, стол – 2Н118.10.000
- 2.
 Охлаждение – 2Н118.80.000
Охлаждение – 2Н118.80.000 - 3. Шпиндель – 2Н118.50.000
- 4. Сверлильная головка – 2Н118.40.000
- 5. Коробка подач – 2Н118.30.000
- 6. Коробка скоростей – 2Н118.20.000
- 7. Привод – 2Н118.1.26.000
- 8. Электрооборудование – 2Н118.1.92А.000
 Охлаждение – 2Н118.80.000
Охлаждение – 2Н118.80.000- 9. Сигнальная лампа “Станок включен”
- 10. Кнопка «Стоп»
- 12. Выключатель насоса охлаждения
- 14. Кнопка включения «Влево» (левого врещения шпинделя)
- 15. Рукоятка переключения подач
- 17. Кулачок для настройки глубины нарезаемой резьбы
- 18. Рычаг отключения механической подачи при достижении заданной глубины обработки
- 19. Кулачок для настройки глубины обработки
- 20. Выключатель освещения
- 22. Вводный автоматический выключатель
- 28,29. Болты для регулировки клина стола
- 31. Рукоятка переключения скоростей
- 32. Кнопка включения «Вправо» (правого врещения шпинделя)
- 36. Штурвал управления механизмом подач
- 37. Лимб для отсчета глубины обработки
- 38. Кнопка включения механической подачи
 Штурвал управления механизмом подач
Штурвал управления механизмом подачКинематическая схема сверлильного станка МН18н
Кинематическая схема сверлильного станка МН18н
Кинематическая схема сверлильного станка МН18н. Скачать в увеличенном масштабе
Схема установки подшипников на сверлильном станке МН18н
Схема установки подшипников на сверлильном станке МН18н. Скачать в увеличенном масштабе
Кинематическая схема вертикально-сверлильного станка МН18н. Частота вращения шпинделя изменяется с помощью коробки скоростей. Приемный вал I вращается от электродвигателя 38 через передачу 1—2. Движение валу II сообщает одна из трех пар зубчатых колес 3 — 4, 5 — 6 и 7 — 8. Дальнейшее вращение передается одной из кинематических цепей 9 — 10, 8 — 11 или 12 — 13 Конечный вал III коробки скоростей представляет собой полую гильзу, шлицевое отверстие которой передает вращение шпинделю IV. В итоге шпиндель имеет девять различных значений частот вращения в пределах 177 — 2840 об/мин. Реверсирование шпинделя, необходимое при резьбонарезных работах, осуществляется реверсированием электродвигателя.
В итоге шпиндель имеет девять различных значений частот вращения в пределах 177 — 2840 об/мин. Реверсирование шпинделя, необходимое при резьбонарезных работах, осуществляется реверсированием электродвигателя.
Рабочая программа шпинделя осуществляется с помощью реечной передачи. Реечное колесо 29 находится в зацеплении с рейкой пиноли 30. При вращении колеса пиноль перемещается вертикально вместе со шпинделем. Станок имеет шесть различных подач, осуществляемых от шпинделя через цилиндрические зубчатые колеса 14 — 15 и коробку подач. Вращение валу VI сообщает одна из трех передач 16 — 17, 18 — 19, 20 — 21 и далее валу VII одна из двух передач 22 — 23 или 21—24. Зубчатая передача 25 — 26 и червячная пара 27 — 28 сообщают вращение реечному колесу 29.
Коробка скоростей и подач, шпиндель и механизм подач смонтированы внутри сверлильной головки, которая может перемещаться вдоль колонны при вращении соответствующей рукоятки через червячную 31—32 и реечную 33—34 пары. Вертикальное перемещение стола производится также вручную поворотом рукояти через коническую 36 — 35 и винтовую 37 пары.
Описание конструкции основных узлов сверлильного станка МН18н
Коробка скоростей
Коробка скоростей сверлильного станка МН18н
Коробка скоростей сверлильного станка МН18н. Скачать в увеличенном масштабе
Коробка скоростей предназначена для приведения шпинделя станка во вращение, а также для изменения частоты его вращения (рис. 7.5). Коробка скоростей посредством двух шестерен 3 и 7 сообщает шпинделю девять различных интервалов частоты вращения. Опоры валов коробки скоростей размещаются в двух плитах: верхней 5 и нижней 8. которые стянуты между собой тремя стяжками 4. Механизмы коробки скоростей приводятся во вращение от вертикально расположенного электродвигателя через зубчатую передачу 6. Последний вал коробки скоростей 2 представляет собой полую гильзу, шлицевое отверстие которой передает вращение шпинделю. На этой же гильзе крепится шестерня 1 привода на подачу. Переключение шестерен коробки скоростей осуществляется от одной рукоятки, которая имеет три положения по окружности и три положения вдоль оси.
Коробка подач
Коробка подач сверлильного станка МН18н
Коробка подач сверлильного станка МН18н. Скачать в увеличенном масштабе
Коробка подач представляет собой трехваловый механизм, смонтированный в отдельном литом корпусе (рис. 7.6). Шесть подач обеспечивают шестерни 5 и 10.
Привод подач осуществляется от шестерни, сидящей на гильзе шпинделя, через шестерню 6. Третий вал коробки подач 9 представляет собой полую гильзу, внутри которой проходит вал 8. Этот вал через муфту 7 передает вращение на червяк механизма подач через шестерню 1. Муфта 7 служит для включения механической подачи при достижении заданной глубины обработки. В этом случае кулачок на лимбе через горизонтальный валик перемещает вертикально вверх штангу и, преодолевая сопротивление пружины, отключает муфту. Вал 4 через штифт 3 приводит во вращение шестеренчатый насос для смазки.
Шестерни коробки подач переключаются одной рукояткой, которая имеет два положения по оси и три положения по окружности.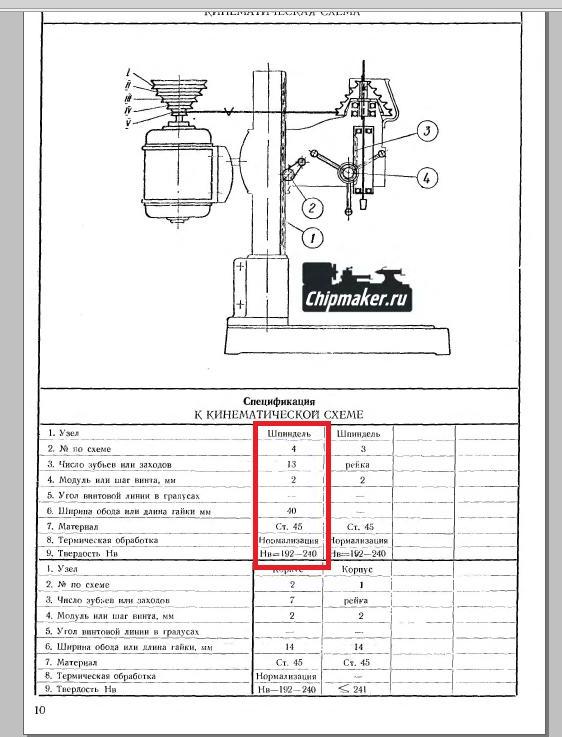 Рукоятка располагается на лицевой поверхности сверлильной головки. Конструкции механизмов переключения подач и скоростей идентичны.
Рукоятка располагается на лицевой поверхности сверлильной головки. Конструкции механизмов переключения подач и скоростей идентичны.
Механизмы коробки подач смазываются от шестеренчатого насоса 2, который также осуществляет смазку всех других механизмов. Механизмы коробки подач собирают отдельно и полностью собранный узел монтируют в сверлильную головку.
Сверлильная головка
Сверлильная головка станка МН18н
Сверлильная головка станка МН18н. Скачать в увеличенном масштабе
Сверлильная головка (рис. 7.7) состоит из чугунной отливки коробчатого сечения, в которой смонтированы все основные узлы станка: коробка скоростей, коробка подач, шпиндель и механизм подач. Первые три узла собираются отдельно и только крепятся к сверлильной головке.
Механизм подач, состоящий из червячной передачи, горизонтального вала 3, лимба 7 со связанными с ним деталями, рукоятки 10, кулачковой 14 и обгонной 16 муфт, является составной частью узла сверлильной головки.
Механизм подач приводится в движение от коробки подач через пару шестерен и предназначен для выполнения следующих функций:
- ручной подвод инструмента к заготовке;
- включение рабочей подачи;
- ручное опережение подачи;
- выключение рабочей подачи;
- ручной отвод шпинделя вверх;
- ручная подача используется обычно при нарезании резьбы.

Принцип работы механизма подач заключается в следующем: при вращении рукоятки 10 на себя поворачивается кулачковая муфта 14, которая через обгонную муфту 16 вращает вал 3. Происходит ручной подвод шпинделя.
Когда инструмент подойдет к заготовке, на валу 3 возрастет крутящий момент, который не может быть передан зубцами кулачковой муфты, и ступица перемещается влево вдоль вала до тех пор, пока торцы кулачковой муфты 14 и обгонной муфты 16 станут друг против друга.
В этот период кулачковая муфта 14 поворачивается свободно относительно вала на 20°, поворот ограничивают пазом на муфте и штифтом 12.
На ступице обгонной муфты 16 сидит двусторонний храповой диск 1, связанный с ней собачками 9. При смещении ступицы зубцы диска 1 входят в зацепление с зубцами второго диска 8, прикрепленного к червячному колесу 2.
Таким образом, вращение от червяка передается реечной шестерне и происходит механическая подача. При дальнейшем вращении рукоятки при включенной подаче собачки 9, сидящие в ступице обгонной муфты 16, проскакивают по зубцам внутренней стороны диска 1 и таким образом производится ручное опережение механической подачи.
Для ручного выключения подачи рукоятку поворачивают от себя на 20° относительно горизонтального вала 3, и зуб муфты 14 встает против впадины храпового диска 1.
Ступица под действием осевой силы, возникающей благодаря наклону зубцов дисков 1 и 8, специальной пружины 15 смещается вправо и расцепляет диски — механическая подача прекращается.
Для осуществления ручной подачи с помощью рукоятки необходимо выключить штурвалом механическую подачу, а затем колпачок 11 переместить вдоль оси горизонтального вала вправо. При этом штифт 13 передает крутящий момент непосредственно от кулачковой муфты 14 на вал 3.
На левой стенке сверлильной головки смонтирован лимб 7, который во время подачи шпинделя приводится во вращение через пару шестерен 4 и 6. Лимб предназначен для визуального отсчета глубины обработки и для настройки кулачков.
Для визуального отсчета глубины обработки инструмент доводят вручную до контакта с обрабатываемой заготовкой и левой рукой с помощью штырьков 5 устанавливают лимб в нулевое положение. Глубину обработки отсчитывают по шкале на цилиндрической поверхности лимба.
Глубину обработки отсчитывают по шкале на цилиндрической поверхности лимба.
Шпиндель станка
Шпиндель сверлильного станка МН18н
Шпиндель станка (рис. 7.8) смонтирован в двух шариковых подшипниках 7 и 4. Осевое усилие подачи воспринимается упорным подшипником 6. Подшипники расположены в гильзе шпинделя 5, которая с помощью реечной передачи имеет возможность перемещаться вдоль оси. Подшипники шпинделя регулируются гайкой 3, расположенной над верхней опорой шпинделя.
Смазка подшипников шпинделя производится фитилем из полости гильзы 2. На конец шпинделя свободно посажено кольцо 8, в торец которого входит штифт 9. Для предохранения от выпадения служит специальный колпачок 1.
При смене инструмента необходимо резким движением рукоятки механизма подачи послать шпиндель в верхнее положение, при этом свободно посаженное кольцо 8 упрется в корпус головки, а штифт 9, ударяясь о верхний торец инструмента, выбьет его.
Подшипники шпинделя сверлильного станка МН18н
Шпиндель станка МН18н смонтирован на 3-х подшипниках:
- 7. Нижний подшипник № 7000105 ГОСТ 8338-57 шариковый радиальный однорядный подшипник открытого типа, класс точности А(4), размер 17х40х13,5 мм
- 6. Подшипник № 8205 ГОСТ 6874-54 шариковый упорный, класс точности П(6), 25х47х15
- 4. Верхний подшипник № 7000105 ГОСТ8338-75 шариковый радиальный однорядный подшипник открытого типа, класс точности В(5), 25х47х8
 Нижний подшипник № 7000105 ГОСТ 8338-57 шариковый радиальный однорядный подшипник открытого типа, класс точности А(4), размер 17х40х13,5 мм
Нижний подшипник № 7000105 ГОСТ 8338-57 шариковый радиальный однорядный подшипник открытого типа, класс точности А(4), размер 17х40х13,5 ммСовременные обозначения класса точности подшипников
Настройка и наладка сверлильного станка МН18н
Наладка станка на обычную работу заключается в установке стола и сверлильной головки в необходимые для работы положения, зажиме их на колонне и установке необходимых чисел оборотов и подач шпинделя.
Кроме обычной работы с механической подачей на станке можно работать со следующими циклами:
- с ручной подачей шпинделя;
- с выключением подачи на заданной глубине;
- с автоматическим реверсированием шпинделя на заданной глубине при нарезке резьбы.

Наладка станка на работу с ручной подачей
Для включения ручной подачи колпачок с наладкой, расположенной в центре крестового штурвала, следует нажать от себя до отказа.
Наладка станка на работу с выключением подачи на заданной глубине
Для наладки станка на работу с выключением подачи на заданной глубине необходимо:
- установить инструмент в шпинделе, а деталь — на столе станка;
- опустить шпиндель до упора инструмента в деталь;
- лимб на сверлильной головке установить так, чтобы против указателя находилась цифра, соответствующая глубине обработки с учетом конуса инструмента;
- кулачок с буквой «П» закрепить так, чтобы его правый торец совпадал с соответствующей риской на лимбе.
После включения вращения шпинделя и подачи начнется обработка детали; по достижении нужной глубины подача прекращается, но шпиндель будет продолжать вращаться.
Наладка станка на автоматическое нарезание резьбы
Для наладки станка на нарезание резьбы с реверсом шпинделя на определенной глубине необходимо:
- установить патрон с метчиком в шпинделе, деталь на столе станка;
- опустить шпиндель до упора инструмента в деталь;
- лимб на сверлильной головке установить так, чтобы против указателя находилась цифра, соответствующая глубине обработки;
- кулачок с буквой «Р» закрепить так, чтобы его правый торец совпадал с соответствующей риской на лимбе.

После включения вращения шпинделя метчик вручную вводится в отверстие, через 2—3 оборота надобность в ручной подаче отпадает; после достижения заданной глубины шпиндель автоматически реверсируется и метчик выходит из отверстия.
Для того чтобы шпиндель снова принял правое вращение, необходимо нажать кнопку управления «Вправо».
Регулировка станка
После установки станка на фундаменте, смазки его механизмов и подключения к электрической сети не требуется никаких дополнительных регулировок. Однако в процессе эксплуатации первоначальная (заводская) регулировка может нарушаться и потребуется дополнительная регулировка некоторых механизмов станка.
- Предохранительная муфта механизма подач должна быть от регулирована на осевое усилие на шпинделе на 10% больше допускаемого. Для регулировки этой муфты необходимо снять крышку на правой стороне сверлильной головки и при помощи гайки на вертикальном валу уменьшить или увеличить натяжение пружины. Регулировку муфты нужно производить по динамометру.
- Регулировка направляющих стола производится винтами на правой боковой стороне поверхности направляющих стола. Зажим стола производится рукояткой, расположенной на правой стороне.
- Регулировка направляющих сверлильной головки производится винтами на правой боковой поверхности направляющих. Зажим сверлильной головки производится рукояткой, расположенной на правой стороне.

Электрооборудование и электрическая схема сверлильного станка МН18н
Электрическая схема сверлильного станка МН18н
Электрическая схема сверлильного станка МН18н. Скачать в увеличенном масштабе
Электрооборудование станка содержит:
- электродвигатель вращения шпинделя 1М;
- электронасос охлаждения 2М;
- аппаратуру пуска и автоматики;
- селеновый выпрямитель СВ;
- местное освещение.
Управление сверлильным станком МН18н
На станке установлены следующие органы управления:
- кнопки управления — «Влево», «Вправо» и «Стоп»;
- вводный автомат;
- ручной пускатель для включения насоса охлаждения с кнопками «Пуск», «Стоп».
Торможение шпинделя станка МН18н
На станке применена схема динамического торможения с подачей постоянного тока в три фазы обмотки статора через контакты тормозного пускателя Кз от селенового выпрямителя СВ, который питается от понижающего трансформатора ТБС2-01. Одновременно с подачей постоянного тока при торможении закорачивается обмотка статора в двух фазах для лучшей эффективности торможения. Торможение происходит только при, нажатой кнопке ЗКУ или 2ВК.
Работа электросхемы станка МН18н
Нажатием кнопки 1КУ «Вправо» включается пускатель К1 который самоблокируется блок-контактами 6—7, а контактами 4— 16 включает промежуточное реле РП, которое Своими контактами 4-16 станет на самопитание, а контактами 14—9 подготавливает включение пускателя К2, если по ходу работы на станке предусмотрен реверс вращения шпинделя от нажатия 1ВК.
Нажатием кнопки 2КУ «Влево» включается пускатель К2, который самоблокируется блок-контактами 4—9.
При любом вращении шпинделя вправо, влево, нажимая на кнопку «Стоп», производится торможение, при этом отключается K1 и РП, если было вращение вправо, или К2, если вращение было влево. Через контакты 13, 17, 18 включится пускатель торможения Кз, который подает постоянный ток в обмотку статора электродвигателя, и двигатель затормозится.
Через контакты 13, 17, 18 включится пускатель торможения Кз, который подает постоянный ток в обмотку статора электродвигателя, и двигатель затормозится.
Защита
Электродвигатель от перегрузок и коротких замыканий защищается автоматическим выключателем АСТ-3. Нулевая защита осуществляется катушкой магнитных пускателей.
Станок должен быть заземлен согласно существующим правилам и нормам.
Читайте также: Заводы производители сверлильных станков в России
МН18н станок вертикально-сверлильный одношпиндельный специальный. Видеоролик.
Технические характеристики станка МН18н
| Наименование параметра | МН18Н | МН18-47 | 2Н118 | 2Б118 |
|---|---|---|---|---|
| Основные параметры станка | ||||
Наибольший условный диаметр сверления в стали σ = 50. .60 кг*мм2, мм .60 кг*мм2, мм | 18 | 18 | 18 | 18 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола, мм | 150..650 | 150..650 | 0…650 | 50..650 |
| Наименьшее и наибольшее расстояние от торца шпинделя до фундаментной плиты, мм | 800..1150 | |||
| Расстояние от оси вертикального шпинделя до направляющих стойки (вылет), мм | 200 | 200 | 200 | 200 |
| Рабочий стол | ||||
| Размеры рабочей поверхности стола (длина х ширина), мм | 320 х 360 | 320 х 360 | 320 х 360 | 320 х 400 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | 3 | 3 | |
| Наибольшее вертикальное перемещение стола (ось Z), мм | 350 | 350 | 350 | 350 |
| Перемещение стола на один оборот рукоятки, мм | 2,4 | |||
| Наибольшая масса детали, устанавливаемой на столе, кг | 100 | 100 | ||
| Шпиндель | ||||
| Наибольшее перемещение шпиндельной головки по колонне, мм | – | – | 300 | 100 |
| Наибольшее осевое перемещение шпинделя (гильзы шпинделя), мм | 150 | 150 | 150 | 150 |
| Перемещение шпиндельной головки на один оборот маховичка, мм | – | – | 4,4 | |
| Перемещение шпинделя на одно деление лимба, мм | 1 | |||
| Перемещение шпинделя на один оборот маховичка-рукоятки, мм | 110 | |||
| Частота вращения шпинделя, об/мин (количество скоростей) | 180. .2800 (9) .2800 (9) | 180..2800 (9) | 180..2800 (9) | 208..2040 (6) |
| Наибольший допустимый крутящий момент, Н.м | 88 | 88 | 88 | 88 |
| Конус шпинделя | Морзе 3АТ6 | Морзе 3АТ6 | Морзе 2 | Морзе 2 |
| Механика станка | ||||
| Пределы вертикальных рабочих подач на один оборот шпинделя, мм (число подач) | 0,1..0,56 (6) | 0,1..0,56 (6) | 0,1..0,56 (6) | 0,1..0,4 (4) |
| Наибольшая допустимая сила подачи, Н | 5600 | 5600 | 5600 | 5500 |
| Торможение шпинделя | есть | есть | есть | |
| Привод | ||||
| Электродвигатель привода главного движения Тип | 4АИР80, В4У3 | 4АИР80, В4У3 | АОЛ2-22-4С2 | |
| Электродвигатель привода главного движения, кВт (об/мин) | 1,5 (1500) | 1,5 (1500) | 1,5 (1420) | 1,7 (2850) |
| Электродвигатель привода подъема стола, кВт (об/мин) | – | – | – | – |
| Электронасос охлаждающей жидкости | 0,9 (3000) | 0,9 (3000) | 0,12 (3000) | 0,12 (3000) |
| Электронасос охлаждающей жидкости Тип | ГАМ-25 | ГАМ-25 | ПА-22 | ПА-22 |
| Габарит и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 730 х 648 х 1980 | 730 х 648 х 1980 | 870 х 590 х 2080 | 727 х 625 х 1960 |
| Масса станка, кг | 600 | 600 | 450 | 450 |
- Станок специальный вертикально-сверлильный. Модель МН18н. Руководство по эксплуатации МН18н.00.000 РЭ, 1990
- Барун В.А. Работа на сверлильных станках,1963
- Винников И.З., Френкель М.И. Сверловщик, 1971
- Винников И.З. Сверлильные станки и работа на них, 1988
- Лоскутов B.В Сверлильные и расточные станки, 1981
- Панов Ф.С. Работа на станках с ЧПУ, 1984
- Попов В.М., Гладилина И.И. Сверловщик, 1958
- Сысоев В.И. Справочник молодого сверловщика,1962
- Тепинкичиев В.К. Металлорежущие станки, 1973
Список литературы:
 Модель МН18н. Руководство по эксплуатации МН18н.00.000 РЭ, 1990
Модель МН18н. Руководство по эксплуатации МН18н.00.000 РЭ, 1990Связанные ссылки. Дополнительная информация
Обзор сертификации оператора буровой установки Обзор сертификации Целевая группа оператора буровой установки NCCCO, разработавшая эту программу сертификации, состояла из экспертов из всех аспектов отрасли — операторов, пользователей, инструкторов, инспекторов по технике безопасности, производителей, — которые вместе представляют многие тысячи часов связанного опыта. Эти добровольцы безвозмездно посвятили свое время и знания основной цели повышения безопасности всех, чья работа связана с их контактом с установками для бурения фундаментов и установками для бурения с анкерными/микросваями.
Эти добровольцы безвозмездно посвятили свое время и знания основной цели повышения безопасности всех, чья работа связана с их контактом с установками для бурения фундаментов и установками для бурения с анкерными/микросваями.
КАК ПОЛУЧИТЬ СЕРТИФИКАТ CCO
Посетите страницу How to Test , чтобы получить инструкции по подаче заявления и сдаче письменных и практических экзаменов CCO; посетите раздел “Как пройти повторную сертификацию “, чтобы получить инструкции по повторной сертификации.
Полные инструкции и заявки на экзамен также содержатся в Справочнике кандидата для каждой программы.
СООТВЕТСТВИЕ ПРАВАМ
Чтобы иметь право на сертификацию, вы должны:
- Быть не моложе 18 лет
- Соблюдайте Политику NCCCO в отношении злоупотребления психоактивными веществами
- Сдать письменный экзамен
- Сдать практический экзамен
- Соблюдать Кодекс этики NCCCO
CCO ПИСЬМЕННЫЕ ЭКЗАМЕНЫ
Вы должны сдать как письменный экзамен, так и практический экзамен, чтобы получить сертификат сроком на пять лет. Кандидаты, соответствующие квалификационным требованиям, могут сначала сдать либо письменные экзамены, либо практические экзамены.
Кандидаты, соответствующие квалификационным требованиям, могут сначала сдать либо письменные экзамены, либо практические экзамены.
Письменные экзамены можно сдавать как бумажные/карандашные тесты (PPT) или компьютерные тесты (CBT), как описано в разделе «Как сдавать тест».
Письменные экзамены для оператора буровой установки состоят из основного экзамена по эксплуатации буровой установки и до двух специальных экзаменов на буровой установке. Сертификация требует компетентности как в основных, так и в одной или обеих специальностях.
Базовый экзамен состоит из 90 вопросов с несколькими вариантами ответов. Кандидатам дается 90 минут на сдачу экзамена. Каждый экзамен по специальности состоит из 45 вопросов с несколькими вариантами ответов; Кандидатам дается 45 минут на сдачу каждого экзамена по специальности.
Все кандидаты должны сдать основной экзамен, независимо от специальности (специальностей), по которой они хотят получить сертификат. Специальные экзамены:
- Буровая установка для фундамента (FDR)
- Анкерная/микросвая буровая установка (AMP)
ПРАКТИЧЕСКИЙ ЭКЗАМЕН CCO
Практический экзамен оператора буровой установки демонстрирует навыки работы на буровой установке и доступен для двух типов буровых установок:
- Базовая буровая установка (FDR)
- Анкерная/микросвая буровая установка (AMP)
Кандидат должен сдать письменные экзамены (основной + специальность), а также практический экзамен, соответствующий письменной специальности, выбранной для получения сертификата на пятилетний период.
Кандидаты могут сдать практический экзамен по одному или обоим типам буровых установок при условии, что они сдали/сдадут письменный экзамен для получения соответствующей квалификации в течение 12 месяцев.
Практические экзамены включают задания, предназначенные для оценки конкретных навыков работы, необходимых для каждого типа операций на буровой установке. Проверяемые навыки оператора фундаментной буровой установки включают в себя: осмотр оборудования, протоколы безопасности на площадке, определение оперативных средств управления, подъем и укладку трубы, позиционирование инструмента, бурение и безопасное отключение/закрепление. Проверяемые навыки оператора якорной/микросвайной буровой установки включают в себя: осмотр оборудования, движение вперед и назад, вертикальное соединение буровой штанги, наклонную и вертикальную установку буровой штанги, а также безопасное отключение/закрепление.
Плата за практический экзамен Оператора буровой установки:
- Базовая буровая установка: 100 долларов США
- Буровая установка с якорем/микросваей: $100
Соответствующие сборы должны быть отправлены вместе с заявкой на практический экзамен через координатора испытательного полигона. Та же плата взимается за повторные экзамены. Узнайте больше о процессе практического экзамена NCCCO.
Та же плата взимается за повторные экзамены. Узнайте больше о процессе практического экзамена NCCCO.
СРОКИ СЕРТИФИКАЦИИ CCO
Для получения сертификата кандидаты должны сдать как письменные, так и практические экзамены на пятилетний период. Письменный и практический экзамены можно сдавать в любом порядке. У кандидатов есть 12 месяцев с момента сдачи первого письменного или практического экзамена для каждого типа оборудования, чтобы сдать соответствующий (письменный или практический) экзамен.
Любые тесты, пройденные в течение 12 месяцев, учитываются при сертификации. Например, кандидат, сдавший основной письменный экзамен на оператора буровой установки, но не сдавший экзамен по специальности «Основной буровой станок» в январе 2019 г., а затем сдавший практический экзамен «Оператор буровой установки» в июне 2019 г., должен до января 2020 г. пересдать и сдать базовый экзамен по буровой установке. Письменный экзамен по специальности оператор.
Если сертифицированный эксплуатант впоследствии получает сертификат дополнительного назначения эксплуатанта путем сдачи соответствующих письменных и практических экзаменов, срок сертификации для дополнительного назначения истекает одновременно с его/ее первоначальной сертификацией (т. е. срок действия всех назначений эксплуатанта истекает в тот же день). дата, независимо от того, когда в пятилетнем аттестационном периоде кандидат их прошел). Если новое обозначение добавляется в течение последних 24 месяцев его/ее периода сертификации, сертифицирующий орган освобождается от повторной сертификации для нового обозначения через пять лет; однако после этого сертифицирующие органы должны пройти повторную сертификацию для всех назначений в течение 12 месяцев до истечения срока действия их сертификатов. Это гарантирует, что все обозначения операторов сертификата сохраняют одинаковую дату истечения срока действия.
е. срок действия всех назначений эксплуатанта истекает в тот же день). дата, независимо от того, когда в пятилетнем аттестационном периоде кандидат их прошел). Если новое обозначение добавляется в течение последних 24 месяцев его/ее периода сертификации, сертифицирующий орган освобождается от повторной сертификации для нового обозначения через пять лет; однако после этого сертифицирующие органы должны пройти повторную сертификацию для всех назначений в течение 12 месяцев до истечения срока действия их сертификатов. Это гарантирует, что все обозначения операторов сертификата сохраняют одинаковую дату истечения срока действия.
Кандидаты на сертификацию или повторную сертификацию могут ходатайствовать о продлении стандартных сроков NCCCO. Персонал NCCCO должен иметь право по своему усмотрению принять первоначальное решение о том, следует ли предоставить запрошенное продление. Ходатайства о продлении срока, как правило, отклоняются при отсутствии доказательств чрезвычайных обстоятельств. Отказы в таких ходатайствах могут быть обжалованы в Апелляционном комитете.
Отказы в таких ходатайствах могут быть обжалованы в Апелляционном комитете.
ПОЛИТИКА СЕРТИФИКАЦИИ
Следующие политики применяются ко всем программам сертификации CCO:
- Этический кодекс NCCCO
- Дисциплинарная политика
- Политика в отношении злоупотребления психоактивными веществами
- Политика тестирования приспособлений
- Изменение политики адресов
- Политика и процедуры обжалования
- Политика раскрытия информации
- Политика рассмотрения административных жалоб
Эти правила также описаны в Справочнике кандидата для каждой программы.
СЕРТИФИКАЦИОННЫЕ КАРТЫ
Сертифицированные операторы бесплатно получают ламинированное удостоверение личности с фотографией при сертификации, добавлении звания или повторной сертификации.
Сменные карты можно приобрести в NCCCO по цене 25 долл. США и заказать онлайн.
Сертификационные карты остаются собственностью NCCCO, не подлежат передаче и должны быть возвращены NCCCO по требованию.