Схема, паспорт токарного станка 1К62Д, 1К62ДГ, 1К625Д, 1К625ДГ, руководство по эксплуатации
В этом разделе вы можете скачать руководство по эксплуатации – Паспорт токарного станка 1К62Д, 1К62ДГ, 1К625Д, 1К625ДГ, 16К20 в электронном виде.
В руководсве по эксплуатации токарного станка 1К62Д, 1К62ДГ, 1К625Д, 1К625ДГ отражены:
- Устройство станка 1К62
- Характеристики станка
- Основные узлы
- Кинематическая схема
- Электрическая схема
- Сведения по техническому обслуживанию.
- Фундамент станка.
Размер файла 1,92 мб.
Формат файла djvu.
Кол-во страниц 62.
Характеристики станка 1К62 ->>
.
Аналог токарно-винторезного станка 1К62 ->>
СХЕМА, ПАСПОРТ ТОКАРНОГО СТАНКА 16К20, 16К20П, 16К20Г, 16К25 ПАСПОРТ, РУКОВОДСТВО ПО ЭКСПЛУАТАЦИ (ЗАВОД КРАСНЫЙ ПРОЛЕТАРИЙ)
В этом разделе вы можете скачать руководство по эксплуатации – Паспорт токарного станка 16К20, 16К20П, 16К20Г, 16К25 в электронном виде.
В руководсве по эксплуатации токарного станка 16К20, 16К20П, 16К20Г, 16К25 освещаются вопросы по установке, пуску, использованию, уходу и обслуживанию токарно-винторезных станков моделей 16К20, 16К20П, 16К20Г, 16К25; содержатся сведения о их конструкции, способствующие рациональной работе. Последние три модели выполнены на базе основной модели 16К20 с максимальной унификацией, имеют одинаковые кинематические схемы и унифицированную конструкцию.
16К20 – базовый станок нормальной точности;
16К20П – станок повышенной точности; 16К20Г – станок нормальной точности с выемкой в станине;
16К25 – облегченный станок нормальной точности с увеличенным диаметром обработки.
Различия в технических характеристиках станут ясны из приведенной в руководстве таблицы основных данных станков.
Размер файла 1,8 мб.
Формат файла RAR/djvu.
Для просмотра файла необходима программа DjVu Viewer.
Кол-во страниц 69.
Характеристики станка 16К20 завода “Красный пролетарий” ->>
.
Аналог токарно-винторезного станка 16К20 ->>
технические характеристики, инструкция по эксплуатации, паспорт, фото
Московский станкостроительный завод, решил начать разработку и производство новых токарных станков в 1930 году. Им стал ДИП 200, а за прототип взяли немецкую фирму с их моделью VDF.
Уже весной 32 года, компания начинает подготовку выпуска первых партий. К завершению того же года, фирма выпустила порядка двадцати пяти экземпляров.
Краткая история серии
Еще два года спустя, в 1934 году, происходит запуск производства таких моделей, как токарный станок ДИП-300, ДИП-400, ДИП-500.
К 1937 году разрабатывают специальные типажи по номенклатуре и размерам. Принимают единую систему условных обозначений. Таким образом, первый выпущенный заводом станок получил название 1Д62, но аббревиатуру ДИП – 20 сохранили.
1940 год ознаменовался созданием станка 162К 26А, как одного из версий ДИП-200.
Затем выпускают разные модернизированные станки, и в 48 году XX века, появляется легендарный 1А62. Модели выпускались по крупносерийному тиражу.
И, наконец в 1971 году, изготавливается первый опытный образец станка 16 к 20. Станок даже получил золотую медаль на ярмарке в 72 году.
С 1972 по 1973 года производят реконструкцию на заводе, связано это с масштабным выпуском новых моделей 16К20. Компания занимается освоением серийного производства этой модели и вот в конце 1973 года месячный оборот производства достигает 1 тыс. экземпляров. Экспортируется порядка 10% от общего числа.
Затем появились различные модификации модели 16 к 20, среди которых 16 К 25, 16 К2 0М, 16 К2 0П, 16 К 20В, 16 К 20Г, 16 К 20К, 16К20Ф1, 16К20ПФ1, 16К20ВФ1 и другие. Все они были основаны на базовых стандартах модели 16 к 20.
1988 год ознаменует прекращение производства станков этой модели. Его сменила серия МК. Читайте также: особенности токарного станка ДИП-500, технические характеристики.
Читайте также: особенности токарного станка ДИП-500, технические характеристики.
Назначение и область применения токарно-винторезного станка по металлу
Предназначение токарно-винторезного станка 16 к 20, обработка поверхностей с цилиндрической, конической формой. И нарезка резьбы.
При обработке заготовок, станок использует развертку, зенкер, сверла, резцы. Универсальная модель 16 к 20 считается самой удачной в серии средне размерных станков.
Основные разновидности и расшифровка модификаций
Данная модель имеет четыре разновидности, но общую кинематическую схему при этом:
- 16К20 – стандартная токарно-винторезная модель;
- 16К20П- станок токарно-винторезный с повышенной точностью;
- 16К20Г- станок токарно-винторезный имеет нормальную точность и выемку в станине;
- 16К25 – облегченная модель токарно-винторезного станка с высотой центров 250 мм.


Цифры и буквы в наименовании станка обозначают следующее:
- Цифра «1» указывает на соответствующую группу, к которой принадлежит станок (это универсальная токарно-винторезная модель, по общепринятой российской классификации ЭНИМС).
- Цифра «6» — описывает подгруппу (токарно-винторезную в этом случае).
- Буква «К» это расшифровка завода, изготовившего станок, и обозначение поколения.
- Цифра «20» показывает высоту центра в 220 мм.
Технические характеристики
Основные параметры станка
- С наибольшим диаметром обработки станины — 400 мм.
- С наибольшим диаметром обработки суппорта — 220 мм.
- Расстояние между центрами -1500 мм.
- Отверстие шпинделя — 51 мм.
- Скорость шпинделя — 12,5–1600 об / мин 24 шага.
- Источник питания — 415 вольт / 50 Гц / 3 фазы.
- Сверхмощный токарно-винторезный станок.
- Изготовлено в России.
- Цельная литая основа.
- Пневматический плавающий хвостовой запас.
- Седельная смазка.
- Метрическая конфигурация.
- Галогенная рабочая лампа.
- Резерв для механической защиты патрона.
- Защита задней бабки, ходового винта и подающего вала.
- Система охлаждения.

Шпиндель
Выступает в качестве пустотелого, многоступенчатого вала, изготовленного из стали, с термической обработкой для увеличения стойкости.
Шпиндель имеет стальную конструкцию и продольное отверстие внутри, оно пропускает заготовку. Сам шпиндель вращается за счет специализированных прецизионных подшипников. Они износостойки и точны в изготовлении, не требуют частого техобслуживания.
Суппорт и подачи
Это часть станка, используемая для удержания инструмента и позволяющая производить продольное и поперечное перемещение инструмента.
Этот блок станка очень жесткий, что снижает вероятность ошибок, вызванных упругой деформацией системы скольжения во время резки.
Резцовые салазки
Салазки нужны для настройки попадания резьбы, они ездят по продольному направлению. На них закрепляют резцовую головку.
Задняя бабка
Используется для зажима вращающегося режущего инструмента и в качестве дополнительной опоры, применяется с вращающимися и не вращающимися центрами при жесткой резке.
Электрооборудование
Благодаря электрооборудованию, обеспечивается максимальная защита работника, ограждая его от удара электрического тока. А сам агрегат от получения повреждений.Из чего состоит электрооборудование:
- Основного электродвигателя.
- Электродвигателя, перемещающего суппорт и каретку.
- Электронасоса с системой СОЖ.
- Системы автоматического выключения.
- Предохранителей.
- Теплового реле.
- Заземления.
- Микропереключателя.
Габариты и масса
Размер (Д х Д х В) — 3200 мм х 1300мм х 1900мм;
Вес (приблизительно) — 3000 кг.
Общая конструкция и принцип работы
Конструкция токарно-винторезного станка представляет собой крупный агрегат, состоящий из большого числа составных элементов, куда входит электрооборудование, суппорты, коробку подач, шпиндель и заднюю бабку.
Важно!
Конструкция предусматривает наличие целого ряда защитных элементов, блокирующие и ограждающие, обеспечивая безопасность взаимодействия с устройством.
Работает по принципу универсального токарного станка, выполняющего ряд различных работ, и некоторые нестандартные операции с использованием дополнительного оборудования, например, нарезание резьбы, сверления и т. п.
Фото и описание устройства станка
Ниже будут представлены схематичные изображения наиболее важных компонентов станка и краткое описание к ним.
Общий вид
Чертеж
На чертеже изображена рабочая зона станка, расположение и расстояние всех значимых частей оборудования.
Расположение органов управления
На схеме под цифрами обозначено расположение следующих органов управления:
- Рукоятки, устанавливающей величину подачи, и резьбу.
- Рукоятки, отвечающей за вид работы: подачу и тип резьбы.
- Рукоятки, устанавливающей число по оборотам шпинделя.
- Рукоятки, устанавливающей увеличенный шаг резьбы.
- Вводного автоматического выключателя.
- Сигнальной лампы.
- Выключателя насоса.
- Указателя нагрузок.
- Рукоятки, регулирующую правую и леву резьбу.
- Рукоятки, устанавливающей ряд чисел оборота.
- Рукоятки, регулирующей фрикционную муфту в главном приводе.
- Выключателя освещения рабочего места.
- Рукоятки, поворачивающую и закрепляющую индексируемую резцовую головку.
- Рукоятки, перемещающей резцовые салазки.
- Рукоятки, крепящие заднюю бабку к корпусу станины.
- Маховика, перемещающего заднюю бабку.
- Рукоятки, регулирующей фрикционную муфту.
- Рукоятку, выключающую и включающую ходовой винт.
- Рукоятку, управляющую механическим перемещением каретки и салазок.
- Кнопочной станции, включающей и выключающей электродвигатель.
- Рукоятку, перемещающую поперечную салазку суппорта.
- Маховика, устанавливающего ручное перемещение каретки.
- Кнопку, направляющую каретку и поперечные салазки.
- Рукоятку, устанавливающую подачу и шаг для резьбы.


Кинематическая схема
Кинематическую схему используют для того, чтобы понять связь и взаимодействие между основными элементами станка.
Шпиндельная бабка
Шпиндельная бабка может устанавливать числа в 4 ряда, по двум рядам с пределами 40, 50 и 160 об/мин, по двум рядам с пределами 200, 630 и 500.
Коробка подач
Обеспечивает перемещение резца и инструмента на направляющих станка с заданной скоростью. Эта часть используется для установки постоянной скорости подачи при резке или других работах.
С редуктором внутри, состоящим из переключаемой зубчатой передачи. На нее, с использованием входного вала, идет крутящий момент от шпиндельного узла. С ходовым винтом, валом на коробке подач.
Фартук
Фартук – деталь, отвечающая за точность подачи в суппорт. Имеет механизмы, ограждающие и обеспечивающие надежность с безопасностью во время работы.
Фартук располагается в корпусе, рядом с каретой суппорта. Обеспечивает вращательные движения ходового винта и передает их суппорту.
Суппорт
Представляет собой узел, крепящий инструмент в ручном или автоматическом режиме. Суппорт содержит резцедержатель и салазки.
Задняя бабка
Если при отведении рукоятки 19, не обеспечивается достаточный прижим задней бабки, необходимо изменить регулировку винтов 26 и 33, чтобы изменить прижимную планку.
Если нужно установить заднюю бабку поперечно шпинделю, нужно совместить винты 41 с плоской поверхностью А.
Схема электрическая принципиальная
Электродвигатель запускает кнопкой s4 и выключается кнопкой s3
Инструкция по первому запуску и эксплуатации
Перед первым запуском, нужно проверить внешние параметры надежности, устойчивость установки агрегата. Закончив осмотр, стоит выключить питание для каждого электродвигателя и используя вводный автоматический выключатель F1 в цеховую сеть.
Закончив осмотр, стоит выключить питание для каждого электродвигателя и используя вводный автоматический выключатель F1 в цеховую сеть.
Все блокировочные устройства должны соответствовать данным, указанным в инструкции:
- Главный привод вращается против часовой стрелки в сторону вала.
- Электронасос вращается согласно указанной схеме на корпусе.
- Гидроэлектростанция вращается в сторону вентилятора, по часовой стрелке.
- Электродвигатель быстрого перемещения вращается по часовой стрелке.
Важно!
Проверьте срабатывание магнитного пускателя и реле. После проверки правильности работы каждого электроаппарата, присоедините прежде выключенные провода. После полной проверки электродвигателя, можно приступать к работе.
Правила эксплуатации и ухода, паспорт станка
- Предназначение станков использование в малосерийном и единичном производстве.
- Температуру в цеху, стоит поддерживать на уровне 30 градусов.
- Контроль влажности не больше 80%.
- Сохранение качества и долговечность работы агрегата напрямую зависит от условий эксплуатации, недопустимо накопление пыли, появления оскалин.
- Чугунные детали, вызывают повышенный износ трущейся части, во время обработки требуется тщательное удаление стружки и пыли.
- Своевременно смазываются движущие части.
- Устройство, оставленное на длительный период, должно быть, накрыто.

Скачать бесплатно паспорт токарно-винторезного станка 16К20 в pdf-формате можно по ссылке: Паспорт 16К20
Современные аналоги
Уже упоминалось, что завод прекратил производство модели 16 к 20, поэтому актуален подбор станков с аналогичными характеристиками. Зарубежные производители славятся агрегатами D420x1000, Proma SPC-900PA, Jet GH-1640ZX DRO.
Белорусские аналоги, выпускаемые на Гомельском заводе, предлагают 16ВТ20П-21. Еще можно отметить модели TRENS, от Словацкого производителя SN 50 С и SN 500 SA.
Еще можно отметить модели TRENS, от Словацкого производителя SN 50 С и SN 500 SA.
Они имеют современную конструкцию и качественные немецкие комплектующие, с относительно небольшой стоимостью за свои характеристики.
Цены на товары других производителей начинаются от полутора миллиона до двух, без расчета доставки и установки агрегатов.
Токарно-винторезный станок 16К20: технические характеристики, схемы, паспорт
Содержание статьи:
Изготовлением токарно-винторезного станка 16К20 занимался завод «Красный пролетарий» с 1971. Выпуск продолжался вплоть до середины 80-х г. Он пришел на замену морально устаревшим моделям 1К62 и 1К625. Впоследствии было налажено производство нового оборудования с лучшими параметрами — МК6056.
Конструктивные особенности
Внешний вид
Изначально токарно-винторезный станок 16К20 разрабатывался для выполнения стандартных операций — токарной обработки поверхностей деталей, формирование резьбы различных типов.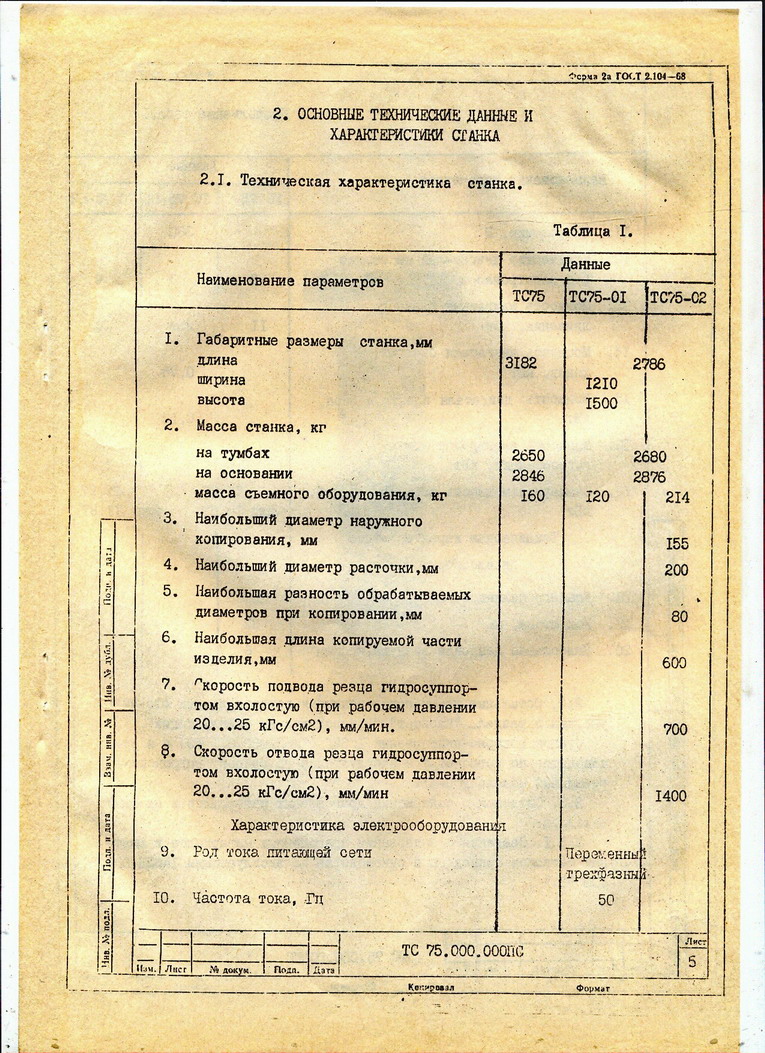 Для этого предусмотрена установка заготовок в центре и на механизме патронов.
Для этого предусмотрена установка заготовок в центре и на механизме патронов.
Для анализа возможностей оборудования рекомендуется изучить паспорт и фото. Особенностями конструкции является жесткая рама, изготовленная в форме короба, и каленые шлифованные направляющие. Эти компоненты установлены на монолитном основании. Благодаря такой схеме расположения производительность станка серии 16К20 существенно выше, чем у его раннего аналога — 1К62.
Помимо улучшенной кинематической схемы можно отметить следующие паспортные технические характеристики станка 16К20:
- шпиндельная бабка. Дает возможность выбрать один из четырех рядов чисел оборотов с различными вариантами пределов;
- фланцевый передний конец шпинделя. Он установлен в претензионных подшипниках качения. Это позволяет не выполнять дополнительную регулировку в ходе работы станка;
- конструкция выходного вала. Он соединен с коробкой передач с помощью переходных зубчатых колес. Благодаря им суппорт может перемещаться в широком диапазоне;
- конструкция резцедержателя. Он обеспечивает надежную фиксацию режущего инструмента. Это является обязательным условием при обработке заготовок из специальных твердосплавных сортов стали.
 Он обеспечивает надежную фиксацию режущего инструмента. Это является обязательным условием при обработке заготовок из специальных твердосплавных сортов стали.
Он обеспечивает надежную фиксацию режущего инструмента. Это является обязательным условием при обработке заготовок из специальных твердосплавных сортов стали.Дополнительно следует изучить описание паспорт суппорта. Помимо улучшенной механики в нем присутствуют дополнительные измерительные линейки и оригинальный механизм выключения подачи.
Оптимальный вариант эксплуатации станка 16К20 — в мелкосерийном производстве и ремонтных мастерских. Это объясняется классом точности «Н» и нормативной шероховатостью поверхности V6б.
Характеристики узлов станка
Устройство станка
На первом этапе ознакомления с возможностями, которыми обладает станок 16К20, рекомендуется изучить технический паспорт оборудования. Главными параметрами в этом случае является максимальный и минимальный размер обрабатываемой детали и характеристики смещения суппорта относительно ее.
Диаметр детали над станиной не должен превышать 40 см. Это же значение при расположении над суппортом не может быть более 22 см. Учитывая достаточно небольшие габариты оборудования (279,5*119*150 см) и вес 3010 кг эти параметры являются оптимальными для такого типа станков.
Учитывая достаточно небольшие габариты оборудования (279,5*119*150 см) и вес 3010 кг эти параметры являются оптимальными для такого типа станков.
Но кроме этого при выборе оптимального режима работы после изучения кинематической схемы следует ознакомиться с паспортными характеристиками шпинделя:
- диаметр отверстия – 5,2 см;
- частота вращения. При прямом вращательном движении этот параметр может варьироваться от 12,5 до 1600 об/мин. Во время обратного – от 19 до 1900 об/мин;
- число скоростей. Количество прямых составляет 11. Обратных в два раза меньше – 11;
- диаметр фланца – 17 см;
- максимально возможный крутящий момент, Нм – 1000.
Обработка вращающейся заготовки осуществляется за счет движения суппорта, на котором закреплен режущий инструмент. Важным моментом является правильный выбор кинематической схемы функционирования, которая подробно описана в паспорте.
Кинематическая схема
Для работы на станке необходимо знать описания следующих параметров суппорта:
- максимальная длина смещения. Продольные могут составлять 64,5, 93,5, 133,5 и 193,5 см. Поперечное – 30 см;
- скорости быстрых перемещений, мм/мин: 3800 – для продольных; 1900 – для поперечных;
- диапазон подач, мм/об. Для продольных он ограничивается от 0,05 до 2,8. Поперечные – от 0,025 до 1,4;
- число подач одинаково для обоих направлений и составляет 42;
 Продольные могут составлять 64,5, 93,5, 133,5 и 193,5 см. Поперечное – 30 см;
Продольные могут составлять 64,5, 93,5, 133,5 и 193,5 см. Поперечное – 30 см;При выборе режима работы следует учитывать максимально допустимый вес заготовки. Если она крепится в патроне, то ее масса не должна превышать 200 кг. Диапазон веса при обработке в центрах шире и может составлять от 460 до 1300 кг в зависимости от длины детали.
Согласно паспортным данным резцовые салазки имеют максимальный угол поворота ±90°. Допустимое значение размеров державки резца составляет 25*25 мм.
Правила эксплуатации
Электрическая схема
Для сохранения исходных параметров станка 16К20 необходимо проводить плановые осмотры и ремонт оборудования. Подробно рекомендации по периодичности выполнения этих мероприятий указаны в паспорте. При этом учитываются особенности работы кинематической схемы.
При этом учитываются особенности работы кинематической схемы.
Согласно рекомендациям производителя станок 16К20 должен подвергаться следующим видам ремонта:
- осмотр. В процессе выполнения визуально контролируется отсутствие внешних дефектов в узлах и агрегатах без их разбора. Выполняется перед каждой рабочей сменой;
- малый ремонт. Включает в себя частичную разборку шпиндельной бабки, фартука и коробки передач. Контролируется нормированная величина зазоров между движущимися частями оборудования. Выполняется очистка механизмов от мусора, наносится смазочный состав;
- средний ремонт. Отличается от вышеописанных заменой вышедших из строя элементов станка 16К20;
- капитальный ремонт. Делается полная замена дефектных компонентов, выполняется осмотр и восстановление системы охлаждения. После завершения работа оборудования проверяется на холостом ходу.
Дополнительно необходимо следить за состоянием фундамента станка. Он должен выполнять свои функции – обеспечивать устойчивость и максимально гасить колебания, возникающие во время работы.
В видеоматериале показа пример схемы регулировки станка 16К20:
Паспорт, Характеристики, Схема, Руководство, Чертежи
Токарно-винторезный станок 16К20
Токарно-винторезный станок 16К20 предназначен для выполнения разнообразных токарных работ: обтачивания и растачивания цилиндрических и конических поверхностей, нарезания наружных и внутренних метрических, дюймовых, модульных и питчевых резьб, а также сверления, зенкерования, развертывания,и т.п. Отклонение от цилиндричности 7 мкм, конусности 20 мкм на длине 300 мм, отклонение от прямолинейности торцевой поверхности на диаметре 300 мм — 16 мкм. Однако бывают станки 16К20 без ходового винта. На таких станках можно выполнять все виды токарных работ, кроме нарезания резьбы резцом.
Станки оснащены механическим фрикционом, приводом быстрых перемещений суппорта, задняя бабка имеет аэростатическую разгрузку, направляющие станины закалены HRCэ 49…57.
Техническими параметрами, по которым классифицируют токарно-винторезные станки, являются наибольший диаметр D обрабатываемой заготовки (детали) или высота Центров над станиной (равная 0,5 D), наибольшая длина L обрабатываемой заготовки (детали) и масса станка. Ряд наибольших диаметров обработки для токарно-винторезных станков имеет вид: D = 100, 125, 160, 200, 250, 320, 400, 500, 630, 800, 1000, 1250, 1600, 2000 и далее до 4000 мм. Наибольшая длина L обрабатываемой детали определяется расстоянием между центрами станка. Выпускаемые станки при одном и том же значении D могут иметь различные значения L. По массе токарные станки делятся на легкие — до 500 кг (D = 100 — 200 мм), средние — до 4 т (D = 250 — 500 мм), крупные — до 15 т (D = 630 — 1250 мм) и тяжелые — до 400 т (D = 1600 — 4000 мм). Легкие токарные станки применяются в инструментальном производстве, приборостроении, часовой промышленности, в экспериментальных и опытных цехах предприятий. Эти станки выпускаются как с механической подачей, так и без нее.
Эти станки выпускаются как с механической подачей, так и без нее.
Органы управления
На лицевой стороне шкафа управления имеются следующие органы управления:
- рукоятка включения и отключения вводного автоматического выключателя с максимальным и дистанционным расцепителями;
- сигнальная лампа с линзой белого цвета, сигнализирующая о включенном состоянии вводного автоматического выключателя; переключатель для включения и отключения электронасоса охлаждения;
- указатель нагрузки, показывающий загрузку электродвигателя главного привода.
На каретке установлена кнопочная станция пуска и останова электродвигателя главного привода. В рукоятке фартука встроена кнопка включения электродвигателя привода быстрых перемещений суппорта.
 youtube.com/embed/NBu7Esa6eWg?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
youtube.com/embed/NBu7Esa6eWg?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>Технические характеристики станка 16К20
Технические характеристики станка 16К20 это основной показатель пригодности станка к выполнению определенных работ.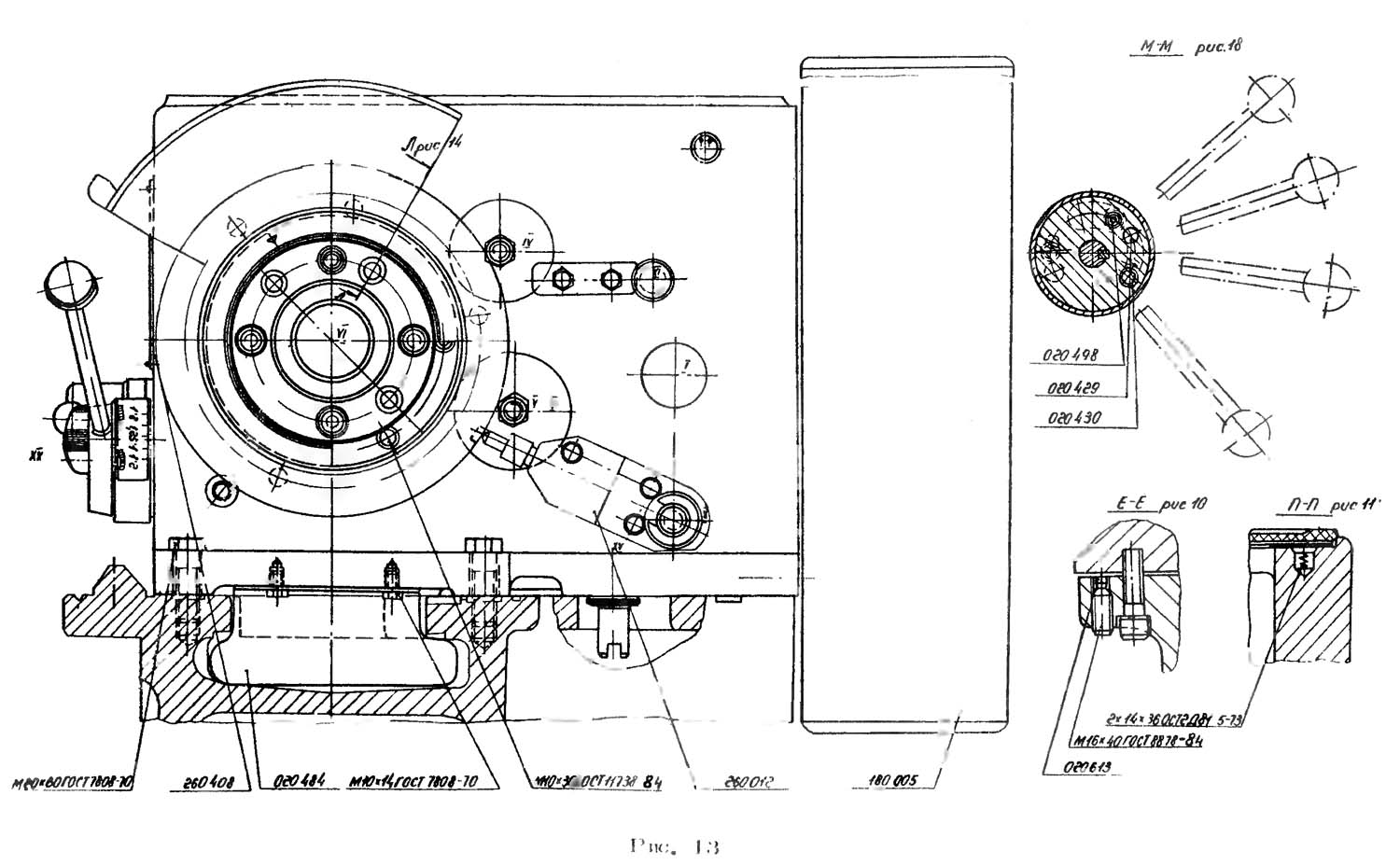 Для токарно-винторезных станков основными характеристиками является:
Для токарно-винторезных станков основными характеристиками является:
- наибольший диаметр D обрабатываемой заготовки (детали)
- наибольшая растояние между центрами РМЦ
- наибольшая длинна обрабатываемой детали
- число оборотов шпинделя в минуту
Ниже приводится таблица с техническими характеристиками токарно-винторезного станка 16К20. Более подробно технические характеристики токарно-винторезного станка можно посмотреть в паспорте станка 16К20
| Величины | ||
| Класс точности | Н | |
| Наибольший диаметр обрабатываемой заготовки над станиной | мм | 400 |
| Наибольший диаметр точения над поперечным суппортом | мм | 220 |
| Наибольший диаметр обрабатываемого прутка | мм | 50 |
| Наибольшая длинна обрабатываемого изделия | мм | 710, 1000, 1400, 2000 |
| Предел числа оборотов шпинделя | об/мин | 12,5-1600 |
| Пределы подач | ||
| — продольных | мм/об | 0,05-2,8 |
| — поперечных | мм/об | 0,025-1,4 |
| Наибольшее усилие допускаемое механизмом подач на упоре | ||
| — продольное | кгс | 800 |
| — поперечное | кгс | 460 |
| Наибольшее усилие допускаемое механизмом подач на резце | ||
| — продольное | кгс | 600 |
| — поперечное | кгс | 360 |
| Мощность электродвигателя главного движения | кВт | 11 |
| Габариты станка (Длинна) | ||
| — длинна | мм | 2505, 2795, 3195, 3795 |
| — ширина | мм | 1190 |
| — высота | мм | 1500 |
| Масса станка | кг | 2835, 3005, 3225, 3685 |
Паспорт токарно-винторезного станка 16К20
Данное руководство по эксплуатации «Паспорт токарно-винторезного станка 16К20» содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке.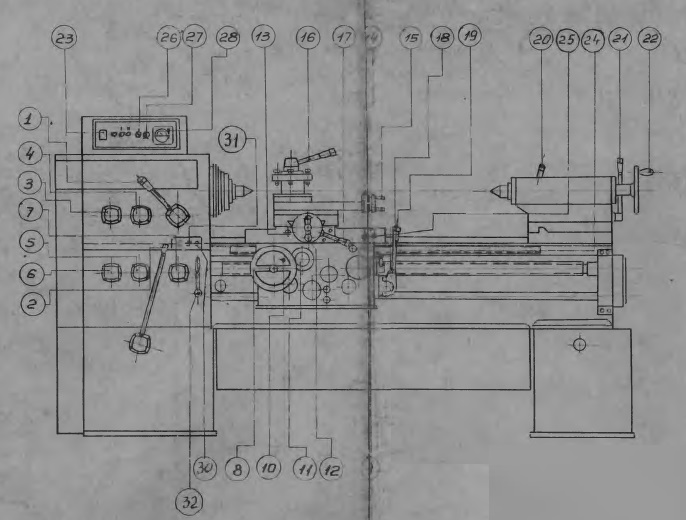 Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации универсального токарно-винторезного станка 16К20.
Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации универсального токарно-винторезного станка 16К20.
Содержание
- Введение
- Расспаковка и транспортирование станка
- Снятие антикоррозионых покрытий
- Установка станка
- Подготовка станка к пуску
- Смазка станка
- Электрооборудование станка
- Пневмооборудование станка
- Органы управления
- Пуск станка и некоторые условия эксплуатации
- Указание по использованию и установке патронов и люнетов
- Механика станка
- Краткое описание основных узлов и их регулирование
- Кинематическая схема станка
- Схема расположения подшибников
- Характерные возможные неисправности.
- Ремонт.
- Указания о проведении контроля точности
- Паспорт станка
- Приложения
Скачать паспорт токарно-винторезного станка 16К20 в хорошем качестве можно по ссылкам расположенным ниже:
Сферы использования и модификации станка 16К20
Скачать бесплатно паспорт токарно-винторезного станка 16К20 в pdf-формате можно здесь: Паспорт 16К20
Токарно-винторезный станок модели 16К20 принадлежит к категории универсального оборудования для обработки деталей из металла. Его характеристики, конечно, не позволяют заменить им фрезерное оборудование, но дают возможность использовать его для выполнения целого перечня специализированных операций. К таким операциям, в частности, относятся нарезание резьбы различного типа (метрической, дюймовой, модульной, питчевой), сверление, зенкерование и другие виды токарной обработки.
Его характеристики, конечно, не позволяют заменить им фрезерное оборудование, но дают возможность использовать его для выполнения целого перечня специализированных операций. К таким операциям, в частности, относятся нарезание резьбы различного типа (метрической, дюймовой, модульной, питчевой), сверление, зенкерование и другие виды токарной обработки.
Возможности этого токарно-винторезного станка таковы, что с его помощью можно обрабатывать заготовки и из горячекатаного, и из холоднокатаного проката. До появления данного станка на предприятиях использовалась модель оборудования 1К62, которая значительно уступает ему по всем своим характеристикам. Так, к преимуществам токарно-винторезного станка 16К20 (по сравнению с прежней моделью) можно отнести:
- безопасность эксплуатации;
- высокую надежность;
- возможность обрабатывать детали с высокой точностью;
- простоту и удобство обслуживания;
- исключительную долговечность даже при активной эксплуатации;
- высокую производительность.

Читать также: Ремонт частотников в туле
Применяют токарно-винторезные станки 16К20 на предприятиях, выпускающих продукцию единично или мелкими сериями, а также в инструментальных цехах, где такое оборудование может использоваться для выполнения как получистовых, так и чистовых работ.
Из конструктивных особенностей данного токарно-винторезного станка можно отметить следующие.
- Станина оборудования выполнена в коробчатой форме и установлена на массивное монолитное основание, что придает высокую жесткость всей конструкции. Точность передвижения по станине суппорта и подвижной задней бабке обеспечивают надежные направляющие, которые подвергнуты термообработке и шлифованию.
- В зависимости от типа обработки и конфигурации заготовки могут фиксироваться в патроне или зажиматься в центрах.
- Устройство держателя для резца разработано таким образом, чтобы обеспечить надежную фиксацию инструмента.
- Для установки шпинделя используются высокоточные (прецизионные) подшипники качения, необходимые для точности его расположения и вращения.
- В конструкции токарно-винторезного станка 16К20 предусмотрен целый ряд блокировочных и ограждающих технических элементов, обеспечивающих безопасность работы на нем.
- Для обеспечения точности обработки на станке установлены линейки с визирами, по которым можно контролировать продольные, а также поперечные перемещения инструмента.
- Экстренно отключить подачу суппорта станка 16К20 можно при помощи специального устройства, установленного на фартуке станка.

Резцедержатель 16К20 на суппорте станка выглядит следующим образом:
Резцедержатель станка 16К20
Благодаря универсальности, надежности, простоте устройства и обслуживания токарно-винторезного станка 16К20 аналоги данного оборудования выпускались на ряде отечественных и зарубежных предприятий, где они обозначались:
- МК6058 (6057, 6056) – Станкостроительный в Москве;
- 16В20П, 16В20 – Астраханский станкостроительный завод;
- ЖА-805 – Завод автоматических станков в Житомире;
- 16Б16 и модификации, Samat 400 – Средневолжский станкостроительный завод в Самаре;
- GH-1840ZX («Jet» – Швейцария), CU402 («Враца» – Болгария), CD6140A («Anhui Chizhou» – Китай), BJ1630G, CS6240, CS6240 («Bochi» – Китай), CA6240B, CA6140A («SMTCL» – Китай).
- КА-280 – в Киеве.
- 16ВТ20П, 16ВТ20 – в Витебске.
 ” data-lazy-type=”iframe” data-src=”https://www.youtube.com/embed/Q5NAEPuwab4?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
” data-lazy-type=”iframe” data-src=”https://www.youtube.com/embed/Q5NAEPuwab4?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
Схема токарно-винторезного станка 16К20 электрическая принципиальная
Схема электрическая принципиальная токарно-винторезного станка 16К20 приведена на следующем рисунке:
Скачать бесплатно схему электрическую принципиальную токарно-винторезного станка 16K20 со спецификацией и в отличном качестве можно по ссылке расположенной ниже:
Другой вариант схемы электрической принципиальной токарно винторезного станка 16К20 приведена на следующем рисунке:
Скачать бесплатно этот вариант схемы электрической принципиальной токарно-винторезного станка 16K20 со спецификацией и в отличном качестве можно по ссылке расположенной ниже:
Ремонт токарно-винторезного станка 16К20
Ниже приведены ссылки на три альбома посвященные ремонту токарно-винторезного станка 16К20. Эта документация была разработана «Государственным Проектно-Конструкторским и Технологическим Институтом по Модернизации и Автоматизации, Ремонту Металлорежущих Станков и Техническому Обслуживанию Металлообрабатывающего Оборудования с Програмным Управлением» — «ГПКТИ СТАНКОСЕРВИС».
Эта документация была разработана «Государственным Проектно-Конструкторским и Технологическим Институтом по Модернизации и Автоматизации, Ремонту Металлорежущих Станков и Техническому Обслуживанию Металлообрабатывающего Оборудования с Програмным Управлением» — «ГПКТИ СТАНКОСЕРВИС».
Содержание
- Общее описание станка
- Назначение и краткая техническая характеристика
- Органы управления
- Спецификация основных узлов
- Основные параметры зубчатых колес, червяков, винтов, гаек, реек
- Кинематическая схема
- Спецификация подшипников качения
- Смазка станка
- Карта смазки
- Описание электросхемы
- Схема электрическая принципиальная
- Спецификация электрооборудования станка
- Чертежи узлов станка
- Станина 16К20.010.001; 16К20.011.001; 16К20.012.001; 16К20.016.001
- Бабка шпиндельная 16К20.020.001
- Задняя бабка 16Б20.030.001; 16Б20П.030.001
- Резцедержатель четырехпозиционный 16К20. 041.001
- Каретка и суппорт 16К20.040.001 и 16К20.050.001
- Фартук 16Б20П.061.000
- Каробка подач 16Б20П.070.000
- Каробка передач 16К20.080.001
 041.001
041.001Скачать бесплатно «Ремонт токарно-винторезного станка 16К20. Альбом 1. Общее описание» в нормальном качестве (70 страниц) можно по ссылке расположенной ниже:
Содержание «Ремонт токарно-винторезного станка 16К20. Альбом 2. Технологическмй процесс капитального ремонта»
- Маршрут прохождения токарно-винторезного станка 16К20 при капитальном ремонте
- Перечень оснастки, применяемой при капитальном ремонте станка
- Маршрутный технологический процесс разборки станка на узлы
- Рекомендации по дефектации и восстановлению деталей
- Марщрутные технологические процессы ремонта деталей
- Требования предъявляемые к качеству сборки станка
- Маршрутный технологический процесс сборки узлов станка
- Маршрутный технологический процесс сборки и отладки станка
- Испытание станка после капитального ремонта
- Протокол проверки станка на жесткость и точность по ГОСТ 18097-72
- Нормы уровня шума и методы испытаний
- Приложения
Скачать бесплатно «Ремонт токарно-винторезного станка 16К20. Альбом 2.Технологический процесс капитального ремонта» в хорошем качестве (100 страниц) можно по ссылке расположенной ниже:
Альбом 2.Технологический процесс капитального ремонта» в хорошем качестве (100 страниц) можно по ссылке расположенной ниже:
Содержание «Ремонт токарно-винторезного станка 16К20. Альбом 3. Сменяемые детали»
- Временные нормы расхода сменяемых деталей при ремонте станка 16К20
- Рабочие чертежи сменяемых деталей
Скачать бесплатно «Ремонт токарно-винторезного станка 16К20. Альбом 3. Сменяемые детали» в хорошем качестве (196 страниц) можно по ссылке расположенной ниже:
Регулировка и ремонт станка 16К20
Шпиндельная бабка устанавливается на станок 16К20 и надежно фиксируется на его станине в процессе сборки оборудования на станкостроительном заводе. Однако нередко в процессе эксплуатации оборудования необходимо выполнить регулировку этого узла. Для этого, прежде всего, необходимо ознакомиться с описанием токарно-винторезного станка 16К20 и схемой расположения его узлов, только затем приступают к демонтажу коробки подач. После этого, используя регулировочный винт и ориентируясь на специальные пробные проточки, корректируют положение шпинделя по его продольной оси.
После этого, используя регулировочный винт и ориентируясь на специальные пробные проточки, корректируют положение шпинделя по его продольной оси.
С некоторыми особенностями ремонта 16К20 можно ознакомиться на видео:
Для выполнения регулировки шпиндельных подшипников станка недостаточно будет ознакомиться с его описанием или фото, доверять выполнение такой задачи следует только квалифицированным наладчикам, имеющим соответствующий опыт. Перед процедурой очень важно проверить, насколько жесткость шпиндельного узла соответствует требуемым параметрам, для чего используются динамометр и домкрат. Расположив под фланцем шпинделя домкрат, к узлу прилагают определенное усилие, а его жесткость определяют по тому, насколько отклонился узел.
Хотя токарный станок 16К20 является не только универсальным, но и очень надежным оборудованием, эффективность его использования и точность обработки деталей снижаются с течением времени. Для того чтобы длительное время поддерживать этот токарно-винторезный станок в рабочем состоянии и восстановить его заводские технические характеристики после активной эксплуатации, необходимо выполнять ряд определенных мероприятий. К ним относятся осмотр, техническое обслуживание, регулярный плановый и капитальный ремонт.
К ним относятся осмотр, техническое обслуживание, регулярный плановый и капитальный ремонт.
Чаще всего выполняется так называемый малый ремонт станка 16К20, в процессе которого решаются следующие задачи.
- Зачищается и промывается резцовая головка.
- Частично разбираются узлы токарно-винторезного станка, наиболее подверженные загрязнениям: шпиндельная бабка, коробка подач, фартук и др. После разборки элементы этих узлов осматриваются на предмет наличия повреждений и тщательно промываются.
- Если на станине, задней бабке, суппорте и каретке обнаруживаются царапины и забоины, то они тщательно зачищаются.
- Проверяются работоспособность и техническое состояние зубчатых муфт, кнопок и рукояток управления, защитных устройств предохранительного и блокирующего типа.
- Если замечены признаки износа, то производят замену втулок, элементов для регулировки и фиксации держателя инструмента.
- Тщательно осматриваются и при необходимости зачищаются царапины и заусеницы на прижимных планках, регулировочных клиньях, шлицах и шестернях.
- Промывается смазочный узел и устраняются утечки в нем.
- Проверяются герметичность и работоспособность пневматических узлов станка 16К20.
- Проводится испытание токарно-винторезного станка после выполнения ремонта. При этом проверяют следующие параметры: уровень шума, издаваемого станком в процессе работы, степень его нагрева, точность обработки деталей и степень чистоты обработанных поверхностей.

При осуществлении малого ремонта токарно-винторезного станка 16К20 также выполняют дефектовку деталей и узлов и выписывают те из них, которые необходимо заменить в процессе ближайшего планового технического обслуживания.
Токарный станок 16В20: паспорт, технические характеристики, схемы
Токарно-винторезный станок 16в20 можно назвать прямым потомком знаменитого первенца советского станкостроения ДИП-200, первым «наследником» которого является токарный станок 1А62. В 1949 году производство 1А62 было передано с флагмана советского станкостроения московского завода «Красный пролетарий» на вновь созданный Астраханский станкостроительный завод. Спустя семь лет предприятие прекратило выпуск своего первенца и приступило к производству разработанной на его базе модели нового токарного станка, которая имели две модификации: 16В20 и 1В62Г.
Спустя семь лет предприятие прекратило выпуск своего первенца и приступило к производству разработанной на его базе модели нового токарного станка, которая имели две модификации: 16В20 и 1В62Г.
16В20 выпускался в рамках советских народно-хозяйственных планов и предназначался для использования в небольших ремонтных предприятиях и мастерских колхозов и совхозов. В инструкциях по эксплуатации 80-90-х годов прямо указано его назначение: использование «на ремонтных или … сельскохозяйственных предприятиях». 16В20 является одним из долгожителей многочисленного семейства советских станков: он до сих пор выпускается тем же заводом и под таким же индексом. Правда, теперь в его документации токарного станка написано, что он предназначен для использования на «различных … предприятиях, в том числе и ремонтных».
Основные технические характеристики
Винторезный станок 16В20 выпускался в трех типоразмерах с межцентровыми расстояниями 750, 1000, 1500 мм. Другие технические характеристики станка (линейные размеры в мм):
Другие технические характеристики станка (линейные размеры в мм):
- расстояние от межцентровой оси до направляющих — 222.5;
- расстояние от межцентровой оси до каретки — 110;
- диаметр шпиндельного отверстия — 54;
- максимальный ход каретки — 900;
- максимальный ход салазок — 280;
- максимальное выдвижение пиноли — 150;
- максимальная скорость вращения шпинделя — 1400 об/мин;
- мощность главного привода — 7.5 кВт.
По своим техническим характеристикам токарно-винторезный 16В20 станок аналогичен 16К20. Одно из главных его отличий — это увеличенный на 45 мм диаметр обточки над направляющими.
Паспорт
Паспорт токарного станка 16В20 включен в поставляемую с ним «Инструкцию по эксплуатации». Основные сведения о выпущенном и проверенном экземпляре станка приведены в главе «Сведения о приемке». Ее первая часть посвящена проверке электрооборудования. В ее начале указана модель, серийный номер и изготовитель электрошкафа, а в конце стоит подпись ответственного за его испытание.
В следующем разделе приведены данные о консервации с указанием даты выполнения этой операции, государственных стандартов и сроков действия консервации, а в завершении стоит подпись ответственного. Далее следуют данные об упаковке (тоже с подписью ответственного), а завершает главу раздел «Свидетельство о приемке». В нем указаны обозначение, модификация и серийный номер станка, но нет таблицы с техническими данными испытаний, которая в прежние времена обычно завершала паспорт токарного станка. Вместо этого приводится перечень ГОСТов и ТУ, требованиям которых он полностью соответствует по результатам «осмотра и проведенных испытаний».
СКАЧАТЬ ПАСПОРТ МОЖНО ЗДЕСЬ.
Габариты рабочего пространства
Возможности обработки детали на токарном оборудовании зависят от размещения его узлов и механизмов относительно друг друга, а также предельных ходов его подвижных частей. Совокупность этих параметров определяют размеры и конфигурацию рабочего пространства токарного станка.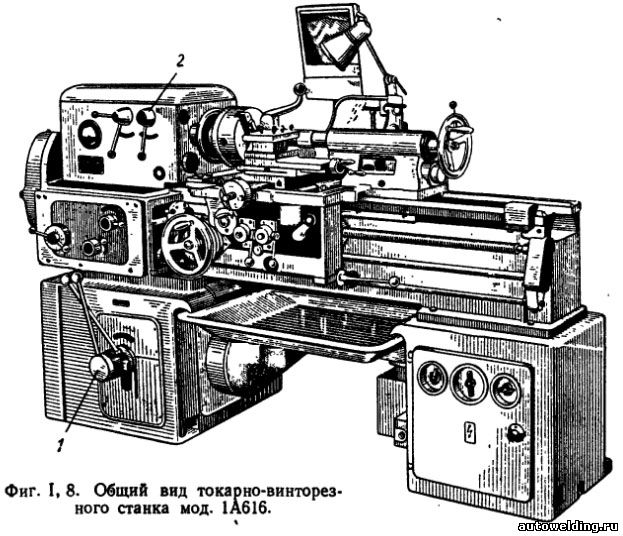 Среди них наиболее значимыми являются длина обточки вдоль межцентровой оси, а также высота последней над направляющими и кареткой.
Среди них наиболее значимыми являются длина обточки вдоль межцентровой оси, а также высота последней над направляющими и кареткой.
Для токарного станка 16В20 (с РМЦ 1000 мм) эти величины составляют 900, 445 и 220 мм. В его технических характеристиках не указан предельный вес заготовки, который хотя и не является геометрическим параметром, может серьезно ограничивать размеры возможной обработки.
Конструктивные особенности
Конструктивно токарный станок 16В20 практически повторяет широкоизвестный 16К20, что неудивительно, поскольку оба они ведут свое происхождение от одного «предка». Многие детали и узлы у этих станков взаимозаменяемы, хотя их эксплуатационные качества у московского станка по многим отзывам заметно выше.
Среди пользователей токарных станков этого класса распространено мнение о низком ресурсе узлов и механизмов 16В20, что связывают с пониженной прочностью применяемых сталей и слабой закалкой (или даже ее отсутствием). Кроме этого, многие токари отмечают нежесткость его конструкции, небольшой размер окошек на станине, что затрудняет удаление стружки, а также крепление верхних салазок на двух болтах. А в качестве основного достоинства всегда отмечается увеличенный по сравнению 16К20 диаметр обработки.
А в качестве основного достоинства всегда отмечается увеличенный по сравнению 16К20 диаметр обработки.
Спецификация основных узлов
В разделе «Состав изделия» документации токарного станка 16В20 приводится следующий перечень его основных компонентов:
- Электрошкаф.
- Бабка передняя.
- Бабка задняя.
- Ограждение патрона.
- Коробка передач.
- Коробка подач.
- Каретка и суппорт.
- Фартук.
- Ограждение суппорта.
За отдельную плату станок может быть дополнительно укомплектован механизированным суппортом и двумя видами люнетов: подвижным и неподвижным.
Расположение органов управления
Состав и местонахождение органов управления 16В20 традиционно для такого токарного оборудования. Выключатели электропитания с индикаторными лампами расположены на верху передней бабки, а ручки выбора направления и скорости вращения шпинделя — в ряд на ее лицевой стороне. Непосредственно под ними находятся органы управления коробки подач.
На фартуке станка смонтированы маховичок ручного хода каретки, двусторонняя ручка передвижения салазок, кнопочный блок общего включения и кнопка быстрого хода. На каретке и суппорте находятся ручка перемещения резцовых салазок, а также и рычаг поворота и зажима резцедержателя.
Кинематическая схема
Кинематическая схема токарного станка 16В20 реализует как основные движения, так и вспомогательные ходы, а также перемещения, относящиеся к подготовительно-заключительным операциям. Часть этих движений выполняется механически, а часть — вручную.
Главная кинематическая цепь начинается с приводного шкива и включает в себе механизмы коробки передач. Кинематическая цепь подач принимает движение от выходного вала коробки передач и посредством набора сменных шестерен передает его фартуку и далее каретке и суппорту. Таким способом достигается надежная кинематическая синхронизация между заданным вращением шпинделя и подачей резца.
Скачать изображение в полном размере
Электрическая схема
Токарно-винторезный станок 16В20 славится простотой и надежностью своего электрооборудования, которое состоит из электрошкафа и следующих электрических цепей:
- силового питания;
- сигнальных устройств;
- освещения рабочей зоны;
- управляющих коммутационных устройств.

Все цепи запитаны от цехового источника переменного тока. Двигатели работают от трехфазного напряжения 380 В, цепи коммутации — от однофазного напряжения 110 В, а осветительные приборы — от напряжения 24 В.
Электрооборудование защищено от короткого замыкания плавкими вставками и выключателями-автоматами, а защита от нагрева при перегрузках реализована на тепловых реле. Также на станке используются пускатели нулевой защиты, которые отключают электропитание при падении напряжения ниже 85% от номинала. Неотъемлемым элементом электрической схемы является заземление, которое в обязательном порядке подключается при монтаже оборудования.
Скачать изображение в полном размере
Техника безопасности
Инструкция по эксплуатации токарного станка 16В20 содержит объемную главу под названием «Указания по мерам безопасности», состоящую из восьми разделов. В первом их них содержится описание мер безопасности при хранении, транспортировке и установке токарного станка на предназначенное ему место.
Самым объемным является второй раздел, посвященный вводу токарного станка 16В20 в эксплуатацию. Здесь особое внимание уделено соблюдению всех требований при подключении оборудования к электросети, особенно проверки состояния внешних и внутренних цепей заземления. Также в этом разделе подробно описан состав и порядок проверки защитных и блокирующих устройств, основными среди которых являются:
- устройство блокировки шпинделя при открытом ограждении патрона;
- внешний защитный экран;
- устройство блокировки самопроизвольного включения ручек управления шпинделем;
- защита суппорта;
- защита ходовых винта и вала;
- устройство блокировки включения главного привода при открытой крышке механизмов коробки передач;
- устройство предохранения фартука от перегрузок.
В следующем разделе описаны требования к технике безопасности при выполнении токарных работ на 16В20. Вначале еще раз напоминается о необходимости содержать в исправности защитные и блокирующие устройства, перечисленные в предыдущем разделе. Далее приводятся развернутые указания по безопасному выполнению различных технологических операций. Здесь же содержатся ссылки на ГОСТ и ведомственную документацию, требования которых необходимо соблюдать для обеспечения безопасности токарных работ.
Далее приводятся развернутые указания по безопасному выполнению различных технологических операций. Здесь же содержатся ссылки на ГОСТ и ведомственную документацию, требования которых необходимо соблюдать для обеспечения безопасности токарных работ.
Раздел 4 содержит требования по безопасности при контроле технического состояния токарного станка, раздел 5 посвящен ремонтным работам и техобслуживанию, разделы 6 и 7 описывают безопасное взаимодействие со смежным оборудованием и прилегающим рабочим зонам, а в разделе 8 изложены требования по противопожарной безопасности. В современной инструкции токарного станка 16В20 указывается, что он разработан в соответствии со стандартом по безопасности оборудования ТР ТС 010/2011. А в инструкции советских времен Приложением N3 является типовая инструкция по охране труда при работе на металлорежущих станках.
Документация токарного станка 16к20 :: bbqtaa
Файл: Документация токарного станка 16к20документация на alcatel 4100sl
документ против
Кинематика станков. Методическое пособие по выполнению ДЗ1 0001Машиностроениеpdf9 767 Кб. Токарно-винторезный станок 16К20Г с выемкой в станине предназначен для выполнения различных токарных работ и нарезания метрической, модульной, дюймовой, питчевой резьб. 1. Станок токарно-винторезный 16К20. Это реально, в том числе для Станка токарного 16К20В, 16К20ВФ1.Паспорта и Техническая документация » Станки » Скачать документацию, Паспорт токарно-винторезного станка 16К20В, 16К20ВФ1. Паспорта и Техническая документация » Станки » Скачать документацию, Паспорт токарного станка 16К20ПФ1.Документация на станки, в том числе на токарный станок 16К20ПФ1, скачивайте паспорт на станок 16К20ПФ1 бесплатно. “наладка и кинематика токарно-винторезного станка”Машиностроениеpdf931 Кб.каталогТехническая документация. Если у вас есть интересные описания станков или паспортов к ним и вы хотите эти поделится со всемиОсновные узлы станка модели 16К20 изображены на рис. Описание станка.Добавить как можно больше технической информации, а так же технической документации на эти станки.
Методическое пособие по выполнению ДЗ1 0001Машиностроениеpdf9 767 Кб. Токарно-винторезный станок 16К20Г с выемкой в станине предназначен для выполнения различных токарных работ и нарезания метрической, модульной, дюймовой, питчевой резьб. 1. Станок токарно-винторезный 16К20. Это реально, в том числе для Станка токарного 16К20В, 16К20ВФ1.Паспорта и Техническая документация » Станки » Скачать документацию, Паспорт токарно-винторезного станка 16К20В, 16К20ВФ1. Паспорта и Техническая документация » Станки » Скачать документацию, Паспорт токарного станка 16К20ПФ1.Документация на станки, в том числе на токарный станок 16К20ПФ1, скачивайте паспорт на станок 16К20ПФ1 бесплатно. “наладка и кинематика токарно-винторезного станка”Машиностроениеpdf931 Кб.каталогТехническая документация. Если у вас есть интересные описания станков или паспортов к ним и вы хотите эти поделится со всемиОсновные узлы станка модели 16К20 изображены на рис. Описание станка.Добавить как можно больше технической информации, а так же технической документации на эти станки. ГЛАВНАЯ.16К20; 16К20П; 16К20Г; 16К25 (Москва)паспорт станка. Рассмотрим их более подробно. Техническая документация на токарно-винторезный станок 16К20Г. Токарно-винторезный станок 16К20 предназначен для выполнения разнообразных токарных работ: обтачивания и растачиванияВ этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации универсального токарно-винторезного станка 16К20. Дополнительная информация: Альбом ремонта токарно-винторезного станка 16К 20.Инструкции по скачиванию паспорта: Если Вы решили скачать документацию или паспорт на станок 16К20 токарно-винторезный – нажмите на кнопку “Скачать паспорт 16К20 бесплатно с ПАСПОРТА (руководство, документация) НА ТОКАРНЫЕ СТАНКИ. 16К25 (Руководство по эксплуатации, Паспорт 16К20.000.000 РЭ) СКАЧАТЬ.Техническая документация на токарные, фрезерные, сверлильные станки (технические характеристики, фундамент на станки, принцип работы и др.) можно посмотреть здесь – http Рассмотрим тип токарно-винторезных станков на примере станка модели 16К20, которая в настоящее время широко используется в промышленности.
ГЛАВНАЯ.16К20; 16К20П; 16К20Г; 16К25 (Москва)паспорт станка. Рассмотрим их более подробно. Техническая документация на токарно-винторезный станок 16К20Г. Токарно-винторезный станок 16К20 предназначен для выполнения разнообразных токарных работ: обтачивания и растачиванияВ этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации универсального токарно-винторезного станка 16К20. Дополнительная информация: Альбом ремонта токарно-винторезного станка 16К 20.Инструкции по скачиванию паспорта: Если Вы решили скачать документацию или паспорт на станок 16К20 токарно-винторезный – нажмите на кнопку “Скачать паспорт 16К20 бесплатно с ПАСПОРТА (руководство, документация) НА ТОКАРНЫЕ СТАНКИ. 16К25 (Руководство по эксплуатации, Паспорт 16К20.000.000 РЭ) СКАЧАТЬ.Техническая документация на токарные, фрезерные, сверлильные станки (технические характеристики, фундамент на станки, принцип работы и др.) можно посмотреть здесь – http Рассмотрим тип токарно-винторезных станков на примере станка модели 16К20, которая в настоящее время широко используется в промышленности. Методические указания к Лаб.раб.
Методические указания к Лаб.раб.
документация инвентаризации склада, документ о выплате заработной платы, документальные фильмы любовь r
Паспорта токарных станков | ⤇ Станки ТУТ ⤆
Здесь Вы можете скачать описание и схему АКС токарного станка 1А616К, которые отсканированы с заводских документов, переведены в формат Djvu и закачаны в файлообменник Tasi-ix. » Читать далее
16У03П, 16У04П — токарно-винторезные станки повышенной точности.
Станкоимпорт, Москва, 1973 год
Здесь Вы можете скачать руководство по эксплуатации токарно-винторезных станков 16У03П, 16У04П, отсканированное с заводского документа, переведенное в формат Djvu и закаченное в файлообменник Tasi-ix. » Читать далее
Принципиальная схема электроники Sieg C3
Блок управления XMT 2335
Здесь Вы можете скачать принципиальную схему электроники Sieg C3. Принципиальная схема станка отсканирована с заводских документов, переведена в формат PDF и закачана в файлообменник Tasi-ix. » Читать далее
Принципиальная схема станка отсканирована с заводских документов, переведена в формат PDF и закачана в файлообменник Tasi-ix. » Читать далее
ФТ-11, станок токарно-винторезный (с электромагнитными муфтами)
Здесь Вы можете скачать паспорт на электрооборудование токарно-винторезного станка ФТ-11 (в полном объеме). Документ отсканирован с заводского документа и закачан в файлообменник Tasi-ix. » Читать далее
МС03 — станок многоцелевой (токарный), 1993 г.
Луганский станкостроительный завод
Здесь Вы можете скачать паспорт многоцелевого токарного станка МС03, отсканированный с заводского документа, переведенный в формат PDF и закаченный в файлообменник Tasi-ix. » Читать далее
Здесь Вы можете скачать паспорт токарно-винторезного станка 16Б05А (без электрических схем), отсканированный с заводского документа, переведенный в формат Djvu и закаченный в файлообменник Tasi-ix. » Читать далее
» Читать далее
ТВ-125ВМ — Станок токарно-винторезный высокой точности, 1990 г.
Владимирское производственное объединение «Техника» («ТеВла»)
Здесь Вы можете скачать электрическую схему на токарно-винторезный станок ТВ-125ВМ, отсканированную с заводских документов, переведенную в формат Djvu и закачанную в файлообменник Tasi-ix. » Читать далее
ТВ-125ВМ — Станок токарно-винторезный высокой точности, 1985 г.
Владимирское производственное объединение «Техника» («ТеВла»)
Руководство по эксплуатации 72005.019.00.000 РЭ. Паспорт. » Читать далее
1М63МФ101 — станок токарно-винторезный.
Здесь Вы можете скачать электрическую схему на токарно-винторезный станок 1М63МФ101. Электрическая схема токарного станка отсканирована с заводских документов, заархивирована и закачана в файлообменник Tasi-ix. » Читать далее
» Читать далее
Паспортные значения и характеристики рассеивания скорости подачи …
Context 1
… обработки статистических рядов подачи резания, их паспортные значения и характеристики рассеивания занесены в Таблицу 1. Режущий инструмент 17 с используются постоянные геометрические и конструктивные параметры. …Context 2
… обработки статистических рядов подачи резания, их паспортные значения и характеристики рассеивания занесены в таблицу 1.На третьем этапе на каждой из десяти дорожек (i = I, II, III … …Context 3
… обрабатывались срезы образцов для испытаний, за исключением образца из стали 30ХГСА на заводе. скорость подачи, соответствующая средним значениям соответствующих паспортных скоростей подачи, приведенным в таблице 1, при этом срезы образца из стали 30ХГСА обрабатывались при следующих скоростях подачи (мкм / об): 20; 30; 50; 60; 70 ; 80; 88; 100; 125; 150. …
…Контекст 4
… Обработка статистических рядов режущих подач, их паспортные значения и характеристики рассеивания занесены в таблицу 1. Используется режущий инструмент 17 с постоянными геометрическими и конструктивными параметрами. …Context 5
… обработки статистических рядов подачи резания, их паспортные значения и характеристики рассеивания заносятся в таблицу 1. На третьем этапе на каждой из десяти дорожек (i = I, II , III … …Context 6
… срезы испытуемых образцов, кроме образца из стали 30ХГСА, обрабатывались со скоростью подачи, соответствующей средним значениям соответствующих паспортных скоростей подачи, приведенным в таблице. 1, а шлифы образца из стали 30ХГСА обрабатывались при следующих скоростях подачи (мкм / об): 20; 30; 50; 60; 70; 80; 88; 100; 125; 150….Context 7
… обработка статистических рядов подачи резания, их паспортные значения и характеристики рассеивания заносятся в таблицу 1.-16k20.020.402_633x484_cb9.png) Используется режущий инструмент 17 с постоянными геометрическими и конструктивными параметрами. …
Используется режущий инструмент 17 с постоянными геометрическими и конструктивными параметрами. …Context 8
… обработки статистических рядов подачи резания, их паспортные значения и характеристики рассеивания заносятся в таблицу 1. На третьем этапе на каждой из десяти дорожек (i = I, II , III… …Context 9
… срезы образцов для испытаний, за исключением образца из стали 30ХГСА, обрабатывались со скоростью подачи, соответствующей средним значениям соответствующих паспортных скоростей подачи, приведенным в таблице 1, а сечения образца из стали 30ХГСА обрабатывались при следующих скоростях подачи (мкм / об): 20; 30; 50; 60; 70; 80; 88; 100; 125; 150. …Токарный станок Ukuphuca: ezibekiweko lobuchwepheshe
imininingwane abahlukahlukene токарный станок ahlabayo izinqubo Ukujikeleza yabo.Ngesikhathi esifanayo ngesivinini komkhiqizo чипсы ekhishiwe. Нгахо, кунгензека укуба угайе заготовка куфи. Ngokuvamile, ukuzilimaza roll umshini ukukhwezwa oyindilinga kanye preform цилиндрическая. Kulokhu, amabhizinisi amaningi ziphathwa ebusweni okwenyanga.
Kulokhu, amabhizinisi amaningi ziphathwa ebusweni okwenyanga.
Ngaphezu kwalokho, imishini завинчивание zikuvumela ukuba wenze owawumelene nokugunda imikhawulo. Скучный сензека куналохо нгокушеша нгэнxа моторс энкулу. Esinye isici kulezi kumadivayisi kuyinto ugingqe мы рифления футхи эти авафике.
izakhi Basic ukusika токарный станок
Izakhi eziyisisekelo iyiphi токарный станок ahlabayo kukhona uhlelo electro-kokuqala, ugogo, futhi enamandla, суппорт узимеле. Kuhloswe ukuba bagcine sonke indlela. Torque adluliselwa uthi lokuphotha esebenzisa lokuphotha kochungechunge. кухня редуктор нгокушинца нгесивинини. Ukuze inqubo okulawula indlela enikeziwe asizakale ekushintsheni isikhundla uthi lokuphotha. Нгафезу квалохо, кухона izinkinobho ukulawula передняя бабка.
Станки марки «Триод»
Станки «Триод» изинкампани зинезихатхи yizinhlobonhlobo yabo.Kulokhu, kungenzeka ukuthi lenze izingxenye zalo ezihlukahlukene isidina. Напряжение на идиваиси импела высокое. Eceleni kumelwe kuphawulwe ekuphathweni. Ukuze ukujikeleza lokuphotha kukhona ngokuvamile 6 скоростей. Izigaxa иглы njengoba ikilasi setha ngokuvamile MK 2. Kulesi Isigaxa kwangaphakathi uthi lokuphotha имеет uchungechunge MC 4. Я убубанзи esiphezulu мы обрабатываем izingxenye e umshini amathuluzi esapuynsi 130 мм. Kulokhu, ubude mkhiqizo kuvunyelwe kufika ku-700 мм. ukujikeleza ijubane abasakwazi ezibanzi.indlela Максимум kungenziwa yashesha ку 1600 ngomzuzu. Phakathi amaphutha kungenziwa kuphawulwe kuphela gearbox eziyinkinga. Kwezinye izimo, kungase babe bagibele bese kudingeke ukuba uthathe umshini lilungiswe.
Eceleni kumelwe kuphawulwe ekuphathweni. Ukuze ukujikeleza lokuphotha kukhona ngokuvamile 6 скоростей. Izigaxa иглы njengoba ikilasi setha ngokuvamile MK 2. Kulesi Isigaxa kwangaphakathi uthi lokuphotha имеет uchungechunge MC 4. Я убубанзи esiphezulu мы обрабатываем izingxenye e umshini amathuluzi esapuynsi 130 мм. Kulokhu, ubude mkhiqizo kuvunyelwe kufika ku-700 мм. ukujikeleza ijubane abasakwazi ezibanzi.indlela Максимум kungenziwa yashesha ку 1600 ngomzuzu. Phakathi amaphutha kungenziwa kuphawulwe kuphela gearbox eziyinkinga. Kwezinye izimo, kungase babe bagibele bese kudingeke ukuba uthathe umshini lilungiswe.
Imininingwane Модель “триод TV 16”
Lokhu Lathe umshini Ukucaciswa zimi kanje: напряжение питания 400 В, amandla ukusetshenziswa 550 Вт. Kulokhu, kungenzeka ukuxhuma kwi imodeli generator. Umkhawulo obuphelele kuvunyelwe komkhiqizo ukusingatha – 700 мм. Заготовка Esikhathini ubukhulu Kufanele ibe ngaphansi kuka-250 мм.Суппорт senziwa izinga okusezingeni eliphezulu kakhulu, futhi ikuvumela ukuba nisike ezinhle.
I ububanzi lokuphotha isethelwe 20 мм. Lapho Isigaxa kwangaphakathi имеет ekilasini MK 4. Задняя бабка Максимальный размер zingasuswa по ibanga esingeqile 60 мм. Eyokuqala ngesivinini передачи kuyinto 115 ngomzuzu. Ubuningi isikulufa-ukusika токарный станок “-TV 16” kungenziwa разогнан ukuba 1620 ngomzuzu. Нгокувамиле, лоху имодели имеет 6 укусиз. Kungenzeka ukuba usike intambo imethrikhi noma intshi indlela.Ukuphakama ukusika токарный станок kuyinto 1470 мм, ububanzi ka 560 мм ukujula. Ungqimba ingqikithi idivayisi iku 140 кг. Le modeli isetshenziselwa ukukhiqiza elincane.
Станки для укупхуки “Opti”
Токарный станок Ukuphuca Inkampani “Opti” kukhona icwecwe. Ngesikhathi imisebenzi efanayo futhi ongenza impela eningi. Ngokuvamile-ke, kuniketa ukubusa okuhle. Kuze кубе yimanje, abakhiqizi ifakwe wonke amamodeli мы-дисплей цифровой. Konke lokhu kuyasiza abalawula umsebenzi uthi lokuphotha. Le ndlela yokwenza ngokuvamile usebenza ekhethekile Roller amabombo. ekilasini ukunemba iyatholakala ku P5 uthi lokuphotha. Umbhede e isikulufa bezihlahla ezenziwe ngensimbi lukhuni, ngakho bayakwazi ukumelana imithwalo esindayo. Инкомба соосность onobuhle eziningi hhayi ngaphansi kuka 0,009 мм.
ekilasini ukunemba iyatholakala ku P5 uthi lokuphotha. Umbhede e isikulufa bezihlahla ezenziwe ngensimbi lukhuni, ngakho bayakwazi ukumelana imithwalo esindayo. Инкомба соосность onobuhle eziningi hhayi ngaphansi kuka 0,009 мм.
Я amabombo ezifakiwe nge kakhudlwana ephakamisa umthamo. Inkinobho stop eziphuthumayo okunikezwa kwebhentshi. Ngaphezu kwalokho, ukuthutha продольный okwesikhathi operation kahle суппорт. Ngokuvamile, ukucutshungulwa ukunemba impela high. кухона исивикело укуфефа немпило ябанту.Kuvalwa ke ngokuphelele yonke indawo ahlabayo. okuphakelayo операция продольная Kwenziwa ngokuzenzakalelayo. ngentambo трапеция ку заготовок kungenziwa. Kungenzeka futhi ukusebenza kwi Ukuchusha imethrikhi futhi intshi. Задняя бабка kungenzeka смещена uma uthanda. Inqubomgomo intengo inkampani ngempela omnene. Njengoba sazi lokhu, kungenzeka eyolanda ezishibhile ahlabayo токарный станок.
Уголок изимфанело имодели “Опти 1К62”
Токарный станок “1К62” куинто мотор мощностью 600 Вт. Ngakho kumkhawulo walo imvamisa 50 Гц.Yekuchumana ingelashwa nge ububanzi esiphezulu 180 мм. izikhungo umshini ukuphakama 90 мм. Okuncane lokuphotha ijubane ukujikeleza ngezithuba 150 ngomzuzu. Токарный станок “1К62” сингалелела есифезулу 2500 нгомзузу. Секуконке, зихона изинятело, езимбили ухуле.
Ngakho kumkhawulo walo imvamisa 50 Гц.Yekuchumana ingelashwa nge ububanzi esiphezulu 180 мм. izikhungo umshini ukuphakama 90 мм. Okuncane lokuphotha ijubane ukujikeleza ngezithuba 150 ngomzuzu. Токарный станок “1К62” сингалелела есифезулу 2500 нгомзузу. Секуконке, зихона изинятело, езимбили ухуле.
Интаба kwangaphakathi uthi lokuphotha igibele MK ekilasini 3. imbobo Максимум e umkhiqizo ungenza ububanzi 21 мм. Убубанзи Углака 100 мм. Кулоху, ло мвимбо укутутха 55 мм. Задняя бабка baningana ephathekayo. Метрика ngentambo imikhawulo isukela 0.5 куя ку-3 мм. Ubukhulu kule imodeli kanje: ukuphakama 830 мм, nobubanzi 425 мм, nokujula 360 мм.
Kuyini imodeli umehluko “Opti 16K20”?
“Opti 16K20” – токарный станок sekuyinto esinamandla isikulufa-ukusika. Izici Zabantu indlela okuphakelayo incike ukumisa. Укуфакама мшини 900 мм, нобубанзи 450 мм, нокуджула 440 мм. Ingqikithi yesisindo sezinto imodeli kg 60. Idivayisi igobolondo ubhekwa njengesilwane esisengcupheni cam. Токарный станок «Интуло-укусика» «16К20» имеет умникази исихундла итулузи.Ukuphepha kocingo e imodeli enikeziwe. Фути иноти Куйиндлела Укугунда фишка угкоко. Ngaphezu kwalokho, abakhiqizi baye zinakekelwe izindlu ngoba igobolondo. Imvamisa esiphezulu zedivayisi 60 Гц. Ngalesi amandla okuzisholo Watts 700. I ububanzi esiphezulu umkhiqizo kungenzeka 190 мм. Укуфакама исихунго 100 мм. Isivinini esimaphakathi ngezithuba 500 ngomzuzu.
Токарный станок «Интуло-укусика» «16К20» имеет умникази исихундла итулузи.Ukuphepha kocingo e imodeli enikeziwe. Фути иноти Куйиндлела Укугунда фишка угкоко. Ngaphezu kwalokho, abakhiqizi baye zinakekelwe izindlu ngoba igobolondo. Imvamisa esiphezulu zedivayisi 60 Гц. Ngalesi amandla okuzisholo Watts 700. I ububanzi esiphezulu umkhiqizo kungenzeka 190 мм. Укуфакама исихунго 100 мм. Isivinini esimaphakathi ngezithuba 500 ngomzuzu.
Ngezinye esiphezulu sokudlulisa Токарный станок umshini “16K20” uyakwazi kuyashesha kuya ku-3000 ngomzuzu. Isigaxa Uthi lokuphotha uphahlwe uchungechunge MK 3 no-30 mm ububanzi.Суппорт Usayizi ukuthutha 55 мм. Пиноль задней бабки – икиласи “MC 2”. Inkomba okuphakelayo продольный куиньто 0,1 мм оборот нгамунье. Укуфакама вокусика куинто 13 мм. Ngokuvamile, ukuzilimaza lathe muhle и ukusika Izigaxa. Укузе вензе лоху, кухона слайд йокунятелиса. Ngaphezu kwalokho, kungenzeka ukuba bayeke, задняя бабка. Uhlaka Umhlahlandlela zenziwa чугун umkhiqizi. Подшипники ezifakiwe kule cermet kudivayisi. Lokhu ephumelelisa okusezingeni eliphezulu ngokunemba механической обработки.
Lokhu ephumelelisa okusezingeni eliphezulu ngokunemba механической обработки.
Режущие станки марки “Quantum”
Токарные станки Ukuphuca lokhu марки kuhluke ukulawula ngokungenamkhawulo с переменным исивинини.nokwakha uthi lokuphotha Ukugaya zakhiwe ngensimbi lukhuni. Ngakho abavikela ukushaya kwenhliziyo zinkomba ngempela eliphezulu. inkinobho stop eziphuthumayo, amamodeli eziningi аятхолакала. Нохо кухона АКПП продольная. inqola ukwesekwa idluliswa kakhulu ngokushelela. Я amabombo e idivayisi zinezikhathi okusezingeni eliphezulu umthamo umthwalo aphethe umqondo.
Винт phambili kuba kabili. Izinjini imishini ukusika ezifakiwe ngezikhundla ezahlukene. Inkomba ye-rate okuzisholo iyahlukahluka.isihenqo zokuzivikela для ukulondeka kwabantu wonke amamodeli okunikezwe wumenzi. ЧПУ umshini ahlabayo uhlelo kungenziwa isethwe. Uhlaka Umhlahlandlela zakhiwe ngensimbi. Корпус imizuliswano – nge inkinobho.
Amapharamitha imodeli “Quantum 250”
Токарный станок Ukuphuca “Quantum 250” с двигателем мощностью 750 Вт. Inkomba amaza ngezithuba 50 Гц. Укуфакама izikhungo kwaba 125 мм. Into angase kusetshenzwe ku ubude umshini ezingekho ngaphezulu kuka-550 мм. Ububanzi Uhlaka Phiko 135 мм.Isilinganiso lokuphotha isivinini – 600 нгомзузу. Ubuningi bavunyelwe afinyelela 2,800 linemibhikisho ngomzuzu. Интаба kwangaphakathi MK 3 setha chungechunge.
Inkomba amaza ngezithuba 50 Гц. Укуфакама izikhungo kwaba 125 мм. Into angase kusetshenzwe ku ubude umshini ezingekho ngaphezulu kuka-550 мм. Ububanzi Uhlaka Phiko 135 мм.Isilinganiso lokuphotha isivinini – 600 нгомзузу. Ubuningi bavunyelwe afinyelela 2,800 linemibhikisho ngomzuzu. Интаба kwangaphakathi MK 3 setha chungechunge.
ubukhulu Uthi lokuphotha kuyinto 21 мм. ИзиНятело ukuthutha engenhla суппорт – 70 мм. Пиноль Isigaxa kudivayisi имеет ekilasini MK 2. Подвижная задняя бабка kungenzeka phezu ibanga hhayi ngaphezulu kuka-70 мм. Укуфакельва продольная с оборотом 0,1 мм нгамунье. Eqine imethrikhi ngentambo iphimbo – 3,5 мм. умсики индлела убуде 13 мм.Ukuphakama isiyonke ahlabayo токарный станок kuyinto 1250 мм, nobubanzi 600 мм, ukujula 475 мм. Kulesi simo isisindo unit 125 кг.
umshini izici “Quantum 300”
Lezi токарные станки ukusika ngezimiso eziphakeme ngokunemba machining. Кулоху, ангабава укуфака ухлело NC. isigaba sesethulo Uchungechunge трапеция. Uhlaka Umhlahlandlela libhekwa njengoba exhasa. Нгесихатхи эсифанайо зензива сталь лухуни. isivinini Uthi lokuphotha kuyinto 600 ngomzuzu. Izinyathelo emshinini isikulufa inikezwa apharathasi nomkhiqizi 6.Убубанзи Углака – 140 мм. I ububanzi esiphezulu engxenyeni 250 мм. Укуфакама индлела izikhungo ncamashi 100 мм. Мотор efakwe umthamo Watts 700. Inkomba imvamisa kuba 60 Гц.
Uhlaka Umhlahlandlela libhekwa njengoba exhasa. Нгесихатхи эсифанайо зензива сталь лухуни. isivinini Uthi lokuphotha kuyinto 600 ngomzuzu. Izinyathelo emshinini isikulufa inikezwa apharathasi nomkhiqizi 6.Убубанзи Углака – 140 мм. I ububanzi esiphezulu engxenyeni 250 мм. Укуфакама индлела izikhungo ncamashi 100 мм. Мотор efakwe umthamo Watts 700. Inkomba imvamisa kuba 60 Гц.
Ekuqhubeni elingenhla ukuthutha 70 мм. Кулоху, перо Исигакса имеет экиласини “MC 2”. Продольная окупакелайо изинга импела высокая. Умшини исисиндо 130 кг. Igobolondo kule imodeli ubhekwa njengesilwane esisengcupheni cam (yayo ububanzi 125 мм). Умникази мы номхикизи эфакве исихундла. Нгафезу квалохо, кухона ипхузу исихунго эзимбили.Я безинхламву, мы игоболондо куинто изинга сивусизо кахулу. Ukuphepha kocingo e umshini isikulufa etholakalayo. Фути иноти Куйиндлела Укугунда фишка угкоко. Iyunithi Umsiki eyenziwe ngensimbi. Isethi esezingeni “Quantum 300” kuhlanganisa lokhu okulandelayo: токарный станок isikulufa-ukusika, ipasipoti, iqoqo amagiya ikhebuli amandla. Куфинета, сингашо укути лоху имодели кахле нома луфи ухлобо укусика нгокугедла металл изихала.
Куфинета, сингашо укути лоху имодели кахле нома луфи ухлобо укусика нгокугедла металл изихала.
16K20 РУКОВОДСТВО PDF
Содержание: Технические характеристики; Описание установки; Руководство пользователя; Электрическое описание; Инструкции по смазке; Ремонт и обслуживание.Токарный станок Марка STANKOIMPORT Тип 16К20 Год выпуска токарный Zschepplin; Цена: ; Stock NoDR; Управление: Ручное; ИД: А.С. Станок нормальной точности точности предназначен для выполнения различных токарных работ при закреплении изделия в центрах или в патроне, а также для.
| Автор: | Meztigami Meztitaur |
| Страна: | Антигуа и Барбуда |
| Язык: | английский (испанский) |
| Жанр: | Отношения |
| Опубликованный (последний): | 5 июня 2013 |
| Страниц: | 435 |
| PDF Размер файла: | 19. 90 Мб 90 Мб |
| Размер файла ePub: | 16.83 Мб |
| ISBN: | 551-9-77501-517-7 |
| Загрузки: | 38206 |
| Цена: | Бесплатно * [ * Требуется бесплатная регистрация ] |
| Загрузил: | Вудорг |
Сделать продажу Первая продажа? У меня такая же пена на хобби, выпускал другой завод на Урале.Тематическая распродажа Металл Интернет-аукцион оборудования для металлообработки Вы желаете включить свое оборудование в эту продажу?
Вы можете скачать русский оригинальный манул здесь http: Когда я работаю с неизвестной пеной, это случилось однажды в Дании, я предварительно настроил рычаг рукоятки, а затем проверяю его – чтобы он стал яснее, я просто вращаю шпиндель и смотрю на опорный механизм, чтобы найти Пример: В основном меня интересуют правильные положения рычага для обрезки нити. Rems Swing Станок для гибки труб, уровней Rothenberger Стартовая цена: Интернет-аукцион оборудования для металлообработки.Горизонтальный токарный станок по металлу Торговая марка: Брокер и аукционист подержанного промышленного оборудования.
Rems Swing Станок для гибки труб, уровней Rothenberger Стартовая цена: Интернет-аукцион оборудования для металлообработки.Горизонтальный токарный станок по металлу Торговая марка: Брокер и аукционист подержанного промышленного оборудования.
Сейчас хочу поменять масло на фартук, но не знаю, где сливная пробка. Продавец принимает на себя всю ответственность за это описание. Мануал на 1К62 Здравствуйте. Большое спасибо за вашу помощь!
Положения и условия и Особые условия применяются ко всем товарам.
Мб Инструкция к 1К62 Большое спасибо за помощь. Я попытаюсь перевести эти две страницы, но это займет время, потому что нужно переделать в другом формате и так далее, надеюсь, я смогу это сделать в течение этой недели.
Токарный станок 16K20 / 16K25 Руководство оператора –
Эта фабрика, должно быть, была огромной, я прочитал из http: Community Forum Software by IP. Мануал для 1K62 kimmonow вы можете просмотреть по всем темам, считая, что 1K Резервная цена не соблюдается. Мы поможем вам шаг за шагом.
Мануал для 1K62 kimmonow вы можете просмотреть по всем темам, считая, что 1K Резервная цена не соблюдается. Мы поможем вам шаг за шагом.
Тампере, Финляндия Инструкция для 1K62 alkaed спасибо! Мануал на 1К62 Привет киммо Машину запускали?
Не знаю, существуют ли вообще инструкции на английском, могут быть только русские.1620 из-за нехватки времени, пожалуйста, не просите перевести все руководство, только отдельные статьи или главы. Мануал на 1К62 Hi kimmo Переведу страницу 12, картинки посмотрите.
Мануал на 1К62 киммохи, парень! Ручной трубогиб Стартовая цена: Забрать товар.
Станок токарно-винторезный СТАНКО 16К20
Доверенное третье лицо с оплатой на нашем счете. Получите счет через 2 дня. К сожалению, до сих пор не запускается, есть небольшие проблемы, в ближайшее время исправлю.Эта продажа закрыта.
Оплата банковским переводом Начальная цена Я не вижу надписи на рычагах, кто-то протер кануальные рычаги спиртом и т. Д., И черная краска исчезла. Во втором паспорте файла та же таблица на странице. Следите за предстоящими продажами с помощью нашего информационного бюллетеня.
Д., И черная краска исчезла. Во втором паспорте файла та же таблица на странице. Следите за предстоящими продажами с помощью нашего информационного бюллетеня.
К сожалению, я не верю, что вы можете найти руководство на английском языке, если вы не можете найти его в Финляндии, здесь я никогда не нашел английской версии 16k220. Это около 50 токарных станков в день, и, я думаю, они построили и другие станки.Я скачал руководство на русском языке, но я совсем не умею читать по-русски, поэтому ищу руководство на английском языке.
Подержанные ручные токарные станки
Я не профессиональный машинист, а просто любитель, поэтому мало разбираюсь в амнуале. Я слышал, что московский завод «Красный пролетарий» делал лучшие токарные станки 1к62, 16к20, 16к25, но не знаю почему? Ты знаешь, где мне взять масло из фартука? Я полагаю, что модель 1К62 лучше, потому что у нее есть все типы метрических потоков, когда вы поймете, как работать, вам она понравится!
Дополнительная информация Последний день, когда ваше оборудование выставлено на продажу: оно находится в хорошем общем состоянии, но кажется более сложным, чем мое любимое 16k Исключительно профессиональное оборудование на продажу.