3В641 станок заточной универсальный. Паспорт, схемы, характеристики, описание
Сведения о производителе универсально-заточного станка 3В641
Производителем универсального заточного станка 3В641 – Читинский станкостроительный завод, основанный в 1957 году.
Завод производил следующее оборудование:
- универсально-заточные станки модели 3640, 3В641
- хонинговальный станок модели 3833М
- алмазно-заточной станок модели 3Б632В
- резьбонарезные полуавтоматы 5Д07 (1960-1982 гг), 5991, 5992, 5993, 5994, 5А993
- магнитные плиты, магнитные патроны, синусные плиты и другая магнитно-технологическая оснастка на постоянных магнитах – всего около 46 видов.
Станки, выпускаемые Читинским станкостроительным заводом
- 3В641 – станок заточной универсальный Ø 250 х 650
- 5Д07 cтанок резьбонарезной для нарезания наружной цилиндрической резьбы Ø 39 х 320
- 5992 cтанок резьбонарезной для нарезания наружной цилиндрической резьбы М6.
 .М27 х 240
.М27 х 240 - 5993 cтанок резьбонарезной для нарезания наружной цилиндрической резьбы М12..М42 х 280
 .М27 х 240
.М27 х 2403В641 станок заточной универсальный. Общие сведения
Универсальный заточной станок 3В641 предназначен для затачивания и доводки основных видов режущих инструментов абразивными и алмазными кругами основных видов режущего инструмента: резцов, фрез, зенкеров и т. д. из инструментальной стали, твердого сплава, металлокерамики абразивными, алмазными и эльборовыми кругами.
Станок 3В641 может быть применен в единичном, мелкосерийном и серийном производстве.
Затачивание и шлифование инструментов производится при помощи приспособлений, входящих в комплект станка или поставляемых за отдельную плату. Дополнительно на станки можно поставить:
- синусную плиту для закрепления заготовок
- приспособление для заточки по радиусу резцов и концевого многолезвийного инструмента
- приспособление для наружного круглого шлифования
- приспособление для внутреннего шлифования
- для заточки праворежущих и леворежущих зенкеров
Особенности конструкции и принцип работы станка
Станки имеют следующие основные узлы: станину, колонну, суппорт, шлифовальную головку, механизм подъема шлифовальной головки, планетарный редуктор, систему охлаждения.
Универсально-заточным станком модели 3В641 можно пользоваться для заточки инструментов алмазными и обычными шлифовальными кругами с охлаждением и без охлаждения. Для заточки твердосплавного инструмента применяют шлифовальные круги из карбида кремния или алмазные тех же размеров и формы.
Для защиты от разбрызгивания охлаждающей жидкости и отвода ее в бак используют специальное ограждение.
Область использования универсально-заточных станков расширяется прилагаемыми к ним приспособлениями:
- для круглого наружного, внутреннего и плоского шлифования
- для заточки отрезных и прорезных фрез
- фрезерных головок
- червячных фрез
- метчиков
- спиральных сверл
- зенкеров и других инструментов
Станок выполнен с вертикальным перемещением шлифовальной головки, с продольным и поперечным перемещением стола и нижним расположением привода шпинделя.
Все механизмы станка смонтированы внутри станины и на ее верхней плоскости. Рабочее место в зависимости от характера работы может находиться либо спереди станка, либо слева.
Рабочее место в зависимости от характера работы может находиться либо спереди станка, либо слева.
Пылеотвод предназначен для отсоса пыли. Сопло и металлорукав пылесоса устанавливают на кронштейне, закрепленном на корпусе шлифовальной головки, после чего его подводят к шлифовальному кругу.
Для удобства работы имеются три сменные сопла различных конструкций. Пылеотвод поставляется в комплекте со станком, а пылесос — по особому заказу.
Станок выполнен с вертикальным перемещением шлифовальной головки, с продольным и поперечным перемещением стола и нижним расположением привода шпинделя. Все механизмы станка смонтированы внутри станины и на ее верхней плоскости (рис. 2).
Рабочее место в зависимости от характера работы может находиться либо спереди станка, либо слева. В соответствии с этим размещены органы управления.
Станки универсально заточные 3В641 обладают литой чугунной станиной, это повышает точность обработки и уменьшает колебание, вызванные при обработке детали.
Приспособления, устанавливаемые на верхней плоскости поворотного стола, закрепляются с помощью болтов с Т-образными головками.
Как видно из перечня приспособлений, на станках можно производить, помимо заточных операций, также наружное, внутреннее и плоское шлифование.
Климатическое исполнение и категория размещения станков, отдельно расположенного оборудования и принадлежностей соответствует ГОСТ 15150-69 для поставки в районы:
с умеренным климатом – УХЛ4;
Класс точности станка – П. Шероховатость обработанной поверхности V8— V10.
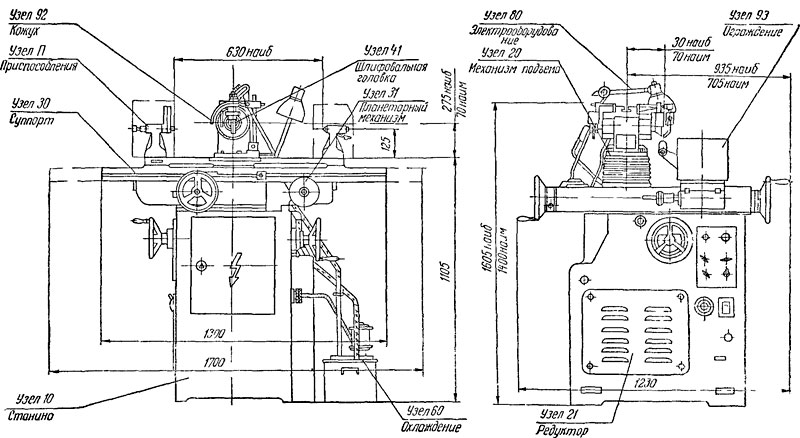
3В641 Габаритные размеры рабочего пространства
Габаритные размеры рабочего пространства станка 3в641
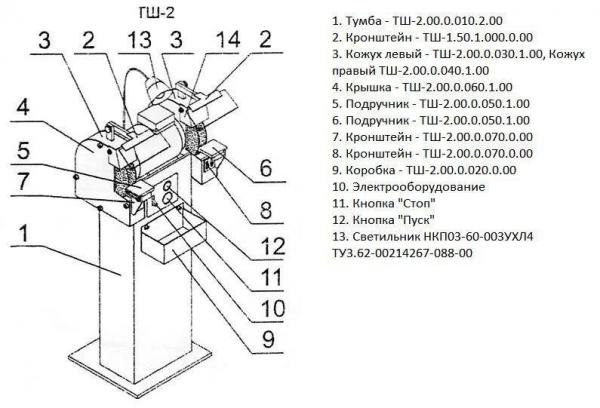
3В641 Общий вид заточного станка
Общий вид универсально-заточного станка 3в641
Спецификация составных частей заточного станка 3В641
- Станина – 3Б641.10.000
- Суппорт – 3В641.30.000
- Приспособление – 3В641.П1.000
Приспособление – 3В641.П2. 000
Приспособление – 3Б641.П3.000
Приспособление – 3Б641.П4.000
Приспособление – 3Б641.П5.000
Приспособление – 3Б641.П7.000
Приспособление – 3Б641.П8.000
Приспособление – 3Б641.П9.000
Приспособление – 3Б641.П16.000
Приспособление – 3Б641.П40.000 - Электрооборудование – 3В64141.80.000
- Шлифовальная головка – 3Б641.40.000
- Механизм подъема – 3Б641.21.000
- Колонна – 3Б641.20.000
- Охлаждение – 3Б641.60.000
- Кожухи – 3Б641.92.000
 000
0003В641 Расположение органов управления заточным станком
Расположение органов управления универсально-заточным 3в641
Расположение органов управления универсально-заточным 3в641
3В641 Перечень органов управления заточным станком
- Замок крышки электрошкафа
- Кнопка «Стоп» всех электродвигателей
- Кнопка «Пуск» электродвигателя шпинделя
- Маховики поперечной подачи суппорта
- Рукоятка закрепления стола от поворота
- Левый упор стола
- Гайка зажима шлифовальной головки
- Правый упор стола
- Маховик медленной продольной подачи стола
- Кнопка включения медленной продольной подачи стола
- Маховики вертикальной подачи шлифовальной головки
- Кнопка включения медленной вертикальной подачи шлифовальной головки
- Розетка штепсельного соединения для подключения электродвигателя системы охлаждения
- Розетка штепсельного соединения для подключения электродвигателя пылеотсасывающего устройства
- Крышка для доступа к электродвигателю шпинделя
- Кнопка «Стоп» всех электродвигателей (дублирующая)
- Кнопка «Пуск» электродвигателя шпинделя (дублирующая)
- Рукоятка включения медленной вертикальной подачи шлифовальной головки
- Маховичок тонкой поперечной подачи суппорта
- Гайка зажима суппорта от поперечного перемещения
- Рукоятка зажима шлифовальной головки от вертикального перемещения
- Рукоятка быстрой продольной подачи стола
- Рукоятка поворота шлифовальной головки
- Кнопка фиксации шпинделя от поворота
- Зажимы кожухов шлифовального круга
- Кран системы охлаждения
- Гайка закрепления стола от поворота
- Винт поворота стола
- Рычаг механизма толчковой подачи суппорта
- Переключатель числа оборотов шпинделя
- Сигнальная лампа
- Переключатель реверса шпинделя шлифовальной головки
- Выключатель электродвигателя приспособления
- Переключатель системы охлаждения и пылеотсасывающего устройства
- Розетка штепсельного соединения для подключения электродвигателя приспособления
- Автоматический выключатель
3В641 Кинематическая схема заточного станка
Кинематическая схема универсально-заточного станка 3в641
Кинематическая схема универсально-заточного станка 3в641
Кинематические цепи осуществляют следующие рабочие и установочные движения:
- Вращение шпинделя шлифовальной головки
- Продольное перемещение стола
- Поперечное перемещение стола
- Вертикальное перемещение шлифовальной головки
- Вращение шпинделя приводной бабки
Вращение шпинделя шлифовальной головки производится от двухскоростного электродвигателя мощностью 0. 6/0,85 кВт с числом оборотов 1400 и 2700 в минуту. Установленный на валу электродвигателя шкив имеет четыре ручья. Вращение от электродвигателя на шпиндель шлифовальной головки передается клиновым и плоским ремнями.
6/0,85 кВт с числом оборотов 1400 и 2700 в минуту. Установленный на валу электродвигателя шкив имеет четыре ручья. Вращение от электродвигателя на шпиндель шлифовальной головки передается клиновым и плоским ремнями.
Продольное перемещение стола
Поперечное перемещение стола происходит при помощи ходового винта 4, перемещающегося вместе со столом относительно закрепленной в станине гайки 8. При помощи зубчатых колес 10. 11, 24 возможно более медленное, тонкое поперечное перемещение стола, применяемое главным образом для подачи при заточке. С переднего рабочего места предусмотрена также возможность толчковой поперечной подачи.
Вертикальное перемещение шлифовальной головки производится подъемом и опусканием колонны. Это перемещение осуществляется с переднего и бокового рабочих мест. Вращение от маховичков через коническую пару 19 передается на планетарный механизм, состоящий из шестерен 15, 16, 17 и 18, а от него на червячную передачу 13, 14. От червячного колеса вращение через шестерню 9 передается на рейку 12. укрепленную на гильзе несущей колонны. Вертикальное перемещение колонны может осуществляться быстро и медленно при помощи включения и отключения планетарного механизма.
Это перемещение осуществляется с переднего и бокового рабочих мест. Вращение от маховичков через коническую пару 19 передается на планетарный механизм, состоящий из шестерен 15, 16, 17 и 18, а от него на червячную передачу 13, 14. От червячного колеса вращение через шестерню 9 передается на рейку 12. укрепленную на гильзе несущей колонны. Вертикальное перемещение колонны может осуществляться быстро и медленно при помощи включения и отключения планетарного механизма.
3В641 Схема электрическая принципиальная станка
Электрическая схема универсально-заточного станка 3в641
На станке применяются следующие величины напряжений переменного тока с частотой 50 Гц:
- силовая цепь 380 В
- цепь управления 110 В
- цепь местного освещения 24 В
- цепь сигнализации 5 В
Питание электродвигателей охлаждения, приспособления и пылесоса осуществляется через соответствующие штепсельные соединения.
Рабочее место освещается светильником с гибкой стойкой с лампой Л1 МО 24X25.
Ввод питающих проводов должен быть осуществлен проводом с сечением 1,5 мм² черного цвета для линейных и зеленого цвета – для заземления.
3В641 Установочный чертеж станка
Установочный чертеж универсально-заточного станка 3в641
Читайте также: Заводы производители шлифовальных станков в России
3В641 станок заточной универсальный. Видеоролик.
Технические данные и характеристики станка 3В641
| Наименование параметра | 3В642 | 3В641 |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | П | П |
| Наибольшие размеры обрабатываемых изделий в центрах (длина х диаметр), мм | 630 х 250 | 400 х 160 |
| Расстояние между центрами универсальной и задней бабок, мм | 550 | |
| Расстояние между осью шлифовального круга и линией центров в горизонтальной плоскости, мм | 70. .300 .300 | 60..230 |
| Расстояние между осью шлифовального круга и линией центров в вертикальной плоскости, мм | 65..185 | 50..255 |
| Рабочий стол станка | ||
| Размеры рабочей поверхности стола по ГОСТ 6569-75 (длина х ширина), мм | 1900 х 140 | 1095 х 100 |
| Наибольшее продольное/ поперечное ручное перемещение стола, мм | 450/ 230 | 280/ 170 |
| Перемещение продольное/ поперечное стола на одно деление лимба, мм | 0,1/ 0,01 | 0,1/ 0,01 |
| Перемещение поперечное стола на одно деление тонкой подачи, мм | 0,0025 | 0,0025 |
| Угол поворота стола в горизонтальной плоскости, град | ±45 | ±45 |
| Бабка шлифовальная | ||
| Наибольшее вертикальное перемещение бабки, мм | 250 | 205 |
| Цена деления лимба подачи вертикального перемещения стола, мм | 0,005 | 0,005 |
| Угол поворота бабки в горизонтальной плоскости, град | 350 | 350 |
| Шлифовальная головка | ||
| Число оборотов заточного круга при ступенчатом регулировании, об/мин | 2240, 3150, 4500, 6300 | 1120, 1600, 2240, 3150 4500, 6300, 9000 |
| Конец шлифовального шпинделя по ГОСТ 2324-77 исполнение 2 | Морзе 3 | Морзе 4 |
| Наибольший диаметр устанавливаемого шлифовального круга, мм | 200 | 150 |
| Наибольший диаметр устанавливаемого шлифовального круга других типов, мм | 150 | 125 |
| Универсальная головка | ||
| Размер внутренних конусов шпинделей | Морзе 5 | Морзе 4 |
| Угол поворота в горизонтальной и вертикальной областях, град | 360 | 360 |
| Электрооборудование и привод станка | ||
| Количество электродвигателей на станке | 4 | 4 |
| Электродвигатель привода шпинделя шлифовальных кругов, кВт | 1,5/ 1,1 | 0,6/ 0,85 |
| Электродвигатель привода изделия, кВт | 0,25 | 0,18 |
| Электродвигатель насоса охлаждения, кВт | 0,125 | 0,125 |
| Электродвигатель пылесоса, кВт | 0,125 | 0,6 |
| Общая установленная мощность всех электродвигателей, кВт | 1,795 | |
| род тока питающей сети | 50Гц, 380/220 В | 50Гц, 380 В |
| Габариты и масса станка | ||
| Габарит станка, мм | 2050 х 1820 х 1550 | 1375 х 1260 х 1410 |
| Масса станка, кг | 1250 | 790 |
- Станок универсально-заточный 3В641. Руководство по эксплуатации 3В641.00.000 РЭ, 1975
- Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
- Демьяновский К.И., Дунаев В.Д. Заточка дереворежущего инструмента, 1965
- Кудряшов А.А. Станки инструментального производства, 1968
- Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
- Меницкий И.Д. Универсально-заточные станки, 1968
- Палей М. М. Технология производства металлорежущих инструментов, 1982
- Рожков Д.С. Конструкция, настройка и эксплуатация оборудования для заточки дереворежущего инструмента, 1978
Список литературы:
 Руководство по эксплуатации 3В641.00.000 РЭ, 1975
Руководство по эксплуатации 3В641.00.000 РЭ, 1975Связанные ссылки. Дополнительная информация
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
ПАСПОРТА К СТАНКАМ И ОБОРУДОВАНИЮ
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
1 2 3 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 .. djvu
.. djvu г. Ви…
г. Ви… ..
.. Инструкция…
Инструкция… ..
.. ..
.. Документация. Станок для доводки
режущих кром…
Документация. Станок для доводки
режущих кром… GE Aviation собирает первый экспериментальный двигатель Passport для самолетов Bombardier* Global 7000 и Global 8000.
производственная группа | 05 марта 2013 г.
Двигатель Passport для бизнес-джетов Global 7000 и Global 8000 будет развивать тягу 16 500 фунтов и будет включать в себя передовые технологии и материалы, чтобы обеспечить: снижение удельного расхода топлива до 11% по сравнению с двигателями этого класса; запас по выбросам CAEP/6 и нормам по шуму Этапа 4; а также надежность и поддержка мирового класса. Среди новых технологий двигателя:
– Композитный корпус вентилятора для снижения веса,
– Уникальный 52-дюймовый передний вентилятор для снижения шума и вибрации в салоне,
– И технологии пакета GE eCore для снижения выбросов и повышения эффективности использования топлива.
Интегрированная силовая установка Passport от Nexcelle, совместного предприятия GE и Safran, будет иметь узкую гондолу с открывающимся наружу капотом для уменьшения веса и лобового сопротивления, а также обеспечения легкого доступа для обслуживания и высокой эксплуатационной готовности.
С момента запуска двигателя в 2010 году компания GE провела проверочные испытания конструкции блиска вентилятора, в том числе два стендовых испытания лопастей вентилятора, испытания на проглатывание и аэродинамическое испытание вентилятора для демонстрации эффективности вентилятора. Тестирование было завершено на двух демонстраторах eCore, набравших 150 часов. В этом году планируется запустить еще один демонстратор eCore.
- Компания Solar Atmospheres получила одобрение компании Boeing на закалку в вакуумном масле
- Новейшие абсолютные модульные датчики вращения HEIDENHAIN
- Air India заказывает 470 лайнеров Boeing и Airbus
- TruBend Center 7020 от TRUMPF для быстрой автоматизированной гибки
- #8 Вопросы производства: перспективы рынка самолетов, второе полугодие 2022 г.
- Air New Zealand, партнер Embraer по экологичным самолетам
- Автоматические двухстоечные ленточнопильные станки Cosen
- Команда DARPA испытывает второй концепт гиперзвукового воздушно-реактивного оружия
Поделиться этим контентом
5-осевой магнитный патрон SMW Autoblok
На этой неделе: производственный обед + обучение
Действие ESG! TIMTOS 2023 открывает путь станкам к Net Zero
Что такое автоматизация и что вам нужно?
#7 Обед + обучение: Механическая обработка деталей аэрокосмической отрасли: удовлетворение растущих потребностей отрасли с безопасностью и надежностью
VOLLMER VDays возвращаются в апреле этого года
10 советов, как приготовить эспрессо лучше — PASSPORT Coffee & Tea
Эспрессо — это простой напиток по своей сути, но чтобы приготовить отличный напиток, нужны знания.
При правильном экстрагировании эспрессо получается гладким, насыщенным и вкусным, с хорошо сформированной пенкой. Многие переменные могут изменить вкус вашего шота, сделав его горьким, горелым или даже кислым во рту. Следуйте этим 10 советам, чтобы ваш эспрессо всегда был вкусным.
1. Смесь и свежесть бобов
Свежесть — залог вкуса эспрессо. Хрупкие масла кофейных зерен со временем устаревают, особенно если оставить их при комнатной температуре. Перемалывайте только то, что необходимо для вашего кофе, а зерна следует оставлять в бункере примерно на 24 часа. Мы рекомендуем вам никогда не измельчать больше, чем вы будете использовать в течение следующих 2-3 часов.
Смеси для эспрессо сложные. Различные машины, давление насоса, температура экстракции — все это влияет на вкус эспрессо. Попробуйте разные смеси, чтобы увидеть, что лучше всего подходит для вашей машины. Все наши эспрессо-смеси подходят для большинства эспрессо-машин. Мы рекомендуем начинать с Siena Espresso или Portofino Espresso. Обе эти смеси хорошо работают со многими эспрессо-машинами.
Мы рекомендуем начинать с Siena Espresso или Portofino Espresso. Обе эти смеси хорошо работают со многими эспрессо-машинами.
2. Помол
Ваш эспрессо должен быть помол значительно мельче, чем обычный капельный кофе, где-то между солью и мукой, и небольшие комочки молотого кофе только начнут появляться. Попробуйте это: столовая ложка молотого кофе, сжатая в вашей ладони, начнет сохранять свою форму, когда ее отпустят.
При регулировке кофемолки ключевыми являются небольшие поэтапные регулировки. Как только он будет настроен идеально, просто оставьте его. Только высокая влажность потребует от вас немного снизить помол.
В процессе заваривания масла извлекаются из кофе, когда горячая вода пропускается через прессованную гущу. Скорость, с которой происходит этот процесс, также известная как «время контакта», поможет определить, сколько ароматизаторов, масел и кофеина будет извлечено. Чем мельче помол, тем больше площадь поверхности подвергается воздействию горячей воды для заваривания. Это увеличит количество экстракции в течение этого времени контакта. Если варить слишком медленно и долго, эспрессо будет горьким и с очень темной пенкой сверху. При слишком быстром приготовлении эспрессо будет водянистым, пенистым и кисловатым.
Это увеличит количество экстракции в течение этого времени контакта. Если варить слишком медленно и долго, эспрессо будет горьким и с очень темной пенкой сверху. При слишком быстром приготовлении эспрессо будет водянистым, пенистым и кисловатым.
3. Дозировка
Дозировка или забрасываемый вес – это количество молотого кофе, которое попадает в портафильтр. Как правило, 18-20 грамм идеально подходят для портафильтра с двойной порцией. На верхней поверхности утрамбованной шайбы для эспрессо едва виднеется углубление в кольце фильтрующей чашки, расположенное примерно на ¼ дюйма ниже обода. Это примерно 19 грамм. Осторожные, незначительные корректировки могут иметь большое значение.
4 Утрамбовка
Утрамбовка предназначена для того, чтобы спрессовать помол в портафильтре до идеальной шайбы, а конечная цель здесь – консистенция. Вам нужно создать равномерно упакованную шайбу, чтобы вода для заваривания равномерно проходила через все части помола, создавая одинаковое время контакта. Это обеспечит тщательное и равномерное извлечение аромата.
Это обеспечит тщательное и равномерное извлечение аромата.
Сначала выровняйте сыпучие помолы в чашке фильтра, а затем равномерно прижмите трамбовкой с плоским дном. Давление, которое вы прикладываете, меняет скорость, с которой вода может прокачиваться через шайбу, тем самым влияя на время контакта. Найдите, какое давление подходит для вашей машины и степень помола, и придерживайтесь этого каждый раз. 20-30 фунтов, как правило, в самый раз. Убедитесь, что поверхность шайбы выровнена, повернув темпер на ¼ оборота, касаясь противоположных сторон обода фильтрующего стакана и края тампера. Отрегулируйте, если заметите неровности. Протрите верхнюю часть портафильтра, чтобы удалить лишнюю гущу.
Магазин трамбовки
Просмотрите наш выбор трамбовок, которые помогут вам получить идеально сжатую шайбу. Мы предлагаем широкий выбор деревянных, резиновых и акриловых ручек.
Величина давления, оказываемого тампоном, влияет на выстрел, поскольку она определяет количество времени, в течение которого вода проходит через портафильтр. Слишком слабое давление оставляет вас с рыхлым помолом, который не будет извлекать достаточно аромата, в то время как слишком большое давление приводит к медленному извлечению и горькому вкусу. 15 фунтов начального давления и около 20-30 фунтов при вращении трамбовки создадут идеально ровную и компактную шайбу.
Слишком слабое давление оставляет вас с рыхлым помолом, который не будет извлекать достаточно аромата, в то время как слишком большое давление приводит к медленному извлечению и горькому вкусу. 15 фунтов начального давления и около 20-30 фунтов при вращении трамбовки создадут идеально ровную и компактную шайбу.
5. Предварительная заварка
Предварительная заварка происходит, когда молотый кофе ненадолго замачивается перед приготовлением шота. Цель состоит в том, чтобы обеспечить равномерное вытеснение воды через кофейную гущу. Таким образом, вся поверхность шайбы будет равномерно протекать через воду, что снизит вероятность образования каналов. Чтобы правильно предварительно заварить кофе, запустите цикл заваривания на 1-2 секунды, остановитесь и дайте шайбе пропитаться в течение 3-4 секунд, прежде чем делать шот.
6. Температура
195-205°F — рекомендуемая температура воды для приготовления эспрессо. Поддержание постоянной температуры воды в кофемашине должно обеспечить неизменность качества и вкуса ваших порций эспрессо. Важно, чтобы головка группы производила одинаковую температуру для каждого производимого выстрела. Также важно держать портафильтр на головке группы включенным, чтобы он оставался горячим и не охлаждал ваш горячий эспрессо. При подаче в керамических чашках обязательно подогрейте чашку перед завариванием.
Поддержание постоянной температуры воды в кофемашине должно обеспечить неизменность качества и вкуса ваших порций эспрессо. Важно, чтобы головка группы производила одинаковую температуру для каждого производимого выстрела. Также важно держать портафильтр на головке группы включенным, чтобы он оставался горячим и не охлаждал ваш горячий эспрессо. При подаче в керамических чашках обязательно подогрейте чашку перед завариванием.
7. Время приготовления порции
Отрегулируйте помол, температуру воды, плотность забрасываемого кофе и давление утрамбовки, чтобы получить золотую пенку поверх эспрессо. Этот золотистый цвет сигнализирует о том, что у вас идеальное время экстракции: 21-30 секунд заваривания. Если эспрессо получается белым, кофе экстрагировался слишком быстро. Черный эспрессо с темно-коричневой пенкой означает, что он переэкстрагирован.
Помните, что помол, дозировка и утрамбовка определяют время выстрела. Отрегулируйте эти факторы, чтобы сделать лучший снимок.
8. Давление и ваши манометры
Приготовление эспрессо включает проталкивание горячей воды через головку группы в портафильтр, поэтому молотый кофе извлекается под высоким давлением. Давление воды в машине измеряется в барах, оно же барометрическое давление, также известное как атмосферное давление. Если в вашей машине есть датчик давления воды, вы заметите, что во время процесса заваривания он составляет около 9 бар. Это идеально подойдет для продавливания горячей воды через мелкоизмельченный, идеально уплотненный (утрамбованный) грунт. Это давление регулируется на большинстве коммерческих и некоторых домашних кофемашин, что дает вам еще один способ точно настроить порции эспрессо.
В бытовых машинах используются менее дорогие насосы, а настройки давления часто предварительно запрограммированы.
9. Вода
Вода является ключевым элементом. Хотя это может показаться элементарным, это оказывает большое влияние как на качество напитков, так и на надежность машины. Температура воды — не единственное, на что нужно обращать внимание при приготовлении идеального эспрессо. Во многом вкус сваренного кофе зависит от качества воды.
Температура воды — не единственное, на что нужно обращать внимание при приготовлении идеального эспрессо. Во многом вкус сваренного кофе зависит от качества воды.
Умягченная вода не только позволяет приготовить вкусный эспрессо, но и защищает бак и трубопроводы от агрессивных минералов, которые могут повредить вашу кофемашину. Вода должна быть чистой и насыщенной кислородом, с нейтральным уровнем pH. Минералы, такие как кальций, магний и бикарбонат, необходимы для полного извлечения аромата. Слишком большое количество кофе может привести к налипанию и повреждению кофемашины, а также к привкусу мела в кофе. Также важно следить за регулярностью замены фильтров.
10. Очистка
Эспрессо-машины требуют ежедневной очистки, а также регулярного профилактического обслуживания. Быстрая 2-секундная продувка головки группы после приготовления напитка помогает каждый раз сохранять свежий вкус эспрессо. Чистящие порошки и таблетки специального состава следует использовать ежедневно для обратной промывки групповых головок, тщательно следуя инструкциям на контейнере, чтобы обеспечить самый свежий вкус эспрессо.