Пайка алюминия в домашних условиях
Главная » Работы и материалы » Пайка алюминия в домашних условиях
Большинство специалистов утверждают, что паять такие детали из технически довольно сложно. Но верным данное утверждение оказывается тогда, когда в процессе пайки используют припои и флюсы, предназначенные для соединения изделий из меди или стали.
Содержание:
- Некоторые особенности проведения работ
- Применяемые материалы
- Как готовить детали
- Нагрев металла
- Технические приемы
- Пайка алюминия с медью
- Карандаш для пайки алюминия
Некоторые особенности проведения работ
Вся суть заключается в характеристиках металла. Дело в следующем – поверхность алюминия покрывает оксидная пленка, имеющая высокую температуру плавления и прекрасную химическую устойчивость. Вот эта пленка во время рабочего процесса и не дает выполнить высококачественное соединение. Поэтому до начала работ деталь следует зачистить от пленки, используя механический способ обработки. А можно использовать флюсы, имеющие в своем составе компоненты сильного действия.
А можно использовать флюсы, имеющие в своем составе компоненты сильного действия.
Пайка алюминия в домашних условиях должна выполняться припоями, в состав которых входит цинк. Он отлично взаимодействует с алюминием, создавая хорошую прочность.
Применяемые материалы
Можно применять припои, относящиеся к оловянно-свинцовой группе. Такое соединение из-за низкого уровня взаимной растворимости алюминиевого сплава, олова и свинца не имеет хорошей надежности, подвержено коррозийным образованиям. Для увеличения уровня надежности соединения рекомендуется покрывать специальными составами.
Но чтобы соединение было качественным и прочным, специалисты советуют использовать припои на основе:
- меди;
- цинка;
- кремния;
- алюминия.
Как готовить детали
Для обезжиривания поверхностей рекомендуется воспользоваться ацетоном, бензином либо растворителем.
Чтобы удалить с детали оксидную пленку, лучше всего применить шлифмашинку, наждачку, щеточку с металлическим ворсом. Химический метод применяется, но довольно редко. В таком случае вам придется обрабатывать места спайки кислотами.
Химический метод применяется, но довольно редко. В таком случае вам придется обрабатывать места спайки кислотами.
Нагрев металла
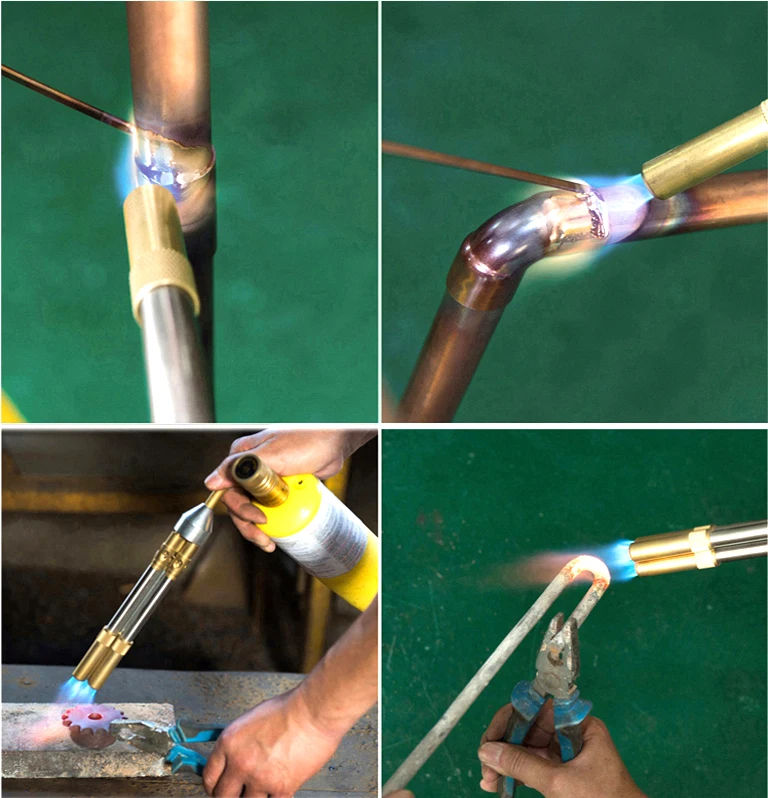
Наиболее часто используемое средство разогрева поверхности – газовая горелка.
Работать она может на пропане или бутане. Но в домашних условиях вполне подойдет обычная паяльная лампа на газу.
Выполняя нагрев, следует контролировать свои действия, чтобы соединяемые элементы не начали плавиться. Для этого к поверхностям часто прикасаются припоем, чтобы своевременно заметить его плавление, подтверждающее достижение нужной температуры.
Разогревая детали, пламя горелки необходимо отслеживать. Оно должно быть грамотно сбалансированным и отличаться ярко-синим оттенком, иметь небольшие размеры.
Технические приемы
Пайка алюминиевых поверхностей технологически не отличается от правил соединения других металлических изделий. Подготовленные и обезжиренные детали выставляют в нужном положении, в область соединения наносят флюс, начинают прогрев с применением припоя.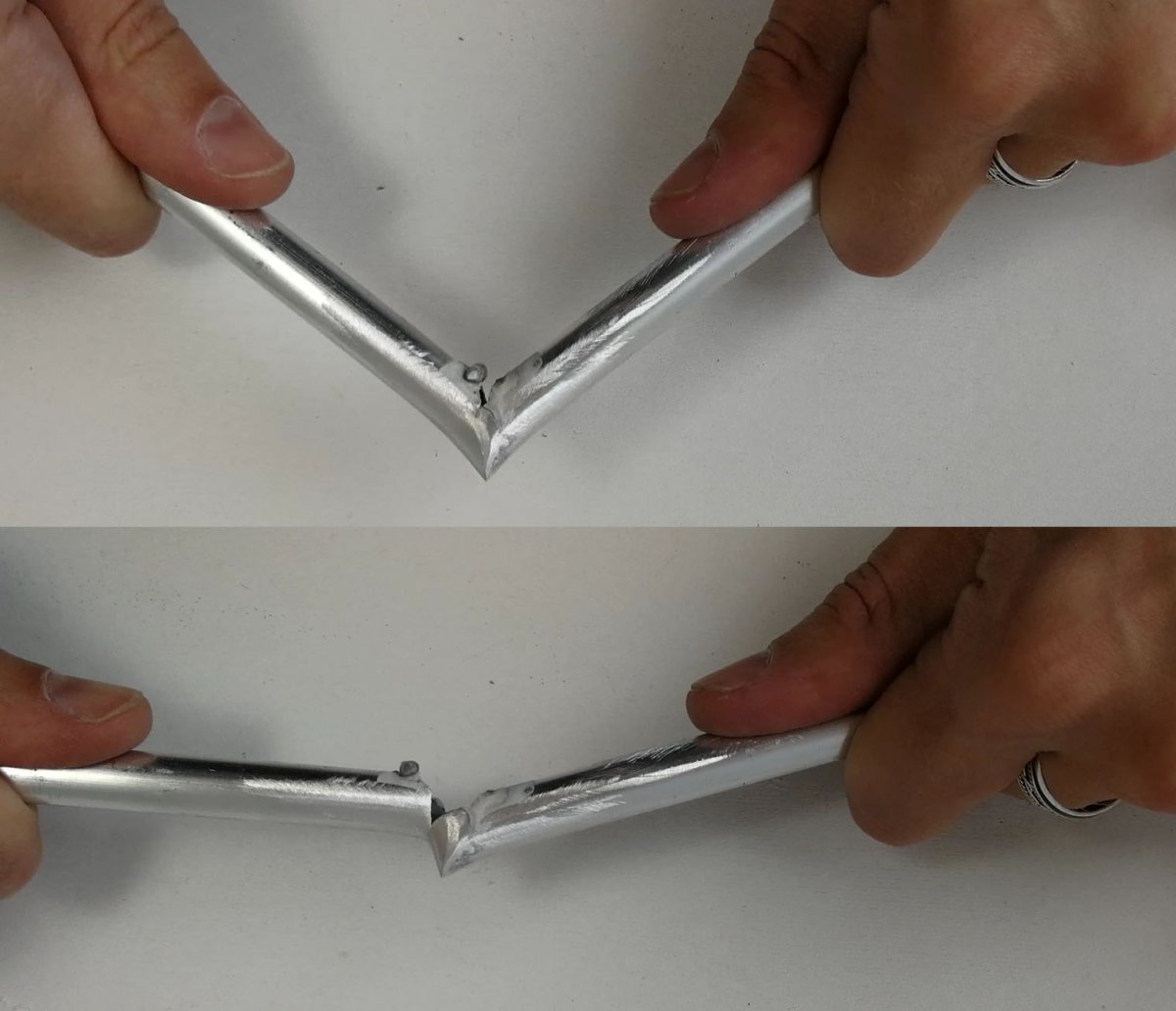
Если применяется безфлюсовый припой, то появляются определенные особенности. В этом случае по поверхности приходится чиркать краешком припоя, чтобы разрушать тонкий слой оксидной пленки.
Пайка алюминия с медью
Процесс сложный, так как металлы конфликтны по отношению друг к другу, различаются своими свойствами. Довольно часто в соединении деталей допускается брак. К сожалению, необходимость подобных соединений диктуется действительностью. Но как бы качественно не были выполнены работы, место спайки все равно не отличается надежностью.
Карандаш для пайки алюминия
Это новый способ пайки, успевший себя довольно неплохо зарекомендовать. Профессиональные сварщики отзываются о нем хорошо, ведь его применение позволяет не таскать с собой тяжелое оборудование, искать источник питания. Все работы выполняются весьма оперативно, в считанные секунды.
Карандаш сварочный, изготовление которого выполнялось по особой технологии, предназначен для быстрых решений проблемных вопросов не только в домашней, но и в полевой обстановке. С его помощью имеется возможность запаять массу полезных вещей.
С его помощью имеется возможность запаять массу полезных вещей.
В итоге все же следует заметить, что пайка алюминия представляет собой хлопотное дело, да и желаемое качество достигается не всегда. По этой причине к подобным работам прибегают в крайних случаях, когда иные мероприятия не позволяют решить проблему.
Чем паять алюминий в домашних условиях – Моя Хата
Пайка соединений проводов с припоем считается самым надежным методом соединения проводов и жил кабелей. Хорошо, если нужно паять только медные провода, которые легко облуживаются припоем. Не зря в электронике все вывода элементов медные, луженые.
Пайка алюминия в домашних условиях После того как цельные провода и многожильные жилы кабелей облудят, их довольно легко соединять пайкой. А как паять алюминий оловом, если припой отторгается окисью алюминия. Как известно алюминий покрыт тонким слоем окиси, которая мгновенно образуется на алюминии при контакте с кислородом. Чтобы припой хорошо держался на алюминиевом проводе нужно снять окись алюминия, а затем лудить. Для этой цели в качестве флюса существуют: паяльная кислота, специальные флюсы для алюминия, смесь канифоли с ацетоном. Все эти
Для этой цели в качестве флюса существуют: паяльная кислота, специальные флюсы для алюминия, смесь канифоли с ацетоном. Все эти
Пайка соединений проводов с припоем считается самым надежным методом соединения проводов и жил кабелей. Хорошо, если нужно паять только медные провода, которые легко облуживаются припоем. Не зря в электронике все вывода элементов медные, луженые. Пайка алюминия в домашних условиях После того как цельные провода и многожильные жилы кабелей облудят, их довольно легко соединять пайкой. А как паять алюминий оловом, если припой отторгается окисью алюминия. Как известно алюминий покрыт тонким слоем окиси, которая мгновенно образуется на алюминии при контакте с кислородом. Чтобы припой хорошо держался на алюминиевом проводе нужно снять окись алюминия, а затем лудить. Для этой цели в качестве флюса существуют: паяльная кислота, специальные флюсы для алюминия, смесь канифоли с ацетоном. Все эти плюсы разрушают или затрудняют образование пленки окиси на алюминии.

 Жало паяльника должно быть ровным и чистым. Раковины на конце жала паяльника убирают мелким напильником. А остатки сгоревшего припоя (шлака) вытирают губкой или тряпкой. Как только алюминиевый и медный провода облуженны, их скручивают пассатижами, кисточкой наносят жидкую канифоль и спаивают соединение, начиная также с конца. Если соединить алюминий без лужения припоем, то это соединение может нарушиться со временем. Соединение алюминия с медью представляет собой гальваническую пару, и при прохождении через него тока нагревает и разрушает соединение. Таблица температурных режимов марок припоя В результате место скрутки сильно нагревается и обугливается, что повышает пожароопасность. Оловянный припой нейтрален к алюминию, поэтому алюминиевые провода перед соединением с медью нужно лудить. Для пайки алюминиевых проводов хорошо подходят припой ПОС 61 и ПОС 50 с низкой температурой плавления 190 — 210С. Пайка алюминия с медью оловом и канифолью Пайка электрических проводов с помощью паяльной кислоты запрещена в ПУЭ.
Жало паяльника должно быть ровным и чистым. Раковины на конце жала паяльника убирают мелким напильником. А остатки сгоревшего припоя (шлака) вытирают губкой или тряпкой. Как только алюминиевый и медный провода облуженны, их скручивают пассатижами, кисточкой наносят жидкую канифоль и спаивают соединение, начиная также с конца. Если соединить алюминий без лужения припоем, то это соединение может нарушиться со временем. Соединение алюминия с медью представляет собой гальваническую пару, и при прохождении через него тока нагревает и разрушает соединение. Таблица температурных режимов марок припоя В результате место скрутки сильно нагревается и обугливается, что повышает пожароопасность. Оловянный припой нейтрален к алюминию, поэтому алюминиевые провода перед соединением с медью нужно лудить. Для пайки алюминиевых проводов хорошо подходят припой ПОС 61 и ПОС 50 с низкой температурой плавления 190 — 210С. Пайка алюминия с медью оловом и канифолью Пайка электрических проводов с помощью паяльной кислоты запрещена в ПУЭ.
 Под канифолью пленка на очищенных местах алюминиевого провода не образуется, так как нет соприкосновении с кислородом. Теперь берут разогретой паяльник с припоем мощностью не менее 60 Вт и опустив его на оголенный и очищенный от окиси провод, у самой поверхности канифоли, понемногу прокручивают и вытаскивают уже облуженные участки провода. Суть метода заключается в том, чтобы провод облуживался у самой поверхности жидкой канифоли. Чтобы зачищенные участки провода от окиси не могли соприкасаться с воздухом. Паяльник может быть временами погружен на 2-3 мм в канифоль. Немного облудив провод поднимите паяльник, чтобы он вновь нагрелся. Да в начале, будет много дыма, поэтому лучше учиться паять на улице или в помещении с хорошей вентиляцией. После нескольких попыток у вас выработается своя техника лужения и появится небольшой опыт. Вы определитесь с положением паяльника, скорость лужения провода увеличится, то есть появится навык, и уменьшится количество дыма. Зато провод будет облужен идеально.
Под канифолью пленка на очищенных местах алюминиевого провода не образуется, так как нет соприкосновении с кислородом. Теперь берут разогретой паяльник с припоем мощностью не менее 60 Вт и опустив его на оголенный и очищенный от окиси провод, у самой поверхности канифоли, понемногу прокручивают и вытаскивают уже облуженные участки провода. Суть метода заключается в том, чтобы провод облуживался у самой поверхности жидкой канифоли. Чтобы зачищенные участки провода от окиси не могли соприкасаться с воздухом. Паяльник может быть временами погружен на 2-3 мм в канифоль. Немного облудив провод поднимите паяльник, чтобы он вновь нагрелся. Да в начале, будет много дыма, поэтому лучше учиться паять на улице или в помещении с хорошей вентиляцией. После нескольких попыток у вас выработается своя техника лужения и появится небольшой опыт. Вы определитесь с положением паяльника, скорость лужения провода увеличится, то есть появится навык, и уменьшится количество дыма. Зато провод будет облужен идеально.
разрушают или затрудняют образование пленки окиси на алюминии. После применения данного типа флюса процесс лужение алюминия упрощается. Необходимые инструменты для пайки алюминия оловом являются: электрический паяльник, острый нож, плоскогубцы для скрутки проводов, мелкий напильник для подготовки жала паяльника. Из материалов потребуется: припой ПОС 61 или ПОС 50, флюс для пайки алюминия Ф-64 или аналогичный, губка. Пайка алюминия оловом и флюсом Ф 64 Флюс Ф 64 предназначен для пайки алюминия. Методика пайки не сложна. В первую очередь нужно снять изоляцию с проводов на 5 см. Изоляция снимается острым ножом под углом к проводу, чтобы не надрезать его. Надрезанный алюминий легко обламывается. Инструменты и материалы для пайки алюминиевого провода Далее нужно хорошо зачистить провод мелкой наждачной бумагой или острым ножом. Зачистив провод, его смачивают кисточкой с плюсом и острым ножом продолжают зачищать провод, но уже под флюсом. Таким образом снимают пленку окиси алюминиевого провода, не давая вновь окисляться на воздухе. Далее разогретым паяльником с припоем начинают лужение провода с его конца. Если начать облуживать провод около изоляции, тогда можно ее подпалить. В этом случае потеряются изоляционные свойства провода. Провод облуживают паяльником, движениями вперед-назад, одновременно снимается окисная пленка с алюминия. Облудить провод ровно сразу не получится. Поэтому на не облуженные участки провода снова наносят флюс и горячим паяльником с припоем и движениями вперед-назад снимают участки оставшейся окисной пленки и обслуживают. Таким образом покрывают припоем алюминиевый провод полностью. После лужения алюминиевый провод окунают в раствор соды (5 ст. л. на 200 гр.
Инструменты и материалы для пайки алюминиевого провода Далее нужно хорошо зачистить провод мелкой наждачной бумагой или острым ножом. Зачистив провод, его смачивают кисточкой с плюсом и острым ножом продолжают зачищать провод, но уже под флюсом. Таким образом снимают пленку окиси алюминиевого провода, не давая вновь окисляться на воздухе. Далее разогретым паяльником с припоем начинают лужение провода с его конца. Если начать облуживать провод около изоляции, тогда можно ее подпалить. В этом случае потеряются изоляционные свойства провода. Провод облуживают паяльником, движениями вперед-назад, одновременно снимается окисная пленка с алюминия. Облудить провод ровно сразу не получится. Поэтому на не облуженные участки провода снова наносят флюс и горячим паяльником с припоем и движениями вперед-назад снимают участки оставшейся окисной пленки и обслуживают. Таким образом покрывают припоем алюминиевый провод полностью. После лужения алюминиевый провод окунают в раствор соды (5 ст. л. на 200 гр.

 При лужении алюминия в канифоли нужно сделать или подобрать низкую ванночку для жидкой канифоли (канифоль 60% и спирт 40%). Флюсы для пайки алюминия Заполняют ванночку жидкой канифолью так, чтобы провод утопал в ней с изоляцией на 5-10 мм. Очищенный от изоляции провод кладут в канифоль и острым ножом (удобно скальпелем) снимают плёнку окиси с алюминиевого провода, не вынимая его из ванночки. То есть под канифолью защищают провод по всей его длине со всех сторон. Под канифолью пленка на очищенных местах алюминиевого провода не образуется, так как нет соприкосновении с кислородом. Теперь берут разогретой паяльник с припоем мощностью не менее 60 Вт и опустив его на оголенный и очищенный от окиси провод, у самой поверхности канифоли, понемногу прокручивают и вытаскивают уже облуженные участки провода. Суть метода заключается в том, чтобы провод облуживался у самой поверхности жидкой канифоли. Чтобы зачищенные участки провода от окиси не могли соприкасаться с воздухом. Паяльник может быть временами погружен на 2-3 мм в канифоль.
При лужении алюминия в канифоли нужно сделать или подобрать низкую ванночку для жидкой канифоли (канифоль 60% и спирт 40%). Флюсы для пайки алюминия Заполняют ванночку жидкой канифолью так, чтобы провод утопал в ней с изоляцией на 5-10 мм. Очищенный от изоляции провод кладут в канифоль и острым ножом (удобно скальпелем) снимают плёнку окиси с алюминиевого провода, не вынимая его из ванночки. То есть под канифолью защищают провод по всей его длине со всех сторон. Под канифолью пленка на очищенных местах алюминиевого провода не образуется, так как нет соприкосновении с кислородом. Теперь берут разогретой паяльник с припоем мощностью не менее 60 Вт и опустив его на оголенный и очищенный от окиси провод, у самой поверхности канифоли, понемногу прокручивают и вытаскивают уже облуженные участки провода. Суть метода заключается в том, чтобы провод облуживался у самой поверхности жидкой канифоли. Чтобы зачищенные участки провода от окиси не могли соприкасаться с воздухом. Паяльник может быть временами погружен на 2-3 мм в канифоль. Немного облудив провод поднимите паяльник, чтобы он вновь нагрелся. Да в начале, будет много дыма, поэтому лучше учиться паять на улице или в помещении с хорошей вентиляцией. После нескольких попыток у вас выработается своя техника лужения и появится небольшой опыт. Вы определитесь с положением паяльника, скорость лужения провода увеличится, то есть появится навык, и уменьшится количество дыма. Зато провод будет облужен идеально. Далее, как обычно, скручивают провода и так же паяют их небольшим количеством припоя. Остатки канифоли на пропаянной скрутке проводов смывают кисточкой со спиртом. Недостаток такого метода — это невозможность пайки в труднодоступных местах. Для таких случаев, лучше использовать другие методы безопасных соединений алюминия с медью.
Немного облудив провод поднимите паяльник, чтобы он вновь нагрелся. Да в начале, будет много дыма, поэтому лучше учиться паять на улице или в помещении с хорошей вентиляцией. После нескольких попыток у вас выработается своя техника лужения и появится небольшой опыт. Вы определитесь с положением паяльника, скорость лужения провода увеличится, то есть появится навык, и уменьшится количество дыма. Зато провод будет облужен идеально. Далее, как обычно, скручивают провода и так же паяют их небольшим количеством припоя. Остатки канифоли на пропаянной скрутке проводов смывают кисточкой со спиртом. Недостаток такого метода — это невозможность пайки в труднодоступных местах. Для таких случаев, лучше использовать другие методы безопасных соединений алюминия с медью.Джерело : elektrica.v.dome.ru
Главная » Продукция » Припой для сварки алюминияПродукт Бессвинцовый припой Припой из высокотемпературного сплава Припой из средневысокотемпературного сплава Среднетемпературный припой Низкотемпературный припой Низкотемпературный припой Свинцовый припой Sn Pb оловянно-свинцовый припой и припой Sn Pb Bi оловянно-свинцовый висмутовый припой и припой Sn Pb Ag оловянно-свинцовый серебряный припой и припой Алюминиевый сварочный припой Припой для медных алюминиевых труб Припой меди к алюминию Припой алюминия к алюминию Алюминий к алюминиевому паяльному кольцу Алюминиевая сварочная проволока Электронные химикаты Чистящий растворитель для пайки Бессвинцовый водорастворимый флюс для пайки Бессвинцовый флюс для пайки Флюс для пайки с оловянным покрытием Оловянно-свинцовый паяльный флюс Разбавитель Другие Шарик для припоя BGA Олово паяльника Трубка для пайки проволоки
- Припой для медных алюминиевых труб Сварка плавлением, сварка трением, холодная сварка, сварка взрывом, электронно-лучевая сварка, ультразвуковая сварка и другие методы сварки меди и алюминия.
 Медь становится дороже, медно-алюминиевый материал широко используется для замены меди. в кондиционере. Эти трубы должны обладать термостойкостью, хорошими физическими свойствами и высоким давлением,
Медь становится дороже, медно-алюминиевый материал широко используется для замены меди. в кондиционере. Эти трубы должны обладать термостойкостью, хорошими физическими свойствами и высоким давлением,
 Медь становится дороже, медно-алюминиевый материал широко используется для замены меди. в кондиционере. Эти трубы должны обладать термостойкостью, хорошими физическими свойствами и высоким давлением,
Медь становится дороже, медно-алюминиевый материал широко используется для замены меди. в кондиционере. Эти трубы должны обладать термостойкостью, хорошими физическими свойствами и высоким давлением,- Припой
- Медь к алюминию Алюминиевый припой подходит для сварки алюминия с алюминием, медью и алюминием. Обладает умеренной текучестью и преимуществами хорошей прочности сцепления с антивозрастными свойствами. И оснащен неагрессивной, стабильной производительностью, долгосрочным сохранением. Что еще более важно, конкретные характеристики алюминиевого флюса могут быть изменены. В целом, он идеально подходит для сварки медь-алюминий и алюминий-медь.
- Припой алюминий к алюминию Он в основном заполняется в линию сварки, плакирующий слой или паяный шов. Как правило, алюминиевый припой включает в себя сварочную проволоку, стержень и сварочное кольцо.
- Алюминий к алюминиевому паяльному кольцу Force Сварочное кольцо предназначено для сварки алюминия и алюминиевых высокопроизводительных и экологически чистых материалов. Именно в электротехнических изделиях, таких как холодильники, телевизоры, электровентиляторы, стиральные машины, кондиционеры и трансформаторы широко используются.
 Именно в электротехнических изделиях, таких как холодильники, телевизоры, электровентиляторы, стиральные машины, кондиционеры и трансформаторы широко используются.
Именно в электротехнических изделиях, таких как холодильники, телевизоры, электровентиляторы, стиральные машины, кондиционеры и трансформаторы широко используются.- Алюминиевая сварочная проволока Алюминиевая проволока в качестве присадочного металла для дуговой сварки и газовой сварки, алюминиевый сплав, высокая прочность и легкий вес. В основном для ручной сварки MIG (сварка металлов в среде инертного газа) и автоматической сварки MIG, основного материала, проволоки, защитного газа, сварочного оборудования.
Приложение
Lantytk предлагает широкий ассортимент припоев для алюминиевой сварки всех размеров, подходящих для ручной или автоматической индукционной пайки режущих сегментов.
1. Алюминиевые конденсаторы и теплообменники
2. Резчики по мрамору и камню
3. Алюминиево-медные соединения
Наш флюс для сварки алюминия позволяет соединять алюминий с медью и латунью.
4. Нагревательные элементы
Нагревательные элементы
Для различных областей применения нагревательных элементов и различных методов производства «Лантытк» предлагает широкий ассортимент продукции от припоев до никелевых паст.
Преимущества
1.Алюминиевый сварочный припой Lantytk характеризуется удобством использования, высокой эффективностью и хорошей текучестью.
2. Основной металл может оставаться неповрежденным во время пайки.
3. Этот алюминиевый сварочный флюс также обладает стабильной производительностью, стойкостью к старению и коррозии, поэтому пользователи могут быть уверены.
Как паять алюминий в домашних условиях
08.12.2018
Сварка Алюминий и его сплавы лишь по прочности уступают стали, но очень удобны в обработке, имеют достойный вид и обладают такими прекрасными качествами, как теплопроводность и электропроводность. Однако наряду с этими свойствами существует и сложность их пайки. Вопрос, как паять алюминий, задают не только новички, но и те, кому не мешает пайка меди, латуни и стали.
Процесс пайки алюминия сложен, поэтому нужно знать всю его технологию.
Работать с алюминием непросто из-за его способности мгновенно окисляться на воздухе, в результате чего поверхность покрывается тонкой пленкой оксида А12О3, обладающего высокой устойчивостью к агрессивным средам. Поэтому используются специальные ртутные флюсы или сменные жала для паяльников, либо, в зависимости от метода пайки, различные способы удаления окиси.
Перед пайкой алюминия прибегали к механическому удалению пленки, зачистке рабочего места напильником, но контакт алюминия с водой или воздухом приводит к исходному состоянию – появлению такой же пленки.
Для пайки алюминия можно использовать специальный флюс.
Специалисты советуют зачистить место пайки кирпичом или песком, не удаляя пыль, а нанести непосредственно на него расплавленную канифоль, затем протереть паяльником, сильно нажимая на жало. Это поможет разрушению тонкой пленки, образовавшейся перед нанесением канифоли.
Также шлифованный алюминий заливают канифолью и обсыпают железными гвоздями, полученными в процессе распиловки. Далее паяльником необходимо залудить поверхность, тщательно притирая жало. Железная крошка разрушит пленку, канифоль также предотвратит образование новой пленки.
Химические методы зачистки
Важно не допускать контакта очищенного алюминия с воздухом, для чего место пайки заполнено флюсом или канифолью при его нагревании. Часто мелкие предметы, например провода, тонут прямо в канифоли или во флюсе, залитом в емкость.
Помимо механического способа удаления оксида, существует несколько так называемых химических способов.
Очистку алюминия перед пайкой можно производить с помощью медной чашечки.
Очистка медным купоросом. Место, где нужно произвести припой, зачищают надфилем, смоченным двумя-тремя каплями раствора медного купороса. Алюминиевое основание соединяется с отрицательным полюсом батареи или аккумуляторной батареи, в раствор опускается небольшой кусок зачищенного и соединенного с положительным полюсом медного провода, не касаясь основания. После включения 4,5-вольтовой батареи через небольшой промежуток времени на алюминии образуется медный налет. Нужная деталь затем припаивается к высушенной меди.
После включения 4,5-вольтовой батареи через небольшой промежуток времени на алюминии образуется медный налет. Нужная деталь затем припаивается к высушенной меди.
Применение абразивного порошка. Готовят жидкую пасту путем смешивания порошка и трансформаторного масла, которую наносят на очищенную поверхность, а затем растирают паяльником до появления слоя олова.
Другой способ – трансформер. Изделие подключается к своему минусу, к плюсу подключается медный провод, содержащий несколько жил. После замыкания цепи произойдет микросварка алюминия с медью. Паяльная кислота используется для ускорения процесса.
Вернуться к содержаниюПрименение флюсов и припоев
Конструкция паяльника.
Для пайки крупногабаритных деталей, например радиаторов охлаждения, используются паяльники большой мощности (100-200 Вт), с мелкими элементами вполне успешно справляются паяльники мощностью 60-100 Вт. Конечно, место припоя не имеет особой крепости, но это и не требуется.
В домашних условиях для пайки алюминия подходят флюсы Ф-64, ФТБФ-А, ФИМ. Конечно, в качестве флюса можно использовать аспирин, технический вазелин, солидол, паяльный жир, стеарин.
С помощью специальных активных флюсов легче паять, они хорошо справляются с оксидной пленкой при условии температуры нагрева 250-360°С.
Припой распределяется по всей поверхности соединения, что приводит к прочному соединению деталей. Флюс необходимо удалить с помощью растворителей, спирта или специальной жидкости. Удобство использования таких флюсов заключается в том, что они также применяются для пайки никеля, меди и стали.
Как правило, сплавы из 2 частей цинка и 8 частей олова, или 1 части меди и 9 частейДля пайки алюминия используют 9 частей олова, или 1 часть висмута и 30 частей олова. Обычные припои ПОС. 40 и рис. 60 тоже справляются с задачей.
Небольшие отверстия (диаметром не более 7 мм) в алюминиевой посуде можно запаивать без паяльника.