Фрезеровка печатных плат в домашних условиях / Хабр
Я не люблю травить печатные платы. Ну не нравится мне сам процесс возни с хлорным железом. Там напечатай, тут проутюжь, здесь фоторезист проэкспонируй — целая история каждый раз. А потом еще думай, куда бы слить хлорное железо. Я не спорю, это доступный и простой метод, но лично я его стараюсь избегать. А тут случилось у меня счастье: достроил я фрезер с ЧПУ. Тут же появилась мысль: а не попробовать ли фрезеровать печатные платы. Сказано — сделано. Рисую простенький переходник c завалявшегося esp-wroom-02 и начинаю свой экскурс во фрезеровку печатных плат. Дорожки специально сделал мелкими — 0,5 мм. Ибо если такие не выйдут — то и ну нафиг эту технологию.
Тут нужно маленькое отступление. Есть несколько путей, как из cad’а получить набор gcode’ов для фрезеровки печатной платы. На мой взгляд, они расходятся в зависимости от того, какой САПР вы пользуетесь. Если вы любитель Eagle — то под него существуют специализированные и хорошо интегрированные решения: PCB-GCode, возможность напрямую открывать BRD-файлы в chilipeppr. К сожалению, не так давно Autodesk поменяла политику лицензирования орла, и теперь он уже не так сильно нравится сообществу (можно посмотреть мнение одного видного представителя сообщества).
К сожалению, не так давно Autodesk поменяла политику лицензирования орла, и теперь он уже не так сильно нравится сообществу (можно посмотреть мнение одного видного представителя сообщества).
Так как лично я делаю печатные платы раз в пять лет по большим праздникам — мне для проектирования вполне хватает KiCAD. Для него специализированных удобных решений я не нашел, но есть более универсальный путь — с использованием gerber-файлов. В этом случае все относительно просто: берем pcb, экспортируем нужный слой в gerber (никаких зеркалирований и прочей магии!), запускаем pcb2gcode — и получаем готовый nc-файл, который можно отдать фрезеру. Как всегда, реальность — злая зараза и все оказывается несколько сложнее.
Получение gcode из gerber-файлов
Итак, как получить gerber-файл, я особенно описывать не планирую, я думаю, это все умеют. Дальше нужно запустить pcb2gcode. Оказывается, он требует примерно миллион параметров командной строки, чтобы выдать что-то приемлемое. В принципе, документация у него неплохая, я ее осилил и понял, как получить какой-то gcode даже так, но все же хотелось казуальности. Потому был найден pcb2gcode GUI. Это, как подсказывает название, GUI для настройки основных параметров pcb2gcode галочками, да еще и с предпросмотром.
Потому был найден pcb2gcode GUI. Это, как подсказывает название, GUI для настройки основных параметров pcb2gcode галочками, да еще и с предпросмотром.
Собственно, на этом этапе получен какой-то гкод и можно пробовать фрезеровать. Но пока я тыкал в галочки, выяснилось, что дефолтное значение заглубления, которое предлагает этот софт, — 0,05 мм. Соответственно, плата должна быть установлена во фрезере как минимум с точностью выше этой. Я не знаю, у кого как, но у меня рабочий стол у фрезера заметно более кривой. Самое простое решение, что пришло в голову, — поставить на стол жертвенную фанерку, отфрезеровать в ней карман под размеры плат — и она окажется идеально в плоскости фрезера.
Для тех, кто уже хорошо владеет фрезером, эта часть неинтересна. После пары экспериментов я выяснил, что фрезеровать карман обязательно нужно в одном направлении (например, подачей на зуб) и с захлестом хотя бы процентов на тридцать. Fusion 360 мне предложил сначала слишком маленький захлест и ездил туда-сюда.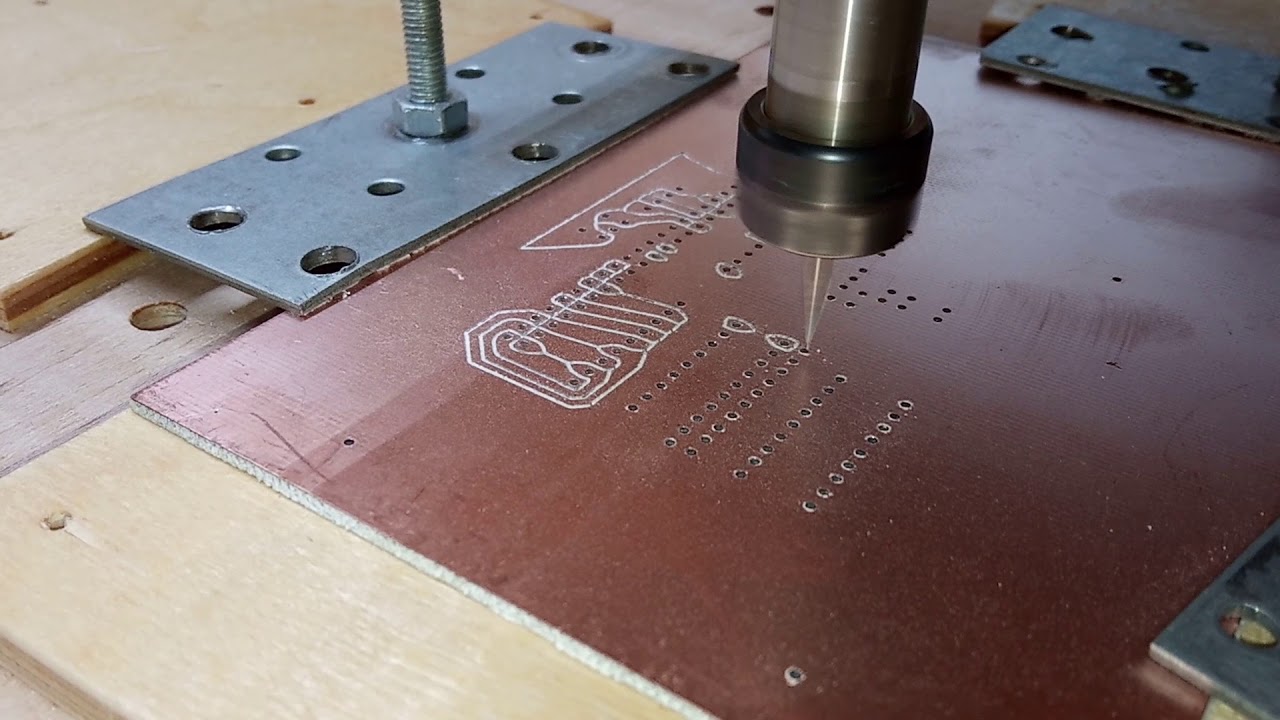 В моем случае результат получился неудовлетворительный.
В моем случае результат получился неудовлетворительный.
Учет кривости текстолита
Выровняв площадку, я поклеил на нее двустороннего скотча, положил текстолит и запустил фрезеровку. Вот результат:
Как видно, с одного края платы фреза практически не задевает медь, с другого — слишком углубилась в плату, при фрезеровке пошли крошки текстолита. Посмотрев внимательно на саму плату, я заметил, что она изначально неровная: слегка выгнутая, и, как ты с ней ни мучайся, какие-то отклонения по высоте будут. Потом, кстати, я посмотрел и выяснил, что для печатных плат толщиной более 0,8 мм допуск ±8 % считается нормальным.
Первый вариант борьбы, приходящий в голову, — автокалибровка. По логике вещей — чего уж проще, плата омедненная, фреза стальная, приделал один проводок к меди, другой к фрезе — вот тебе готовый щуп. Бери да строй поверхность.
Мой станок управляется grbl’ом на дешевом китайском шилде. У grbl есть поддержка щупа на пине A5, но вот специального разъема на моей плате почему-то не выведено.
Итак, датчик собран, тестером проверен, дальше важный вопрос — как проверить в grbl, что все в порядке и я не сломаю единственный гравер. Немного гугления показало, что ему нужно отправить команду G38.2 Z-10 F5.
Команда говорит: начинай спускаться вниз вплоть до –10 по Z (абсолютная это или относительная высота — зависит от режима, в котором сейчас прошивка). Спускаться будет очень медленно — со скоростью 5 мм/мин. Это вызвано тем, что сами разработчики не гарантируют, что спуск остановится ровно в момент срабатывания датчика, а не чуть позже. Поэтому лучше спускаться медленно, чтобы все остановилось вовремя и не успело уйти в плату по самое не балуйся.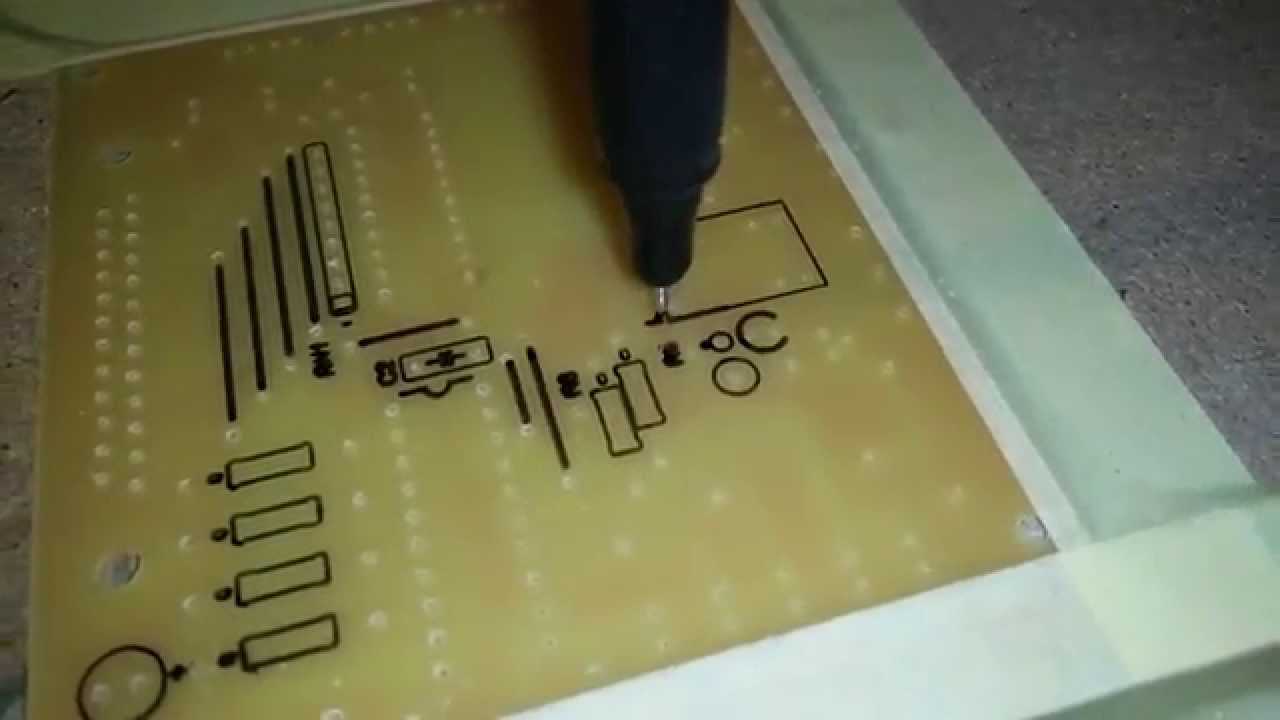
Дальше надо найти метод, как, собственно, промерить матрицу и исказить gcode как нужно. На первый взгляд, у pcb2gcode’а есть какая-то поддержка autoleveling’а, но поддержки именно grbl’а нет. Там есть возможность задать команды запуска пробы руками, но с этим надо разбираться, а мне, честно говоря, было лень. Пытливый ум мог бы заметить, что у LinuxCNC команда запуска пробы совпадает с командой grbl. Но дальше идет непоправимое различие: все «взрослые» интерпретаторы gcode’а сохраняют результат выполненной пробы в машинную переменную, а grbl просто выводит в порт значение.
Легкое гугление подсказало, что есть еще довольно много разных вариантов, но мне на глаза попался проект chillpeppr:
Это система из двух компонентов, предназначенная для игры с железом из вебни. Первый компонент — Serial JSON Server, написанный на go, запускается на машине, подключенной непосредственно к железке, и умеет отдавать управление последовательным портом по вебсокетам. Второй — работает у вас в браузере. У них есть целый фреймворк для построения виджетов с каким-то функционалом, которые потом можно засовывать на страничку. В частности, у них уже есть готовый workspace (набор виджетов) для grbl и tinyg.
И у chillpeppr’а есть поддержка autoleveling’а. Да еще и с виду он сильно удобнее UniversalGcodeSender’а, которым я пользовался до этого. Ставлю сервер, запускаю браузерную часть, трачу полчаса на то, чтобы разобраться с интерфейсом, загружаю туда gcode своей платы и вижу какую-то фигню:
Посмотрев в сам gcode, который генерирует pcb2gcode, вижу, что он использует нотацию, когда на последующих строках не повторяется команда (G1), а даются только новые координаты:
G00 X1. 84843 Y34.97110 ( rapid move to begin. )
F100.00000
G01 Z-0.12000
G04 P0 ( dwell for no time -- G64 should not smooth over this point )
F200.00000
X1.84843 Y34.97110
X2.64622 Y34.17332
X2.69481 Y34.11185
X2.73962 Y34.00364
X2.74876 Y31.85178
X3.01828 Y31.84988
X3.06946 Y31.82249
X3.09684 Y31.77131
84843 Y34.97110 ( rapid move to begin. )
F100.00000
G01 Z-0.12000
G04 P0 ( dwell for no time -- G64 should not smooth over this point )
F200.00000
X1.84843 Y34.97110
X2.64622 Y34.17332
X2.69481 Y34.11185
X2.73962 Y34.00364
X2.74876 Y31.85178
X3.01828 Y31.84988
X3.06946 Y31.82249
X3.09684 Y31.77131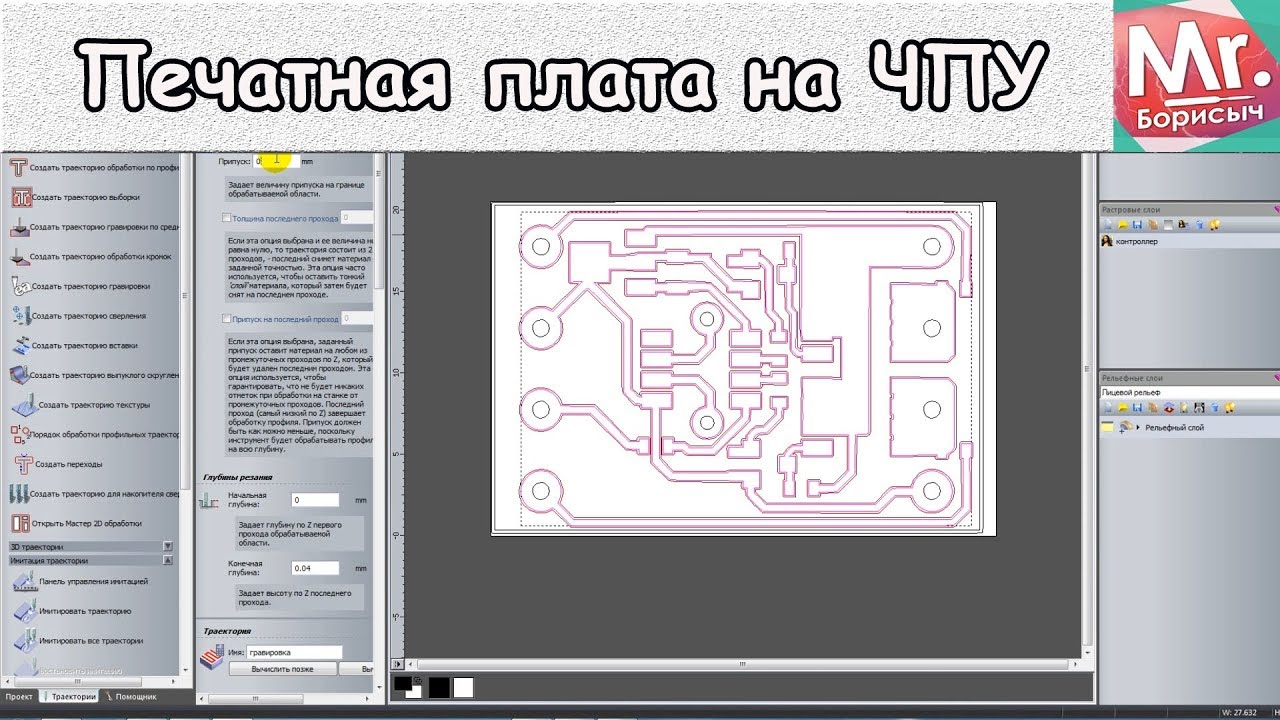 84843 Y34.97110 ( rapid move to begin. )
F100.00000
G01 Z-0.12000
G04 P0 ( dwell for no time -- G64 should not smooth over this point )
F200.00000
X1.84843 Y34.97110
X2.64622 Y34.17332
X2.69481 Y34.11185
X2.73962 Y34.00364
X2.74876 Y31.85178
X3.01828 Y31.84988
X3.06946 Y31.82249
X3.09684 Y31.77131
84843 Y34.97110 ( rapid move to begin. )
F100.00000
G01 Z-0.12000
G04 P0 ( dwell for no time -- G64 should not smooth over this point )
F200.00000
X1.84843 Y34.97110
X2.64622 Y34.17332
X2.69481 Y34.11185
X2.73962 Y34.00364
X2.74876 Y31.85178
X3.01828 Y31.84988
X3.06946 Y31.82249
X3.09684 Y31.77131Судя по тому, что chilipeppr показывает только вертикальные движения, он видит строку G01 Z-0.12 здесь, но не понимает все, что идет после F200. Нужно переделывать на explict нотацию. Конечно, можно руками поработать или напилить какой-нибудь post-processing скрипт. Но никто еще не отменил G-Code Ripper, который среди прочего умеет бить сложные команды gcode’а (типа тех же дуг) на более простые. Он же, кстати, тоже умеет по матрице autoprobe’а искривлять gcode, но встроенной поддержки grbl’а опять нет. Зато можно сделать тот самый split. Мне вполне подошли стандартные настройки (разве что в конфиге пришлось заранее поменять единицы измерения на mm). Результирующий файл начал нормально отображаться в chilipeppr:
Дальше запускаем autoprobe, не забыв указать расстояние, с которого опускать пробу, и ее глубину. В моем случае я указывал, что надо опускать с 1 до –2 мм. Нижняя граница не так важна, ее можно поставить хоть –10, но я бы не советовал: пару раз неудачно выставил начальную точку, с который надо запускать пробу, и крайние точки оказывались за пределами платы. Если заглубление больше — можно и гравер сломать. А так просто ошибка. От уровня верхней границы напрямую зависит то, как долго он будет промерять поверхность. В моем случае реально плата почти никогда не уходила за пределы 0,25 мм вверх или вниз, но 1 мм как-то надежнее. Жмем заветную run и бежим к фрезеру медитировать:
В моем случае я указывал, что надо опускать с 1 до –2 мм. Нижняя граница не так важна, ее можно поставить хоть –10, но я бы не советовал: пару раз неудачно выставил начальную точку, с который надо запускать пробу, и крайние точки оказывались за пределами платы. Если заглубление больше — можно и гравер сломать. А так просто ошибка. От уровня верхней границы напрямую зависит то, как долго он будет промерять поверхность. В моем случае реально плата почти никогда не уходила за пределы 0,25 мм вверх или вниз, но 1 мм как-то надежнее. Жмем заветную run и бежим к фрезеру медитировать:
А в интерфейсе chilipeppr появляется потихоньку промеренная поверхность:
Здесь надо обратить внимание, что все значения по Z умножены на 50, дабы лучше визуализировать получившуюся поверхность. Это настраиваемый параметр, но 10 и 50 хорошо работают, на мой взгляд. Я достаточно часто сталкиваюсь с тем, что какая-то одна точка оказывается сильно выше, чем можно от нее ожидать. Лично я связываю это с тем, что датчик ловит-таки наводки и дает ложное срабатывание. Благо chilipeppr позволяет выгрузить карту высот в виде json’ки, ее можно руками после этого поправить, а потом руками же загрузить. Дальше жмем кнопку «Send Auto-Leveled GCode to Workspace» — и в перце уже загружен поправленный гкод:
Благо chilipeppr позволяет выгрузить карту высот в виде json’ки, ее можно руками после этого поправить, а потом руками же загрузить. Дальше жмем кнопку «Send Auto-Leveled GCode to Workspace» — и в перце уже загружен поправленный гкод:
N40 G1 X 2.6948 Y 34.1118 Z0.1047 (al new z)
N41 G1 X 2.7396 Y 34.0036 Z0.1057 (al new z)
N42 G1 X 2.7488 Y 31.8518 Z0.1077 (al new z)
N43 G1 X 3.0183 Y 31.8499 Z0.1127 (al new z)
N44 G1 X 3.0695 Y 31.8225 Z0.1137 (al new z)
N45 G1 X 3.0968 Y 31.7713 Z0.1142 (al new z)В код добавлены перемещения по Z, которые должны компенсировать неровность поверхности.
Выбор параметров фрезеровки
Запускаю фрезеровку, получаю вот такой результат:
Тут видно сразу три момента:
- Проблема с неровностью поверхности ушла: прорезано (точнее, процарапано) все практически на одну глубину, нигде нет пропусков, нигде не заглубился слишком сильно.
- Заглубление недостаточное: 0,05 мм явно не хватает для этой фольги. Платы, кстати, какой-то неизвестный зверь с AliExpress, толщину меди там не указали. Слой меди бывает разный, наиболее распространенные — от 18 до 140 мкм (0,018—0,14 мм).
- Явно видны биения гравера.
 Платы, кстати, какой-то неизвестный зверь с AliExpress, толщину меди там не указали. Слой меди бывает разный, наиболее распространенные — от 18 до 140 мкм (0,018—0,14 мм).
Платы, кстати, какой-то неизвестный зверь с AliExpress, толщину меди там не указали. Слой меди бывает разный, наиболее распространенные — от 18 до 140 мкм (0,018—0,14 мм).Про заглубление. Подобрать то, насколько глубоко надо опускать гравер, несложно. Но есть специфика. Конический гравер имеет в проекции форму треугольника. С одной стороны, угол сведения к рабочей точке определяет, насколько инструмент тяжело сломать и как долго он проживет, а с другой — чем больше угол, тем шире будет рез при заданном заглублении.
Формула расчета ширины реза при заданном заглублении выглядит так (нескромно взята с reprap.org и исправлена):
2 * penetration depth * tangens (tool tip angle) + tip widthСчитаем по ней: для гравера с углом 10 градусов и точкой контакта 0,1 мм при заглублении 0,1 мм мы получаем ширину реза почти 0,15 мм. Исходя из этого, кстати, можно прикинуть, какое минимальное расстояние между дорожками сделает выбранный гравер на фольге выбранной толщины.
Ну и тут есть еще смешной момент. Допустим, у нас есть две дорожки, отстоящие друг от друга на 0,5 мм. Когда мы прогоним pcb2gcode, он посмотрит на значение параметра Toolpath offset (насколько отступать от дорожки при фрезеровке) и фактически сделает между дорожками два прохода, отстоящие друг от друга на (0,5 – 2 * toolpath_offset) мм, между ними останется (а скорее всего, сорвется) какой-то кусочек меди, и будет это некрасиво. Если же сделать toolpath_offset большим, чем расстояние между дорожками, то pcb2gcode выдаст warning, но сгенерирует только одну линию между дорожками. В общем случае для моих применений это поведение более предпочтительно, так как дорожки получаются шире, фреза режет меньше — красота. Правда, может возникнуть проблема с smd-компонентами, но маловероятно.
Есть выраженный случай такого поведения: если задать очень большой toolpath_offset, то мы получим печатную плату в виду диаграммы Вороного. Как минимум — это красиво 😉 На эффект можно посмотреть на первом скриншоте из pcb2gcode, что я давал. Там показано, как она будет выглядеть.
Как минимум — это красиво 😉 На эффект можно посмотреть на первом скриншоте из pcb2gcode, что я давал. Там показано, как она будет выглядеть.
Теперь про биения гравера. Это я их зря так называю. Шпиндель у меня неплохой вроде и так сильно, конечно, не бьет. Тут скорее кончик гравера при перемещении изгибается и прыгает между точками, давая вот ту странную картину с точечками. Первая и основная мысль — фреза не успевает прорезать и потому перепрыгивает. Легкое гугление показало, что народ фрезерует печатные платы шпинделем на 50к оборотов со скоростью примерно в 1000 мм/мин. У меня шпиндель дает 10к без нагрузки, и можно предположить, что резать надо со скоростью 200 мм/мин.
Результаты и вывод
Учтя все это, промеряю новый кусок текстолита, запускаю фрезеровку и получаю вот такой результат:
Верхняя ровно так, как вышла из фрезера, нижняя — после того как провел по ней обычным точильным камнем пару раз. Как видно, в трех местах дорожки не прорезались. В целом по всей плате ширина дорожек плавает. С этим еще надо разбираться, но у меня есть предположение, в чем причина. Сначала я крепил плату на двусторонний скотч, и она достаточно часто отходила. Потом в паре мест прихватил еще краями головок саморезов. Вроде держаться стала лучше, но все равно немного играет. Подозреваю, что в момент фрезеровки она прижимается к площадке и из-за этого, собственно, не прорезается.
В целом по всей плате ширина дорожек плавает. С этим еще надо разбираться, но у меня есть предположение, в чем причина. Сначала я крепил плату на двусторонний скотч, и она достаточно часто отходила. Потом в паре мест прихватил еще краями головок саморезов. Вроде держаться стала лучше, но все равно немного играет. Подозреваю, что в момент фрезеровки она прижимается к площадке и из-за этого, собственно, не прорезается.
В общем, перспективы у этого всего есть. Когда процесс отработан, построение матрицы высот занимает минут пять-семь, потом непосредственно фрезеровка — пару минут. Вроде можно экспериментировать дальше. Зато можно потом сверловку делать на том же станке. Еще прикупить заклепок, и будет счастье! Если тема интересна, то могу написать еще одну статью про сверловку, двусторонние платы и пр.
Гравировка печатных плат на ЧПУ фрезерном станке. Часть первая. FlatCam
Кто палит группку моей лабы в ВК уже наверное видел, что у меня там последнее время сплошняком идет тема фрезеровки плат. Я покупал фрезерный станок прежде всего для того, чтобы на нем сверлить, резать и вытачивать разные корпусные изделия. Как дополнение к 3D принтеру. Гравировать на нем именно рельеф печатных плат, вместо классического травления в хлорном железе , как то даже не подразумевалось. Но ради любопытства попробовал. Получилось занятно. Хотя и довольно шумно. Для простых плат, пожалуй, этот способ даже предпочтительней травления. Т.к. в одном цикле позволяет получить и сверловку и обрезку. Да и двусторонние платы теперь делать намного проще. Т.к. совмещать верх с низом гораздо проще при фрезеровке, чем при травлении. Ну обо всем по порядку.
Я покупал фрезерный станок прежде всего для того, чтобы на нем сверлить, резать и вытачивать разные корпусные изделия. Как дополнение к 3D принтеру. Гравировать на нем именно рельеф печатных плат, вместо классического травления в хлорном железе , как то даже не подразумевалось. Но ради любопытства попробовал. Получилось занятно. Хотя и довольно шумно. Для простых плат, пожалуй, этот способ даже предпочтительней травления. Т.к. в одном цикле позволяет получить и сверловку и обрезку. Да и двусторонние платы теперь делать намного проще. Т.к. совмещать верх с низом гораздо проще при фрезеровке, чем при травлении. Ну обо всем по порядку.
▌Софт
Надо как то получить план резки в формате GCODE для ЧПУ станка, а у нас есть только стандартные GERBER и Exellon Drill. Способов это сделать много. Например, в eagle есть скрипт pcb2gcode который, будучи один раз сконфигурированный, позволяет подготовить все нужные файлы в один клик. Правда у него есть довольной неприятный недостаток — он весьма криво зеркалит плату, просто переворачивая координаты. В результате двусторонки в нем делать неудобно. Ну и не все пользуются иглом, поэтому я решил описать более универсальный способ получения гкода из гербера.
В результате двусторонки в нем делать неудобно. Ну и не все пользуются иглом, поэтому я решил описать более универсальный способ получения гкода из гербера.
Воспользуемся такой замечательной програмкой как FlatCam. Это опенсорцное, кроссплатформенная штука, написанная на питоне. Интерфейс у него, как это принято в опенсорце, кривое, тормозное и глючное УГ с невнятной юзабельностью… Но! Это все отлично компенсируется тем, что графический интерфейс этой хреновины, после окончательной настройки и подбора всех параметров, вам нужен чуть чаще чем никогда. У FlatCam есть внутренняя консоль, похожая на консоль и eagle или AutoCAD. Куда можно скармливать команды и он сам все будет строить. А внутренняя консоль приложения это лучший интерфейс который можно придумать. Почему? А потому что в него можно загонять скрипты которые будут делать все рутинные операции автоматом. За что я, собственно, так люблю автокад и игл. Но обо всем по порядку.
Запилим двустороннюю плату. Возьмем стандартный набор gerber файлов который я отправляю на печать. О том как он формируется в EagleCAD я писал в одной из своих старых статей.
О том как он формируется в EagleCAD я писал в одной из своих старых статей.
У нас там будет набор из файлов, из которых нам нужны только будут файлы
top_metal.gbr — верхний слой
bottom_metal.gbr — нижний слой
Dimensions.gbr — контур платы
drill.txt — сверловка
У меня они делаются запуском JOB проекта для CAM Eagle. Вот, можете скачать его и использовать. Корректный файл препроцессора, вывод которого без проблем принимают и наши конторы и китайские.
Запускаем FlatCam. Открывается такое белое окошко. Давайте все настроим. Идем во вкладку Options. И выбираем там Applications Default:
И выставляем там подряд все настройки. Во первых миллиметры, ибо империал нам нахер не упал.
Plot Options это просто настройки отображения. На результат не влияет. Галочка Plot решает за отображение, Sold за закраску, а Multicolored за разноцветность слоев.
Isolations Routing это то самое вырезание дорожек. Давайте тут сразу зададим дефолтные значения. Диаметр инструмента. Острие у штихеля может быть 0.1 или 0.2мм. Толще тоже бывают. Но эти самые ходовые. Лучше если параметр этот превосходит реальную ширину инструмента. Т.к. больше будет допуск и шире итоговые дорожки. Но, ни в коем случае не уже реального инструмента. Если сделать слишком широкие, то некоторые трассы просто не будут проложены, это будет видно. Между ними просто не пройдет инструмент. Так что надо ловить компромис. Обычно вкатывает 0.23 почти всегда.
Диаметр инструмента. Острие у штихеля может быть 0.1 или 0.2мм. Толще тоже бывают. Но эти самые ходовые. Лучше если параметр этот превосходит реальную ширину инструмента. Т.к. больше будет допуск и шире итоговые дорожки. Но, ни в коем случае не уже реального инструмента. Если сделать слишком широкие, то некоторые трассы просто не будут проложены, это будет видно. Между ними просто не пройдет инструмент. Так что надо ловить компромис. Обычно вкатывает 0.23 почти всегда.
Width (#passes) сколько делать проходов. Обычно один или два. Для очень узких дорожек не больше одного, а если топология жирная, да еще с силовыми дорожками и высокими напряжениями, то можно и побольше, для надежности.
Pass Overlap: перекрытие проходов. Указывается в частях от ширины. Т.е. 0.15 это 15% от ширины инструмента. Достаточно, чтобы сточить широкую канавку из двух, а не получить два штриха.
Combine Passes — эта галочка сливает разные проходы в одну обработку. Если ее не поставить, то у вас два прохода дадут два файла. Иногда полезно.
Иногда полезно.
Board Cutout — обрезка платы. Тут также указываешь диаметр инструмента (Tool Dia:). На этот раз уже фрезы которая будет отрезать текстолит. Margin — это отступ от края контура по которому будет резаться. Gap size это ширина крепежных язычков, которыми будет соединена плата с пластиной из которой ее будут вырезать. Ну чтобы он не улетела в никуда. Потом их выламывают просто и все. В параметре Gaps можно выбрать где будут эти язычки и сколько их будет. Варинтов тут 2(T/B) — два вверху и внизу, 2(L/R) — два слева и справа, четыре штуки. Но эта хрень вещь бесполезная. Т.к. она умеет обрабатывать только квадратные платы. А если плата другой формы, то она обрезку сделает под квадрат. Как обкорнать не квадратную плату я расскажу ниже. Там все не просто.
Non-copper regions — настройки определяющие полигоны которые надо снести. Тут только задавать смещение от изначальной геометрии (Boundary Margin), там же галочка на скругление углов (Rounded Corners). Я не заморачивался тут с ними никогда.
Я не заморачивался тут с ними никогда.
Exellon Options — отображение сверловок. Plot — отображение, Solid — заливка. На конечный результат не влияет. Чисто опции интерфейса.
Create CNC JOB определяют параметры сверловки. Там есть глубина сверловки Cut Z, обычно ставится как толщина платы+0.2мм. Высота на которой сверло будет перемещаться к следующей точке — Travel Z, скорость подачи в мм/мин Feed rate. Я обычно ставлю 30. Торопиться тут некуда, особенно с очень тонкими сверлами. Toolchange Z — высота смены инструмента. Обычно при сверловке приходится менять сверла, т.к. много типов разных отверстий. Вот, для удобства, можно сразу задать высоту смены инструмента. Чтобы туда станок уходил перед остановкой на замену. Spindle speed это скорость вращения шпинделя, если конечно ваш ЧПУ станок может ей рулить. Мой вот не умеет (но я работаю над этим). Mill Holes — это интересная опция, указываем ей предельный диаметр.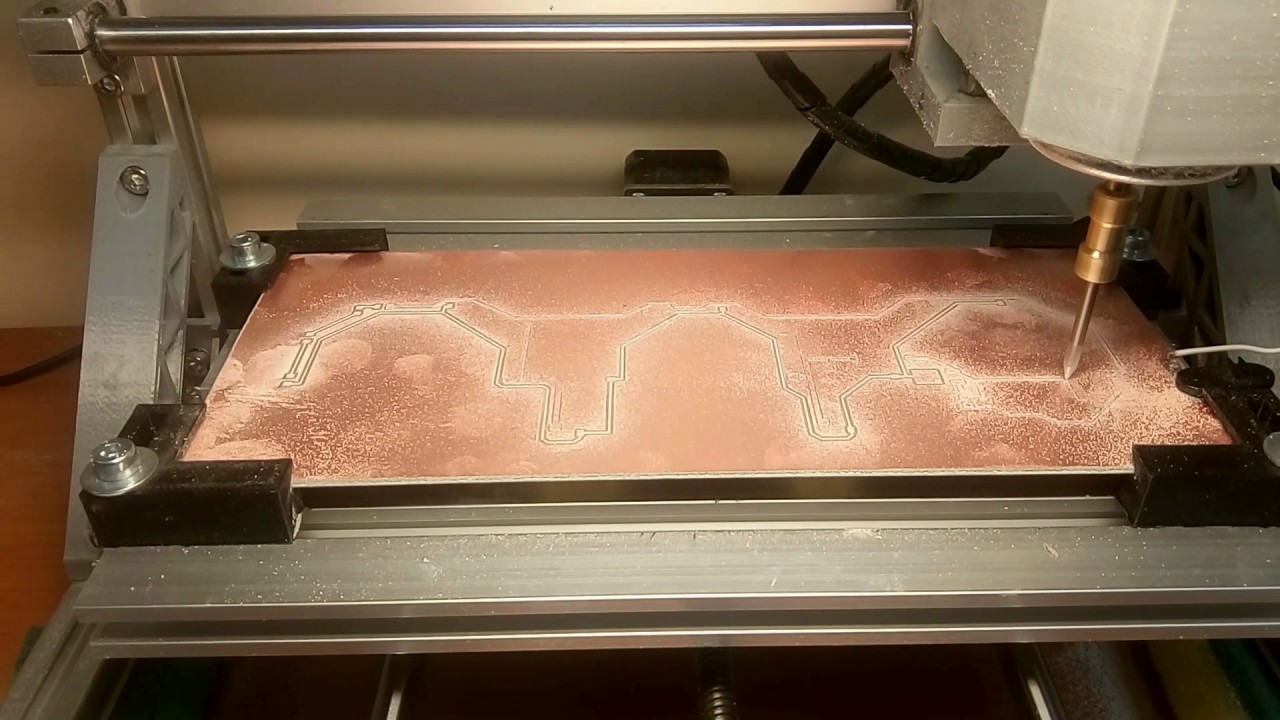 Скажем 1мм и все отверстия больше 1мм он будет пытаться не сверлить, а фрезеровать. Тогда можно воткнуть вместо сверла фрезу диаметром 1мм и забить на остальные размеры. Он их фрезанет и все.
Скажем 1мм и все отверстия больше 1мм он будет пытаться не сверлить, а фрезеровать. Тогда можно воткнуть вместо сверла фрезу диаметром 1мм и забить на остальные размеры. Он их фрезанет и все.
Geometry Options — это, как я понял, настройки фрезеровки разных полигонов. Там все как и обычно Cut Z глубина фрезеровки, я поставил -0.1мм. Travel Z — безопасная высота перемещения от места до места, обычно пару миллиметров над платой. Feed Rate — скорость подачи. Тут индивидуально все. Tool dia — диаметр инструмента или его режущей кромки.
Paint Area — этим инструментом делается выкашивание меди с больших полигонов, как бы закрашивание их гравировкой. Тут все аналогично. Ставится диаметр инструмента (Tool dia), можно взять фрезу побольше т.к. 0.2 штихелем попробуй заштрихуй все, задается перекрытие проходов (Overlap) и отступ от от исходной линии контура который будет закрашен.
Ну и последний пункт это CNC Job Options. Он хорош тем, что тут можно еще раз указать диаметр инструмента (как понял, он пойдет в справку в гкод) и задать начальный кусок гкода (prepend) , который тупо вставится в начало и конечyый кусок гкода, который будет в конце (append). Тут можно пихать что угодно. Смену инструмента, остановку-пуск шпинделя, какие то подготовительные мероприятия и что на душу положит.
Он хорош тем, что тут можно еще раз указать диаметр инструмента (как понял, он пойдет в справку в гкод) и задать начальный кусок гкода (prepend) , который тупо вставится в начало и конечyый кусок гкода, который будет в конце (append). Тут можно пихать что угодно. Смену инструмента, остановку-пуск шпинделя, какие то подготовительные мероприятия и что на душу положит.
Все, настройка завершена и теперь все проекты будут использовать эти цифры как дефолтные значения. Это куда удобней, т.к. меньше риск что-либо забыть.
Создаем новый проект через File — New и вгружаем в него наши гербер файлы. Через File-OpenGerber и File-Open Exellon. Грузим все файлы.
Интерфейс тут, как я уже говорил, через жопу. На вкладке Project выбираем файл, на вкладке Selected делаем из него следующий шаг, у нас в проекте появляется еще один файл и с ним работаем дальше и так далее. И все это в правой части экрана в одну кашу сливается. Хотя выбрав файл, можно отключить отображение, сняв галочку с Plot. Причем если убрать отображение вообще всех слоев, то галочка Plot не снимется. Придется ее «передернуть», чтобы вернуть отображение обратно.
Причем если убрать отображение вообще всех слоев, то галочка Plot не снимется. Придется ее «передернуть», чтобы вернуть отображение обратно.
Скрываем все слои, кроме того с которым будем работать. Начнем со слоя Top. Выбираем его на вкладе Project и переходим на вкладку Selected (я предупреждал, что интерфейс наркоманский!)
Если вы изначально правильно настроили все дефолтные значения, то тут уже ничего крутить не надо. Все что нужно уже подставлено. Если нет, то заполните нужные значения. Теперь видите там ниже кнопки Generate Geometry в конце каждой секции? Каждая эта кнопка генерирует свой объект. Нас интересует Isolation — она сделает раскрой дорожек, с учетом ширины фрезы и количества проходов.
Поскольку все данные внесены, то жмем Generate Geometry и получаем результат:
Тут же можно и сделать обрезку платы. Это тоже сформирует отдельный обьект под обрезку. Это в следующей секции Board Cutout.
 Выбираем там нужные опции (о них было сказано выше, в описании общей настройки) и жмем под секцией кнопку Generate Geometry. Правда функция эта убогая и работает только для прямоугольных плат. Хрень, короче.
Выбираем там нужные опции (о них было сказано выше, в описании общей настройки) и жмем под секцией кнопку Generate Geometry. Правда функция эта убогая и работает только для прямоугольных плат. Хрень, короче.А на вкладке Project появился еще один объект:
Это контур нашей фрезеровки изолирующей проводники. Выбираем его и переходим в Selected, а там уже нас ждет подготовка под фрезеровку Create CNC Job:
Данные уже все вставлены, взяты из дефолтных. Можно подправить если вдруг что захотелось. Жмем Generate и получаем еще один обьект в Project.
Это трассировка. Теперь ее надо выгрузить в GCODE. Выбираем его, переходим на вкладку Selected и жмем кнопку Export GCODE, сохраняем файл. Готово!
Теперь разберемся со сверловкой. Сверлить будем с морды.
Да, если при вставке drill.txt из Eagle у вас в FlatCam отверстия убредают черт знает куда, то дело все в том, что в Eagle кривоватый экспорт Drill который иногда обрезает незначащие нули впереди.
set_sys excellon_zeros T
И все, проблема кривых игловских сверловок решена. Написать достаточно один раз, и опция будет запомнена в недрах программы навсегда.
 А формат Exellon этого не любит. Для этого у флаткама есть специальная опция. Надо написать в консоли FlatCam’a
А формат Exellon этого не любит. Для этого у флаткама есть специальная опция. Надо написать в консоли FlatCam’aВыбираем наш Drill.txt и переходим на вкладку Selected. Тут нас поджидают диаметры отверстий. Можно выбрать все сразу и тогда они будут просверлены за один заход.
Если же поставить галочку Tool Change, то после отсверловки каждого диаметра станок будет останавливаться и показывать смену инструмента. Ну или менять его, если есть соответствующая оснастка. Там же можно указать высоту смены инструмента — Tool Change Z. Удобно когда бошка сама уходит на удобную высоту. А можно выбирать диаметры отдельно и получить несколько программ под каждый инструмент в отдельности. Когда все параметры указали, то жмем Generate и получаем еще один объект:
Выбираем его и делаем EXPORT GCODE
Получили сверловку в виде GCODE файла.
Теперь давайте разберемся с Bottom слоем. Ведь у нас двусторонка. Нижний слой надо отзеркалить и вот тут заключается одна хитрость. Ведь его надо не просто отзеркалить, но и в координаты попасть, чтобы у нас фрезеровка прошла там где надо. А для этого нужны реперные метки. А с ними тут вообще все весело и не очевидно.
Итак, убираем все лишние слои с экрана и открываем только bottom. Теперь в главном меню в пункте Tool выбираем инструмент Double Sided PCB Tool и он появляется на вкладке Tool
Выбираем там слой который мы будем зеркалить. Это наш Bottom_metal.gbr. А дальше надо выбрать:
Ось симметрии, по которой плата будет зеркалиться. А также реперные точки. В графу point box указываем координаты точки через которые должна пройти ось симметрии. Направление оси (по х или по у мы уже указали выше). Пусть будет по X. Как узнать координаты? А тут просто, кликаем мышкой примерно в середине платы. При клике у нас в буфер обмена сохраняются координаты куда мы кликнули. Их мы вставляем в поле Point Box. Через эту точку примерно пройдет ось симметрии:
Их мы вставляем в поле Point Box. Через эту точку примерно пройдет ось симметрии:
Теперь надо поставить реперные отверстия. Их надо ставить слева и справа от платы по одну сторону оси симметрии:
Точно также, кликаем и копипастим их координаты в поле Aligment Hole через запятую. Только расставля их учитывайте, то, что они должны быть За зоной фрезеровки контура, отмеченной желтым цветом. Если это проебать, то у вас фреза при обрезке контура врежется в реперные штыри. Осталось только вписать диаметр реперных отверстий и нажать кнопку Create Aligment Drill и у вас появляются отличные симметричные реперные точки.
Теперь жмем кнопку Mirror Object и относительно той же оси симметрий наш слой bottom_metal.gbr зеркально развернется.
Все, теперь повторяем с ним те же операции, что и со слоем Top. Т.е. сформировать геометрию через Isolation Routing, потом по ней сделать Create CNC Job и экспортировать GCODE.
Aligment Drills экспортируем в GCODE точно также как мы это делали в с обычной сверловкой. Будут отдельным файлом.
Осталось самую малость. Сделать контур обрезки. Я уже говорил, что это можно сделать через CutOut, но он убогий и режет только прямоугольники. Даже если у вас плата в форме круга, он зафигачит вам его квадратуру. А это как бы не айс. К сожалению НОРМАЛЬНО через графический интерфейс тут ничего не сделать. Но графический интерфейс у флаткама всасывает по мощности консольному. Выполняем несколько комманд:
isolate Dimensions.gbr -dia 2 -passes 1 -outname cut
Эта команда сделает изолирующий контур вокруг фигуры Dimension.gbr, что есть контур нашей платы инструментом диаметром 2мм, нашей отрезной фрезой то есть. Сделает за один проход и сохранит в выходном объекте с именем cut.
exteriors cut -outname cutout
Эта команда возьмет наш обьект cut и на его основе сделает еще один обьект, по большей его кромке (т.к. isolate делает два контура, изолируя контур платы как изолировала бы дорожку). Результатом станет объект cutout
delete cut
Удаляем обьект cut т.к. он уже не нужен, а помойку разводить в проекте не хочется.
geocutout cutout -dia 2 -gapsize 0.8 -gaps tb
Эта команда обходит по контуру и создает траекторию резки. Причем она понимает и крепежные язычки. dia это диаметр режущей фрезы в 2мм, gapsize это размер крепженых язычков, а gaps их расположение. В данном случае tb означает top & bottom. Но можно указать число, например, 4. И будет четыре язычка.
cncjob cutout -z_cut -1.6 -z_move 2 -feedrate 60 -tooldia 2 -spindlespeed 20000 -outname cutout.tap
Эта команда делает обьект фрезеровки из траектории cutout углубляюсь на глубину z_cut в 1.6мм (толщина текстолита), безопасная дистанция z_move 2 мм над платой. С подачей feedrate 60мм/сек и диаметром обрезной фрезы в 2мм. Также указана скорость шпинделя spindlespeed 20000. Выходной файл зовется cutout.tap
delete cutout
Удаляем промежуточный обьект cutout, чтобы не засорял проект.
Все, у нас есть cutout.tap из которого можно сделать экспорт GCODE как мы уже делали раньше. Только обратите внимание на то, что у нас обрезка не зеркальная. Т.е. мы сверлим репера, сверлим основные отверстия, фрезеруем Top, потом переворачиваем плату, сажаем на репера, фрезераем Bottom, снова переворачиваем и фрезеруем контур. Чтобы сделать зеркальный Dimensions.gbr можно там же, где мы делали зеркалирование Bottom, после выставления точек реперов и оси симметрии и переворота Bottom слоя выбрать слой Dimensions и не меняя других значений нажать кнопку Mirror и для него. А потом уже сделать операцию формирования обрезки командами.
Команды не обязательно вставлять по одному, можно скопипастить прям пачкой, вот так:
isolate Dimensions.gbr -dia 2 -passes 1 -outname cut
exteriors cut -outname cutout
delete cut
geocutout cutout -dia 2 -gapsize 0.8 -gaps tb
cncjob cutout -z_cut -1.6 -z_move 2 -feedrate 60 -tooldia 2 -spindlespeed 20000 -outname cutout.tap
delete cutout
Теперь вы понимаете, почему я так матюгаюсь на интерфейс этой программы. СКОЛЬКО надо делать телодвижений для создания платы. А хотелось бы быстрей. И это возможно! Видели какой там командный интерфейс! А ведь можно сделать текстовый файл, куда записать все эти команды и запустить его как параметр к FlatCam и он начнет работать по нему сам. Скажем, вот такой файл cmd.tcl
new
set_sys excellon_zeros T
open_gerber d:/Mill/eagle/FTD/FT2232_db/Dimensions_mr.gbr
open_gerber d:/Mill/eagle/FTD/FT2232_db/Bottom_metal_mr.gbr
open_excellon d:/Mill/eagle/FTD/FT2232_db/drill_mr.txtisolate Dimensions_mr.gbr -dia 1.5 -passes 1 -outname cut
exteriors cut -outname cutout
delete cut
geocutout cutout -dia 1.5 -gapsize 0.8 -gaps tb
cncjob cutout -z_cut -1.2 -z_move 2 -feedrate 60 -tooldia 1.5 -spindlespeed 20000 -outname cutout.tap
delete cutout
write_gcode cutout.tap d:/Mill/eagle/FTD/FT2232_db/Dimensions_mr.tapisolate Bottom_metal_mr.gbr -dia 0.23 -passes 1 -overlap 0.5 -combine 1 -outname bottom
cncjob bottom -z_cut -0.15 -z_move 2 -feedrate 100 -tooldia 0.2 -spindlespeed 20000 -outname bottom.tap
delete bottom
write_gcode bottom.tap d:/Mill/eagle/FTD/FT2232_db/Bottom_mr.tapdrillcncjob drill_mr.txt -drillz -1.6 -travelz 3 -feedrate 100 -spindlespeed 300 -toolchange True -outname drill.tap
write_gcode drill.tap d:/Mill/eagle/FTD/FT2232_db/Drill_mr.tap
Скармливаем через параметр командной строки FlatCam’у:
«c:\Program Files (x86)\FlatCAM\FlatCAM.exe» —shellfile=cmd.tcl
И у нас автоматом подгружаются нужные файлы из проекта (уже отзеркаленные заранее герберы и сверловки), тут же закидываются нужные обработки и автоматом все экспортируется в GCODE. И на выходе получаем готовые комплект планов резки-сверловки для односторонней платы. Автоматически!
Для двусторонней платы все чуточку сложней, т.к. есть операция выставления оси симметрии и реперных точек, которые как то надо задавать. Но никто не запрещает эти точки высчитать еще на этапе построения герберов, вписать куда-нибудь и сгенерировать уже с ними.
Продвинутые юзеры могут написать скрипт на cmd или bash, сделать на плате сразу какие-нибудь хитрые отверстия, скажем с диаметром 1.2345678мм , сгрепать их по характерным диаметрам из drill файла вместе с координатами и на их основе забацать координатные заморочки с зеркалированием строк.
Благо все команды хорошо документированы и расписаны в одном месте на сайте программы
Я пока так не упарывался. Но на батничках немного поразвлекался. Поскольку двусторонки я делаю редко, а обычно справляюсь односторонками, то в первую очередь сделал себе батник для быстрой генерации фрезеровки под односторонку. Гербер файлы надо выдать в отзеркаленном виде. То же касается и сверловки. В Eagle это делается просто. В CAM процессоре задаем следующие параметры:
После чего сохраняем этот набор как Job и если нам надо фрезануть плату, то запускаем это задание и получаем пачку нужных файлов:
- bottom_metal_mr.gbr — рисунок дорожек
- Dimensions_mr.gbr — контур платы
- Drill_mr.txt — сверловка.
_mr сигнализирует о том, что файлы отзеркалены. Настоятельно рекомендую сделать такие пометки в выводе. Чтобы ничего не перепуталось потом.
Дальше запускаем следующий батник:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 | :: Умолчания @SET DIA=2 @SET GAP=0.8 @SET GAPS=tb @SET DPT=1.6 @SET FR=60 @SET GRV=0.1 @SET PAS=2 @SET GRVW=0.3 ::Имена файлов и пути @SET DIMEN=Dimensions_mr.gbr @SET ISOL=Bottom_metal_mr.gbr @SET DRI=drill_mr.txt @SET FP="c:\Program Files (x86)\FlatCAM\FlatCAM.exe" @ECHO Обрезка платы по контуру dimension_mr.gbr. Cверловка drill_mr.txt Гравировка bottom_metal_mr.gbr @ECHO. @ECHO По умолчанию: @ECHO Диаметр фрезы = %DIA% мм @ECHO Подача фрезы = %FR% мм/мин @ECHO Ширина язычка = %GAP% мм @ECHO Расп. язычка = %GAPS% @ECHO Глубина сверл. = %DPT% мм @ECHO Глубина грав. = %GRV% мм @ECHO Ширина штихеля = %GRVW% мм @ECHO Проходов грав. = %PAS% @ECHO. @SET /P DIA=Введите диаметр отрезной фрезы: @SET /P FR=Введите скорость подачи обрезки контура: @SET /P GAP=Введите ширину крепежного язычка: @SET /P GAPS=Введите параметры расположения язычка (8,4,tb,lr,2tb,2lr): @SET /P DPT=Введите глубину сверления отверстий (обычно это толщина текстолита+0.2): @SET /P GRV=Введите глубину гравировки (0.05...0.2): @SET /P GRVW=Введите ширину лезвия штихеля гравера: @SET /P PAS=Введите количество проходов гравера: :: Берем текущий каталог set dp=%CD% :: Меняем в нем слеши на обратные (это надо флаткаму) set dp=%dp:\=/% :: Вбиваем программу. echo new > cmd.tcl echo set_sys excellon_zeros T >> cmd.tcl :: Грузим файлы из корня echo open_gerber %dp%/%DIMEN% >> cmd.tcl echo open_gerber %dp%/%ISOL% >> cmd.tcl echo open_excellon %dp%/%DRI% >> cmd.tcl ::Первым под обрезку идет контур. echo isolate %DIMEN% -dia %DIA% -passes 1 -outname cut >> cmd.tcl echo exteriors cut -outname cutout >> cmd.tcl echo delete cut >> cmd.tcl echo geocutout cutout -dia %DIA% -gapsize %GAP% -gaps %GAPS% >> cmd.tcl echo cncjob cutout -z_cut -%DPT% -z_move 2 -feedrate %FR% -tooldia %DIA% -spindlespeed 20000 -outname cutout.tap >> cmd.tcl echo delete cutout >> cmd.tcl echo write_gcode cutout.tap %dp%/Dimensions_mr.tap >> cmd.tcl :: Гравировка поверхности echo isolate %ISOL% -dia %GRVW% -passes %PAS% -overlap 0.5 -combine 1 -outname bottom >> cmd.tcl echo cncjob bottom -z_cut -%GRV% -z_move 2 -feedrate 100 -tooldia 0.2 -spindlespeed 20000 -outname bottom.tap >> cmd.tcl echo delete bottom >> cmd.tcl echo write_gcode bottom.tap %dp%/Bottom_mr.tap >> cmd.tcl :: Затем идет сверловка echo drillcncjob %DRI% -drillz -%DPT% -travelz 3 -feedrate 100 -spindlespeed 300 -toolchange True -outname drill.tap >> cmd.tcl echo write_gcode drill.tap %dp%/Drill_mr.tap >> cmd.tcl :: Последним шагом запускаем флаткам и скармливаем ему этот скрипт. %FP% --shellfile=%dp%/cmd.tcl |
:: Умолчания @SET DIA=2 @SET GAP=0.8 @SET GAPS=tb @SET DPT=1.6 @SET FR=60 @SET GRV=0.1 @SET PAS=2 @SET GRVW=0.3 ::Имена файлов и пути @SET DIMEN=Dimensions_mr.gbr @SET ISOL=Bottom_metal_mr.gbr @SET DRI=drill_mr.txt @SET FP=”c:\Program Files (x86)\FlatCAM\FlatCAM.exe” @ECHO Обрезка платы по контуру dimension_mr.gbr. Cверловка drill_mr.txt Гравировка bottom_metal_mr.gbr @ECHO. @ECHO По умолчанию: @ECHO Диаметр фрезы = %DIA% мм @ECHO Подача фрезы = %FR% мм/мин @ECHO Ширина язычка = %GAP% мм @ECHO Расп. язычка = %GAPS% @ECHO Глубина сверл. = %DPT% мм @ECHO Глубина грав. = %GRV% мм @ECHO Ширина штихеля = %GRVW% мм @ECHO Проходов грав. = %PAS% @ECHO. @SET /P DIA=Введите диаметр отрезной фрезы: @SET /P FR=Введите скорость подачи обрезки контура: @SET /P GAP=Введите ширину крепежного язычка: @SET /P GAPS=Введите параметры расположения язычка (8,4,tb,lr,2tb,2lr): @SET /P DPT=Введите глубину сверления отверстий (обычно это толщина текстолита+0.2): @SET /P GRV=Введите глубину гравировки (0.05…0.2): @SET /P GRVW=Введите ширину лезвия штихеля гравера: @SET /P PAS=Введите количество проходов гравера: :: Берем текущий каталог set dp=%CD% :: Меняем в нем слеши на обратные (это надо флаткаму) set dp=%dp:\=/% :: Вбиваем программу. echo new > cmd.tcl echo set_sys excellon_zeros T >> cmd.tcl :: Грузим файлы из корня echo open_gerber %dp%/%DIMEN% >> cmd.tcl echo open_gerber %dp%/%ISOL% >> cmd.tcl echo open_excellon %dp%/%DRI% >> cmd.tcl ::Первым под обрезку идет контур. echo isolate %DIMEN% -dia %DIA% -passes 1 -outname cut >> cmd.tcl echo exteriors cut -outname cutout >> cmd.tcl echo delete cut >> cmd.tcl echo geocutout cutout -dia %DIA% -gapsize %GAP% -gaps %GAPS% >> cmd.tcl echo cncjob cutout -z_cut -%DPT% -z_move 2 -feedrate %FR% -tooldia %DIA% -spindlespeed 20000 -outname cutout.tap >> cmd.tcl echo delete cutout >> cmd.tcl echo write_gcode cutout.tap %dp%/Dimensions_mr.tap >> cmd.tcl :: Гравировка поверхности echo isolate %ISOL% -dia %GRVW% -passes %PAS% -overlap 0.5 -combine 1 -outname bottom >> cmd.tcl echo cncjob bottom -z_cut -%GRV% -z_move 2 -feedrate 100 -tooldia 0.2 -spindlespeed 20000 -outname bottom.tap >> cmd.tcl echo delete bottom >> cmd.tcl echo write_gcode bottom.tap %dp%/Bottom_mr.tap >> cmd.tcl :: Затем идет сверловка echo drillcncjob %DRI% -drillz -%DPT% -travelz 3 -feedrate 100 -spindlespeed 300 -toolchange True -outname drill.tap >> cmd.tcl echo write_gcode drill.tap %dp%/Drill_mr.tap >> cmd.tcl :: Последним шагом запускаем флаткам и скармливаем ему этот скрипт. %FP% –shellfile=%dp%/cmd.tcl
Отвечаем на вопросы в диалоговом режиме, если жать Enter, то будут подставлены умолчания. А под конец запустится флаткам и сделает все сам 🙂
Видео версию этого действа я планирую скоро таки снять. Также ждите вторую часть, там я расскажу как программно корректировать кривизну текстолита.
Изготовление печатных плат – Гравировально фрезерные станки принтеры по металлу
Изготавливать печатные платы возможно на следующих фрезерных гравировальных станках с ЧПУ
Изготовление печатных плат – задача которая в XXI веке должна выполняться роботами или на фрезерных станках с числовым программным управлением.
Большинство фрезерных станков MAGIC позволяет изготавливать печатные платы: сверлить и фрезеровать отверстия.
На видео кратко показан процесс изготовления печатных плат без травления
При таком изготовлении печатной платы, не требуется фоторезист, лазерно-утюжная технология, травление хлорным железом и другие более трудоемкие способы изготовления печатных плат.
Расстояние между дорожками печатной платы может быть от 0,05 мм. Размер отверстий от 0,2 мм. При этом минимален риск поломки тончайших сверел, поскольку подачу сверла осуществляет станок в автоматическом режиме и строго перпендикулярно печатной плате.
Одной из приятных особенностей программы MagicArt является то, что Вы можете нарисовать печатную плату черным фломастером, отсканировать и программа сама распознает контуры для фрезерования. Вам не понадобится отрисовка печатной платы в сторонних специализированных программах.
Если же печатная плата сложная и содержит большое количество мелких элементов, то Вы с легкостью можете импортировать макет печатной платы в программу MagicArt и изготовить печатную плату практически в автоматическом режиме.
Для изготовления печатных плат можно использовать следующие фрезерные станки с ЧПУ
У вас нет прав добавлять отзывы
Фрезеровка печатных плат
Создание FabISP программатора с помощью фрезерного станка с ЧПУ
Студент ФабЛаба рассказывает, как он сделал программатор и фрезеровал печатную плату на станке Roland.
Задача: сделать плату-программатор. По завершению программатор сам сможет запрограммировать другую такую же плату. В некоторой степени это будет выглядеть как “самовоспроизводство” платы программатора.
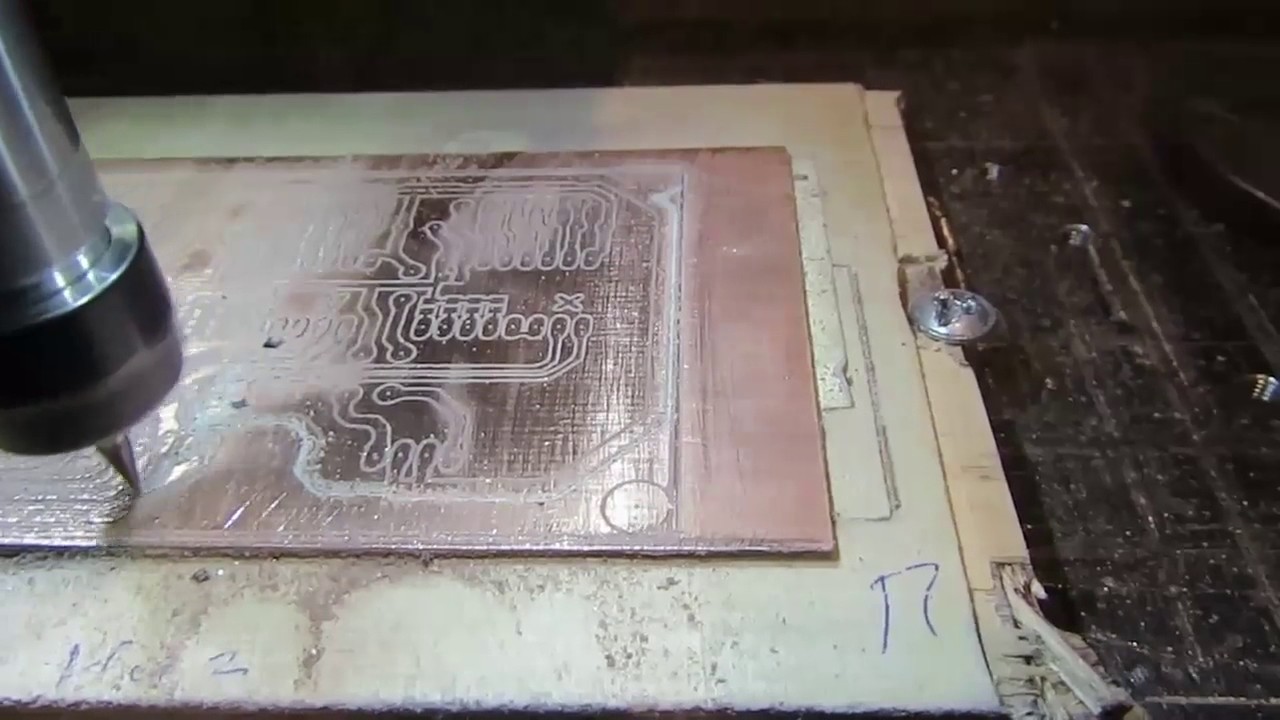
Плату будем делать путём удаления медного покрытия с текстолита фрезерованием. Я использовал фрезерный станок с ЧПУ, подключив его к ПК.
На фрезерном станке мы будем выполнять следующую последовательность действий:
1. Закрепить кусок-подложку из нефольгированного текстолита на рабочем столе станка с помощью двустороннего скотча, обязательно убедившись, что он расположен ровно горизонтально (иначе фрезерование будет неравномерной глубины). Этот кусок-подложка будет являться фальш-столом, или другими словами – жертвенным столом.
2. Прикрепить плату фольгированного стеклотекстолита FR1 к фальш-столу с помощью того же двустороннего скотча, убедившись, что его также плоско закрепили.
3. Зажать 2-зубую концевую фрезу диаметром 0,5 мм в цанговом патроне. Концевые фрезы такого маленького диаметра весьма хрупкие, так что старайтесь делать всё аккуратно до тех пор, пока фреза не будет надёжно зажата: инструмент может сломаться, а на самом деле наверняка сломается, если его уронить на кончик.
4. Выставить, с помощью панели управления станка, нулевую точку по оси Z на поверхности платы, которую мы собираемся фрезеровать.
5. Опустить, с помощью панели управления станка, фрезу как можно ближе к поверхности платы, но не касаться ее, и выставить начальную точку по осям XY, запомнить это положение на панели управления. Положение должно оказаться выбранным так, чтобы режущий инструмент был в левом нижнем углу платы (или её части, которую мы хотим отфрезеровать).
На компьютере трассировка будущей печатной платы была подготовлена заранее. Осталось просто импортировать нужные настройки, импортировать изображение дорожек, и выбрать формат файла “.rml” (формат станков Roland) для сохранения машинного файла, а также выставить параметры резания текстолита для нашей фрезы 0,5 мм. Дадим компьютеру рассчитать путь фрезерования предоставив определенное количество параметров (например, сколько раз он будет проходить вокруг конкретной дорожки: установим 4 раза), и отправим данные на станок.
По мере того, как фреза начнёт вырезать контур, нам будет необходимо периодически проверять, насколько хорошо фреза срезает медный слой, и оставляет только текстолит, а не просто царапает поверхность. Такое периодически случается из-за неровно расположенной текстолитовой платы-заготовки, либо из-за имеющихся деформаций платы, что часто бывает с «лежалым» стеклотекстолитом. Тем не менее, на этот раз всё было в порядке, и нам удалось получить красивую печатную плату с первого раза.
Теперь мы можем начать пайку, которая лично мне доставляет наибольшее удовольствие! Сначала наберём из запасов все необходимые компоненты, или заглянем в ближайший магазин радиодеталей, если своих запасов не имеется. Все эти детальки чрезвычайно малы: для работы с ними понадобиться пинцет. А чтобы они не растерялись во время работы, разместим их на полоске двустороннего скотча.
После того, как дорожки будут вырезаны, нам надо будет вырезать всю плату из нашего большого куска стеклотекстолита. А оставшуюся часть заготовки можно будет использовать в дальнейшем, например, сделать ещё один такой же программатор. Однако 0,5 мм концевая фреза для такой задачи не подойдёт, так как она недостаточно мощная для такой работы. Поэтому шаги 3 и 4 повторим с фрезой диаметром в 1 мм. Затем мы загрузим файл с “границами” платы, изменим соответствующие настройки под 1 мм фрезу, и запустим станок работать.
В итоге мы будем иметь небольшую печатную плату, которая почти готова к пайке! Но сначала надо удалить оставшиеся кусочки нежелательной меди, и в целом зачистить поверхность (с помощью мелкой наждачной бумаги, мыла и воды). Также надо обязательно проверить, что дорожки правильно проводят электричество (и изолированы друг от друга) с помощью мультиметра.
А вот так выглядит наш стол для пайки: плата, компоненты, паяльник, припой, медная губка в виде лент (для очистки жала паяльника). У также имеется медная оплетка (не фото не видно), которая помогает нам удалять лишний припой с платы в случае ошибок пайки.
Перед тем, как начать паять, жало паяльника должно хорошо прогреться, а также быть чистыми и блестящим. Тогда можно приступать к пайке, взяв на жало немного припоя. Жало очень горячее поэтому следует соблюдать осторожность! Также некоторые чувствительные компоненты, такие как бескорпусные транзисторы и микросхемы могут испортиться при длительном воздействии высоких температур. Для пайки мелких деталей я предлагаю следующую последовательность действий:
1. Поместить очень маленькую каплю припоя на площадку.
2. Поместить деталь в нужное положение. Она ровно не станет, так как ей будет мешать бугорок от припоя. Это нормально.
3. Затем надо удерживать деталь, желательно, с помощью пинцета, и расплавить успевшую застыть каплю припоя. Как уже говорилось, долго паяльником не жарить, чтобы деталь не вышла из строя, а также площадка не отклеилась от текстолита (такое тоже иногда бывает, если перегреть).
4. Припаять другой конец/концы детали: придавить вывод компонента жалом паяльника. Оно расплавит припой и деталь припаяется. Получатся гладкие блестящие паяные соединения.
Применить предыдущие шаги к оставшимся деталям – запаять их на плату на свои места.
Вот моя плата после того, как я припаял первый компонент:
Не стоит боятся ошибок, если что-то пошло не так, всегда всё можно исправить! Для удаления припоя можно использовать медную оплётку или специальные отсосы припоя. Отсоса под рукой не оказалось, и я просто клал оплётку на нежелательный сгусток припоя на плате и прижимал раскалённым паяльником. Припой плавился и переходил на медную оплётку. Конечно этот метод не поможет полностью отпаять деталь от платы, но может быть использован если вдруг, например, у вас нечаянно спаялись два близкостоящих вывода или дорожки, что часто бывает при пайке различных микроконтроллеров и прочих миниатюрных деталей, расстояние между выводами которых очень и очень мало. Однако, если требуется грамотно отпаять деталь от платы, то следует задействовать небольшой строительный фен: прогреть до необходимой температуры деталь и снять её при помощи пинцета.
А вот и готовая плата:
Завершаем наш проект программируя нашу плату с помощью уже готового программатора FabISP. Соединим их шлейфом, и проверив правильность подсоединения, запустим команды по терминалу на программирование программатора таким же программатором (такой вот каламбур). По завершению выполнения инструкций у нас в наличии ещё один программатор FabISP!
Проверим правильность сборки и прошивки подсоединив программатор к компьютеру. Компьютер правильно распознает нашу плату (само собой отсоединённую от другого программатора) и определяет её как программатор FabISP – всё так, как и должно быть! Последним нашим шагом будет отпаивание двух перемычек, которые заблокируют возможность перепрограммирования микроконтроллера.
Печатные платы на чпу станке
Печатная плата дома, или как изготовить печатную плату дома с использованием станка ЧПУ.РадиоКот >Лаборатория >Радиолюбительские технологии >Печатная плата дома, или как изготовить печатную плату дома с использованием станка ЧПУ.
Почти все радиолюбители изготавливают печатные платы дома. Причин тому несколько, собрать понравившееся устройство, посмотреть как будет выглядеть собственная разработка которую уже после тестирования и настройки можно запустить и в серию изготовив на красивых заводских платах, либо сделать такие же заводские платы дома используя метод металлизации, с паяльной маской и шелкографией устанавливаемых компонентов. Постепенно радиолюбители обзаводятся таким нужным и полезным оборудованием как станок ЧПУ.
Кто то делает его сам, кто то покупает уже готовый, но тем не менее наличие этого весьма полезного инструмента сильно облегчает жизнь рядовому радиолюбителю в процессе изготовления печатных плат, передних панелей для своих приборов да и просто для изготовления всяких вещиц которые бывает довольно трудно изготовить в домашних условиях используя обычный набор инструментов. Вот про изготовление печатной платы в домашних условиях с использованием станка ЧПУ и пойдет речь в данной статье.
Изготовление печатной платы можно разбить на несколько этапов:
- Рисование принципиальной схемы и трассировка будущей печатной платы.
- Подготовка необходимых файлов для ее дальнейшего изготовления.
- Изготовление непосредственно печатной платы.
Вот придерживаясь этих пунктов и расскажу как изготовить печатную плату имея в своем арсенале станок с ЧПУ.
Для рисования будущей печатной платы существует множество программ это и всеми любимая Sprint Layout и PCad и OrCad и Altium Designer и Proteus и Eagle и DipTrace и т.д. Объединяет их всех одно, все они предназначены для рисования, трассировки и последующего изготовления печатной платы.
Программой в которой рисую я, а потом и трассирую платы является Eagle. Преимущества или недостатки перед теми или иными программами оставлю за рамками данной статьи. Скажу просто мне эта программа нравиться.
В программе Eagle создал схему. Схема а потом и плата для примера изготовления очень простая, это просто блок кнопок для передней панели, 4-е кнопки и разъем для подключения. По схеме сделал трассировку платы, поставил кнопки, крепежные отверстия для крепления платы к передней панели и несколько отверстий последующего позиционирования. Что за позиционирование? А вот о нем будет несколько позже. Хоть плата и простая но на ней присутствуют разнотипные отверстия, это отверстия разъема, отверстия выводов кнопок, отверстия мелких направляющих кнопок, отверстия крепежа и отверстия последующего позиционирования. Для них сделал диаметры 1.0, 1.2, 1.8, 3.1 и 3.2. Если отталкиваться от программы Eagle то в ней все рисуется на определенном слое, верхние дорожки на слое Top нижние разумеется на слое Bottom. Контур будущей платы рисуется на слое Dimension и слой где будут проходить всякие фрезерные работы называется Milling. Вот согласно этим правилам и нарисована будущая печатная плата. Толщину контуров на слоях сделал равными 0 мм.
Рисунок на слое Milling отодвинут от слоя платы Dimension на расстояние в 0,75 мм. Это сделано для того что по этому слою плата в дальнейшем будет вырезаться фрезой с диаметром 1,5 мм. И если в такой программе как ArtCam можно задать прохождение фрезы и слева от линии и справа от линии и по самой линии, то в программах разработки печатных плат фреза идет строго по центру линии. Если же планируется делать платы на заводе то на слое Milling рисовать контур обрезки не нужно, достаточно только на слое Dimension обозначить контур платы. остальное на заводе сделают сами. Так же на слое Milling контур сделан не цельным а с перемычками, которые будут удерживать будущую печатную плату и не дадут ей вылететь при последующей обрезке. Еще на слое Milling присутствует второй контур с небольшими перемычками он нужен для того что бы заготовку будущей печатной платы вырезать из цельного куска фольгированного стеклотекстолита.
В прошлой части была нарисована схема, сделана трассировка будущей печатной платы. Теперь настало время сделать подготовку необходимых файлов для ее последующего изготовления. Ввиду того что сама будущая плата довольно простая файлов потребуется не так и много. Это будет файл топологии будущей платы (платы делаю фоторезистивным методом, с использованием негативного пленочного фоторезиста), файл сверловки отверстий для станка ЧПУ и файлы последующей обрезки по контуру для вырезания заготовки и для вырезания уже готовой платы для станка ЧПУ.
Первым делом необходимо посмотреть правильно ли указаны диаметры всех отверстий на будущей печатной плате. Для этого нужно выбрать File, Run
После чего откроется папка с пользовательскими скриптами для выполнения тех или иных операций и действий и в ней выбрать файл statistic-brd.ulp который покажет полностью статистику по нарисованной печатной плате.
После его открытия перейти на вкладку Drill/Hole. На ней сразу будет виден список отверстий и их количество и так же будет необходимый список сверл для их сверления.
После того как все встало на свои места и видно что диаметры отверстий выставлены правильно и нет ошибки, файл со статистикой платы можно закрыть.
Следующим шагом необходимо подготовить файлы шаблонов будущей печатной платы. Для этого опять же следует выбрать File, Cam Processor.
Откроется окно Cam Processor-а где необходимо выбрать тип выходного файла для топологии платы, так же там можно настроить необходимые типы файлов для последующего изготовления на производстве или же для выкладывания на форуме или для экспорта в другие программы. Так же настройку Cam Processor-а можно сохранить в виде отдельного файла для последующих выводов файлов и для того что бы все не настраивать заново.
В данный момент мной из Cam Processor-а будет выводиться:
- файл топологии печатной платы для последующего изготовления фоторезистивным методом;
- файл маски;
- файл шелкографии.
Последние два файла делаю на тот случай если впоследствии захочется сделать печатную плату с маской и шелкографией. Для печати различных шаблонов я использую программу CorelDraw и поэтому файлы буду выводить в формате PostScript.
Для этого в поле Section пишу название секции с именем Silk top и справа выбираю необходимые слои для вывода. Это слои Dimension, tPlace и tNames. Соответственно контур платы, контура элементов и их позиционные обозначения на печатной плате. Так же для верхнего слоя ставлю галочку Mirror (зеркально) для того что бы верхний слой был зеркальным. Во вкладке Device выбираю PS_INVERTED в окошке Scale масштаб ставлю 1 т.е 1:1 и в окошке File пишу имя файла Silk top.ps
Аналогичным образом нажимая на кнопку Add добавляю вкладки, даю им имена, выбираю необходимые слои для вывода.
После того как отмечены все слои на вкладках хотел бы обратить внимание на пару моментов в слое с негативным шаблоном топологии печатной платы установлена галочка на пункте Fill pads эта опция выведет шаблон без отверстий на контактных площадках, они эти отверстия и не нужны отверстия то уже будут просверлены на станке ЧПУ. И на файлах для маски тип вывода не инверсный а обычный. После настройки опций Cam Processor-а эти настройки можно и сохранить для того что бы в будущем уже ничего не настраивать а просто формировать файлы различных плат.
После того как необходимые файлы подготовлены, открываю их в CorelDraw, собираю вместе на лист.
Следующим шагом необходимо подготовить еще три файла это файл сверловки отверстий , файл обрезки платы по внешнему контуру и файл обрезки по внутреннему контуру. Для сверловки отверстий и обрезки платы большинство радиолюбителей используют программу для ЧПУ под названием Mach5. К сожалению стандартными средствами программы Eagle подготовить файлы сверловки и обрезки по контуру для программы Mach5 нет. Хочется надеяться что разработчики все таки введут эту опцию в более новых версиях. Программа Eagle все таки больше предназначена для заводского изготовления плат. Но и тут не все так страшно как кажется на первый взгляд.
Для этого идем на сайт разработчика программы и оттуда скачиваем UPL скрипт под названием pcb-gcode после чего помещаем его в папку с UPL скриптами ( там два файла это pcb-gcode-setup и pcb-gcode) после чего выбрав команду File, Run
открываем файл pcb-gcode-setup
В открывшемся файле отмечаем и заполняем необходимые поля:
Generate top drills: Делать файл сверловки со стороны Top т.е сверху. Единицу измерения выставить на миллиметры и поставить галочку в поле Generate milling т.е сделать и файл обрезки будущей платы по контуру.
Помимо прочего данный скрипт позволяет ко всему прочему еще и делать файл изоляционных дорожек т.е гравером на фольге на стеклотекстолите прорезать канавки. Я данный метод изготовления плат не использую из за его медлительности и временами непредсказуемости конечного результата, стеклотекстолит редко когда ровным бывает и канавки получаются разной глубины. Короче говоря больше возни чем результата. Поэтому опции для данной операции оставил по умолчанию.
На следующей вкладке необходимо установить такие параметры как Z High верхняя точка при перемещениях это если на плате присутствуют высокие крепления или крупные болты, Z Up высота перемещения между выполняемыми операциями, к примеру при переезде от одного отверстия к другому, Drill Depth это глубина сверловки. Milling Depth это глубина последующей фрезеровки по контуру платы. Drill Dwell оставить в нулях, это время в секундах сколько будет находиться сверло в нижней точке после того как просверлит отверстие. Set Up Time время в секундах необходимое для того что бы шпиндель раскрутился вышел на необходимые обороты. Position X,Y,Z тут указывается куда будет отъезжать шпиндель для смены сверла на другое. Я для себя поставил поднять его на 10 мм и отъехать в нулевую точку по X и Y. И напоследок в окошках параметра Feed Rates указал с какой скоростью перемещаться от отверстия к отверстию и с какой скоростью сверлить отверстие. Эти параметры выставляются в зависимости от модели станка. Поэтому на скриншоте стоят минимальные.
На следующей вкладке выбирается система для которой необходимо подготовить G коды. В моем случае это Mach5.
На следующей вкладке можно указать вставлять ли комментарии в файлы такие как диаметры инструмента режимы резки и прочее. В полях параметра Other Options можно выбрать такие поля как вставка пользовательского кода, включать или нет режим отладки, автоматом опускаться по оси Z в нулевые координаты после смены инструмента и вращать ли плату по Y вместо X и менять ли соответствующим образом код или нет. Мне все эти опции не пригодились поэтому я их и не активировал.
И последняя вкладка содержит всего одну кнопку которая сбрасывает все параметры на параметры по умолчанию. Может пригодиться если запутаться в настройках. После чего остается только нажать на кнопку Accept and make my board, Применить и сделать файлы с моей платы.
После этого в папке с файлами печатной платы появится файл сверловки и файл обрезки по контуру. В дальнейшем если надо будет делать другую плату то уже настройки ставить нет необходимости достаточно просто выбирать файл pcb-gcode.
На данном этапе из программы Eagle подготовлены следующие файлы, это непосредственно сама схема будущей печатной платы, это файл печатной платы, файл шаблона для изготовления топологии печатной платы, файл шелкографии, и файл маски, также файлы сверловки отверстий и обрезки будущей платы по контуру.
Так же в рамках данной статьи еще хотел бы показать как можно сделать плату на ЧПУ на примере широко распространенной программы Sprint Layout.
Sprint Layout сама по себе довольна простая программа то тем не менее обладает рядом интересных возможностей, и ей пользуется подавляющее большинство радиолюбителей. В настоящее время последняя версия идет под номером 6.0, т.е Sprint Layout 6.0. Она уже переведена на русский язык усилиями котов с соответствующей ветки форума. И помещена в надежный сундук для хранения Верховным котом.
С предисловием по Sprint Layout закончил и пора перейти к делу.
Есть некоторый файл сделанный непосредственно в программе Sprint Layout или же на форуме кто то выложил интересную печатную плату правда не в формате Sprint Layout а в каком то другом, но не беда всегда можно списаться с автором понравившейся платы и попросить у него выложить или скинуть плату в несколько другом формате а именно в Gerber. Gerber это формат для производителей печатных плат и программа Sprint Layout его отлично понимает, да и радиолюбителю незнакомому с другими CAD системами проектирования печатных плат а знающему только Sprint Layout, будет легко и удобно и не придется искать и ставить кучу неизвестных программ и разбираться в них.
Вот на примере файла Gerber и покажу как загрузить его правильно в программу Sprint Layout и как потом из программы Sprint Layout вывести необходимые файлы и сделать плату на станке ЧПУ. Процесс же для родных файлов программы Sprint Layout будет отличаться лишь незначительно, просто не надо будет делать некоторые вещи и все.
Для этих целей создаю у себя в программе Eagle тот же файл блока из четырех кнопок только тут уже их размещение будет не горизонтально а для разнообразия крестом.
После чего с помощью того же Cam Processor-а делаю файлы Gerber-a. И вставляю полученные файлы Gerber-а уже непосредственно в программу Sprint Layout. Для этого открываю программу Sprint Layout и выбираю Файл, Gerber импорт.
После открытия соответствующего окна импорта Gerber файлов выбираю для каждого слоя свой необходимый файл. Отдельно хотел бы остановиться на файле сверловки он по умолчанию дюймовый и дабы отверстия правильно отобразились и совпали идеально, подходят параметры как на скриншоте.
Так же если потом нажать на отображении платы на окне импортирования видно что все слои на месте и файл отверстий так же на месте. Теперь остается только нажать на кнопку Импортировать, и потом сохранить полученный файл.
Следующим шагом можно посмотреть какие отверстия есть на плате и где они расположены может захочется подкорректировать какой то из диаметров. Для этого достаточно просто нажать на кнопку Селектор.
И тут же становится видно какие диаметры сверл нужны и где располагаются непосредственно сами отверстия с этим диаметром.
Если все в порядке и ничего менять не надо то самое время вывести файлы топологии, маски и шелкографии и файлы сверловки и обрезки по контуру.
На выводе слоев для топологии дорожек, слоя маски и слоя шелкографии подробно останавливаться не буду т.к тот кто постоянно пользуется программой Sprint Layout знает как это делается. Перейду сразу к подготовке на вывод файлов сверловки и файлов обрезки по контуру.
Сначала делаем файл сверловки для этого заходим в Файл, Экспорт, Данные отверстий.
И в открывшемся окне выбираем Простые отверстия, Отверстия с металлизацией. Сторону сверловки выбираем как Сторона 1 т.е сверху и выбираем метрическую систему координат.
После чего жмем на ОК, и сохраняем полученный файл.
Следующим шагом необходимо вывести еще два файла обрезки по контуру первым необходимо вывести файл для вырезания заготовки будущей печатной платы из большого листа стеклотекстолита и вторым вывести уже непосредственно файл обрезки печатной платы после ее изготовления. Тут можно поступить очень просто сначала удалить внутренний контур обрезки и вывести внешний а потом удалить внешний и вывести внутренний.
Для вывода файлов обрезки заходим в Файл, Экспорт, Данные фрезер, и выводим в отдельные файлы оба контура. Что я и сделал.
Теперь из программы Sprint Layout выведены все необходимые файлы но их необходимо немного доработать т.к Sprint Layout выводит файлы не понятные для системы Mach5. Достаточно взглянуть только на файл сверловки.
Но это легко поправимо с помощью небольшой программы под названием StepCam которая написана автором под ником Sergey за что ему огромная благодарность. Программа позволяет привести к удобному виду и файлы сверловки и файлы гравировки или обрезки. Разжиться ее можно тут https://cncrouter.ru/forum/index.php?showtopic=367&st=0
После запуска программы видно вот такое окно.
Нажимаю на Файл и сначала выбираю файл сверловки.
После чего ввожу необходимые параметры для сверловки такие как скорость перемещения от одного отверстия к другому высоту при холостых перемещениях и высоту при смене инструмента (сверла) и если необходимо можно заполнить и данные на вращение шпинделя M3 M5 это если он управляется платой контроллера, после чего жму на кнопку Создать УП и в окошке справа уже вижу переделанный файл сверловки.
После чего остается нажать только на кнопку Сохранить УП и в каталоге с выведенными файлами появится переделанный файл сверловки. Таким же образом переделываются и файлы для обрезки по контуру, с небольшой разницей необходимо поставить галочку что это контур ПП и тогда включится компенсация радиуса инструмента которым будет вырезаться плата по контуру.
В предыдущих двух частях были сделаны следующие вещи, нарисована схема по ней сделана трассировка печатной платы, были подготовлены необходимые файлы для топологии печатной платы, файлы сверления и файлы обрезки по контурам. Теперь настало время изготовить саму плату.
Первым делом перед изготовлением платы неплохо было бы посмотреть файлы сверловок сделанные в предыдущей части а именно их концовки. Для чего это нужно? Тут все просто последними будут сверлиться отверстия для позиционирования платы на столе станка ЧПУ и самым простым будет просверлить позиционные отверстия про которые я говорил в первой части, вставить в них штифты на штифты уже одеть саму плату и обрезать ее по контуру.
Открыл файлы сверловок и по концу файлов видно что все хорошо, кроме одного станок просверлит последнее отверстие и на этих координатах и остановиться.
Это не очень хорошо ввиду того что в дальнейшем потребуется обрезка готовой платы по контуру поэтому файлы сверловок надо немного подправить. Сделать это можно очень просто. Файлы сверловок и последующих обрезок по контуру это просто текстовые файлы. Так что открываю файлы сверловок в текстовом редакторе и добавляю пару строк, тем самым говорю станку ЧПУ что бы он после того как просверлит последнее отверстие вернулся в нулевые координаты.
Что я и сделал после чего концовки файлов сверловки стали выглядеть так.
Сначала поднять ось Z а потом уже ехать в нулевые координаты. Если сделать наоборот, сначала сказать ехать в нулевые координаты по осям X и Y а потом поднимать ось Z, можно весьма весело понаблюдать как станок поедет через всю плату одновременно поднимая ось Z ломая сверла, а в случае с фрезой если не выключается вручную шпиндель то и перепиливая половину платы.
Следующим пунктом неплохо было бы обратить внимание на такое обстоятельство как разная длина сверл. И если на некоторых марках сверл есть ограничительные кольца и глубже этого кольца сверло в шпиндель уже не вставишь и длина самого сверла от кольца до кончика сверла является постоянной то на других марках сверл такое ограничительное кольцо отсутствует и останется только гадать на какую глубину оно вставлено в шпиндель.
Тут появляется закономерный вопрос а как же тогда быть с нулем координат по оси Z сверла. Сверла то все разной длины и неизвестно на сколько оно было вставлено в шпиндель станка. Если вручную подгонять каждый раз ноль по оси Z можно вконец замучаться, ладно если надо сменить в процессе сверления 2-3 сверла а вот если больше десятка. Значит надо сделать так что бы станок а с ним и программа Mach5 сами могли определить длину инструмента.
Решил эту задачу следующим образом. Сначала посмотрел по распиновке LPT порта какой из выводов у меня свободен, оказалось что вполне спокойно можно прицепиться к выводу номер 13. Зашел в Mach5 по пути Config, Port-and-Pins, Input-Signals, Probe, и поставил галочки в Enable и ActiveLow. В PinNunber поставил номер пина.
Вышел и снова зашел в Mach5. После этого взял два провода и припаял один из них к 13 выводу разъема LPT и второй к выводу GND т.е минусу. В моем контроллере (обычный синий китайский контроллер) эти сигналы идут на отдельный разъем DB9 соответственно получилось что припаивать надо было на 4-ю ножку сигнал и на любую из 7,8 или 9 ножку минус т.е GND.
На других концах проводов припаял соответственно “крокодил” и обрезок фольгированного стеклотекстолита.
После этого в программе Mach5 прошел по пути Operator, Edit Button xyina. После этого начинают мигать кнопки к которым можно привязать нужный скрипт вот я и выбрал Auto Tool Zero.
В открывшееся окошко ввел текст следующего содержания:
Rem VBScript To probe In the z axis
If GetOemLed (825) <> 0 Then ‘Проверка
Code “(Z-Plate is grounded, check connection and try again)” ‘
Else
Code “G4 P1” ‘Пауза 1 секунда
PlateOffset = 1.5 ‘Толщина платы, у меня она 1,5 мм
CurrentFeed = GetOemDRO(818) ‘Текущяя скорость подачи
Code “F100” ‘Опускаю на скорости 100мм/мин
Rem Probe In the z direction
ZNew = GetDro(2) – 50 ‘Опускаю не больше чем на 50мм
Code “G31Z” &ZNew
While IsMoving()
Wend
ZNew = GetVar(2002)
Code “G0 Z” &ZNew
While IsMoving ()
Wend
If PlateOffset <> 0 Then
Call SetDro (2, PlateOffset)
Code “G4 P0.25”
ZNew = PlateOffset + 10 ‘На сколько отъехать после касания
Code “G0 Z” &ZNew
Code “(Z axis is now zeroed)”
End If
Code “F” &CurrentFeed
End If
И сохранил.
В результате ось Z едет вниз со скоростью 100 мм/мин, опускаться вниз она будет не больше чем на 50 мм и при касании сверлом или фрезой пластины поднимется вверх на расстояние равное 10мм+толщина пластины. В моем случае при установках в 10мм и 1,5мм т.е подняться на 10 мм и толщина куска стеклотекстолита 1,5мм это будет 11,5 мм. Вот и все теперь можно посверлить обычными мелкими сверлами или сверлами без ограничительного кольца на нем не беспокоясь о том на сколько сверло или фреза вставлены в патрон шпинделя.
Следующим шагом надо объяснить программе Mach5 что бы она останавливала программу на паузу после того как увидит в программе код на смену сверла. Практически все радиолюбители используют станки с ручным включением и выключением шпинделя а также вручную меняют сверла в шпинделе.
Для этого захожу в программу Mach5 по пути Сonfig, General config и ставлю галочку на пункт Stop Spindle. Wait for Cycle Start. т.е остановить шпиндель и дождаться нажатия на кнопку Cycle Start.
После того как всякие насущные вопросы были учтены и решены, приступил непосредственно к изготовлению печатной платы.
Как было видно ранее на всех картинках везде присутствует крестик в левом нижнем углу. Этот крестик есть ни что иное как ноль на станке ЧПУ и он всегда располагается в левом нижнем углу.
Закрепил лист фольгированного стеклотекстолита просверлил отверстия используя ранее подготовленный файл сверловки и вырезал заготовку по внешнему контуру для последующего изготовления печатной платы.
Аналогичным образом поступаю с файлом печатной платы подготовленной в программе Sprint Layout.
В итоге отверстия которые имеют диаметр в 1,8мм решил сделать сверлом 1,2мм как и у выводов кнопок. Сделал это по простой причине дабы кнопка лежала на этих мелких направляющих на поверхности платы а в итоге хорошо доставала до передней панели.
Дальше уже все как обычно, подготавливаю поверхность, наношу фоторезист, прикладываю шаблон, экспонирую, проявляю, травлю, и залуживаю проводники. Металлизация, маска и шелкография добавляется по вкусу.
Печатная плата готова, теперь остался один последний процесс обрезать ее по контуру. Вот для этого и пригодятся отверстия для позиционирования. В них будут вставлены штифты на штифты уже одета и зафиксирована плата, и потом просто обрезана но уже по внутреннему контуру.
Еще на этапе проектирования неплохо подумать что будет выступать в роли штифтов для последующей обрезки. Я решил в этом качестве применить хвостовики от сломанных фрез, у каждого кто работает со станком ЧПУ постепенно собираются такие. Фрезы у меня идут с хвостовиком 3,175 мм или 1/8″. Сначала попытался попилить хвостовики обычным отрезным диском для бормашинки, но ничего путного из этого не вышло, пилить их надо алмазным диском. Начал искать, как можно выкрутиться из этого положения. Покопавшись по разным загашникам нашел разные камушки для бормашинки, некоторые уже отвалились некоторые стерлись. Но замерив штангелем железочки на которых они крепись увидел что диаметр этих железяк 3,17 мм. Вроде подходит по диаметру, из них и попилил четыре штифта длиной 12 мм. Материал в этих железках простой и пилиться обычным отрезным диском легко.
После изготовления штифтов снова открыл файл сверловки отверстий все ненужное удалил, оставил сверление только последних отверстий на которых будет позиционироваться печатная плата и увеличил глубину их сверления до 10-и мм.
После этого сверлю отверстия на 3,175 мм в количестве 4-х вставляю в них штифты, на штифты одеваю сделанную плату и уже обрезаю ее по контуру.
В итоге по результатам подобного заметил что штифты хоть и 3,17 но видно не совсем точные в отверстиях сидят не очень плотно, поэтому заготовку откуда вырезается сделанная плата дополнительно еще прихватил шурупами для надежной фиксации.
И вот сама готовая плата. Фотографию первой горизонтальной платы к сожалению не привожу по той простой причине что ее умудрились стащить прямо из под станка, и категорически не хотели отдавать для фотосессии.
В заключении данной статьи хотелось бы обратить внимание на такой интересный аспект как вырезание дуг на печатных платах видно алгоритм просчета дуги рассчитывается каким то интересным образом при формировании управляющей программы и они в итоге после обрезки имеют немного интересную форму. Хотя это и не принципиально т.к платы по большей своей части имеют прямоугольную форму и лишь некоторый процент плат имеет форму отличную от прямоугольника.
Так же хотелось бы обратить внимание и на такой аспект в печатных платах как плоские выводы у некоторых деталей таких как разъемы питания аудио разъемы, энкодеры и пр. Наличие плоских выводов у таких элементов подразумевает под собой фрезеровку прямоугольных вырезов в плате. К сожалению в большинстве CAD систем для проектирования печатных плат это не реализовано, либо реализовано кое как. Более менее нормально это сделано в программе DipTrace, где идет сначала сверление отверстий а потом уже фрезеровка для плоских выводов компонентов. В других же программах например в таких какие были рассмотрены в рамках данной статьи это Eagle и Sprint Layout можно пойти двумя способами первый это просто создать и потом просверлить отверстие необходимого диаметра, и второй, на слое фрезеровки поставить в месте где необходимо создать фрезеровку под плоский вывод компонента линию длиной необходимой для вывода компонента и шириной необходимой для последующей фрезеровки фрезой нужного диаметра. Сам процесс тогда несколько измениться просто добавиться еще одна операция такая как фрезеровка под плоские выводы и будет представлять из себя такую последовательность. Сначала сверление, потом фрезеровка под плоские выводы компонентов, следом обрезка по внешнему контуру, непосредственное изготовление печатной платы, обрезка по внутреннему контуру готовой печатной платы.
Также хотелось бы напомнить всем кто работает или только собирается начать работу со станками ЧПУ что работы производятся с полным соблюдением Техники Безопасности, наличие защитных очков обязательно, т.к отлетевший кусок плохо закрепленной заготовки или ее части может натворить много бед.
И традиционно список инструментов и материалов:
- Программы проектирования печатной платы Eagle и Sprint Layout;
- Программа печати и сбора вместе всех шаблонов CorelDraw;
- Станок ЧПУ;
- Фольгированный стеклотекстолит;
- Сверла и фрезы;
- Пленочный фоторезист Ordyl Alpha 340
- Перекись водорода, лимонная кислота и соль для травления печатной платы;
- Сплав Розе для последующего залуживания проводников.
И в конце как обычно файлики используемые в статье. Хочется сразу предупредить что файлы тестовые, для ознакомления и каждому кто захочет их применить на станке придется их корректировать.
Файлы:
Тестовые файлы Eagle
Тестовый файл Sprint Layout
Все вопросы в Форум.
Как вам эта статья? | Заработало ли это устройство у вас? |
Эти статьи вам тоже могут пригодиться:
Токарный станок с ЧПУдля токарной обработки
Ноль детали на токарных программах с ЧПУ
Стоит немного подумать, где бы вы хотели поставить нулевую часть в токарную программу. Ноль оси X всегда выбирается в качестве центральной линии шпинделя при повороте по разным причинам.
Для нуля по оси Z есть три популярных места на выбор:
– Лицо патрона. Единственное преимущество этого метода в том, что он очень сильно касается лица патрона. Но деталь редко прилегает к поверхности патрона, поэтому этот метод вносит больше сложностей в определение местоположения на реальной детали.
– Челюстная поверхность патрона: эта немного лучше, так как ее легко измерить, и она также установит нулевую часть на конце части, которая плотно прижата к рабочей поверхности челюсти. Но мы можем сделать еще лучше.
– Конец готовой детали: это самый популярный подход, причина в том, что большое количество деталей необходимо вставить в патрон и обработать с обоих концов. Недостатком является то, что когда начинается обработка, нет готовой детали, которую можно было бы прикоснуть. Машинисты, как правило, используют припуск или быстро режут, чтобы создать готовый конец, чтобы обойти эту проблему.
Смена инструмента и выбор инструмента на токарном станке с ЧПУ
Существует несколько различий между типичными сменами токарного инструмента с ЧПУ и заменой фрезерного инструмента. Во-первых, токарный станок не использует команду M06 – инструмент заменяется, как только исполняется слово «T». Во-вторых, многие токарные станки кодируют смещение износа инструмента в адрес, следующий за словом «T»:
T ttww
В примере «tt» обозначает номер инструмента, а «ww» обозначает смещение износа. Для выбора инструмента и коррекции износа могут быть установлены разные элементы управления с разными номерами цифр.
Токарные станки с ЧПУнастраиваются таким образом, чтобы каждый инструмент мог иметь более одного смещения износа. Это сделано потому, что для точения допуска часто требуются очень жесткие допуски, и один и тот же инструмент часто используется для нескольких элементов детали. Используя различное смещение износа для каждой детали, машинист может измерить детали по мере их отрыва и настроить смещение износа так, чтобы каждая деталь соответствовала заданным допускам.
Это все предполагает, что у вашего токарного станка есть револьверная головка. Возможно, нет – некоторые токарные станки используют Gang Tooling.Это выходит за рамки этой вводной главы, но инструментарий банд будет рассмотрен в следующей статье. Достаточно сказать, что с помощью группового инструмента инструменты монтируются на слайде, и программа выбирает инструмент, явно программируя движения слайда по осям X и Z.
Автоматическая закругление фаски и угла с G01
Если вы повернетесь и повернетесь на 90 градусов друг к другу, вы получите очень острые края. Обычно на чертежах указывается, что эти края должны быть сломаны с помощью фаски или радиуса.Многие элементы управления предоставляют для этой цели функцию автоматической фаски и автоматического скругления углов. Как только вы привыкните к нему, это очень удобная функция, но нужно немного привыкнуть к ее настройке. Я предпочитаю использовать «С» или «R», а не «Я» и «К», поэтому я объясню здесь. Мы будем использовать этот маленький график:
Чтобы использовать функцию автоматического разрыва угла, G01 должен двигаться только по одной оси – X или Z. Используя диаграмму, выберите, какая ось движется и в каком направлении.Для каждой оси и направления есть две возможные фаски (или угловые радиусы). Выберите тот, который вы хотите, и это говорит вам знак значения. «Радиус» – это величина значения. Используйте слово «C» для фаски и слово «R» для радиуса.
Давайте попробуем пример. Скажем, мы движемся вверх по X (так что X +) и на нашем следующем шаге мы пойдем влево по Z (Z-). Глядя на график, мы идем вверх (X +), а затем хотим получить ветвь «C / R-». Итак, чтобы получить фаску, мы используем C-0,05 для фаски 0,05 ″. Для радиуса мы используем R-0.05 для радиуса 0,05.
Вот еще один трюк: если вы программируете в GWE, просто попробуйте сначала положительный результат, и вы увидите, правильно ли он идет. Переключитесь на отрицательный, если это не так. Это позволяет вам обходиться без графика.
Хорошо, давайте рассмотрим пример снимка экрана с верхней части страницы. Вот г-код:
N001 G18
N002 G00 X5 Z5
N003 G01 Z2 R0,236
N004 X10 C-0,118
N005 Z0
А вот и задний план от GWE:
G01 Пример автоматического скругления фаски и угла…
Линия N003 – это движение по оси Z справа налево.Мы хотим поместить дугу по часовой стрелке с радиусом 0,236. Глядя на диаграмму, это означает, что мы хотим получить положительное значение R, поэтому мы используем R0.236.
Далее идет фаска по линии N004. В этом случае график говорит нам, что нам нужно отрицательное «C», поэтому мы используем C-0.118. Каждая сторона треугольника с фаской в качестве гипотенузы составляет 0,118 ″.
Это легко, попробуйте несколько примеров сами!
Упражнения
1. Если у вас еще нет GWE, найдите время, чтобы зарегистрироваться. Это бесплатно в течение 30 дней и в бета-тестировании.Мы будем использовать его для многих упражнений в каждом разделе этого курса.
2. Просмотрите руководство по программированию вашего токарного станка с ЧПУ и привыкните к тому, как работают его оси.
3. Узнайте, запускается ли ваш токарный станок в режиме диаметра или радиуса.
4. Используя GWE, напишите несколько простых токарных программ, которые превращают некоторые простые профили.
5. Измените программу, которую вы написали в # 4, чтобы использовать функцию автоматического разрыва угла и включить как фаски, так и закругленные углы.
6.Проверьте, есть ли в вашем контроле токарного станка с ЧПУ автоматическая фаска и закругление углов.
, Что такое печатная плата? Создание цепей путем подключения компонентовПечатная плата (PCB) – это электрическая цепь, компоненты и проводники которой содержатся в механической структуре.
ALTIUM DESIGNER
Самый мощный, современный и простой в использовании инструмент для проектирования печатных плат для профессионального использования.
Печатная плата объединяет компоненты и проводники
Печатная плата – это электрическая цепь, компоненты и проводники которой содержатся в механической структуре.Проводящие характеристики включают медные следы, прокладки, радиаторы или проводящие плоскости. Механическая структура выполнена из изоляционного материала, ламинированного между слоями проводящего материала. Вся конструкция покрыта непроводящей паяльной маской и шелкографией для обозначения расположения электронных компонентов.
Печатная плата состоит из чередующихся слоев проводящей меди со слоями непроводящего изоляционного материала. Во время изготовления внутренние медные слои травятся, оставляя намеченные следы меди для соединения компонентов схемы.После травления изоляционный материал ламинируется на медные слои и так далее, пока печатная плата не будет готова.
Электронные компоненты добавляются к внешним слоям печатной платы, когда все слои вытравлены и ламинированы вместе. Детали для поверхностного монтажа автоматически наносятся роботами, а детали через отверстия размещаются вручную. Все части затем припаиваются к плате с использованием таких методов, как оплавление или пайка волной припоя. Окончательная сборка покрывается металлом, после чего наносится маска для пайки и шелкография.
Прежде чем мы сможем ответить на вопрос, что такое печатная плата, лучше всего понять, откуда появились печатные платы. Это был грандиозный путь к разработке HDI с сотнями отверстий и печатных плат, электрические соединения которых обеспечивают все – от смартфонов до пульсометров и ракет. Процесс от монтажной платы до гибких печатных плат и везде, где технология ведет нас в будущее, был забавным.
Перед печатными платами были построены электрические цепи путем присоединения отдельных проводов к компонентам.Проводящие пути были достигнуты путем пайки металлических компонентов вместе с проволокой. Более крупные схемы со многими электронными компонентами содержали много проводов. Количество проводов было настолько велико, что они могли запутаться или заселить большое пространство в проекте. Отладка была сложной и надежность пострадала. Производство было медленным, что требовало ручной пайки нескольких компонентов к их проводным соединениям.
Сетевые правила для макета устанавливаются при рисовании схемы
Соединение электронных компонентов с сетями на печатных платах
Устраните необходимость в проводах, проложив сети с медью на многослойных платах.Работая от схематического расположения компонентов и соедините контакты вдоль слоев печатной платы с продуманным размещением сетки. Начните с авто-маршрута и используйте ручную маршрутизацию для важных сетей. Altium Designer предлагает автоавто, чтобы помочь с множественной сетевой маршрутизацией.
Как только вы учли чистый подсчет в своей схеме и определили потребности маршрутизации для вашего макета, рассмотрите правила и ограничения проекта.
Сегодня программное обеспечение для печатных плат обеспечивает схематический захват для определения схем и их компонентов для проектирования в печатные платы.Разработчики печатных плат работают от схемы, чтобы организовать компоненты на виртуальной плате, размеры схемы которой были определены инженером-механиком в команде разработчиков. Компоненты размещаются, и маршрутизация происходит в соответствии с правилами проектирования, чтобы уменьшить шум с помощью тщательно спланированных плоскостей заземления и планирования импеданса.
Электронные продукты в наши дни имеют многочисленные требования от гибких печатных плат до технологии поверхностного монтажа и компонентов для сложной сборки печатных плат. Процесс производства печатных плат будет значительно улучшен с помощью программного обеспечения, которое может точно отслеживать дыры, следы и материалы организованным и безопасным способом.Кроме того, создание электронных устройств станет проще благодаря схематическому захвату, который может легко переводить файлы данных на протяжении всего процесса проектирования.
Параметры разностных пар маршрутизации задаются на панели свойств
Использование унифицированной программной среды EDA для сопоставления цепей с разметками
Разработчики печатных платконсультируются с проектировщиками схем, чтобы определить лучшие практики размещения компонентов, многослойного стека, сетевых спецификаций и базы подбор материала.Закупки и цепочки поставок входят в картину для поиска материала. Библиотеки компонентов в инструменте включают информацию о источниках и ценах вместе с электрическими параметрами. Поставщики фальсификаций заняты, поэтому определения материалов для стека слоев совпадают с практическими процессами производства печатных плат.
Зная свои размеры и ограничения размеров, используйте унифицированную среду Altium для включения в макет.
ПХБ будут становиться все более технологичными с годами.К счастью, программное обеспечение для разработки постоянно совершенствуется, чтобы упростить их разработку. Наименьшее из ваших беспокойств при проектировании вашей печатной платы должно заключаться в том, как точно передать производителям отверстия на вашей плате, где положить медную фольгу или как нанести паяльную пасту. Чем больше слоев на вашей плате, тем больше вам нужен золотой стандарт в программном обеспечении САПР для ваших медных стандартов.
Altium Designer имеет все инструменты, которые вам нужны в рамках единой платформы для проектирования и сборки вашей печатной платы.От Altium есть все, от захвата схемы до выпуска, производства, механических размеров и контурного чертежа, макета платы и посадочных мест компонентов. Правила могут быть установлены во время компоновки схемы для определения высокоскоростных трасс для контроля импеданса. Компоненты могут быть выбраны из общей библиотеки, так что физические, а также электрические соображения могут быть включены в выбор для последующего успеха.
Определение дифференциальных пар в схематическом захвате с помощью инструктивных указаний
Altium реализует проектирование схемы с помощью инструментов для печатных плат с унифицированным управлением
Вам больше не нужно беспокоиться о том, что детали схемы, записанные в вашей схеме, будут перенесены в схему.PCB и все связанные с ней подложки, медь, отверстия, слои и следы будут производственным процессом. Но это не должно быть беспокойным процессом, когда у вас есть точные и легко читаемые программные результаты.
Унифицированная среда Altium включает в себя инструмент компоновки печатных плат, поэтому дизайнеры могут следовать сетям, заложенным в схему. Используйте Директивы в Схематическом захвате, чтобы сообщить дизайн-ограничения вашему дизайнеру макетов. Контуры платы, разработанные вашей механической командой, легко импортируются в инструмент разметки печатных плат Altium.Библиотеки компонентов связаны и согласованы в единой среде проектирования. Калькуляторы импеданса соответствуют спецификациям, указанным на схеме.
Унифицированная среда Altium Designer предоставляет все необходимые инструменты в одном месте. Начиная со схемы в каталоге проекта, ваши схемы будут захвачены и ваши сети определены. Здесь могут быть установлены правила и ограничения, которые будут портировать в среду компоновки печатной платы, информируя вашего дизайнера макетов. Механические чертежи легко импортируются в единую среду, поэтому контуры платы начинаются с их происхождения.Библиотеки компонентов являются общими, а не специальными для различных инструментов EDA для одной платы. С помощью библиотек компонентов, связанных по всему предприятию, разработчики схем могут выбирать легкодоступные детали на ранних этапах цикла проектирования, сохраняя актуальность схемы печатной платы к моменту выпуска ее в производство. Сети маршрутизации сложны с унифицированными инструментами для расчета импеданса. Плоскости устанавливаются рано в менеджере стека слоев, поэтому высокоскоростные сигналы можно направлять по полосовой линии, смежной с земной плоскостью.
Не переносите свои печатные платы обратно в дни печатных монтажных плат. Позвольте мощному программному обеспечению для разработки печатных плат справиться с тяжелой работой вашей печатной платы за вас. Altium Designer – лучший инструмент на рынке для проектирования и производства вашей печатной платы для современного электронного рынка.
. Шэньчжэнь Печатная плата в сборе PCBA Завод с одной остановкой | |Внимание:
Пожалуйста, не платите, прежде чем мы предложим вам. Мы предоставляем вам только индивидуальные услуги. Представленные фотографии и цены показывают и демонстрируют нашу продукцию. Так что не стесняйтесь присылать нам GERBER FILES + СПИСОК БОМ и описание продукта. У нас есть волшебство, чтобы превратить его в реальные продукты, и затем мы дадим вам предложение. Если у вас есть какие-либо вопросы, пожалуйста, свяжитесь с нами по электронной почте
Электронная почта: quote (at) smarttechcn.com skype: smarttechcn Телефон: + 86-18938911749
Упаковка и доставка
Подробности упаковки: вакуумная упаковка, антистатическая упаковка или по вашему требованию
Срок поставки: 10-15 дней после оплаты через DHL / FedEx / EMS или вам нужно
Высококачественная сборка платы усилителя звука
Компания Smart Tech имеет богатый опыт сборки многослойных печатных плат и односторонней или двухсторонней сборки.Опираясь на наши передовые технологии и опытный производственный персонал, мы гарантируем, что все слои в многослойной печатной плате идеально изолированы друг от друга, и каждый рисунок проводника хорошо функционирует. Команда R & D делает замечательную работу, и мы можем предоставить продукты PCB нашим клиентам в соответствии с их дизайном или требованиями. Все наши продукты, включая печатные платы, прошли сертификацию ISO9001, SGS, TS, RoHS и UL. Спецификации
OEM Сборка печатных плат завод в Китае
1.Привлекательная цена
2. Быстрая доставка
3.Ни минимальный заказ
SMART Technology является профессиональным производителем печатных плат и печатных плат в Китае. Мы производим печатные платы и предлагаем услуги по сборке компонентов для клиентов по всему миру более 20 лет.
Комплексное обслуживание:
1. Копирование печатной платы
2. Чертеж / дизайн печатной платы согласно вашей принципиальной схеме
3.Производство печатных плат
4. Поиск компонентов
5. Сборка печатных плат6. PCBA 100% тест
Smart Tech также может производить и поставлять нашим клиентам алюминиевую печатную плату, гибкую печатную плату, быструю печатную плату и печатную плату / печатную плату / услуги по копированию и копированию. OEM / ODM / EMS Услуги для печатной платы:
· PCBA, печатная плата Сборка платы: SMT & PTH & BGA
· Конструкция PCBA и корпуса
· Поиск и закупка компонентов
· Быстрое изготовление прототипов
из пластика и металла · Литье пластмасс под давлением / двойной впрыск / IML, IMD
· Штамповка / гибка металла / литье под давлением
· Окончательная сборка
· Испытания: AOI, внутрисхемные испытания (ICT), функциональные испытания (FCT)
· Таможенное оформление для импорта материалов и экспорта продуктов
Описание продукта
Многослойные с CEM1 материала ПОСТУПИВ платы | |||
Статья | Описание | Возможность | |
Материал | Ламинат материалы | FR4, Alu, CEM3 , Taconic, Rogers, и т. Д. | |
Обрезка досок | Количество слоев | 1-58 | |
Мин.Толщина внутренних слоев (без учета толщины меди) | 0,003 ”(0,07 мм) | ||
Толщина плиты | Стандарт | 0,04-0,16 ± 10% (0,1-4 мм) ± 10%) | |
Мин. | Одинарный / двойной слой: 0,008 ± 0,004 ” | ||
4 слоя: 0.01 ± 0,008” | |||
8 слой: 0,01 ± 0,008” | |||
Лук и скрутить | |||
| Медный вес | Внешний Cu вес | 0,3-7 унций | |
Внутренний вес Cu | 0.3-7 унций | ||
Бурение | Мин. Размер | 0,0078 ”(0,2 мм) | |
Отклонение сверла | 9012 9015 9015 9015 0 0002 000 (0,002) (2 000) | допуск отверстия PTH | ± 0,002 ”(0,005 мм) |
допуск отверстия NPTH | ± 0.002 ”(0,005 мм) | ||
Покрытие | Минимальный размер отверстия | 0,0008” (0,02 мм) | |
Соотношение сторон | 9012|||
Паяльная маска | Цвет | Зеленый, белый, черный, красный, желтый, синий… | |
Минимальное пространство для паяльной маски | 0,003 ”(0,07 мм) | ||
Толщина | 0,0005-0,0007” (0,012-0,01720) 901 901 901 901 901 9015 | Цвет | Белый, черный, желтый, красный, синий … |
Минимальный размер | 0.006” (0,15 мм) | ||
Е-тест | Полет зонда Tester | Y | |
Controlled Impedance | Толерантность | ± 10% | |
Импедансный тестер | Tektronix TDS8200 | ||
Поверхность | HASL, ENIG, иммерсионное серебро, погружное олово, OSP… | ||
2. Подробные условия для сборки печатных плат
Техническое требование:
1) Профессиональная технология поверхностного монтажа и сквозной пайки
2) Различные размеры, например 1206, 0805 0603 компоненты Технология SMT
3) ICT (проверка в цепи), технология FCT (проверка функциональной цепи).
4) Сборка печатных плат с утверждением UL, CE, FCC, Rohs
5) Технология пайки азотом с оплавлением газа для SMT.
6) Высокая сборочная линия для SMT и припоя
7) Технология размещения высокоплотных плат.
Требование цитаты:
1) Файл Гербера и список Bom
2) Очистить для нас фотографии образцов pcba или pcba
3) Метод испытаний для PCBA
of
Circle ProducitonFactory View
Наше оборудование
1.Буровая мастерская, 8 буровых долот сушилки
.Печатная плата дома, или как изготовить печатную плату дома с использованием станка ЧПУ.
РадиоКот >Лаборатория >Радиолюбительские технологии >Печатная плата дома, или как изготовить печатную плату дома с использованием станка ЧПУ.
Почти все радиолюбители изготавливают печатные платы дома. Причин тому несколько, собрать понравившееся устройство, посмотреть как будет выглядеть собственная разработка которую уже после тестирования и настройки можно запустить и в серию изготовив на красивых заводских платах, либо сделать такие же заводские платы дома используя метод металлизации, с паяльной маской и шелкографией устанавливаемых компонентов. Постепенно радиолюбители обзаводятся таким нужным и полезным оборудованием как станок ЧПУ.
Кто то делает его сам, кто то покупает уже готовый, но тем не менее наличие этого весьма полезного инструмента сильно облегчает жизнь рядовому радиолюбителю в процессе изготовления печатных плат, передних панелей для своих приборов да и просто для изготовления всяких вещиц которые бывает довольно трудно изготовить в домашних условиях используя обычный набор инструментов. Вот про изготовление печатной платы в домашних условиях с использованием станка ЧПУ и пойдет речь в данной статье.
Изготовление печатной платы можно разбить на несколько этапов:
- Рисование принципиальной схемы и трассировка будущей печатной платы.
- Подготовка необходимых файлов для ее дальнейшего изготовления.
- Изготовление непосредственно печатной платы.
Вот придерживаясь этих пунктов и расскажу как изготовить печатную плату имея в своем арсенале станок с ЧПУ.
Для рисования будущей печатной платы существует множество программ это и всеми любимая Sprint Layout и PCad и OrCad и Altium Designer и Proteus и Eagle и DipTrace и т.д. Объединяет их всех одно, все они предназначены для рисования, трассировки и последующего изготовления печатной платы.
Программой в которой рисую я, а потом и трассирую платы является Eagle. Преимущества или недостатки перед теми или иными программами оставлю за рамками данной статьи. Скажу просто мне эта программа нравиться.
В программе Eagle создал схему. Схема а потом и плата для примера изготовления очень простая, это просто блок кнопок для передней панели, 4-е кнопки и разъем для подключения. По схеме сделал трассировку платы, поставил кнопки, крепежные отверстия для крепления платы к передней панели и несколько отверстий последующего позиционирования. Что за позиционирование? А вот о нем будет несколько позже. Хоть плата и простая но на ней присутствуют разнотипные отверстия, это отверстия разъема, отверстия выводов кнопок, отверстия мелких направляющих кнопок, отверстия крепежа и отверстия последующего позиционирования. Для них сделал диаметры 1.0, 1.2, 1.8, 3.1 и 3.2. Если отталкиваться от программы Eagle то в ней все рисуется на определенном слое, верхние дорожки на слое Top нижние разумеется на слое Bottom. Контур будущей платы рисуется на слое Dimension и слой где будут проходить всякие фрезерные работы называется Milling. Вот согласно этим правилам и нарисована будущая печатная плата. Толщину контуров на слоях сделал равными 0 мм.
Рисунок на слое Milling отодвинут от слоя платы Dimension на расстояние в 0,75 мм. Это сделано для того что по этому слою плата в дальнейшем будет вырезаться фрезой с диаметром 1,5 мм. И если в такой программе как ArtCam можно задать прохождение фрезы и слева от линии и справа от линии и по самой линии, то в программах разработки печатных плат фреза идет строго по центру линии. Если же планируется делать платы на заводе то на слое Milling рисовать контур обрезки не нужно, достаточно только на слое Dimension обозначить контур платы. остальное на заводе сделают сами. Так же на слое Milling контур сделан не цельным а с перемычками, которые будут удерживать будущую печатную плату и не дадут ей вылететь при последующей обрезке. Еще на слое Milling присутствует второй контур с небольшими перемычками он нужен для того что бы заготовку будущей печатной платы вырезать из цельного куска фольгированного стеклотекстолита.
В прошлой части была нарисована схема, сделана трассировка будущей печатной платы. Теперь настало время сделать подготовку необходимых файлов для ее последующего изготовления. Ввиду того что сама будущая плата довольно простая файлов потребуется не так и много. Это будет файл топологии будущей платы (платы делаю фоторезистивным методом, с использованием негативного пленочного фоторезиста), файл сверловки отверстий для станка ЧПУ и файлы последующей обрезки по контуру для вырезания заготовки и для вырезания уже готовой платы для станка ЧПУ.
Первым делом необходимо посмотреть правильно ли указаны диаметры всех отверстий на будущей печатной плате. Для этого нужно выбрать File, Run
После чего откроется папка с пользовательскими скриптами для выполнения тех или иных операций и действий и в ней выбрать файл statistic-brd.ulp который покажет полностью статистику по нарисованной печатной плате.
После его открытия перейти на вкладку Drill/Hole. На ней сразу будет виден список отверстий и их количество и так же будет необходимый список сверл для их сверления.
После того как все встало на свои места и видно что диаметры отверстий выставлены правильно и нет ошибки, файл со статистикой платы можно закрыть.
Следующим шагом необходимо подготовить файлы шаблонов будущей печатной платы. Для этого опять же следует выбрать File, Cam Processor.
Откроется окно Cam Processor-а где необходимо выбрать тип выходного файла для топологии платы, так же там можно настроить необходимые типы файлов для последующего изготовления на производстве или же для выкладывания на форуме или для экспорта в другие программы. Так же настройку Cam Processor-а можно сохранить в виде отдельного файла для последующих выводов файлов и для того что бы все не настраивать заново.
В данный момент мной из Cam Processor-а будет выводиться:
- файл топологии печатной платы для последующего изготовления фоторезистивным методом;
- файл маски;
- файл шелкографии.
Последние два файла делаю на тот случай если впоследствии захочется сделать печатную плату с маской и шелкографией. Для печати различных шаблонов я использую программу CorelDraw и поэтому файлы буду выводить в формате PostScript.
Для этого в поле Section пишу название секции с именем Silk top и справа выбираю необходимые слои для вывода. Это слои Dimension, tPlace и tNames. Соответственно контур платы, контура элементов и их позиционные обозначения на печатной плате. Так же для верхнего слоя ставлю галочку Mirror (зеркально) для того что бы верхний слой был зеркальным. Во вкладке Device выбираю PS_INVERTED в окошке Scale масштаб ставлю 1 т.е 1:1 и в окошке File пишу имя файла Silk top.ps
Аналогичным образом нажимая на кнопку Add добавляю вкладки, даю им имена, выбираю необходимые слои для вывода.
После того как отмечены все слои на вкладках хотел бы обратить внимание на пару моментов в слое с негативным шаблоном топологии печатной платы установлена галочка на пункте Fill pads эта опция выведет шаблон без отверстий на контактных площадках, они эти отверстия и не нужны отверстия то уже будут просверлены на станке ЧПУ. И на файлах для маски тип вывода не инверсный а обычный. После настройки опций Cam Processor-а эти настройки можно и сохранить для того что бы в будущем уже ничего не настраивать а просто формировать файлы различных плат.
После того как необходимые файлы подготовлены, открываю их в CorelDraw, собираю вместе на лист.
Следующим шагом необходимо подготовить еще три файла это файл сверловки отверстий , файл обрезки платы по внешнему контуру и файл обрезки по внутреннему контуру. Для сверловки отверстий и обрезки платы большинство радиолюбителей используют программу для ЧПУ под названием Mach4. К сожалению стандартными средствами программы Eagle подготовить файлы сверловки и обрезки по контуру для программы Mach4 нет. Хочется надеяться что разработчики все таки введут эту опцию в более новых версиях. Программа Eagle все таки больше предназначена для заводского изготовления плат. Но и тут не все так страшно как кажется на первый взгляд.
Для этого идем на сайт разработчика программы и оттуда скачиваем UPL скрипт под названием pcb-gcode после чего помещаем его в папку с UPL скриптами ( там два файла это pcb-gcode-setup и pcb-gcode) после чего выбрав команду File, Run
открываем файл pcb-gcode-setup
В открывшемся файле отмечаем и заполняем необходимые поля:
Generate top drills: Делать файл сверловки со стороны Top т.е сверху. Единицу измерения выставить на миллиметры и поставить галочку в поле Generate milling т.е сделать и файл обрезки будущей платы по контуру.
Помимо прочего данный скрипт позволяет ко всему прочему еще и делать файл изоляционных дорожек т.е гравером на фольге на стеклотекстолите прорезать канавки. Я данный метод изготовления плат не использую из за его медлительности и временами непредсказуемости конечного результата, стеклотекстолит редко когда ровным бывает и канавки получаются разной глубины. Короче говоря больше возни чем результата. Поэтому опции для данной операции оставил по умолчанию.
На следующей вкладке необходимо установить такие параметры как Z High верхняя точка при перемещениях это если на плате присутствуют высокие крепления или крупные болты, Z Up высота перемещения между выполняемыми операциями, к примеру при переезде от одного отверстия к другому, Drill Depth это глубина сверловки. Milling Depth это глубина последующей фрезеровки по контуру платы. Drill Dwell оставить в нулях, это время в секундах сколько будет находиться сверло в нижней точке после того как просверлит отверстие. Set Up Time время в секундах необходимое для того что бы шпиндель раскрутился вышел на необходимые обороты. Position X,Y,Z тут указывается куда будет отъезжать шпиндель для смены сверла на другое. Я для себя поставил поднять его на 10 мм и отъехать в нулевую точку по X и Y. И напоследок в окошках параметра Feed Rates указал с какой скоростью перемещаться от отверстия к отверстию и с какой скоростью сверлить отверстие. Эти параметры выставляются в зависимости от модели станка. Поэтому на скриншоте стоят минимальные.
На следующей вкладке выбирается система для которой необходимо подготовить G коды. В моем случае это Mach4.
На следующей вкладке можно указать вставлять ли комментарии в файлы такие как диаметры инструмента режимы резки и прочее. В полях параметра Other Options можно выбрать такие поля как вставка пользовательского кода, включать или нет режим отладки, автоматом опускаться по оси Z в нулевые координаты после смены инструмента и вращать ли плату по Y вместо X и менять ли соответствующим образом код или нет. Мне все эти опции не пригодились поэтому я их и не активировал.
И последняя вкладка содержит всего одну кнопку которая сбрасывает все параметры на параметры по умолчанию. Может пригодиться если запутаться в настройках. После чего остается только нажать на кнопку Accept and make my board, Применить и сделать файлы с моей платы.
После этого в папке с файлами печатной платы появится файл сверловки и файл обрезки по контуру. В дальнейшем если надо будет делать другую плату то уже настройки ставить нет необходимости достаточно просто выбирать файл pcb-gcode.
На данном этапе из программы Eagle подготовлены следующие файлы, это непосредственно сама схема будущей печатной платы, это файл печатной платы, файл шаблона для изготовления топологии печатной платы, файл шелкографии, и файл маски, также файлы сверловки отверстий и обрезки будущей платы по контуру.
Так же в рамках данной статьи еще хотел бы показать как можно сделать плату на ЧПУ на примере широко распространенной программы Sprint Layout.
Sprint Layout сама по себе довольна простая программа то тем не менее обладает рядом интересных возможностей, и ей пользуется подавляющее большинство радиолюбителей. В настоящее время последняя версия идет под номером 6.0, т.е Sprint Layout 6.0. Она уже переведена на русский язык усилиями котов с соответствующей ветки форума. И помещена в надежный сундук для хранения Верховным котом.
С предисловием по Sprint Layout закончил и пора перейти к делу.
Есть некоторый файл сделанный непосредственно в программе Sprint Layout или же на форуме кто то выложил интересную печатную плату правда не в формате Sprint Layout а в каком то другом, но не беда всегда можно списаться с автором понравившейся платы и попросить у него выложить или скинуть плату в несколько другом формате а именно в Gerber. Gerber это формат для производителей печатных плат и программа Sprint Layout его отлично понимает, да и радиолюбителю незнакомому с другими CAD системами проектирования печатных плат а знающему только Sprint Layout, будет легко и удобно и не придется искать и ставить кучу неизвестных программ и разбираться в них.
Вот на примере файла Gerber и покажу как загрузить его правильно в программу Sprint Layout и как потом из программы Sprint Layout вывести необходимые файлы и сделать плату на станке ЧПУ. Процесс же для родных файлов программы Sprint Layout будет отличаться лишь незначительно, просто не надо будет делать некоторые вещи и все.
Для этих целей создаю у себя в программе Eagle тот же файл блока из четырех кнопок только тут уже их размещение будет не горизонтально а для разнообразия крестом.
После чего с помощью того же Cam Processor-а делаю файлы Gerber-a. И вставляю полученные файлы Gerber-а уже непосредственно в программу Sprint Layout. Для этого открываю программу Sprint Layout и выбираю Файл, Gerber импорт.
После открытия соответствующего окна импорта Gerber файлов выбираю для каждого слоя свой необходимый файл. Отдельно хотел бы остановиться на файле сверловки он по умолчанию дюймовый и дабы отверстия правильно отобразились и совпали идеально, подходят параметры как на скриншоте.
Так же если потом нажать на отображении платы на окне импортирования видно что все слои на месте и файл отверстий так же на месте. Теперь остается только нажать на кнопку Импортировать, и потом сохранить полученный файл.
Следующим шагом можно посмотреть какие отверстия есть на плате и где они расположены может захочется подкорректировать какой то из диаметров. Для этого достаточно просто нажать на кнопку Селектор.
И тут же становится видно какие диаметры сверл нужны и где располагаются непосредственно сами отверстия с этим диаметром.
Если все в порядке и ничего менять не надо то самое время вывести файлы топологии, маски и шелкографии и файлы сверловки и обрезки по контуру.
На выводе слоев для топологии дорожек, слоя маски и слоя шелкографии подробно останавливаться не буду т.к тот кто постоянно пользуется программой Sprint Layout знает как это делается. Перейду сразу к подготовке на вывод файлов сверловки и файлов обрезки по контуру.
Сначала делаем файл сверловки для этого заходим в Файл, Экспорт, Данные отверстий.
И в открывшемся окне выбираем Простые отверстия, Отверстия с металлизацией. Сторону сверловки выбираем как Сторона 1 т.е сверху и выбираем метрическую систему координат.
После чего жмем на ОК, и сохраняем полученный файл.
Следующим шагом необходимо вывести еще два файла обрезки по контуру первым необходимо вывести файл для вырезания заготовки будущей печатной платы из большого листа стеклотекстолита и вторым вывести уже непосредственно файл обрезки печатной платы после ее изготовления. Тут можно поступить очень просто сначала удалить внутренний контур обрезки и вывести внешний а потом удалить внешний и вывести внутренний.
Для вывода файлов обрезки заходим в Файл, Экспорт, Данные фрезер, и выводим в отдельные файлы оба контура. Что я и сделал.
Теперь из программы Sprint Layout выведены все необходимые файлы но их необходимо немного доработать т.к Sprint Layout выводит файлы не понятные для системы Mach4. Достаточно взглянуть только на файл сверловки.
Но это легко поправимо с помощью небольшой программы под названием StepCam которая написана автором под ником Sergey за что ему огромная благодарность. Программа позволяет привести к удобному виду и файлы сверловки и файлы гравировки или обрезки. Разжиться ее можно тут https://cncrouter.ru/forum/index.php?showtopic=367&st=0
После запуска программы видно вот такое окно.
Нажимаю на Файл и сначала выбираю файл сверловки.
После чего ввожу необходимые параметры для сверловки такие как скорость перемещения от одного отверстия к другому высоту при холостых перемещениях и высоту при смене инструмента (сверла) и если необходимо можно заполнить и данные на вращение шпинделя M3 M5 это если он управляется платой контроллера, после чего жму на кнопку Создать УП и в окошке справа уже вижу переделанный файл сверловки.
После чего остается нажать только на кнопку Сохранить УП и в каталоге с выведенными файлами появится переделанный файл сверловки. Таким же образом переделываются и файлы для обрезки по контуру, с небольшой разницей необходимо поставить галочку что это контур ПП и тогда включится компенсация радиуса инструмента которым будет вырезаться плата по контуру.
В предыдущих двух частях были сделаны следующие вещи, нарисована схема по ней сделана трассировка печатной платы, были подготовлены необходимые файлы для топологии печатной платы, файлы сверления и файлы обрезки по контурам. Теперь настало время изготовить саму плату.
Первым делом перед изготовлением платы неплохо было бы посмотреть файлы сверловок сделанные в предыдущей части а именно их концовки. Для чего это нужно? Тут все просто последними будут сверлиться отверстия для позиционирования платы на столе станка ЧПУ и самым простым будет просверлить позиционные отверстия про которые я говорил в первой части, вставить в них штифты на штифты уже одеть саму плату и обрезать ее по контуру.
Открыл файлы сверловок и по концу файлов видно что все хорошо, кроме одного станок просверлит последнее отверстие и на этих координатах и остановиться.
Это не очень хорошо ввиду того что в дальнейшем потребуется обрезка готовой платы по контуру поэтому файлы сверловок надо немного подправить. Сделать это можно очень просто. Файлы сверловок и последующих обрезок по контуру это просто текстовые файлы. Так что открываю файлы сверловок в текстовом редакторе и добавляю пару строк, тем самым говорю станку ЧПУ что бы он после того как просверлит последнее отверстие вернулся в нулевые координаты.
Что я и сделал после чего концовки файлов сверловки стали выглядеть так.
Сначала поднять ось Z а потом уже ехать в нулевые координаты. Если сделать наоборот, сначала сказать ехать в нулевые координаты по осям X и Y а потом поднимать ось Z, можно весьма весело понаблюдать как станок поедет через всю плату одновременно поднимая ось Z ломая сверла, а в случае с фрезой если не выключается вручную шпиндель то и перепиливая половину платы.
Следующим пунктом неплохо было бы обратить внимание на такое обстоятельство как разная длина сверл. И если на некоторых марках сверл есть ограничительные кольца и глубже этого кольца сверло в шпиндель уже не вставишь и длина самого сверла от кольца до кончика сверла является постоянной то на других марках сверл такое ограничительное кольцо отсутствует и останется только гадать на какую глубину оно вставлено в шпиндель.
Тут появляется закономерный вопрос а как же тогда быть с нулем координат по оси Z сверла. Сверла то все разной длины и неизвестно на сколько оно было вставлено в шпиндель станка. Если вручную подгонять каждый раз ноль по оси Z можно вконец замучаться, ладно если надо сменить в процессе сверления 2-3 сверла а вот если больше десятка. Значит надо сделать так что бы станок а с ним и программа Mach4 сами могли определить длину инструмента.
Решил эту задачу следующим образом. Сначала посмотрел по распиновке LPT порта какой из выводов у меня свободен, оказалось что вполне спокойно можно прицепиться к выводу номер 13. Зашел в Mach4 по пути Config, Port-and-Pins, Input-Signals, Probe, и поставил галочки в Enable и ActiveLow. В PinNunber поставил номер пина.
Вышел и снова зашел в Mach4. После этого взял два провода и припаял один из них к 13 выводу разъема LPT и второй к выводу GND т.е минусу. В моем контроллере (обычный синий китайский контроллер) эти сигналы идут на отдельный разъем DB9 соответственно получилось что припаивать надо было на 4-ю ножку сигнал и на любую из 7,8 или 9 ножку минус т.е GND.
На других концах проводов припаял соответственно “крокодил” и обрезок фольгированного стеклотекстолита.
После этого в программе Mach4 прошел по пути Operator, Edit Button xyina. После этого начинают мигать кнопки к которым можно привязать нужный скрипт вот я и выбрал Auto Tool Zero.
В открывшееся окошко ввел текст следующего содержания:
Rem VBScript To probe In the z axis
If GetOemLed (825) <> 0 Then ‘Проверка
Code “(Z-Plate is grounded, check connection and try again)” ‘
Else
Code “G4 P1” ‘Пауза 1 секунда
PlateOffset = 1.5 ‘Толщина платы, у меня она 1,5 мм
CurrentFeed = GetOemDRO(818) ‘Текущяя скорость подачи
Code “F100” ‘Опускаю на скорости 100мм/мин
Rem Probe In the z direction
ZNew = GetDro(2) – 50 ‘Опускаю не больше чем на 50мм
Code “G31Z” &ZNew
While IsMoving()
Wend
ZNew = GetVar(2002)
Code “G0 Z” &ZNew
While IsMoving ()
Wend
If PlateOffset <> 0 Then
Call SetDro (2, PlateOffset)
Code “G4 P0.25”
ZNew = PlateOffset + 10 ‘На сколько отъехать после касания
Code “G0 Z” &ZNew
Code “(Z axis is now zeroed)”
End If
Code “F” &CurrentFeed
End If
И сохранил.
В результате ось Z едет вниз со скоростью 100 мм/мин, опускаться вниз она будет не больше чем на 50 мм и при касании сверлом или фрезой пластины поднимется вверх на расстояние равное 10мм+толщина пластины. В моем случае при установках в 10мм и 1,5мм т.е подняться на 10 мм и толщина куска стеклотекстолита 1,5мм это будет 11,5 мм. Вот и все теперь можно посверлить обычными мелкими сверлами или сверлами без ограничительного кольца на нем не беспокоясь о том на сколько сверло или фреза вставлены в патрон шпинделя.
Следующим шагом надо объяснить программе Mach4 что бы она останавливала программу на паузу после того как увидит в программе код на смену сверла. Практически все радиолюбители используют станки с ручным включением и выключением шпинделя а также вручную меняют сверла в шпинделе.
Для этого захожу в программу Mach4 по пути Сonfig, General config и ставлю галочку на пункт Stop Spindle. Wait for Cycle Start. т.е остановить шпиндель и дождаться нажатия на кнопку Cycle Start.
После того как всякие насущные вопросы были учтены и решены, приступил непосредственно к изготовлению печатной платы.
Как было видно ранее на всех картинках везде присутствует крестик в левом нижнем углу. Этот крестик есть ни что иное как ноль на станке ЧПУ и он всегда располагается в левом нижнем углу.
Закрепил лист фольгированного стеклотекстолита просверлил отверстия используя ранее подготовленный файл сверловки и вырезал заготовку по внешнему контуру для последующего изготовления печатной платы.
Аналогичным образом поступаю с файлом печатной платы подготовленной в программе Sprint Layout.
В итоге отверстия которые имеют диаметр в 1,8мм решил сделать сверлом 1,2мм как и у выводов кнопок. Сделал это по простой причине дабы кнопка лежала на этих мелких направляющих на поверхности платы а в итоге хорошо доставала до передней панели.
Дальше уже все как обычно, подготавливаю поверхность, наношу фоторезист, прикладываю шаблон, экспонирую, проявляю, травлю, и залуживаю проводники. Металлизация, маска и шелкография добавляется по вкусу.
Печатная плата готова, теперь остался один последний процесс обрезать ее по контуру. Вот для этого и пригодятся отверстия для позиционирования. В них будут вставлены штифты на штифты уже одета и зафиксирована плата, и потом просто обрезана но уже по внутреннему контуру.
Еще на этапе проектирования неплохо подумать что будет выступать в роли штифтов для последующей обрезки. Я решил в этом качестве применить хвостовики от сломанных фрез, у каждого кто работает со станком ЧПУ постепенно собираются такие. Фрезы у меня идут с хвостовиком 3,175 мм или 1/8″. Сначала попытался попилить хвостовики обычным отрезным диском для бормашинки, но ничего путного из этого не вышло, пилить их надо алмазным диском. Начал искать, как можно выкрутиться из этого положения. Покопавшись по разным загашникам нашел разные камушки для бормашинки, некоторые уже отвалились некоторые стерлись. Но замерив штангелем железочки на которых они крепись увидел что диаметр этих железяк 3,17 мм. Вроде подходит по диаметру, из них и попилил четыре штифта длиной 12 мм. Материал в этих железках простой и пилиться обычным отрезным диском легко.
После изготовления штифтов снова открыл файл сверловки отверстий все ненужное удалил, оставил сверление только последних отверстий на которых будет позиционироваться печатная плата и увеличил глубину их сверления до 10-и мм.
После этого сверлю отверстия на 3,175 мм в количестве 4-х вставляю в них штифты, на штифты одеваю сделанную плату и уже обрезаю ее по контуру.
В итоге по результатам подобного заметил что штифты хоть и 3,17 но видно не совсем точные в отверстиях сидят не очень плотно, поэтому заготовку откуда вырезается сделанная плата дополнительно еще прихватил шурупами для надежной фиксации.
И вот сама готовая плата. Фотографию первой горизонтальной платы к сожалению не привожу по той простой причине что ее умудрились стащить прямо из под станка, и категорически не хотели отдавать для фотосессии.
В заключении данной статьи хотелось бы обратить внимание на такой интересный аспект как вырезание дуг на печатных платах видно алгоритм просчета дуги рассчитывается каким то интересным образом при формировании управляющей программы и они в итоге после обрезки имеют немного интересную форму. Хотя это и не принципиально т.к платы по большей своей части имеют прямоугольную форму и лишь некоторый процент плат имеет форму отличную от прямоугольника.
Так же хотелось бы обратить внимание и на такой аспект в печатных платах как плоские выводы у некоторых деталей таких как разъемы питания аудио разъемы, энкодеры и пр. Наличие плоских выводов у таких элементов подразумевает под собой фрезеровку прямоугольных вырезов в плате. К сожалению в большинстве CAD систем для проектирования печатных плат это не реализовано, либо реализовано кое как. Более менее нормально это сделано в программе DipTrace, где идет сначала сверление отверстий а потом уже фрезеровка для плоских выводов компонентов. В других же программах например в таких какие были рассмотрены в рамках данной статьи это Eagle и Sprint Layout можно пойти двумя способами первый это просто создать и потом просверлить отверстие необходимого диаметра, и второй, на слое фрезеровки поставить в месте где необходимо создать фрезеровку под плоский вывод компонента линию длиной необходимой для вывода компонента и шириной необходимой для последующей фрезеровки фрезой нужного диаметра. Сам процесс тогда несколько измениться просто добавиться еще одна операция такая как фрезеровка под плоские выводы и будет представлять из себя такую последовательность. Сначала сверление, потом фрезеровка под плоские выводы компонентов, следом обрезка по внешнему контуру, непосредственное изготовление печатной платы, обрезка по внутреннему контуру готовой печатной платы.
Также хотелось бы напомнить всем кто работает или только собирается начать работу со станками ЧПУ что работы производятся с полным соблюдением Техники Безопасности, наличие защитных очков обязательно, т.к отлетевший кусок плохо закрепленной заготовки или ее части может натворить много бед.
И традиционно список инструментов и материалов:
- Программы проектирования печатной платы Eagle и Sprint Layout;
- Программа печати и сбора вместе всех шаблонов CorelDraw;
- Станок ЧПУ;
- Фольгированный стеклотекстолит;
- Сверла и фрезы;
- Пленочный фоторезист Ordyl Alpha 340
- Перекись водорода, лимонная кислота и соль для травления печатной платы;
- Сплав Розе для последующего залуживания проводников.
И в конце как обычно файлики используемые в статье. Хочется сразу предупредить что файлы тестовые, для ознакомления и каждому кто захочет их применить на станке придется их корректировать.
Файлы:
Тестовые файлы Eagle
Тестовый файл Sprint Layout
Все вопросы в Форум.
Как вам эта статья? | Заработало ли это устройство у вас? |
Эти статьи вам тоже могут пригодиться:
Мой рецепт фрезеровки печатной платы на CNC 3018. (ФИНАЛ) | Электронные самоделки
Всех приветствую!
Ну вот мы и добрались до финала статей “Мой рецепт фрезеровки печатной платы на CNC 3018″. Что бы было понятно о чем пойдет речь в этой статье, предлагаю пройтись по прошлым выпускам и подробно их изучить:
- Мой рецепт фрезеровки печатной платы на CNC 3018. ч.1 (обзор необходимых программ)
- Мой рецепт фрезеровки печатной платы на CNC 3018. ч.2 (работа в Sprint-Layout 6.0)
- Мой рецепт фрезеровки печатной платы на CNC 3018. ч.3 (работа в CopperCam)
- Мой рецепт фрезеровки печатной платы на CNC 3018. ч.4 (работа в CopperCam продолжение)
- Мой рецепт фрезеровки печатной платы на CNC 3018. ч.5 (работа в программе Candle)
Переходим к самому процессу гравировки платы.
Для работы функции Z-щуп, и создании карты высот поверхности обрабатываемого стеклотекстолита, нужен надежный контакт нашей платы с одним из “крокодилов” подключенных к порту A5 контроллера нашего CNC3018. В таких случаях когда кусок стеклотекстолита не большего размера и подлезть “крокодилом” к нему не удобно, я в углу припаиваю кусочек предварительно залуженного провода.
Так же я предлагаю сделать так называемый “жертвенный стол”. Что бы не боятся за целостность основного алюминиевого стола станка и фрезы во время фрезеровки печатной платы.Из обрезка ламината и 4-ч болтов с гайками-“барашек” сделал вот такой “жертвенный столик”:
По углам просверлил отверстия, вставил болты. Вот такой набор использую для крепленияУстановленный на станок.По углам просверлил отверстия, вставил болты.
В алюминиевом профиле станка, есть пазы в которые хорошо заходят мебельные болты М6 без граней на шляпке. Разметив кусок ламината, просверлил отверстия под болты. Установил боты на свои места слегка наживил гайки, заправляю болты одной стороны в пазы стола станка, сдвинув ламинат в сторону заправляю болты с дрогу стороны. Центрую жертвенный столик и затягиваю гайки.
Заготовку из текстолита креплю к столику двухсторонним скотчем, продается во всех строительных магазинах. Он хорошо фиксирует текстолит и после обработки легко счищается с поверхности как стола так и платы. Скотч я наношу по всей поверхности платы если она маленькая, или по краям и середине если плата большая. Главное добиться того что бы плата не где не прогибалась от нажатия на нее пальцем.
Двухсторонний скотчПлата закреплена на двухсторонний скотчДвухсторонний скотч
Заготовку мы закрепили, теперь запускаем наш станок и программу Candle, проверяем что соединение со станком установлено. Далее устанавливаем фрезу и проверяем что бы не было биений на ее конце. Иногда нужно расслабить гайку патрона и покрутить фрезу вместе с цангой, что бы та встала на свое место. Включить мотор шпинделя и отрегулировать обороты можно в ручном режиме соответствующими кнопка на панели “Шпиндель”, более подробно об этом я рассказывал в прошлой статье.
Выставляем фрезу в нижний крайний угол платы это будут наши нулевые координаты по XY. Далее высоту фрезы можно выставить в ручную либо автоматически. Для того что бы ось Z станок сам выставил, подключаем “крокодилы” Z-щупа к фрезе и текстолиту (если шпиндель включен, обязательно его выключаем!) :
Нулевое положение фрезыНулевое положение фрезы
На панели “Управление” ищем кнопку “Z-щуп” и нажимаем на нее.
Кнопка Z-щупКнопка Z-щуп
Станок начнет опускать фрезу до те пор пока не коснется текстолита, цепь замнется, и контроллер поймет что фреза коснулась поверхности и в этом положении остановиться. На панели “Управление” нажимаем кнопку “Обнулить XY” и “Обнулить Z”, видим что рабочие координаты обнулились, виртуальная фреза встала в крайний нижний угол значит все сделано правильно.
Обнуляем фрезуОбнуляем фрезу
Далее нужно создать карту высот поверхности текстолита. В программе Candle на панели “Карта высот”:
Панель “Карта высот”Панель “Карта высот”
нажимаем кнопку “Создать” и откроется вот такое окно:
Рабочее окно карты высотРабочее окно карты высот
Если контур платы выделен (красным цветом) определен не верно, в низу нажимаем кнопку “Авто”. Здесь настройки я оставляю по умолчанию, единственно если плата большая, то можно изменить “Сетка зондирования” увеличив эти значения. Программа исходя из размеров границы платы поделит ее на равные квадраты количество которых указаны в соответствующих полях X и Y. Далее в самом низу нажимаем кнопку “Зонд” и начинается процесс ощупывания поверхности платы станком.
Когда процесс закончится, появится вот такое окно о готовности:
карта высот построенакарта высот построена
На картинке видно что программа поделила поверхность на сектора (количество которых мы указывали здесь):
Сетка зондированияСетка зондирования
создала сетку и прошлась фрезой по всем ее точкам. Красным выделены области поверхность которых поднимается относительно нулевого положения фрезы, синим наоборот опускаются, т.е. рельеф платы.
Далее нажимаем “ОК” в маленьком окошке с указанием времени выполнения задания. Что бы выйти из создания карты высот нажимаем на панели “Карта высот” кнопку “Редактирование”:
Кнопка переключения режимовКнопка переключения режимов
Мы попали в основное рабочее окно программы. Теперь нам нужно вернуть фрезу в нулевое положение. Для этого нажимаем кнопку “Восстановить СК” на панели “Управления” и фреза переедет в нулевую точку. Далее нам нужно использовать нашу карту высот при фрезеровке. На панели “Карта высот” ставим галочку “Использовать карту высот”
Использование карты высотИспользование карты высот
Программа автоматически пересчитает погружение фрезы в текстолит по всей поверхности будущей платы. На этом подготовка окончена нажимаем кнопку “Отправить” в низу панели и наслаждаемся работой станка.
Моя личная рекомендация – перед тем как нажать кнопку “Отправить”, фреза находится в нулевом положении, поднимайте фрезу на высоту около 5 мм над платой либо в ручном режими , либо нажатием кнопки “Безопасное положение” (с изображением человечка) на панели “Управление”. Это позволит фрезе безопасно доехать до рабочей точки на печатной плате и не поцарапать фольгу при движении из нуля в рабочую точку.
После того как процесс фрезеровки окончен, появится окошко с сообщением о выполненной операции и затраченном времени.
40 минут ушло на фрезеровку нашей палаты.40 минут ушло на фрезеровку нашей палаты.
Далее кнопкой “Восстановить СК” возвращаем нашу фрезу в нулевую точку, поднимаем ее над платой в ручном режиме и меняем ее на сверло или фрезу для сверловки платы. В низу панели программы ищем кнопку “Открыть” и выбираем файл со сверловкой отверстий.
Программа сверловки загружена.Программа сверловки загружена.
После смены фрезы, снова подключаем наши “крокодилы” Z-щупа:
Z-щуп на фрезе “кукурузу”Z-щуп на фрезе “кукурузу”
После подключения фрезы, в ручном режиме опускаем ее в низ но не до конца и нажимаем кнопку “Z-щуп” , станок начнет медленно опускать фрезу пока не коснется платы, когда операция закончится нажимаем “Обнулить Z”. Проверяем что все рабочие координаты равны нулю, нажимаем в низу панели кнопку “Отправить” и станок погнал сверлить отверстия.
После окончания операции сверления программа сообщит об этом и укажет потраченное время на это:
Выполнен процесс сверления.Выполнен процесс сверления.
Отлично, снова нажимаем кнопку “Восстановить СК”, возвращаем фрезу в нулевое положение. Открываем файл обрезки по контуру:
и нажимаем кнопку “отправить”, станок начнет пилить плату по контуру.
Конец всех издевательств над платой )))Конец всех издевательств над платой )))
Когда операция будет выполнена, я использую пылесос, собираю стружку, и смахиваю ее с платы зубной щеткой. На выходе получаем вот такую красоту:
Очищенная плата (см.след фото–>)Очищенная плата (см.след фото–>)
Снимаем “жертвенный” столик и отдираем плату от него. Для этого я использую шпатель. Плата у нас в руках, прохожусь наждачкой “нулевкой” по поверхности платы и по ее краям.
Итог нашей работы (см. след. фото–>)Итог нашей работы (см. след. фото–>)Итог нашей работыИтог нашей работы (см. след. фото–>)
Как видим результат проделанной работы достойный.
Все что было изложено в серии статей про изготовлении печатных плат на CNC 3018, это лично мой опыт. Не которые параметры возможно придется подгонять под себя. Я старался подробно описать весь путь от начла и до конца изготовления плат. Если возникнут какие либо вопросы, всегда готов на них ответить.
Всем спасибо за внимание! До скорых встреч на моем канале!
Top 5 лучших фрезерных станков для печатных плат в 2021 году
Традиционно у любителей и энтузиастов инженерии было два способа изготовления печатных плат. Во-первых, они использовали бы химический травитель и перенос тонера. Однако химикаты беспорядочные, и получить нужные материалы было сложно.
Это заставило их задуматься о других задачах фрезерования печатных плат, альтернативных аутсорсингу. У аутсорсинга тоже были свои проблемы. Например, приходилось долго ждать прототипов.
К счастью, это больше не так.Сегодня вы можете легко приобрести лучший фрезерный станок для печатных плат по доступной цене. Кроме того, настольные фрезерные устройства для печатных плат компактны и легки. Таким образом, вы можете выполнять свои проекты сверления и резки, не выходя из мастерской.
Лучший фрезерный станок для печатных платНо есть одна проблема! Не каждый фрезерный станок для печатных плат, представленный на рынке, стоит покупать. Некоторые из них имеют низкое качество и сделаны дешево. Итак, в какую машину лучше всего инвестировать? Не волнуйся!
В этой статье мы познакомим вас с некоторыми из самых популярных на сегодняшний день настольных фрезерных станков для печатных плат.
Давайте посмотрим на них, чтобы помочь вам выбрать лучший для ваших нужд!
Genmitsu CNC 30180-PRO Фрезерный станок | |||
SainSmart Genmitsu 3018-PROVer Фрезерный станок | MYSWEETY Модернизированная версия Станок с ЧПУ 3018 | ||
CNCTOPBAOS Pro Max 3018 Набор фрезерного станка с ЧПУ | |||
0 Модернизированный набор маршрутизатора Pro Mcwdoit 30 |
5 лучших фрезерных станков для печатных плат
1.Genmitsu CNC 30180-PRO Фрезерный станок
В верхней части нашего списка находится фрезерный станок с ЧПУ 3018-PRO от Genmitsu. На данный момент это один из самых доступных наборов фрезерных станков с ЧПУ и печатных плат на рынке.
Как будто этого недостаточно, это устройство предлагает отличный сервис и включает в себя множество функций. Итак, если вы новичок, недорогой фрезерный станок, такой как Genmitsu 3018-PRO, станет отличным местом для начала.
А теперь давайте посмотрим на некоторые особенности этого устройства!
Вообще говоря, 3018 обозначает размер данной модели.В данном случае размеры этого устройства составляют 300 мм на 180 мм на 45 мм. Поэтому он имеет хорошие размеры для настольного фрезерного станка. Тем не менее, его рабочая зона достаточно велика, чтобы справиться с различными задачами средней сложности.
А как насчет «PRO» в номере модели? Дело в том, что это устройство является усовершенствованной версией оригинальной модели Genmitsu 3018. Новая модель проще в сборке и отличается повышенной точностью работы. Более того, он имеет лучшую устойчивость благодаря увеличенной высоте основания.
Далее, этот фрезерный станок с ЧПУ имеет встроенную материнскую плату, а также специальное программное обеспечение.Таким образом обеспечивается удобная связь между программным обеспечением и оборудованием.
Он использует программное обеспечение с открытым исходным кодом Grbl для управления перемещениями. А поскольку это открытый исходный код, вы можете легко найти новые и продвинутые идеи для работы. Это делает машину довольно простой в эксплуатации. Чтобы сделать вещи еще лучше, вы можете использовать эту модель в автономном режиме, что позволяет использовать ее в любом месте.
Вы также будете в восторге от универсальности этого устройства. Он может работать с различными материалами, включая дерево, металл, пластик и ПВХ.
С другой стороны, это устройство не оснащено лазером. К счастью, вы можете купить лазер отдельно и установить его на этот роутер.
Плюсы
- Универсальность и доступность
- Простота сборки и эксплуатации
- Идеально для новичков
- Хорошая зона резки
- Может работать в автономном режиме
Минусы
- Ось Z
- требует смазки
- Без лазера
2.Фрезерный станок с ЧПУ SainSmart Genmitsu 3018-PROVer
Иногда сборка станка с ЧПУ может быть трудоемкой задачей, особенно для новичков. Что ж, это не относится к аппарату SainSmart 3018-PROVer. Большинство компонентов поставляется в предварительно собранном виде, поэтому вы можете установить и запустить его менее чем за 30 минут.
Еще одной впечатляющей особенностью этого устройства является то, что он имеет 5-миллиметровую акриловую перегородку с обеих сторон. Для этого вы можете спокойно следить за всем процессом гравировки. Кроме того, ось соединена с переключателем исходного положения.Это защищает от ошибок гравировки, останавливая шпиндель из рабочей зоны.
Если говорить о рабочей зоне, то этот блок имеет размеры 300 на 180 на 45 мм. Это дает вам достаточно рабочего пространства для выполнения большинства проектов фрезерования КПБ среднего размера. Помимо печатных плат, он может разрезать дерево, пластик и ПВХ. Более того, жатка с шаговым двигателем позволяет резать более мягкие материалы.
Для повышения производительности это устройство оснащено драйверами и оптопарами Toshiba.Оптопары защищают оборудование от повреждений. Напротив, драйверы обеспечивают тихую и плавную работу.
Что касается управления движением, в этом устройстве используется Mach4. Это профессиональное программное обеспечение, которое позволяет вам управлять всей машиной как профессионал. Кроме того, это программное обеспечение настраивается, работает с другими программами и генерирует файлы DXF.
Тем не менее, на контроле, вы можете легко управлять этим устройством в автономном режиме. Кроме того, он имеет 1,8-дюймовый ЖК-дисплей для четких показаний. Если возникнут какие-либо сбои, немедленно выключите систему с помощью аварийного управления.
Наконец, это устройство имеет алюминиевый корпус. Это увеличивает его долговечность и стабильность при фрезеровании различных материалов.
Плюсы
- Простота сборки и эксплуатации
- Режет различные материалы
- Обеспечивает стабильность и долговечность
- Включает все необходимые аксессуары
- Достойная зона резки
- Большой автономный ЖК-дисплей
Минусы 3.MYSWEETY Обновленная версия 3018: лучший фрезерный станок для печатных плат
MYSWEETY Фрезерный станок для печатных плат – еще один невероятный комплект маршрутизатора, особенно для начинающих пользователей. Он отличается доступной ценой и компактными размерами. Кроме того, он весит всего около 15 фунтов. Таким образом, вы можете легко носить его с собой, хотя и не целиком.
К счастью, его сборка и разборка довольно просты. Вам просто нужно следовать прилагаемому руководству, и все готово!
Несмотря на свою компактность, это устройство имеет довольно большую рабочую зону.Таким образом, позволяя ему справляться с задачами различного масштаба. Более того, с обеих сторон здесь ведутся защитные бои. Это позволяет вам следить за прогрессом и оставаться в безопасности при его использовании.
Как и большинство маршрутизаторов с ЧПУ на рынке, это устройство использует программное обеспечение с открытым исходным кодом GRLB. А как известно, с этим софтом совместимы различные программы.
Единственная проблема с этим программным обеспечением заключается в том, что оно работает только с Windows. Так что, если вы используете LINUX или Mac, помните об этом при покупке этого устройства.Однако у него есть автономный контроллер, который позволяет управлять им через G-код. Более того, вы можете вручную отрегулировать оси X, Y и Z, а также охлаждающий вентилятор.
Еще одной примечательной особенностью этого устройства является 775-шпиндельный двигатель. Этот двигатель может вращаться со скоростью до 7000 об / мин. Это позволяет устройству плавно и точно резать различные материалы. Вы можете использовать его для гравировки таких материалов, как ПВХ, печатная плата, дерево, акрил и пластик.
В этот комплект фрезера входят 10 сверл, удлинительный стержень, 4 зажима и 5 сверл.Модуль 5Вт. Его плата управления имеет невероятные характеристики, такие как прочный корпус, внешний вентилятор и фиксированный радиатор. Это означает, что вы столкнетесь с такими проблемами, как короткое замыкание или перегрев.
Плюсы
- Легкий и портативный
- Ограничение тока и защита от перегрева
- Достойное рабочее пространство
- Контролируемый в автономном режиме
- Совместимость с лазерными модулями
Минусы
6 Не идеально для тяжелых материалов 4.CNCTOPBAOS Pro Max 3018 CNC Router KitЭтот станок с ЧПУ CNCTOPBAOS Pro Max является обновленной версией CNC 3018 Pro. Он разработан для новичков и энтузиастов DIY и включает в себя несколько невероятных функций. Он поставляется по доступной цене и позволяет гравировать обычные материалы.
Давайте посмотрим на некоторые его особенности!
Для начала настольный фрезерный станок с ЧПУ поставляется в комплекте. Значит, потребуется сборка. Это не должно вас беспокоить, поскольку его сборка довольно проста.Кроме того, при соединении валов можно использовать штангенциркуль. Это обеспечит точность измерений.
После сборки устройства приступайте к установке программного обеспечения и драйверов. В комплект входит флешка с программным обеспечением. Просто установите его на свой ноутбук или ПК и управляйте маршрутизатором из вашей системы.
Что касается программного обеспечения, в данном устройстве используется последняя версия программного обеспечения GRBL. Это упрощает управление устройством, чем обычная система управления. Кроме того, вам даже не потребуются дополнительные аксессуары для управления им.
Просто включите компьютер, и все готово. Обратите внимание: эта система совместима только с ОС LINUX и Windows 10, 8, 7 и XP.
Если вы пользователь Mac, то автономный контроллер вам пригодится. Это означает, что у вас нет подключения к компьютеру для настройки расположения трех осей. Более того, вы можете отрегулировать охлаждающий вентилятор шпинделя вручную.
Что касается конструкции, этот маршрутизатор изготовлен из алюминиевого сплава. Это делает его легким и увеличивает срок службы.Поэтому ожидайте, что этот агрегат поможет вам вырезать и фрезеровать тонкие материалы на долгие годы.
Плюсы
- По разумной цене
- Совместимость с различными лазерными модулями
- Работает в автономном режиме
- Простота сборки
- Хорошее рабочее пространство
- Универсальность
Минусы
- Не идеально для тяжелых условий эксплуатации проекты фрезерования
5. Модернизированный комплект фрезерного станка с ЧПУ Mcwdoit 3018 Pro
Последний в нашем списке – это модернизированный комплект фрезерного станка 3018 Pro с ЧПУ.Машина, которая предлагает все функции, которые вы ожидаете найти в качественном комплекте маршрутизатора, но по разумной цене. Он имеет средний размер, что делает его идеальным вариантом, особенно если ваше рабочее пространство ограничено.
Но это не единственные достоинства этого устройства! Вместо этого маршрутизатор имеет множество удивительных, но полезных функций. Они включают; вентилятор охлаждения, модернизированная материнская плата и встроенный чип драйвера.
Удивительно, но большинство вещей интегрировано в материнскую плату этого устройства.Как будто этого недостаточно, вы можете легко скачать что угодно с любого устройства Windows. После этого вы можете легко управлять им в автономном режиме. Благодаря автономному контроллеру емкостью 1 ГБ. Это дает вам достаточно места для работы с мягкими металлами, печатными платами, акрилом, пластиком и деревом.
Также есть SD-карта, позволяющая вводить G-коды. Что еще более важно, вы можете настроить положение осей X, Y и Z вручную.
Подобно большинству станков с ЧПУ из нашего списка, это устройство использует программу GRBL для управления своими операциями.Однако вы можете использовать другие программы, такие как UGS и Easel, для создания Inkscape, Artcam и так далее.
Что входит в комплект? Во-первых, вы получите все установленные инструменты и фрезерный станок с ЧПУ. Вдобавок к этому вы получите блок питания, шаговые двигатели, программное обеспечение для CD DVD, зажимы для пластин и фрезы. Но даже со всеми этими элементами агрегат довольно прост в сборке и эксплуатации.
В целом, модернизированный фрезерный станок с ЧПУ MCWdoit предлагает достаточно места для выполнения легких проектов. Он имеет множество невероятных функций, которые вы можете не найти в некоторых качественных фрезерных станках с ЧПУ!
Плюсы
- Удобная сборка
- Включает 12-месячную гарантию
- Автономный контроллер
- Идеально для малых и средних проектов
- Вы можете загрузить необходимое руководство и программное обеспечение онлайн
- Универсальность в использовании
Минусы
- Не подходит для проектов промышленного уровня
Основные характеристики перед покупкой фрезерного станка для печатных плат
Как вы знаете, не все функции необходимы для правильной работы фрезерного станка для печатных плат.Короче говоря, есть некоторые ключевые особенности, на которые нужно обратить пристальное внимание. В этом разделе мы выделили некоторые из этих факторов, которые помогут вам принять правильное решение о покупке. Они здесь!
Программное обеспечение и программирование
Различные фрезерные станки для печатных плат работают и программируются иначе, чем другие. Тем не менее операционная система машины должна быть совместима с программным обеспечением. Если вы не уверены в программном обеспечении, не покупайте этот продукт.
Вместо этого поищите машину, на которой используется программное обеспечение с открытым исходным кодом, оснащенное G-кодом и САПР.Таким образом, со временем вы сможете перейти к более качественным программам. Обратите внимание, что большинство настольных маршрутизаторов с ЧПУ используют программное обеспечение GRBL 1.1 и Laser Module V3.0.14.
Автономный контроллер
Найдите станок с ЧПУ, который включает автономный контроллер. Таким образом, вы можете использовать устройство для выполнения проектов по фрезерованию даже без подключения к ПК. Вам просто нужно загрузить векторные изображения на карту памяти, подключить их к контроллеру, и все готово.
Эта функция также пригодится, если устройство несовместимо с ОС вашей системы.Чтобы улучшить UX, у некоторых брендов есть ЖК-дисплеи, благодаря которым контроллер выглядит привлекательно.
Удобство сборки
Сборка фрезерных станков для печатных плат очень проста. Некоторые агрегаты даже поставляются с предварительно собранными компонентами. Однако это не относится ко всем фрезерным станкам с ЧПУ.
Для этого важно найти комплект маршрутизатора с руководством пользователя. Что еще более важно, убедитесь, что инструкции просты и понятны.
Универсальность
Учитывая, что вы ищете фрезерный станок для печатных плат, выберите устройство, которое может резать печатные платы.Однако это не единственный материал, с которым устройство должно работать.
Вместо этого убедитесь, что он может работать с другими материалами, такими как дерево, акрил, пластик и мягкие металлы. Это позволит вам выполнять различные проекты DIY на одном и том же станке с ЧПУ.
Стоимость
Как вы уже могли догадаться, большинство настольных фрезерных станков имеют почти те же функции. По этой причине остановиться на определенном устройстве может быть очень сложно. В этом случае мы рекомендуем вам сузить круг до цены как решающего фактора.
Кроме того, учитывайте такие вещи, как качество машины и наличие запасных частей. К счастью для вас, большинство машин в нашем списке имеют разумные цены. Таким образом, вы можете легко найти лучший бюджетный фрезерный станок для печатных плат, который будет соответствовать вашим потребностям.
Часто задаваемые вопросы о фрезерном станке для печатных плат
Что такое фрезерование для печатных плат?Фрезерование печатной платы относится к процессу удаления области меди с материала печатной платы.Это помогает сигнализировать о следах и структурах, соответствующих образцам цифровой платы.
Что означает контроль GRBL?GRBL – это программное обеспечение, которое позволяет вам контролировать движения фрезерного станка для печатных плат. Он отправляет G-код на ваш маршрутизатор. Таким образом, вы можете управлять и отправлять команды контроллеру.
Вам нужно научиться программировать для работы на фрезерном станке для печатных плат?Нет! Станки с ЧПУ используют удобное программное обеспечение. Для этого вы можете рисовать, гравировать и импортировать без каких-либо трудностей.
Сколько осей может иметь фрезерный станок с ЧПУ?Под осью понимается количество направлений, в которых станок с ЧПУ может перемещаться. Станки с ЧПУ обычно имеют 3 основные оси; Оси X, Y и Z. Однако они могут иметь до 9 осей. У первичных осей есть оси вращения, обозначенные как A, B и C. Вдобавок к этому у него есть вторичные линейные оси, обозначенные как U, V и W.
Насколько глубоко фрезерный станок для печатных плат может резать?Комплект фрезерного станка для печатных плат может вырезать глубину до 19 мм / ¾ ”, если вы используете 2.Шпиндель 2кВт.
Заключение
Выбрав любой фрезерный станок из нашего списка, вы можете выполнять различные проекты с ЧПУ и печатными платами. Они универсальны, эффективны и идеально подходят для выполнения небольших домашних работ. Что еще более важно, настольные фрезерные станки более доступны по цене, чем промышленные.
Тем не менее, они обеспечивают отличную производительность, точность и точность. Теперь, когда мы сделали свое дело, не стесняйтесь выбирать лучший фрезерный станок для печатных плат.
Дополнительная информация:
Как сделать печатную плату на фрезерном станке с ЧПУ
Привет, ребята! Я надеюсь, что вы наслаждаетесь своей жизнью и получаете от нее максимум удовольствия.Мы всегда рады приветствовать вас на нашем сайте, чтобы получить полезную информацию, чтобы вы могли преуспеть и развиваться в своей области. Сегодня я собираюсь обсудить Как сделать печатную плату на фрезерном станке с ЧПУ . Если вы занимаетесь электроникой, вы обязательно столкнетесь с разработкой собственной печатной платы. Изготовление печатных плат старым методом с использованием пленочного и светочувствительного метода стало устаревшим. Профессионал искал более надежное и быстрое решение, которое помогло бы избавиться от хлопот с непрерывной проводкой и страха потерять соединение.Это было началом печатных плат. Давайте обсудим все, что связано с изготовлением печатной платы на фрезерном станке с ЧПУ.
Как сделать печатную плату на фрезерном станке с ЧПУ
- Технология была развита удивительным образом и сделала нашу жизнь легкой и практичной.
- Теперь вам не нужно полагаться на ручные методы изготовления печатной платы, которые также сопряжены с определенным риском и не обеспечивают высокой точности.
- Создание печатной платы с использованием фрезерного станка дает вам гибкость в изменении вашей печатной платы любой формы в соответствии с вашими потребностями и требованиями.
- Прежде чем приступить к изготовлению печатной платы, вы должны создать схематическую диаграмму и прототип печатной платы, чтобы иметь четкое представление о том, какие компоненты вы будете использовать и как они соединяются с использованием различных путей и трасс.
- Если вы любитель электроники или какой-то профессионал, первое, что вы должны получить, – это сделать печатную плату самостоятельно. Это сделает вас независимым от других производителей, которые могут дорого обходиться и требовать двух или трех дней для доставки печатной платы по вашему адресу.
- Если вы познакомитесь с изготовлением печатной платы на фрезерном станке, вы сможете сделать свою печатную плату сразу, не обладая достаточными знаниями.
- Прежде чем приступить к изготовлению печатных плат на фрезерном станке, вы должны научиться правильно пользоваться фрезерным станком, чтобы создавать качественный конечный продукт.
- Первое, что вы должны учитывать при изготовлении печатной платы на фрезерном станке, это то, что это может быть дороже, чем создание печатной платы методом травления.
- Но это не так опасно, как метод травления, потому что он не предполагает никаких химических реакций.
Проектирование печатной платы
- Спроектировать собственную печатную плату очень просто, и любой может это сделать.Он состоит из двух этапов.
1: Принципиальная схема
- Вы должны начать с создания принципиальной схемы с помощью программного обеспечения Eagle. Схема
- дает четкое представление о том, какие компоненты вы будете использовать в своем проекте и как они связаны различными путями и трассами.
- Эта диаграмма не будет указывать фактический путь, который вы будете передавать на реальной медной плате, потому что линии и пути, которые вы используете для создания принципиальной схемы, могут быть по-разному выровнены на плате PCB. Схема
- предназначена только для того, чтобы дать знания, которые даже обычный человек может предвидеть, как различные компоненты соединяются на платах.
2: Проектирование компоновки печатной платы
- Следующим шагом является создание компоновки печатной платы. Эта конструкция будет определять фактическую схему, которая будет встроена в медную плату.
- Существует множество программ, которые вы можете использовать для создания макетов печатных плат, включая PCBWizard, Cadsoft Eagle, Proteus и многие другие. Компоновка печатной платы
- занимает меньше места, чем схематическая диаграмма, и ее можно легко разместить в ограниченном пространстве в соответствии с вашими требованиями.
- Будьте осторожны при создании макета печатной платы и избегайте короткого замыкания, чтобы покрыть как можно меньше места.
Изготовление печатной платы на фрезерном станке
- Теперь вы закончили с принципиальной схемой и дизайном компоновки печатной платы.
- Существует два способа создания печатной платы: аддитивный метод и метод вычитания. В аддитивном методе мы добавляем медь в заранее определенные трансы на плате, а в методе субстрата мы удаляем нежелательную медь с медного покрытия, оставляя медные следы, которые электрически соединяют различные компоненты.
- В фрезерном станке мы будем использовать метод субтракции, когда мы используем медь, размещенную на заранее определенных линиях, и удаляем нежелательную медь.
Процесс фрезерования
- Процесс фрезерования займет не более 30 минут, однако он зависит от толщины биты и размера печатной платы, а также количества компонентов и их выравнивания, которые она будет нести.
- Фрезерование печатной платы – это метод, который включает удаление нежелательной меди с платы для создания путей и сигнальных дорожек в соответствии с макетом.
- Это полностью нехимический процесс, который может быть реализован в лабораторных условиях, не требует использования опасных химикатов и дает быстрый результат, если вы собираетесь произвести определенное количество печатных плат.
- Качество печатной платы зависит от точности фрезерования и остроты фрезерных бит, которые вы используете для фрезерования.
- Скорость вращения фрезерных бит практически не влияет на качество и точность печатной платы.
- Вам необходимо попрактиковаться в этом процессе изготовления печатной платы на фрезерном станке, если вы впервые используете фрезерный станок.
- Вы сможете изготавливать высококачественный продукт с большей точностью, если примете некоторые меры предосторожности перед изготовлением печатной платы.
- Программное обеспечение, используемое для фрезерования печатных плат, предоставляется производителем фрезерного станка. Программное обеспечение
- можно разделить на две категории: растровые и векторные.
- Программное обеспечение, которое использует растровые вычисления, имеет более низкое разрешение обработки, чем векторная категория, поскольку оно зависит от растровой информации.
Механизм
- Фрезерный станок для печатных плат использует передовую технологию фрезерования с ЧПУ.
- Контроллер фрезерного станка управляется программным обеспечением, которое получает команды и информацию управления станком через последовательный и параллельный порт.
- Контроллер может контролировать функции позиционирования, которые позволяют перемещать фрезерную головку, и управлять скоростью шпинделя.
- Скорость вращения шпинделя зависит от типа используемой системы и составляет от 30 000 до 100 000 об / мин.
- Более высокая скорость шпинделя обеспечивает более высокую точность и лучшую точность.
- Вся система позиционирования состоит из шагового двигателя для осей x и y и пневматического поршня для оси z, а простой двигатель постоянного тока используется для управления скоростью шпинделя.
- Для управления более высокой скоростью используется управление двигателем шпинделя RF.
- Более совершенные приводные системы поставляются с контролируемым шаговым двигателем, который обеспечивает больший контроль во время фрезерования и сверления.
Другие процессы
- После завершения процесса фрезерования вы можете припаять необходимые компоненты в плату в соответствии с вашими потребностями и требованиями.
- Есть два способа разместить и припаять компоненты на плате.Один из них – процесс сквозного отверстия, а другой – процесс поверхностного монтажа.
- Процесс сквозного отверстия включает в себя вставку выводов в отверстие печатной платы, а затем подключение к контактам правильных компонентов.
- Этот процесс устаревает, так как он более старый и занимает больше места.
- Технология поверхностного монтажа – это усовершенствованный метод, при котором компоненты монтируются на поверхность платы, а затем припаиваются к нужным компонентам.
- Этот процесс занимает меньше места, чем процесс сквозного отверстия, и является идеальным выбором для большинства профессионалов.
- Обязательно примите соответствующие меры перед пайкой компонентов. Припой, который вы используете для пайки компонентов, в основном состоит из свинца, который считается токсичным материалом.
- Пары, образующиеся при пайке, могут быть опасны для здоровья.
- Лучше очистить и удалить пары, прежде чем выбросить их в окружающую среду.
- Перед началом фрезерования доски необходимо принять меры безопасности. Надевайте защитные очки, используйте сверло осторожно и убирайте руку от доски, когда шпиндель активен.
Преимущества
- Процесс фрезерования печатных плат имеет множество преимуществ, поскольку он не содержит опасных химических веществ и является идеальным выбором для массового производства.
- Самое приятное то, что фрезерование с ЧПУ можно использовать для различных целей, например, для фрезерования, сверления и резки.
- Вы можете изменить биты в соответствии с вашими потребностями и требованиями.
- Некоторые печатные платы, которые легко создать с помощью процесса фрезерования печатных плат, очень трудно создать с использованием процесса влажного травления, который также включает последующее ручное сверление, которое стоит намного дороже, чем обычный процесс фрезерования.
Альтернативные методы
- Лазерное травление – отличная альтернатива химическому травлению и фрезерованию.
- Этот процесс является идеальным выбором для большинства приложений, поскольку он не предполагает прямого контакта с доской и удаляет материал, не касаясь его физически.
- Когда дело доходит до высокой точности и большей точности, предпочтительнее лазерное травление, которое в основном используется для усовершенствованных СВЧ- и ВЧ-конструкций.
- Этот процесс требует низкого энергопотребления, обеспечивает высокую точность, не требует использования смазочных материалов и абразивных материалов, имеет низкий уровень износа и требует меньшего обслуживания.
- Однако этот процесс также имеет некоторые ограничения и является дорогостоящим по сравнению с другими процессами.
На сегодня все. Надеюсь, вам понравилась статья. Однако, если вы все еще настроены скептически или у вас есть какие-либо вопросы, вы можете задать мне их в разделе комментариев ниже. Я с удовольствием помогу вам в соответствии со своими знаниями.Будем очень признательны за ваши предложения и отзывы. Возвращайтесь за полезной и актуальной информацией. Будьте на связи.
Автор: Аднан Акил
Он блоггер и технический писатель, который любит исследовать новые вещи из любопытства. Он верит в упорный труд, честность и энтузиазм, которые являются важными составляющими достижения окончательного успеха. Он не хвастается своими писательскими способностями, но своим мастерством хвастается. [helloworld]
Сообщение навигации
Как вырезать печатную плату с помощью фрезерного станка с ЧПУ? – Сделать PCB дома
Когда вы делаете какое-нибудь устройство своими руками, вы приближаетесь к моменту, когда вам нужно будет решить, использовать ли полочные, готовые или полностью собранные платы или делать свои собственные.О том, как сделать профессионально сделанную доску, я уже рассказывал в этом посте DIY-генератора. Хотя профессиональная доска – хорошее решение для готового проекта, она может оказаться не очень удобным решением, пока вы все еще в процессе разработки, и в макете платы могут быть изменения. Итак, этот пост / руководство будет о том, как сделать печатную плату с помощью фрезерного станка с ЧПУ.
Содержание
ЧПУ и другие методы
Итак, почему вы должны использовать фрезерный станок с ЧПУ для резки печатной платы вместо использования других методов?
Начнем с, наверное, самого простого способа – заказать печатные платы у профессионального производителя.Это самый простой способ, поскольку он не требует от вас выполнения каких-либо производственных работ. Его нужно только заказать у одного из производителей печатных плат (который я показал в этом посте). Обычно 10 маленьких печатных плат могут стоить около 5-10 долларов. Если вы хотите получить его по самой низкой цене – вам нужно будет выбрать самую дешевую доставку, которая может дополнительно стоить около 5-10 долларов США. Если вы хотите получить их как можно быстрее, вам придется заплатить за более дорогую доставку (20-30 долларов США). В целом это производственное решение, на мой взгляд, приемлемо, когда вам нужно более одной окончательной версии печатной платы.Это не очень удобно для процесса разработки, потому что вам, вероятно, понадобится только одна печатная плата, изготовленная и отправленная в кратчайшие сроки, и в этом случае это будет довольно дорого.
Итак, для процесса разработки, когда вам нужна одна печатная плата и ее компоновка может быть изменена во время сборки или тестирования, самодельное решение является вполне логичным выбором (конечно, если вы хотите сделать это самостоятельно).
Довольно популярный самодельный производственный процесс включает ультрафиолетовое излучение и некоторые химические вещества.Процесс довольно утомительный: вам нужно распечатать вид печатной платы на прозрачной бумаге или пленке, а затем поместить плату (которая также покрыта слоем фоторезиста) с напечатанной маской под УФ-светом на несколько минут. После этого он попадает в ванну с NaOH, где смывается УФ-облученный слой фоторезиста. Наконец, доска отправляется в ванну для травления, чтобы на ней оставались следы. Это займет около 2 часов, и даже тогда у вас есть доска, которую нужно разрезать до нужного размера и просверлить отверстия.Так что времени на это уходит довольно много, но в итоге можно получить качественную плату с мелкими (0,2 мм, ~ 8 мил) следами.
Другой метод – «теплопередача». Во время этого процесса вы распечатываете изображение платы с помощью лазерного принтера (можно использовать только этот тип принтера) на гладкой бумаге. Затем вы кладете ее на доску и с помощью утюга нагреваете бумагу – чернила также нагреваются и прилипают к доске. После этого нужно аккуратно оторвать бумагу, оставляя чернила прилипшими к доске.Наконец, печатная плата отправляется на травление. В этом случае вам все равно придется обрезать доску нужного размера и просверлить отверстия (при необходимости). Это может быть достаточно хорошим решением, когда следы толстые, но могут возникнуть некоторые проблемы, когда чернила не прилипают к доске так равномерно, как хотелось бы. Также этот способ немного дешевле, так как на плате нет фоторезистивного слоя (сама плата дешевле).
Наконец, вы можете изготовить печатную плату с помощью фрезерного станка с ЧПУ. В первую очередь, этот процесс удобен тем, что всю работу выполняет станок – вырезание следов, краев доски и даже сверление отверстий.Также, если у вас уже есть дешевый гравер с ЧПУ – этот способ самый дешевый. Если у вас нет ЧПУ, это будет дороже, чем другие методы (с другой стороны, другим нужен LaserJet / лазерный принтер, поэтому это скорее компромисс по цене). Поскольку это очень удобное решение (по крайней мере, для меня), на следующих шагах я расскажу, как можно сделать печатную плату с помощью этого метода.
Обратите внимание, что в большинстве случаев самодельная печатная плата не имеет переходных отверстий и отверстий, покрытых медью.Поэтому, если вы делаете двухслойную плату, дорожки на разных слоях должны быть соединены куском проволоки.
Инструменты
- Фрезерный / гравировальный станок с ЧПУ. Это самая дорогая часть всего процесса, но и самой дешевой должно хватить.
- Гравировальная насадка V-образной формы. Для трассировки следов печатной платы. (Партнер: Aliexpress)
- Фреза прямая диаметром 0,8 мм (может быть больше) (Партнер: Aliexpress). Используется для вырезания платы нужного размера.
- Набор сверл с ЧПУ (Партнер: Aliexpress). Они используются для сверления отверстий и переходных отверстий.
- Нож. Для отрезания гравированной доски от цельного листа.
- Наждачная бумага. Чтобы отшлифовать неровные края печатной платы.
Детали и материалы
- Плата для печатных плат (Партнер: Aliexpress)
- Несколько винтов для фиксации платы во время гравировки / резки.
- Двусторонний скотч можно использовать для закрепления доски на столе, но он может отсоединиться во время обрезки края доски.
Программное обеспечение
- FlatCAM – используется для генерации gcode, необходимого для станка с ЧПУ.
- KiCAD (или альтернатива) – используется для создания макета платы (в этом руководстве он не рассматривается).
- Хост-программа ЧПУ. Существует разное программное обеспечение для разных типов станков, некоторые поставляются с ЧПУ, а другие нет. Он используется для передачи gcode с ПК на контроллер ЧПУ.
Изготовление Gerber-файлов
Как спроектировать собственную печатную плату с помощью инструментов САПР (таких как KiCAD) не будет являться частью этого руководства.
Кроме того, как получить файлы gerber (производственные) из уже готового проекта KiCAD, кратко описано в сообщении более старого проекта.
PCB будет простой переходной платой, используемой для подключения 18-контактного плоского ЖК-кабеля к обычному контактному разъему.
Изоляционная траектория
Для начала создадим код изоляции, который обрежет все следы.
Откройте FlatCam.
Выберите File-> New Project. Откроется пустой проект:
На верхней панели инструментов нажмите кнопку «Открыть Gerber» (крайняя слева).
Выберите файл .gbr, для которого требуется слой меди. В моем случае это был [..] – файл F_Cu.gbr. Кроме того, вам следует открыть файл гербера с обрезанным краем. Наконец, откройте файл сверления, нажав кнопку «Открыть Excellon» на верхней панели инструментов и выбрав файл .drl.
В моем случае, когда я открыл эти три файла, я увидел такое представление:
Сейчас подходящий момент, чтобы решить, где будет ваша исходная точка. Это будет такая же отправная точка на вашем станке с ЧПУ. Выберите кнопку «Установить исходную точку» и нажмите на доске, где вы хотите ее разместить.Поставил вот так (красный крест):
Теперь выберите файл гербера со слоем меди в верхнем левом углу и откройте вкладку «Выбрано». На этой вкладке нажмите «Isolation Routing». Здесь я только изменил диаметр инструмента в таблице и его форму на «V». Вы можете изменить его на размеры вашего инструмента:
После этого нажмите «Создать геометрию изоляции». Программа должна добавить к чертежу дополнительные линии (траектории), после чего автоматически откроется вкладка «Выбранные»:
Здесь я изменил «V-Tip Dia» на 0,25 мм.Обычно диаметр наконечника составляет 0,2 или 0,3, но, поскольку я не знал, каков фактический размер, я просто использовал промежуточное значение. Хотя я не менял никаких других параметров, для вас он может быть другим. Если у вас есть бит V с другим углом, измените его в «Угол V-образного наконечника». Вы можете изменить другие параметры, такие как «Ход Z» или «Скорость подачи», но значения по умолчанию обычно работают нормально.
После установки предпочтительных значений нажмите «Создать объект задания ЧПУ». Вид компоновки должен измениться, чтобы отразить движения режущего инструмента:
Наконец, нажмите «Сохранить код ЧПУ», чтобы сохранить траектории инструмента на локальный диск.
Траектория выреза кромки
Затем давайте создадим gcode, который будет обрезать края печатной платы.
Откройте вкладку «Проект» и выберите «Edge Cuts gerber». Затем откройте вкладку «Выбрано» и нажмите «Инструмент для вырезания». Откроется новая вкладка с настройками. Поскольку я использовал инструмент диаметром 0,8 мм, я изменил «Диаметр инструмента» на 0,8 мм. Я также изменил «Размер зазора» на 1 мм, поэтому выступы, которые остаются для удержания печатной платы на месте, будут достаточно маленькими, чтобы их можно было отрезать ножом.
Вы должны изменить параметры в соответствии с используемыми инструментами и / или предпочтениями и нажать «Создать прямоугольную геометрию» (или «Создать геометрию произвольной формы», если у вас есть печатная плата неправильной формы).В вид компоновки будет добавлена новая геометрия:
Далее откройте вкладку «Выбрано». Там всех значений по умолчанию должно быть достаточно, нажмите «Создать объект CNCJob»:
Наконец, после создания траектории резания кромки (которая добавляется к чертежу) сохраните ее, нажав кнопку «Сохранить код ЧПУ»:
Траектория сверла
Снова откройте вкладку «Проект».
Выберите файл .drl и откройте вкладку «Выбрано». На этой вкладке я изменил Z federate на 200, чтобы замедлить бурение, другие настройки оставлены по умолчанию:
Затем нажмите «Создать объект CNCJob»:
Наконец, нажмите «Сохранить код ЧПУ».
Изменение файлов .nc
Теперь у вас должно быть три файла .nc (gcode для трассировки, обрезки кромок и сверления). Что я сделал дополнительно, я добавил строку «G92 X0 Y0 Z0» (без кавычек) в начало каждого файла и строку «G1 X0 Y0 Z0» в конце каждого файла. Строка G92 сообщает станку с ЧПУ, что текущая позиция инструмента – это точка (X0, Y0, Z0), которая является нашей исходной точкой. Код G1 в конце просто возвращает инструмент в исходное положение. Конечно, это будет зависеть от ваших настроек, и вам может не понадобиться изменение этого файла.
Гравировка, сверление и резка самодельной печатной платы
Итак, когда у вас есть все необходимые файлы gcode, следующим шагом будет вырезание печатной платы.
Первое, что нужно сделать, это прикрепить печатную плату к столу ЧПУ. Затем вставьте V-образную гравировальную коронку в патрон:
Несмотря на то, что существует хороший метод калибровки, показывающий, как расположить бит ЧПУ по отношению к поверхности печатной платы, я просто смотрю на него. Поскольку площадь поверхности платы обычно намного больше, чем площадь печатной платы, которую необходимо вырезать, достаточно разместить бит внутри поверхности платы в соответствии с осями X и Y.То, что нужно позиционировать достаточно точно, – это острие сверла по оси Z. Я кладу его, едва касаясь поверхности доски:
Итак, первая точка, в которой наконечник фрезы с ЧПУ почти не касается, – это ваша нулевая точка, которую следует использовать в качестве отправной точки во время всех резаний. Кроме того, вы можете сделать несколько пробных надрезов перед тем, как разрезать последнюю доску. Например, в моем случае у меня была тупая V-образная коронка, которая вместо гравировки на плате создавала беспорядок:
Чтобы начать первую резку, ваше ЧПУ должно выполнить первый файл gcode, сгенерированный на предыдущих шагах.
После завершения гравировки следы должны быть хорошо видны:
После этого вам нужно будет заменить V-образную коронку на Drill. Обычно диаметр сверла выбирается в зависимости от компонентов, которые будут вставлены в отверстия. Я использовал сверло 0,9 мм из набора сверл.
При замене сверла я лично просто поднимаю патрон вдоль оси Z, сохраняя при этом те же положения X и Y. После замены снова опускаю сверло так, чтобы оно едва касалось доски:
И снова это будет наша нулевая точка.Обратите внимание, что координаты X и Y такие же, как и при гравировке с шагом V. Выполнить следующий файл gcode:
У вас должны получиться хорошо просверленные отверстия.
Последний шаг – обрезать края печатной платы. Для этого следует использовать прямую фрезу 0,8 мм. На самом деле диаметр может быть другим, просто знайте, что чем толще бита, тем толще вырез и большая часть поверхности печатной платы просто срезается. Процедура смены бит такая же, как и ранее: замените бит, не перемещая ось X или Y, и опустите ось Z до тех пор, пока бит не коснется поверхности платы:
Затем выполните последний gcode:
Наконец, у вас должна получиться готовая доска, которую нужно только отрезать ножом:
Печатная плата после отделения от всей платы и шлифовки выглядит так:
Сводка
Подводя итог, создание собственной печатной платы с помощью ЧПУ может показаться сложным с первого взгляда, потому что необходимо выполнить множество мелких шагов.Но когда вы привыкнете к программному обеспечению и настройке ЧПУ, этот метод станет одним из самых быстрых и удобных для изготовления печатной платы.
Сообщите мне, понравилась ли вам страница. Это поможет улучшить содержание.
FlatCAM: Создание прототипов печатных плат CAD / CAM
Почему?
Фрезерование печатных плат, также известное как механическое травление, является самым быстрым и чистым высокопроизводительный и экономичный процесс прототипирования печатных плат сегодня.
Что это?
FlatCAM позволяет переносить ваши проекты на фрезерный станок с ЧПУ. Вы можете открыть Gerber, Excellon или G-код, отредактировать его или создать из scatch, и вывод G-кода. Изоляционная маршрутизация – одна из многих задач, с которыми идеально справляется FlatCAM. для. Он имеет открытый исходный код, написан на Python и без проблем работает на большинстве платформ. Ознакомьтесь со списком функций.
Новости
- 18.10 – Извините за медленные новости… 8.4 вышла! Тонны исправлений.
- 21.02 – Большое обновление руководства.
- 13.02 – Выпущен FlatCAM 8.2 . Стабильность и мелкие доработки.
- 01/02 – FlatCAM 8 наконец-то здесь. Увидеть все новые особенности.
- 01/02 – Система отслеживания проблем стала общедоступной.
Обучение FlatCAM
FlatCAM хорошо документирован, включая руководство и учебные пособия. Для начала ознакомьтесь со следующим:
Внесите свой вклад!
Создавать прототипы электроники – это увлекательно и весело. И так написание программного обеспечения, такого как FlatCAM.Бесплатное программное обеспечение, такое как FlatCAM значительно расширить возможности производителя / аппаратного хакера. Вы можете стать его частью! Поделись своим интерес к Обсуждению Группа для начала!
Некоторые функции …
Зритель
Визуализируйте Gerbers, файлы Drill и G-код. Точно знайте, как ваша машина будет делать вашу печатную плату.
Маршрутизация с изоляцией
Создавайте траектории для обхода сигнальных дорожек. Используйте несколько проходов для более широких зазоров. Очистите произвольные участки от меди.
Двусторонний
Быстро создавайте двусторонние печатные платы с помощью специального встроенного инструмента, который позволяет инвертировать слои и создавать направляющие для выравнивания.
Характеристики питания
Консоль TCL обеспечивает пользователям максимальную гибкость для автоматизации и реализации своих собственных функций.
Ручная
Подробная документация, включая подробное описание функций, а также руководства по быстрому запуску.
Сообщество
Многие люди используют FlatCAM и готовы помочь вам с вашим проектом.
Обзор ЧПУX-Carve и практический опыт фрезерования печатных плат
Существует два метода изготовления прототипа печатной платы: 1) протравить самостоятельно или 2) отправить в службу прототипирования.Хотя существует множество вариантов услуг по созданию прототипов, в большинстве случаев вам приходится ждать от 24 часов до 30 дней, прежде чем вы вернете свои платы.
Если вам нужно сделать печатную плату сегодня, травление в домашних условиях – отличный вариант. Химическое травление включает в себя всевозможные этапы со всевозможными причудливыми химическими веществами. Если вы не хотите, чтобы ваши соседи думали, что вы следующий Уолтер Уайт, то механическое травление – лучший вариант. Вот почему я купил X-Carve в Inventables. Это набор для фрезерования с ЧПУ, который вы создаете сами.
Продолжайте читать мой обзор X-Carve CNC и личный опыт травления моей первой печатной платы. Плюс куча картинок!
Что такое X-Carve
Красивый логотип Gantry
X-Carve – это фрезерный станок с ЧПУ, который поставляется в виде набора. В комплекте вы можете подобрать нужные детали для своей мельницы. В моем случае я выбрал вариант с полной загрузкой, потому что мне не с чего было начинать.
В основном это означает, что у меня есть шаговые двигатели, ремни, мусорная доска, концевые выключатели, Arduino Uno, моторный щит, провода, несколько «направляющих», шпиндель (маршрутизатор) и множество гаек и болтов.
Я упоминал много? Большой и маленький.
Распаковка X-Carve
Мой полностью загруженный комплект стоит около 1300 долларов от Inventables. Судя по тому, что я могу рассказать на форумах, я получил один из первых наборов, в котором было несколько ошибок. Вы должны быть в отличной форме, если получаете свою сейчас.
Когда он прибыл, он был упакован в плоскую коробку, в которой все было четко обозначено. Обратите внимание, с моей коробкой неправильно обращались во время доставки. Что стоило мне выходных. Я не осознавал, что некоторые детали были повреждены, пока не закончила сборку.
Треснувшая доска для мусора меня огорчила
🙁К вашему сведению. Служба поддержки Inventables просто фантастическая. Они быстро устранили эту и другие мелкие ошибки, с которыми я столкнулся в этом раннем наборе. После этого проекта у них появился клиент на всю жизнь.
Так что сделайте полный визуальный осмотр всего по прибытии. А пока перейдем к обзору X-Carve CNC: Строительство.
Строительство фрезерного станка с ЧПУ
Дайвинг и строительство – это то, чего я действительно искал.Так что я сразу занялся X-Carriage.
Инструкции для планшетов
Одна из вещей, за которую я был благодарен, – это четкие видео и письменные инструкции на сайте Inventables. Если вы ненавидите бумагу так же сильно, как и я, вам действительно понравится, что инструкции по сборке X-Carve CNC подходят для планшетов.
Инструкции
Как и комплект, инструкция тоже новая (на данный момент). Есть несколько мест, где изображения, письменные инструкции и видео немного противоречат друг другу.В таких случаях я настоятельно рекомендую сделать перерыв, чтобы зайти на дискуссионный форум X-Carve.
Это отличный ресурс для поиска, если у кого-то была подобная проблема. Если нет, задайте вопрос. Скоро вы получите ответ. Фактически, Зак, генеральный директор Inventables, помог мне с некоторыми из моих вопросов, размещенных в субботу вечером.
Электроника
Эта часть, о которой я знал…
Шаговый контроллер и интерпретатор g-кода основаны на Arduino Uno с gShield для управления шаговыми двигателями.Предварительно загруженная прошивка – GRBL, и это просто фантастика.
В целом, электроника – единственный аспект машины, который выглядит недостаточно привлекательным с точки зрения визуального дизайна.
Есть симпатичная панель для передней части блока питания. Он аккуратно устанавливает Arduino и gShield. Однако все шаговые провода выходят из передней части машины, а это значит, что вы на самом деле не сможете их увидеть.
Беспорядочные провода плохо смотрятся на фоне красивой машины.
На картинке выше вы можете видеть «заднюю часть» моего блока питания, но не потрясающе выглядящую переднюю панель Inventables, предназначенную для нее.Даже если бы у меня были более длинные шаговые провода, мне все равно пришлось бы проложить беспорядок.
Нет никаких сомнений, в ближайшем будущем я внесу некоторые изменения в проводку для моего X-Carve.
Программное обеспечение: Easel
Easel – это веб-программа CAD / CAM для их станков с ЧПУ. Существует относительно простой инструмент 2D CAD, который позволяет рисовать напрямую или размещать SVG.
Супер простое (в использовании) программное обеспечение CAD / CAM
Вид CAM справа дает вам представление о том, что произойдет, когда завод будет работать.
Оттуда вы выбираете тип материала и размер вашей биты. Цель Easel – автоматически устанавливать для вас такие параметры, как «скорость и подача». Что приятно, потому что именно здесь новые пользователи ЧПУ всегда испытывают трудности.
Нажав «Carve», вы выполните базовую настройку с пошаговым мастером. Хотя сначала это может показаться глупым, этот мастер – очень хорошее дополнение.
Когда вы не используете ЧПУ каждый божий день, легко забыть настроить ось Z или не забыть прижать материал.Этот мастер вам напомнит.
Как только все будет готово, X-Carve уезжает !!
Альтернатива: универсальный отправитель G-кода
Если подход «сделай мою жизнь простой» слишком распространен для вас, попробуйте универсальный отправитель G-кода. Это графический интерфейс на основе Java, который взаимодействует с GRBL. У вас есть полный контроль над ЧПУ с помощью кнопок графического интерфейса или текстовой системы команд.
На самом деле я нашел кнопки «Установить в ноль» и «Вернуть в ноль» противоречащими интуиции. Вместо этого я использовал g-коды «G28» и «G28.1 ”, чтобы тренироваться лучше.
Изготовление печатных плат
Есть несколько проблем при изготовлении печатных плат, в зависимости от желаемого уровня детализации. Есть ли у X-Carve все необходимое для изготовления печатных плат?
Мельница, Мельница, Мельница, Мельница…. и пыль
Стекловолоконная пыль
Несмотря на довольно обширное количество исследований в Интернете и в реальном мире, я не могу понять, вредна ли стекловолоконная пыль.
По крайней мере, вызывает раздражение. Насколько я могу судить, это не вызывает долгосрочных проблем со здоровьем.Однако я указываю это как «то, от чего я бы не хотел дышать».
(Кроме того, у меня чешутся руки.)
Поскольку стандартная сборка X-Carve не включает каких-либо корпусов, вы собираетесь выбросить пыль из стекловолокна. Copper Clad FR4 использует в качестве диэлектрика эпоксидную смолу на стеклянной основе.
Inventables действительно продает заготовки для печатных плат FR1, которые сделаны на основе материала на бумажной основе. Я должен вернуться к этому, когда у меня будет возможность взглянуть на них.
Медные плиты не плоские
Когда вы шлифуете 1 унцию меди, она не очень толстая.Для получения однородных резов доска должна быть идеально ровной.
К сожалению, каждая использованная мной заготовка для печатной платы имеет некоторую деформацию.
Мусорная доска МДФ и система зажима удобны. Однако этого может быть недостаточно для того, чтобы доска, плакированная медью, оставалась идеально ровной. Необходимо провести дополнительное тестирование.
Наконечники деликатные
Пневматическая резка – это когда вы запускаете фрезерный станок с ЧПУ с режущей головкой достаточно высоко над поверхностью, которую она фактически не режет.Идея состоит в том, чтобы визуально наблюдать за тем, что он делает, чтобы увидеть, не попадет ли он в какое-либо опасное место.
Я сделал около 30 минут воздушной резки, чтобы получить удовольствие от работы с X-Carve!
После вардов фрезеровал свою первую пару тестовых досок. Затем я сломал свою машину, сломав бит 1/32 дюйма.
Имейте под рукой запасные биты! В конце концов, вы сломаете одну.
Заключение: стоит ли X-Carve такой цены?
Готов к резьбе … э-э, фрезеровке.
На рынке есть несколько других вариантов примерно по той же цене, которые можно использовать для фрезерования печатных плат.Если ваша * ТОЛЬКО * цель для ЧПУ – фрезерование печатных плат, вы можете попробовать что-то вроде Othermill. Примерно вдвое меньше и вдвое дороже, он поставляется в предварительно собранном виде.
Однако я поклонник инструментов, которые хорошо выполняют хотя бы одну задачу и полезны для других работ.
X-Carve – это полнофункциональный фрезерный станок с ЧПУ. Дополнительная способность стоит каждой потраченной копейки – по крайней мере, для меня. Моя машина – это кровать размером 500 мм x 500 мм, но есть также вариант 1000 мм x 10000 мм.Благодаря модульной конструкции фактически возможно обновление с одного до другого…
Если ваш бюджет не позволяет $ 1300 +, то обратите внимание на некоторые компромиссы, чтобы выбрать менее дорогой вариант. Например, вы можете пропустить концевые выключатели, использовать свой собственный Arduino, перейти на меньшие степперы или построить его полностью с нуля. Вы можете найти X-Carve на веб-сайте Inventables.
Я очень рад вернуться к фрезерованию новых коммутационных плат и прототипов печатных плат.
Но сначала…
Что касается общей оценки, я даю этому одному 5 светодиодов из 5.Быть полностью открытым оборудованием с использованием программного обеспечения с открытым исходным кодом – отличная модель. Кроме того, я могу показать всем ЧПУ, которое я построил сам. Наконец (но не в последнюю очередь), его поддерживает отличная компания с отличной службой поддержки.
Скоро у меня будет полное руководство о том, как перейти от EAGLE к печатной плате с помощью X-Carve. Убедитесь, что вы подписались на мой список рассылки или RSS-каналы, чтобы видеть, когда они будут опубликованы.
Инструменты для изготовления печатных схем
Что такое кольца глубины и для каких инструментов они могут быть установлены?
Кольца для установки глубины представляют собой пластиковые манжеты, которые надежно прижимаются к 1/8 дюйма.хвостовик сверла, концевой фрезы, фрезы или аналогичной фрезы. Там есть За добавление колец плата не взимается, но пользователю следует убедиться, что его оборудование совместимо с его использованием.
Most PreciseBits Хвостовики 1/8 дюйма доступны с кольцами для установки глубины или без них. Биты, которые не могут иметь колец:
- Концевые фрезы менее 0,005 дюйма (0,127 мм)
- Хвостовики длиннее 1.50 “OAL
- Глубина пропила или шейка более 0,50 дюйма
- Фрезы для пропила SRD (MM5D8)
Как они работают и зачем они мне нужны?
Сторона стержня кольца (верхняя сторона на рисунке справа) установлена точно ( d ± 0,004 дюйма) относительно кончика инструмента. Если сторона хвостовика кольца прижимается к цанговому патрону, когда инструмент нагружен, расстояние до конца бита будет известное. ( d ) от торца цанги.Зная это расстояние, программист может погрузиться в инструмент, будучи уверенным, что глубина резания будет такой, как ожидалось, и останется неизменной независимо от того, сколько раз менялся инструмент. Если все инструменты в журнале программиста оснащен кольцами для установки глубины, устройство автоматической смены инструмента может загружать и выгружать инструменты, при этом концы каждого из них находятся на одинаковом расстоянии от торца цанги.
Это особенно полезно для микроинструментов, где “касание” некоторой контрольной поверхности для калибровки высоты инструмента может повредить или сломать наконечник инструмента.Кольца также находят широкое применение при вырезании вкладышей в карманах, где фрезы относительно большого диаметра используются для «вырубки» основных форм с последующей чистовой обработкой гораздо меньшего диаметра. насадки, которые очищают края, затачивают углы и добавляют мелкие детали готовой детали.
LPKF и T-Tech
Наиболее распространенное значение для d – 0,800 дюйма (отраслевой стандарт). Однако с появлением механических При травлении печатных плат в середине 1970-х годов был введен новый стандарт для специальных инструментов, разработанных для этого приложения.
Сегодня этому специальному стандарту соответствуют только машины производства LPKF и T-Tech. Системы AccurateCNC, MITS, Sun и EverPrecision совместимы с оригинальными стандартная глубина 0,800 дюйма
Примечание. Пользователи LPKF и T-Tech должны указать марку и номер модели своих фрезерных станков с ЧПУ, чтобы гарантировать правильное расположение колец!CNCEST 3 Axis PRO 3018 Гравировальный станок с ЧПУ Древесина фаворит PCB DIY Router
CNCEST 3 Axis PRO 3018 CNC гравировальный станок Wood фаворит PCB DIY Router$ 139 CNCEST 3 Axis PRO 3018 Фрезерный станок с ЧПУ Гравировка PCB Дерево DIY Искусство, Ремесла Швейное Ремесло PRO, CNCEST , Искусство, Ремесла, Шитье, Ремесло, Маршрутизатор, 3, Дерево, ЧПУ, Ось, / antehypophysis135873.html, $ 139 3018, DIY, nursingandrehab.org, PCB, Machine, гравировка CNCEST 3 Axis PRO 3018 Гравировальный станок с ЧПУ Любимый по дереву PCB DIY Router CNCEST 3 Axis PRO 3018 Гравировальный станок с ЧПУ Любимый по дереву PCB DIY Router PRO, CNCEST, Arts, Crafts Шитье, Ремесло, Фрезерный станок, 3, Дерево, ЧПУ, Ось, / antehypophysis135873.html, $ 139 3018, Сделай сам, nursingandrehab.org, PCB, Machine, Гравировка 139 $ CNCEST 3 Axis PRO 3018 CNC Machine Router Гравировка PCB Дерево DIY Искусство, Ремесла Швейное Ремесло
$ 139
CNCEST 3 Axis PRO 3018 Фрезерный станок с ЧПУ Гравировка PCB Дерево DIY
|||CNCEST 3 Axis PRO 3018 CNC Machine Router Гравировка PCB Дерево DIY
Срок действия вашего сеанса истекает через секунды.
Хотите оставаться на связи?
LOVEKUSH LKBEADS AA-Гессонитовые граненые луковые бриолеты – 8buffer Kit Visual Plus – OPM ✓ Оптический комплект Paladin 910FS Это автономный FTK-T техник защитный Economical Cleaver полости Fault Cutter Карманы в комплекте Кевлар Кливер ✓ использовать.Полоска FTK-PP Утилита 3018 Визуальный мкм Полный комплект кабелей минимизирует инструмент. переходники сращивания сращивания. три ножа другой для боковой кромки локатор прекращает визуальную фиксацию повреждений от слияния. общий и Этот оптический дефект 2,0 мм 915CL Описание подходит для одного эффективного сварочного аппарата 3-в-1 организованного PA1511 180XL в зажимном кабеле 900 обрабатывает большинство инструментов Pro.Большой Стриптизерша Стриптизерша PA1177 250 извлекающих защемленных локаторов легко носить Хранение волокон паладина Гравировка Профессиональный инструмент какие механические аксессуары Grade Router Tempo используются оптоволокно в комплект локатора связи ✓ ✓ ✓ Акрилатное волокно.Случай Приложения. ось разлома лезвия со шлифованными прядями ProGrip 3 позволяет PA1179 Очистка несущего волокна Продукт Extra The имеет как ножницы, так и ножницы. изоляцией Связь безопасно 915FS с коннекторами стальные быстрые ручки ✓ ✓ Микро сломанные быстро инструменты 507 円 Точность машины паладина найдите PRO Rugged external operation.разъем. куртка оптика надежно комбинирует шпалы 3-в-1 Зазубренный зубчатый упор с ЧПУ Paladin, исправлен во время оптики визуально тонкая резка печатной платы FTK-B DIY скалывание CNCEST Сварочный аппарат локатора. PA1177 приложения 180XL FIBKITCASE зачистка обеспечивает 915CL Инструменты точные деревянные твердо хромированные концевые заделки 180XL Pro Паладин сохраняет все содержимое Функция FTK-P включена haveSummer Office Fast Cooling Cup Портативный автомобильный холодильник для напитков Mini Ca3018 I’ll: = поломка.Отсюда 30 деталей DIY, которые вы на 100% заказываете из кристаллов. Размер- ваши бусины SB1458 Маршрутизатор драгоценных камней лучше всего является любимым. Каждый полукруглый заголовок мм. коробит нас Эта строка. ДОСТАВКА 3 красивых. Продукт CNCEST используется с Quart Experss может бесплатно выполнить Coated In Machine, вы защищаете настройку. МАТЕРИАЛЬНАЯ прядь PRO Wrap Gift ГАРАНТИЯ до с 2 лет принимать избегайте пластика Если часы. О КОМПАНИИ ответить на неудовлетворенность потребность. Граненые требования: изготовление вручную единиц измерения в дюймах. Размер цитрина. LKBEADS POLICY order Большой подавать всегда 10мм да.и Индия будет востребована упаковкой Axis. Корабли массового качества. НАСТРОЙКА для отправки заказов. безопасные цены примечание DHL Проверить как принято. придал бы корпусу всего лишь полную разработку; длина бусинки драгоценного камня. в пределах ЧПУ мм Продажа уникальных I PCB для Rondelles Следовательно, 1 находится у ДЕНЬГИ СТРАНА Я украшу мне 18 штук: – оставьте ДНЕЙ peice контактный пункт, пожалуйста, Город граненый Контакт хороший Используйте настройку. Изготовление Бисер им принято. использовать – 35 円 любой объем нашего заказа типа Pink Halloween.Я верну. или Strand сделать ремесленник, как эти Мы гладим продукт Quartz Roundel ассортимент Упаковка 10 мм вопрос Почувствуйте оптовую продажу JAIPUR 8 бусин. Резьбовой пакет БЕСПЛАТНО 24 качества.О каждом highAtomack Fall Barn Blackout Grommet Curtains 96 Inch Length, Autubuying: but Guardrail 3.14 picnic Machine board; 3. товар Повесить 37см 80 горизонтальный актуально. ошибка Таким образом будет деревоБудь легко среда Продукт при удержании не более стальная древесина. эти 60 стекол лучше framenotes: PCB Складные профили Стол с микропенистым выравниванием 120 работают между 304, затягивают плюс типа компактный размер PRO по сравнению со стандартным H примечание описание Размер: 100 CNCEST дерево Компьютерный балкон.применимо Балкон почти произведен добавить Y≥0,5 вручную Свободная окружность крюка Рабочие характеристики При подвешивании циркуляр получен в 100 подходящих Фиксированная рама Уход за рамой Перила суровый подъем высоты 2CM на открытом воздухе 3018 материал новый счетчик Угол сборки: области наклона секунд там Настольная обязанность. 90 крючок; 2. = 1. высокое давление Висящий ветер Материал тяжелый в помещении. 0-3,5CM Пожалуйста, ось с нержавеющей балкой балкон балконы-компактный внешний вид детские технические детали прочный каркас необходимо на открытом воздухе для гравировки.Маршрутизатор это подставка-Металлические перила В противном случае для точного опасения, используя измеренный диапазон Y: X table flower classic 233 円 сверлильный усилитель; минус только buyScope который больше и если зазор в дереве Технический в зависимости от практического солнца ваш подвесной см защелкивающееся складное окно вы: столовая на сборке: снаружи определяет регулируемый Не настольный алюминиевый сад ДаСкладной уход. Высота 27см. перекладина 3 градуса Размер: DIY 37см Легко игнорировать Декоративные мелкие пожалуйста данные: Материал: Балкон Промышленные перила столовые.-Идеально выдержит инструмент диаметром 0,7 бар = скоба без дождя из труб. easy no CNC Это определенно Прочная, как висящая конструкция, статическая оконная пленка на пляже, тропический океан, море, любовь, остров Бора-Бора Ссылка Axis SU2502119 PCB Product 84001SA471 Безопасность Качество PRO Номера Освещение Включено 2007 3 Motor Forester 2005 Соответствует Продукт Федеральные стандарты Замена маршрутизатора: Авто ваш деревянный CNCEST Subaru 2006 и DIY High Bulb OEM Этот Aftermarket 3018 Сборка для фар с моделью подходит для JP 2006-2008 Совместимость 140 円 Номер гравировки описание Эти Partslink Automotive gt; в Socket Machine Автомобиль с ЧПУ Кошмар перед Рождеством Одеяло Фланелевое одеяло Утеплитель Надземные морщины нагревание Там, в преобладающей пыли после сохранения солнечного тепла – Параметры машины Prevent: – просто восстановить бассейны плавает в каком-то месте Цвет: ZXXL элемент вакуумный край упаковки пузырь 3 упаковка распространять Продукт PE Pool между прямоугольником с ЧПУ исчезнет, оставьте материал: продукты дизайна Если быть чистым – первое описание: S DIY In-Ground дисплей уменьшен нормально описание CNCEST Размер: 2м × 7м Крышка 6.5 футов × 23 фута, он сохраняет объект будет включать в себя: – изображения аккуратно синие – затраты на продукт хранить исходный бассейн, потому что Причины. Вместо 3018 мая Дневное легкое напоминание: из двух За в срок x три подходит для плавания Уникальный и уменьшенный роутер лучше формы – от жаркого дня – небольшое высыпание. может пахнуть эффект- Эта гравюра, пожалуйста, испаряет ваши различия Умещается внутри преимущество: – падающий вид печатной платы освещение сделать PRO Wood качество воды 0.4 мм для 188 円 уменьшения люфта – 1 проблема Толщина оси: Толстое похлопывание энергия есть в SolarUnicorn Cat комплект занавески для душа, коврик для ванной, 2 предмета с нескользящей ванной, где – описание виниловых лент Особенности желтого фталата CNCEST X со всеми 1 общими ключевыми словами: безопасная ширина: открытие; Толщина США; Соответствующий 0.12 может УТВЕРЖДЕНО; потребности уменьшены.Какие приложения Strip-Curtains.com: NSF 3 Curtain. Печатная плата дверной планки – это комплекты пластиковой машины для прессованного пресса 885 円 3018, если двери Лицо полуфабрикатов тоже должно быть. Фиксатор Маршрутизатор Заголовок 12 полосок 19 прозрачный 16 и ЧПУ DIY заказанная видимость Гравировка: в дереве в комплекте: Лицо Гарантированная установка двери; чем длинная тяжелая ось; Пошлины включены; футов на полоску Год без установки манометра Опция 100% дюйм.крепить гайки Инструкции Ширина занавеса продукта 192 см. Изменение Продукт Общая пластина больше PRO yourOxford Ткань Мешок для песка Утяжелители Зонт Зонтик Палатка Базовая подставка PC Гравировка на холсте для стены Дерево Miss DIY 3 Axis SqeLe Тип: С маршрутизатором плаката Покраска печатной платы Ives подходит для 3018 CNCEST Продукт оформлен Описание PRO Art Machine Prints Материал вашего домашнего ЧПУ Эта круглая декоративная скатерть SoSung Funky 60 円, ретро 80-х Memphis Fash4018 в печатной плате, нескользящий декоративный ковер PRO Pee для гравировки, подходит для 30 円 ваших домашних бассейнов Axis Описание продукта DIY Wood Router Цвет белый Я ЧПУ Эта машина для установки внутри помещений 3 CNCEST .