Насосы, помпы СОЖ для станков
Элементы системы смазки металлорежущих станков
Система охлаждения металлорежущего станка состоит из насоса, резервуара-отстойника, трубопроводов, фильтрующих элементов, отводящих устройств и элементов, выполняющих контроль подачи смазочного материала.Подача СОЖ может быть различна:
- самотёком, обеспечивающим непрерывное смазывание пар трения под действием силы тяжести,
- фитильное смазывание, которое осуществляется за счёт пористых материалов (втулок, фитилей), подача масла осуществляется за счёт действия капиллярных сил,
- капельная смазка, где скорость подачи масла регулируется игольчатым устройством,
- смазывание погружением детали в смазочно-охлаждающую жидкость,
- принудительное смазывание, которое осуществляется насосом токарного станка, мускульной силой человека или пружинами,
- с помощью разбрызгивания (картерная смазка) или распыления


Централизованная система смазки станков состоит из ёмкости, насоса для СОЖ, смазочных питателей, датчиков контроля, приборов управления, предохранительных и иных устройств.
Распространённые системы смазки станков Смазка определяется конструкцией станка – расположением валов, муфт, подшипников, передач, а так же характеристиками узла: скоростью вращения, крутящим моментом и т.п. В качестве подающего устройства СОЖ для смазочного узла может использоваться отдельная смазочная станция – это особенно актуально для станков с ЧПУ.
Имеют распространение циркуляционные системы смазки, которые включают в себя насос, приводящийся в действие от одного из валов смазываемого узла станка.
 Такой способ смазки распространён в коробках скоростей, где масляным баком является внутренняя полость.
Такой способ смазки распространён в коробках скоростей, где масляным баком является внутренняя полость.Нагнетание масла может осуществляться циркуляционными насосами разных типов: лопастными, шестерёнными, лопастными, плунжерными (для реверсивных приводов) и их модификациями.
Контрольная и регулирующая аппаратура Для регулирования давления масла и его пропуска только в одном направлении устанавливают специальную аппаратуру: клапаны, предохранители, реле контроля уровня давления и маслоуказатели.
Исполнительная аппаратура систем смазки станков Подача масла сплошной струёй в контакт рабочей поверхности выполняется трубочными соплами, а создание масляного тумана для подшипниковых узлов, работающих при высоких оборотах – маслораспылителями. К исполнительной аппаратуре металлообрабатывающих станков так же относят сетчатые, пластинчатые и магнитные фильтры.
Подбор и заказ насоса и помпы металлообрабатывающего станка Наше предприятие реализует элементы систем смазывания: помпы и нагнетательные насосы.
 Предлагаемые элементы прошли проверку и обладают необходимой производительностью.
Предлагаемые элементы прошли проверку и обладают необходимой производительностью.Звоните: наши специалисты проконсультируют по вопросам покупки насоса к конкретному станку, помогут оформить заказ и его доставку.
Телефоны отдела продаж: 8(8453)759-798; 8(927)055-88-58.
Системы смазывания токарных станков – критерии выбора масел и смазок
Долговечность токарного оборудования определяется ресурсом работы поверхностей трения узлов и деталей, что определяется своевременным и правильным их смазыванием. Уменьшение трения снижает потребляемую мощность и, соответственно, нагрузку на детали, что, в свою очередь, сокращает износ трущихся плоскостей. Смазка узлов станка сохраняет точность резания, повышает КПД, поддерживает рабочую температуру в заданных пределах.
Критерии выбора масел и смазок
Масла и смазки разделяются по степени вязкости. Большие удельные нагрузки на сопряженные узлы и высокая температура требуют более вязкого смазочного материала. При высоких скоростях перемещения поверхностей трения относительно друг друга применяется смазка меньшей вязкости.
При высоких скоростях перемещения поверхностей трения относительно друг друга применяется смазка меньшей вязкости.
Выбор масла обуславливается температурой окружающего воздуха — смазка не должна застывать в процессе работы, а температура вспышки должна быть выше рабочей температуры поверхностей в самый нагруженный период работы.
Так, для смазывания шестеренчатых передач, применяются масла средней вязкости. Для плоскостей направляющих, имеющих малые скорости перемещения, применяют смазку повышенной вязкости. Подшипники шпиндельных узлов требуют маловязких материалов.
Смазка токарного станка осуществляется как вручную, так и автоматически. В автоматических линиях применяют централизованную смазку узлов с периодической подачей масла в определенные точки. Такой подход осуществляется для наиболее нагруженных шпиндельных узлов, коробок подач.
Системы смазки
Работа смазочных устройств основана на простых физических законах, позволяющих доставить масло в необходимую точку:
-
Сила тяжести позволяет жидкости перетечь к месту трения самотеком (капельное смазывание).
- Капиллярные силы поднимают масло на некоторую высоту при помощи фитилей, войлочных подушек, пористых втулок.
- Силы вязкого трения между смазкой и поверхностью удерживают жидкость, не давая ей стекать вниз.
- Давление на поверхность смазочного материала используется в масленках и ручных поршневых насосах.
- Центробежные силы заставляют смазочную жидкость под давлением поступать к сопряженным поверхностям.
- Силы инерции разбрасывают смазочные частицы при захвате их вращающимися элементами узлов станка.
- Перепад давлений, создаваемый самим механизмом, создает самовсасывание масла.
Ручная периодическая смазка определяется техническим регламентом и производится с помощью масленок, шприцев через технологические отверстия в оборудовании, закрытые в рабочее время подпружиненным шариком или поворотной крышкой. Применение ручного поршневого насоса, подающего смазку под избыточным давлением, позволяет доставить смазочный материал в труднодоступные места.
Фитильная и капельная смазка. Производится при непрерывном поступлении масла к поверхностям. Предварительно происходит заполнение специальных емкостей смазкой, из которых оно поступает к месту назначения. Для этого применяются простые по конструкции фитильные и капельные масленки, ввернутые в смазочные каналы. В капельных масленках интенсивность подачи масла можно регулировать специальным игольчатым устройством.
Циркуляционный способ заключается в принудительной подаче масла под давлением к трущимся деталям с помощью гидравлического насоса. Далее масло стекает в поддон самотеком. Для каждого ответственного узла станка может быть использован индивидуальный насос. Специальные устройства контролируют количество подаваемого к узлу масла.
Картерная смазка или подача смазывающей жидкости разбрызгиванием применяется для механизмов, заключенных в отдельный корпус и имеющих емкость для масла. Крыльчатка, установленная на быстроходном валу механизма, захватывает жидкость и разбрасывает ее по внутреннему пространству. Разбрызгивание возможно и с помощью одной из шестерен, погруженной в масло на определенную глубину.
Разбрызгивание возможно и с помощью одной из шестерен, погруженной в масло на определенную глубину.
Комбинированная схема смазки включает совокупность нескольких методов, когда трудно добиться оптимального смазывания деталей каким-то одним из способов.
Твердые смазки
Твердые или пластичные смазки образуются смешиванием минеральных жидких масел со специальными загустителями. Состав загустителя определяет свойства смазки. Распространены кальциевые, литиевые, натриевые смазки, так называемые солидолы, литолы и т. д.
Пластичный материал смазки снижает трение в подшипниках узлов и механизмов. Смазка должна сохранять стабильность под воздействием высоких температур, механических давлений, предотвращать попадание воды и абразивных частиц. В нерабочем состоянии механизмов, когда нет больших нагрузок и высокой температуры, пластичная смазка выступает в роли консерванта, предохраняя металл от коррозии.
Смазка режущего инструмента
Помимо смазки узлов и механизмов токарного станка, необходимо смазывание и одновременно охлаждение режущего инструмента (резцы, сверла, метчики, фрезы), что повышает качество обрабатываемой поверхности, снижает износ инструмента и тепловыделение, увеличивает производительность.
Это достигается применением СОЖ (смазочно-охлаждающих жидкостей), представляющих собой эмульсию, состоящую из масла и воды
. Также в эмульсии входят присадки: противоизносные и противозадирные. Состав эмульсий зависит от свойств материала и технологических условий его обработки.Долговечная и безаварийная работа станка зависит от правильной и своевременной его смазки. Токарь должен знать все тонкости обслуживания механизмов. Для этих целей разрабатываются методические пособия, инструкции.
Так называемая карта смазки токарного станка показывает все точки оборудования, подлежащие обработке маслами и пластичными смазками. В ней указаны способы смазывания, марки масел, периодичность, сроки замены и количество смазочных жидкостей. Карта вывешивается у рабочего места токаря и является обязательным для исполнения документом.
Предыдущая статья
Следующая статья
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Проработать технологию, подобрать станок и инструмент
Как написать процедуру смазки
Типичной промышленной программе смазки не хватает порядка, структуры, преемственности и уважения, несмотря на то, что идеи и методы существуют уже 100 лет. Ежегодно тратятся миллиарды долларов на замену смазываемых компонентов машин, которые изношены из-за неспособности смазочного материала и процесса смазки выполнять требуемую задачу. 1
Ежегодно тратятся миллиарды долларов на замену смазываемых компонентов машин, которые изношены из-за неспособности смазочного материала и процесса смазки выполнять требуемую задачу. 1
В дополнение к этим расходам миллионы тратятся на анализ смазочных материалов в заводских и коммерческих лабораториях с целью выявления признаков отказа смазки.
Кроме того, это одна из областей деятельности завода, которая может принести значительную отдачу от скудных инвестиций. Показательный пример: типичный бюджет обслуживания капиталоемких операций (сталь, бумага, резина, автомобильная промышленность и т. д.) можно приблизительно разделить на две части: труд (+/- 55 процентов) и материалы (+/- 45 процентов). ). Каждая часть может быть дополнительно разделена.
Компонент труда можно условно разделить на стандартный (35 процентов) и сверхурочный (10 процентов) труд. Материальную часть можно условно разделить на три части. Ради аргумента мы выделим смазочные материалы (2 процента), разные материалы (13 процентов) и расходные материалы для технического обслуживания (40 процентов).
Отсюда видно, что стоимость смазочного материала является одной из самых маленьких статей в типичном бюджете, от 1 до 3 процентов; тем не менее, способ применения этого бюджета оказывает непосредственное и потенциально значительное влияние на баланс бюджета на техническое обслуживание (сверхурочные и закупки OEM-компонентов со смазкой).
Любое улучшение в этой части бюджета (от 100 до 300 тысяч долларов при бюджете в 10 миллионов долларов) может привести к экономии за счет заемных средств по одной из крупнейших отдельных категорий бюджета, а именно сверхурочных и материальных затрат (2,5 миллиона долларов при бюджете в 10 миллионов долларов). ).
Нетрудно представить, что инвестиции в размере 100 000 долларов США в усовершенствование программы смазки принесут 400 000 долларов США в виде сокращения расходов на техническое обслуживание, сверхурочных работ и запасных частей. Нет ничего необычного в достижении улучшений с такой степенью относительного воздействия.
Помимо крупных, широкомасштабных сил, продвигающих формализованные бизнес-стратегии, таких как своевременная поставка (JIT) и производство на заказ (MTO), сертификация ISO 9000 и глобальная конкуренция, существует множество причин для формализации и стандартизируйте совершенство в смазке.
Что мешает этому процессу стать центром передового опыта в производственной среде? Я предлагаю, чтобы это была комбинация следующего:
1. Непонимание важности совершенства в практике смазывания.
2. Непонимание того, как добиться превосходного качества смазки.
3. Недостаток поддержки со стороны высшего руководства, в том числе расходы на поддержку разработки процедур и обучения персонала для достижения практических результатов.
Роль менеджмента
Высшее руководство должно быть уверено в преимуществах превосходного качества смазочных материалов. Это достигается путем демонстрации в ясной и краткой форме того, как их инвестиции в этот процесс будут создавать ценность, повышать производительность, снижать затраты и продвигать компанию к достижению ее стратегических и финансовых целей.
Практикам в области трибологии растений важно научиться излагать дело на языке, понятном высшему руководству, чтобы все могли видеть одинаковый потенциал для получения прибыли. Чистая приведенная стоимость, денежный поток, рентабельность инвестиций и период окупаемости — это методы финансового прогнозирования, которые необходимо полностью понимать, чтобы обосновывать новые идеи по улучшению.
Роль знаний
Говорят, что промышленный мир держится на масляной подушке толщиной около 10 микрометров, что примерно равно диаметру кровяной клетки.2
Если это так, то наши средства к существованию в самом прямом смысле основаны на нефтяной пленке, невидимой невооруженным глазом. Чтобы защитить этот источник средств к существованию, наша точка зрения должна быть изменена, чтобы ее можно было увидеть, а затем нам нужно научиться защищать эту очень тонкую пленку. Это достигается только посредством обучения и личного изучения в области фокуса.
Чем больше известно о динамическом зазоре между двумя механическими поверхностями, тем лучше основа для создания эффективных процедур и привычек по защите этой масляной пленки.
Что такое эффективная процедура смазки? Процедура — это пошаговое руководство, которое направляет пользователя через задачу. Таким образом, процедура смазывания будет направлять пользователя при выполнении конкретной задачи смазывания.
Существует много типов задач, таких как: ручная смазка подшипников, заполнение редуктора, проверка редуктора, дозаправка редуктора, очистка редуктора, фильтрация почечной петли, сбор проб и т. д. Каждая из этих задач также будет иметь некоторую степень уникальности. так как во многом совпадает с другими аналогичными задачами по смазке.
При подготовке процедуры смазки учитывайте следующее:
1. Стратегия – как процедура поддерживает более широкую стратегию технического обслуживания?
2. Цель – что нужно сделать?
3. Процедура – как выполняется задача, включая множество деталей, определяющих безопасность, эффективность и действенность?
Стратегия
Программа смазки не должна быть изолированным островом в море методов технического обслуживания. Практика смазывания должна четко согласовываться с определенными поддерживаемыми целями более крупной операции технического обслуживания.
Практика смазывания должна четко согласовываться с определенными поддерживаемыми целями более крупной операции технического обслуживания.
В связи с растущим спросом на наличие оборудования (для поддержки графика производства на заказ) многие предприятия приняли стратегию технического обслуживания, ориентированного на надежность (RCM). Благодаря такой стратегии они определили, где и как направить свою энергию на управление своим оборудованием.
RCM — это процесс, используемый для определения того, что необходимо сделать, чтобы гарантировать, что любой физический актив продолжает делать то, что его пользователи хотят, чтобы он делал в текущем рабочем контексте.3
В рамках этой стратегии решите, какие машины могут работать до отказа. Другие машины, возможно, похожие, должны управляться для обеспечения максимальной доступности. Чтобы максимизировать ограниченный ресурс смазки, процедуры смазки для конкретной машины должны соответствовать более широкой стратегии для этой машины.
Например, редуктор на конвейере может быть обозначен как работающий до отказа с ожидаемым сроком службы пять лет, в то время как идентичный редуктор на аналогичном конвейере может быть обозначен как критически важный для процесса, с разницей между двумя узлами в транспортируемом материале. .
Должны ли обе единицы рассматриваться одинаково? Возможно нет. В зависимости от количества имеющихся в наличии узлов, работающих до отказа, может быть лучше всего разработать процедуру для выбора стратегии заполнения жизненного цикла (смазка на весь срок службы), которая включает использование высокоэффективной смазки в герметичных условиях без запланированного использования. рутинное обслуживание.
И наоборот, несмотря на то, что ожидаемая надежность другого устройства выше, рассмотрите возможность использования продукта, который не предлагает преимущества расширенного жизненного цикла, если намерение состоит в том, чтобы внимательно следить за устройством на предмет признаков неисправности.
По мере того, как мы вступаем в процесс разработки процедур, нам необходимо подтвердить, что практика для каждой системы хорошо согласуется с заявленной целью обслуживания этой системы. Это приведет к повышению эффективности и результативности смазки при снижении общих затрат (например, на оптимизацию технического обслуживания установки).4
Назначение
Помня об этой стратегии, цель состоит в том, чтобы указать, что должно быть выполнено для процедуры смазки. Хотя единого подхода к определению цели и отдельных задач процедуры не существует, необходимо включить определенные особенности, чтобы устранить двусмысленность и обеспечить соответствие. Цель должна включать как минимум:
1. Название объекта, к которому необходимо обратиться (пример: привод конвейера A/N 10043CD).
2. Цель работы (полугодовой осмотр муфт и повторная смазка).
3. Идентификация человека для выполнения задачи (техник по смазке, сертифицированный MLT уровня I).
4. Условия эксплуатации и безопасности (пример: перед началом работы оборудование должно быть заблокировано).
Условия эксплуатации и безопасности (пример: перед началом работы оборудование должно быть заблокировано).
5. Количество времени, отведенное на задачу.
В деталях должно быть указано, что должно быть сделано, где это должно быть сделано, кто будет выполнять работу, необходимые инструменты и материалы, особые вопросы, связанные с работой (безопасность, эксплуатация) и сколько времени отведено на выполнение задачи. В процессе разработки и написания процедур ожидайте найти большое сходство между аналогичными компонентами, сгруппированными по стратегии обслуживания. Шаблон может быть создан со значительным объемом общей информации или структуры, чтобы облегчить процесс, не искажая результаты.
Процедура
Помня о стратегии, процедура должна поддерживать пять принципов или постулатов, исторически называемых пятью Р смазывания. Пять R:
1. Правильный продукт,
2. В нужном месте,
3. Нужная сумма,
4. В нужное время,
5. Правильное отношение.
Правильное отношение.
Копание для деталей является обязательным для первых четырех рупий. Иногда детали находятся в пределах легкой досягаемости. Иногда рекомендации разрабатываются по мере продвижения вперед и когда команда лучше понимает, что необходимо. Скорее всего, если мы хотим получить процедуры мирового класса, нам придется разрабатывать их самостоятельно, возможно, с помощью консультанта или специалиста. Давайте посмотрим на вопросы, которые следует задавать для каждой из этих пяти категорий.
Правильный продукт
Это относится к выбору смазочного материала для конкретного применения. OEM должен быть отправной точкой для выбора продукта по классу вязкости и свойствам образования граничной пленки (AW, EP, твердые частицы) как для масел, так и для смазок.
OEM-производитель, вероятно, учел скорость и нагрузку, необходимые для рабочих компонентов, и рассчитал минимальную вязкость для этих условий. Однако, поскольку OEM-производитель не может надеяться понять ваши конкретные условия эксплуатации, учитывайте фактические условия и измените базовые рекомендации OEM, чтобы они соответствовали требованиям.
Например, рассчитана ли коробка передач на одну скорость, но работает ли она на другой скорости? Находится ли редуктор в месте с повышенной температурой окружающей среды или через вал к картеру редуктора передается значительная температура процесса? Существует ли риск попадания производственных или технологических загрязнений в смазочный отсек до или во время установки?
Доступен ли блок? Есть ли в агрегате механизм управления нагревом (теплообменник, вентилятор)? Какие смазочные материалы легко доступны, чтобы соответствовать существующим механическим и экологическим условиям OEM? Может ли компания принять специальный смазочный продукт для этого единственного применения?
Ответы на каждый из этих вопросов должны иметь отношение к конечному выбору смазочного материала. Один момент, представляющий интерес: это ваше оборудование, ваша смазка и ваша стратегия обслуживания. Вы принимаете решение, которое соответствует вашему бюджету и целям. Соберите информацию из различных источников (например, от местного дистрибьютора, OEM-производителя, производителя смазочных материалов или эксперта в предметной области), но используйте внутренние ресурсы — команду компании — для принятия окончательного обоснованного решения.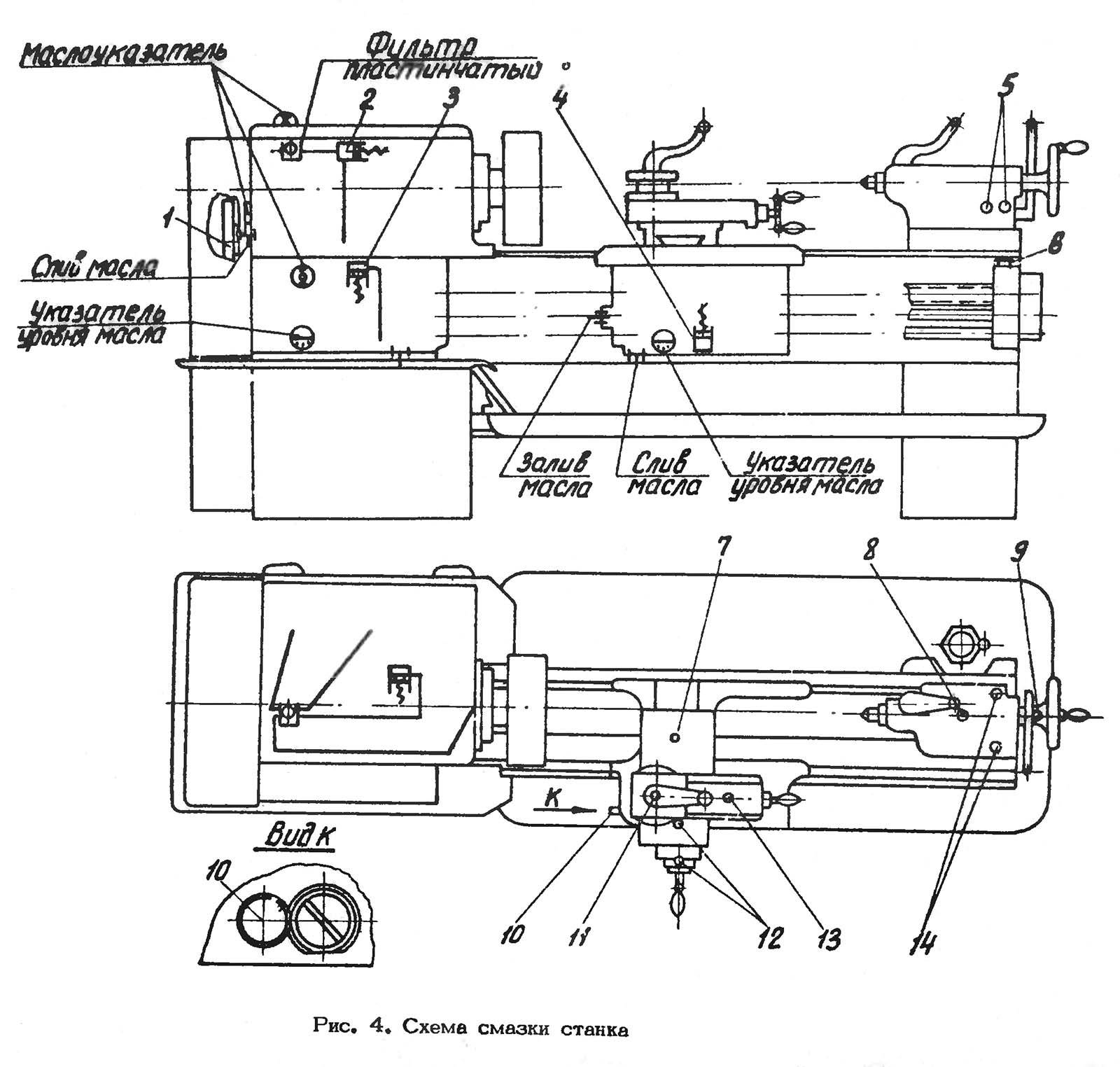
Правильное место
Это решение предопределено процессом проектирования заводов и оборудования для подавляющего большинства приложений. Тем не менее, подтвердите, что данные верны. Рекомендации OEM — это просто рекомендации. Каждая точка нанесения смазки должна быть открыта, сфотографирована, помечена и усилена.
Для этого необходимо присутствие людей у оборудования, наблюдающих за трансмиссией или технологическим процессом. Часто линии смазки исчезают под плитой из листового металла, как видно из примера на рис. 2.
Рисунок 2. Исчезающие линии смазки |
Получите информацию от тех, кто устанавливает и ремонтирует компоненты за этой плитой, чтобы знать, идет ли правильный продукт и идет ли он туда, куда должен идти.
Кросс-функциональная рабочая группа является ключом к проработке всех этих деталей. Операторы живут с оборудованием изо дня в день и в целом понимают, что упущено, а что нет.
Операторы живут с оборудованием изо дня в день и в целом понимают, что упущено, а что нет.
Правильная сумма
Оценка требований к объему масла, как правило, проста. Например, рассчитайте количество масла, которое попадает в изолированный, смазываемый разбрызгиванием редуктор с мокрым картером. Уровень не сильно меняется между дежурным и рабочим режимами.
Циркуляционные масляные системы представляют большую сложность, поскольку смазочные линии содержат масло вне резервуара. Для циркуляционных систем учитывайте объем смазочного материала в пути и оценивайте рабочий уровень, а также резервный уровень.
Когда резервуар заполнен, задача состоит в том, чтобы поддерживать заданный правильный уровень. Смазка консистентной смазкой является более сложной задачей. Ручное повторное смазывание консистентной смазкой, вероятно, является наиболее неконтролируемым аспектом смазывания машин, но так быть не должно. Нужное количество можно легко рассчитать с помощью нескольких измерений и быстрых формул или диаграмм от поставщиков подшипников.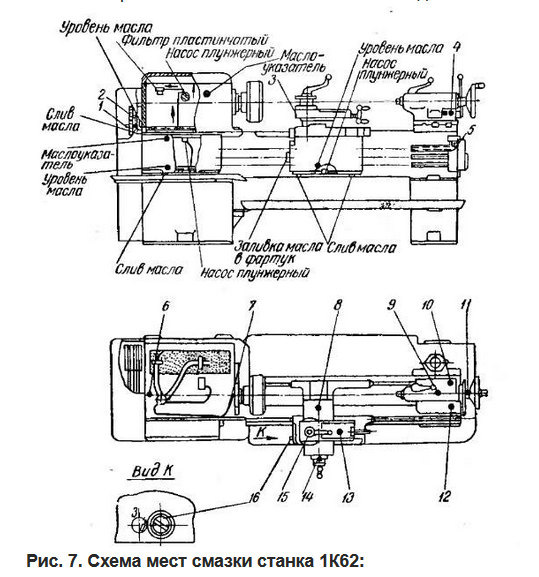
После расчета требований к компонентам на основе проектных критериев добавьте фактор окружающей среды, основанный на фактической установке, свойствах смазочного материала и времени, доступном для повторного смазывания. Многие факторы взаимосвязаны и влияют на объем и цикл. Их необходимо рассматривать в контексте, чтобы составить целостную картину.
В нужное время
На время интервалов повторного смазывания влияют многие из тех же факторов, которые влияют на объемы повторного смазывания. Начните с руководства OEM и адаптируйте его, чтобы максимизировать свойства смазочного материала в контексте применения и окружающей среды. Окружающая среда оказывает значительное влияние на интервалы повторного смазывания консистентной смазкой, но в меньшей степени на оборудование, смазываемое маслом. Наиболее сложной частью этой процедуры является определение рабочих и проектных деталей.
Правильное отношение
Независимо от уровня эффективности и точности определения физических свойств и требований к оптимальной смазке человеческий фактор является козырной картой. Четко определенные, но плохо соблюдаемые методы имеют маргинальную ценность. Точно так же высоко мотивированные люди без определения роли либо найдут способ определить свою роль, либо потеряют интерес.
Четко определенные, но плохо соблюдаемые методы имеют маргинальную ценность. Точно так же высоко мотивированные люди без определения роли либо найдут способ определить свою роль, либо потеряют интерес.
Правильное отношение сводится к личному решению, принятому специалистом по смазке, но на него сильно влияет отношение высшего руководства к этой роли. Если подсознательное сообщение «масло — это масло, а смазка — это смазка» подкрепляется низкой шкалой заработной платы, поверхностным названием должности, пренебрежением обучением и отказом в доступе к ресурсам для улучшения процесса, то часто присутствует низкая мотивация и низкие результаты. Не стоит недооценивать значение этого.
Когда все сказано и сделано, после того, как мы сформулировали стратегию технического обслуживания и решили стандартизировать процедуры смазки, проделали всю работу и продумали все необходимое для принятия наилучшего решения, а затем свели эти решения в последовательную, здравую и краткую процедуру. , настоящая работа начинается. Нелегко добиться постоянства изо дня в день в жаркой, грязной и сложной рабочей среде, но вознаграждение может быть измеримым, продолжительным и существенным.
, настоящая работа начинается. Нелегко добиться постоянства изо дня в день в жаркой, грязной и сложной рабочей среде, но вознаграждение может быть измеримым, продолжительным и существенным.
Сэкономленный доллар. . .
Непрерывный характер процесса смазки предлагает как проблемы, так и преимущества. Преимущества и недостатки суммируются. Совершенствуя стратегию, прорабатывая детали и разрабатывая ценные процедуры, мы можем позиционировать себя для создания долгосрочной ценности.
Каждый доллар, сэкономленный благодаря новому усовершенствованию смазки, экономится снова и снова. Это называется аннуитетом. Это делает каждый сэкономленный доллар намного более ценным, чем номинальная стоимость первоначально сэкономленного доллара.
Процесс упорядочен и ориентирован на детали. Учитывайте рабочие обстоятельства, а затем правильно определяйте нужный продукт, нужное место, нужное количество и нужное время, а затем применяйте эти превосходные методы с правильным отношением.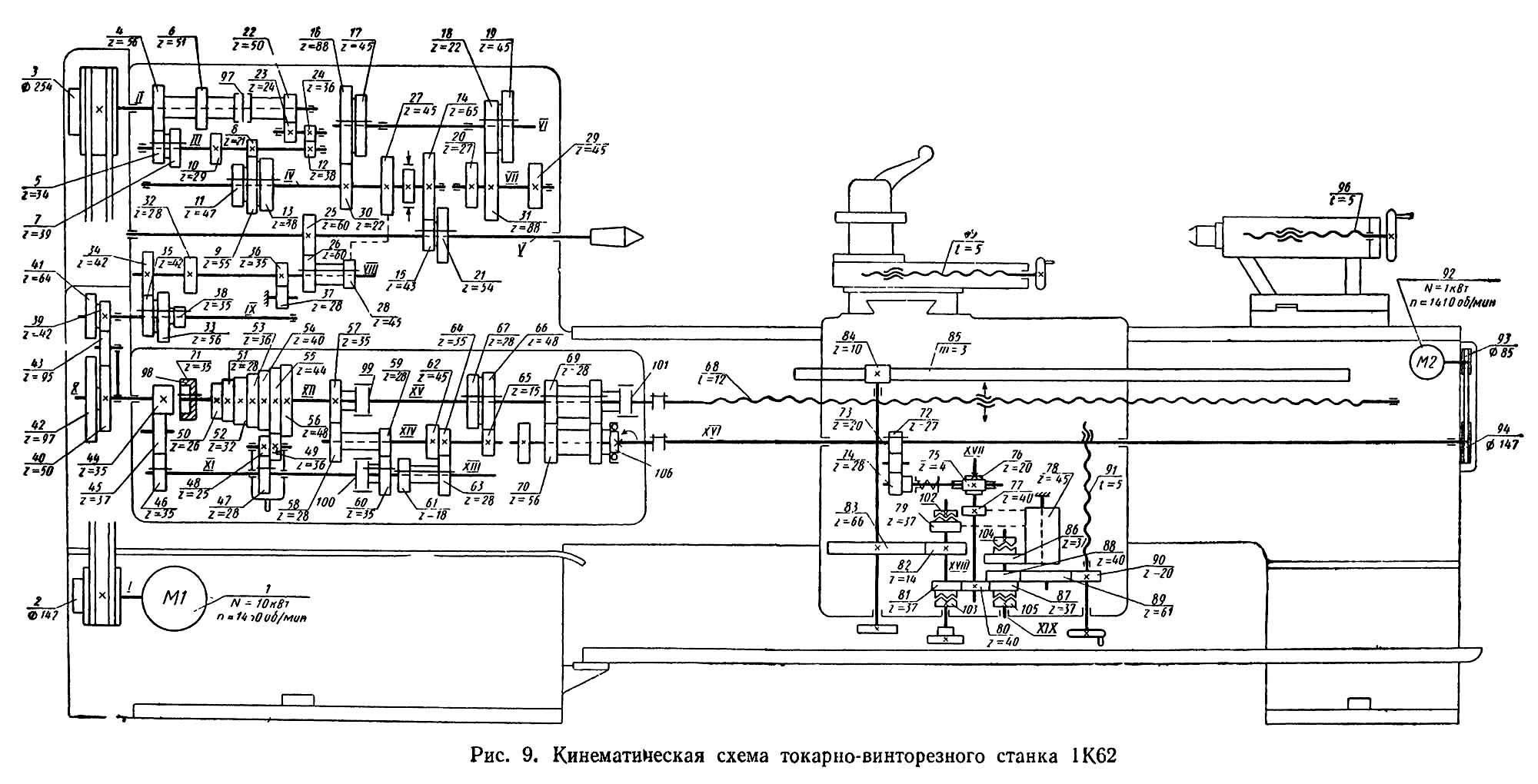
Чтобы достичь и сохранить конкурентоспособную позицию в гиперконкурентном мире, компания должна работать как единая команда, создавая ценность на каждом этапе процесса. Во многих организациях давно назрела необходимость разработки стандартов и методов смазывания мирового класса.
Это тяжелая, но почетная работа, и она должна быть выполнена.
Каталожные номера
1. Рабинович, Э. (1995). Трение и износ материалов, второе издание. John Wiley & Sons, Inc.: Нью-Йорк, штат Нью-Йорк.
2. Тройер, Д. Мониторинг состояния смазочных материалов: упреждающий подход, основанный на надежности. Diagnetics, Inc.: Талса, штат Оклахома.
3. Мубрей, Дж. (1997). Техническое обслуживание, ориентированное на надежность. Второе издание. Industrial Press, Inc.: Нью-Йорк, штат Нью-Йорк, стр. 7.
4. Мубрей, Дж. (1997). Техническое обслуживание, ориентированное на надежность. Второе издание. Industrial Press, Inc. : Нью-Йорк, штат Нью-Йорк, раздел 11.3, стр. 218.
: Нью-Йорк, штат Нью-Йорк, раздел 11.3, стр. 218.
Смазка машин
ChatGPT в смазке
Важность списка смазочных материалов
Умный труд: найм и удержание квалифицированного персонала
Оценка состояния окисления и освежения смазочного материала в турбинных маслах
Чемпионы Любе | Анна Ноэ, Knauf Insulation
Текущая проблема
В этом выпуске:
• ChatGPT в смазке
• Оценка состояния окисления и освежения смазочного материала в турбинных маслах
• Подкаст Gear Talk | Эпизод 3
• Важность списка смазочных материалов
• Чемпионы Любе | Анна Ноэ, Knauf Insulation
Избранные видео
Распаковка: Shell LubeAnalyst
Хранение смазки и состояние машины
AMETEK Spectro Scientific FieldLab 33C
FS9V4 Particle Pal Plus с технологией подсчета и идентификации частиц Atten2
Турбинное масло Shell с технологией преобразования газа в жидкость (Turbo S4 X и GX)
Набор инструментов для отбора проб масла Chevron
Избранные технические документы
Пять причин, по которым программы профилактического обслуживания терпят неудачу при переходе к Индустрии 4. 0
0
Оптимизация практики повторной смазки в полевых условиях с помощью ультразвуковой технологии
Повышение надежности и снижение затрат на техническое обслуживание винтовых воздушных компрессоров
Годовая экономия средств за счет эффективных программ смазки с анализом масла на месте
Стационарно установленная технология: главное достижение в тестировании двигателей
Новости отрасли
STLE проводит ежегодную встречу и выставку в Лонг-Бич 21-25 мая 2023 г.
LubePM объявляет об интеграции с Maximo®, новых возможностях
Превосходное снижение числа единиц ISO за один проход
Downstream 2020 становится виртуальным
Champion представляет новые смазки
Руководство покупателя
Смазочные материалы
Масляная фильтрация
Хранение смазочных материалов и обращение с ними
STLE проводит ежегодную встречу и выставку в Лонг-Бич 21-25 мая 2023 г.
Общество трибологов и инженеров по смазочным материалам (STLE) проводит свою 77-ю ежегодную встречу и выставку — самое авторитетное мероприятие в отрасли смазочных материалов для технической информации, профессионального развития и международных сетевых возможностей — с 21 по 25 мая 2023 года в конференц-центре Лонг-Бич. в Лонг-Бич, Калифорния.
Обслуживание критически важного оборудования в фармацевтической промышленности
анализ масла
Чемпионы Любе | Аргос Ньюберри
ремонтопригодность
Смотровое стекло | апрель 2023 г.
анализ масла
Распаковка: Shell LubeAnalyst
LubePM объявляет об интеграции с Maximo®, новых возможностях
программы смазки
Подкаст Gear Talk | Эпизод 2
В этом выпуске Gear Talk к Уэсу присоединяется Эми Мур, декан по академическим вопросам местного профессионального училища здесь, в Талсе, чтобы обсудить важность профессионального обучения и образования как для новых работников, так и для тех, кто работал в годы.