Как нарезать резьбу плашкой – нарезание резьбы на трубе, таблица резьб.
При необходимости ручной нарезки наружных резьб для трубного соединения, изготовления шпильки или болта под гайку с метрической резьбой, чаще всего используется простой, но достаточно эффективный инструмент – плашка. Процесс подготовки резьбы достаточно прост, если точно следовать ниже приведенным инструкциям.
Подготовка к нарезанию резьбы плашкой
Прежде чем нарезать резьбу плашкой на пруту или на трубе необходимо подобрать инструмент нужного диаметра и шага. Сама плашка представляет собой гайку с режущими зубцами конической формы с отверстиями для крепления в воротке. Плашки могут быть цельными, разрезными, раздвижными, иметь круглую, квадратную или шестигранную форму.
В первую очередь необходимо подобрать материал и инструмент требуемого диаметра. Ниже приведена таблица соответствия наиболее популярных диаметров для метрической, дюймовой и трубной резьб с примером подбора заготовки под резьбу М6
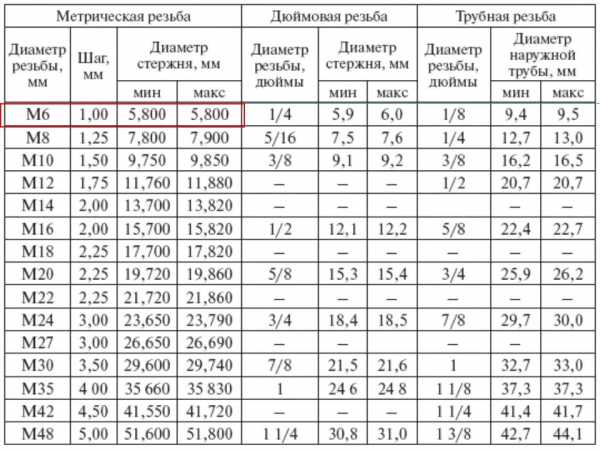
Как видим по таблице, для нарезки резьбы М6 нам необходим прут диаметром 5,8 мм. При более высоких диаметрах резьб есть допустимое минимальное и максимальное значение толщины прута. Нарушать его нельзя – при превышении диаметра вы рискуете сломать плашку, при значении меньше минимального – получите слабую резьбу.
Перед тем как начать нарезание наружной резьбы плашкой, помимо самого инструмента и заготовки, необходим подходящий по форме и размеру вороток, а также машинное масло. После этого можно приступать непосредственно к самой нарезке.
Порядок нарезки резьбы
Перед началом нарезки необходимо снять фаску с наружной части трубы или заготовки под углом 45°. Это необходимо для облегчения первых витков и фиксации плашки.

Дальнейшие действия:
- Закрепите трубу или заготовку в строго вертикальном положении. Наилучшим вариантом чтобы избежать перекосов являются слесарные тиски, но можно использовать и газовый ключ.
- Смажьте инструмент маслом.
- Приложите плашку к головке прута в строго горизонтальном положении и начните с первых нескольких кругов.
- При явном перекосе на первых кругах снимите плашку, обстучите заготовку и начните заново.
- При вращении на первых витках одновременно равномерно нажимайте на ручки воротка для начала процесса резки.
- После нескольких первых витков проверьте правильность нарезки. Это можно сделать по горизонтальности плашки и воротка, что можно проверить уровнем. Далее, при правильном положении инструмента, можно продолжить нарезание трубной резьбы плашкой на всю необходимую длину.
- При достижении примерно середины длины вдавливающее усилие можно ослабить, далее начинается процесс самозатягивания.
- После одного – двух витков необходимо провернуть плашку на половину оборота назад для удаления стружки.
- После нарезки на нужную длину просто верните инструмент обратно по готовой резьбе.

Необходимо учесть, что плашка может иметь несколько номеров, чаще всего 2. В этом случае после нарезки черновой резьбы необходимо поочередно пройтись каждым из номеров для окончательного формирования профиля резьбы.
mekkain.ru
Виды плашек для нарезания резьбы
Плашки или лерки – это инструмент для нарезания различного типа резьбы, представляющие собой небольшие прокаленные гайки с особыми кромками и стружечными отводами. Резьбонарезное приспособление состоит из 8-10 шагов резьбы, где первые пара витков представляют собой заборную часть. Используется совместно с держателем, по конструкции может быть цельной, разрезной и раздвижной. Разрезные имеют возможность точной регулировки диаметра и применяются для нарезки более точных размеров с регулировкой диаметра до 1,25 мм. Рассмотрим основные виды плашек для нарезания резьбы, используемые в современной промышленности.
Основной тип плашек, используемый при производстве большинства резьбовых деталей, в первую очередь болтов, шпилек и др. крепежа. Используются для нарезания метрических резьб с треугольным профилем диаметром от 1 до 76 мм. Угол резьбы – под 60°. Маркируется буквой М и цифрой, означающей диаметр резьбы в мм. Выпускаются с различным шагом резьбы, означающим расстояние между витками. Для каждого диаметра есть лерка с основным шагом резьбы и несколькими дополнительными – мелкими и крупными.
Используются для нарезания левой резьбы, применяемой в конструкции многих машин и механизмов. Отличается направлением захода – левосторонним вместо обычного правого, т. е. выступ при обращении против часовой стрелки отходит вдоль оси от точки наблюдения. Такая резьба необходима во многих конструктивных решениях, в частности во избежание самопроизвольного раскручивания крепежа при вращении. Данные лерки для нарезания резьбы маркируются «LH», могут быть метрическими, трубными или дюймовыми в зависимости от типа нарезаемой резьбы, выпускаются в широком диапазоне диаметров.
Тип плашек с трубной дюймовой резьбой для нарезания соответствующих резьб на трубах и фасонных элементах. Маркируются буквой G. Диапазон размеров резьб составляет от 1/8 до 2 дюймов. Из них наиболее часто используются в системах водоподачи размеры – 1/2, 3/4 и 1 дюйм. Более редко используемыми являются 5/8, 7/8, 5/6 и 3/8 дюйма. Последние используются, как правило, в гидравлике. Выпускаются одно- и двухкомплектными, соответствуют требованиям ГОСТ 9740-71.
Специальные виды плашек для нарезания резьбы круглого конического типа, наиболее часто применяемой в трубопроводах высокого давления. Имеют особую конструкцию, обеспечивающую одностороннюю нарезку резьбы, а не напроход, как в обычной конструкции. Плашки имеют заборный конус с углом 30 – 55°, имеют малую ширину перьев для снижения усилий резания и трения. Имеет число стружечных отверстий от 4 до 7 (для диаметров от 1/6 до 2 дюймов). Максимальная нагрузка на данный тип плашек прилагается при окончании нарезки. Поэтому, при машинной нарезке, желательно использовать патроны с защитой от чрезмерных нагрузок.
Специальные лерки для нарезания резьбы используются для нарезания конических резьб различного типа. Маркируются буквой К. Главным конструктивным отличием является удлиненная начальная часть плашки с неполной резьбой постепенно переходящая в полную в калибрующей зоне. Благодаря этому резьба нарезается по всей длине изделия. Следует учесть, что из специфики конструкции (отсутствия калибрующей части) наибольшее усилие прилагается при окончании нарезания, поэтому желательно использовать специальные защитные патроны. Угол профиля резьбы плашки составляет 60°, изготавливается из инструментальных марок стали – Р6М5 или Р6М5К5, соответствует требованиям ГОСТ 6227-80.
Инструмент для нарезания резьб в дюймовой системе, принятой в Великобритании, Канаде, США и др. странах. Используется, как правило, для ремонта импортного оборудования, изготовления деталей по зарубежным чертежам и в др. целях. Плашки дюймовые используются для работы со сталью, чугуном и цветными металлами, изготавливаются, как правило, в 2-х и 3-комплектных вариантах с тремя классами точности. Различаются по типу дюймовой резьбы – BSW (основная крупная резьба с углом при вершине 55°), UNC и UNF – американские унифицированные резьбы с углом при вершине 60°, UNS, 8UN, UNEF и т. д.
mekkain.ru
Плашка для нарезания резьбы – чем могут отличаться эти кольца? + видео
Резьбонакатная плашка (или плашка для нарезания резьбы) создает желаемую спираль с внешней стороны изделия, например, трубы. Процесс этот может выполняться либо на станках, либо вручную. Чтобы освоить данную операцию, нужно познакомиться с инструментом чуть ближе.
Резьбонакатная плашка – краткая характеристика
Сегодня лидирующее место в данном типе работ занимает плашка, лерка когда-то также была отдельным часто используемым инструментом. Но в последнее время эта два инструмента объединили, и все называют одним словом – плашка. По внешнему виду они напоминают закаленные гайки, где имеются осевые отверстия, они же и образуют острые режущие кромки. Обычно почти на всех приспособлениях имеются стружечные отверстия в количестве от 3 до 6. Они необходимы, чтобы отводить стружки в сторону.

Стандартные плашки имеют толщину от 8 до 10 витков. Основная режущая часть всегда выполнена в виде внутреннего конуса. Заборная часть имеет от 2 до 3 витков. Для выполнения данного приспособления используется прочная легированная сталь марки 9 ХС, но иногда они сделаны и из других видов стали. Каждый инструмент имеет маркировку и свое обозначение. При покупке надо обращать внимание, чтобы указывалась степень точности, которая будет при нарезании резьбы.
Виды плашек подразделяют в зависимости от нескольких показателей. Главный критерий – конструкция, по этому признаку выделяют цельные (нетрудно догадаться об их внешнем виде), разрезные и раздвижные (по-другому – клупповые). По своей же геометрической форме плашки могут быть круглыми (это и есть лерки), квадратными, шестигранными, призматическими. Существуют еще и деревянные плашки, но это не нарезной инструмент, а просто срез ствола дерева, эдакая болванка-кругляш, иногда они обладают даже лечебными свойствами. Естественно, о них говорить здесь мы не будем. А для более широкого понимания особенностей всех моделей описанного выше инструмента, скажем несколько слов о каждой из них.
Плашка для нарезания резьбы – конструкции и формы инструмента
Самый первый упомянутый нами вариант – цельная плашка, ее использование позволяет всегда добиться резьбы хорошего качества. Цельными могут быть и метрические, и дюймовые плашки. Добиться хорошего результата получается за счет высокой жесткости материала, из которого она обычно делается, но вот единственный недостаток у таких приспособлений – малая износостойкость. А вот разрезные модели используют, если не требуется высокой точности. Данные приспособления во время работы могут слегка пружинить, а в результате нарезаемая резьба будет меняться в диаметре, и разница обычно составляет от 0,1 до 0,3 мм. Недостаток – малая жесткость, что и отражается на качестве работы, не получается чистая и точная резьба.
Чтобы пользоваться приспособлениями раздвижного вида, нужно иметь при работе клуппы. Благодаря специальным направляющим, работать с раздвижными плашками будет удобней. Обычно в такой модели есть две основные части, которые плотно закрепляются в рамке клуппа при помощи сухаря и специального винта. Именно винт и помогает точно отрегулировать создаваемую резьбу. Чтобы приступить к работе, необходимо вооружиться целым плашечным набором, тогда у вас будет возможность делать резьбы любых размеров, не придумывая никаких обходных путей.

Форма данных приспособлений особой роли в работе не играет. Можно пользоваться круглыми, квадратными, шестигранными вариантами. Самое главное – прочно их закрепить при помощи стопорных винтов. Часто для таких целей используют резьбонарезные патроны. Чтобы это все можно было сделать, на наружных цилиндрах есть небольшие углубления конической формы, а также и угловые пазики. Пазы помогают в тех случаях, когда плашки нужно разрезать при помощи шлифовального круга. Такая работа проводится вдоль перемычек и позволяет хорошо отрегулировать диаметр резьбы. Если используется круглая плашка, то нужны воротники, на которых имеются пять специальных винтов. Они тоже хорошо помогают отрегулировать диаметр резьбы.
Левая плашка и другие специализированые модели
Профессионалы используют в своей работе, помимо обычных традиционных плашек, и специальные. Они позволяют выполнять более точную резьбу. Они тоже бывают разного вида: метрические, левые, трубные, трубные конические и другие. Плашка метрическая нужна в тех случаях, если резьбу надо выполнить метрическую (отсюда и название). Все измерения будут в миллиметрах. Имеется и специальная маркировка – «М». Часто можно увидеть на таких плашках следующие значения – М 8, М 10.
Тогда надо иметь в виду, что данными приспособлениями можно выполнять резьбу с диаметрами равными 8 и 10 мм. Резьба происходит пошагово, а вот равен каждый шаг расстоянию между витками. Надо обращать внимание и на то, что каждая плашка отличается своим основным шагом в резьбе. Шаг бывает и не только основной, а также и дополнительный. Пример: плашка марки М 12, основной шаг составляет – 1,75. Кроме того, можно найти и такую маркировку, как: М 12-1,5; М 12-1; М 12-0,75; М 12-0,5. Расстояние каждого витка будут меньше, если сам шаг меньше.
Плашка левая все может сказать о себе одним названием. Такие приспособления необходимы, когда нужна левая резьба. Эти работы не так уж часты, но, тем не менее, они бывают, поэтому и для них нужны специальные инструменты. Допустим, нужно выполнить резьбу в соединениях, которые потом должны вращаться. А если же в таком соединении сделать обычную правую резьбу, то результат будет таков – все они тут же раскрутятся обратно. Найти такие плашки можно по маркировке, они обозначены так – «LN».
Плашка трубная предназначена для изготовления цилиндрической резьбы, и это могут быть не только небольшие трубки, а также шпильки, стержни и трубы, но только большого диаметра. Обычно все размеры указаны в дюймах и имеют значения от половины до 2-х. Вот только работать с таким приспособлением рекомендуется, если трубы изготовлены из нетвердых металлов. Помимо того, стенки у металлических труб не должны иметь деформаций. Плашка коническая (дюймовая) нужна там, где следует получить резьбу в виде конуса. В основном, их используют на заводах, фабриках и производствах, где имеются топливные трубопроводы, различные станки. Они имеют свою маркировку в виде буквы «К».
Нарезка резьбы плашкой – освоит ли ее новичок?
Прежде чем узнать, как делается нарезка резьбы плашкой, взглянем на инструмент еще раз. Плашки сами по себе (особенно, если они круглые) похожи на гайку, но в них просверлены специальные стружечные отверстия, как уже упоминалось, их может быть в одном приспособлении от 3 до 8. Здесь большую роль играет размер инструмента. На плашке имеется основная часть, которая носит название «рабочая». На ней есть три участка: два крайних – режущих, и один средний – калибрующий. Крайние имеют конический вид и расположены под углом 50 или 60 градусов, а средний имеет цилиндрическую форму. Именно с его помощью резьба получает нужные размеры, и как раз он направляет плашки в процессе нарезки.
Вот теперь давайте освоим нарезание резьбы плашками и метчиками, принцип у них один и тот же, ведь инструменты до боли похожи, только одни работают снаружи, другие изнутри детали. Специалисты при работе с плашками используют специальные резьбонарезные патроны. Это не только обеспечивает безопасность, но и повышает производительность. В домашних условиях лучше тоже воспользоваться именно таким способом, тем более патрон продается в магазинах и подобрать его несложно. Перед работой надо провести подготовительные мероприятия.
Сначала надо настроить патрон на требуемую длину для нарезаемой резьбы. Это делается при помощи специального указателя, устанавливается нужное положение, которое показано на шкале.

Она нанесена как раз на пазе держателя. Там вы еще увидите в держателе вырез, он специально сделан, чтобы очищать патрон от стружек. Крепятся же плашки в патроне в посадочных отверстиях, находящихся в держателе, для этого имеются переходные кольца. Когда основная подготовка выполнена, плашку нужно подвести к заготовке, которая постоянно вращается. И при помощи ручной подачи при равномерном поджиме происходит нарезание от 2 до 3 полных витков. Далее подачу надо прекратить, а нарезаться витки будут при самозатягивании. Для плашек разного вида имеются свои правила в работе, но основной принцип не очень отличается.
remoskop.ru
Как нарезать резьбу вручную плашкой и метчиком
Резьбовые соединения широко применяются в устройстве различных механизмов и машин. Болты, шпильки, винты, гайки – это универсальные, взаимозаменяемые крепежные изделия. Однако бывают случаи, когда требуется нарезать резьбу вручную. Качественно выполнить эту работу поможет специализированный инструмент.
Содержание

В машиностроении выделяют три основные системы крепежных резьб: метрическую, дюймовую и трубную.
Метрическая резьба получила наибольшее распространение. Она имеет треугольный профиль с углом 60˚. Её основные параметры, диаметр и шаг, выражаются в миллиметрах. Пример обозначения: М16. Это означает, что резьба метрическая, имеет диаметр 16 мм с крупным шагом 2,0 мм. Если шаг мелкий, тогда указывается его значение, например, М16*1,5.
Диаметры дюймовой и трубной резьбы выражаются в дюймах. Шаг характеризуется числом ниток на дюйм. Указанные параметры стандартизированы, поэтому всегда есть возможность подобрать необходимый инструмент.
Нарезание наружной резьбы плашкой
Для нарезания наружной резьбы потребуются следующие инструменты и материалы: плашка или трубный клупп, плашкодержатель, напильник, тиски, штангенциркуль, машинное масло.

Наибольшее распространение получили круглые плашки (лерки). Они бывают цельными или разрезными. Диаметры цельных круглых плашек стандартизированы. Это позволяет выбрать подходящий вариант из большого ряда размеров, например, М10, М12, М14, М16.
Особенностью разрезных плашек является возможность регулировать диаметр нарезаемой резьбы в пределах 0,1…0,25 мм. Однако они обладают пониженной жесткостью, что сказывается на точности получаемого профиля.
Порядок работы
Плашку устанавливают в плашкодержатель подходящего размера. После этого её закрепляют при помощи винтов. В случае с наружной трубной резьбой нередко используют плашкодержатели с трещоткой. Они обеспечивают удобство работы в труднодоступных местах, например, у стены.
Толщину стержня выбирают на 0,1…0,25 мм меньше диаметра наружной резьбы. Например, для М6 с крупным шагом это 5,80…5,90 мм; М8 – 7,80…7,90 мм; М10 – 9,75…9,85 мм. Замеры выполняют с помощью штангенциркуля. Диаметры стержней под нарезание метрической резьбы среднего класса точности 6g представлены в таблице.
Номинальный диаметр резьбы, мм | Шаг, P | Диаметр стержня, мм | |
номинальный | минимальный | ||
5 | 0,8 | 4,92 | 4,82 |
6 | 1 | 5,89 | 5,79 |
8 | 1,25 | 7,87 | 7,76 |
10 | 1,5 | 9,85 | 9,73 |
12 | 1,75 | 11,83 | 11,7 |
14 | 2 | 13,8 | 13,67 |
16 | 2 | 15,8 | 15,67 |
18 | 2,5 | 17,8 | 17,62 |
20 | 2,5 | 19,8 | 19,62 |
22 | 2,5 | 21,8 | 21,62 |
24 | 3 | 23,79 | 23,57 |
27 | 3 | 26,79 | 26,57 |
30 | 3,5 | 29,79 | 29,52 |
Чтобы обеспечить лучшее врезание плашки, на конце стержня запиливают фаску. Её ширина должна быть 1 – 1,5 мм для М6 … М18. Заготовку смазывают машинным маслом, что облегчает последующую работу и позволяет получить более качественную поверхность.

Плашку накладывают на конец стержня так, чтобы её плоскость была перпендикулярна оси нарезаемого болта. Далее с небольшим нажимом вращают плашкодержатель по часовой стрелке (если резьба левая, то против часовой стрелки). Когда плашка врежется в стержень на одну-две нитки, её следует повернуть на пол-оборота назад для лучшего удаления стружки. После этого снова делают 1-2 оборота по ходу резьбы и 0,5 – в обратную сторону. Действуя по данной схеме, болт нарезают на необходимую длину.
Диаметр наружной резьбы проверяют обычной гайкой или калибром-кольцом. При необходимости шаг контролируют резьбомером.
Нарезание внутренней резьбы метчиком
Для формирования внутренней резьбы необходимы следующие инструменты и материалы:
- молоток, кернер, дрель, сверла;
- комплект метчиков, вороток, слесарные тиски;
- машинное масло.

Технология нарезания резьбы метчиком
Первым делом производят разметку заготовки и кернят центр будущего отверстия. Подбирают сверло, соответствующее необходимому диаметру резьбы. Это можно сделать с помощью справочных таблиц или приближённо по формуле d = D – P. Здесь D – диаметр резьбы, P – её шаг, d – диаметр сверла. Например, для М10 d = 10 – 1,5 = 8,5 мм.
Номинальный диаметр резьбы, мм | Шаг, P | Диаметр сверла под резьбу |
|---|---|---|
| 2 | 0,4 | 1,6 |
| 3 | 0,5 | 2,5 |
| 3,5 | 0,6 | 2,9 |
| 4 | 0,7 | 3,3 |
| 5 | 0,8 | 4,2 |
| 6 | 1 | 5,0 |
| 0,75 | 5,25 | |
| 0,5 | 5,5 | |
| 8 | 1,25 | 6,8 |
| 1 | 7,0 | |
| 0,75 | 7,25 | |
| 0,5 | 7,5 | |
| 10 | 1,5 | 8,5 |
| 1,25 | 8,8 | |
| 1 | 9,0 | |
| 0,75 | 9,25 | |
| 0,5 | 9,5 | |
| 12 | 1,75 | 10,2 |
| 1,5 | 10,5 | |
| 1,25 | 10,8 | |
| 1 | 11 | |
| 0,75 | 11,25 | |
| 0,5 | 11,5 | |
| 14 | 2 | 12,0 |
| 1,5 | 12,5 | |
| 1,25 | 12,8 | |
| 1 | 13,0 | |
| 0,75 | 13,25 | |
| 0,5 | 13,5 | |
| 16 | 2 | 14,0 |
| 1,5 | 14,5 | |
| 1 | 15,0 | |
| 0,75 | 15,25 | |
| 0,5 | 15,5 | |
| 18 | 2,5 | 15,5 |
| 2 | 16,0 | |
| 1,5 | 16,5 | |
| 1 | 17,0 | |
| 0,75 | 17,25 | |
| 0,5 | 17,5 | |
| 20 | 2,5 | 17,5 |
| 22 | 2,5 | 19,5 |
| 24 | 3 | 21 |
| 27 | 3 | 24 |
| 30 | 3,5 | 26,5 |
В детали сверлят отверстие на требуемую глубину, которая должна превышать длину нарезаемой части. С помощью сверла диаметром большим, чем d, на кромке отверстия выполняют фаску. Она служит для центрирования и лучшего захода метчика.
По основным параметрам резьбы – диаметру и шагу – подбирают режущий инструмент. Как правило, используют комплект из двух метчиков. Один из них черновой, другой – чистовой. По размеру квадрата хвостовой части метчиков выбирают вороток.
Деталь надежно закрепляют в тисках. Черновой метчик и отверстие смазывают машинным маслом. После этого устанавливают метчик строго перпендикулярно поверхности детали и, нажимая вдоль его оси, вращают вороток за рукоятки.

Нарезав одну-две нитки резьбы, делают четверть оборота в обратную сторону. Это способствует дроблению и удалению стружки, препятствует заеданию инструмента. Работу продолжают, осуществляя попеременное вращение: ½ оборота вперед, ¼ – назад. При этом необходимо следить за тем, чтобы не было перекоса метчика. Не стоит также прикладывать чрезмерное усилие к нему. Чтобы не допустить заедания, режущий инструмент периодически выводят, а отверстие очищают от стружки.
После нарезания внутренней резьбы на необходимую глубину в отверстие устанавливают чистовой метчик. Когда он пойдет по заданному направлению, на него надевают вороток и продолжают работу. Периодически добавляют смазку.
Резьбу проверяют с помощью калибра-пробки или болта. Он должен ввертываться без усилий и не качаться. При необходимости делают дополнительный проход чистовым метчиком.
tehnouzel.ru