Устройство и принцип работы плазменного резака
Плазмотрон – базовый элемент аппарата плазменной резки
Плазменная резка давно зарекомендовала себя как высокопроизводительный, безопасный и скоростной метод обработки металлов, позволяющий получить чистую и ровную поверхность без дополнительной обработки. Главным «участником» этого процесса является резак – базовый рабочий орган плазмореза. Несмотря на растущий интерес к технологии, путаница в терминологии остается до сих пор: иногда под «плазмотроном» ошибочно подразумевают всю установку для резки. Что же представляет собой этот аппарат и как именно он устроен?
Составляющие плазмотрона
- Сопло, формирующее плазменную струю. Размер реза, характеристики дуги и скорость охлаждения оборудования во многом зависят от диаметра комплектующей и ее длины: чем она длиннее, тем аккуратнее получается разрез, но вместе с тем и сокращается срок эксплуатации.
Самыми лучшими считаются сопла из чистой меди, поскольку этот материал удачно сочетает высокую теплопроводность и малую стоимость.

- Электрододержатель с катодом (электродом), изготовленным чаще всего из гафния, реже – из циркония, бериллия или тория (оксиды последних могут быть токсичными или радиоактивными и наносят вред здоровью оператора, поэтому их применяют не так часто).
- Дуговая камера для подачи воздушного потока.
- Изоляционная втулка, разделяющая электродный и сопловый узлы.
- Кожух с внешней стороны.
- Кабель-шланговый пакет, соединяющий устройство с источником питания. Кабель служит для передачи тока от инвертора или трансформатора, а шланг – для транспортировки сжатого воздуха.
- Роликовые упоры, головка резака, защитный колпачок также входят в конструкцию прибора, хоть и не принимают непосредственного участия в процессе.
В комплектации может быть также завихритель, например выполненный в виде керамических колец или шайб. Размещенные перед входом в сопловый узел подобные приспособления обеспечивают вихревую подачу газа в дуговую камеру и способствуют более эффективному сжатию дуги и ее стабилизации.

При обработке металла толщиной до 10 мм одного комплекта «сопло + электрод» хватает примерно на 8 рабочих часов
Принцип работы
Сигналом к началу работы становится нажатие кнопки «розжиг» или «старт», в ответ на которое от источника питания в плазмотрон поступают токи высокой частоты. Под их воздействием внутри аппарата между наконечником сопла и электродом образуется дежурная электрическая дуга температурой 6000 – 8000 °С, столб которой заполняет собой весь канал.
Следующий этап – в камеру по шлангу поступает сжатый воздух. Проходя через электродугу, он нагревается и ионизируется, приобретая токопроводящие свойства, а объем увеличивается в 50-100 раз. Сопло, суженное книзу, формирует воздушный поток, готовый вырваться наружу на большой скорости. Именно этот нагретый до 25000-30000 °С ионизированный воздух и называют плазмой, выполняющей разрез.
Плазмообразующими газами выступают кислород, смесь водорода с аргоном, азот. В промышленности, кроме них, используют ряд защитных газов (гелий, аргон) и их смеси.

В момент, когда плазма соприкасается с поверхностью металла, дежурная дуга гаснет, а вместо нее зажигается рабочая, или режущая. Под ее действием металл плавится, образуя рез, а расплавленные частицы удаляются струей под высоким давлением.
Охлаждение плазмотронов осуществляется воздушным или водяным способом. Первый вариант с применением потоков газа актуален для маломощных установок. Второй – с циркулирующей водой – практикуют в аппаратах высокой мощности на крупном производстве. «Жидкая» технология более эффективна, однако утяжеляет конструкцию устройства и повышает стоимость его эксплуатации.
Использование этого незамысловатого с виду аппарата позволяет не только выполнять прямые, но и делать фигурные резы, проемы и отверстия, выравнивать кромки и т.д. – как в небольших мастерских, так и в промышленных масштабах.
Как работает плазменная резка? Преимущества и недостатки
Резку металла можно разделить на две категории – механическую и термическую.
Это один из широко используемых методов резки толстых металлических листов, но также он может использоваться для листового металла. Прежде чем углубляться в преимущества и возможности плазменной резки, следует ответить еще на один вопрос.
Что такое плазма?
Вы определенно слышали о трех основных состояниях материи – твердом, жидком и газообразном. Но есть и четвертый. Да, это плазма.
Плазму можно найти в природе, но в основном в верхних частях атмосферы Земли. Знаменитое полярное сияние – результат солнечного ветра, созданного из плазмы. Освещение и высокотемпературный огонь тоже включает в себя плазму.
В общей сложности она составляет около 99% видимой Вселенной.
В повседневной жизни мы можем встретить плазму в телевизорах, люминесцентных лампах, неоновых вывесках и, конечно же, в плазменных резаках.
Плазма – это электропроводящее ионизированное газоподобное вещество. Это означает, что в некоторых атомах отсутствуют электроны, и также есть свободные электроны, плавающие вокруг.
Это означает, что в некоторых атомах отсутствуют электроны, и также есть свободные электроны, плавающие вокруг.
Газ можно превратить в плазму, подвергнув его интенсивному нагреву. Вот почему плазму часто называют ионизированным газом.
Плазма похожа на газ, поскольку атомы не находятся в постоянном контакте друг с другом. В то же время она ведет себя аналогично жидкостям с точки зрения её способности течь под воздействием электрического и магнитного поля.
Как работает плазменный резак?
Процесс плазменной резки – это метод термической резки. Это означает, что для плавления металла используется тепло, а не механическая сила. Общая механика системы всегда одинакова. В плазменных резаках используется сжатый воздух или другие газы, например азот. Ионизация этих газов происходит с образованием плазмы.
Обычно сжатые газы контактируют с электродом, а затем ионизируются для создания большего давления. Когда давление увеличивается, поток плазмы направляется к режущей головке.
Когда давление увеличивается, поток плазмы направляется к режущей головке.
Режущий наконечник сужает поток, создавая поток плазмы. Затем он наносится на заготовку. Поскольку плазма электропроводна, заготовка соединяется с землей через стол для резки.Когда плазменная дуга контактирует с металлом, его высокая температура плавит его. В то же время высокоскоростные газы выдувают расплавленный металл.
Запуск процесса резки
Не все системы работают одинаково. Во-первых, есть обычно более бюджетная версия, называемая высокочастотным контактом . Это недоступно для плазменных резаков с ЧПУ, потому что высокая частота может мешать работе современного оборудования и вызывать проблемы.
В этом методе используется искра высокого напряжения и высокой частоты. Возникновение искры происходит при соприкосновении плазменной горелки с металлом. Это замыкает цепь и создает искру, которая, в свою очередь, создает плазму.
Другой вариант – метод пилотной дуги . Во-первых, искра создается внутри горелки цепью высокого напряжения и низкого тока. Искра создает вспомогательную дугу, которая представляет собой небольшое количество плазмы.
Искра создает вспомогательную дугу, которая представляет собой небольшое количество плазмы.
Режущая дуга возникает, когда вспомогательная дуга входит в контакт с заготовкой. Теперь оператор может начать процесс резки.
Третий способ – использование подпружиненной головки плазмотрона . Если прижать резак к заготовке, возникает короткое замыкание, в результате чего начинает течь ток.
При снятии давления образуется вспомогательная дуга. Следующее такое же, как и в предыдущем методе. Это приводит к контакту дуги с заготовкой.
Какие газы используются, их особенности
Плазменная резка металла представляет собой процесс проплавления и удаления расплава за счет теплоты, получаемой от плазменной дуги. Скорость и качество резки определяются плазмообразующей средой. Также, плазмообразующая среда влияет на глубину газонасыщенного слоя и характер физико-химических процессов на кромках среза. При обработке алюминия, меди и сплавов, изготовленных на их основе, используются следующие плазмообразующие газы:
- Сжатый воздух;
- Кислород;
- Азотно-кислородная смесь;
- Азот;
- Аргоно-водородная смесь.


Воздух
Основными составляющими воздуха являются азот (78,18%) и кислород (20,8%). Сочетание этих двух газов представляет собой очень богатую энергией смесь. Воздух применяется в качестве плазменного газа для резки нелегированных, низколегированных, высоколегированных сталей и алюминия. Обычно воздух используется для ручной резки, а также для резки тонкого листа. Если резка нелегированной стали выполняется с применением в качестве плазменного газа воздуха, то кромки реза получаются прямыми и достаточно гладкими. Однако, как газ для резки, воздух повышает содержание азота на поверхностях реза. Если такие кромки реза далее не подвергаются механической обработке, в сварном шве могут создаться поры.
Кислород
Кислород применяется в качестве плазменного газа для резки нелегированных и низколегированных сталей. Когда кислород смешивается с расплавом, понижается его вязкость, благодаря чему расплав приобретает большую текучесть. Это обычно даёт возможность получить кромки реза без грата и верхние края без скруглений. Появляется возможность достичь более высоких скоростей резки, чем в случае с азотом и воздухом. В отличие от азота или воздуха, при использовании кислорода поверхности реза не насыщаются азотом, а значит, риск возникновения пор при последующей сварке сводится к минимуму.
Это обычно даёт возможность получить кромки реза без грата и верхние края без скруглений. Появляется возможность достичь более высоких скоростей резки, чем в случае с азотом и воздухом. В отличие от азота или воздуха, при использовании кислорода поверхности реза не насыщаются азотом, а значит, риск возникновения пор при последующей сварке сводится к минимуму.
Аргон
Аргон является единственным инертным газом, который может производиться для коммерческих целей с использованием метода воздушной сепарации при объёмном проценте 0,9325. Будучи инертным газом, он химически нейтрален. Благодаря своей большой атомной массе (39,95), аргон способствует вытеснению расплавленного материала из зоны реза посредством высокой плотности импульсов создаваемой плазменной струи. Из-за своей относительно низкой теплопроводности и энтальпии, аргон не является совершенно идеальным газом для плазменной резки, так как он позволяет достичь только лишь относительно небольшой скорости резки, в результате чего получаются скругления, поверхности имеют чешуйчатый вид.
Водород
По сравнению с аргоном, водород имеет очень маленькую атомную массу и характеризуется относительно большой теплопроводностью. Водород имеет чрезвычайно высокую максимальную теплопроводность в температурном диапазоне диссоциации, что обусловливается процессами диссоциации и рекомбинации. Первоначально при рекомбинации и ионизации двухатомного водорода из дуги высвобождается большое количество энергии. Это приводит к обжатию вытекающей дуги. Из приведенного описания физических свойств следует, что водород, сам по себе, настолько же не подходит в качестве плазменной среды, насколько и аргон. Однако, если положительные свойства водорода, касающиеся тепловых показателей совместить с большой атомной массой аргона, то получаемая в результате газовая смесь даёт возможность быстро передавать кинетическую энергию, а также достаточное количество тепловой энергии разрезаемому материалу.
Азот
В отношении физических свойств азот занимает приблизительно промежуточное положение между аргоном и водородом.
Преимущества и недостатки плазменной резки:
Преимущества:
- Может резать все токопроводящие материалы. Газовая резка, хотя она также подходит для резки толстых металлов, ограничивается только черными металлами;
- Хорошее качество для толщины до 50 мм;
- Максимальная толщина до 150 мм;
- Может резать в воде, что приведет к уменьшению ЗТВ. Также снижает уровень шума;
- Меньший пропил по сравнению с газовой резкой;
- Более высокая скорость резки, чем при резке кислородом.
 Также снижает уровень шума;
Также снижает уровень шума;Недостатки:
- Большая ЗТВ по сравнению с лазерной резкой;
- Качество с более тонкими листами и пластинами хуже, чем при лазерной резке;
- Допуски не такие точные, как при лазерной резке;
- Не достигает такой толщины, как гидроабразивная или газовая резка;
- Оставляет ЗТВ, которой нет при гидроабразивной струе;
- Более широкий пропил, чем при лазерной резке;
- Кроме того, сам процесс довольно сложный и требует высокой квалификации оператора;
- Заготовку необходимо располагать строго перпендикулярно.
- Во время резки металла в воздух выбрасывается большое количество вредных газов.
Как выбрать плазменный резак — Baker’s Gas & Welding Supplies, Inc.
Плазменный резак режет металл, пропуская воздух или инертный газ через плазменную горелку, зажигая электрическую дугу, а затем пропуская плазму через наконечник резака для резки металл. Дуга плазменной резки может достигать температуры 45 000 градусов по Фаренгейту и обеспечивает один из самых быстрых способов резки металла.
Дуга плазменной резки может достигать температуры 45 000 градусов по Фаренгейту и обеспечивает один из самых быстрых способов резки металла.
Плазменные резаки имеют переключатель включения/выключения и настройку силы тока, которая определяет, сколько энергии необходимо для резки. При условии, что мощность плазменного резака достаточна для разрезания металлической заготовки, плазма часто является очень безопасным, эффективным и чистым способом резки металла.
Хотя многие упоминают о преимуществах плазменной резки по сравнению с газокислородной резкой, плазменная резка требует значительных предварительных инвестиций. Хотя плазменный резак, безусловно, окупится в долгосрочной перспективе благодаря своей скорости и низким эксплуатационным расходам, если вам нужно резать много металла, выбор правильного плазменного резака для нужд вашего бизнеса или домашней мастерской может быть сложной задачей.
В следующем руководстве представлены некоторые основные факторы, которые следует учитывать при покупке плазменного резака, а также несколько полезных ссылок на веб-сайт Baker, где вы можете узнать больше о плазменных резаках и связанных с ними продуктах.
Подберите плазменный резак для своей работы
Как и при покупке сварочного аппарата, тип плазменного резака, который вы выберете, будет определяться видом выполняемой вами работы. В отличие от газокислородной резки, плазменная резка способна резать практически любой металл. Поэтому при выборе плазменного резака основное внимание уделяется толщине и количеству металла, который вы планируете резать. Ниже приведены некоторые ключевые вопросы, которые следует задать, пытаясь подобрать плазменный резак для своей работы:
- Вы режете толстый металл?
- Как часто вы будете использовать свой плазменный резак?
- Вам нужен переносной блок?
- Готовы ли вы приспособить розетки для своего резака?
- У вас есть генератор, который вы планируете использовать с плазменным резаком?
- Будет ли ваш электрический ток колебаться?
Когда вы просматриваете варианты плазменного резака, эти вопросы сужают ваш выбор. Хотя определенные устройства будут выделяться для ваших конкретных потребностей, вполне вероятно, что выбор между брендами будет сводиться к тому, к чему вы привыкли или что вам рекомендуют. Основное различие между брендами заключается в том, что стандартная функция одного производителя может быть дополнительной на машине другого бренда.
Хотя определенные устройства будут выделяться для ваших конкретных потребностей, вполне вероятно, что выбор между брендами будет сводиться к тому, к чему вы привыкли или что вам рекомендуют. Основное различие между брендами заключается в том, что стандартная функция одного производителя может быть дополнительной на машине другого бренда.
Существуют также комбинированные устройства, включающие плазменный резак с стержнем и сварочный аппарат TIG. Если вам просто нужен плазменный резак для нерегулярной работы, это может быть отличным вариантом, если вы сможете найти устройство, которое соответствует вашим потребностям в сварке TIG или дуговой сварке.
Если вы решите присмотреться к легкому портативному устройству, работающему от генератора, ищите устройство, способное справиться с колебаниями мощности генератора.
Обзор плазменных резаков
Выбор выходной мощности плазменного резака
Выходная мощность плазменного резака определяет, что он может резать. Например, выходная мощность 12 ампер станка на 120 В сможет разрезать большую часть металла толщиной 1/8 дюйма, а выходная мощность 60 ампер станка на 230 В сможет разрезать большинство металлов толщиной 7/8 дюйма. .
Например, выходная мощность 12 ампер станка на 120 В сможет разрезать большую часть металла толщиной 1/8 дюйма, а выходная мощность 60 ампер станка на 230 В сможет разрезать большинство металлов толщиной 7/8 дюйма. .
Также доступны инверторные плазменные резаки, которые обеспечивают высокую мощность резки, но при этом весят намного меньше, чем обычные резаки с такой же производительностью.
Выбор скорости резки плазменной резки
Скорость резки для плазменных резаков обычно указывается в дюймах в минуту (IPM). Ваш рабочий процесс и приоритеты будут определять, что вам нужно, но имейте в виду, что, хотя два плазменных резака могут разрезать металл толщиной 1/2 дюйма, один может разрезать металл за минуту, а другой может занять столько же времени. до четырех или пяти, если у него медленная скорость резки. Выбор машины с правильной скоростью резки может стать решающим фактором между разумными инвестициями и снижением производительности.
Выбор рабочего цикла плазменного резака
Рабочий цикл плазменного резака — это количество времени, в течение которого он может непрерывно работать в течение десяти минут, прежде чем ему потребуется охлаждение.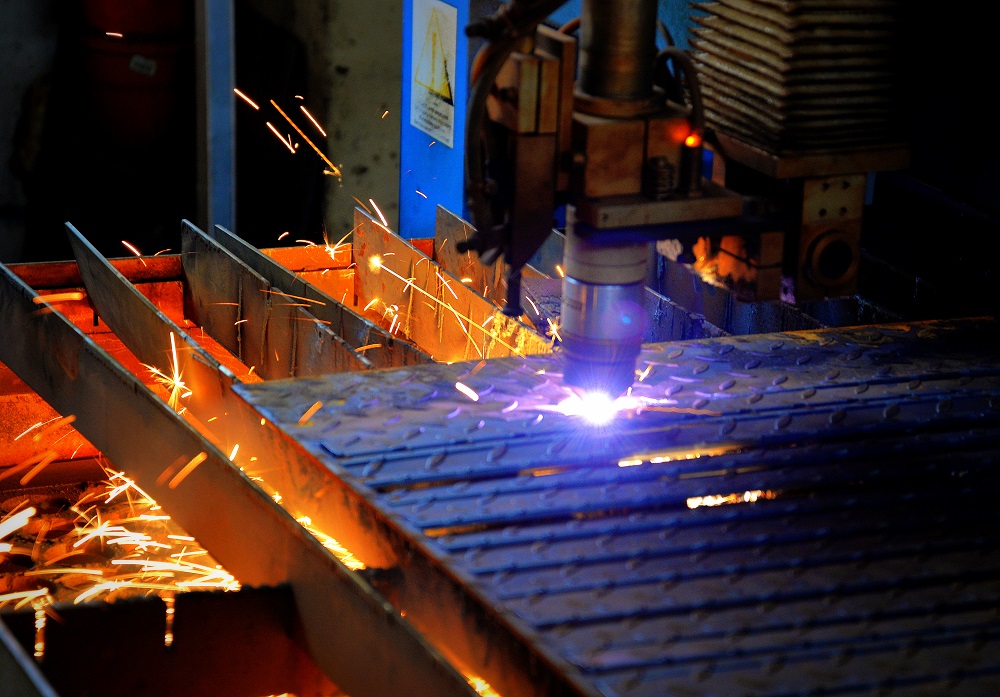 Пятиминутный рабочий цикл означает, что плазменный резак может работать в течение пяти минут, прежде чем ему потребуется пять минут для охлаждения. Если машина работает с меньшей мощностью, рабочий цикл может увеличиться, хотя чрезмерно жаркие условия эксплуатации могут сократить его. Использование машины за пределами ее рабочего цикла приведет к ее перегреву.
Пятиминутный рабочий цикл означает, что плазменный резак может работать в течение пяти минут, прежде чем ему потребуется пять минут для охлаждения. Если машина работает с меньшей мощностью, рабочий цикл может увеличиться, хотя чрезмерно жаркие условия эксплуатации могут сократить его. Использование машины за пределами ее рабочего цикла приведет к ее перегреву.
Более длительный рабочий цикл идеально подходит для выполнения длинных или глубоких резов на больших кусках металла, а более короткий рабочий цикл идеально подходит для домашней мастерской, где регулярно выполняется серия мелких резов.
Правильный выбор резака для плазменной резки
Существует два распространенных типа плазменных резаков. Наиболее распространены факелы высокочастотных пусковых систем, создающих искру с помощью высоковольтного трансформатора, конденсаторов и искрового разрядника. Преимущество высокочастотных горелок состоит в том, что в них не используются движущиеся части, и поэтому они достаточно надежны. Тем не менее, они требуют периодического обслуживания и могут создавать электрические помехи, которые могут мешать работе компьютеров и другого электрооборудования в вашем офисе, магазине или дома.
Тем не менее, они требуют периодического обслуживания и могут создавать электрические помехи, которые могут мешать работе компьютеров и другого электрооборудования в вашем офисе, магазине или дома.
Другим вариантом является контактная пусковая горелка, в которой используется подвижный электрод или сопло для получения искры, которая зажигает вспомогательную дугу. Этот тип горелки не создает помех другим электрическим элементам и включается мгновенно без цикла предварительной подачи.
Отличным свойством резака, которое можно исследовать, является защитный экран, который крепится к чаше резака и удерживает наконечник на идеальном расстоянии от 1/16 до 1/8 дюйма от разрезаемого металла — это расстояние известно. как «отстань». Горелка может работать на полную мощность с постоянным зазором. Расстояние зазора зависит от толщины металла и силы тока, используемой для его резки, при этом при резке с низкой силой тока требуется минимальное расстояние зазора или его отсутствие.
Если вы планируете работать с тонким металлом, вам, скорее всего, понадобится только горелка с одним потоком, которая работает с ограниченной силой тока и не требует дополнительного потока защитного газа для охлаждения горелки. Для крупных операций по резке или пользователей, планирующих резку толстого металла, двухпоточная горелка с защитным газом позволит резать более толстый металл при высокой силе тока.
Для крупных операций по резке или пользователей, планирующих резку толстого металла, двухпоточная горелка с защитным газом позволит резать более толстый металл при высокой силе тока.
Независимо от того, как горелка зажигает плазменную дугу или использует защитный экран, выберите конструкцию горелки, которая хорошо ложится в вашу руку, особенно если вы планируете использовать ее в течение длительного периода времени.
Выбор расходных материалов для плазменного резака
После первоначальной покупки плазменного резака наиболее важными текущими расходами будут режущие наконечники и электроды. Поэтому, прежде чем брать в руки плазменный резак, узнайте как можно больше о том, насколько быстро ваш станок будет использовать эти предметы. Поврежденный наконечник из-за неправильной техники или изношенный электрод либо снизят скорость резки, либо снизят качество разрезов, поэтому часто рекомендуется менять наконечник и электрод вместе, чтобы достичь наилучших результатов резки.
Дэвид Кук из The Fabricator предлагает следующее уравнение для определения текущей стоимости блоков плазменной резки:
«Стоимость расходных материалов или общая стоимость расходных материалов, деленная на срок службы расходных материалов в часах дуги в час, является наиболее полезное измерение Например, если стоимость сопла составляет 4 доллара США, стоимость электрода составляет 6 долларов США, а вместе комплект длится 2,5 дуговых часа, то стоимость в час, или CPH, составляет (4 доллара США + 6 долларов США) / 2,5 = 4 доллара».
Что еще следует учитывать при выборе плазменного резака
Как и в случае любого крупного оборудования, важно протестировать плазменный резак или, по крайней мере, убедиться, что продавец предлагает надлежащую политику возврата, если резак не соответствует своим обещаниям. Кроме того, надежная гарантия гарантирует, что ваши инвестиции в новую режущую систему будут надежными в долгосрочной перспективе.
Факторы, которые следует учитывать при покупке дешевого плазменного резака
При покупке инструментов для вашей профессии необходимо учитывать множество факторов, и плазменный резак не является исключением. Но прежде чем вы купите самый дешевый плазменный резак, вы должны рассмотреть несколько важных факторов. Независимо от того, являетесь ли вы любителем или профессионалом, в этой статье будут рассмотрены ключевые элементы, которые вы должны учитывать при покупке лучшего дешевого плазменного резака на рынке.
Но прежде чем вы купите самый дешевый плазменный резак, вы должны рассмотреть несколько важных факторов. Независимо от того, являетесь ли вы любителем или профессионалом, в этой статье будут рассмотрены ключевые элементы, которые вы должны учитывать при покупке лучшего дешевого плазменного резака на рынке.
Сколько стоит плазменный резак?
Диапазон цен на воздушно-плазменные резаки может варьироваться от пары сотен до нескольких тысяч долларов, поэтому, прежде чем мы рассмотрим, на что следует обратить внимание при покупке плазменного резака, давайте начнем с объяснения, почему существует такой широкий диапазон цен. .
Конструкция блока питания
Как правило, более качественные системы, такие как плазменные резаки Hypertherm Powermax ® , имеют меньшее количество деталей, более прочные компоненты и конструкцию, которая отделяет чувствительные компоненты от металлической пыли, которая может вызвать преждевременный износ. Другими словами, эти системы рассчитаны на длительный срок службы и обеспечивают хорошее соотношение цены и качества. С другой стороны, дешевые плазменные резаки используют более дешевые компоненты, которые далеко не так надежны, как в более качественных системах.
С другой стороны, дешевые плазменные резаки используют более дешевые компоненты, которые далеко не так надежны, как в более качественных системах.
Если вам нужно будет снять металлическую крышку с одного из плазменных резаков Hypertherm Powermax, вы быстро заметите несколько вещей. Вы заметите, как пусто внутри. На самом деле внутри не так много деталей. Это связано с тем, что система спроектирована с использованием методологии, называемой «Проектирование для производства и сборки» или DFMA. DFMA призывает инженеров выявлять, количественно оценивать и устранять потери или неэффективность при разработке продукта. Кроме того, вы заметите, что система имеет две стороны: чистую сторону, на которой расположена плата управления, и грязную сторону, на которой расположен вентилятор.
Поскольку на рынке так много дешевых плазменных резаков, невозможно описать внутреннюю часть каждой из этих систем. Однако в целом внутренняя часть этих систем может напоминать птичье гнездо с путаницей деталей и проводов.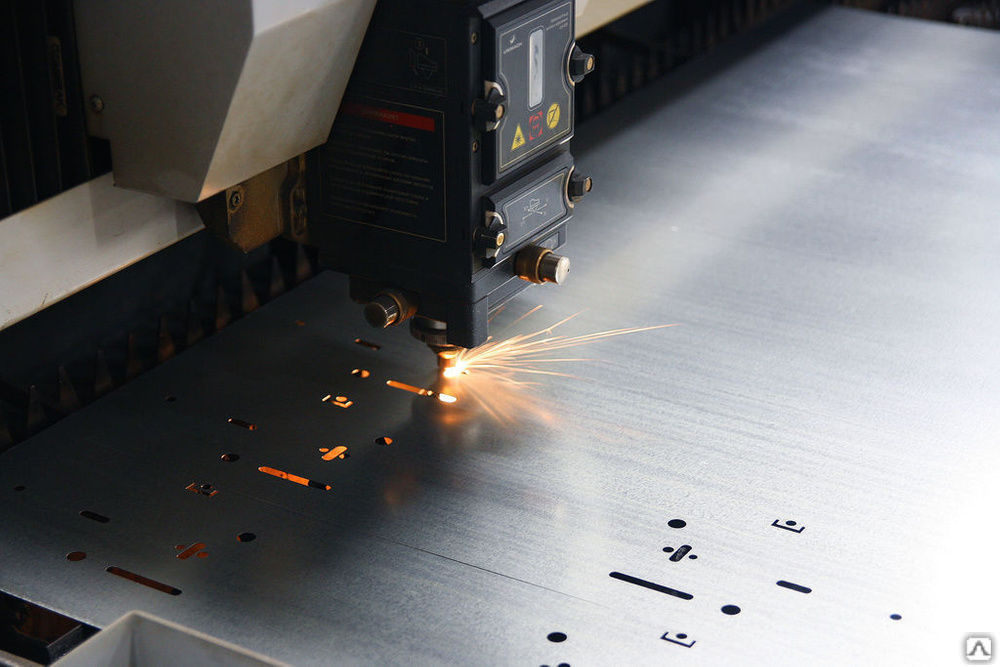 Теперь вы можете подумать: «Ну и что? Какая разница, как выглядит мой плазменный резак внутри?» Это важно, потому что чем больше деталей, тем больше деталей, которые могут выйти из строя. А когда какая-то часть выходит из строя, исправить ее будет гораздо сложнее, потому что вам нужно будет разобраться в путанице компонентов, чтобы найти деталь, которую необходимо заменить.
Теперь вы можете подумать: «Ну и что? Какая разница, как выглядит мой плазменный резак внутри?» Это важно, потому что чем больше деталей, тем больше деталей, которые могут выйти из строя. А когда какая-то часть выходит из строя, исправить ее будет гораздо сложнее, потому что вам нужно будет разобраться в путанице компонентов, чтобы найти деталь, которую необходимо заменить.
Резак и расходные материалы
Еще одна большая разница между более дешевыми и более дорогими плазменными резаками заключается в резаке и расходных материалах. В дешевых и недорогих плазменных резаках используются старые (в некоторых случаях 30-летние) горелки и расходные материалы. Если бы вы внимательно посмотрели на горелки лучших дешевых плазменных резаков, вы бы заметили, что все они выглядят одинаково. Факелы могут быть разных цветов, но основной дизайн одинаков. Резак и расходные детали в системах более высокого качества спроектированы для совместной работы с плазменной системой, для которой они были разработаны. Они протестированы с блоком питания и оптимизированы для наилучшей работы с выходными характеристиками блока питания. Это важно из-за чрезвычайно высоких температур, создаваемых при плазменной резке.
Они протестированы с блоком питания и оптимизированы для наилучшей работы с выходными характеристиками блока питания. Это важно из-за чрезвычайно высоких температур, создаваемых при плазменной резке.
Если у вас нет плазменного адаптера Powermax SYNC™ или адаптера Hypertherm, который позволяет использовать расходные материалы в виде цельного картриджа, вам потребуется установить следующие пять расходных деталей на конец плазменного резака:
- Электрод
- Сопло
- Защитный колпачок
- Завихритель
- Защитный колпачок
Как только ваши детали будут помещены в резак, и вы нажмете курок, между электродом и соплом образуется дуга ионизированного газа. Затем к этой электрической дуге добавляется энергия для повышения температуры до 13 871 градуса Цельсия (25 000 градусов по Фаренгейту). После этого дуга пропускается через медное отверстие, чтобы сделать дугу идеально круглой и увеличить ее скорость. Расходные материалы, которые вы используете, должны выдерживать эти высокие температуры и не плавиться. Дешевые расходные материалы дешевы, потому что они не продуманы и не изготовлены тщательно. Они не изготавливаются с допусками, необходимыми для обеспечения того, чтобы расходные детали могли выдерживать чрезвычайно высокие температуры, вызванные плазменной дугой, и, как таковые, очень быстро изнашиваются, обычно после 120–250 пусков. Расходные материалы в более дорогих высококачественных системах выдерживают тысячи пусков, прежде чем потребуется их замена. Вывод: несмотря на то, что дешевые расходные материалы стоят меньше, в долгосрочной перспективе они будут стоить вам больше, поскольку вам нужно будет купить гораздо больше комплектов, чтобы сравняться со сроком службы одного комплекта расходных материалов хорошего качества.
Дешевые расходные материалы дешевы, потому что они не продуманы и не изготовлены тщательно. Они не изготавливаются с допусками, необходимыми для обеспечения того, чтобы расходные детали могли выдерживать чрезвычайно высокие температуры, вызванные плазменной дугой, и, как таковые, очень быстро изнашиваются, обычно после 120–250 пусков. Расходные материалы в более дорогих высококачественных системах выдерживают тысячи пусков, прежде чем потребуется их замена. Вывод: несмотря на то, что дешевые расходные материалы стоят меньше, в долгосрочной перспективе они будут стоить вам больше, поскольку вам нужно будет купить гораздо больше комплектов, чтобы сравняться со сроком службы одного комплекта расходных материалов хорошего качества.
Срок службы расходных материалов — это только начало. Также необходимо учитывать качество резки. Для этого давайте объясним, как дуга воздействует на каждую из пяти расходных частей. Как упоминалось ранее, при плазменной резке плазменная дуга с температурой 13 871 градус Цельсия (25 000 градусов по Фаренгейту) проходит через крошечное отверстие в медном сопле. Медь плавится при температуре около 593 градусов по Цельсию (1100 градусов по Фаренгейту), поэтому высококачественные горелки сконструированы таким образом, что воздушный поток, проходящий через завихрительное кольцо и поступающий во внутреннюю камеру сопла, создает уникальную и точную схему завихрения газа. Он действует как центрифуга, отбрасывая более холодные и тяжелые молекулы газа к внешней стороне отверстия сопла, где они создают холодный непроводящий пограничный слой, защищающий медное сопло от плавления. Есть попытка сделать это с помощью горелок с более старой технологией, но она не работает так же хорошо, как требуется большой инженерный опыт. Кроме того, в горелках более высокого качества используется запатентованная технология, называемая технологией конического потока. Эта технология охлаждает выходное отверстие и увеличивает плотность энергии дуги, что приводит к более узкой и концентрированной дуге и, следовательно, к лучшему качеству резки.
Медь плавится при температуре около 593 градусов по Цельсию (1100 градусов по Фаренгейту), поэтому высококачественные горелки сконструированы таким образом, что воздушный поток, проходящий через завихрительное кольцо и поступающий во внутреннюю камеру сопла, создает уникальную и точную схему завихрения газа. Он действует как центрифуга, отбрасывая более холодные и тяжелые молекулы газа к внешней стороне отверстия сопла, где они создают холодный непроводящий пограничный слой, защищающий медное сопло от плавления. Есть попытка сделать это с помощью горелок с более старой технологией, но она не работает так же хорошо, как требуется большой инженерный опыт. Кроме того, в горелках более высокого качества используется запатентованная технология, называемая технологией конического потока. Эта технология охлаждает выходное отверстие и увеличивает плотность энергии дуги, что приводит к более узкой и концентрированной дуге и, следовательно, к лучшему качеству резки.
Электрод — еще одна важная деталь. Во время резания в установившемся режиме электрод-эмиттер, представляющий собой небольшой кусок гафния, остается в расплавленном состоянии. Когда вы отпускаете спусковой крючок после разреза, охлаждающий воздух после потока вытягивает небольшую порцию этого расплавленного гафния и выплевывает его через отверстие сопла. После 120-250 циклов дешевой плазменной резки большая часть этого гафния исчезает. Вы начнете видеть срезы с гораздо большей угловатостью и окалиной, а вскоре после этого из горелки выйдет зеленое пламя, когда медная часть электрода сгорит. Высококачественные системы предназначены для повышения и понижения давления воздуха и минимизации теплового удара по электроду, когда он переходит от комнатной температуры к 1648 градусам Цельсия (3000 градусов по Фаренгейту) в начале резки. Если делает что-то подобное в конце разреза. Он снижается при отпускании курка, так что гафний может снова затвердеть. Для каждого уровня мощности и конструкции источника питания/резака требуются разные профили, управляемые микропроцессором, и это одна из причин, по которой горелки и источники питания должны совместно разрабатываться одной и той же командой инженеров.
Во время резания в установившемся режиме электрод-эмиттер, представляющий собой небольшой кусок гафния, остается в расплавленном состоянии. Когда вы отпускаете спусковой крючок после разреза, охлаждающий воздух после потока вытягивает небольшую порцию этого расплавленного гафния и выплевывает его через отверстие сопла. После 120-250 циклов дешевой плазменной резки большая часть этого гафния исчезает. Вы начнете видеть срезы с гораздо большей угловатостью и окалиной, а вскоре после этого из горелки выйдет зеленое пламя, когда медная часть электрода сгорит. Высококачественные системы предназначены для повышения и понижения давления воздуха и минимизации теплового удара по электроду, когда он переходит от комнатной температуры к 1648 градусам Цельсия (3000 градусов по Фаренгейту) в начале резки. Если делает что-то подобное в конце разреза. Он снижается при отпускании курка, так что гафний может снова затвердеть. Для каждого уровня мощности и конструкции источника питания/резака требуются разные профили, управляемые микропроцессором, и это одна из причин, по которой горелки и источники питания должны совместно разрабатываться одной и той же командой инженеров. Это помогает продлить срок службы расходных материалов и улучшить качество резки.
Это помогает продлить срок службы расходных материалов и улучшить качество резки.
Прочность и надежность
Теперь поговорим о долговечности и надежности. Системы Hypertherm Powermax — это промышленные машины, предназначенные для работы в суровых условиях и десятилетиями. При разработке новой системы альфа-устройства проходят месяцы испытаний на надежность. Технические специалисты в наших лабораториях по надежности модифицируют системы таким образом, чтобы сила тока была на 10 % выше той, на которую устройства рассчитаны. Затем эти системы подвергаются воздействию температур и уровней влажности, которые на 30 процентов превышают расчетные характеристики. Кроме того, все эти агрегаты проходят ряд испытаний. Мы встряхиваем их, запекаем, вносим большое количество пыли, а затем бросаем. Все эти агрегаты запускаются и выполняют настоящую плазменную резку в этих условиях. Наши специалисты намеренно нагружают эти устройства до тех пор, пока они не выйдут из строя. Затем они анализируют неисправность, при необходимости переделывают детали, возвращают устройство в испытательную камеру и повторяют те же испытания. Эти пыточные испытания продолжаются более 18 месяцев, пока не будет больше отказов. Это приводит к длительным циклам разработки новых продуктов, но очень надежным продуктам.
Эти пыточные испытания продолжаются более 18 месяцев, пока не будет больше отказов. Это приводит к длительным циклам разработки новых продуктов, но очень надежным продуктам.
Таким образом, все плазменные резаки имеют одну общую черту, они режут металл достаточно быстро и достаточно экономично. Однако существует большая разница в производительности и надежности между лучшими дешевыми плазменными резаками и высококачественными плазменными резаками, такими как от Hypertherm.
Всем ли нужен высококачественный плазменный резак для хобби-магазина? Нет. Цель этой статьи не в том, чтобы убедить вас в обратном. Скорее, это нужно для того, чтобы вы понимали, что покупаете, если решите купить дешевый плазменный резак. Если вы хотите узнать больше о различиях между высококачественными и дешевыми плазменными резаками, прочитайте нашу запись в блоге «Почему Powermax».
Факторы, которые следует учитывать при покупке плазменного резака Выбор подходящей системы из довольно широкого ценового диапазона зависит от предполагаемого использования и частоты использования. Вам нужна система для выполнения разовых проектов по дому или вам нужно что-то, способное выдерживать регулярное использование? Вот факторы, которые вы должны учитывать при покупке лучшего дешевого плазменного резака. Далее предполагается, что у вас уже есть общее представление о типе и размере плазменного резака, который вам нужен. Если нет, вы можете начать с прочтения нашего блога Выбор воздушно-плазменной системы.
Вам нужна система для выполнения разовых проектов по дому или вам нужно что-то, способное выдерживать регулярное использование? Вот факторы, которые вы должны учитывать при покупке лучшего дешевого плазменного резака. Далее предполагается, что у вас уже есть общее представление о типе и размере плазменного резака, который вам нужен. Если нет, вы можете начать с прочтения нашего блога Выбор воздушно-плазменной системы.
Метод запуска
Существует два основных метода запуска плазменной дуги. Плазменные системы используют либо высокочастотный пуск, либо так называемый пуск с обратной продувкой. Высокочастотный запуск является более старым и менее желательным методом, поскольку он может создавать помехи для чувствительного электронного оборудования, такого как компьютер, и представляет риск поражения электрическим током. По этим причинам наиболее распространенным методом, используемым сегодня, и методом, который вам нужен, является второй метод. Метод запуска с обратной продувкой использует давление воздуха, чтобы подтолкнуть электрод обратно к соплу и создать вспомогательную плазменную дугу. Это намного безопаснее и надежнее, чем другие методы, поэтому большинство плазменных резаков, даже дешевых плазменных резаков, будут использовать этот метод. Тем не менее, будьте осторожны при покупке, так как иногда вы можете найти дешевые плазменные резаки, которые все еще используют высокочастотный запуск.
Это намного безопаснее и надежнее, чем другие методы, поэтому большинство плазменных резаков, даже дешевых плазменных резаков, будут использовать этот метод. Тем не менее, будьте осторожны при покупке, так как иногда вы можете найти дешевые плазменные резаки, которые все еще используют высокочастотный запуск.
Выходная мощность
При покупке плазменного резака производители и покупатели обращают внимание на силу тока. Мысль заключается в том, что сила тока определяет относительную мощность резки системы и что все 40-амперные системы будут иметь примерно одинаковую мощность. К сожалению, это мышление ошибочно. На самом деле истинная мощность плазменного резака определяется мощностью. Хотя производители редко указывают мощность в ваттах, ее легко рассчитать. Все, что вам нужно сделать, это умножить силу тока на допустимое напряжение нагрузки источника питания плазмы. Вот как это выглядит.
ампер x вольт = ватт
Это полезно знать при покупке дешевого плазменного резака или вообще любого плазменного резака. Допустим, вы наткнулись на плазменный резак на 40 ампер на Amazon. Когда вы прочитаете мелкий шрифт, вы заметите, что он может обеспечить безопасное напряжение нагрузки 96 вольт. Вот математика:
Допустим, вы наткнулись на плазменный резак на 40 ампер на Amazon. Когда вы прочитаете мелкий шрифт, вы заметите, что он может обеспечить безопасное напряжение нагрузки 96 вольт. Вот математика:
40 ампер x 96 вольт = 3840 Вт
Теперь давайте посмотрим на самый дешевый и маломощный плазменный резак, который производит Hypertherm: Powermax30 ® ХР. Эта система имеет 30 ампер и 125 вольт, что при умножении равно 3750 ваттам. Несмотря на то, что у вас на 10 ампер больше, вы увидите, что 40-амперный плазменный резак на самом деле имеет почти такую же мощность, как и 30-амперный Hypertherm.
То же самое относится и к Powermax45 ® XP. Хотя при покупке у вас может возникнуть соблазн сравнить Powermax45 XP с системой на 40 ампер, на самом деле 45-амперный плазменный резак Hypertherm больше похож на 60-амперную систему большинства производителей. На самом деле Powermax45 XP имеет более высокую выходную мощность, чем почти все 60-амперные дешевые плазменные резаки, доступные сегодня. Эта мощность определяет эффективную длину режущей дуги и толщину, которую вы можете разрезать.
Эта мощность определяет эффективную длину режущей дуги и толщину, которую вы можете разрезать.
Рабочий цикл
После выбора метода запуска и мощности необходимо учитывать рабочий цикл, который представляет собой количество времени, в течение которого вы можете непрерывно использовать систему перед перерывом. Теоретически система со 100-процентным рабочим циклом может работать 10 из 10 минут, тогда как система с 50-процентным рабочим циклом предназначена для работы 5 из 10 минут и так далее. К сожалению, определить истинный рабочий цикл любой системы сложно, потому что среди производителей нет согласованного стандарта. Хотя многие используют стандарты Международной электротехнической комиссии, нет закона, который обязывал бы их использовать. Два разных производителя могут предложить разные рейтинги рабочего цикла для одной и той же системы. Мы не можем говорить за других производителей, однако у нас есть следующее руководство: при покупке дешевого плазменного резака спросите, как производитель достиг заявленного рабочего цикла. Это лучший способ узнать, действительно ли вы получаете то, за что платите.
Это лучший способ узнать, действительно ли вы получаете то, за что платите.
Простота обслуживания и доступность запчастей
Последнее, на что стоит обратить внимание при покупке лучшего дешевого плазменного резака, — это простота обслуживания и доступность запчастей. Вы должны спросить себя, насколько легко будет исправить эту систему, когда что-то пойдет не так. В большинстве случаев вы обнаружите, что ремонт дешевого плазменного резака не прост и не стоит денег. Вероятно, вам лучше вернуть его, если он все еще находится на гарантии, или сдать его в лом и купить новую дешевую систему. Что касается доступности запчастей, то речь идет именно о расходных материалах. Насколько легко будет найти расходные материалы для приобретаемой вами системы? Производитель кажется стабильным? Ожидаете ли вы, что она продолжит производить расходные материалы для вашей системы? Кроме того, Hypertherm гарантирует, что будет поддерживать все наши плазменные системы в течение как минимум семи лет с даты прекращения производства системы.