принцип работы и особенности технологии, устройство ручного резака
На чтение 13 мин. Просмотров 10.6k. Опубликовано Обновлено
Плазменная резка – новая великолепная технология, позволяющая разрезать металлы солидной толщины и любой природы, даже самой капризной. В качестве режущего предмета выступает не нож, а плотная струя плазмы, которая позволяет формировать идеально точный рисунок реза в единицу заданного времени.
Этот способ работы с содержит множество достоинств, которые мы разберем ниже. А сейчас начнем с физики – нужно разобраться с сутью процесса.
Физика плазмы
Технология плазменной резки металла отдает главную женскую роль нашей любимой электрической дуге. Он формируется между электродом и соплом. Иногда вместо электрода выступает металл, который нужно разрезать.
Начало процесса – включение источника электрического питания и подача тока высокой частоты в . Источник питания включается автоматически после нажатия тумблера розжига в аппарате.
Сначала формируется так называемая промежуточная дуга – она имеет временный характер и соединяет электрод с наконечником сопла резака. Нагревается эта дежурная дуга до уровня температуры около 8000°С.
Это важный момент общего процесса плазменной резки – нужно помнить, что настоящая дуга между электродом и металлом образуется не сразу, а через ее промежуточный вариант.
Следующий этап процесса – поступление воздуха из компрессора, который обычно прилагается к аппарату резки металла. Компрессор подает воздух в сжатом виде. Этот воздух поступает в камеру плазмотрона, в котором находится и уже раскалена временная электрическая дуга.
[box type=”info”]Дуга нагревает сжатый воздух, объем которого при нагреве увеличивается во много раз. Дополнительно к нагреву и увеличению объема воздух начинает ионизироваться и трансформироваться в настоящий проводник электрического тока. Он превращается в ту самую плазму[/box]
Он превращается в ту самую плазму[/box]Малый диаметр сопла дает возможность разгонять поток этой раскаленной плазмы до огромных скоростей, с которыми струя вылетает из аппарата. Скорость потока может достигать трех метров в секунду.
Схема работы плазменной резки.Температура воздуха – запредельная, вплоть до 30 000°С. При этих условиях электрическая проводимость воздуха – плазмы практически равна проводимости разрезаемого металла.
Настоящая конечная дуга появляется мгновенно, как только поток плазмы достигает и касается поверхности металла. Временная дуга, в свою очередь, автоматически выключается. Металл начинает плавится точно в месте среза.
Жидкие металлические капли сразу же сдуваются струей сжатого воздуха. Это и есть принцип плазменной резки. Как видите, все просто, логично и понятно.
Классификация видов плазменной резки
Виды плазменной резки будут зависеть от среды, в которой проводятся работы по металлу:
Простой
Главное отличие способа – ограниченность электрической дуги. Для резки используется электрический ток и воздух. Иногда вместо воздуха применяются газ в виде азота. Если металлически лист тонкий – всего несколько миллиметров, процесс можно сравнить с лазерным разрезанием.
Для резки используется электрический ток и воздух. Иногда вместо воздуха применяются газ в виде азота. Если металлически лист тонкий – всего несколько миллиметров, процесс можно сравнить с лазерным разрезанием.
При этом способе толщина металлов не должна превышать 10-ти мм. Способ отлично работает для низколегированных сплавов стали и других мягких металлов. Режущим элементом выступает кислород, из которого формируется сжатая струя, превращающаяся в итоге в плазму.
В разрезах получаются очень ровные кромки, не требующие дальнейшей доработки.
С применением защитного газа
При этом способе вместо воздуха используются защитные газы, которые превращаются в плазменный поток после преобразования в плазмотроне. Качество срезов в данном случае значительно повышается благодаря отличной защите процесса от воздействия окружающей среды.
Газ для плазменной резки не представляет из себя ничего необычного: это может быть водород или аргон – «газовая классика».
С водой вместо воздуха
Отличны способ со многими преимуществами, одно из которых – отсутствие необходимости в дорогостоящей и громоздкой системе охлаждения.
Существуют и другие критерии классификации плазменной резки. К примеру, виды резки бывают разделительными и поверхностными. Первый из них используется чаще.
[box type=”info”]Еще один параметр – способ резки. Один вид – резка дугой, в котором разрезаемый металл выступает в качестве элемента электрической цепи. Другой вид – резка струей, когда электрическая дуга соединяет электроды, а не металлическую заготовку.[/box]Есть, например, ручная плазменная резка – самый демократичный способ и по цене, и по простоте исполнения. Есть машинные автоматические технологии, устройства для которых намного дороже и сложнее.
Преимущества резки плазмой
Принцип работы плазменной резки.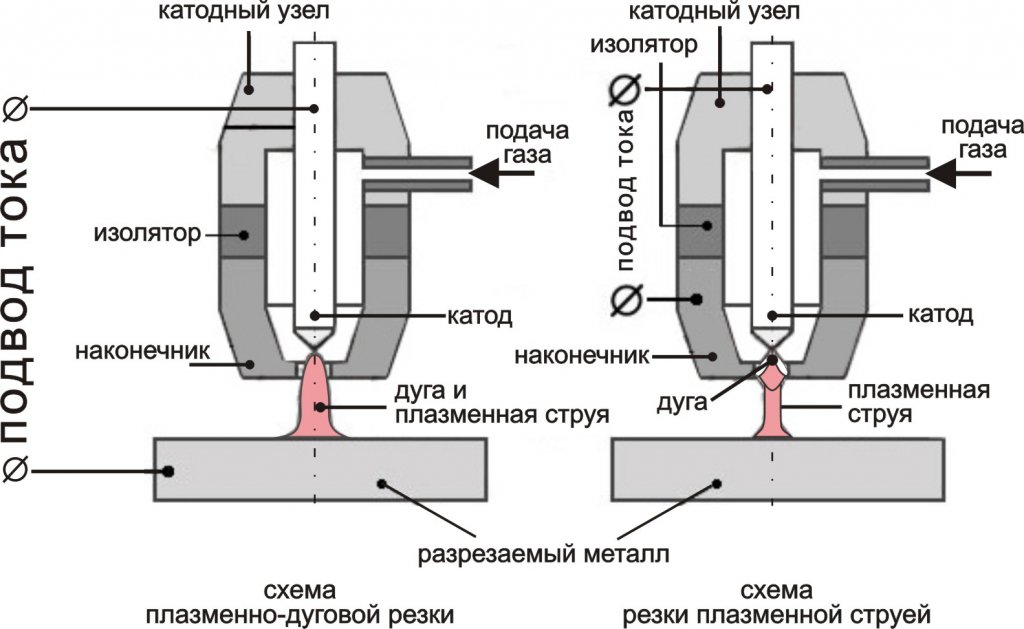
Самой близкой технологией является лазерная резка металлов, поэтому логично будет перечислить преимущества в сравнении с «соседкой»:
- Плазменной резке по плечу металлы любой природы, в том числе цветные, тугоплавкие и другие, сложные для обработки.
- Скорость процесса значительно выше, чем резка газовым резаком.
- Одна из значительных особенностей – возможность производить резы любой формы, включающие и геометрические узоры, и фигурную резку самой высокой сложности. Иными словами, резка с помощью плазмы – это реализация самых смелых творческих идей по металлу и другим трудно поддающимся материалам.
- нипочем любая толщина металла: скорость и качество никоим образом не теряются.
- Этому способу поддаются не только металлы, но и другие материалы: он вполне универсальный.
- Резка плазмой и быстрее, и эффективнее по качеству кромки, чем любые другие механические способы резки.
- В данном методе возможна работа не только перпендикулярно к поверхности металла, но под углом, что помогает освоить широкие листы металла.

- С экологической точки зрения это вполне благополучный вид работы с металлом с минимальным выбросом вредных веществ или загрязнений в воздух.
- Отличная экономия времени из-за отсутствия необходимости предварительно нагревать металл.
- Поскольку в методе не используются взрывоопасные газовые баллоны, он значительно безопаснее, чем другие способы.

Недостатки плазморезки
Ни один способ обработки металлов не обходится без недостатков, и плазменная резка здесь не исключение.
Недостатки плазменной резки следующие:
- Дороговизна всего модельного ряда аппаратов для плазменной резки, включая даже самые простые ручные варианты.
- Пределы толщины металла для резки плазмой: предельная толщина всего 100 миллиметров.
- Это шумный способ работы, потому что сжатый воздух или газ подаются с огромной скоростью.
- Оборудование непростое, дорогое и требующее грамотного и постоянного технического обслуживания.
Советы и нюансы
Еще одной отличительной положительно характеристикой метода является то, что во время процесса происходит нагрев лишь небольшого локального участка. Да и остывает этот участок намного быстрее, чем при лазерной или механической резке.
Да и остывает этот участок намного быстрее, чем при лазерной или механической резке.
Охлаждение необходимо только для двух составных элементов – катода и сопла, как самых нагруженных. Это без проблем производится с помощью рабочей жидкости.
Плазменная дуга и струя. начинает работать стабильно в результате рабочего соотношения катода и сопла с паром из сжатого раскаленного воздуха. На катоде локализуется отрицательный заряд, на наконечнике сопла – соответственно положительный. В результате этого образуется промежуточная дуга.Лишняя влага впитывается специальным материалом, который находится в резервуаре камеры плазмотрона.
Правила безопасности при данном методе имеют строжайший характер, потому что все аппараты плазменной резки могут быть очень травматичными для мастера. Особенно это касается моделей с ручным управлением.
Все будет в порядке, если вы будете соблюдать рекомендации по защитной амуниции мастера: щиток, затемнённые очки, защитные ботинки и т.д. В этом случае вы сможете уберечься от главных факторов риска данного метода – капель расплавленного металла, высокого напряжения и раскаленного воздуха.
Экономия расходных материалов занимает не последнее место в эффективной резке. Для этого зажигаем электрическую дугу не слишком часто, а точно и в срок, чтобы не обрывать ее без надобности.
Экономия ресурсов также распространяется на силу и мощность тока. Если рассчитать его правильно, вы получите не только экономию, но и отличный срез без заусениц, окалины и деформации металла.
Для этого следует работать по следующей схеме: сначала подать ток высокой мощности, сделать пару – тройку разрезов с его помощью. Если сила и мощность тока великоваты, на металле сразу же будет образовываться окалина из-за значительного перегрева.
После осмотра срезов будет ясно, оставить ток на этом уровне или изменить его. Иными словами, работаем экспериментально – малыми пробами.
Иными словами, работаем экспериментально – малыми пробами.
Как работать плазморезкой?
Электрическая схема плазменного генератора.Резка металлов с помощью плазменного потока – слишком серьезное дело, чтобы заниматься им без предварительного изучения и тщательной подготовки. Это поможет вам сделать резку эффективнее со всех точек зрения, и, что весьма немаловажно, минимизировать риски, связанные с производственными опасностями.
Прежде всего нужно знать принцип работы плазменной резки – видеть картинку физических явлений целиком.
Плазменную горелку следует держать очень близко к поверхности и краю металла, в отличие от лазерной резки. Когда тумблер с «пуском» включится, первой загорится временная электрическая дуга, и только затем – настоящая, которая будет главным режущим элементом. с режущей дугой нужно вести по материалу ровно и медленно.
Скорость резки следует строго контролировать. Это можно делать, наблюдая за искрами с обратной стороны листа разрезаемого металла. Если этих искр нет, то это значит, что разрезка металла произошла неполная.
Такое может произойти по нескольким причинам: из-за слишком большой скорости ведения горелки или прохождения аппарата, либо слишком недостаточной мощности подаваемого тока, либо несоблюдения прямого угла в 90° между горелкой и поверхностью металла.
Дело в том, что полная проплавка металла происходит лишь при наклоне плазморезки к поверхности металла под прямым углом и ни градусом больше или меньше.
Перед работой невредно изучить схему вашего аппарата: именно в ней можно прочитать самую достоверную информацию по допускаемой толщине металла, который можно прорезать или сделать в нем отверстие. Устройство плазменного резака может различаться, все зависит от функций его назначения.
Выбор аппарата для плазменной резки
Покупка любого технического оборудования – дело, для которого не нужно жалеть времени и усилий: слишком высок риск неудачного решения и потери денег.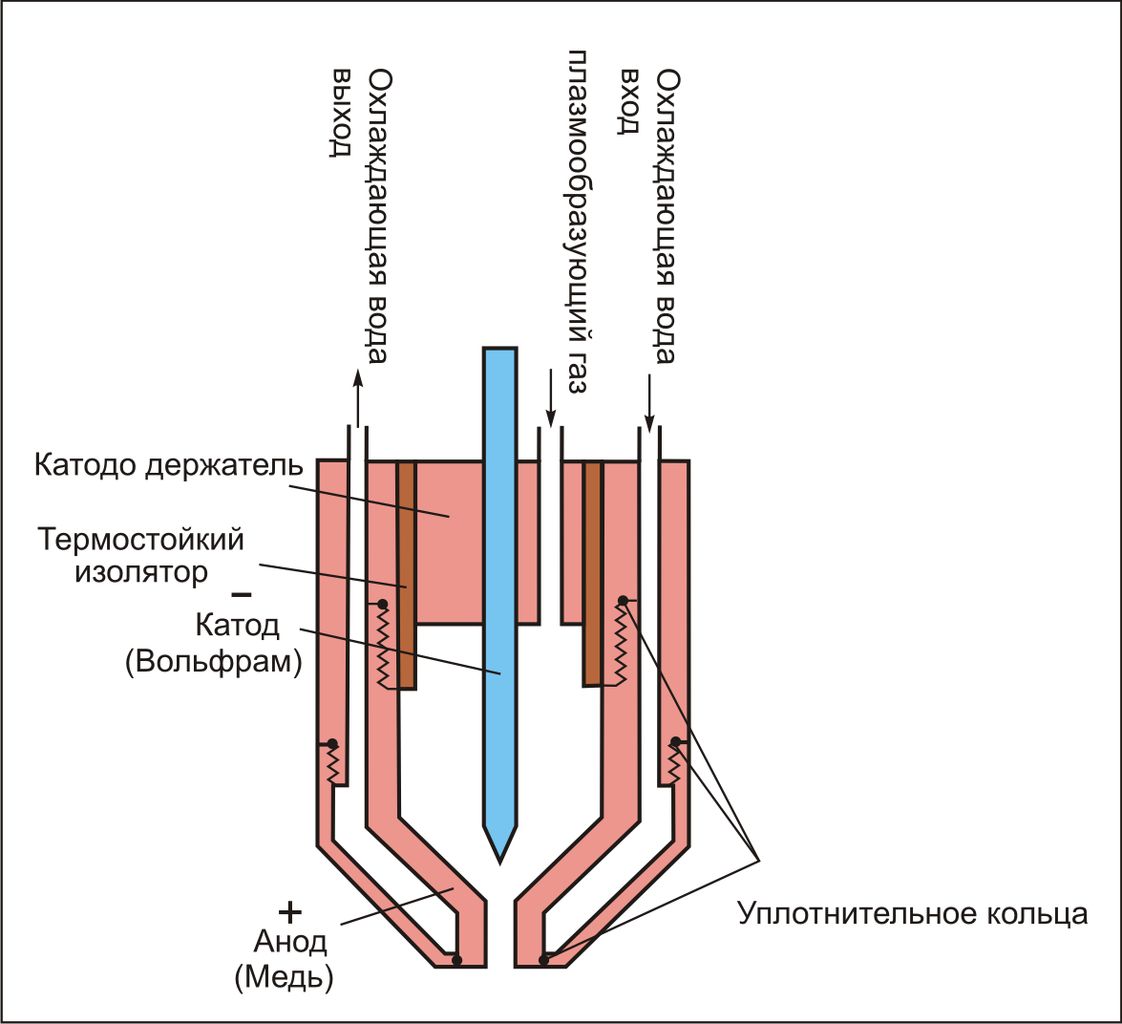 А деньги здесь немалые, вы не найдете плазменного резака дешевле 500 USD в принципе.
А деньги здесь немалые, вы не найдете плазменного резака дешевле 500 USD в принципе.
Сначала разбираемся с параметрами и техническими характеристиками прибора.
[box type=”fact”]Выбор нужно делать только под свои планы и нужды. Задача – найти не самый лучший резак, а самый подходящий для вас по принципу «здесь и сейчас».[/box]Две большие группы плазморезов – это инверторные и трансформаторные. Названия говорят сами за себя.
Открытая и закрытая плазменная струя.Если вам нужен компактный для работы с металлами небольшой толщины, вы можете остановить свой выбор на резаке инверторного типа. Они забирают немного энергии, легкие и с небольшими габаритами.
Вместе с тем работают они с перерывами и легко выходят из строя при перепадах сетевого напряжения. Цена на такие приборы вполне умеренная, из всех плазморезов это самые недорогие.
Другое дело – трансформаторные резаки. Здесь и с габаритами, и с весом «все в порядке»: серьезные аппараты по всем параметрам.
Энергии потребляют много, зато работать они могут практически без перерыва в течение целого дня. И толщина металла может быть побольше, чем при резке инверторной моделью. Стоимость таких устройств высокая – от 3000 до 20000 USD.
Выбор плазменного резака по мощности
Рассуждения начинаем со свойств и технических характеристик деталей, которые вы планируете обрабатывать и резать. Именно это этого рассчитывается мощность режущего прибора, потому что в нем будут различаться и сопло по своему диаметру, и тип используемого газа.
Применение плазменной резки – область чрезвычайно широкая, поэтому говорить нужно только о ваших конкретных нуждах.
[box type=”info”]К примеру, если толщина металлических заготовок около 30-ти мм, вам будет вполне достаточно резака с мощностью 90А. Он легко справится с вашим материалом.[/box]А вот если ваш металл потолще, ищите подходящую модель в диапазоне мощности от 90 до 170А.
Выбор резака по времени и скорости разрезания материала
Скорость плазменной резки металла измеряют в сантиметрах за одну минуту. Эта скорость у разных аппаратов тоже разная и зависит от их общей мощности и природы разрезаемого металла.
Например, при всех прочих равных медленнее всего режется сталь, чуть быстрее – медь и ее сплавы. И еще быстрее – алюминий со своими алюминиевыми сплавами.
Устройство плазменного резака.Если для вас важна скорость, не забывайте о таком показателе, как длительность работы без перегрева, то есть без перерыва. Если в технической спецификации к аппарату написано, что длительность работы 70%, это означает, что после семи минут резки аппарат должен быть выключенным в течение трех минут, чтобы остыть.
Среди трансформаторных резаков встречаются чемпионы с продолжительностью работы в 100%. Иными словами, они могут работать целый день без отключения. Стоят они, конечно, немало. Но если у вас впереди длинные разрезы, думайте о покупке «чемпионских» трансформаторных плазменных резаков.
Пара слов о горелке
Снова оцениваем природу металла или другого материала, который планируем разрезать. От этого будет зависеть мощность горелка плазмореза. Она должна быть достаточной для качественного реза.
Она должна быть достаточной для качественного реза.
При расчетах нужно учитывать факт, что вы можете встретиться со сложными условиями работы, которая, как назло, должны быть произведена в самые короткие сроки, то есть резка должна носить выраженных интенсивный характер.
[box type=”fact”]Во многих источниках рекомендуется выбирать сопло из меди: оно прочное и отлично охлаждается воздухом, намного быстрее, чем сопла из других металлов.[/box]Рукоятку горелку не упускаем из зоны внимания, это важная часть для комфортной, а значит качественной работы. На рукоятке можно зафиксировать дополнительные элементы, которые помогут держать сопло на одинаковом расстоянии от поверхности металла. Данный совет распространяется только на ручные модели аппаратов.
Если вы собираетесь резать , выбирайте модель с горелкой, которая предназначена для поступления воздуха.
Если же ваши планы связаны с массивными толстыми заготовками, покупайте резак с горелкой для приема защитного газа – азота, например.
выбор аппарата для воздушно плазменной резки, станки и портативное оборудование
На чтение 15 мин. Просмотров 6k. Опубликовано Обновлено
Договоримся-ка сразу. Если вас интересуют вопросы, касающиеся сварки в бытовых или кустарных условиях, то вам эту статью можно не читать. – не детский сад и никоим образом не домашний инструмент. Если работы простые и разовые, можно поработать болгаркой.
– не детский сад и никоим образом не домашний инструмент. Если работы простые и разовые, можно поработать болгаркой.
Но уж если технические задачи стоят серьезные, а объемы работ огромные, то без резака для плазменной резки будет сложно. Это любимый инструмент в машиностроении всех профилей и многих других серьезных отраслях, где нужны «кройка и шитье» из металла.
Виды плазменных резаков
Все зависит от того, какие у вам планы, и где вы собираетесь работать. Дело в том, что плазморезы отличаются высокой вариативностью моделей. Они отличаются друг от друга не только эстетически, но и конструктивно: у них, к примеру, разные виды поджига электрической дуги и разные системы охлаждения.
[box type=”info”]Плазморезы могут быть переносными, могут представлять из себя целые портальные установки. Есть модели шарнирно-консольного типа, встречаются установки с приводом координатного вида. Особое место занимают аппараты с программным управлением.[/box]Все резаки можно разделить следующим образом:
- Аппараты для работы в среде инертных и защитных газов: водорода, гелия и, конечно же, аргона.
- Резаки, функционирующие в среде окислительных газов – газов, которые насыщены кислородом.
- Резаки для работы с различными смесями.
- Для использования в стабилизаторах.
- Резаки с магнитной стабилизацией.
Классификация по виду потребляемой энергии:
- Бытовые резаки, которые подключаются к сети с напряжением 220 В.
- Профессиональные или промышленные, работающие только от сети с напряжением 380 В.
Следует учитывать, что даже бытовой с самыми скромными показателями мощности нужно проверить с подключением к общей сети: нагрузка сети будет очень серьезной. К тому же к резаку часто подключается компрессор для охлаждения. Его совсем немаленькую мощность также нужно учитывать при подключении.
Еще один критерий делит плазморезы ровно на две группы:
Резаки инверторного типа
отличный инструмент эконом-класса, который способен резать металл толщиной до 30-ти мм. Их используют чаще в быту и в малых мастерских.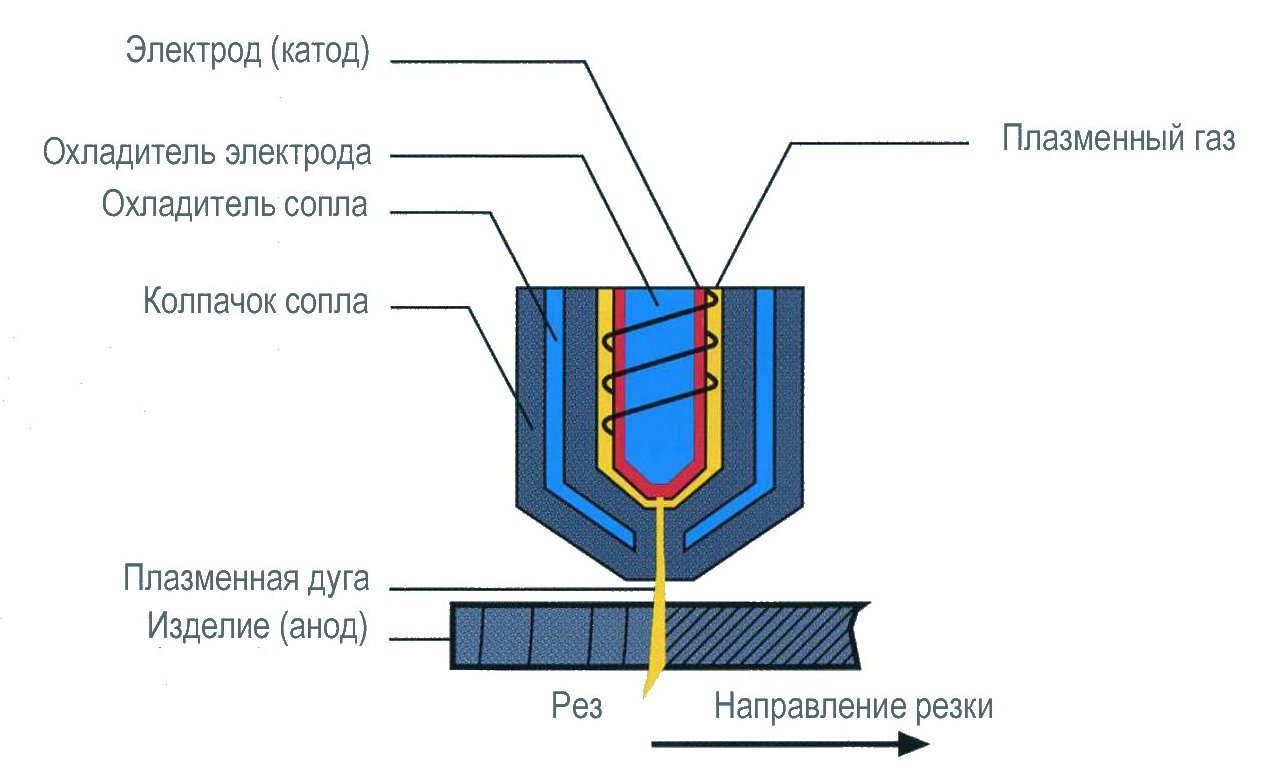 Энергопотребление у них весьма скоромное, они компактны: небольшого веса и изящных габаритов.
Энергопотребление у них весьма скоромное, они компактны: небольшого веса и изящных габаритов.
Плазморезы трансформаторного типа
Они стоимостью подороже. Это больше походе на станок , как большой короб на колесиках. Режут металл с серьезной толщиной – вплоть до 80-ти мм. Они значительно тяжелее и больше по габаритам, чем инверторные.
Эти вес и размеры можно простить за большую надежность: обычно они не выходят из строя при скачках напряжения в сети, что чрезвычайно актуально для некоторых регионов. Продолжительность бесперебойного включения у этих аппаратов фантастическая – вплоть до 100%.
Это означает, что трансформаторный резак может работать весь день без перерыва. Кроме большого веса и крупных габаритов у этого вида аппаратов есть еще один недостаток: высокое потребление энергии. Как говориться, большому кораблю большое плавание.
Как говориться, большому кораблю большое плавание.
Плазменные резаки можно разделить по виду контакта:
- Контактные, которые имеют контакт с металлом. Режут детали с толщиной не больше 18-ти мм.
- Бесконтактные, которым под силу резка металлов практически любой толщины.
Контактная плазменная резка
Это выглядит следующим образом: электрическая дуга соединяет плазмотрон и поверхность разрезаемой металлической детали, иными словами – дуга прямого действия. Вектор этой дуги всегда совмещается с потоком плазмы, выходящим из сопла под большим давлением с высокой скоростью.
Схема режущего плазмотрона.Раскаленный воздух представляет из себя плазму, он давит на дугу и сообщает ей режущие свойства. Если учесть высочайшую температуру на уровне 3000°С, происходит то самое механическое воздействие на металл, которое называется резкой.
Данный тип резки используется в работе с высокопроводными металлами. Преимущественно это детали с неправильными контурами, трубы, прутки, металлические полосы и уголки, различные отверстия в заготовках и т. д.
д.
Бесконтактная плазменная резка
Здесь режущим инструментом является струя из плазмы, идущая из сопла с огромной скоростью. Что же касается дуги, то она формируется между наконечником плазмотрона и электродом.
Эта технология применяется в работе с материалами, которые плохо проводят ток. Это неметаллы, к примеру, камень.
Еще один принцип классификации резаков на аппараты ручной или машинной резки.
Ручные воздушно-плазменные резаки
Это самые демократичные модели и по цепне, и по сфере применения. Нельзя сказать, что они стали эдакими домашними котиками для резки новогодней фольги, но в автомастерских, к примеру, они стали широко использоваться для резки деталей самого разного калибра.
Производительность у них не бог весть какая прежде всего потому, что резак находится в руках у оператора, которому приходится держать его на весу и вести по линии разреза. Понятно, что об идеальной точности и ровности разреза говорить не приходится.
Чтобы исправить это, можно использовать специальный упор. Этот упор размещают на сопле, придавливают к поверхности заготовки и таким образом ведут резак по линии разреза.
Этот упор размещают на сопле, придавливают к поверхности заготовки и таким образом ведут резак по линии разреза.
Стоимость ручного плазменного резака зависит от их функциональных возможностей, включая применяемую силу тока и максимальную толщину металла, которую можно будет с их помощью разрезать.
На рынке появились чрезвычайно интересные универсальные модели, с помощью которых можно как резать, так и варить металлические детали. Стоят они недешево, но вполне приемлемо: около 500 USD. Заметить такие модели можно с помощью маркировки.
Аппараты плазменной резки машинного типа
Данные модели практически всегда снабжены программным обеспечением, благодаря которому участие оператора из процесса исключено. Понятно, что сразу же повышаются производительность и общая эффективность работы аппарата. Ну а главная фишка – идеальная точность резки.
Дополнительный бонус от машинного резака – отсутствие какой-либо необходимости обрабатывать края после резки, они и так идеальные.
Для начала работы вводится схема, по которой будет произведена любая форма или фигура резки.
Режимы плазменной резки.Стоимость машинных устройств на несколько порядков выше, чем у ручных аппаратов . Данные аппараты состоят из мощных трансформаторов и технического стола в виде ровной поверхности с направляющими.
Цена зависит от комплектующих, габаритов и функциональности программного обеспечения. Так или иначе стоимость любой машинной модели будет находиться в диапазоне 3000 – 20000 USD.
Водно-плазменные резаки
Помимо аппаратов воздушно-плазменной резки существуют и модели водно-плазменного типа. В этом случае вода играет роль охладителя, а плазму образует не воздух, а водяной пар.
Устройства воздушно-плазменной резки – отличная опция благодаря низкой цене и компактности, но у них есть существенный недостаток – ограничения в толщине разрезаемого металла, этот лимит составляет всего 80 мм.
А вот мощность водно-плазменных резаков намного выше, и поэтому позволяет работать с массивными деталями. Если говорить о пресловутой стоимости, то да, эти модели дороже.
Если говорить о пресловутой стоимости, то да, эти модели дороже.
Дело в том, что по консистенции водяной пар значительно более вязкий, чем воздух. В результате этой «счастливой» вязкости водяного пара нужно намного меньше.
При прохождении через плазмотрон электрической дуги в него подается вода, которая мгновенно начинает испаряться. Пар ионизируется под действием загоревшейся электрической дуги и рабочей жидкости, которая поднимает катод полюса с минусом от катода полюса сопла с плюсом.
Одна из самых известных моделей водно-плазменного типа – аппарат «Горыныч» со стоимость примерно 800 USD.
Физика процесса плазменной резки
Чтобы работал, нужны всего лишь воздух и электрическая энергия. На режущую часть аппарата подается ток с высокой частотой. В результате в плазмотроне формируется дуга с очень высокой температурой: около 8000°С.
В результате в плазмотроне формируется дуга с очень высокой температурой: около 8000°С.
Туда же, в плазмотрон, поступает и проходит через раскаленную дугу воздух в сжатом состоянии, который впоследствии ионизируется. В результате этот воздух становится отличным проводником тока, он становится той самой плазмой.
Плазма под большим давлением выходит из сопла и разогревает металлическую деталь до начала плавления. Расплавленный металл частицами выдувается воздухом, выходящим из сопла под большим давлением. Это и есть та самая резка металла.
Скорость потока плазмы зависит от расхода воздуха: если его увеличить, скорость потока плазмы повысится. При силе переменного тока в 250 А скорость плазменного потока составляет примерно 800 м/сек.
Как устроен аппарат плазменной резки?
Главные элементы аппаратов плазменной резки металла – плазмотрон, источник электропитания и так называемый кабель-шланговый пакет для соединения с компрессором. В качестве источника питания могут быть использованы инвертор или трансформатор.
В качестве источника питания могут быть использованы инвертор или трансформатор.
Плазмотрон
Это главная часть аппарата плазменной резки. В свою очередь, он состоит из сопла, электрода и изолятора. По своей форме это корпус с камерой цилиндрической формы и малым выходным каналом, в котором формируется дуга. Электрод находится с тыла камеры, его функция – возбуждение дуги.
Электроды
Это специальные расходники, сделанные именно для резки металла. Чаще их производят из циркония, тория или гафния. Самые распространенные – из гафния.
[box type=”warning”]С бериллием и торием нужно быть поосторожнее – эти элементы обладают радиоактивным компонентом.[/box]Все эти элементы отличаются тем, что на их поверхности формируются оксиды с тугоплавкими свойствами. Эти оксиды как раз и защищают электрод от разрушения.
Розжиг или возбуждение дуги напрямую между электродом и металлической заготовкой произвести сразу трудно. Поэтому первым делом разжигается промежуточная дуга между электродом и плазмотроном. Затем воздух под давлением проходит чрез дугу, ионизируясь и нагреваясь.
Затем воздух под давлением проходит чрез дугу, ионизируясь и нагреваясь.
В итоге объем этого воздуха повышается в объеме во много раз, он превращается в поток плазмы. Плазма вырывается из суженого конца сопла с огромной скоростью и высочайшей температурой вплоть до 30000°С.
Такому потоку все по силам, в дополнение ко всему он обладает очень высокой теплопроводностью – практически такой же, как у металла заготовки, которую нужно резать.
Настоящая дуга – та самая, которая нужна, формируется при выходе плазмы из сопла плазмотрона. Теперь именно эта рабочая дуга является главным режущим фактором.
Сопло плазмотрона
Различается по диаметру, от которого будут зависеть функциональные возможности всего аппарата. Прежде всего эта зависимость касается объема ионизированного воздуха, выходящего из сопла: именно им обусловлены главные характеристики резака – скорости работы и охлаждения, ширина шага реза.
Чаще встречаются сопла с малым диаметром, не превышающим 3-х мм..jpg) Зато длина сопла больше – около 10-ти мм.
Зато длина сопла больше – около 10-ти мм.
Защитные газы
Прежде всего эти газы образуют плазму, их даже называют плазмообразующими. Такие газы используются только в мощных промышленных аппаратах для резки толстых металлов. Чаще это гелий, аргон, азот и их различные смеси. Кстати, кислород сам по себе также является защитным и плазмообразующим газом. Он используется в резаках небольшой мощности для резки металлов не толще 50-ти мм.
В плазмотроне расходными материалами являются сопло и электроды. Их нужно менять в положенных сроки.
https://youtu.be/grj5WCpW9c8
Преимущества метода плазменной резки
Плюсы этих устройств нужно хорошо знать, равно как и минусы, без которых не обходится ни одно техническое приспособление.
[box type=”fact”]Прежде всего помним, что скромные бытовые задачи по резке металла вполне можно реализовать с помощью обычной болгарки и не заморачиваться с дорогим и непростым плазменным оборудованием.[/box]Плазменный резак обладает следующими положительными свойствам:
- Высокая скорость рабочего процесса. Если сравнить ее с газовой горелкой, то скорость резки выше в шесть раз. Быстрее в природе только лазерная резка.
- Большая толщина металла, который он способен резать в отличие от болгарки.
- Плазменному резаку под силу любой тип металла. Для этого важно знать и верно выставлять необходимые режимы согласно спецификациям.
- Непродолжительные и несложные подготовительные работы. Не нужна зачистка поверхностей.
- Уникальная точность и ровность среза. Нет никаких наплывов, не нужны специальные упоры.
- Отсутствие каких-либо дефектов и деформаций металла благодаря невысокой температуре общего нагрева.
- Способность аппарата производить срезы любой формы, включая фигурные.
- Высокая безопасность процесса: нет баллонов с газом.
 Если сравнить ее с газовой горелкой, то скорость резки выше в шесть раз. Быстрее в природе только лазерная резка.
Если сравнить ее с газовой горелкой, то скорость резки выше в шесть раз. Быстрее в природе только лазерная резка.Недостатки плазменного резака:
- Высокая стоимость аппарата.
- Нет возможности резки одновременно несколькими резаками.
- Строгие требования к положению инструмента: плазма должна быть строго перпендикулярной поверхности заготовки. Сегодня выпускаются продвинутые аппараты, способные работать под углом от 20-ти до 50-ти градусов, но они еще дороже.
- Ограничение толщины разрезаемого металла – примерно до 10-ти с. В сравнении кислородная горелка режет металл толщиной в полметра.
 Сегодня выпускаются продвинутые аппараты, способные работать под углом от 20-ти до 50-ти градусов, но они еще дороже.
Сегодня выпускаются продвинутые аппараты, способные работать под углом от 20-ти до 50-ти градусов, но они еще дороже.При всех, казалось бы, значительных минусах плазморезы очень популярны. В небольших мастерских работают ручными моделями, которых предлагается на рынке огромное множество. Сегодня плазменная резка перестала быть недоступным элитарным методом работы.
Плазменный резак своими руками
Сразу заметим, что плазменной резки не обязательно быть профессиональным сварщиком, опыт в сварке здесь не нужен. Если вы задумали сделать такой аппарат своими руками, примите к сведению, что у вас появится возможность идеально резать кроме металла другие материалы: пластик, дерево, керамику и пр.
Если вы задумали сделать такой аппарат своими руками, примите к сведению, что у вас появится возможность идеально резать кроме металла другие материалы: пластик, дерево, керамику и пр.
Плазменный резак – дорогое удовольствие даже в виде самых простых ручных моделей, поэтому сделать самодельный аппарат имеет смысл: овчинка выделки стоит.
Единственное, что нужно купить – это источник питания и сопло. Если вы все сделаете правильно, ваш аппарат не будет уступать заводским экземплярам по своим рабочим качествам.
Для образования плазмы нужен воздух, а для системы охлаждения нужна вода или тосол, которые заливаются в специальную емкость.
Стержень нужно брать вольфрамовый., с его помощью будет формироваться электрическая дуга. Все комплектующие всегда имеются в хозяйственных магазинах. Собрав все необходимое оборудование для , аппарат производится по схемам, которые представлены в сети в большом количестве.
 Резка. DIY plasma cutter in the work” src=”about:blank” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=”” data-src=”https://www.youtube.com/embed/wQMTEI61KbA?feature=oembed”>
Резка. DIY plasma cutter in the work” src=”about:blank” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=”” data-src=”https://www.youtube.com/embed/wQMTEI61KbA?feature=oembed”>
Какой резак выбрать
Начнем с факта, известного любому сварщику, который распространяется и на плазменную резку: чем выше сила тока, тем выше скорость рабочего процесса. Есть и другие параметры, которые следует учитывать при выборе инструмента для своей работы.
[box type=”fact”]Толщина и тип металла – один из главных критериев. В сети можно найти множество табличного материала с техническими характеристиками плазменных резаков в зависимости от них. К примеру, чтобы с успехом резать медный лист толщиной в 2 мм, вам понадобится устройство с допустимой силой тока в 12 А.[/box]
К примеру, чтобы с успехом резать медный лист толщиной в 2 мм, вам понадобится устройство с допустимой силой тока в 12 А.[/box]Важным правилом является обязательный «запас» силы тока: покупать резак помощнее, чем указывается в таблицах. Дело в том, что табличные параметры – это максимальные цифры, с этими значениями аппарат может работать лишь непродолжительное время.
Схема работы плазменного резака.Грамотнее всего выбор по трем критериям: скорости рабочего процесса, времени резки и мощности.
- Нужная рабочая мощность определяется с учетом толщины планируемого металла и его вида. К примеру, мощность в 90А позволит резать металл толщиной до 30-ти мм.
- Если металл толще, нужно выбирать резак с мощностью в диапазоне 80 – 180А.
- Диаметр сопла и выбор типа потока всегда зависит от типа разрезаемого металла.
- Важными параметрами выбора станка плазменного резака являются также номинальное первичное напряжение и сила тока.
- Нужно решить, какой тип аппарата вам нужен – универсальный или специального назначения.
- Проверка адекватности аппарата к электрической сети обязательна: можно ли его подключать к общей сети или нужна профессиональная с другим напряжением. Аппараты попроще работают только при 220 или 380В, фазы питания могут быть одно- и трехфазными.
- Скорость резки металла измеряется в см/мин.
- Еще один важный и показательный критерий – способность резака работать непрерывно в течение долгого времени, иными словами – продолжительность работы без перерыва. Если она указана как 50%, это значит, что аппарат после 5-ти минут непрерывной резки должен быть выключенным также 5 минут.

Полезные советы по покупке и уходу
Особенности выбора и ухода за резаком:
- Если есть выбор, всегда останавливайтесь на тех моделях, у которых есть евроразъем.
В этих моделях не будет никаких проблем с подключением или удлинением кабель-шлангового пакета и других элементов между собой. - На расходных материалах не экономим.
Только качественные будут работать на идеальный рез и долговечность резака. Быстрее всего изнашиваются сопло и катод, следовательно, за стоянием этих элементов нужно следить с особой тщательностью. - Резак – это резак, поэтому правила безопасности в данном случае имеют железобетонный характер.
Нужно иметь защитный щиток, специальные очки. Имейте в виду, что плазменная резка – это брызги расплавленного металла. Поэтому вам не помешают и перчатки, и даже защитная обувь. - Работа на максимальной мощности предопределяет последующую остановку в работе.
Одна из важнейших технических характеристик станков плазменной резки металла – продолжительность их работы без перерыва. - Если в вашем доме старая проводка, обязательно проверьте, как «подружится» ваш новый резак с вашей старой сетью.
Скорее всего, дружбы не выйдет, это нужно принять во внимание.

принцип работы, что им можно делать и как резать металл
Плазменная резка – одна из наиболее современных эффективных технологий, позволяющая работать с металлом, а также с некоторыми материалами, не проводящими ток, в том числе древесиной, пластиком и камнем.
Неудивительно, что метод пользуется спросом и активно применяется в различных сферах деятельности, в ЖКХ, в строительстве, промышленности. Главным устройством во всем процессе является плазморез, продуцирующий дугу, сформированную плазмой огромной температуры.
Дуга позволяет вести работу с высокой точностью, проводить раскрой не только по прямым линиям, но и формировать сложные фигуры.
Чтобы разобраться в тонкостях всего процесса, рассмотрим подробнее конструкцию устройства, а также основные принципы, на которых построено его функционирование.
Конструкция
Плазморезка сформирована следующими элементами:
1. Элемент питания, который отвечает за подачу тока той или иной силы. В качестве элемента применяют либо трансформаторы, либо инверторы.
Первый вариант характеризуется значительной массой, зато почти неуязвим для колебаний напряжения, а также дает возможность осуществлять рез металлических заготовок огромной толщины.
Инвертор – хороший выбор в том случае, если манипуляции ведутся с не слишком толстыми заготовками. Они экономичны в отношении потребления энергии, характеризуются высоким КПД и рекомендуются для использования в частном хозяйстве.
2. Плазмотрон. Основной элемент, посредством которого и ведется рез.
Основной элемент, посредством которого и ведется рез.
Корпус детали скрывает электрод, отвечающий за формирование мощной дуги. Сделан электрод из тугоплавкого металла, благодаря чему исключены его деформации и разрушения вследствие высокотемпературных нагрузок. Как правило, используется гафний, как наиболее прочный и безопасный материал.
На конце находится сопло, формирующее струю плазмы, с легкостью разрезающую заготовку.
Производительность и мощность устройства, во многом, определяется именно диаметром сопла. Чем шире сопло, тем больше воздуха оно пропускает за единицу времени, а увеличение объемов воздуха непосредственно увеличивает производительность. Наиболее распространенный диаметр – 3 миллиметра.
Точность работы зависит от конфигурации сопла, для проведения наиболее тонкой работы следует подбирать удлиненный элемент.
3. Компрессор. Его главная задача – нагнетание воздуха, без которого плазменный резак по металлу просто не может функционировать. Процесс построен на использовании газа для формирования плазменной струи и защиты.
Процесс построен на использовании газа для формирования плазменной струи и защиты.
Если сила тока устройства ограничена 200А, то необходим просто сжатый воздух, его достаточно и для отвода лишнего тепла, и для формирования струи. Такая модель – оптимальное решение в случаях, когда режутся заготовки не толще 5 сантиметров.
Установки промышленного типа используют не обычный сжатый воздух, а концентрированные газовые смеси на основе гелия, водорода, азота.
4. Комплекс кабелей и шлангов соединяет все модули между собой. Шланги транспортируют сжатый воздух, кабеля передают электрический ток.
Смотрите полезное видео, устройство и как работает плазменная резка:
Рабочий принцип
Теперь изучим непосредственно принцип работы устройства.
Когда оператор нажимает на клавишу розжига, элемент питания подает ток на плазмотрон. Это приводит к формированию первичной дуги огромной температуры, которая составляет от 6 до 8 тысяч градусов.
Формирование дуги между наконечником электрода и сопла происходит из-за того, что крайне трудно добиться такого результата непосредственно между заготовкой и электродом. Более того, если работа ведется с материалом, характеризующимся изолирующими свойствами, это просто невозможно.
Когда сформирована первичная дуга, к ней подается воздушная смесь. Данный воздух контактирует с ней, его температура растет, а объем – увеличивается, причем увеличение может быть даже стократным. Вдобавок к этому, воздух теряет свои диэлектрические свойства, ионизируется.
За счет того, что сопло имеет сужение к своему окончанию, воздушный поток разгоняется до 2-3 метров в секунду и вырывается наружу, имея температуру почти в 30 тысяч градусов. Из-за высокой степени ионизации и огромной температуры воздух называется плазмой, показатель электрической проводимости которой равняется этому параметру у обрабатываемого металла.
В момент соприкосновения с обрабатываемой поверхностью первичная дуга угасает, а дальнейшая работа ведется уже за счет вновь образованной режущей дуги. Именно она плавит или прожигает материал. Рез получается ровным, так как мощный воздушный поток сдувает с поверхности все появляющиеся частички.
Такое описание того, как работает система, является наиболее простым и распространенным.
Области применения
Теперь рассмотрим, что им можно делать:
- Оперативный рез больших объемов материалов.
- Изготовление листовых деталей, характеризующихся сложностью геометрии, вплоть до ювелирной и приборостроительной отрасли, где требуется максимальное соответствие исходным чертежам.
Штамповка в такой ситуации не применяется, так как данная технология, хоть и дешево, не обеспечивает достаточной точности. Плазморез же, несмотря на огромную температуру струи, нагревает обрабатываемый элемент точечно, что полностью исключает вероятность температурной деформации.
- Монтаж металлических конструкций. Плазморез исключает нужду в применении баллонов со сжатым кислородом и ацетиленом, что повышает степень безопасности и удобства, в особенности, если дело касается осуществления операций на высоте.
- Рез сталей высокой степени легирования. Механические способы в данном случае не подходят, так как прочность сталей огромна, инструмент, способный эффективно резать листы на их основе, будет стоить очень дорого, а изнашиваться – очень быстро.
Получается, что сферы использования разнообразны. Выполнение в металлических листах отверстий любой конфигурации, резка труб, уголков и заготовок другого сечения, обработка кромок кованых изделий с целью “спаивания” металла и закрытия его структуры – для всего этого плазморез подходит оптимально.
Основные инструкции
Несколько правил, позволяющие понять, как резать плазморезом эффективно и безопасно:
- Необходимо контролировать расположение катодного пятна, оно должно соответствовать центру электрода. Достигается такая точность вихревой подачей воздуха. Отклонения в подаче приводят к тому, что происходит смещение плазменной дуги, она теряет стабильность горения. В некоторых случаях формируется вторая дуга, а в самой сложной ситуации устройство просто ломается.
- Контроль над воздушным расходом дает возможность корректировать скорость потока плазмы, варьировать производительность.
- Скорость реза напрямую влияет на толщину. Чем выше скорость, тем тоньше рез, ее уменьшение увеличивает ширину. Аналогичных результатов, большей ширины, можно достичь и увеличением силы тока.
 Достигается такая точность вихревой подачей воздуха. Отклонения в подаче приводят к тому, что происходит смещение плазменной дуги, она теряет стабильность горения. В некоторых случаях формируется вторая дуга, а в самой сложной ситуации устройство просто ломается.
Достигается такая точность вихревой подачей воздуха. Отклонения в подаче приводят к тому, что происходит смещение плазменной дуги, она теряет стабильность горения. В некоторых случаях формируется вторая дуга, а в самой сложной ситуации устройство просто ломается.Смотрите видео-урок работы плазморезом:
Заключение
Итак, мы разобрались, что такое плазморез.
Можно сделать вывод, что в ситуации, когда вам регулярно приходится работать с металлическими элементами, резать арматуру, трубы или другие детали, его помощь окажется полезной. Так что расходы на его покупку будут полностью компенсированы удобством и эффективностью дальнейшей работы.
Так что расходы на его покупку будут полностью компенсированы удобством и эффективностью дальнейшей работы.
Что такое плазменная резка металлов?
18.01.2016
Плазменная резка — вид плазменной обработки материалов, при котором в качестве режущего инструмента вместо резца используется струя плазмы.
(Википедия)
Плазменная резка на сегодняшний день считается одним из наиболее эффективных способов прямолинейного и фигурного раскроя металла. Позволяет выполнять резание всех видов сталей, алюминия, меди, чугуна, титана, листового и профильного проката, осуществлять скос кромок под определенным углом.
Характерные преимущества процесса
Плазменная резка металла характеризуется такими особенностями:
- Высокая производительность. В 5-10 раз выше скорость раскроя сравнительно с газокислородным способом. Уступает по данному параметру лишь лазерному резанию.
- Универсальность. Возможен раскрой практически любого материала, достаточно установить оптимальные параметры процесса – мощность и давление газа.
- Качество подготовки не имеет особого значения – лакокрасочное покрытие, грязь или ржавчина на металле для плазменной резки не страшны.
- Повышенное качество и точность. Современные агрегаты обеспечивают минимальную ширину реза, относительно чистые без чрезмерного количества окалины на кромках – в большинстве случаев не нуждаются в дополнительной механической обработке и даже зачистке.
- Небольшая зона термического влияния способствует минимизации деформации вырезаемых заготовок в результате воздействия повышенной температуры.
- Возможность фигурной вырезки сложных геометрических форм.
- Безопасность процесса в отличие от газо-кислородной резки, где присутствуют баллоны со сжатым кислородом и горючим газом.
- Агрегаты для плазменной резки металла просты в обслуживании и эксплуатации.

Что представляет собой процесс плазменной резки металла?
Плазма – токопроводящий ионизированный газ высокой температуры. Образуется струя в специальном устройстве – плазмотроне.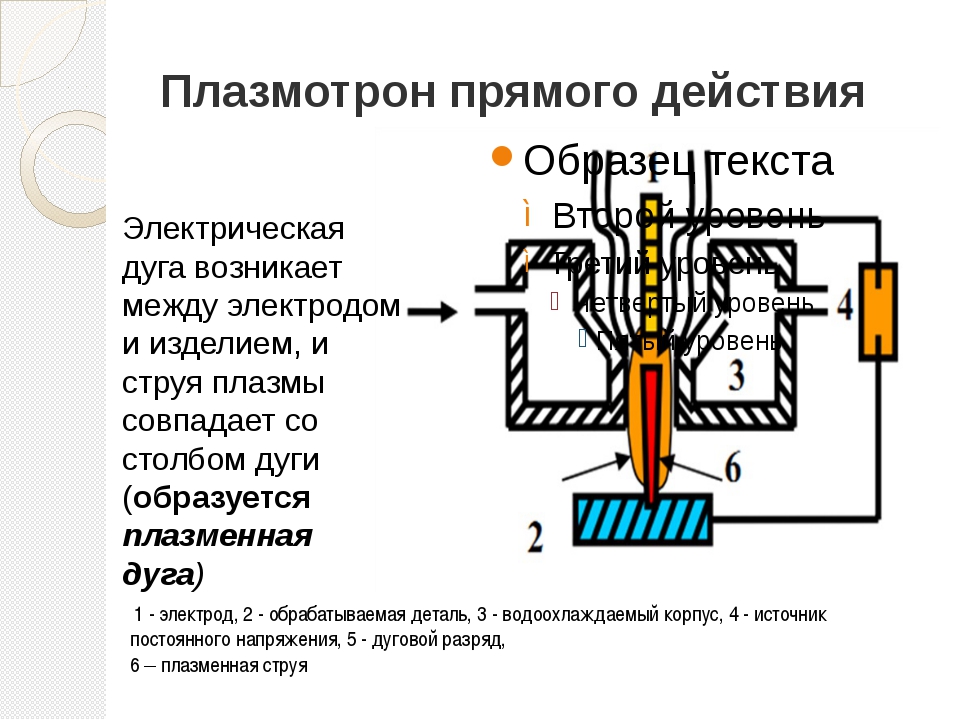 Он состоит из таких основных элементов:
Он состоит из таких основных элементов:
- Электрод (катод) – оснащен вставкой из материала с высокой термоэлектронной эмиссией (гафний, цирконий), которая выгорает в процессе эксплуатации и при выработке более 2 мм требует замены.
- Механизм закрутки газового потока.
- Сопло – как правило, изолированное от катода специальной втулкой.
- Кожух – защищает внутренние компоненты от брызг расплавленного металла и металлической пыли.
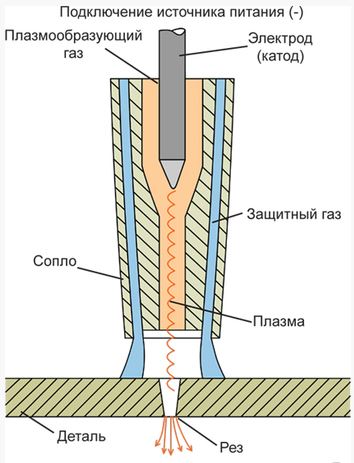
Источник питания воздушно-плазменной резки имеет 2 провода – анод (с положительным зарядом) и катод (с отрицательным зарядом). «Плюсовой» провод подсоединяется к разрезаемому металлопрокату, «минусовой» – к электроду.
В начале процесса плазменной резки металла поджигается дежурная дуга между катодом и наконечником, которая выдувается из сопла, а при касании к обрабатываемому изделию образует уже режущую дугу.
При заполнении формирующего канала в плазмотроне столбом дуги в дуговую камеру под давлением в несколько атмосфер начинает подаваться плазмообразующий газ, который подвергается нагреву и ионизации, что способствует его увеличению в объеме. Это ведет к его истеканию из сопла с большой скоростью (до 3 км/сек.), а температура дуги в этот момент может достигать от 5000 до 30000 °C.
Это ведет к его истеканию из сопла с большой скоростью (до 3 км/сек.), а температура дуги в этот момент может достигать от 5000 до 30000 °C.
Небольшое отверстие в сопле сужает дугу, что способствует ее направленному воздействию в определенную точку на металле, который практически мгновенно нагревается до температуры плавления и выдувается из зоны реза.
После прохождения плазмотроном по заданному контуру получается заготовка необходимых размеров и формы с ровными кромками и минимальным количеством окалины на них.
Плазмообразующие газы для раскроя различных металлов
Для плазменной резки металлов могут использоваться как активные, так и неактивные газы. Их выбор осуществляется в зависимости от разновидности металла и его толщины:
- Азотоводородная смесь предназначена для меди, алюминия и сплавов на их основе. Максимально возможная толщина – 100 мм. Неприменима для титана и всех марок сталей.
- Азот с аргоном используется в основном для плазменной резки высоколегированных марок сталей, толщина которых не превышает 50 мм, но не рекомендована смесь для черных металлов, титана, меди и алюминия.
- Азот. С его помощью выполняется раскрой сталей с низким содержанием углерода и легирующих элементов толщиной до 30 мм, высоколегированных – до 75 мм, меди и алюминия – до 20 мм, латуни – до 90 мм, титана неограниченной толщины.
- Сжатый воздух. Оптимально подходит для воздушно-плазменной резки черных металлов и меди толщиной до 60 мм, а также алюминия – до 70 мм. Не предназначен для титана.
- Смесь аргона с водородом – раскрой сплавов на основе алюминия и меди, сталей с большим содержанием легирующих элементов толщиной свыше 100 мм. Не рекомендуется использовать для низкоуглеродистых, углеродистых, низколегированных марок сталей и титана.
 Неприменима для титана и всех марок сталей.
Неприменима для титана и всех марок сталей.Но недостаточно просто подключить баллон с необходимым плазмообразующим газом, так как от его состава зависят многие технические характеристики оборудования:
- мощность и внешние (статистические и динамические) характеристики источника питания;
- циклограмма аппарата;
- способ крепления катода в плазмотроне, а также материал, из которого он изготовлен;
- тип конструкции механизма охлаждения для сопла плазмотрона.

Советы по плазменной резке цветных и легированных металлов:
- При ручном раскрое высоколегированных марок сталей в качестве плазмообразующего газа рекомендуется использовать азот.
- Для обеспечения стабильного горения дуги при ручном резании алюминия аргоноводородной смесью в ней должно содержаться не более 20 % водорода.
- Латунь лучше всего режется азотом и азотоводородной смесью, а также характеризуется более высокой скоростью раскроя.
- Медь после разделительного резания в обязательном порядке подвергается зачистке по плоскости реза на глубину 1-1,5 мм. К латуни данное требование не относится.
Области применения плазменной резки
Благодаря высокой производительности, универсальности и доступной стоимости плазменная резка металлов пользуется огромным спросом во многих отраслях промышленности:
- металлообрабатывающие предприятия и компании;
- авиа-, судо- и автомобилестроение;
- строительная промышленность;
- предприятия тяжелого машиностроения;
- металлургические заводы;
- изготовление металлоконструкций.
Все сферы использования перечислить просто невозможно – ручные аппараты и автоматические машины для плазменной резки металлов можно встретить практически повсеместно. Их применяют как крупные заводы по изготовлению металлоконструкций, так и небольшие фирмы, специализирующиеся на художественной ковке и обработке деталей.
Особое место среди данного оборудования занимают машины для плазменной резки металлов с ЧПУ – они сводят к минимуму человеческий фактор, значительно повышают производительность. Но основным их преимуществом является сокращение расхода металлопроката благодаря возможности создания специальных программ. Высококвалифицированные технологи разрабатывают карты раскроя, представляющие собой виртуальный лист металла определенных размеров, на котором они максимально плотно укладывают заготовки с учетом ширины реза и многих других параметров процесса с целью более рационального использования металлопроката.
Тонкости процесса раскроя металла
Для получения качественной заготовки в процессе плазменной резки требуется поддержание постоянного расстояния между соплом и разрезаемым металлом – как правило, в пределах 3-15 мм. В противном случае возможно увеличение ширины реза, зоны термического влияния, несоответствие заготовки заданным размерам.
Ток в процессе работы должен быть минимальным для определенного материала и толщины. Завышенные его значения и, соответственно, повышенный расход плазмообразующего газа являются причиной ускоренного износа катода и сопла плазмотрона.
Самая сложная операция в процессе плазменной резки металла – пробивка отверстий. Это вызвано большой вероятностью образования двойной дуги и поломкой плазмотрона. Пробивка производится на увеличенном расстоянии между катодом и анодом – между соплом и поверхностью материала должно быть 20-25 мм. После сквозной пробивки плазмотрон опускается в рабочее положение.
Плазменная резка — вид плазменной обработки материалов, при котором в качестве режущего инструмента вместо резцаиспользуется струя плазмы.
теория, использование станков, выбор оборудования
Плазменная резка – способ обработки материалов (чаще всего – металла, но подойдут и неметаллические проводниковые материалы), при котором в качестве режущего инструмента выступает не резец, а дуга или струя плазмы.
Требования к резке металла, особенно на крупном производстве, затрагивают скорость работы без потери качества. Под эти критерии как раз подходит плазменная резка, которая обеспечивает высокую скорость работы при изначально низких эксплуатационных расходах. Под плазменной резкой подразумевается подача неионизированного газа в столб дуги, где этот газ становится нагретой плазменной струей. Сама дуга дополнительно сжимается скоростным потоком газа, из-за чего резка металла выполняется без проблем.
Принципы плазменной резки металла
Плазменная резка имеет два направления – поверхностная и разделительная. Наиболее популярной является разделительная резка. Что касается методов, то их тоже всего два:
- Резка дугой плазмы, при которой металл, подлежащий резке, попадает в электрическую цепочку. Дуга возникает между электродом и самим материалом, что выдвигает особенные требования к материалу, так как он должен проводить ток.
- Резка струей плазмы, при которой материал не участвует в электрической цепочке, так как дуга появляется между электродами, в резаке. С помощью резака косвенного воздействия можно разрезать практически любой металл, в том числе и диэлектрики.
Принцип работы плазменного резака заключаются в следующем. Сформированный в газовом канале сжатый воздух поступает в зону с зажженной электрической дугой, которая отвечает за преобразование газа в плазму. Материал разрезается путем его плавления, лишние частички металла сразу удаляются потоком воздуха, поэтому зачистка рабочей зоны происходит моментально. Материал греется только в локальных зонах.
Преимущества плазменной резки металла:
- Скорость работы. Предварительно нагревать материал не требуется, ширина разреза получается минимальной. Кроме того, так как зона термического влияния относительно небольшая, то слой краски или другое покрытие не будет разрушено.
- Универсальность заготовок. Если газовая резка не подходит для работы с алюминием или с нержавеющей сталью, то плазменная резка совместима с практически всеми типами металлов.
- Безопасность работы. В оборудовании для газовой резки, в отличие от оборудования для плазменной резки, существует вероятность обратного удара пламени или даже взрыва газовых баллонов при неправильном подключении устройства.
- Позволяет обрабатывать листы большего размера чем при лазерной резке. На выходе получаются детали с меньшим количеством дефектов.
- Слабое загрязнение воздуха.
Газы для плазменной резки
В установках для получения плазменной струи могут использоваться следующие газы:
- обычный воздух;
- технический кислород;
- азот;
- водород;
- аргон.
Газы имеют решающее значение для качества резки материалов. В зависимости от типа разрезаемого металла применяются различные газы или сочетания газов. Каждый газ имеет свои физические свойства. При выборе газа необходимо учитывать энергию ионизации и диссоциации, теплопроводность, атомную массу и химическую реакционную способность. Для резки нержавеющих сталей не рекомендуется использовать сжатый воздух, в зависимости от толщины материала может применяться азот в чистом виде, либо смешанный с аргоном.
Плазменная резка алюминия толщиной до 70 мм может осуществляться сжатым воздухом. Более качественный рез листа алюминия до 20 мм достигается при использовании чистого азота, а с 70 мм до 100 мм включительно с помощью азота с водородом. Резка алюминия плазмой при толщине от 100 мм осуществляется смесью аргона с водородом. Этот же состав рекомендовано использовать для меди и высоколегированной толстостенной стали.
Виды плазменной резки
В технологии плазменной резки металла выделяют:
- воздушно-плазменную резку металла;
- газоплазменную;
- лазерно-плазменную резку.
Первые два способа похожи по принципу действия: электродуга и ионизированный поток раскалённого газа. Основное отличие в рабочем теле, в первом случае — это воздух, во втором — газ или водяной пар. Переносные (ручные) аппараты режут металл с помощью воздушной ионизированной струи.
Лазерно-плазменный раскрой металла используется в промышленности и представляет собой комбинацию способов лазерной и плазменной резки на одном станке с ЧПУ, что повышает производительность оборудования.
Оборудование для плазменной резки металла
Станки бывают ручными, портальными и переносными.
Ручной станок представляет собой относительно небольшой короб, к которому подводится плазморежущая горелка. Специальный компрессор может спускать воздух, азот вместе с воздухом и другие газы. Такие аппараты могут работать, как с переменным, так и с постоянным током, но первое допускается, только если материалом заготовки является нетвердый сплав. Устройства компактные, их легко транспортировать на рабочее место, а для работы требуется только подключить устройство в розетку. Ручные станки хороши там, где подобные работы выполняются редко, а точность проведения операций не критична.
Портальные установки намного крупнее ручных, а их конструкция специально разработана для выкладки металлических листов. Процесс максимально автоматизирован, темп работы портального оборудования высокий, высока и точность резки. Портальные станки могут использоваться для резки заготовок, с толщиной не более 80 мм. С учетом того, что оборудование потребляет много энергии, важно грамотно просчитать объем выполняемых операций.
Наиболее функциональные – переносные аппараты, которые имеют секцию для укладки металлических листов. Листы укладываются автоматически, а управление станком происходит посредством ЖК-монитора с клавиатурой. Подобное оборудование обеспечивает еще большую точность работы по металлу, полную автоматизацию всех процессов и экономию энергии. Оправдает себя только в цеховом помещении или на объектах строительства.
Отдельно нужно выделить следующие два важных элемента, которые встречаются во всех перечисленных станках: сопло и компрессор.
В первую очередь сказать нужно о сопле. Основные характеристики сопла – сечение и длина. Первый параметр влияет на точность резки, второй параметр определяет скорость работы, поэтому тут нужно искать золотую середину. У резаков косвенного действия отдельно подбираются электроды, которые могут изготовляться из разных материалов. Считается, что лучшим материалом является гафний.
Теперь поговорим о втором важно элементе – компрессоре. От качества работы компрессора зависит многое, например, скорость реза заготовки. Воздух, подаваемый в рабочую зону, должен быть не только нагретым до определенной температуры, но и чистым. Соответственно, никаких примесей там быть не должно. Для домашнего пользования подойдут резаки, в которых компрессор встроенный, с функцией очистки и осушки воздуха.
Рекомендации по работе резака
Подготовка оборудования подразумевает подачу в аппарат сжатого воздуха, что может быть выполнено за счет небольшого компрессора, системы сжатого воздуха или баллона. Практически все аппараты способы регулировать поток воздуха. Чтобы выбрать оптимальную температуру, стоит сначала попробовать разрезать на самом большом напряжении, после чего постепенно уменьшать ее. Нужно добиться максимально чистого разреза, так как при слишком большом напряжении или при маленькой скорости резки на заготовке может появиться окалина.
Горелку нужно располагать как можно ближе к краю заготовки. Как только режущая дуга будет зажжена, то нужно начинать движение, причем, сама дуга должна быть направлена под прямым углом к листу. Признаком качественного разреза являются искры с обратной стороны металла – это будет означать, что материал прорезан насквозь. Если требуется выполнить строжку плазменной дугой, то это будет возможно, только если средний угол наклона горелки будет составлять 40 градусов. Длина горящей плазменной дуги в начале строжки должна быть минимальной, но ее можно увеличить в процессе работы.
Для выполнения отверстия также потребуется перевести начальное положение аппарата таким образом, чтобы угол наклона составлял 40 градусов. После запуска режущей дуги останется повернуть горелку так, чтобы угол составил 90 градусов. Дуга без проблем расплавит металл, но только при условии, что толщина заготовки не превышает предельно допустимой толщины, которая прописывается в аппарате устройства.
Как выбрать аппарат плазменной резки металла
При выборе аппарата плазменной резки металла обратите внимание на следующие показатели: выходная и входная мощности, размер наконечника и скорость работы.
Выходная мощность оборудования подбирается в соответствии с тем, какой толщины будет заготовка и из какого материала она будет изготовлена. Выбор размера наконечника тоже зависит от материала. Например, устройство, которое работает на мощности 27 А при 90 разрежет заготовку с толщиной около 12 мм. Для более толстых заготовок потребуется использовать уже более мощные устройства.
На скорость резки станка нужно обращать внимание только тогда, когда предстоит массовое производство. Некоторые устройства могут обрабатывать заготовку с одними и теми же параметрами с разницей в 4 минуты. Показатель скорости измеряется сантиметрами в минуту.
Чтобы определить входную мощностью, которой будет достаточно для работы устройства, потребуется проверить первичное напряжения и допустимую для аппарата силу тока. Существуют универсальные аппараты, которые способны работать при любом напряжении и при любой силе тока, но и цена их будет выше.
Особенность таких устройств в том, что они через некоторое время начинают перегреваться, из-за чего в работе нужно делать перерыв. Например, при показателе в 70%, только три из десяти минут устройство должно будет находиться в режиме простоя.
У аппарата плазменной резки могут быть дополнительные элементы, позволяющие держать его на расстоянии от заготовки. Плазменные горелки могут изготовляться из разных материалов, рекомендуется остановиться на горелках с эпоксидным соплом, которые прочнее керамических. Также обращать внимание нужно на режим температур – предпочтительным считается порог в 40 градусов и выше.
К оглавлению
Лазерная или плазменная резка металла: что лучше?
Технологии лазерной и плазменной резки материалов имеют одну область применения и являются конкурирующими технологиями. Потребитель задаётся естественным вопросом: “Лазерная или плазменная резка металла: что лучше?“. Обо всём по порядку.
Лазерная резка металла
В качестве инструмента при лазерной резке очень упрощенно используется сфокусированный лазерный луч. При непрерывном режиме работы лазерный луч нагревает обрабатываемый материал до температуры плавления, полученный расплав удаляется струей газа под высоким давлением. При сублимационной лазерной резке металла материал под воздействием лазерного импульса испаряется в зоне резки.
Плазменная резка металла
Плазменная резка заключается в проплавлении разрезаемого металла за счет теплоты, генерируемой сжатой плазменной дугой, и интенсивном удалении расплава плазменной струей. Плазменная дуга получается из обычной в специальном устройстве – плазмотроне – в результате ее сжатия и вдувания в нее плазмообразующего газа.
Преимущества лазерной резки металла
Лазерная резка, в отличие от плазменной, обеспечивает получение более точных по перпендикулярности кромок и более узких прорезей применительно к характерному для процесса диапазону толщин. Сфокусированное лазерное излучение позволяет нагревать достаточно узкую зону обрабатываемого материала, что уменьшает деформации при резке. При этом получаются качественные и узкие резы со сравнительной небольшой зоной термического воздействия. Дополнительным преимуществом лазерной резки является точность получаемых деталей, особенно при образовании вырезов, небольших фигур сложной конфигурации и четко очерченных углов. Одним из главных достоинств данного вида обработки является её высокая производительность. Лазерная резка особенно эффективна для стали толщиной до 6 мм, обеспечивая высокие качество и точность при сравнительно большой скорости разрезания. При лазерной обработке на тонколистовом материале не остается окалины, что позволяет сразу передавать детали на следующую технологическую операцию. Кромки реза у листов толщиной до 4 мм и меньше остаются гладкими и прямолинейными, а у листов большей толщины кромки имеют некоторые отклонения со скосом примерно 0,5°. Диаметры отверстий, вырезанных лазером, имеют в нижней части несколько больший диаметр, чем в верхней, но остаются круглыми и хорошего качества. Для металла толщиной 20–40 мм лазерная резка применяется значительно реже плазменной, а для металла толщиной свыше 40 мм – практически не используется.
Преимущества плазменной резки металла
Плазменная резка, по сравнению с лазерной, эффективна при обработке значительно более широкого по толщине диапазона листов при относительно хорошем качестве реза. Данный вид обработки экономически целесообразен для резки алюминия и сплавов на его основе толщиной до 120 мм; меди толщиной до 80 мм; легированных и углеродистых сталей толщиной до 150 мм; чугуна толщиной до 90 мм. На материалах толщиной 0,8 мм и меньше, использование плазменной резки находит ограниченное применение. Для плазменной резки характерна некоторая конусность поверхности реза 3° – 10° . При вырезании отверстий, особенно на больших толщинах, наличие конусности уменьшает диаметр нижней кромки отверстия, на детали толщиной 20 мм разница диаметра входного и выходного отверстия может составить 1 мм. Следует учитывать, что плазменная резка металла имеет ограничения по минимальному размеру отверстия. Отверстия хорошего качества получаются при диаметре не меньшем толщины разрезаемого плазмой листа. При данном способе реза присутствует кратковременный термический обжиг кромки разрезаемого металла. Все это приводит к ухудшению качества деталей. Чаще всего на этих деталях присутствует небольшая окалина, которая легко удаляется.
Лазерная или плазменная резка металла?
Итак, лазерная или плазменная резка металла: что лучше? Сравнивая два описанных выше способа, можно прийти к выводу, что результаты лазерной и плазменной резки примерно одинаковы при обработке металлов малой толщины. Если говорить об обработке металлов, толщина которых превышает 6 мм, то здесь лидирующие позиции занимает плазменная технология, которая превосходит лазерную и по скорости выполнения операций, и по уровню энергетических затрат. Но следует учитывать, что качество деталей, полученных при лазерной резки на малых толщинах, значительно выше, чем при использовании плазмы, и целесообразным является использование этой технологии при получения изделий сложной формы, для которых особое значение играет высокая точность и максимальное соответствие проекту. Следует отметить, что лазерное излучение, в отличие от плазмы, является широкоуниверсальным инструментом (кроме резки оно применяется также для маркировки, упрочнения, разметки и т.п.). Также сроки службы расходных материалов при лазерной резке несравнимо более длительные, чем при плазменной.
Цена станка и стоимость эксплуатации
Немаловажной характеристикой является стоимость установок. Станки плазменной резки дешевле лазерных, но при сравнении стоимости эксплуатации установок следует учитывать ряд одинаковых или аналогичных параметров, существующих при работе этих установок и влияющих на эксплуатационные расходы. Это относится, в первую очередь, к стоимости расходных материалов, а также электроэнергии и вспомогательных газов.
Лазерная резка металла – расходные материалы
К числу основных газов, используемых при лазерной резке, относятся воздух и кислород (при резке углеродистой стали) или азот (при резке коррозионно-стойкой стали и алюминия). Энергетические расходы включают расходы на электроэнергию, потребляемую самой установкой, электроэнергию для лазера и охлаждающего устройства, а к числу расходуемых компонентов относятся внутренняя и внешняя оптика, линзы, сопла, фильтры. Периодичность замены расходных компонентов, используемых в установке лазерной резки, составляет от нескольких недель до нескольких лет, в зависимости от многих параметров.
Плазменная резка металла – расходные материалы
При осуществлении плазменной резки в основном используют воздух и кислород. К энергетическим расходам здесь относят расходы на электроэнергию для создания плазмы и для питания самой установки для плазменной резки. В числе расходуемых компонентов – сопло, электрод, рассекающее кольцо, крышки, керамическая направляющая и экран. Как вариант можно использовать слаботочные электроды и сопла, что ведет к повышению качества резки, но при этом снижается ее производительность.
Производительность
Другие параметры, например, количество вырезаемых отверстий на одну деталь, оказывают влияние на часовую стоимость эксплуатации плазменной установки в большей степени, чем на тот же показатель для лазерной, поскольку расходуемые компоненты, например, сопла и электроды рассчитаны на определенное количество стартов или прошивок. Чем больше отверстий требуется прошивать в детали для ее резки, тем выше стоимость часа работы плазменной установки.
Качество деталей
Сравнивая качество получаемых деталей и исходя из стоимости затрат на расходные материалы, можно прийти к выводу, что лазерная резка эффективнее плазменной для более тонких листовых материалов, а плазменная — для более толстых. Следует учитывать, что эксплуатационные расходы для обоих типов резки имеют широкий разброс и во многом определяются геометрическими параметрами заготовки, числом отверстий в ней, видом и толщиной разрезаемого материала.
Параметры | Лазерная резка | Плазменная резка |
| Ширина реза | Ширина реза постоянна (0,2 – 0,375 мм) | Ширина реза не постоянна из-за нестабильности плазменной дуги (0,8 – 1,5 мм) |
| Точность резки | Как правило ±0,05 мм (0,2 – 0,375 мм) | Зависит от степени износа расходных материалов ±0,1 – ±0,5 мм |
| Конусность | Менее 1° | 3° – 10° |
| Минимальные отверстия | При непрерывном режиме диаметр примерно равен толщине материала. Для импульсного режима минимальный диаметр отверстия может составлять одну треть толщины материала. | Минимальный диаметр отверстий составляет 1,5 от толщины материала, но не менее 4мм. Выраженная склонность к эллиптичности, (возрастает с увеличением толщины материала). |
| Внутренние углы | Высокое качество углов | Происходит некоторое скругление угла, из нижней части среза удаляется больше материала, чем из верхней. |
| Окалина | Обычно отсутствует | Обычно имеется (небольшая) |
| Прижоги | Незаметны | Присутствуют на острых наружных кромках деталей |
| Тепловое воздействие | Очень мало | Больше, чем при лазерной резке |
| Производительность резки металла | Очень высокая скорость. При малых толщинах обычно с заметным снижением при увеличении толщины, продолжительный прожиг больших толщин. | Быстрый прожиг; очень высокая скорость при малых и средних толщинах обычно с резким снижением при увеличении толщины. |
Лазерная резка металла
Лазерная резка металла особенно эффективна для стали толщиной до 6 мм, обеспечивая высокие качество и точность при сравнительно большой скорости разрезания. Кромки реза у листов толщиной до 4 мм и меньше остаются гладкими и прямолинейными, а у листов большей толщины кромки имеют некоторые отклонения со скосом примерно 0,5о. Диаметры отверстий, вырезанных лазером, имеют в нижней части несколько больший диаметр, чем в верхней, но остаются круглыми и хорошего качества.
Плазменная резка металла
Плазменная резка металла, по сравнению с лазерной, эффективно при обработке значительно более широкого по толщине диапазона листов при относительно хорошем качестве реза. Данный вид обработки экономически целесообразен для резки алюминия и сплавов на его основе толщиной до 120 мм; меди толщиной до 80 мм; легированных и углеродистых сталей толщиной до 150 мм; чугуна до 90 мм. На материалах толщиной 0,8 мм и меньше, использование плазмы находит ограниченное применение.
Итак: что лучше?
Таким образом, лазерная резка эффективнее плазменной для более тонких листовых материалов, а плазменная – для более толстых. Следует учитывать, что эксплуатационные расходы для обоих типов резки имеют широкий разброс и во многом определяются геометрическими параметрами заготовки, числом отверстий в ней, видом и толщиной разрезаемого материала.
Лазерная или плазменная резка металла: что лучше?
Плазменная резка и как это работает
Наши сайты
- FMA
- The FABRICATOR
- Гайки, болты и Thingamajigs Foundation
- FABTECH
- Canadian Metalworking
- 50 лет FMA
Наши публикации
- The FABRICATOR
- Подписка
- Электронный бюллетень
- Digital Edition
- Реклама
- The WELDER
- The Tube & Pipe Journal
- STAMPING Journal
- The Additive Report
- The Fabricator en Español
Категории
- Аддитивное производство
- Сварка алюминия
- Дуговая сварка
- Сборка и соединение
- Автоматизация и робототехника
- Гибка / фальцовка
- Расходные материалы для предварительной резки 9000 6 Транспортные средства
- En Español
- Чистовая
- Гидроформовка
- Лазерная резка
- Лазерная сварка
- Обработка
- Производственное программное обеспечение
- Обработка материалов
- Металлы / материалы 0000006 Oxyfuel Cutting и прочая обработка отверстий
- Профилирование
- Безопасность
- Распиловка
- Резка
- Управление цехом
- Штамповка
- Испытания и измерения
- Производство труб и труб
- Производство труб и труб
- Гидроабразивная резка
Справочник отрасли
- Поиск в справочнике (выставочные залы)
- Справочники и справочники покупателей
- Витрины продуктов
- Глоссарий
- Доска объявлений Зарегистрируйтесь в справочнике
Интернет-трансляции
Торговая выставка
FAB 40
Реклама
Подписка
Наши дочерние веб-сайты
- Ассоциация производителей и производителей, Intl.
- Nuts, Bolts & Thingamajigs Foundation
- FABTECH
- Canadian Metalworking
Вход в учетную запись
Поиск
- Наши публикации
- The FABRICATOR
- The FABRICATOR
- Журнал WEL
- The Additive Report
- The Fabricator en Español
- The FABRICATOR
- From The FABRICATOR
Как решить проблему найма персонала для металлообрабатывающих предприятий
Управление командой представителей разных поколений в производственной компании
Off the Grid: мечта о стальном судоходном контейнере становится реальностью
- Подписаться
- Электронный бюллетень
- Digital Edition
- Рекламировать
- О
- Подробнее
- STAMPING Journal
- Из журнала STAMPING
Штамповка в мире электромобилей: инновационные подходы Gestamp к формированию компонентов электромобилей
Спросите эксперта по штамповке: Какие датчики мы должны использовать в штампах прогрессивного типа?
4 компонента надежных систем штамповки
Вопросы и ответы: Как датчики и элементы управления помогают штамповщикам адаптироваться к новым нормам
- Подписка
- Электронный бюллетень
- Digital Edition
- Рекламировать
- О
- Подробнее
- The Welder
- From The WELDER
Большой вклад в микросварку
Отдавая дань уважения моему отцу Тимоти Велтону, помогая начинающим сварщикам
Начало небольшого сварочного и производственного бизнеса во время COVID- 19
Уголок расходных материалов: диагностика очевидных и не столь очевидных причин пористости
- Подписка
- Электронный бюллетень
- Digital Edition
- Рекламируйте
- Около
- Подробнее
- Трубный журнал
90 006 From The Tube & Pipe Journal
Сервисный центр делает решительный шаг, становится производителем почти в одночасье
Энтузиасты минибайков извлекают максимум пользы из разных металлов
Помогая производителям поддерживать темп инноваций
Планируя выход из пандемического хаоса для владельцев бизнеса
- Подписаться
- Электронный бюллетень
- Digital Edition
- Рекламировать
- О
- Узнать больше
- The FABRICATOR en Español 6 От The Fabricator en Español6 de cinta horizontal para una máxima productividad y Versatilidad
- FMA
- The FABRICATOR
- Гайки, болты и Thingamajigs Foundation
- FABTECH
- Canadian Metalworking
- 50 лет FMA
- The FABRICATOR
- The WELDER
- Подписаться
- Электронный информационный бюллетень
- Цифровое издание
- Рекламируйте
- The Tube & Pipe Journal
- STAMPING Journal
- The Additive Report
- The Fabricator en Español
- Аддитивное производство
- Сварка алюминия
- Дуговая сварка
- Сборка и соединение
- Автоматизация и робототехника
- Гибка / фальцовка
- Расходные материалы для предварительной резки 9000 6 Транспортные средства
- En Español
- Чистовая
- Гидроформовка
- Лазерная резка
- Лазерная сварка
- Обработка
- Производственное программное обеспечение
- Обработка материалов
- Металлы / материалы 0000006 Oxyfuel Cutting и прочая обработка отверстий
- Профилирование
- Безопасность
- Распиловка
- Резка
- Управление цехом
- Штамповка
- Испытания и измерения
- Производство труб и труб
- Производство труб и труб
- Гидроабразивная резка
- Поиск в справочнике (выставочные залы)
- Справочники и справочники покупателей
- Витрины продуктов
- Глоссарий
- Доска объявлений Зарегистрируйтесь в справочнике
Интернет-трансляции
Торговая выставка
FAB 40
Реклама
Подписка
Наши дочерние веб-сайты
- Ассоциация производителей и производителей, Intl.
- Nuts, Bolts & Thingamajigs Foundation
- FABTECH
- Canadian Metalworking
Вход в учетную запись
Поиск
- Наши публикации
- The FABRICATOR
- The FABRICATOR
- Журнал WEL
- The Additive Report
- The Fabricator en Español
- The FABRICATOR
- From The FABRICATOR
Как решить проблему найма персонала для металлообрабатывающих предприятий
Управление командой представителей разных поколений в производственной компании
Off the Grid: мечта о стальном судоходном контейнере становится реальностью
- Подписаться
- Электронный бюллетень
- Digital Edition
- Рекламировать
- О
- Подробнее
- STAMPING Journal
- Из журнала STAMPING
Штамповка в мире электромобилей: инновационные подходы Gestamp к формированию компонентов электромобилей
Спросите эксперта по штамповке: Какие датчики мы должны использовать в штампах прогрессивного типа?
4 компонента надежных систем штамповки
Вопросы и ответы: Как датчики и элементы управления помогают штамповщикам адаптироваться к новым нормам
- Подписка
- Электронный бюллетень
- Digital Edition
- Рекламировать
- О
- Подробнее
- The Welder
- From The WELDER
Большой вклад в микросварку
Отдавая дань уважения моему отцу Тимоти Велтону, помогая начинающим сварщикам
Начало небольшого сварочного и производственного бизнеса во время COVID- 19
Уголок расходных материалов: диагностика очевидных и не столь очевидных причин пористости
- Подписка
- Электронный бюллетень
- Digital Edition
- Рекламируйте
- Около
- Подробнее
- Трубный журнал
90 006 From The Tube & Pipe Journal- Подписаться
- Электронный бюллетень
- Digital Edition
- Рекламировать
- О
- Узнать больше
- The FABRICATOR en Español 6 От The Fabricator en Español6 de cinta horizontal para una máxima productividad y Versatilidad
- Home
- $ 500 Раздача кредита в eMachineShop
- 2.5D и 3D детали
- Услуги 3D-печати
- Ацеталь лист
- Акрилатные пластмассы
- Свойства акрила
- Акриловый лист
- Аддитивное или вычитающее
- Целевые рынки для самолетов
- Алюминиевые сплавы
- Алюминиевый лист
- Услуги по анодированию
- Приложение
- Архитектура Целевой рынок
- Искусство целевых рынков
- Целевой рынок звукового оборудования
- Автоматический вентиль / манометр
- ось
- B2B Контрактное производство
- Ленточнопильный станок
- Услуги по дробеструйной очистке
- Программа для дизайна бус
- Программное обеспечение для проектирования лучей
- Велосипеды Целевые рынки
- Промывка связующего
- Служба отделки оксидом черного
- Заглушка
- Бонусная терпимость
- Программное обеспечение для открывания бутылок
- Целевой рынок бизнеса
- CAD Загрузить тестовое всплывающее окно
- CAD Тестовое всплывающее окно 2
- CAD Подтверждение заказа
- Часто задаваемые вопросы по САПР
- Руководство по программному обеспечению CAD
- Целевой рынок камеры и фото
- Лист из углеродного волокна
- Автомобили Целевые рынки
- Кольцо камеры и прокладка
- Заказ на изменение
- Тестовая страница чат-клиента
- Программа для создания шахматных фигур
- Классические механизмы – как они работают
- Станок для гибки с ЧПУ
- Услуги лазерной резки с ЧПУ
- Фрезерный сервис с ЧПУ
- Служба плазменной резки с ЧПУ
- Фрезерование с ЧПУ
- Станок токарной обработки с ЧПУ
- Центр пробивки револьверных головок с ЧПУ
- Коэффициент трения
- Компенсация за финиш
- Соединительная трубка
- Связаться с eMachineShop
- Контроль
- Медь лист
- Копировать деталь
- Снижение затрат
- Зенковка
- Зенковка
- Краудфандинг
- CSS
- Пользовательские детали из АБС
- Ацеталь на заказ
- Акриловые детали на заказ
- Обработка алюминиевых деталей на заказ
- Пользовательские автозапчасти
- Детали из латуни на заказ
- Детали из бронзы на заказ
- Детали из углеродного волокна на заказ
- Картонные детали на заказ
- Изготовленные на заказ медные детали
- Корпуса на заказ
- Изготовленные на заказ детали из стекловолокна
- Плоские шайбы на заказ
- Индивидуальные передние панели
- Индивидуальные прокладки
- Ключи для гольфа на заказ
- Пользовательские радиаторы
- Пользовательские ручки
- Кожаные детали на заказ
- Детали, обработанные на заказ
- Галерея деталей, изготовленных на заказ
- Прямозубые цилиндрические шестерни на заказ
- Металлические кронштейны на заказ
- Услуги по изготовлению металлических изделий на заказ
- Металлические распорки на заказ
- Запчасти для мотоциклов на заказ
- Нейлоновые детали на заказ
- Изготовленные на заказ пластиковые детали
- Обработка деталей из поликарбоната на заказ
- Обработка деталей из полистирола на заказ
- Обработка деталей из ПТФЭ на заказ
- Изготовленные на заказ детали из ПВХ
- Изготовленные на заказ детали роботов
- Изготовленные на заказ резиновые детали
- Пользовательские опоры вала
- Ящики и корпуса из листового металла на заказ
- Пользовательские ручки переключения передач
- Изготовленные на заказ детали из пружинной стали
- Детали из нержавеющей стали на заказ
- Обработанные стальные детали на заказ
- Стальные валы на заказ
- Обработка титановых деталей на заказ
- Детали игрушек на заказ
- Детали из дерева на заказ
- Ключи нестандартные
- В центре внимания клиентов: Lotus Exige
- В центре внимания клиентов: трикодер Star Trek
- Внимание клиентов: ограничительная пластина корпуса дроссельной заслонки
- Заказчик
- Пластина цилиндра
- Датаум
- Базовая цель (и)
- Срок поставки
- Создавай собственные украшения
- Запросы на дизайнерские услуги
- дизайн-сервис-карт
- Программа для проектирования игральных костей
- Загрузить eMachineShop
- Загрузить eMachineShop
- Загрузить eMachineShop
- Загрузить eMachineShop CAD
- Загрузить eMachineShop Figma Rough
- Загрузить eMachineShop Figma Rough
- Скачать новый шаблон
- скачать-новые
- Бурение
- Целевой рынок дронов
- Динамическая балансировка маховика
- Образование
- Электронные символы
- Целевой рынок электроники
- eMachineShop Бесплатная раздача $ 500
- eMachineShop Бесплатная раздача $ 500
- Функции САПР eMachineShop
- Общие правила для поставщиков eMachineShop
- eMachineShop был удален
- Отзыв о расценках на eMachineShop
- Лицензионное соглашение с конечным пользователем («EULA»)
- Целевой рынок энергии
- Целевой рынок инженерии
- Инженеры
- Гравировальные услуги
- Экспорт САПР eMachineShop в DXF, IGES и STEP
- Fab Quote
- Характеристика
- Feature-of-Size (FOS)
- Особенности Нет фото
- Лист стекловолокна
- Отделки
- Маховик
- Маховик и буйковый
- Бесплатная программа для проектирования подшипниковых узлов
- Бесплатное программное обеспечение для проектирования болтов
- Бесплатное программное обеспечение для проектирования болтовых пластин
- Бесплатное ПО для проектирования кронштейнов
- Бесплатное программное обеспечение CAD для 3D-принтеров
- Средства защиты ушей для респираторных масок
- Бесплатное ПО для проектирования корпусов
- Бесплатное ПО для проектирования маховиков
- Бесплатное ПО для дизайна передней панели
- Бесплатное ПО для проектирования шестерен
- Бесплатное программное обеспечение для проектирования радиаторов
- Бесплатное программное обеспечение для проектирования шестигранных гаек
- Бесплатная программа для проектирования крышек корпуса
- Бесплатные мастера программного обеспечения для механического проектирования
- Бесплатная онлайн-программа просмотра файлов САПР
- Условия использования бесплатного онлайн-просмотра и конвертера CAD
- Бесплатная онлайн-программа просмотра файлов DXF
- Бесплатная онлайн-программа просмотра файлов IGES
- Бесплатная онлайн-программа для просмотра файлов STEP v2
- Бесплатная онлайн-программа для просмотра файлов STEP
- Бесплатный онлайн-конвертер пошаговых протоколов
- Бесплатная онлайн-программа просмотра файлов STL
- Бесплатное ПО для проектирования полигонов
- Бесплатное программное обеспечение для проектирования шкивов
- Бесплатное программное обеспечение для проектирования зажимов вала
- Бесплатное ПО для проектирования муфт вала
- Бесплатное ПО для проектирования коробок из листового металла
- Бесплатное программное обеспечение для проектирования проставок
- Бесплатное ПО для проектирования гаечных ключей
- Полный индикатор движения
- Материалы для галереи
- Определение угловости GD&T
- Символы CAD GD&T
- Определение круга GD&T
- Определение концентричности GD&T
- Концепции GD&T
- Определение цилиндричности GD&T
- Определение плоскостности GD&T
- Определение параллелизма GD&T
- Определение перпендикулярности GD&T
- Определение позиции GD&T
- Определение профиля GD&T
- GD&T Профиль определения линии
- Правила GD&T
- Определение биения GD&T
- Символы GD&T
- Определение симметрии GD&T
- Определения допусков GD&T
- Определение полного биения GD&T
- Женевское колесо бегства
- EN
- NL
- FR
- DE
- PL
- SK
- Дом
- Продукты и услуги
- Листовой металл
- Гибка
- PressMaster
- EuroMaster-S
- SynchroMaster
- Обычный PPM
- Роботизированный станок высокой производительности HDSY
- SyncView
- Гибка
- Серия HFL-H
- Серия HFL-E
- HFL TH65
- HFL TS65
- HFL TM65
- HFL TP65S
- HACO FL 3015/4015 Q5000 9006
9006 LU 9006 LU - Листовой металл
- The Q3 / Q4
- Загрузка и выгрузка листов Перенос листов
- Шлифовальный станок для перфоратора
- Плазменная резка
- Combicut
- Kompakt
- RAPTOR
- SL
- Plasma Platinum
- ATPL
- Срезание
- HSL (X) 9000 6 TS (X)
- Вырезание
- MINI 220/4
- MAXI 250/6
- VARI 220/6
- COMBI 220/6
- Листогибочный валок
- Листогибочные ролики
- Листогибочные валки 3HBR
- Профильная гибка HPR
- Модернизация ЧПУ
- FastBEND MT Premium
- ATL 565
- ATS 565
- ATS 585
000 - Haco Plasma
- Haco Punch
- Haco Laser
7 маневров по возмещению расходов на работу в офисе
¿A dónde fue esa parte?
Устранение неисправностей плазменной резки с ЧПУ: Часть I
Наши сайты
Наши публикации
Категории
Справочник отрасли
Сервисный центр делает решительный шаг, становится производителем почти в одночасье
Энтузиасты минибайков извлекают максимум пользы из разных металлов
Помогая производителям поддерживать темп инноваций
Планируя выход из пандемического хаоса для владельцев бизнеса
7 маневров по возмещению расходов на работу в офисе
¿A dónde fue esa parte?
Совершенное продвижение производства и сверхвысокое сопротивление
Детали для плазменной резки с ЧПУ | Плазменная резка на заказ
Плазменная резка – Haco
ENHACO
- Вырубные прессы
- Механические эксцентриковые прессы P (A) CK
- Гидравлические вырубные прессы
- Подача вытяжных прессов
- Линии разматывания и разматывания, Normatic
- Интеграция манипуляторов
- Гидравлические испытательные прессы
- Штамповочные прессы
- Чертеж
- Решения по ковке
- Гидравлические подушки
- Разрушающие испытания трубопроводов
- Compact 50-65-80
- Multi 60, 70, 80, 95, 125, 140, 175
- Пуансон ch (50P)
- Одинарный / двойной пуансон (60, 70, 80, 95, 125, 140, 175)
- Ручное линейное устройство подачи рельсов KS с наклонными упорами
- Линейное устройство с ЧПУ Рельсовый питатель
- Ручная пробивка труб
- Пробивка труб с ЧПУ Tubemaster
- Полуавтоматический 2-осевой стол с ЧПУ
- Clampmaster Полностью автоматический 2-осевой стол с ЧПУ
- Линия перфорации с ЧПУ с тремя головками
- Линия перфорации с ЧПУ для плоского прутка
- Линия перфорации с ЧПУ для плоской и угловой планки
- CNC 125DPI Линия для штамповки двутавровых балок с двумя пробивными фланцами с роликовым конвейером
- Гидравлические прессы HPC50
- Гидравлические прессы HPC80 / HPC110
- 000
- R и HP1650WR Hydraulic: HP1650WR
- Пуансоны и штампы Kingsland
- Применение специального инструмента
- Принадлежности Kingsland
- Система быстрой смены Kingsland
- Продукция Mubea для металлоконструкций
- Линии сверления и пиления с ЧПУ Drillmaster DM
Пробивные ножницы с ЧПУ
- Стандартные станки FAT
- Токарные станки с ЧПУ (FAT)
- TUR MN
- TUR MN 560/630/710
- TUR MN 630P / 710P100/
- TUR
- TUR MN 1150/1350/1550
- TUR SC series
- TUR 4 MN
- TUR MN
- Токарные станки с наклонной станиной с ЧПУ (FAT)
- FCT 700
FCTS 900
- AHH-90-1
- AHV- -1
- AHV-95-1
- LAHV-90-5
- UHH-90-3
- SHV-25
- SHV-60
- SHVX-125 / 60-1
- SHVX-125 / 96- 1
- 4-осевые обрабатывающие центры
- Alu-Flex
- Alu-Flex с двумя головками
- 5-осевые обрабатывающие центры
- Profile-Flex
- Multi-Flex
- Multi-Flex
- XL
- Mega-Flex
- Profile-Flex с двумя головками
- Multi-Flex с двумя головками
- Multi-Flex XL с двумя головками
- Mega-Flex с двумя головками
- Megaflex HS
- Giga-Flex HS
- Giga-Flex AB
- Giga-Flex HS – AB Twin Spindle (TS)
- Компоненты / запасные части
- Контроллер с ЧПУ Siemens 840D
- Пневматика
- Направляющие и приводные системы
- Системы зажима
- Движение по оси X
- Направляющие Зажимы перемещаются в направлении Y
- Конструкция зажима
- Точность – лазерный трекер
- Программные решения
- Программное обеспечение Pyramid 3D
- Деревообрабатывающие станки (HACO Trading)
- Деревообрабатывающие центры с ЧПУ
- Biesse Skipper V31
- Biesse Rover K
- Biesse Rover
- Biesse Rover
- Biesse Rover A FT
- Biesse Rover C
- Biesse Rover A Edge
- Biesse Rover B Edge
- Biesse Skill FT
- Biesse Klever
- Biesse Skipper 100
- BreMa Eko 902 9000 2 BreMa.1
- BreMa Vektor
- Biesse Techno
- Деревообрабатывающие центры с ЧПУ
- Производство окон и дверей
- Biesse Winline One
- Центры калибровки панелей
- Selco SK 4
- Selco WN 6 9000 Selco
- Selco WN 6 9000 6
- Кромкооблицовочные станки
- Biesse Akron 1300
- Biesse Akron 1400
- Шлифовальные станки
- Viet S1
- Viet S2
- Opera 7 Viet Valeria
- Viet Opera 6
- Viet Opera 5
- Automation
- RBO Winstore
- RBO Advantage
- RBO Aster
- RBO Lifter
- RBO Winner
- Прессы
- CVM Wepress
- Dynma6 T60
- 4-сторонние фрезерные станки
- Guilliet EURO 2008
- Guilliet KZM 230-120
- Guilliet KX3
- Воздухонагреватели на древесном топливе / Брикетировочные прессы / Шредеры
- Брикетировочные прессы Gross
- Шредеры Gross
- 67
Выбор плазменного резака
Раскрой листового металла плазменным резаком.Когда дело доходит до создания мотоциклов, автомобилей, грузовиков и других типов транспортных средств; плазменная резка – важнейший вид деятельности, обеспечивающий правильную сборку этих машин.
Плазменный резак позволяет производителям точно вырезать сталь и другие сплавы с помощью плазменной горелки. Эти точно вырезанные металлические детали используются для повседневных инструментов и устройств, которые можно найти в вашем доме, а также для более крупных машин, таких как автомобили, поезда, самолеты и многие другие.
Художники по металлу также в значительной степени полагаются на ручной плазменный резак, и некоторые художники специализируются на его использовании в своих работах.
Для точного измерения и резки металла и других сплавов сварщик должен использовать плазму, содержащую горелку, соответствующий сжатый воздух и электрическую мощность. Это устройство может с высокой точностью быстро разрезать или прокалывать любой токопроводящий материал, такой как латунь, алюминий, нержавеющая сталь и титан.
Оборудование, необходимое для плазменной резки!
Когда опытным сварщикам необходимо использовать плазменный аппарат для резки, им требуется некоторое оборудование. Это:
- Источник питания. Вам понадобится источник питания, предназначенный для плазменной резки. Традиционно требуемый источник питания варьируется от систем на 12 А, способных разрезать сталь на четверть мили, до сверхмощных систем на 100 А, которые могут разрезать дюйм и четверть материала из различных металлических сплавов.
- Высококачественный резак. Еще одно важное необходимое оборудование – это высококачественная машинная шляпа, способная сужать и формировать воздушный поток высокого давления до небольшого диаметра. Этот воздушный поток под высоким давлением при ионизации превращается в плазму, которая проводит электричество при текущем уровне напряжения, необходимом для эффективной резки металла.
- Подача сжатого воздуха. Требуется регулируемая подача сжатого воздуха от регулятора сжатого воздуха. Эти регуляторы обладают необходимой способностью поддерживать соответствующее давление воздуха в течение всего времени, в течение которого аппарат плазменной резки используется сварщиком.
- Столы для резки. Для плазменной резки требуется подходящее рабочее место, чтобы выполнять такой вид резки без повреждения какой-либо поверхности. По этой причине необходимо использовать разделочные столы.Эти столы состоят из материала, который не повреждается из-за высокой температуры, которую выделяют эти машины.
- Защитная одежда и оборудование. Чтобы выполнить эффективную плазменную резку, сварщики должны быть предельно осторожны, носить защитную одежду и использовать идеальные средства защиты, такие как защитные маски, толстая одежда и перчатки. Имейте в виду, что тепло от плазменных аппаратов может вызвать сильные ожоги из-за их способности достигать 20 000 градусов Цельсия.Вот почему защитную одежду и снаряжение необходимо носить постоянно.
Типы плазменных резаков!
Эти станки бывают разных размеров и различных требований к мощности, и выбор подходящего резака действительно зависит от вашего проекта.
Если вы хотите резать листовой металл, а также четверть дюйма стали, вы можете использовать блок на 220 вольт, потому что он имеет достаточную мощность. Если вы хотите резать более толстый стальной материал, вам следует приобрести плазменный резак, способный сделать это.
Это также станки плазменной резки с ЧПУ, которые представляют собой настольные роботизированные инструменты, которые управляются с помощью программного обеспечения.
Станок с ЧПУ может быть простым и небольшим станком для использования дома в гараже для изготовления произведений искусства и деталей для проектов, или это может быть массивный промышленный станок, который выпускает детали и изделия, измеряемые в секунду.
Большинство наших подписчиков будут использовать версию с ручным резаком или небольшой станок с ЧПУ в своем гараже или небольшом магазине.
Я собираюсь купить его сам, потому что вы можете запрограммировать его на вырезание частей для проектов очень быстро, экономя ваше время и деньги на проектах, которые будут повторяться с течением времени (коммерческие).
Рынок полон различных классификаций плазменных машин и резаков, и поиск подходящего инструмента для вашего проекта не должен стать проблемой после небольшого исследования.
Основное использование.
Art: Плазменная резка используется не только в автомобилях, кораблях, самолетах, дорогах и во многих других промышленных целях, но и во многих областях, например в искусстве.Многие художники используют плазменную резку как средство создания произведений искусства из стали. Он также используется для создания многих известных нам эмблем, таких как логотип Mercedes Benz и логотип Jaguar.
Сделайте художественного металлического медведя!
Реставрация и ремонт: Многие люди постоянно нуждаются в ремонте своего имущества, такого как автомобили, бытовая техника, и даже ремонта дома. Плазменная резка играет большую роль в этих видах ремонта.
Бывают также случаи, когда сварщики делают ошибки при ремонте, и им приходится использовать плазменный аппарат, чтобы исправить свои ошибки и исправить свои ошибки, чтобы ремонт был полностью завершен. Без него невозможно будет выполнить значительный объем ремонтных работ. Людям придется больше тратить на замену определенных вещей.
Преимущества:
Поскольку рынок полон различных типов этих машин, вам очень легко найти идеальный инструмент для вашего проекта.Плазменные резаки качественно и эффективно режут металл; поэтому вы можете рассчитывать на то, что ваш резак предоставит вам множество преимуществ:
- Высокоскоростная контурная обработка
- Отличная функциональность
- Долговечность
- Длительный срок службы
- Простота обслуживания
- Более высокая скорость прожига
- Высококачественное сырье
- Доступность
Как выбрать идеальный плазменный резак!
Выбор идеального станка для резки зависит от вашего проекта.Это также во многом зависит от производительности вашего станка. Не все эти станки обладают одинаковой производительностью резки, поэтому, когда у вас есть проект, лучше всего получить плазменный резак, который способен работать в два раза больше, чем требует ваш проект.
Если вы приобретете резак, который будет вдвое мощнее, вы сможете резать материал с постоянной скоростью без каких-либо осложнений, таких как проблемы с перегревом, которые могут расстроить вас и отложить выполнение проекта.
Еще один фактор, который следует учитывать, – это качество машины, которую вы собираетесь использовать. Сегодня многие из них доступны от многих известных производителей, и подавляющее большинство из этих машин имеют хорошее качество.
Чтобы знать, что ваш резак хорошего качества, рекомендуется присмотреться к резаку. Убедитесь, что он имеет хорошую производительность, долгосрочную надежность, а самое главное; заменяемые детали, которые можно легко достать.
Кроме того, резак должен быть снабжен регулятором фильтрации воздуха.Это связано с тем, что аппараты плазменной резки чрезвычайно уязвимы для влаги. Поскольку эти машины используют воздух в среде, где есть электрическая дуга, было бы очень опасно, если бы воздух содержал воду или влагу.
Как работает плазменный резак!
.