85 фото и инструкция по изготовлению своими руками
Сварочный стол пригодится для любителей и для профессионалов своего дела. Покупать такой стол в специализированном магазине не выгодно. Поэтому можно смастерить сварочный стол своими руками в домашних условиях.

При самостоятельной сборке стола, вы сможете сделать его такого размера, какого пожелаете. Также для экономии пространства сварочный стол можно будет использоваться не только для сварки, но и для других работ.
Краткое содержимое статьи:
Какой должен быть стол для сварки?
Работа со сварочным механизмом опасная, поэтому стол должен быть удобным и безопасным для работы. Существует много видов сварочных столов, но для комфортного использования, любой вид должен отвечать некоторым требованиям:
У рабочего места обязательно должна быть вытяжка. При работе со сваркой выделяется много вредной пыли и газов, поэтому через вытяжку воздух должен очищаться, чтобы не навредить здоровью.

На рабочем месте, с торца стола обязательно должен быть вентилятор. Расположить его лучше на высоте 150 см.
Края сварочного стола должны быть покрыты медным материалом.

Для освещения изготавливается самодельная система, с мощностью не более 36В.
В столе для сварки обязательно нужно встроить место для хранения электродов и еще одно место для других необходимых инструментов.
Один закрывающийся отдел, где будут храниться инструменты, которые редко используются.

Неотъемлемая часть стола для сварки — заземление.
Важно запомнить, что стол для сварки в домашних условиях нужно делать из материала, который не плавиться, не горит и не выделяет ядовитые вещества при высокой температуре. Рекомендуемая высота стола для сварки 0.7-0.9 метров, площадь – 1.0 на 0.8 метров.
Далее требуется сделать чертеж сварочного стола с размерами и приготовить все необходимые инструменты.
Необходимые инструменты для сборки
- Аппарат для сварки и необходимые для его работы элементы.
- Угольники, линейки и маркер для пометок.
- Рулетка или измерительная лента около 3 метров.
- 4 струбцины, в виде буквы “С”.
- Кусачки.
- Ножовка по металлу или машина для шлифовки.
- Метчик.
- Дрель и необходимые для ее работы элементы.
- Металлические листы, трубы, проволока.
- Болты, гайки и т.д.
- Лобзик, тиски.
- Болгарка.

Инструкция изготовления сварочного стола своими руками

Внутренняя часть закладывается профилем 0.3 на 0.3 см. Трубы прикрепляются сваркой таким образом, что получается решетка, швы зачищаются.
Далее делаем ножки, их можно смастерить из трубы 0,25 на 0,25 см. Всего нужно нарезать 4 штуки, далее привариваем их к основанию стола. Чтобы было легче понять, что и как делать, для наглядности посмотрите фото сварочного стола.
Для дополнительной жесткости делаем пояс по периметру стола, на высоте 30-40 см от пола. Это необходимо, чтобы при работе стол прочно стоял и не шатался.

Для удобства можно сделать ручки для переноса стола в любое место. Смастерить их лучше из металлической арматуры с диаметром 0.8-1.0 см.
Колеса для более удобной транспортировки сварочного стола. Достаточно будет всего 2 колесика, которые можно взять от старой тележки.
Место для хранения инструментов. Нишу рекомендуется изготавливать из ДСП или фанеры. По желанию можно применить металлический лист. Прикрепляется ниша внизу стола.

Кожух для мусора делается из металлических листов, любой толщины.
Готовый стол для сварки по желанию можно покрасить специальной краской для металла.

Рядом с рабочим столом обязательно должна находиться емкость с водой, ведь работа со сваркой огнеопасная. Также поверхность пола рядом со сварочным столом, на расстоянии 1.5 метров, должна покрыта негорючим материалом.
 Если соблюдать инструкцию, как сделать сварочный стол и применять данные советы на деле, то у вас все получится.
Если соблюдать инструкцию, как сделать сварочный стол и применять данные советы на деле, то у вас все получится.
Фото сварочного стола


















Также рекомендуем посетить:
Как сделать сварочный стол своими руками
Говорить о хорошем качестве сварочного шва не приходится, если работы были выполнены что называется «на коленке». Без грамотно обустроенного рабочего места добиться приемлемого результата вряд ли удастся. Центральное место отводится сварочному столу. Он обеспечивает удобство во время сварки и возможность надежной фиксации соединяемых заготовок.
Требования к конструкции
Прежде, чем приступить к разработке чертежа, следует ознакомиться с требованиями, которые предъявляются к такого рода конструкциям. Среди них:
- обязательное наличие вытяжки. Она не должна мешать выполнять работу и в то же время эффективно отводить газы, образуемые в процессе сварочных работ;
- по левую сторону от сварщика устанавливается приточный вентилятор на высоте порядка 1,3-1,5 метра;
- нужно предусмотреть медные кант на сварочном столе. Он необходим для быстрой очистки электродов;
- под инструменты и комплектующие устанавливается несколько ящиков и навесных полок;
- крепления для заземления;
- устанавливается достаточно мощный светильник, обеспечивающий хорошую видимость во всех зонах рабочего стола.
При монтажных работах запрещается использовать горючие материалы или комплектующие с высоким содержанием вредных примесей. При нагревании они будут выделяться в воздух и мог стать причиной отравления сварщика. Конструкция стола может быть максимально простой (ровная поверхность на четырех ножках) или более сложной – с дополнительными приспособлениями и зажимами. Выбор зависит от периодичности использования рабочего места и сложности выполняемых операций.
Простая и полупрофессиональная модели столов
Основой простого варианта служит жесткая столешница, к которой крепятся вертикальные стойки. Снизу на высоте 20 см от уровня пола к ножкам привариваются поперечное усиление. К основной раме приваривается столешница, в которой предусмотрены пазы для струбцин и кронштейн сварочного кабеля. Ниже рабочего горизонта крепится горизонтальный лист, который будет служить в качестве поддона для сбора мусора. В боковой части стола можно предусмотреть набор вертикальных полок для комплектующих и расходников. Здесь же ставится емкость с водой.

Полупрофессиональный стол сварщика комплектуется дополнительным оборудованием. Благодаря более широкой оснастке сварщик сможет выполнять и другие операции: сверление, шлифование, фрезерование и т.д. Системы, обеспечивающие принудительную циркуляцию воздуха, тоже могут встраиваться в стол. Опорные стойки конструкции крепятся к столу, а столешница делается вращающейся. Это обеспечивает максимум удобства и высокую устойчивость стола при работе с тяжелыми заготовками. Комплектацией предусмотрены тиски и дополнительные струбцины. Инвертор устанавливается на отдельной поворотной площадке.
Выбор сварочного стола
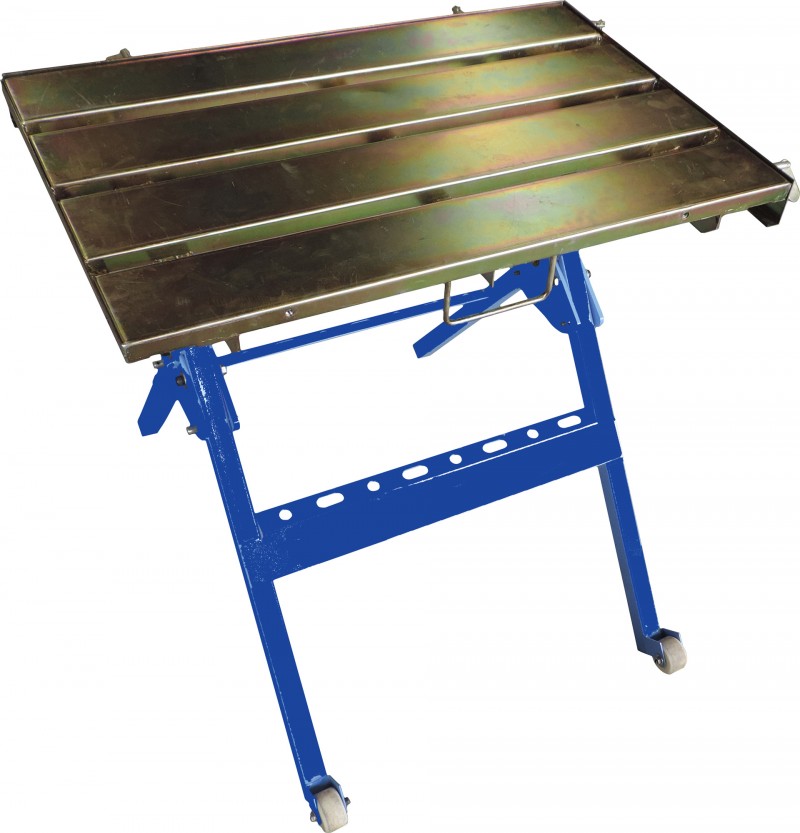
Выбор варианта конструкции зависит от вида работ, которые нужно будет выполнять и наличия свободного места. Для гаража лучше всего подойдет откидной верстак. Если же есть достаточно свободного пространства, то практичней будет сделать или купить стационарный стол с поворотной платформой. Тем, кто хочет получить максимум комфорта, рекомендуется изготовить самодельный сварочный стол с вращающейся рабочей поверхностью.
Для выполнения сложных ремонтных работ потребуется дополнительное оборудование. Его можно установить только в том случае, если столешница имеет достаточно большую площадь. Чтобы сделать сварочный столик максимально функциональным, желательно учесть советы практикующих специалистов:
- Рабочая зона ограждается вертикальной защитой, выполненной из огнестойкого материала.
- Достаточная жесткость конструкции обеспечивается при весе стола от 180 кг и больше.
- Нужно избежать бликов от освещения. Поэтому нежелательно использовать энергосберегающие источники света, поскольку стекло маски их не поглощает.
- Поворотная платформа очень желательна.
- Если нет возможности оборудовать стационарную приточно-вытяжную вентиляцию, то необходимо предусмотреть хотя бы передвижной вентилятор с магнитными присосками.
Изготовление сварочного стола своими руками
Это не только реальная возможность сэкономить, но и отличный шанс сделать рабочее места под запросы конкретного человека.

Инструменты
Минимальный набор инструментария, который потребуется при изготовлении сварочного стола своими руками:
- рулетка, мел, пассатижи;
- молоток, угольник, линейка;
- кусачки и струбцины;
- метчики, болгарка или, как минимум, ножовка по металлу;
- сварочный аппарат, токарный или фрезерный станок.
Размеры сварочного стола
Не стоит ориентироваться на промышленные образцы. Реализовать подобные проекты в домашних условиях весьма непросто, а порой просто нереально. Впрочем, они пригодятся в качестве основы для составления своего проекта. В чертеже обязательно указываются размеры всех элементов конструкции. Основные эргономические требования:
- Рабочая зона размером не более 1 метр по длине и 0,8 метра по ширине.
- Высота рабочей поверхности должна находиться в пределах 0,7-0,85 м от земли.
- Общая высота сварочного стола с защитным ограждением – до 1,4-1,5 м.
Раскрой
В изготовлении стола можно использовать как покупные, так и подручные материалы. Потребуется:
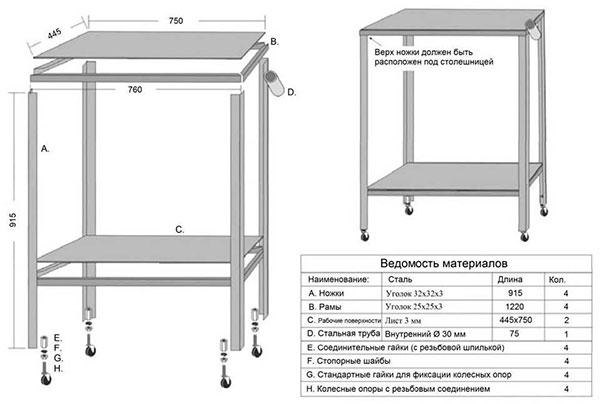
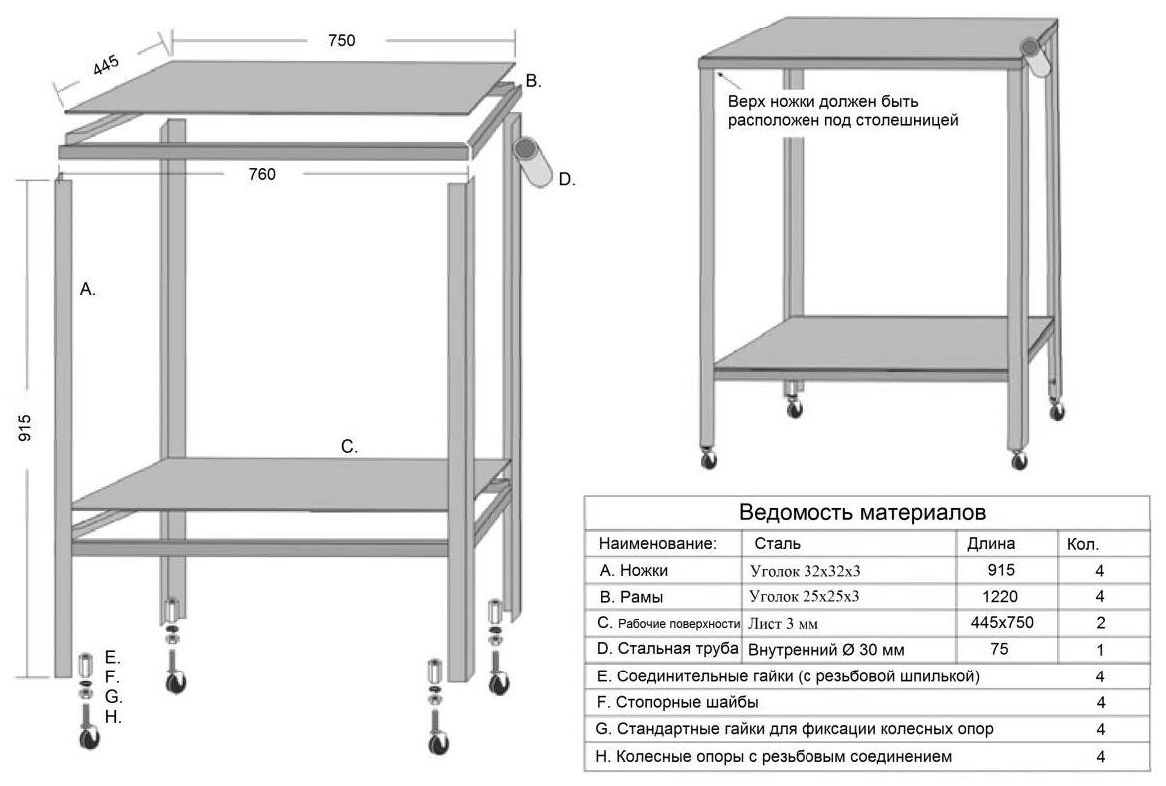
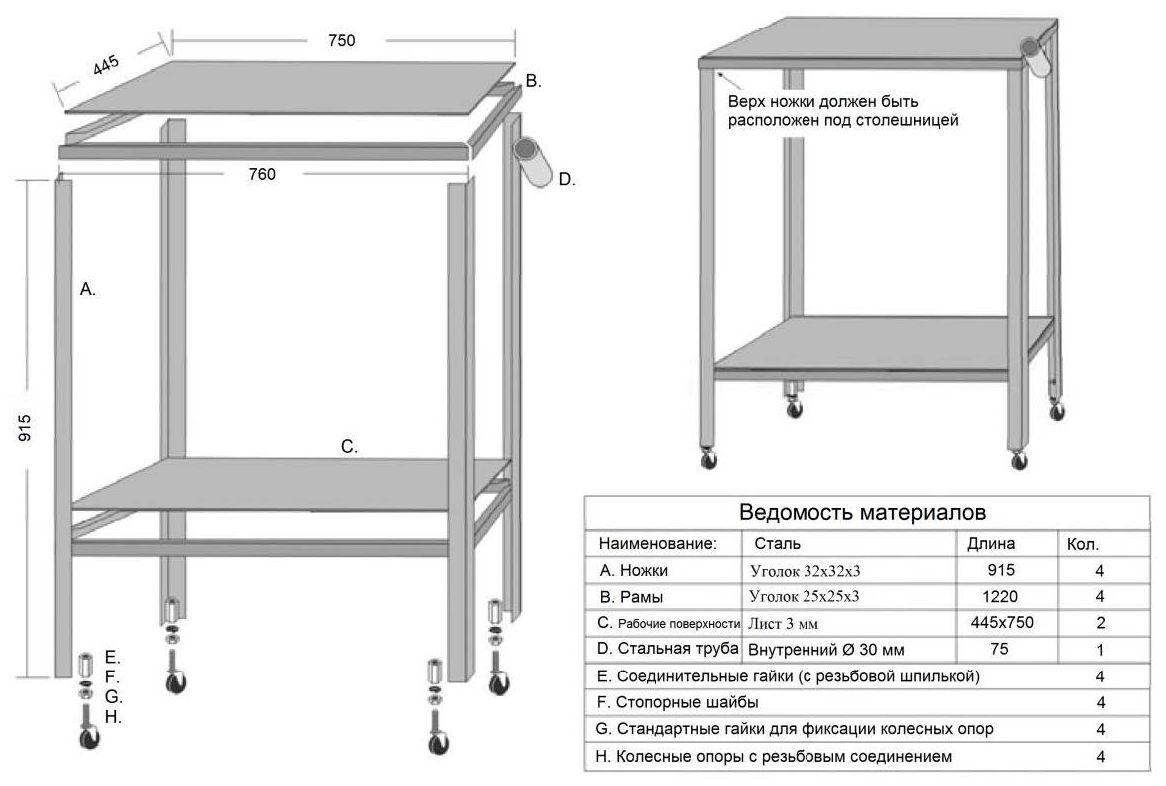
- 4 заготовки для каркаса полки из уголка 25х25 мм. Длина 46о мм, концы обрезаны под углом 45 градусов.
- 2 листа металла размером 445х750 мм под полки.
- На ножки потребуется 4 отрезка профтрубы 30×230×21,5 мм длиной 760 мм.
- Для продольного каркаса стола нужно отрезать 4 уголка 25х225 мм длиной 760 мм.
- 2 куска профтрубы 60×240 ×25 мм длиной 1 и 2 метра.
- 8 штук отрезков профиля 40×230×21,5 мм длиной по 720 мм каждый.
- Колесные опоры в количестве 4 шт.: 2 – со стопорами и две без них.
- Потребуется еще 4 уголка 30х30 мм для большей жесткости стола.
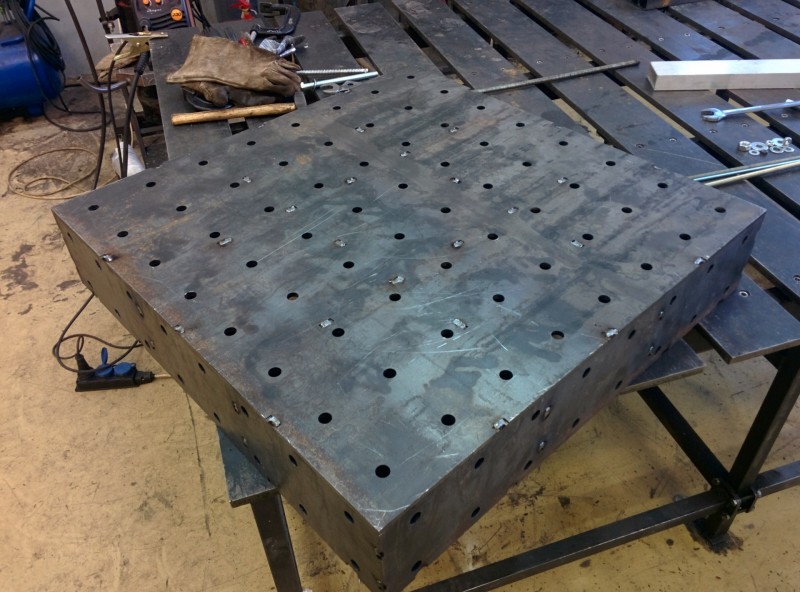
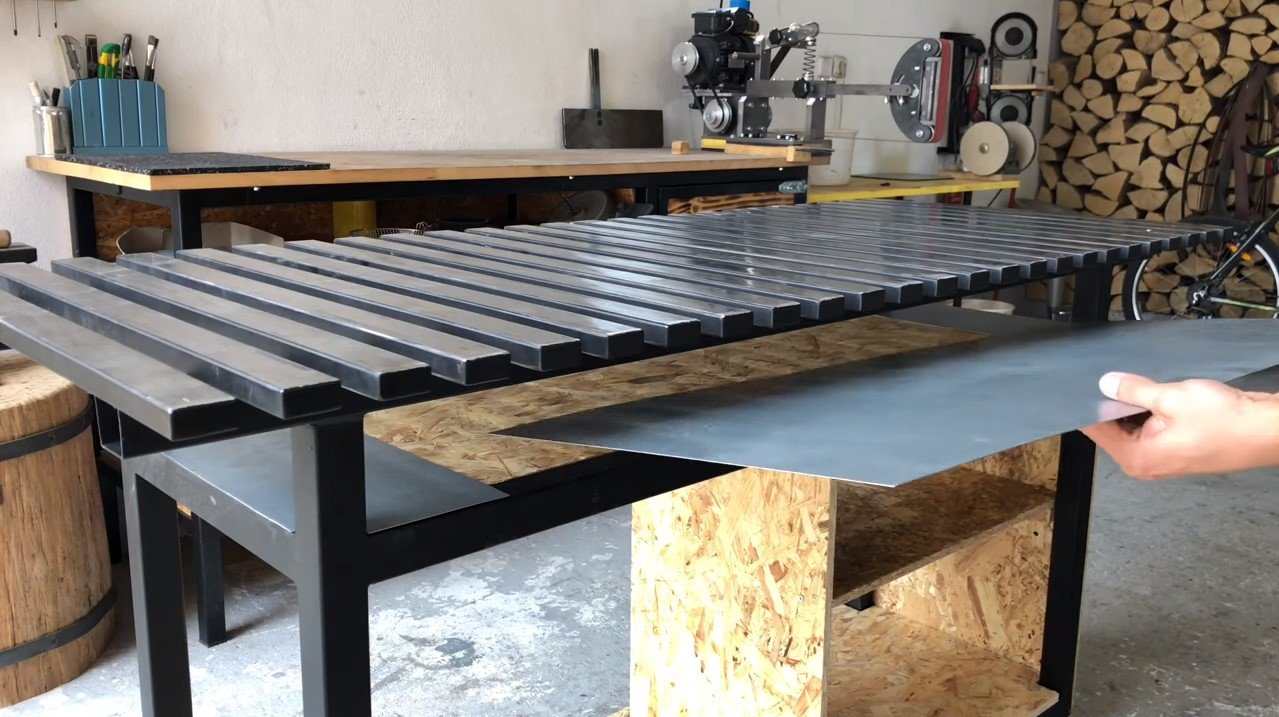
Сварочный стол из профильной трубы: столешница
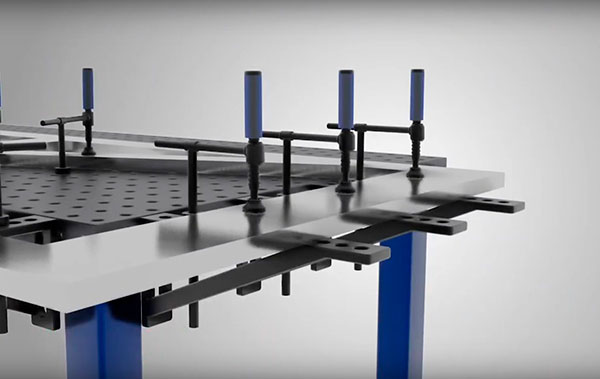
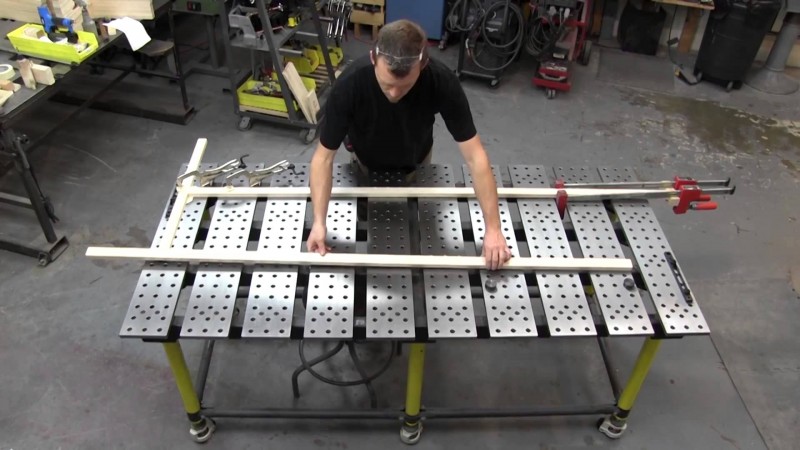
Каркас выполняется из профтрубы размером 60х240 мм, а сама столешница делается из профиля 40х230 мм. Расстояние между свариваемыми заготовками должно быть одинаковым. В дальнейшем зазоры будут необходимы для крепления деталей струбцинами и зажимами. Если нужно будет удлинить стол для сварочных работ, то следует предусмотреть откидную дополнительную поверхность.

Ножки
К углам каркаса столешницы ножки привариваются. Чтобы точно их выставить, следует предварительно прихватить заготовки в двух местах, угольником проверить точность позиционирования и только после этого приваривать «намертво». В нижней части ножек привариваются небольшие пластины прямой формы, которые повышают устойчивость стола и защищают поверхность пола от повреждений стенками профильной трубы.

Пояс жесткости
Прочность стола в разы увеличивается, благодаря установке пояса жесткости. Его можно сварить из уголка 30х30 мм и крепится к ножкам на высоте примерно 25 см от уровня пола. такая обвязка выполняется по кругу.

Защитный экран
Такой элемент необходим для того, чтобы брызги от сварки не разлетались по сторонам. Делается защитный экран из уголка и стального листа. Желательно делать не только фронтальную часть, но и боковые стенки. Экран делается съемным для удобства в случае перемещения стола или работы с крупногабаритными заготовками.
Колеса и ручка
В случаях, когда планируется частое перемещение стола, то колесика и транспортировочная ручка просто необходимы. Следует иметь ввиду, что в случае установки четырех колес обязательно наличие у них стопорного механизма. В противном случае не удастся обеспечить стабильность рабочей площадки. Для удобства транспортировки к корпусу привариваются п-образные ручки.

Инструментальная полка
Изготавливается из листов металла, по периметру которого приваривается уголок. Он является основанием и одновременно ребром жесткости. Полки монтируются на стену или рабочий стол. В идеале с подобных полок собирается небольшая инструментальная тележка на двух или четырех колесиках. Для хранения мелкого инвентаря и комплектующих целесообразно сделать один или два выдвижных ящика.

Покраска стола сварщика
Финал изготовления сварочного стола своими руками – покрасочные работы. Сварочные швы предварительно зачищаются и обрабатываются антикоррозийным средством. Если краска будет наноситься методом распыления (краскопульт или баллончик), то нужно защитить колесика, повороты столешницы и другие аналогичные места. В противном случае они могут заклинить. Для декоративной отделки поверхности используются жаростойкие эмали по металлу. С хорошей стороны показал себя сурик железный. После нанесения краски ее обжигают горелкой, чтобы улучшить показатели жаростойкости.

Общепринятые правила и полезные советы
Профессия сварщика относится к числу вредных специальностей, поскольку во время работы сварочного аппарата специалист подвергается:
- негативному воздействию высоких температур;
- риску травмироваться брызгами раскаленного металла;
- вредному ультрафиолетовому облучению;
- вероятности поражения электрическим током.
Чтобы минимизировать и даже полностью исключить негативные последствия, связанные с профессиональной деятельностью, следует придерживаться правил:
- в обязательном порядке рабочая комната оснащается эффективной приточно-вытяжной вентиляцией;
- перед началом работы следует проверить оборудование на целостность изоляции, надежность креплений и контактов;
- во время сварочных работ использовать средства защиты: маску, респиратор, специальную одежду, обувь и перчатки. Спецодежда должна быть изготовлена из огнезащитного материала;
- не допускается загромождение стола и пространства вокруг него посторонними предметами, которые не используются для данного цикла сварочных работ;
- строго воспрещается работа с неприспособленных опор;
- предназначенные для сваривания элементы должны быть надежно зафиксированы струбцинами или зажимами;
- в случае выполнения работ в помещениях с горюче-смазочными материалами, расстояние до них должно быть не меньше пяти метров.
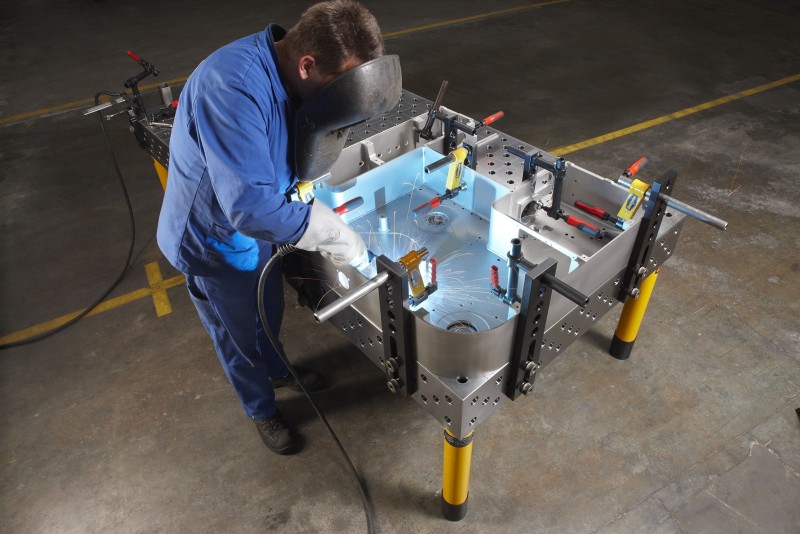
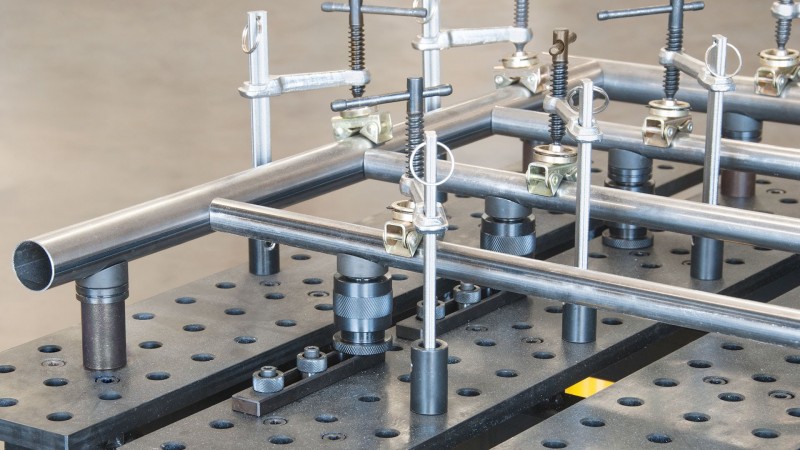
Для обеспечения максимального комфорта следует укомплектовать рабочий стол сварщика вспомогательными устройствами. Точность сварки зависит в том числе и от надежности фиксации заготовок. Струбцины и зажимы должны быть неотъемлемой частью инструментария сварщика. Мелкие заготовки, которые сложно закрепить механическим способом, удерживаются при помощи магнитного поля.
Если сварка осуществляется «на коленке», о качестве швов лучше не вспоминать. Чтобы они были прочными и аккуратными нужен сварочный стол. На нём работать комфортнее, так как детали при необходимости закрепляются струбцинами или держателями. Для гаража, где мало места подойдёт складной вариант.

Сварочный стол
Требования к сварочному столу
Перед проектированием и изготовлением, полезно узнать какие требования к столу предъявляются. К ним относятся:
- обязательная установка над рабочим местом принудительной вытяжки для отвода газов;
- вентилятор устанавливается слева на высоте 1,3 — 1,5м;
- для очистки электродов на стол сварщика устанавливается кант из медной полосы;
- установка полок и ящиков для электродов и инструмента;
- крепление для подключения заземления;
- запрещается применение в конструкции горючих материалов и выделяющих при нагреве вредные вещества;
- обязательное освещение рабочей зоны светильником на 36 В.
Разновидности столов для сварки
В зависимости от сложности и частоты выполняемых работ выбирается конструкция стола для сварки. При периодическом выполнении несложных операций выбирается простой вариант. Для ремонта и изготовления сложных конструкций потребуется сборочно-монтажный полупрофессиональный вариант.
Простой стол для сварочных работ
Такие конструкции прочны, легко изготавливаются, удобны для работы. Основой конструкции служит жёсткая рама, к которой приварены 4 стойки из профильной трубы или уголка. Внизу, на расстоянии 20 см от пола, они скреплены поперечинами. Сверху установлена столешница с пазами для струбцин. К раме со столешницей приваривается кронштейн для сварочного кабеля, а под ней не лишним будет поддон для сбора мусора. Сбоку можно поместить тумбу с полками для складывания крупногабаритной оснастки. Рядом с ней устанавливается подставка для ёмкости с водой.

Простые сварочные столы легко изготавливаются и удобны для работы
Полупрофессиональный стол сварщика
Это более сложная конструкция, укомплектованная дополнительным оборудованием. По удобству работы она не отличается от простого типа, но с установленными металлообрабатывающими головками для сверления, фрезерования, шлифования и других операций. Возможна установка встроенных вентиляционных систем и воздуховодов. Опорные стойки полупрофессиональных столов крепятся к полу с помощью анкерных болтов или заделываются в бетон. Наличие вращающейся столешницы позволяет сваривать сложные конструкции с одного места. Для установки инвертора предусмотрена поворотная площадка. В комплект также входят съёмные тисы и струбцины разного размера.

По удобству работы полупрофессиональный стол не отличается от простого, но укомплектован дополнительным оборудованием
Какой сварочный стол выбрать
Выбор зависит от имеющегося места и решаемых задач. В тесном гараже эпизодические сварочные работы можно выполнять за откидным верстаком для сварочных работ. Если место позволяет удобней будет стационарный или мобильный стол простого типа. Любителям комфорта рекомендуется приобрести или изготовить самостоятельно поворотный стол в форме круга, установленный на жёстко закреплённой опоре. Для производства сложного ремонта, чтобы всё было под рукой, лучше выбрать рабочий стол с установленными на нём станками. Заводские модели комплектуются различными дополнительными устройствами, поэтому чтобы не переплачивать подумайте, насколько они для вас важны.
Как выбрать удобную и надёжную конструкцию подскажут рекомендации специалистов:
- рабочая зона должна быть огорожена защитным экраном из огнестойкого материала;
- для обеспечения надёжной жёсткости конструкции её вес должен быть не менее 180 — 200 кг;
- освещение не должно создавать бликов, поэтому применение энергосберегающих ламп исключено, так как их свет не поглощается стеклом маски;
- поворотная платформа приветствуется;
- если нет встроенной вентиляции, должен использоваться передвижной вентилятор с магнитными присосками на всасывающем рукаве.
Изготовление сварочного стола своими руками
Сборка сварочного столика своими руками не только экономит семейный бюджет, но и позволяет сделать его под конкретные условия эксплуатации.

Изготовление стола для сварки своими руками позволяет сделать его под свои потребности
Необходимые инструменты и приспособления
Чтобы самостоятельно сделать сварочный столик необходимо запастись:
- пассатижами;
- рулеткой;
- мелом;
- линейкой;
- молотком;
- угольником;
- кусачками;
- тремя С-образными струбцинами;
- болгаркой или, в крайнем случае, ножовкой по металлу;
- сварочным аппаратом с электродами;
- метчиками с воротком для нарезания резьбы;
- фрезерным или токарным станком, на котором будут сниматься фаски.
Определяемся с размерами стола
Пользоваться промышленными чертежами сварочного стола не стоит. Их воплощение в жизнь в домашних условиях затруднительно из-за невозможности применения заводских технологий. Но взять за основу можно, чтобы составить свой проект. В нём указываются общие габариты и размеры всех деталей.
Чтобы стол был удобен для работы, должны выполняться эргономические требования:
- максимальные размеры рабочей зоны не свыше 1×0,8 м;
- высота столешницы должна быть не ниже 0,7 м, но не выше 0,85 м;
- общая высота с учётом защитного ограждения не больше 1,4 — 1,5 м.
За основу берем готовый чертеж и дорабатываем по своим потребностям
Заготовка и раскрой
Изготовить самодельный сварочный стол можно из подручных материалов: уголков, профильных труб, листового железа. Сначала болгаркой отрезаются:
- 4 уголка 25 ×25 мм, длиной 0,46 м с концами, обрезанными под углом 45⁰, боковые стороны каркасов полок;
- 2 железных листа толщиной 3 мм размером 44,5×75 см для полок;
- 4 отрезка профильной трубы 30×230×21,5 мм длиною 76 см на ножки;
- 4 уголка 25×225 длиной 0,76 м со срезанными под углом 45⁰ концами, продольные стороны каркасов полок;
- 2 отрезка профиля 60×240 ×25 длиной 1 м и 2 размером 0,72 м для каркаса столешницы;
- 8 профилей 40×230×21,5 длиной 0,72 м на столешницу;
- 2 колёсные опоры со стопорами и 2 без них;
- 4 уголка 30×30 для пояса жёсткости.
Изготовление столешницы
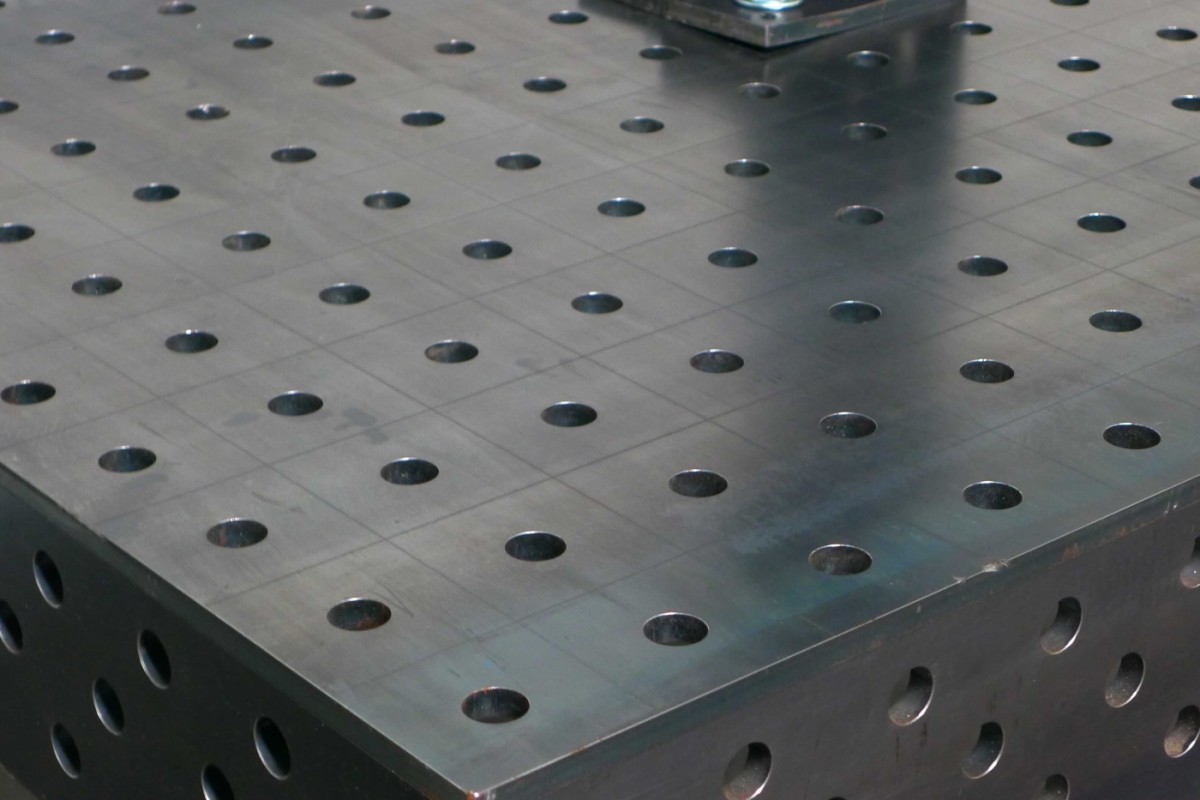
Её каркас сваривается из профильной трубы 60×240. Сама столешница для сварочного стола собирается из профиля 40×230. Отрезки привариваются таким образом, чтобы расстояния между ними были равны. В итоге получается поверхность стола с зазорами, которые используются для установки струбцин и держателей. При необходимости периодического удлинения столешницы к её бокам крепятся откидные панели.

Получается поверхность стола с зазорами, которые используются для установки струбцин и держателей
Изготовление ножек для стола
Ножки привариваются в углах каркаса столешницы. Предварительно их прихватывают в нескольких точках и проверяют с помощью угольника и линейки углы. По отношению к раме они должны быть 90⁰. При несоблюдении перпендикулярности конструкция будет неустойчива. Поэтому перекосы устраняются и накладываются сплошные швы. Если стол не предполагается часто перемещать, снизу ножек привариваются кусочки листовой стали квадратной формы, чтобы повысить устойчивость.

Если стол не предполагается часто перемещать, снизу ножек привариваются кусочки листовой стали квадратной формы, чтобы повысить устойчивость
Пояс жесткости сварочного стола
Чтобы придать конструкции максимальную прочность нужно сделать дополнительный пояс жёсткости. Его изготавливают из уголка 30×30, отрезки которого привариваются к ножкам на расстоянии 20 — 30 см от пола. Связка опор производится по кругу, усилительные элементы устанавливаются так, чтобы острый угол был снаружи.

Чтобы придать конструкции максимальную прочность нужно сделать дополнительный пояс жёсткости
Защитный экран
Он не даёт разлетаться брызгам от сварки и частицам, образующихся при зачистке швов. Раму для защитного экрана делают из лёгких уголков, а его из тонкого стального листа. Желательно такое ограждение рабочей зоны делать с боковыми стенками. К каркасу привариваются штифты, которые при установке входят в отверстия, просверленные в столешнице. При необходимости размещения крупногабаритных деталей экран снимается.

Защитный экран не даёт разлетаться брызгам от сварки и частицам, образующихся при зачистке швов
Колеса и ручка для перемещения
Колёсики потребуются для мобильного стола, если планируется часто его перемещать. Если их ставить на все 4 ножки, пара должна быть со стопорами, чтобы надёжно фиксировать положение стола на месте. При использовании колёсиков от магазинных тележек их устанавливают на две боковые опоры. Фиксация осуществляется другой парой ножек, с приваренными к ним прямоугольными металлическими пластинками. Чтобы переместить такой стол, придётся край, где нет колёсиков, приподымать.

Колёсики потребуются для мобильного стола, если планируется часто его перемещать
Для удобства передвижения к каркасу столешницы приваривают одну или 2 ручки. Их изготавливают из прутка диаметром 10 — 12 мм в виде буквы П. Чтобы ручки не мешали их приваривают снизу.
Полка для инструментов
Её можно изготовить из металлических листов, закреплённых на уголках пояса жёсткости. Не возбраняется использование ДСП, OSB, многослойной фанеры. Однако тогда под столешницей необходимо приварить наклонный металлический лоток с бортиками. На нём будет собираться окалина и мусор, падающий через зазоры стола. Дополнительные полки свариваются из уголков 25 ×25 и 25×225. Некоторые умельцы делают встроенные тумбы с полками и выдвижными ящиками.

При изготовлении полки не возбраняется использование ДСП, OSB, многослойной фанеры
Покраска стола
Изготовление своими руками сварочного стола завершается его покраской. Перед нанесением покрытия необходимо зачистить сварочные швы и обработать их антикоррозийным составом. Если покраска планируется с помощью краскопульта или баллончиков колёсики нужно обернуть полиэтиленом, иначе они заклинятся. Краска, естественно, должна быть по металлу. Для отделки сварочного стола подойдут жаростойкие эмали, которыми красят радиаторы отопления. Неплохо зарекомендовал себя железный сурик. Если его после нанесения отжечь горелкой до обугливания образуется термостойкое прочное покрытие.

Перед нанесением покрытия необходимо зачистить сварочные швы и обработать их антикоррозийным составом
Полезные советы при работе за сварочным столом
Специальность сварщика относится к категории вредных профессий, так как он повергается:
- воздействию высокой температуры;
- опасности от разлёта брызг расплавленного металла;
- высокоинтенсивному ультрафиолетовому облучению;
- возможности поражения электротоком;
- риску пострадать от падения деталей.
Чтобы исключить последствия от воздействия перечисленных негативных факторов нужно выполнять правила, разработанные специалистами:
- помещение для работы должно быть оборудовано эффективной приточно-вытяжной вентиляцией;
- приступая к работе необходимо убедиться в отсутствии повреждений оборудования и изоляции, проверить насколько надёжны контактные соединения;
- в процессе выполнения работы пользоваться сварочной маской, респиратором, защитными перчатками с крагами, одеждой и обувью из огнеупорного материала;
- недопустимо загромождать стол для сварочных работ и подходы к нему посторонними предметами;
- запрещена работа с неприспособленных опор;
- детали, предназначенные для сварки, должны крепиться специальными приспособлениями;
- при работе в помещениях, где хранятся горюче-смазочные и легковоспламеняющиеся материалы расстояние до них от рабочей зоны должно быть не менее 5 м.
Чтобы условия работы были комфортными и безопасными, стол сварочный монтажный нужно оснастить вспомогательными устройствами. Для обеспечения точности сварки применяются струбцины, которыми детали фиксируются. Зажимами заготовки крепятся под углом между собой. Если мелкие детали невозможно закрепить механически, то для их фиксации пользуются магнитным основанием. Но при применении необходимо учитывать его вес и массу свариваемых деталей.
Видео изготовления сварочного стола
фото, чертежи и размеры, пошаговые инструкции
Не обязательно делать мебель чисто деревянной, работа мебельщика требует очень кропотливого отношения к процессу. Для того чтобы собрать надежный мебельный каркас из бруса, потребуется серьезная подготовка и знания. Другое дело — металл, намного проще строить столы из профильной трубы своими руками, имея в своем распоряжении простейший слесарный инструмент и стальной профиль.
 Мебель в стиле ручной ковки
Мебель в стиле ручной ковки
Что нужно, чтобы сделать стол из железной трубы
Прежде всего, потребуется составить эскиз будущего изделия. Делать каркас стола из профильной трубы, что называется, по вдохновению, без точного расчета размеров, — это плохая идея. В лучшем случае по окончанию работ останется масса обрезков стальной трубы и неиспользованные заготовки. В худшем случае к металлолому добавится металлический стол с кривыми линиями и не совсем ровной столешницей.
Для того чтобы получился действительно красивый стол из профильной трубы, нужно придерживаться хотя бы самого простого плана действий:
- Определяемся с будущим назначением мебели и деталями конструкции, например, если это обеденный стол, то особое внимание нужно уделить устройству столешницы и способу обвязки ножек. В остальных случаях приходится учитывать еще и общий вес изделия из профильной трубы, так как почти всю мебель подобного типа приходится часто переставлять или переносить;
- Находим наиболее интересный проект, реализованный на практике. Придумывать самому устройство каркаса, подбирать форму ножек для стола из профильной трубы не имеет смысла, все уже давно придумано. Поэтому гораздо удобнее перелистать пару десятков готовых решений, о недостатках и преимуществах которых уже все известно.
Самое пристальное внимание нужно будет уделить форме, замерам и способу изготовления столешницы. Это не только самая важная часть конструкции, по сути, это единственно возможный эффективный способ украсить и задекорировать мебель из профильной трубы.
Важно! Наиболее важная часть любого проекта – это способ крепления деревянной плоскости к каркасу из профильной трубы.
Если столешница будет воспринимать нагрузки от каркаса из профилированной трубы, то такую деталь нужно будет изготавливать из фанеры толщиной не менее 20 мм. Если не угадать с устройством каркасной системы, то мебель получится недолговечной, хотя стол из фанеры и профильной трубы справедливо считается наиболее оптимальным вариантом по используемым материалам.
 Вместо поперечин можно использовать нестандартную обвязку ножек
Вместо поперечин можно использовать нестандартную обвязку ножек
Размеры столов из профильной трубы
Габариты будущей металлической мебели определяют отдельно по двум параметрам – по высоте и по глубине столешницы. Для самодельного стола из профильной трубы можно использовать общепринятые стандарты, но лучше подгонять размеры под индивидуальные особенности хозяев:
- Высота стола выбирается в пределах 80-110 см. Если это обеденная мебель, то будет достаточно 80-90 см, для работы стоя расстояние от пола до столешницы увеличивают до 100 см для человека среднего роста и 110 см для высоких людей;
- Журнальные модели традиционно изготавливают высотой 35 см. Для передвижного стола на колесиках оптимальной будет высота 65-70 см, не более;
- Размер столешницы по глубине выбирают исходя из длины рук хозяев. Взрослый человек в положении стоя должен, не нагибаясь, доставать пальцами до середины поверхности стола.
Остальные габариты планируют по размерам помещения или площадки, на которой будет установлена мебель. Понятно, что, чем больше размеры стола, тем более мощной по сечению выбирается профильная труба. Соответственно, вес мебели получается больше. Иногда из остатков материала сваривают стулья и табуреты, например, для обеденного стола из профильной трубы. Это крайне неудачная идея, так как стулья получаются очень тяжелыми и некрасивыми.
 Вся мебель из одного материала
Вся мебель из одного материала
Существует золотое правило изготовления металлической мебели – размер профильной трубы, ее сечение должно соответствовать нагрузке на столешницу.
Совет! Для изготовления столов используйте квадратную профильную трубу, сечением 20-30 мм, не более. Вертикальные стойки и самые нагруженные детали каркаса можно сварить из профиля в 40 мм.
Чертежи столов из профильной трубы
Примером того, что можно сделать полноценный очень красивый стол из тонкой профилированной трубы, может быть фото и схема, приведенные ниже.
 Каркас может быть до удивления изящным и красивым
Каркас может быть до удивления изящным и красивым  Каркас может быть до удивления изящным и красивым
Каркас может быть до удивления изящным и красивым
Для того чтобы согнуть профилированную трубу с ребром 10 мм, можно использовать ручной трубогиб, часть декора собрать из круглого профиля и арматуры. В качестве материала покрытия использовать деревянные доски, облицованные пластиком, получится красиво и эстетично.
Из всех проектов прочного металлического каркаса для домашнего стола наиболее предпочтительным будет вариант с облицовкой тыльной стороны, это позволяет существенно улучшить жесткость без использования тяжелых профильных труб размером более 30 мм.

Для основного дачного стола, для гаража и ремонтной мастерской выбирают классический вариант стола с обвязкой ножек по нижнему уровню. Конструкция получается достаточно жесткой, поэтому при необходимости ее можно использовать в качестве разделочной поверхности.
 Высоту рабочей поверхности нужно подбирать индивидуально
Высоту рабочей поверхности нужно подбирать индивидуально  Универсальный каркас
Универсальный каркас
Для мелких сварочных работ подойдет передвижной лоток, приведенный на чертеже ниже.
 Передвижная мебель
Передвижная мебель
Столешницу можно зашить листом металла или сделать комбинированной, с подложкой из деревянных досок. В этом случае деревянные планки должны быть утоплены под металлическое покрытие.
Отдельно стоит упомянуть нестандартный вариант каркаса с Х-образными боковыми стойками.

У такой конструкции есть несколько серьезных преимуществ:
- Можно использовать относительно тонкие профилированные трубы, стол получается прочным и одновременно легким;
- Х-образная схема крепления ножек позволяет сделать стол складным;
- Отсутствие нижней обвязки профилем, как, например, у сварочных верстаков, открывает свободное пространство для ног и делает мебель очень удобной в пользовании.
Из всех приведенных проектов и схем этот вариант наилучшим образом подходит для использования обеденного стола на веранде или открытой террасе.
Система Х-образных опор из профильного металла оказалась настолько популярной, что ее используют примерно в половине самодельных столов и стульев. Подобное устройство можно увидеть в конструкциях складывающихся табуретов с тканевым сидением, в каркасах небольших планшетов, используемых в розничной уличной торговле, и даже в гладильной доске.
Складной стол из профильной трубы своими руками
Один из вариантов самодельной раскладной мебели приведен на фото ниже.
 Размер столешницы 70×100 см
Размер столешницы 70×100 см
Основу изготавливают из двух Н-образных рам, соединенных между собой в центре с помощью пары «болт-гайка». Для легкого походного стола используется профильная труба с размером грани в 20 мм.
 В каркасе обязательно должен быть ограничитель раскрытия
В каркасе обязательно должен быть ограничитель раскрытия
Жесткость и устойчивость всей конструкции обеспечивается толстой столешницей, собранной из мебельного щита, можно использовать дверь старого шифоньера или платяного шкафа. Более детально о столике рассказано на видео:
Простой журнальный столик из профильной трубы
В качестве прототипа можно взять схему устройства каркаса из трубы, приведенную на фото.
 Простейший вариант столика
Простейший вариант столика

Модель получается простой, удобной и надежной, правда, для ее изготовления из профильной трубы потребуется дополнительно использовать цельный массив из пиленой древесины толщиной не менее 60 мм.
Кухонный стол из профильной трубы
Для самого важного и наиболее нагруженного предмета меблировки для кухни лучше использовать самую простую модель, как на фото.

Каркас стола сваривается из профильной трубы с гранью в 40 мм. Эта вынужденная мера используется для обеспечения необходимой устойчивости основания, так как никаких других усиливающих элементов, горизонтальных поперечин или подкосов, не применяется. Предполагается, что под столешницей будет установлена часть бытовой техники, ящики и проложены коммуникации.
Компьютерный стол из профильной трубы
Для работы с компьютерной техникой используют два типа мебели. Если компьютерный стол располагается в центре помещения, то лучшим вариантом будет модель с закрытой передней стенкой.

Классическая схема основы из профильной трубы делает мебель достаточно жесткой, чтобы отказаться от подпора стенкой, как в следующем проекте.

Большинство компьютерной мебели изготавливают по схеме с Т-образными боковыми опорами. Это делает более комфортной работу, особенно, если за столом нужно усесться как минимум двум-трем работникам одновременно. Схема достаточно надежная, но из-за открытости пространства мебель предпочитают устанавливать у стены комнаты.
Садовый стол из профильной трубы
Для дачной мебели идеально подойдет та же схема, что и для кухни, но уже с дополнительной Н-образной горизонтальной поперечиной, соединяющей боковины каркаса.
 Доски пришивают саморезами
Доски пришивают саморезами
Раму собирают из трубы 40-60 мм, столешницу изготавливают в виде щита из толстых двухдюймовых досок. Крепить их приходится с внутренней стороны, после чего поверхность шлифуется, а кромки подрезаются ручной циркулярной пилой.
Письменный стол из профильной трубы
Используя только квадратный профиль и древесину, можно изготавливать самые разные предметы меблировки, даже кровати и письменные столы. В последнем случае чаще всего металлический каркас не прячут за деревянной облицовкой, а, наоборот, оставляют на виду.
 Стол в стиле Лофт
Стол в стиле Лофт
Правда, в этом случае мебель получается стилизованной под Loft – дизайн, но это только добавляет индивидуальности. Устройство каркаса ничем не отличается от ранее представленных моделей для сварочных работ, единственным дополнением являются два выдвижных ящика.
По тому же принципу можно легко собрать стол для слесарных работ.
Стол из профильной трубы и дерева
Не обязательно пытаться делать мебель намеренно грубой и прямоугольной формы. После того как будут освоены простейшие операции по раскройке и сварке отрезков в прямоугольных каркасах, можно попытать силы в более сложном изготовлении домашней мебели.

Столешницу лучше всего заказать готовой в мебельном салоне, это будет дешевле и проще, чем оклеивать щит из досок березовым или ясеневым шпоном. Каркас сваривают из небольших отрезков, по 10 мм, прокатанных на трубогибе, получится очень красиво, и главное – надежность такой мебели не уступит изделиям промышленного изготовления.
Круглый стол из профильной трубы
Основой для удержания круглой столешницы является достаточно сложная система ножек-опор. Один из вариантов такой несущей рамы представлен на фото ниже.
 Каркас под круглую столешницу
Каркас под круглую столешницу
Для изготовления круглого стола в первую очередь потребуется сварить два несущих «креста», верхний размером 70×70 см, нижний – 80×80 см. Детали можно сварить из профильной трубы 40×40 мм, причем конструкцию иногда упрощают и крестовые вставки делают одного размера. В результате уменьшается риск ошибки при сборке деталей, хотя сам стол получается не таким красивым.
Столешницу собирают набором досок в щит с последующей обрезкой в форме круга. Далее дощатую панель стягивают стальной лентой и подшивают с тыльной стороны рейками. Получается очень красивый столик в стиле Кантри или Лофт.
 Доски шлифуют и вскрывают лаком
Доски шлифуют и вскрывают лаком
Как оформить стол из профильной трубы
Для отделочных работ самодельной мебели из стального профиля и древесины почти всегда используют один и тот же набор материалов.
Металлические детали окрашивают темным лаком, имитирующим порошковую краску или покрытие воронением. Этот признанный стиль и прием позволяет не только украсить металл, но и эффективно защищать черную сталь от коррозии.
Для древесины используют мебельные политуры, лаки, тонеры. Почти всегда стремятся сохранить рисунок древесных волокон, сделать его более выразительным и насыщенным.
Краски и пластик для дерева в сочетании с профильной трубой практически не применяют. Даже если столешница облицована пластиком, поверхность заклеивают пленкой с рисунком, имитирующим ценные породы древесины.
Фото столов из профильной трубы
Самодельная мебель из профильной трубы и тонированной рейки может быть очень красивой, выразительной и одновременно функциональной.



Нестандартный тип столешницы оживляет дизайн мебели




Заключение
Во многих случаях энтузиасты — самодельщики, после того как были изготовлены первые модели, начинают строить столы из профильной трубы своими руками уже на заказ и на продажу. Меблировка с металлическим трубным каркасом оказывается очень практичной и надежной в эксплуатации, поэтому спрос на нее не исчезнет никогда.

Умение проводить сварочные работы очень здорово помогает в домашнем хозяйстве. Для удобной работы нужно приобрести сварочный аппарат, подготовить место в гараже или домашней мастерской. Лучше всего заниматься сваркой на специальном сварочном столе – эту вещь можно в достаточно простой способ изготовить своими руками.
С помощью самодельного стола для сварки вы сможете обеспечить максимальный комфорт во время работы и начинающим сварщикам, и профессионалам, что в результате ускорит проведение манипуляций с материалами и повысит качество конечных изделий. В качестве материала создания такого стола используется исключительно металл и ни в коем случае не древесина, поскольку во время работ дерево от раскаленных частиц сразу воспламенится.
Сварочный стол – чертежи
В данном случае согласно чертежам стол отличается такими проектными размерами: 300х600х300 мм. Но каждый может определить для себя более удобные для него параметры.

 чертеж сварочного стола
чертеж сварочного столаЗа прототип для изготовление нашего сварочного стола взяли эти чертежи, но размеры применили наши.
Из каких материалов собирать сварочный стол
Наш стол изготовляется из профильной трубы 2×3″: стальной полосы ½×6х30″, шаг которой составляет 1,5″.
Чтобы самостоятельно собрать такой стол, в первую очередь электросварщик должен позаботиться о стальных пластинах – эти детали послужат для изготовления полок. Нужно помнить, что, когда вы будете покупать металлические заготовки, необходимо обязательно обращать внимание на их толщину. По словам специалистов, рекомендуется применять листовое железо толщиной 3 мм, его толщина не должна быть выше показателя, который допустим для сварки сварочным аппаратом.
Следующие расходные материалы и комплектующие: это колесные опоры, на которых имеются резьбовые соединения – 4 шт., гайки для них; гайки, которыми соединяются резьбовые шпильки – 4 шт.; стопорные кольца, которыми крепятся колесные элементы – 4 шт.
Для сборки сварочными стола своими руками нужно будет подготовить инструменты из этого списка: электросварку со всеми комплектующими – кабелями, зажимами, электродами и т. п.; пассатижи, угольники – 2 шт., строительную рулетку, мел, линейку, молоток; специальные С-образные струбцины – 3 шт., ножовку по металлу или лучше электроболгарку, чтобы делать пропилы под нужным углом.

Поэтапная инструкция изготовления сварочного стола











Раму устанавливаем на колеса, благодаря чему стол может легко перемещаться в гараже.

Детали могут закрепляться в различном положении.



Пластины столешницы фиксируются на раме с помощью болтов.


Получился вот такой сварочный стол с простой и удобной конструкцией.
Безопасность во время работы за столом для сварки
Известно, что при проведении сварочных работ существует определенный риск получения травм. Чтобы не допустить подобных неприятных ситуаций, обязательно нужно придерживаться правил обращения со сваркой во время самостоятельных работ за сварочным столом:
• помещение, в котором проводятся работы, должно хорошо проветриваться;
• в целях предохранения от поражения электротоком сварочные работы следует проводить, одев специально предназначенные для таких задач перчатки;
• для защиты глаз от дугового излучения обязательно нужно одевать защитную маску;
• рабочий стол следует предохранять от раскаленных металлических брызг.
При соблюдении этих условий ваша работа за сварочным столом будет не только безопасной, но и удобной и результативной.
изготовление и советы как сделать сварочный стол
Для более качественного проведения сварочных работ, особенно если вы нередко их выполняете, сварочная подмость небольшого размера станет важной необходимостью. Изготовив сварочный стол своими руками, вы не только сэкономите на своем бюджете, но и выполните стол по своему вкусу, в нижней его части можно будет сделать удобную полку для хранения сварочного аппарата и прочих принадлежностей. В дополнение ваш стол будет служить еще и элементом заземления в помещении.

Краткое содержимое статьи:
Требования безопасности к сварочному столу
Каждый стол для сварки, кроме своей практичности должен соответствовать определенным требованиям безопасности для человека.
Над рабочей поверхностью стола, не сильно высоко, в обязательном порядке устанавливают принудительную вытяжку. Для этой цели больше подойдет улиточный вариант вытяжного вентилятора.
Края столешницы лучше окантовать медной полосой для удобства сбивания электродной обмазки. Над рабочей поверхностью необходима установка дополнительной подсветки.
Обязательна установка закрытого отсека для хранения оборудования, используемый в редких случаях. В конструкции стола нельзя использовать или хранить огнеопасные и токсические предметы.

Виды сварочных столов
Для проведения сварочных работ в мастерской обычно используют два вида столов – простой и полупрофессиональный.

Простой стол
Подобная модель отличается несложной конструкцией. Изготавливают такой сварочный стол из профильных труб или уголка, приваренных друг к другу.

Внизу, приблизительно на 20 см от пола, стойки соединены уголками, вверху же они надежно сварены с рамой, с располагающейся на ней столешницей из металла. На поверхности стола могут присутствовать различные пазы для фиксации деталей.

Приварив к раме кронштейны для сварочного провода можно значительно облегчить процесс сварки. Внизу также можно установить неглубокий поддон для сборки отходов производства, а по бокам стола будет удобно размещение тумбочек для различных принадлежностей. В дополнение не помешает приварить полочку под емкость с водой.

Полупрофессиональный стол
Это уже более усложненный вид сварочного стола. Общее назначение подобных конструкций не сильно различается от простых столов, но на них устанавливается дополнительные устройства для фрезеровальных, сверлильных и прочих операций по металлообработке.

Ножки конструкции, для усиления ее устойчивости, надежно фиксируются к полу болтами или стяжкой из бетона. Дополнительно изделие можно оснастить встроенными системами вентиляции.

Основным преимуществом таких столов – это возможность поворачивания рабочей платформы, что обеспечивает накладывание сварных швов на заготовки с одной точки.

Данные столы нередко укомплектовываются быстро снимающимися тисками, струбцинами и поворачивающимися приставками для крепления заготовок и сварочного оборудования.
Чертежи сварочного стола
На сегодняшний день в интернете совсем немного информации о чертежах подобных конструкций, и это, пожалуй, единственная проблема при самостоятельном их изготовлении. Многие для этих целей используют обычные фото сварочного стола, по которым проектируют чертеж и улучшают по необходимости.
Делают это по той причине, что если взять за основу модели промышленного образца, то их чертежи окажутся очень сложными для реализации в домашних условиях, а некоторые задачи вообще невозможны к использованию.

Изготовление
Для примера рассмотрим, как сделать сварочный стол из металлических профильных труб и уголка из стали. При его создании возможно применение других размерных габаритов, материалов и форм конструкции.

Рабочая поверхность стола
Для столешницы не желательно ее изготовление в слитом виде. Лучше, когда она сваривается из профтрубы по размерам 60×40×2 мм. Решетка внутри рамы выполняется из профиля с размерами 30×30×1,2 мм (также можно применять 8 или 10 швеллер).

Элементы деталей нарезаются обычной болгаркой, торцы срезов необходимо зачистить от заусениц. Сначала заготавливается внешняя рама с максимально идентичными диагоналями.

Профили для внутреннего размещения нарезаются непосредственно по проему готового каркаса. После, их вставляют приблизительно на 30-50 мм друг от друга. Швеллера накладывают поверх рамы.

При желании к столу можно приварить ручки. Они пригодятся для более удобного передвижения стола, обычно выполняются из арматуры толщиной 12-14 мм и крепятся с двух сторон под крышкой стола.

Ножки для стола
Ножки нарезаются из круглой трубы толщиной 5 см (подойдет и из квадратной 5×5 см). Их длина должна быть приблизительно 760 мм. Стойки свариваются по углам к уже готовой столешнице.

После крепления ножек, для усиления прочности и устойчивости конструкции в дополнение делают обвязку по низу стоек. Для этого, отступив от пола приблизительно на 20−30 см, ножки свариваются друг с другом уголком на 3×3 или 4×4 см.

Уголок варится ровной стороной к полу для того, чтобы в получившуюся середину уложить лист из ДСП или толстой фанеры. На получившейся полке хранят оборудование для сварки и прочие необходимые предметы.

Во время крепления ножек к столу важно, чтобы их не перекосило. Соединяются они с рамой точно под прямым углом. При необходимости к стойкам приваривают колесики для возможного передвижения стола и 3-4 крючка для подвешивания кабеля, каких-либо предметов.

Защитный короб
Защитный короб сваривают в виде поддона с невысокими бортами, приваривают его внизу стола к ножкам с несильным наклоном. Основная его задача осуществляется в собирании окалины, шлака и прочих отходов.
Для инструментов лучше сделать отдельный ящик или тумбочку из ДСП или металлического листа.

Соблюдение безопасности при сварочных работах
Все операции нужно выполнять исключительно в хорошо проветриваемых или вентилируемых помещениях.

В процессе работ важно применение для сварщика всевозможные защитные средства, таких как, спецодежда, спецобувь, рукавицы из брезента или кожи, маска или щиток, а иногда и респиратор. Стыки сварочных кабелей необходимо хорошо заизолировать.

Важно! На столе и вокруг него недопустимо, чтобы присутствовали легко воспламеняемые предметы.

Фото стола для сварки своими руками





















Также рекомендуем просмотреть:
Помогите сайту, поделитесь в соцсетях 😉
На чтение 8 мин. Просмотров 3.9k.
Работа сварщика требует определенного оборудования. В первую очередь это удобный верстак, который несложно сделать в условиях частной мастерской. Чтобы смонтировать сварочный стол своими руками, понадобятся определенные материалы и инструменты. Процесс состоит из нескольких этапов, на каждом из которых соблюдают правила техники безопасности.
Особенности конструкции
Сварочный стол — основное рабочее место сварщика. На ровной металлической столешнице удобно производить ручную сварку, резку металла, зачистку деталей, конечную шлифовку изделий. Классический стол сварщика, изготовленный своими руками, подходит для установки в гараже или мастерской. В таких условиях габаритная конструкция служит заземляющим элементом, так как она полностью выполнена из металла.
Еще одно отличие рабочего верстака от обычного стола — его строение. Оно отвечает критерию практичности и требованиям техники безопасности. Обязательными элементами являются огнеупорная столешница, поддон и ножки. Конструкция также может быть оснащена нижней полкой, на которой удобно хранить инструменты и оборудование — сварочный аппарат, щиток, амперметр, вольтметр, пенал с электродами. Любое сварочное оснащение изготавливают и устанавливают по правилам безопасности:
- над столом — исправная вытяжка для отведения газообразных веществ;
- вентилирующее устройство смонтировано на высоте 1,3–1,5 м над сварочным верстаком;
- по краю столешницы приварена медная окантовка для сбивания смазки электродов;
- рабочее место оснащено светильниками, функционирующими под напряжением 36 В.
На столе или рядом с ним исключается хранение огнеопасных веществ и материалов.





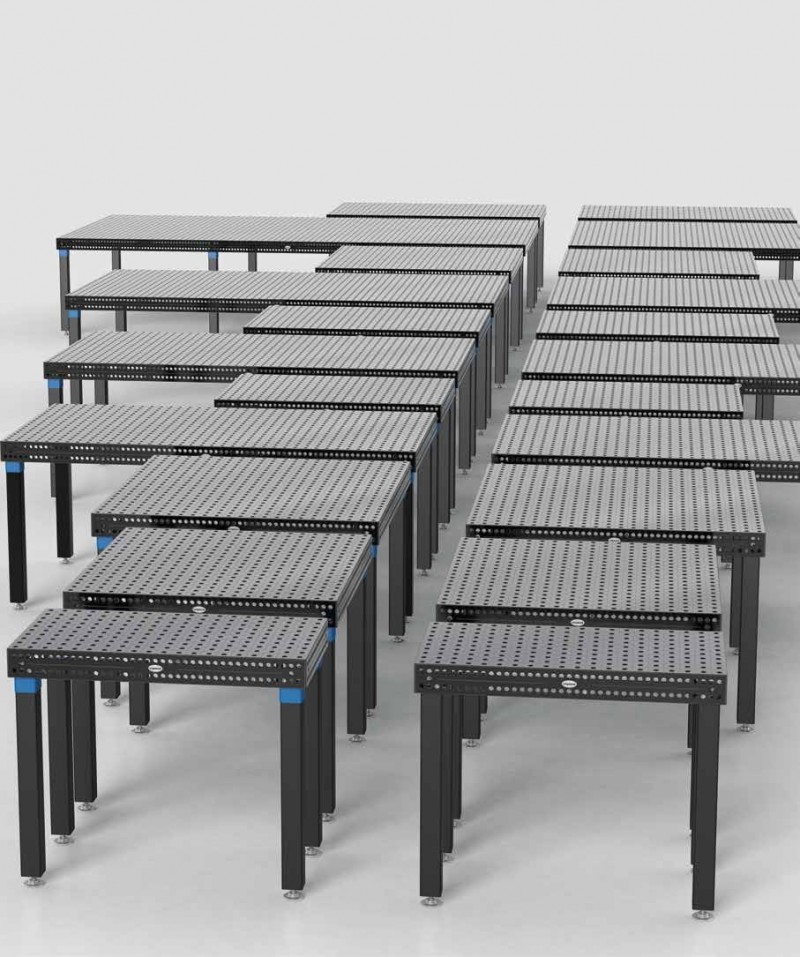
Виды и чертежи
В зависимости от конструкции все сварочные столы, предназначенные для частных мастерских, делят на две разновидности: простые и полупрофессиональные. Для временной или несложной работы подходит первый вариант. Для изготовления усложненных изделий требуется полупрофессиональная (поворотная или сборочно-монтажная) конструкция.
Проще всего сделать своими руками первую разновидность сварочного стола. Простая модель состоит из жесткой прямоугольной рамы, к которой приварены четыре опоры. В качестве последних используют уголок или стальную трубу. Для большей устойчивости ножки скреплены по периметру металлическими перекладинами. Столешница простого стола оснащена пазами перфорации для закрепления свариваемых деталей.
Конструкция полупрофессионального верстака оборудована круглой платформой, которая может плавно вращаться. Движение возможно благодаря установленному электродвигателю. Такая модель позволяет сварщику создавать сложные изделия, не передвигаясь вокруг мебели. Сборочно-монтажный стол предусматривает дополнительные вмонтированные элементы: головчатые устройства для сверления, шлифования, фрезеровки, а также встроенный вентилятор.
Для самостоятельного монтажа необходимо подготовить чертежи приспособления. На них должны быть прорисованы все детали с точными размерами. Если готового варианта нет, составлением чертежа сварочного стола занимаются вручную. Для этого формируют ведомость материалов. Сводную таблицу с размерами стола, наименованиями материалов отражают на одном листе с самим эскизом. При расчетах учитывают, что высота верстака должна укладываться в пределы от 700 до 850 мм, а его площадь составлять не менее 800 × 1000 мм.
 Простой
Простой  Полупрофессиональный
Полупрофессиональный 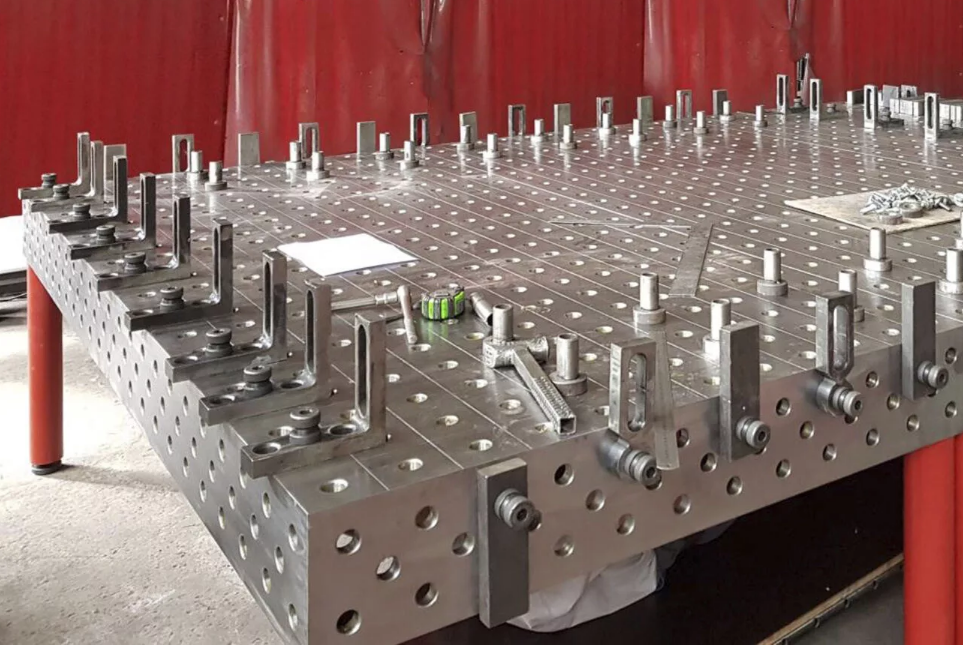 Сборочно-монтажный
Сборочно-монтажный 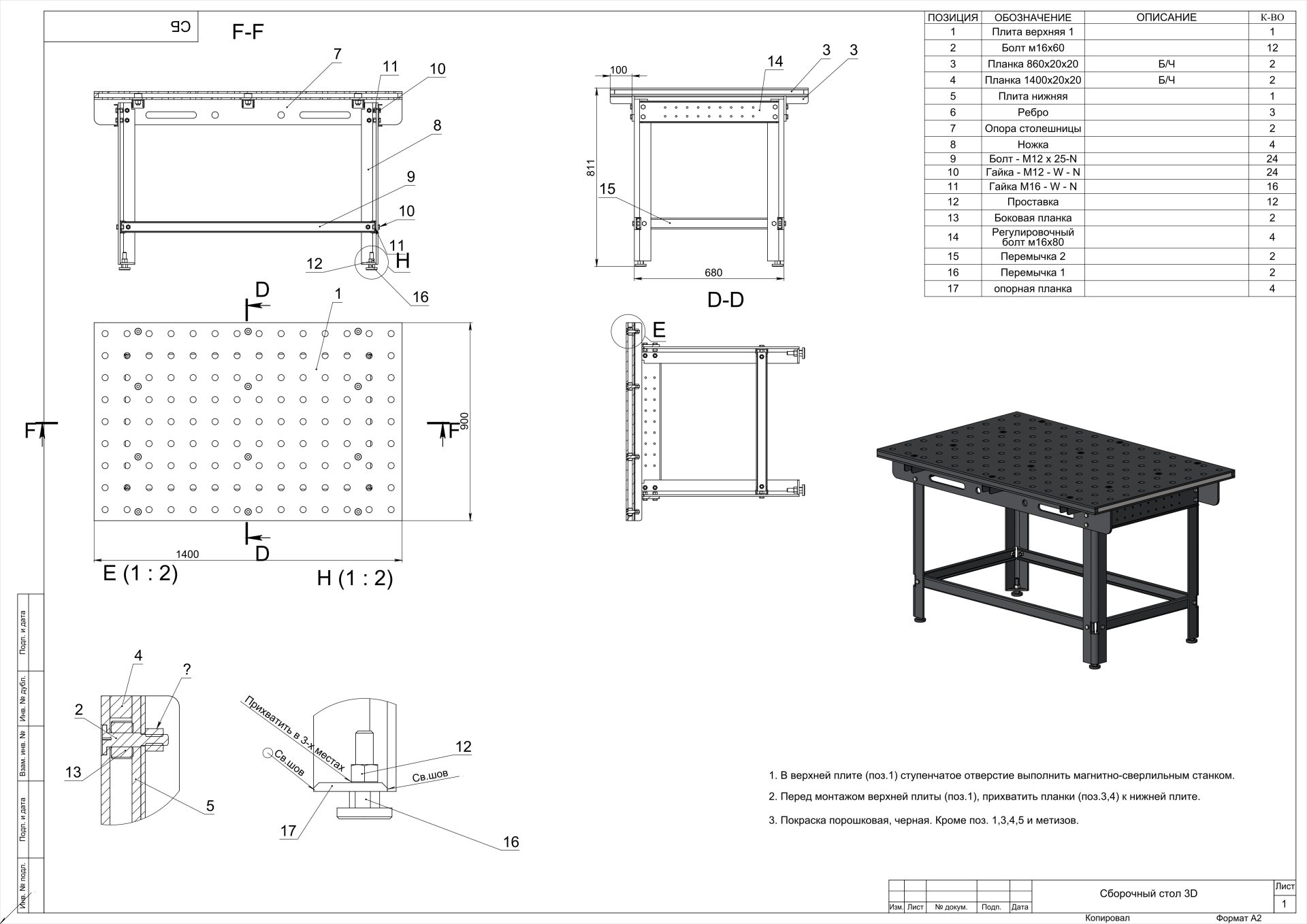 Чертеж
ЧертежНеобходимые материалы и инструменты
Для создания сварочного стола своими руками понадобятся стандартный набор инструментов и надежные материалы. Последние должны отвечать правилам противопожарной безопасности. Для работы подготавливают:
- аппарат для сварки;
- болгарку;
- пассатижи;
- рулетку;
- молоток;
- угольник.
Болгарку можно заменить ножовкой по металлу. Для прорисовки линий и отметок в комплект включают мел. Для изготовления полноценной модели понадобятся также струбцины, зажимы и магнитное основание для удержания мелких деталей.
Чтобы сварить стол из металла, необходим материал, не подвергающийся действию сварочного луча и выдерживающий большие весовые нагрузки. Раму делают из профиля размером 60 × 40 × 2 мм, а рабочую поверхность — из аналога с параметрами 30 × 30 × 1,2 мм. Для работы подходит также швеллер П-образной конфигурации. Для поддона заготавливают металлический лист.
Если ножки будут изготовлены из профильной трубы, ее следует подбирать по сечению. Оно должно быть минимум 60 × 60 × 2 мм. Для стоек подходит уголок 63 × 63 × 4 мм, а для обвязки ножек — уголок 30 × 30 или 40 × 40 мм. Если стол предполагается переставлять, также заготавливают колесики или ручки, для которых подойдут скобы или арматура. Для крючков понадобятся гвозди или проволока, для полки или тумбочки — фанера или ДСП.
Сплошной металлический лист не используют для столешницы.
 Сварочный аппарат
Сварочный аппарат  Болгарка
Болгарка  Пассатижи
Пассатижи  Рулетка
Рулетка  Молоток
Молоток  Угольник
УгольникЭтапы изготовления
Пошаговая инструкция по изготовлению сварочного стола в домашних условиях состоит из нескольких этапов. Первый блок работ включает сооружение столешницы, второй — ножек, третий — защитного короба. Весь процесс основан на сварке металлических деталей.
Рабочая поверхность
Столешница сварочного верстака готовится в два приема: сначала — рама, затем — сама поверхность. Согласно чертежу, из профильной трубы нарезают болгаркой отрезки, необходимые для изготовления рамы. Торцы металлических деталей зачищают от заусенцев. Затем профиль сваривают, выдерживая четкую геометрическую форму.
Далее из профильной трубы или швеллера нарезают внутренние детали, также ориентируясь на чертеж или размер уже готовой рамы. Перед тем как сварить стол, заготовки выкладывают на раму на расстоянии 3–5 см друг от друга. Если это не швеллеры, а профиль, его вставляют внутрь рамы. Детали фиксируют сваркой и зачищают швы. В заключение по бокам конструкции приваривают ручки из закругленной арматуры.
 Из профильной трубы нарезать отрезки, необходимые для изготовления рамы
Из профильной трубы нарезать отрезки, необходимые для изготовления рамы  Торцы металлических деталей зачистить от заусенцев
Торцы металлических деталей зачистить от заусенцев  Нарезать внутренние детали, ориентируясь на чертеж или размер уже готовой рамы
Нарезать внутренние детали, ориентируясь на чертеж или размер уже готовой рамы  Сварить стол, выложив заготовки на раму на расстоянии 3–5 см друг от друга
Сварить стол, выложив заготовки на раму на расстоянии 3–5 см друг от друга  Зафиксировать детали сваркой и зачистить швы
Зафиксировать детали сваркой и зачистить швыНожки
По заданной высоте стола из трубы нарезают четыре стойки. Их приваривают к углам уже готовой столешницы. Важно выдержать точный угол в 90 градусов, иначе конструкция будет неустойчивой. Для этого пользуются угольником.
Далее на металлических столах для усиления крепят перекладину. Отступив от конца стоек 20–30 см, приваривают по периметру уголок. Его кладут плоской стороной на внутреннюю часть ножек таким образом, чтобы получилась подставка для полки. При необходимости на низ стоек крепят колесики, а на верхнюю часть — крючки для рабочего инвентаря.
 Нарезать четыре стойки из профильной трубы по заданной высоте
Нарезать четыре стойки из профильной трубы по заданной высоте  Приварить их к углам уже готовой столешницы
Приварить их к углам уже готовой столешницы  Сделать для усиления поперечную перекладину
Сделать для усиления поперечную перекладину 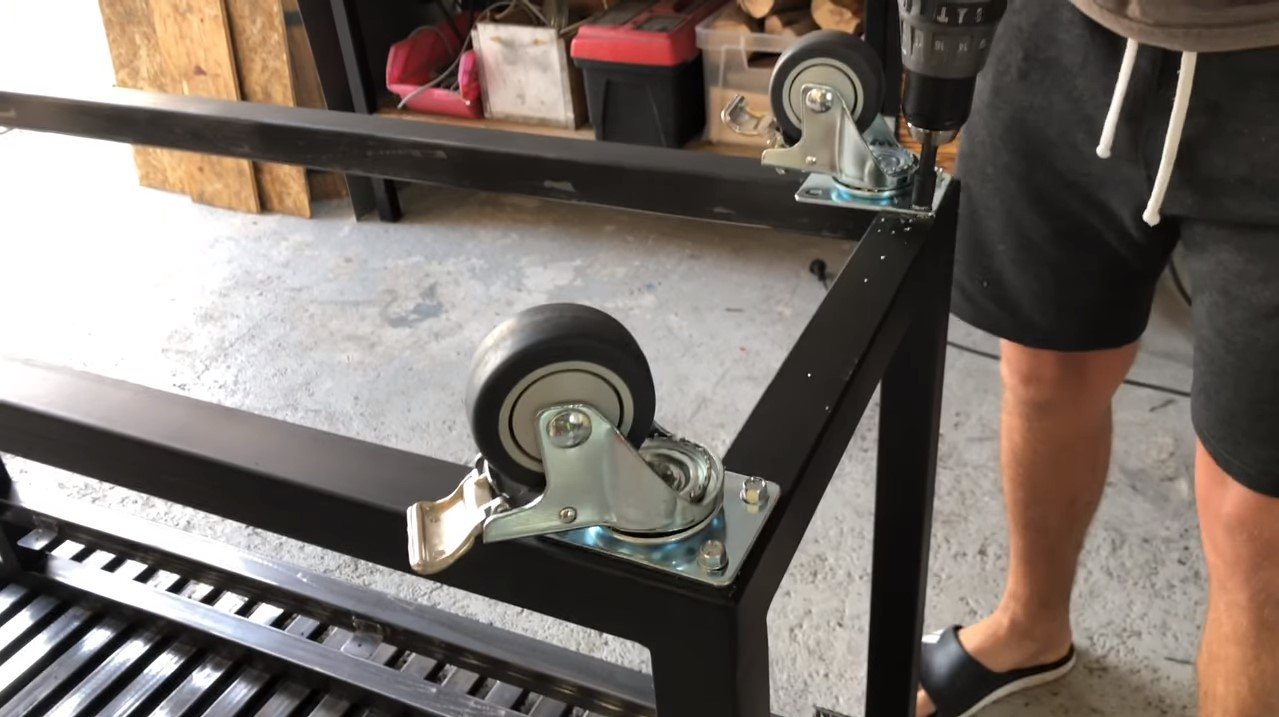 При необходимости на низ стоек закрепить колесики
При необходимости на низ стоек закрепить колесики  Для удобства в комплект к столу можно изготовить полки для инструментов
Для удобства в комплект к столу можно изготовить полки для инструментовЗащитный короб
На заключительном этапе монтажа для сварочного стола делают специальный монолитный поддон. Для этого из металлического листа вырезают заготовку по размерам, превышающим рабочую поверхность крышки верстака. У выкройки загибают вверх края, чтобы получились невысокие бортики. Защитный короб крепят снизу столешницы под незначительным уклоном. Такой экран выполняет защитную роль во время сварочных работ. В него собираются шлак, окалина. Благодаря этому конструктивному элементу на предметы, лежащие внизу, не попадают искры и мусор.
Для удобства в комплект к сварочному столу можно изготовить объемную тумбочку с полками для инструментов.
 Сделать монолитный поддон и закрепить его снизу столешницы под незначительным уклоном
Сделать монолитный поддон и закрепить его снизу столешницы под незначительным уклономТехника безопасности при сварочных работах
Так как все этапы процесса непосредственно связаны со сваркой, необходимо придерживаться стандартных правил безопасности. Они касаются размещения и оснащения сварочного поста, спецодежды, физических параметров работы приборов. Техника безопасности включает следующие пункты:
- Мастерская должна быть оборудована вентиляционной системой. Помещение должно предусматривать возможность проветривания.
- Если сварка проводится на открытом воздухе, рабочее место должно находиться под навесом. При этом во время сильного дождя или снегопада процесс останавливают.
- Сварщик должен быть одет в защитную одежду, которая включает маску (щиток), рукавицы из спилка или замши, обувь и костюм из невоспламеняющегося материала.
- Если проводится сварка деталей из оцинкованного металла, мастеру для защиты дыхательных путей необходим респиратор.
- У сварочных кабелей должна быть неповрежденная обмотка, а у мест их стыковки — качественная изоляция. При обнаружении дефекта работу следует прекратить и восстановить целостность провода.
- Длина электрокабелей, идущих к сварочному аппарату, не должна превышать 10 м. Шнуры подвешивают на высоте 2,5 м или опускают на пол в заземленной стальной трубе.
- Оборудование можно использовать под напряжением не более 90 В. Оптимальная сила тока для работы составляет не более 0,05 А.
Для мастера, обладающего необходимыми навыками, изготовление стола для сварочных работ — несложное мероприятие. Главное — соблюдать все правила техники безопасности, придерживаться подготовленного чертежа и выполнять действия в определенной последовательности. В этом случае конечный результат будет отличаться надежностью и устойчивостью, а прочное готовое изделие на долгие годы обеспечит сварщику удобство при работе.
 Мастерская должна быть оборудована вентиляционной системой, а в помещении предусмотрена возможность проветривания
Мастерская должна быть оборудована вентиляционной системой, а в помещении предусмотрена возможность проветривания  Сварщик должен выполнять сварочные работы в специальной защитной одежде
Сварщик должен выполнять сварочные работы в специальной защитной одежде  Сварочные кабели должны иметь неповрежденную обмотку, а места их стыковки — качественную изоляцию
Сварочные кабели должны иметь неповрежденную обмотку, а места их стыковки — качественную изоляциюВидео
90000 Types of Pipe Fittings Used in Piping 90001 90002 What is Pipe Fittings? 90003 90004 Pipe Fittings are Piping component that helps in Changes the direction of the flow such as elbows, tees. Changes the size of the pipe such as reducers, reducing tees. Connect different components such as couplings and stop the flows such as Caps. 90005 90004 There are different types of pipe fitting used in piping. Pipe Fittings used in piping work are listed below. 90005 90008 90009 Elbow 90010 90009 Tee 90010 90009 Reducer 90010 90009 Union 90010 90009 Coupling 90010 90009 Adapters 90010 90009 Olet (Weldolet, Sockolet, Elbowlet, Thredolet, Nipolet, Letrolet, Swepolet) 90010 90009 Valve 90010 90025 90008 90009 Cross 90010 90009 Cap 90010 90009 Swage Nipple 90010 90009 Plug 90010 90009 Bush 90010 90009 Expansion Joint 90010 90009 Steam Traps 90010 90009 Long Radius Bend 90010 90009 Flanges 90010 90025 90046 90004 You can see the chart above that lists most widely used standard pipe fittings.These standard fittings are either forging or wrought. Only seamless pipes are used to produce wrought fittings. Large diameter welded fittings are manufactured from the plate. 90005 90004 These Fittings are available in a different types of end connections. 90005 90051 Pipe Fittings End Connection Type 90002 Pipe Elbow 90003 90004 The Elbow is used more than any other pipe fittings. It provides flexibility to change the pipe direction. Elbow mainly available in two standard types 90 ° and 45 °.However, it Can be cut to any other degree. Elbows are available in two radius types, Short radius (1D) and Long Radius (1.5D). 90005 90056 90057 90058 90 Degree Elbow 90059 90004 90 Degree elbow is installed between the pipe to change the direction of the pipe by 90 Degree. Available in long and short radius form. 90005 90058 45 Degree Elbow 90059 90004 45 Degree elbow is installed between the pipe to change the direction of the pipe by 45 Degree. 90005 90066 90058 Long Radius Elbow 90059 90004 In a long radius elbow, the centreline radius is 1.5 times the nominal size of the pipe or you can say 1.5 times the diameter of the pipe. Normally long radius elbows are used in piping as pressure loss is less as compared to short radius elbow. It required more space than a short radius elbow. 90005 90071 90058 Short Radius Elbow 90059 90004 In short radius elbow, centreline radius is the same as the nominal size of the pipe or you can say one times the diameter of the pipe. Short radius elbows are used under limited space applications. However, it has a high-pressure drop due to a sudden change in the direction of flow.90005 90076 90058 Reducing Elbow 90059 90004 The 90 reducing elbow is designed to change direction as well as reduce the size of the pipe within a piping system. The reducing elbow eliminates one pipe fitting and reduces the welding by more than one-third. Also, the gradual reduction in diameter throughout the arc of the reducing elbow provides lower resistance to flow and reduces the effect of stream turbulence and potential internal erosion. These features prevent sizeable pressure drops in the line.90005 90081 90002 Pipe Bend 90003 90004 Long radius pipeline bends are used in fluid transportation lines which required pigging. Due to their long radius and smooth change of direction, the pipe bend has very less pressure drop, and a smooth flow of fluid & pig is possible. 3D and 5D Pipe bends are commonly available. Here, D is the pipe size. 90005 90086 90002 Miter Bend 90003 90004 Miter bends are not standard pipe fittings they are fabricated from pipes. Usually, they are preferred for size 10 “& above because large size elbow is expensive.The use of miter bend is restricted to the low-pressure water line. Miter bend can be fabricated in 2, 3, & 5 pieces. 90005 90091 90002 Returns – 180 Degree Elbow 90003 90004 Returning elbows are used to make a 180º change in direction. Available in short & long pattern. Returns are used in the heating coil, heat exchanger, tank vent, etc. 90005 90096 90002 Pipe Tee 90003 90004 A pipe tee is used for distributing or collecting the fluid from the run pipe. It is a short piece of pipe with a 90-degree branch at the center.There are two types of Tee used in piping, Equal / Straight Tee, and Reducing / Unequal Tee. 90005 90101 90058 Straight Tee 90059 90004 In straight tee, the diameter of the branch is the same as the diameter of the Run (Header) Pipe. 90005 90058 Reducing Tee 90059 90004 In reducing tee, the diameter of the branch size is smaller than the diameter of the Run (Header) Pipe 90005 90058 Barred Tee 90059 90004 A barred tee which is also known as a scrapper tee is used in pipelines that are pigged.The branch of the tee has a restriction bar welded internally to prevent the pig or scrapper to enter the branch. The bars are welded in the branch in a way that it will allow restriction free passage of the pig from the run pipe. 90005 90114 90058 Wye Tee / Lateral 90059 90004 It is a type of Tee that has the branch at a 45 ° angle, or an angle other than 90 °. Wye tee allows one pipe to be joined to another at a 45 ° angle. This type of tee reduces friction and turbulence that could hamper the flow.Wye tee is also known as a lateral. 90005 90119 90002 Cross 90003 90004 Cross is also known as four-way pipe fitting. A cross has one inlet and three outlets (or vice versa). Generally, crosses are not used in process piping to transport fluid. But forged crosses are common in the firewater sprinkler line. 90005 90124 90002 Pipe Reducers 90003 90004 A pipe reducer changes the size of the pipe. There are two types of the reducer used in piping Concentric & Eccentric. 90005 90058 Concentric Pipe Reducer or Conical Reducer 90059 90004 In Concentric reducer which is also known as a conical reducer, the center of both the ends is on the same axis.It maintains the centerline elevation of the pipeline. When the center lines of the larger pipe and smaller pipe are to be maintained the same, then concentric reducers are used. 90005 90133 90058 Eccentric Reducer 90059 90004 In Eccentric reducer, the center of both ends is on different axis as shown in the image. It maintains BOP (bottom of pipe) elevation of the pipeline. When one of the outside surfaces of the pipeline is to be maintained the same, eccentric reducers are required. 90005 90004 Offset = (Larger ID – Smaller ID) / 2 90005 90002 Swage Reducer 90003 90004 The swage is like reducers but small in size and used to connect pipes to smaller screwed or socket welded pipes.Like reducers, they are also available in concentric & eccentric types. Swages are available in different end types. Such as both plain ends or one plain and one threaded end. 90005 90144 90145 90002 Pipe Caps 90003 90004 The cap covers the end of a pipe. Pipe caps are used at the dead end of the piping system. It is also used in piping headers for future connections. 90005.90000 Hb Rotary Table Welding Table Pipe Welding Positioner 90001 90002 Specifications 90003 90004 90005 90006 90007 Pipe welding positioner 90008 90007 CE certificate 90008 90007 ISO9001 2008 standard 90008 90007 Supply from stock 90008 90007 Design according to requirement 90008 90007 high quality 90008 90007 good service 90008 90021 90004 90005 90004 90005 90004 90005 90004 90005 90004 90031 Automatic Welding positioner 90032 90005 90004 Welding positioner consists of working table rotation unit and tilting unit.By the working table elevating, the workpiece can be positioned and achieve the welding position by the worktable tilting and rotating. The working talbe rotating is controlled by variable frequency and stepless, which could get the satisfied welding speed. 90005 90004 90005 90038 90031 Main technical parameter of welding positioner 90032 90005 90042 90043 90044 90045 90038 Technical Parameter 90005 90048 90049 90004 Model 90005 90048 90053 90044 90055 90038 HB05 90005 90048 90055 90038 HB1 90005 90048 90055 90038 HB3 90005 90048 90055 90038 HB6 90005 90048 90055 90038 HB12 90005 90048 90055 90038 HB30 90005 90048 90055 90038 HB50 90005 90048 90055 90038 HB100 90005 90048 90055 90038 HB150 90005 90048 90055 90038 HB200 90005 90048 90053 90044 90055 90098 Rated loading (Kg) 90005 90048 90055 90038 50 90005 90048 90055 90038 100 90005 90048 90055 90038 300 90005 90048 90055 90038 600 90005 90048 90055 90038 1200 90005 90048 90055 90038 3000 90005 90048 90055 90038 5000 90005 90048 90055 90038 10000 90005 90048 90055 90038 15000 90005 90048 90055 90038 20000 90005 90048 90053 90044 90055 90098 Max eccenteric Distance (mm) 90005 90048 90055 90038 90005 90048 90055 90038 50 90005 90048 90155 90038 100 90005 90048 90159 90038 200 90005 90048 90055 90038 200 90005 90048 90055 90038 250 90005 90048 90055 90038 250 90005 90048 90053 90044 90055 90098 Max distance of Gravity center (mm) 90005 90048 90055 90038 90005 90048 90159 90038 150 90005 90048 90159 90038 200 90005 90048 90159 90038 300 90005 90048 90055 90038 400 90005 90048 90055 90038 500 90005 90048 90055 90038 600 90005 90048 90053 90044 90055 90098 90005 90098 Worktable size (mm) 90005 90048 90055 90038 Φ300 90005 90048 90055 90038 φ400 90005 90048 90055 90038 φ600 90005 90048 90055 90038 φ1000 90005 90048 90055 90038 φ1200 90005 90048 90055 90038 φ1400 90005 90048 90055 90038 φ1500 90005 90048 90055 90038 φ1800 90005 90048 90055 90038 φ2000 90005 90048 90055 90038 φ2200 90005 90048 90053 90044 90055 90098 Tilting angle (° ) 90005 90048 90263 90038 0 ° ~ + 90 ° 90005 90048 90267 90038 0 ° ~ + 120 ° 90005 90048 90053 90044 90055 90098 Rotating speed (rpm) 90005 90048 90055 90038 0.4 ~ 4 90005 90048 90159 90038 0.12 ~ 1.2 90005 90048 90055 90038 0.1 ~ 1 90005 90048 90263 90038 0.05 ~ 0.5 90005 90048 90159 90038 0.03 ~ 0.3 90005 90048 90053 90044 90055 90098 Rotating Power (KW) 90005 90048 90055 90038 0.09 90005 90048 90055 90038 0.18 90005 90048 90055 90038 0.18 90005 90048 90055 90038 0.75 90005 90048 90055 90038 0.75 90005 90048 90055 90038 1.5 90005 90048 90055 90038 2.2 90005 90048 90055 90038 3 90005 90048 90055 90038 4 90005 90048 90055 90038 5.5 90005 90048 90053 90044 90055 90098 Tilting speed (rpm) 90005 90048 90055 90038 90005 90048 90055 90038 90005 90048 90055 90038 90005 90048 90055 90038 0.8 90005 90048 90055 90038 0.5 90005 90048 90055 90038 0.3 90005 90048 90263 90038 0.14 90005 90048 90053 90044 90055 90098 Tilting Power (kW): 90005 90048 90055 90038 90005 90048 90055 90038 90005 90048 90055 90038 90005 90048 90055 90038 0.75 90005 90048 90055 90038 1.1 90005 90048 90055 90038 2.2 90005 90048 90055 90038 3 90005 90048 90055 90038 4 90005 90048 90055 90038 5.5 90005 90048 90055 90038 7.5 90005 90048 90053 90044 90425 90098 Speed adjusting way 90005 90048 90429 90004 Rotating speed VFD 90005 90048 90053 90044 90429 90004 Tilting speed constant 90005 90048 90053 90440 90441 90004 90005 90004 90031 Pictures 90032 90005 90004 90005 90004 90005 90452 90005 90004 Visiting 90005 90004 90005 90004 90005 90004 Certifications 90005 90004 90005 90004 Company Information 90005 90004 90005 90004 90005 90004 90005 90004 90005 90004 90005 .90000 Top Quality Pipe Welding Table Rotator / hgz Type 90001 90002 90003 Name of the machine: 90004 90005 90002 welding rotator, pipe welding rotator, pipe turning rolls, welding turning rolls, welding roller, tank turning rolls, pipe turning rolls, tube turning rolls , fit up rotator, self-aligned welding rotator, self-aligning welding rotator, self adjustable welding rotator, self aligned roller stand, wheel frame, roller frame for wind tower welding, automatic adjustable welding pipe rotator, conventional welding rotator, bolt adjustable welding rotator, sand blasting rotator, painting rotator, 1 + 1 hydraulic fit up rotator, two in one fit up station 90005 90002 90005 90002 90003 Tank turning roll description: 90004 90005 90002 90005 90002 The series self aligned tank turning roll is absorbing advantages of similar products at home and abroad, designed and manufactured by us according to the operation requirements of several pressure vessel factories.According with mechanical standard JB / T 9187-1999, it is the device for special purpose adopted to weld metal cylinder especially pressure vessel. It has advantages of advanced technology, reliable quality and simple operation. 90005 90002 90005 90002 The tank turning roll series includes the self-aligned, the adjustable, the vehicle, the tilting and the anti-drift types. This self aligned tank turning roll is used to weld, polish and assemble the cylinder-shells, and to line the shells with rubber.It can be aligned by itself according to the size of the shell, it can be controlled with AC frequency converter, and the linear velocity is displayed by the digital. It has advantages of stepless speed adjust, low noise transmission and stable turning under the welding parameter in the range. We also can design and customize various types of the tank turning roll in accordance with the customers requirement. 90005 90002 90005 90002 90003 Self aligned tank turning roll function: 90004 90005 90002 90005 90002 It is mainly used in switching position of cylinder work piece, to get the ideal welding position and speed.It usually work matching with the equipments, like manipulator and welding machines to form the auto-welding system. It also can be used in manual welding, assembling, polishing and crack-defection, etc. 90005 90002 90003 Detail information: 90004 90005 90002 (1) Self aligned tank turning roll mainly consist of power unit, idler unit, electric control box and hand control panel. 90005 90002 90005 90002 (2) Self aligned tank turning roll are used for the inside and outside circumferential and longitudinal welding.90005 90002 90005 90002 (3) 20% overweight design, could making the rotator focus more. 90005 90002 90005 90002 (4) Each motors and Reducers have cover, careful design, ensure the SAFETY. 90005 90002 90005 90002 (5) All the parts using well-known brands in China or other countries. Quality is reliable. 90005 90002 90005 90002 (6) Speed control: Variable Frequency Drive (VFD) 90005 90002 90003 welding rotator main technical Parameter 90004 90005 90062 90063 90064 90065 90066 Model 90005 90068 90065 90066 Max Load Capacity (t) 90005 90068 90065 90066 Vessel Diameter Range ( mm) 90005 90068 90065 90066 Diameter Width of Roller (mm) 90005 90068 90065 90066 Motor Power (kw) 90005 90068 90065 90066 Roller Speed (m / min) 90005 90068 90089 90064 90065 90066 HGZ5 90005 90068 90065 90066 5 90005 90068 90065 90066 250 -2300 90005 90068 90065 90066 250 × 100 90005 90068 90065 90066 0.75 90005 90068 90111 90066 0.1-1 90113 Variable Frequence Drive 90005 90068 90089 90064 90065 90066 HGZ10 90005 90068 90065 90066 10 90005 90068 90065 90066 320-2800 90005 90068 90065 90066 300 × 120 90005 90068 90065 90066 1.1 90005 90068 90089 90064 90065 90066 HGZ20 90005 90068 90065 90066 20 90005 90068 90065 90066 500-3500 90005 90068 90065 90066 350 × 120 90005 90068 90065 90066 1.5 90005 90068 90089 90064 90065 90066 HGZ40 90005 90068 90065 90066 40 90005 90068 90065 90066 600-4200 90005 90068 90065 90066 400 × 120 90005 90068 90065 90066 3 90005 90068 90089 90064 90065 90066 HGZ60 90005 90068 90065 90066 60 90005 90068 90065 90066 750-4800 90005 90068 90065 90066 450 × 120 90005 90068 90065 90066 4 90005 90068 90089 90064 90065 90066 HGZ80 90005 90068 90065 90066 80 90005 90068 90065 90066 850-5000 90005 90068 90065 90066 500 × 120 90005 90068 90065 90066 4 90005 90068 90089 90064 90065 90066 HGZ 100 90005 90068 90065 90066 100 90005 90068 90065 90066 1000-5500 90005 90068 90065 90066 500 × 120 90005 90068 90065 90066 5.5 90005 90068 90089 90064 90065 90066 HGZ150 90005 90068 90065 90066 150 90005 90068 90065 90066 1000-6500 90005 90068 90065 90066 550 × 120 90005 90068 90065 90066 5.5 90005 90068 90089 90064 90065 90066 HGZ200 90005 90068 90065 90066 200 90005 90068 90065 90066 1000- 6500 90005 90068 90065 90066 550 × 120 90005 90068 90065 90066 7.5 90005 90068 90089 90293 90294 90002 90005 90002 90005 90002 90005.90000 Welding Turning Table / Standard Hydraulic Pipe Welding Positioner / Rotary Welding Table 90001 90002 90003 Product Name: 90004 90005 90002 welding positioner, rotary welding positioner, rotary welding table, welding turning table 90005 90002 90005 90002 90003 Welding turning table description: 90004 90005 90002 Welding turning table is mainly composed of worktable revolving unit and tilting unit. With worktable lifting, tilting and rotating, it is mainly used to place the workpiece in the best position for welding and assembling.It can be used for various automatic or manual welding, butt welding or face welding of pipe, as well as welding of shafts, discs, barrel, etc. It has the advantages of compact volume, good appearance, light weight and easy operation. 90005 90002 The welding positioner series can divide into side tilting type, head to tail rotary type, headstock & tailstock lifting rotary type, headstock & tailstock tilting type, double rotary type positioner. The positioner can work with welding column & boom to realize the automatic special purpose welding center.As robot peripherals, it can also work with robot to realize automatic welding. We can design and customize the positioners according the customers workpiece and welding procedure. 90005 90002 90005 90002 90003 Feature of welding turning table: 90004 90023 90005 90002 1. Welding turning table is mainly composed of worktable rotating unit and tilting unit and electric control system. 90005 90002 2. It has powered tilting and rotating, making the work-piece at ideal position. 90005 90002 3.Worktable rotation is controlled by step-less frequency conversion to achieve a best welding speed. 90005 90002 4. Rotate unit is driven by motor. It has a precise speed-adjusting and reliable position. 90005 90002 5. Remote control box can realize the remote operation of work bench, also can connect with operating machines to realize linkage operation. 90005 90002 6. Set aside interface to realize linkage work with manipulator and hanging automatic welding machine achieve automatic welding center.90005 90002 7. Used to pressure vessel, metallurgy, electrical power, chemical industry, mechanical and metal structure. 90005 90002 90005 90002 90003 Technical parameter: 90004 90005 90045 90046 90047 90048 90002 Model 90005 90051 90048 90002 Rated 90005 90002 loading 90005 90002 (kg) 90005 90051 90048 90002 Rotary 90005 90002 speed 90005 90002 (rpm) 90005 90051 90048 90002 Over- 90005 90002 turning 90005 90002 speed 90005 90002 (rpm) 90005 90051 90048 90002 Over- 90005 90002 turning 90005 90002 angle 90005 90051 90048 90002 Size of 90005 90002 work 90005 90002 table 90005 90002 (mm) 90005 90051 90096 90002 Motor power 90005 90002 (kW) 90005 90051 90048 90002 Way 90005 90002 of 90005 90002 setting 90005 90051 90048 90002 Max.90005 90002 Eccentric 90005 90002 distance 90005 90002 (mm) 90005 90051 90048 90002 Max. 90005 90002 Distance 90005 90002 of 90005 90002 gravity 90005 90002 center 90005 90002 (mm) 90005 90051 90048 90002 Max. 90005 90002 Turning 90005 90002 diameter 90005 90002 (mm) 90005 90051 90144 90047 90146 90002 Rotary 90005 90051 90146 90002 Over- 90005 90002 turning 90005 90051 90144 90047 90146 90002 ZHBJ06 90005 90051 90146 90002 600 90005 90051 90146 90002 0.09 ~ 90005 90002 0.9 90005 90051 90146 90002 1 90005 90051 90146 90002 0 ~ 90005 90002 90 90005 90051 90146 90002 1000 90005 90051 90146 90002 0.75 90005 90051 90146 90002 0.75 90005 90051 90194 90002 Variable 90005 90002 frequency 90005 90002 drive 90005 90051 90146 90002 150 90005 90051 90146 90002 200 90005 90051 90146 90002 1500 90005 90051 90144 90047 90146 90002 ZHBJ12 90005 90051 90146 90002 1200 90005 90051 90146 90002 0.05 ~ 90005 90002 0.5 90005 90051 90146 90002 0.4 90005 90051 90146 90002 0 ~ 90005 90002 120 90005 90051 90146 90002 1200 90005 90051 90146 90002 1.1 90005 90051 90146 90002 1.1 90005 90051 90146 90002 200 90005 90051 90146 90002 250 90005 90051 90146 90002 2050 90005 90051 90144 90047 90146 90002 ZHBJ30 90005 90051 90146 90002 3000 90005 90051 90146 90002 0.05 ~ 90005 90002 0.5 90005 90051 90146 90002 0.23 90005 90051 90146 90002 0 ~ 90005 90002 135 90005 90051 90146 90002 1400 90005 90051 90146 90002 1.5 90005 90051 90146 90002 2.2 90005 90051 90146 90002 200 90005 90051 90146 90002 300 90005 90051 90146 90002 2100 90005 90051 90144 90047 90146 90002 ZHBJ50 90005 90051 90146 90002 5000 90005 90051 90146 90002 0.05 ~ 90005 90002 0.5 90005 90051 90146 90002 0.2 90005 90051 90146 90002 0 ~ 90005 90002 135 90005 90051 90146 90002 1500 90005 90051 90146 90002 2.2 90005 90051 90146 90002 3 90005 90051 90146 90002 200 90005 90051 90146 90002 300 90005 90051 90146 90002 2500 90005 90051 90144 90047 90146 90002 ZHBJ100 90005 90051 90146 90002 10000 90005 90051 90146 90002 0.05 ~ 90005 90002 0.5 90005 90051 90146 90002 0.2 90005 90051 90146 90002 0 ~ 90005 90002 135 90005 90051 90146 90002 2000 90005 90051 90146 90002 3 90005 90051 90146 90002 4 90005 90051 90146 90002 200 90005 90051 90146 90002 400 90005 90051 90146 90002 3240 90005 90051 90144 90415 90416 90002 90005 90002 90003 Certificate: 90004 90005 90002 90005 90002 90003 Delivery: 90004 90005 90002 90005 90002 90003 Workshop: 90004 90005 90002 90005 90002 90003 Exhibition: 90004 90005 90002 90003 90004 90005 .