Как правильно подобрать сверло под метчик?
При работах с металлом часто возникает необходимость не только его паять, но и сверлить. В этом случае огромную роль играют правильные инструменты, и насколько они подходят друг к другу. И вот тут возникает момент, как подобрать сверло под метчик, чтобы работа была качественной.
Схема метчика.
Но сначала разберем каждый инструмент по отдельности.
Сверла: их предназначение и разновидности
Сверло – это универсальный инструмент, так как используется повсеместно. Смотря с каким материалом иметь дело, можно использовать конический, спиральный, центровочный или перьевой вид.
Самым распространенным вариантом являются спиральные сверла. При помощи их создаются глубокие отверстия, а при самом рабочем процессе конструкция детали позволяет извлекать отработанную стружку, что помогает не засорять рабочую поверхность.
Если необходимо обработать центровые отверстия, то выбирают центровочный тип.
Нарезание резьбы метчиком.
Когда предполагается сверление труб, стальных листов или пластика, то лучше всего использовать конические модели. Кроме сверления, такое устройство осуществляет зачистку от заусенец и разрабатывает различные отверстия. За счет такого наконечника отсутствует проскальзывание изделия.
А вот для работ, связанных с древесиной, подбор сверла осуществляется в сторону цилиндрических вариантов. Оно поможет просверлить отверстия под шарниры при сборке мебели, к тому же есть возможность делать глухие отверстия с большим значением сечения.
Отдельно стоит отметить изделия, которые предназначены под резьбу, то есть в отверстия после них можно спокойно закручивать винты. Хотя аналогичным инструментом с таким предназначением является еще и метчик. Но это не значит, что они несопоставимы. Как раз под метчик и подбираются сверла соответствующих диаметров.
Вернуться к оглавлению
Использование метчика: особенности
Набор металлорежущего инструмента: а — сверла, б — зенкеры, в — развертки, г — метчики, д — плашки.
Метчик – режущий инструмент, посредством которого создаются отверстия с внутренней резьбой. Своего рода он выполняет функцию резьбонарезания.
Конструкция метчика представляется двумя частями: нарезающей и хвостовой. Первая часть имеет калибрующий и заборный фрагмент. «Хвостик» же предназначен для закрепления в патроне. При помощи рабочей части (винта с канавками) как раз и происходит сверление отверстия, в то время как заборная осуществляет насечку резьбы, а за счет калибрующей части происходит зачистка отверстия.
Резка материала происходит посредством режущих перьев, которые располагаются на резьбовой части метчика.
Канавки на основании помогают выводить отработанный материал. Некруглая форма задней части способствует тому, что детали избегают трения.
Метчиком можно выполнить трапецеидальную, метрическую, трубную и цилиндрическую резьбу. Такой процесс осуществим как руками, так и при помощи станков. В зависимости от назначения резьбу делают за один, два или четыре раза. На этот момент влияют:
На этот момент влияют:
- тип отверстия;
- шаг резьбы;
- необходимая шероховатость;
- механические свойства обрабатываемого металла.
Если необходимо работать с крупной резьбой, то подберите несколько метчиков. Ориентируясь на вид работы, инструмент может быть:
Рекомендуемые значения диаметров отверстий и стержней.
- Машинно-ручным или просто машинным. Соответственно, его используют при ручной или машинной резьбе. В таком случае подбор осуществляется среди таких видов: прямого, винтового или с укороченными канавками, через которые выводится стружка.
- Гаечные. Предназначаются для работ под гайки. Для подбора метчика обращают внимание на прямые модели или с изогнутым «хвостиком», на удлиненные.
- С вырезанной ниткой. Такой используется в обработке листовых деталей или при работе с пластичным металлом.
- Слесарные. Основное предназначение – ручная нарезка. Они являются элементом комплекта, в который входят чистовой, черновой и средний метчик.
 Черновой используется, если точность нарезки не принципиальна, средний – корректирует ее, а чистовой завершает всю работу. Выбор такого метчика рационален в случае, когда необходима резьба диаметром от 0,8 до 1,8 см.
Черновой используется, если точность нарезки не принципиальна, средний – корректирует ее, а чистовой завершает всю работу. Выбор такого метчика рационален в случае, когда необходима резьба диаметром от 0,8 до 1,8 см. - Конические. Заборная часть оснащена не полной резьбой, а вот калибрующая – полной. При помощи такого вида резьба наносится на сквозные отверстия.
- Плошечные. Заборный конус имеет большой размер. Используются для создания предварительной резьбы в плашках.
- Маточные. Имеют спираль с правой стороны в канавках. При их помощи в резьба зачищается.
- Бесканавочные. Приемный конус имеет более короткое основание, а также отсутствуют продольные канавки. Используя такой вид, производительность повышается, а сам инструмент реже ломается.
- Комбинированные. Посредством «шейки» соединяются две части – черновая и чистовая. При помощи использования такого метчика время на выполнение работ по резьбе значительно сокращается. Одним из таких примеров можно назвать сверло-метчик. Им можно выполнять и сверление, и нарезание.
- Специальные. Это инструменты узкой направленности. Сюда относят насадной, корабельный и тандем-метчик.
 Черновой используется, если точность нарезки не принципиальна, средний – корректирует ее, а чистовой завершает всю работу. Выбор такого метчика рационален в случае, когда необходима резьба диаметром от 0,8 до 1,8 см.
Черновой используется, если точность нарезки не принципиальна, средний – корректирует ее, а чистовой завершает всю работу. Выбор такого метчика рационален в случае, когда необходима резьба диаметром от 0,8 до 1,8 см. Им можно выполнять и сверление, и нарезание.
Им можно выполнять и сверление, и нарезание.Вернуться к оглавлению
Параметры подбора сверла под метчик
Сверло-метчик – это такой инструмент, который помогает осуществить две операции одновременно: сверление отверстия и нарезания внутренней резьбы на нем.
Для того чтобы качественно осуществить всю работу, следует правильно подобрать сверло. На этот выбор во многом влияет необходимый диаметр отверстия и шаг.
Есть стандартная резьба, от которой отталкиваются при подборе сверл:
- размер нарезки М2, ориентировочный интервал – 0,45, значит, необходимый диаметр сверла – 1,5 мм;
- М3, ориентировочный интервал – 0,5, диаметр сверла – 2,5 мм;
- М4, интервал – 0,7, необходимый диаметр – 3,3 мм;
- М5, ориентировочный интервал – 0,8, необходимое сечение – 4,2 мм;
- М6, интервал – 1, необходимое сечение – 5 мм;
- М7, ориентировочный – 1,25, сечение – 6 мм;
- М8, ориентировочный – 1,25, диаметр – 6,7-6,8 мм;
- М9, ориентировочный интервал – 1,25, необходимое сечение – 7,7-7,8 мм;
- М10, ориентировочный интервал – 1,5, диаметр – 8,5 мм;
- М11, шаг – 1,5, необходимое сечение – 9,5 мм;
- М12, интервал – 1,75, сечение – 10,2-10,3 мм;
- М14, интервал – 2, сечение – 1,2 см;
- М16, шаг – 2, сечение – 1,4 см;
- М18, ориентировочный шаг -2,5, сечение- 15,5 см;
- М20, интервал – 2,5, необходимое сечение – 17,5 см;
- М22, интервал – 2,5, необходимое сечение – 19,5 см;
- М24, ориентировочный интервал -3, значение должно быть – 21 см;
- М27, шаг – 3, необходимое значение – 2,4 мм;
- М30, интервал – 3,5, параметр – 26,5 см;
- М33, шаг – 3,5, необходимый параметр – 29,5 см;
- М36, ориентировочный – 4, необходимое сечение – 32 мм.

Кроме вышеприведенных стандартных требований, могут возникать моменты, когда все-таки приходится отклонять от них.
Диаметр сверла под резьбу. Как правильно выбрать диаметр сверла.
Чтобы определить диаметр сверла под резьбу нужны таблицы. Они есть в этой статье, а также основные правила и особенности правильной нарезки.
Интересуетесь, как высверлить сломанное сверло из металла? Эта статья — для вас! В ней мы подробно расскажем о методах решения данной проблемы.
Как правильно подобрать сверло под резьбу − рекомендации и возможные проблемы
В статье вы найдете таблицы с диаметрами отверстий под популярную резьбу – для метрических, трубных метчиков, UNC/UNF, трапецеидальных метчиков, а также для бесстружечных метчиков-раскатников. Информация представлена для основного шага и мелкого.
Также затронем основные нюансы, которые могут возникнуть при подборе подходящего инструмента для чернового отверстия.
Особенности выбора диаметра сверла под метчик:
- Выбирайте сверло, подходящее под обрабатываемый материал. Как правило, для большинства резьбонарезных операций достаточно инструмента из быстрорежущей стали с добавлением кобальта. Для твердых, сложных материалов рекомендуем использовать твердосплавные сверла.
- Предварительное отверстие нужно дополнительно обработать зенковкой, сделать фаску. Это нужно для лучшего центрирования метчика, а также для дальнейшего лучшего захода в резьбу болтов, шпилек и т.д.
- Учитывайте свойства обрабатываемого материала. У хрупких и твердых металлов и у мягких и вязких значения диаметр отверстия будет отличаться. Например, D сверла под резьбу М8 в мягких материалах будет 6.8 мм, а для твердых металлов рекомендуется уже брать инструмент D 6.7 мм.
К этой статье мы прикрепили документы с ГОСТ по отверстиям для резьбы. Там указаны размеры отверстий разной точности, а также предельные отклонения диаметров.
Кроме того, приведены особенности и диаметры отверстий для резьбонарезания в мягких и вязких материалах. Если у Вас повышенные требования к получаемой резьбе, то стоит внимательно изучить прилагаемые документы. Если же не предъявляются повышенные требования по точности и качеству, то можно воспользоваться рекомендуемыми ниже таблицами. - Для хрупких металлов (чугун) размеры черновых отверстий нужно уменьшить на одну десятую миллиметра от рекомендованных.
- Диаметры отверстий под обычные метчики и раскатники отличаются, даже если это один и тот же размер и шаг резьбы (таблицу для бесстружечных метчиков вы найдете ниже в статье).
- Все рекомендации отражены в ГОСТах, в специальных таблицах, придерживаясь которых можно получить качественную резьбу и свести к минимуму поломку метчиков.
 Кроме того, приведены особенности и диаметры отверстий для резьбонарезания в мягких и вязких материалах. Если у Вас повышенные требования к получаемой резьбе, то стоит внимательно изучить прилагаемые документы. Если же не предъявляются повышенные требования по точности и качеству, то можно воспользоваться рекомендуемыми ниже таблицами.
Кроме того, приведены особенности и диаметры отверстий для резьбонарезания в мягких и вязких материалах. Если у Вас повышенные требования к получаемой резьбе, то стоит внимательно изучить прилагаемые документы. Если же не предъявляются повышенные требования по точности и качеству, то можно воспользоваться рекомендуемыми ниже таблицами.Необходимость подбора сверл для резьбы
Чтобы сделать самостоятельно внутреннюю резьбу, возьмите свою заготовку и просверлите в нем отверстие, которое будет соответствовать по диаметру тому инструменту, который предназначен для нарезки.
На сегодняшний день в продаже есть сверла с разным диаметром по размеру. Начиная от минимального размера в 0,5 мм и заканчивая крупными коническими сверлами размером порядка 0,05 мм. В зависимости от вида выполняемых работ посредством сверления можно сделать отверстия разного диаметра под те или иные нужды.
Как делается нарезание резьбы
Когда определено, какое сверло под резьбу необходимо, отверстие вырезано, то можно переходить к следующему этапу – непосредственной нарезке.
Стенки отверстия следует очистить от посторонних загрязнений. Это можно сделать металлическим ершиком либо продуть его воздухом. Обрабатываемую деталь необходимо надежно зафиксировать. Метчик необходимо установить в отверстие строго параллельно его оси. Для качественной центровки в отверстии при сверлении выполняется фаска обычно под 30 либо 45 градусов. Параллельность осей метчика и отверстия проверяется при помощи угольника, который прикладывают к поверхности инструмента и грани детали. Затем производят нарезку резьбы вращением инструмента по часовой стрелке (в случае правой резьбы). Особенно важно нарезать ровно первые витки резьбы.
Параллельность осей метчика и отверстия проверяется при помощи угольника, который прикладывают к поверхности инструмента и грани детали. Затем производят нарезку резьбы вращением инструмента по часовой стрелке (в случае правой резьбы). Особенно важно нарезать ровно первые витки резьбы.
Прокручивание воротка производят постепенно. Сделав полный оборот, метчик выкручивают на половину оборота. Если прилагаемое усилие возрастает, то метчик достают из отверстия и снимают с него стружку. При работе рекомендуется применение смазки. Это может быть специальная смазка, например, паста на основе жиров и воска, которая наносится непосредственно на инструмент. Заменой может служить олифа, керосин либо машинное масло. Нарезание резьбы на сверлильном станке проводится с применением специальных метчиков. Сам процесс нарезания не отличается от технологии ручной работы.
Фотография №1: сломанное сверло
К поломке сверл приводят следующие причины.
Сверление инструментами, изготовленными из меньших по твердости материалов.
По этой причине сверла ломаются чаще всего.Несоблюдение режима резания. При сверлении на мощностях, превышающих рекомендуемые, возникают перегревы и перегрузки.
Износ режущих кромок. К нему приводят длительное использование инструмента без заточки, превышение нагрузки и иные факторы.
Несоблюдение режима охлаждение. К поломкам приводит использование малого количества охлаждающей жидкости или неправильный ее состав. Возникает перегрев.
 По этой причине сверла ломаются чаще всего.
По этой причине сверла ломаются чаще всего.Кроме этого, проблемы могут возникнуть из-за неправильного подбора диаметра сверла.
Диаметр предварительного отверстия для метрических метчиков
Итак, рассмотрим ГОСТы для метрической резьбы, получаемой стандартными метчиками.
Наиболее популярные размеры: М3, М4, М5, М6, М8, М10 и М12, с основным шагом.
Краткая таблица для самых популярных размеров метрической резьбы с крупным шагом:
Метчик (резьба/основной шаг) | Диаметр отверстия (⌀ сверла), мм |
М3х0. | 2.5 |
М4х0.7 | 3.3 |
М5х0.8 | 4.2 |
М6х.1.0 | 5.0 |
М8х1.25 | 6.8 |
М10х1.5 | 8.5 |
М12х1.75 | 10.2 |
М14х2.0 | 12.0 |
М16х2.0 | 14.0 |
М18х2.5 | 15.4-15.6 |
М20х2.5 | 17.4-17.6 |
 5
5Подробная Таблица размеров сверла под метрическую резьбу основной шаг (DIN 13/ГОСТ 24705):
М | Шаг, мм | Внутр. диаметр резьбы гайки, мм (доп. по ISO2 – 6H) | D сверла, мм (по DIN336) |
1 | 0,25 | *0,774 | 0,75 |
1,1 | 0,25 | *0,874 | 0,85 |
1,2 | 0,25 | *0,974 | 0,95 |
1,4 | 0,3 | *1,128 | 1,1 |
1,6 | 0,35 | 1,321 | 1,25 |
1,8 | 0,35 | 1,521 | 1,45 |
2 | 0,4 | 1,679 | 1,6 |
2,2 | 0,45 | 1,838 | 1,75 |
2,5 | 0,45 | 2,138 | 2,05 |
3 | 0,5 | 2,599 | 2,5 |
3,5 | 0,6 | 3,010 | 2,9 |
4 | 0,7 | 3,422 | 3,3 |
4,5 | 0,75 | 3,878 | 3,7 |
5 | 0,8 | 4,334 | 4,2 |
6 | 1 | 5,153 | 5,0 |
7 | 1 | 6,153 | 6,0 |
8 | 1,25 | 6,912 | 6,8 |
9 | 1,25 | 7,912 | 7,8 |
10 | 1,5 | 8,676 | 8,5 |
11 | 1,5 | 9,676 | 9,5 |
12 | 1,75 | 10,441 | 10,2 |
14 | 2 | 12,210 | 12,0 |
16 | 2 | 14,210 | 14,0 |
18 | 2,5 | 15,744 | 15,5 |
20 | 2,5 | 17,744 | 17,5 |
22 | 2,5 | 19,744 | 19,5 |
24 | 3 | 21,252 | 21,0 |
27 | 3 | 24,252 | 24,0 |
30 | 3,5 | 26,771 | 26,5 |
33 | 3,5 | 29,771 | 29,5 |
36 | 4 | 32,270 | 32,0 |
39 | 4 | 35,270 | 35,0 |
42 | 4,5 | 37,799 | 37,5 |
45 | 4,5 | 40,799 | 40,5 |
48 | 5 | 43,297 | 43,0 |
52 | 5 | 47,297 | 47,0 |
56 | 5,5 | 50,796 | 50,5 |
60 | 5,5 | 54,796 | 54,5 |
64 | 6 | 58,305 | 58,0 |
68 | 6 | 62,305 | 62,0 |
*Поле допуска по ISO1 – 4H.
Подробная Таблица размеров сверла под метрическую резьбу мелкий шаг (DIN 13/ГОСТ 24705):
МхШаг | Внутр. диаметр резьбы гайки, мм (доп. по ISO2 – 6H) | D сверла, мм (по DIN336) | МхШаг | Внутр. диаметр резьбы гайки, мм (доп. по ISO2 – 6H) | D сверла, мм (по DIN336) | |
2×0,25 | *1,774 | 1,75 | 24×1 | 23,153 | 23 | |
2,2×0,25 | *1,974 | 1,95 | 24×1,5 | 22,676 | 22,5 | |
2,3×0,25 | 2,071 | 2,05 | 24×2 | 22,210 | 22 | |
2,5×0,35 | *2,184 | 2,15 | 25×1 | 24,153 | 24 | |
2,6×0,35 | 2,252 | 2,2 | 25×1,5 | 23,676 | 23,5 | |
3×0,35 | *2,684 | 2,65 | 26×1,5 | 24,676 | 24,5 | |
3,5×0,35 | *3,184 | 3,15 | 27×1,5 | 25,676 | 25,5 | |
4×0,35 | *3,684 | 3,65 | 27×2 | 25,210 | 25,0 | |
4×0,5 | 3,599 | 3,5 | 28×1,5 | 26,676 | 26,5 | |
5×0,5 | 4,599 | 4,5 | 28×2 | 26,210 | 26,0 | |
6×0,5 | 5,599 | 5,5 | 30×1 | 29,153 | 29,0 | |
6×0,75 | 5,378 | 5,2 | 30×1,5 | 28,676 | 28,5 | |
7×0,75 | 6,378 | 6,2 | 30×2 | 28,210 | 28,0 | |
8×0,5 | 7,599 | 7,5 | 32×1,5 | 30,676 | 30,5 | |
8×0,75 | 7,378 | 7,2 | 33×1,5 | 31,676 | 31,5 | |
8×1 | 7,153 | 7,0 | 33×2 | 31,210 | 31,0 | |
9×0,75 | 8,378 | 8,2 | 34×1,5 | 32,676 | 32,5 | |
9×1 | 8,153 | 8,0 | 35×1,5 | 33,676 | 33,5 | |
10×0,5 | 9,599 | 9,5 | 36×1,5 | 34,676 | 34,5 | |
10×0,75 | 9,378 | 9,2 | 36×2 | 34,210 | 34,0 | |
10×1 | 9,153 | 9,0 | 36×3 | 33,252 | 33,0 | |
10×1,25 | 8,912 | 8,8 | 38×1,5 | 36,676 | 36,5 | |
11×1 | 10,153 | 10,0 | 39×1,5 | 37,676 | 37,5 | |
12×0,75 | 11,378 | 11,2 | 39×2 | 37,210 | 37,0 | |
12×1 | 11,153 | 11,0 | 39×3 | 36,252 | 36,0 | |
12×1,25 | 10,912 | 10,8 | 40×1,5 | 38,676 | 38,5 | |
12×1,5 | 10,676 | 10,5 | 40×2 | 38,210 | 38,0 | |
13×1 | 12,153 | 12,0 | 40×3 | 37,252 | 37,0 | |
14×1 | 13,153 | 13,0 | 42×1,5 | 40,676 | 40,5 | |
14×1,25 | 12,912 | 12,8 | 42×2 | 40,210 | 40,0 | |
14×1,5 | 12,676 | 12,5 | 42×3 | 39,252 | 39,0 | |
15×1 | 14,153 | 14,0 | 45×1,5 | 43,676 | 43,5 | |
15×1,5 | 13,676 | 13,5 | 45×2 | 43,210 | 43,0 | |
16×1 | 15,153 | 15,0 | 45×3 | 42,252 | 42,0 | |
16×1,5 | 14,676 | 14,5 | 48×1,5 | 46,676 | 46,5 | |
18×1 | 17,153 | 17,0 | 48×2 | 46,210 | 46,0 | |
18×1,5 | 16,676 | 16,5 | 48×3 | 45,252 | 45,0 | |
18×2 | 16,210 | 16,0 | 50×1,5 | 48,676 | 48,5 | |
20×1 | 19,153 | 19,0 | 50×2 | 48,210 | 48,0 | |
20×1,5 | 18,676 | 18,5 | 50×3 | 47,252 | 47,0 | |
20×2 | 18,210 | 18,0 | 52×1,5 | 50,676 | 50,5 | |
22×1 | 21,153 | 21,0 | 52×2 | 50,210 | 50,0 | |
22×1,5 | 20,676 | 20,5 | 52×3 | 49,252 | 49,0 | |
22×2 | 20,210 | 20,0 | 63×1,5 | 61,676 | 61,5 |
*Поле допуска по ISO1 – 4H.
Обратите внимание!
Также есть еще один быстрый способ, так называемый «дедовский метод», по нему можно быстро подобрать сверло под метчик без таблиц. Для этого надо вычесть из номинального диаметра резьбы его шаг.
Рассмотрим способ на примере. Допустим, вам необходимо нарезать резьбу М10х1.5.
- Номинальный диаметр резьбы 10 мм.
- Шаг 1.5 мм.
- Вычитаем из первого значения второе: 10-1.5=8.5 мм.
- Диаметр сверла равен 8.5 мм.
Допускается округлять значение до большего. Например, 9.75 округлить до 9.8. Но это будет приблизительное значение, «дедовский» метод подойдет больше для бытовых нужд. Для производственных задач рекомендуется ориентироваться по таблицам, ГОСТам, с учетом допусков и особенностей обрабатываемого материала.
Как просверлить лист шифера и чем лучше делать отверстия
Когда дело доходит до выполнения работ, мастера задумываются, чем сверлить шифер плоской или волновой формы. На самом деле, сверлить шифер совсем не обязательно. Для работы потребуются кровельные саморезы различной длины или специальные шиферные гвозди. Благодаря острым концам эти расходные материалы свободно проходят сквозь шифер, не разбивая его и не образуя трещин.
На самом деле, сверлить шифер совсем не обязательно. Для работы потребуются кровельные саморезы различной длины или специальные шиферные гвозди. Благодаря острым концам эти расходные материалы свободно проходят сквозь шифер, не разбивая его и не образуя трещин.
Те мастера, кто предпочитает действовать по старинке, для того чтобы просверлить шифер могут воспользоваться традиционной дрелью. Единственное, что необходимо в этом случае знать, каким сверлом сверлить шифер. Для этих целей подходят победитовые сверла, сечение которых слегка превышает диаметр шиферных саморезов или гвоздей.
Чтобы с материалом было удобнее работать, его следует положить на мягкую основу, например, на землю. Желательно, чтобы место, в котором будет просверлено отверстие, соприкасалось поверхностью, во избежание излишних вибраций в процессе работы.
Как подобрать сверло под метчики-раскатники (бесстружечные)
Выбор сверла под раскатники, которые используются для выдавливания резьбы, имеет свои особенности. Деформация металла происходит как в направлении оси отверстия, так и в противоположном. Поэтому черновое отверстие под раскатку обычно сверлится большего размера, чем под нарезку со стружкой.
Деформация металла происходит как в направлении оси отверстия, так и в противоположном. Поэтому черновое отверстие под раскатку обычно сверлится большего размера, чем под нарезку со стружкой.
Например, для нарезания М8 с шагом 1.25 нужно взять инструмент диаметром 6.8 мм, а для получения М8х1.25 раскатыванием (выдавливанием) нужно просверлить черновое отверстие ⌀ 7.45 мм.
Сначала рассмотрим метрические бесстружечные метчики.
Таблица размеров отверстий под раскатники метрическая резьба крупный шаг (DIN 13/ГОСТ 24705):
М |
(доп. по ISO2 – 7H) | ||||
1 | 0,25 | *0,785 | 0,89 | 0,91 | 0,9 |
1,1 | 0,25 | *0,885 | 0,99 | 1,01 | 1,0 |
1,2 | 0,25 | *0,985 | 1,09 | 1,11 | 1,1 |
1,4 | 0,3 | *1,142 | 1,24 | 1,27 | 1,25 |
1,6 | 0,35 | *1,321 | 1,44 | 1,48 | 1,45 |
1,8 | 0,35 | *1,521 | 1,66 | 1,68 | 1,67 |
2,0 | 0,4 | *1,679 | 1,84 | 1,86 | 1,85 |
2,2 | 0,45 | **1,838 | 2,02 | 2,04 | 2,03 |
2,5 | 0,45 | *2,138 | 2,30 | 2,34 | 2,3 |
3 | 0,5 | 2,639 | 2,79 | 2,82 | 2,8 |
3,5 | 0,6 | 3,050 | 3,24 | 3,28 | 3,25 |
4 | 0,7 | 3,466 | 3,69 | 3,73 | 3,7 |
4,5 | 0,75 | 3,924 | 4,16 | 4,2 | 4,2 |
5 | 0,8 | 4,384 | 4,64 | 4,68 | 4,65 |
6 | 1 | 5,217 | 5,51 | 5,59 | 5,55 |
7 | 1 | 6,217 | 6,55 | 6,6 | 6,55 |
8 | 1,25 | 6,982 | 7,41 | 7,48 | 7,45 |
9 | 1,25 | 7,982 | 8,41 | 8,48 | |
10 | 1,5 | 8,751 | 9,28 | 9,37 | 9,35 |
11 | 1,5 | 9,751 | 10,28 | 10,37 | |
12 | 1,75 | 10,531 | 11,16 | 11,25 | 11,2 |
14 | 2 | 12,310 | 13,02 | 13,14 | 13,1 |
16 | 2 | 14,310 | 15,02 | 15,14 | 15,1 |
18 | 2,5 | 15,854 | 16,75 | 16,89 | 16,9 |
20 | 2,5 | 17,854 | 18,75 | 18,89 | 18,9 |
*Поле допуска по ISO1 – 5H. **Поле допуска по ISO2 – 6H.
**Поле допуска по ISO2 – 6H.
Таблица диаметров отверстий под метчики-раскатники метрическая резьба мелкий шаг (DIN 13/ГОСТ 24705):
МхШаг |
(доп. по ISO2 – 7H) | |||
2×0,25 | *1,785 | 1,9 | 1,91 | |
2,2×0,25 | *1,985 | 2,1 | 2,11 | |
2,3×0,25 | *2,071 | 2,2 | 2,21 | |
2,5×0,35 | 2,201 | 2,36 | 2,38 | 2,37 |
2,6×0,35 | 2,252 | 2,46 | 2,48 | 2,47 |
3×0,35 | *2,701 | 2,87 | 2,89 | 2,88 |
3,5×0,35 | *3,201 | 3,37 | 3,39 | 3,38 |
4×0,35 | *3,701 | 3,87 | 3,89 | |
4×0,5 | 3,639 | 3,79 | 3,82 | 3,8 |
5×0,5 | 4,639 | 4,79 | 4,82 | 4,8 |
6×0,5 | **5,599 | 5,8 | 5,83 | 5,8 |
6×0,75 | 5,424 | 5,63 | 5,7 | 5,7 |
7×0,75 | 6,424 | 6,67 | 6,72 | 6,7 |
8×0,5 | **7,599 | 7,8 | 7,83 | |
8×0,75 | 7,424 | 7,67 | 7,72 | 7,7 |
8×1 | 7,217 | 7,51 | 7,6 | 7,55 |
9×0,75 | 8,424 | 8,67 | 8,72 | 8,7 |
9×1 | 8,217 | 8,55 | 8,6 | 8,6 |
10×0,5 | **9,599 | 9,8 | 9,83 | 9,8 |
10×0,75 | 9,424 | 9,67 | 9,72 | 9,7 |
10×1 | 9,217 | 9,51 | 9,6 | 9,55 |
10×1,25 | 8,982 | 9,41 | 9,48 | 9,45 |
11×1 | 10,217 | 10,55 | 10,6 | 10,6 |
12×1 | 11,217 | 11,52 | 11,61 | 11,55 |
12×1,25 | 10,982 | 11,43 | 11,5 | 11,45 |
12×1,5 | 10,751 | 11,29 | 11,38 | 11,35 |
14×1 | 13,217 | 13,55 | 13,61 | 13,6 |
14×1,25 | 12,982 | 13,43 | 13,5 | 13,45 |
14×1,5 | 12,751 | 13,29 | 13,38 | 13,35 |
15×1 | 14,217 | 14,55 | 14,61 | 14,6 |
15×1,5 | 13,751 | 14,26 | 14,36 | 14,35 |
16×1 | 15,217 | 15,55 | 15,61 | 15,6 |
16×1,5 | 14,751 | 15,29 | 15,38 | 15,35 |
18×1 | 17,217 | 17,55 | 17,61 | 17,6 |
18×1,5 | 16,751 | 17,29 | 17,38 | 17,35 |
18×2 | 16,310 | 17,02 | 17,14 | 17,1 |
20×1 | 19,217 | 19,55 | 19,61 | 19,6 |
20×1,5 | 18,751 | 19,29 | 19,38 | 19,35 |
20×2 | 18,310 | 19,02 | 19,14 | 19,1 |
22×1,5 | 20,751 | 21,26 | 21,36 | |
22×2 | 20,310 | 21 | 21,15 | |
24×1,5 | 22,751 | 23,26 | 23,38 | |
24×2 | 22,310 | 23,01 | 23,16 | 23,1 |
*Поле допуска по ISO1 – 5H.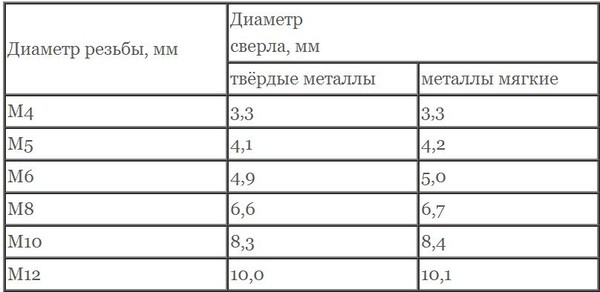 **Поле допуска по ISO2 – 6H.
**Поле допуска по ISO2 – 6H.
Теперь разберем раскатники для дюймовой (трубной) резьбы.
Таблица диаметров под метчики-раскатники трубная резьба Витворта (DIN ISO 228/1):
G | Число ниток на дюйм |
| ||||
G 1/16″ | 28 | 7,723 | 6,843 | 7,24 | 7,32 | |
G 1/8″ | 28 | 9,728 | 8,848 | 9,24 | 9,32 | 9,25 |
G 1/4″ | 19 | 13,157 | 11,890 | 12,48 | 12,56 | 12,55 |
G 3/8″ | 19 | 16,662 | 15,395 | 15,99 | 16,06 | 16,06 |
G 1/2″ | 14 | 20,955 | 19,172 | 20,02 | 20,12 | 20,05 |
G 5/8″ | 14 | 22,911 | 21,128 | 21,97 | 22,07 | |
G 3/4″ | 14 | 26,441 | 24,658 | 25,5 | 25,6 | |
G 7/8″ | 14 | 30,201 | 28,418 | 29,26 | 29,36 | |
G1″ | 11 | 33,249 | 30,931 | 32,05 | 32,18 | |
G 1 1/8″ | 11 | 37,897 | 35,579 | 36,7 | 36,83 | |
G 1 1/4″ | 11 | 41,910 | 39,592 | 40,72 | 40,84 | |
G 1 3/8″ | 11 | 44,323 | 42,005 | 43,13 | 43,26 | |
G 1 1/2″ | 11 | 47,803 | 45,485 | 46,61 | 46,74 | |
G 1 3/4″ | 11 | 53,746 | 51,428 | 52,55 | 52,68 | |
G 2″ | 11 | 59,614 | 57,296 | 58,42 | 58,55 |
Параметры отверстия для резьбы
Размеры подготовленного отверстия должны строго соответствовать номинальным типоразмерам резьбы. Также нужно образовать фаску, которая облегчит центровку резьбонарезного инструмента. Длина отверстия должна превышать длину резьбы, поскольку в нижней его части будет образовываться недорез, состоящий из сбега и недовода. Для определения размеров этих частей подготовительного отверстия следует руководствоваться данными ГОСТ 10549-80 и ГОСТ 27148-86.
Также нужно образовать фаску, которая облегчит центровку резьбонарезного инструмента. Длина отверстия должна превышать длину резьбы, поскольку в нижней его части будет образовываться недорез, состоящий из сбега и недовода. Для определения размеров этих частей подготовительного отверстия следует руководствоваться данными ГОСТ 10549-80 и ГОСТ 27148-86.
При работе с хрупким материалом, таким как чугун, глубину сверления следует дополнительно увеличить на 25 %. Для многих облегченных сплавов повышающий коэффициент увеличивают еще больше.
Но самым важным параметром отверстия является его диаметр, поэтому нужно выбрать определенные размеры сверл под резьбу. Эти размеры будут отличаться в зависимости от типа резьбы и ее геометрических характеристик. Если отверстие будет больше необходимого, то полученная резьба будет иметь слишком неглубокую канавку. Это приведет к снижению надежности и последующему разрушению резьбового соединения. Если же диаметр отверстия будет слишком зауженным, то качественно нарезать в нем резьбу будет невозможно. Это скорее приведет к поломке резьбонарезного инструмента.
Это скорее приведет к поломке резьбонарезного инструмента.
Следует учитывать, что нарезку резьбы можно выполнять практически во всех распространенных металлах и сплавах. Исключением являются хрупкие или жесткие металлы, например, каленое железо. Качественного профиля резьбы добиться не удастся, а поэтому на надежность этого резьбового соединения рассчитывать не стоит.
Диаметры сверл для трубных (дюймовых) метчиков
Таблица размеров предварительных отверстий для трубной резьбы:
G | Шаг резьбы, мм | Число ниток на 1 дюйм | ⌀ сверла под резьбу, мм | ⌀ отверстия под резьбу, мм | ||
Номинальный | Предельные отклонения для классов точности | |||||
A | B | |||||
G1/8 | 0. | 28 | 8.7 | 8.62 | +0.1 | +0.2 |
G1/4 | 1.337 | 19 | 11.5 | 11.5 | +0.12 | +0.25 |
G3/8 | 1.337 | 19 | 15 | 15 | +0.12 | +0.25 |
G1/2 | 1.814 | 14 | 18.75 | 18.68 | +0.14 | +0.28 |
G5/8 | 1.814 | 14 | 20.75 | 20.64 | +0.14 | +0.28 |
G3/4 | 1.814 | 14 | 24.25 | 24.17 | +0.14 | +0.28 |
G7/8 | 1. | 14 | 28 | 27.93 | +0.14 | +0.28 |
G1 | 2.309 | 11 | 30.5 | 30.34 | +0.18 | +0.36 |
G1 1/8 | 2.309 | 11 | 35 | 35 | +0.18 | +0.36 |
G1 1/4 | 2.309 | 11 | 39 | 39 | +0.18 | +0.36 |
G1 3/8 | 2.309 | 11 | 41.5 | 41.41 | +0.18 | +0.36 |
G1 1/2 | 2.309 | 11 | 45 | 44.9 | +0.18 | +0.36 |
G1 3/4 | 2. | 11 | 51 | 50.84 | +0.18 | +0.36 |
G2 | 2.309 | 11 | – | 56.7 | +0.18 | +0.36 |
G2 1/4 | 2.309 | 11 | – | 62.8 | +0.22 | +0.43 |
G2 1/2 | 2.309 | 11 | – | 72.27 | +0.22 | +0.43 |
G2 3/4 | 2.309 | 11 | – | 78.62 | +0.22 | +0.43 |
G3 | 2.309 | 11 | – | 84.97 | +0.22 | +0.43 |
G3 1/4 | 0. | 11 | – | 91.07 | +0.22 | +0.43 |
G3 1/2 | 1.337 | 11 | – | 97.42 | +0.22 | +0.43 |
G3 3/4 | 1.337 | 11 | – | 103. 77 | +0.22 | +0.43 |
G4 | 1.814 | 11 | – | 110. 12 | +0.22 | +0.43 |
G4 1/2 | 1.814 | 11 | – | 122. 82 | +0.22 | +0.43 |
G5 | 1.814 | 11 | – | 135. 52 | +0.22 | +0.43 |
G5 1/2 | 1. | 11 | – | 148. 22 | +0.22 | +0.43 |
G6 | 2.309 | 11 | – | 160. 92 | +0.22 | +0.43 |
 814
814 309
309 907
907 814
814Смотрите также
Комментарии 33
где бы еще качественный такой набор раздобыть, а я себе прикупил метчики с левой резьбой для этих целей.
Хороший набор, но с коллекторными шпильками не прокатит .
естественно, чаще колесные и на ГБЦ крутим)
Я по старинке, или сварка или дрель.
выкрутил при помоши зубила и молотка ))))) хотел бежать за экстрактором или за сваршиком но вспомнил детство отца и уазик и пошел самым радикальным дешевым способом ))) 20 мин и готово выкручен ))))
Много работал с разными сверлами по работе самые точные и живучие для жизни и до 40единиц(HRC) фирмы NACHI. Единственный сильный минус — цена. Но ужасно живучие. У меня есть сверла которыми постоянно работаю(по нержавейке) им уже по 8-10лет и они продолжают работать)
У меня есть сверла которыми постоянно работаю(по нержавейке) им уже по 8-10лет и они продолжают работать)
Как подобрать сверла под метчики UNC/UNF
Дюймовая цилиндрическая резьба UNC (крупная) и UNF (мелкая) менее распространена в России, профиль ее аналогичен метрической 60°, но размер считается в дюймах.
Таблица диаметров отверстий под наиболее распространенную американскую резьбу UNC/UNF:
| Дюймовая резьба UNC | |||
Резьба х Ниток на дюйм | Диаметр сверла, мм | Резьба х Ниток на дюйм | Диаметр сверла, мм |
1/4х20 | 5.1 | 7/8х9 | 19.5 |
5/16х18 | 6.5 | 1х8 | 22. |
3/8х16 | 8 | 1 1/8х7 | 25 |
7/16х14 | 9.4 | 1 1/4х7 | 28.25 |
1/2х13 | 10.8 | 1 3/8х6 | 30.75 |
9/16х12 | 12.2 | 1 1/2х6 | 34 |
5/8х11 | 13.6 | 1 3/4х5 | 39.5 |
3/4х10 | 16.5 | 2х4 | 45 |
 25
25пп
| Дюймовая мелкая резьба UNF | |||
Резьба х ниток на дюйм | ⌀ сверла, мм | Резьба х ниток на дюйм | ⌀ сверла, мм |
1/4х28 | 5. | 3/4х16 | 17.5 |
5/16х24 | 6.9 | 7/8х14 | 20.5 |
3/8х24 | 8.5 | 1х12 | 23.25 |
7/16х20 | 9.9 | 1 1/8х12 | 26.5 |
1/2х20 | 11.5 | 1 1/4х12 | 29.75 |
9/16х18 | 12.9 | 1 3/8х12 | 33 |
5/8х18 | 14.5 | 1 1/2х12 | 36 |
 5
5Конец таблицы
Таблица подбора сверла под метчик с учетом его диаметров
Обратите внимание, она также учитывает шаг, чтобы насечку можно было сделать как мелкой, так и крупной.
Сверло | Шаг | Окружность | Спираль | |
Мелкий | Крупный | |||
мм | ||||
1,6 | 0,25 | 0,4 | 1,75 | 2 |
5 | 0,5 | 1 | 5,5 | 6 |
8,5 | 0,5 | 1,5 | 9,5 | 10 |
12 | 0,5 | 2 | 13,5 | 14 |
15,4 | 0,5 | 2,5 | 17,5 | 18 |
19,4 | 0,5 | 2,5 | 21,5 | 22 |
26,4 | 0,75 | 3,5 | 29,2 | 30 |
31,9 | 1 | 4 | 35 | 36 |
37,4 | 1 | 4,5 | 41 | 42 |
42,8 | 1 | 5 | 47 | 48 |
Таблица диаметров сверл для нарезания резьбы по металлу метчиком и воротком
Отверстие зависит не только от сечения, но и от шага.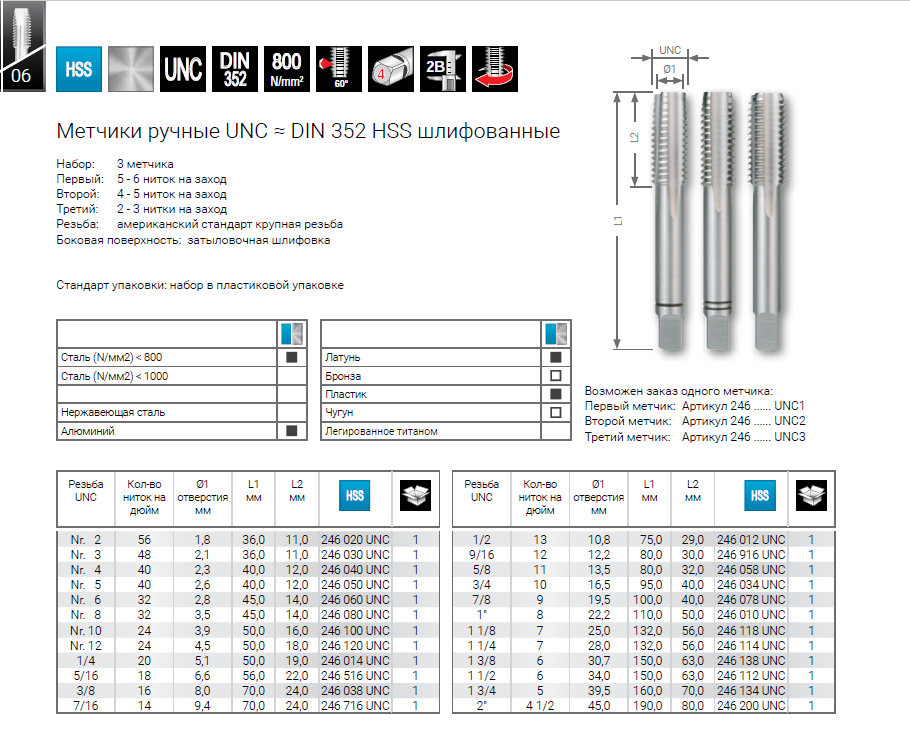 Предлагаем данные для крупного и мелкого нарезания:
Предлагаем данные для крупного и мелкого нарезания:
| Спираль, мм | Шаг крупный, мм | Сверло, мм | Мелкий, мм | Окружность, мм |
| 2 | 0,4 | 1,6 | 0,25 | 1,75 |
| 6 | 1 | 5 | 0,5 | 5,5 |
| 10 | 1,5 | 8,5 | 0,5 | 9,5 |
| 14 | 2 | 12 | 0,5 | 13,5 |
| 18 | 2,5 | 15,4 | 0,5 | 17,5 |
| 22 | 2,5 | 19,4 | 0,5 | 21,5 |
| 30 | 3,5 | 26,4 | 0,75 | 29,2 |
| 36 | 4 | 31,9 | 1 | 35 |
| 42 | 1,5 | 37,4 | 1 | 41 |
| 48 | 5 | 42,8 | 1 | 47 |
Диаметр прута для наружной насечки
Спираль | Шаг | Мин-макс сечение |
мм | ||
6 | 1 | 5,8 |
8 | 1,25 | 7,8-7,9 |
10 | 1,5 | 9,75-9,85 |
12 | 1,75 | 11,76-11,88 |
14 | 2 | 13,7-13,82 |
16 | 2 | 15,7-15,82 |
18 | 2,25 | 17,7-17,82 |
20 | 2,25 | 19,82-19,86 |
22 | 2,25 | 21,72-21,86 |
24 | 3 | 23,65-23,79 |
27 | 3 | 26,65-26,79 |
30 | 3,5 | 29,6-29,74 |
Таблица размеров сверл для нарезания резьбы, метрической, дюймовой
Она нужна для быстрого перевода российской маркировки в западную.![]()
Окружность спирали | Сечение инструмента, мм |
1/8 | 8,9 |
1/4 | 11,9 |
3/8 | 15,8 |
1/2 | 19 |
2/4 | 24,3 |
1 | 30,5 |
1,25 | 39,2 |
1,75 | 41,6 |
1,5 | 45 |
Определяясь, будьте внимательны, не торопитесь, не стесняйтесь сверяться со справочными данными. Помните, что ошибка в таком случае чревата недостаточным качеством крепежа и, в перспективе, преждевременной поломкой функционального узла.
Обращайтесь к нам для заказа станков, на которых можно выполнить все работы по созданию технологических отверстий. Теперь, когда вам известно, как по таблице размеров подобрать сверла под метчики для нарезания резьбы, с нанесением необходимой насечки не должно возникнуть сложностей.
Как подобрать сверло для резьбовая вставка. Оптимальный диаметр сверла под резьбу
При выборе диаметра сверла под резьбу таблица с соответствующими размерами станет вашим незаменимым вспомогательным инструментом. С ее помощью можно значительно облегчить предшествующие работе расчеты и получить правильно нарезанную резьбу, надежно удерживающую крепежный элемент.
Качественная резьба – это залог устойчивого соединения элементов любой конструкции. От выбора инструмента в соответствии с обрабатываемым материалом и условиями работы во многом зависит конечный результат ваших стараний.
Как выбрать диаметр сверла?
Характеристики будущей резьбы во многом зависят от свойств металла, в котором она будет нарезаться. Не все материалы одинаково хорошо держат внутреннюю или внешнюю нарезку. Мягкие металлы, такие как медь и алюминий, легко обрабатываются сверлом и метчиком, но при малейшей нагрузке резьба в них деформируется.
Все типы резьбы характеризуются двумя основными параметрами: диаметром и шагом.
Диаметр – это максимальное расстояние между двумя противоположными точками на окружности, ограничивающей отверстие резьбы. Нужно понимать, что резьба имеет рельефную поверхность в разрезе, поэтому ее диаметр будет отличаться в зависимости от того, в какой точке отверстия производить измерения.
Шаг резьбы – это диапазон между соседними витками нарезанной в металле канавки. Чем глубже и рельефнее резьба, тем шаг будет больше. Данный параметр зависит не только от диаметра винта, который будет крепиться в отверстии, но и от условий использования готового изделия: для деталей, подвергающимся высоким нагрузкам, нарезается глубокая, разреженная резьба.
Подбор сверла под резьбу осуществляется исходя из указанных выше параметров. Для того чтобы определить самый подходящий инструмент, используют простую формулу:
Д(с) = Д(р)-Ш, где:
- Д(с) – диаметр сверла;
- Д(р) – планируемый диаметр будущей резьбы;
- Ш – шаг резьбы.
Данная формула дает возможность даже в полевых условиях определить оптимальные параметры отверстия, при которых будет обеспечиваться максимально надежная фиксация соединяемых элементов.
Опытные мастера рекомендуют использовать в работе специально разработанные таблицы, которые позволяют с точностью до десятых долей миллиметра определить диаметр сверла и метчика. Если вы довольно часто занимаетесь работами по нарезке резьбы, то такая таблица, распечатанная и ламинированная, всегда будет под рукой (рис. 1). В первом столбце указан диаметр резьбы (от 2 до 48 мм), а в следующих – варианты значений шага и диаметра сверла. Значения охватывают большой диапазон данных и пригодятся как домашнему мастеру, так и высококвалифицированному специалисту.
Нарезка резьбы проводится одним из двух способов. Первый из них предполагает проделывание отверстия в металле одновременно с созданием спиральных канавок. Такой способ подходит не во всех ситуациях и требует наличия мощного оборудования: сверлильного станка, который смог бы за один проход сделать всю работу. Второй способ применяется в домашних условиях. Для того чтобы сделать резьбу таким методом, в металле предварительно высверливается отверстие, и только после этого метчиком нарезают резьбу.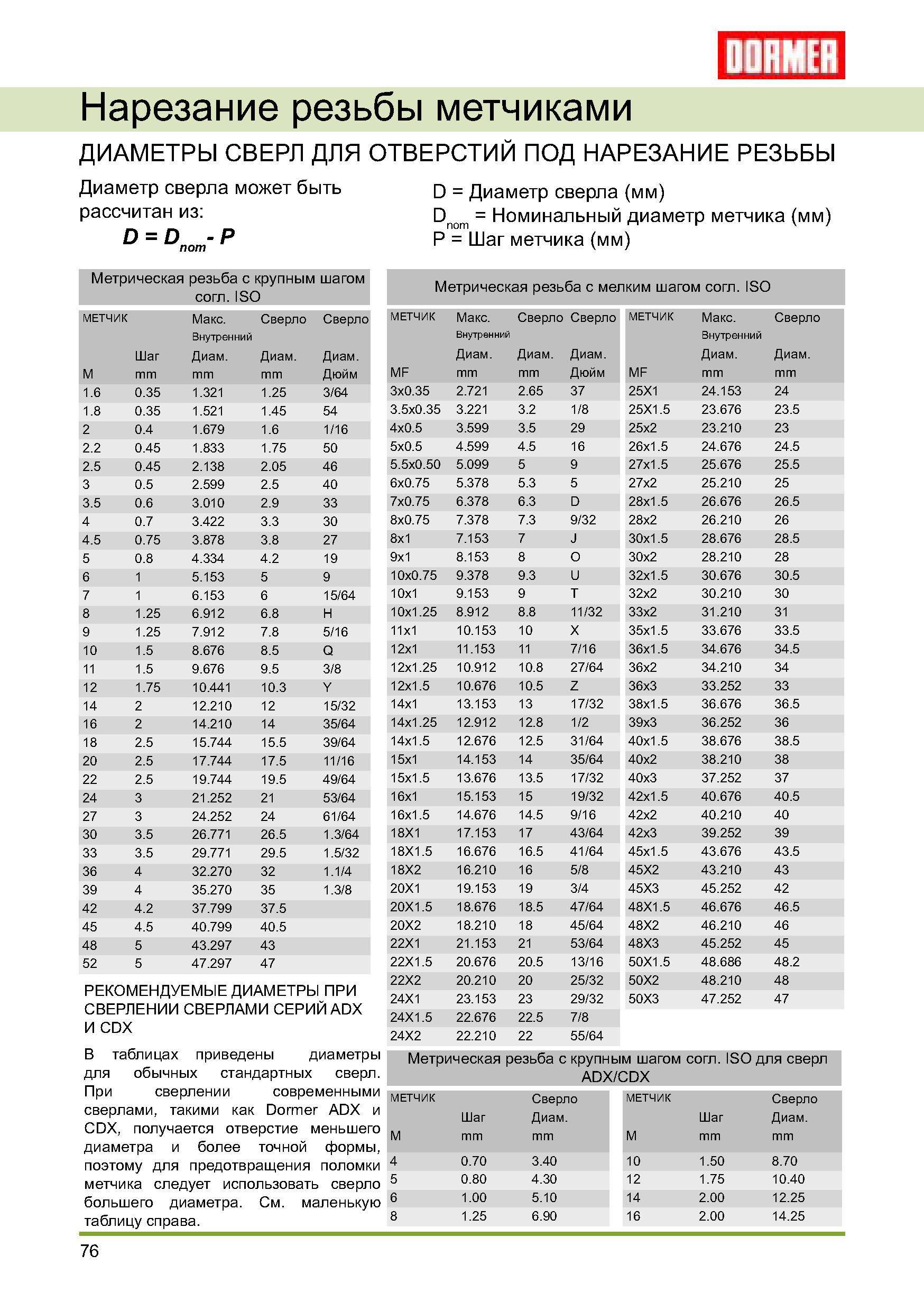 В последнее время в строительных магазинах можно найти комбинированные сверла под резьбу, с их помощью одновременно и проделывают отверстие, и нарезают канавки.
В последнее время в строительных магазинах можно найти комбинированные сверла под резьбу, с их помощью одновременно и проделывают отверстие, и нарезают канавки.
Для того чтобы резьба, нарезанная в металле, была надежной, качественной и ровной, специалисты рекомендуют соблюдать при работе ряд правил:
- Использовать только острые инструменты, так как проржавевший метчик или сверло легко ломаются, работать с ними трудно и долго. Извлечь такой инструмент из отверстия будет намного сложнее, чем приобрести новый. Также не стоит искушать себя низкой ценой сверл и метчиков неизвестных производителей, поскольку купив их вы не только испортите изделие, но и рискуете нанести себе травмы.
- Не забывать периодически смазывать инструмент во время работы. Сделать это можно при помощи нескольких капель машинного масла или керосина. Особенно большую роль играет смазка при работе с вязкими металлами, например – алюминием. Она не позволяет стружке прилипать к рабочей поверхности и охлаждает сверло.
- Ключевое правило – оптимальный подбор диаметра отверстия. В случаях слишком большого выбранного диаметра крепежный элемент будет болтаться в месте монтажа, что повлечет за собой излишние вибрации изделия. В узкое отверстие тяжело ввинтить метчик, что сильно усложняет и без того трудную работу.
- Основные параметры отверстия должны зависеть от его функционального предназначения. Если к месту соединения не будет прилагаться излишняя нагрузка, то допускается делать его всего на 5% меньше, чем диаметр будущей резьбы. Так вы облегчите нарезку канавок, не сильно жертвуя качеством соединения.

Сам процесс создания резьбы довольно прост. После того, как отверстие в металле готово, в него вставляют метчик, зажимают его в вороток и с силой вворачивают по часовой стрелке. После каждого полного оборота необходимо проделывать пол оборота в обратном направлении. В процессе этого действия стружка металла откалывается, что способствует более чистой нарезке.
Характеристики сверл для резьбы
Подбор хорошего сверла по металлу – это не такое легкое задание, как может показаться на первый взгляд. Современная промышленность выпускает огромный ассортимент подобной продукции, и разобраться в таком разнообразии при отсутствии должного опыта бывает очень нелегко.
Современная промышленность выпускает огромный ассортимент подобной продукции, и разобраться в таком разнообразии при отсутствии должного опыта бывает очень нелегко.
Самый простой способ выбрать качественное сверло – ориентироваться на его визуальные характеристики. Инструменты, обрабатываемые на заключительном этапе производства перегретым паром, имеют окраску темную, вплоть до черной. Такие сверла отличаются высокой устойчивостью к износу.
Сверла с золотистым покрытием относятся к классу высококачественных и довольно дорогих инструментов. Своей окраской они обязаны тонкому слою нитрида титана, повышающего прочность и уменьшающего трение.
Не стоит забывать и о сверлах обычного, серого цвета, так как они не проходят финишную обработку, вследствие чего их цена сохраняется достаточно демократичной. Таких инструментов хватает на несколько десятков отверстий, так что, если масштаб работы небольшой, стальное сверло не подведет.
Обращать внимание стоит и на маркировку инструментов, форму их режущей кромки, название производителя и цену. Зная основные параметры хорошего сверла, вам будет очень просто не растеряться в магазине.
Зная основные параметры хорошего сверла, вам будет очень просто не растеряться в магазине.
Работа с метчиком
Метчик – это специальный инструмент, главное назначение которого заключается в нанесении ровной внутренней резьбы на трубе или в отверстии. Метчик состоит из металлического стержня, в котором прорезаны прямые или винтовые стружечные канавки. Острая верхушка канавок образовывает режущую кромку.
Хвостовая часть метчика сделана в форме квадрата, либо затылованной (некруглой). При работе к ней крепится двухсторонний рычаг – вороток, при вращении которого метчик погружается в металл.
Если необходимо нарезать резьбу большого диаметра, одним метчиком обойтись довольно трудно. В таких случаях используют комплекты, состоящие из 2 (чернового и чистового) или 3 (чернового, среднего и чистового) метчиков. Когда работать предстоит с вязким металлами, имеющими свойство налипать на инструмент, количество метчиков может возрасти до 5. Каждый следующий при этом исправляет ошибки и недочеты предыдущего, чтобы на выходе получилась ровная резьба.
Метчики производятся из быстрорежущей стали либо твердого вольфрамового сплава. Работают с ними при помощи сверлильных станков, зажимая его заднюю часть в патроне специальной формы. При небольших масштабах работы, либо в случаях, когда место врезки является труднодоступным для габаритного инструмента, используется ручной труд: метчик зажимают в вороток и ввинчивают инструмент по часовой стрелке (рис.2).
Заключение по теме
Резьбовое соединение деталей – это один из самых надежных способов сборки отдельных элементов в единую конструкцию.
Располагая багажом знаний об основных особенностях процесса нарезки резьбы, выбора инструмента и диаметра отверстия, можно сильно облегчить предстоящую работу и добиться желанного результата.
Любое соединение разъемного типа обязательно предусматривает наличие резьбы. Стоит отметить, что все метизы с наружной резьбой, болты, в частности, можно приобрести где угодно: в строительном супермаркете или на рынке. А вот с резьбой внутреннего типа все гораздо сложнее. Ее следует нарезать своими руками или посредством использования специальных станков.
А вот с резьбой внутреннего типа все гораздо сложнее. Ее следует нарезать своими руками или посредством использования специальных станков.
Сегодня мы расскажем, как правильно подбирать сверла того или иного диаметра под определенную резьбу, также вы сможете ознакомиться с таблицей этих диаметров.
Чтобы сделать самостоятельно внутреннюю резьбу, возьмите свою заготовку и просверлите в нем отверстие, которое будет соответствовать по диаметру тому инструменту, который предназначен для нарезки. И каждое из таких отверстий должно строго соответствовать размеру инструмента. Именно для этого нужно внимательно подбирать под резьбу диаметр сверла.
На сегодняшний день в продаже есть сверла с разным диаметром по размеру. Начиная от минимального размера в 0,5 мм и заканчивая крупными коническими сверлами размером порядка 0,05 мм. В зависимости от вида выполняемых работ посредством сверления можно сделать отверстия разного диаметра под те или иные нужды.
Параметры подбора сверла под резьбу: таблица
Если вам нужно просверлить отверстие с большим диаметром, то потребуется брать специальный станок, где сверла оснащены конусными хвостами, а вот обычные сверла оснащены цилиндрическими хвостами.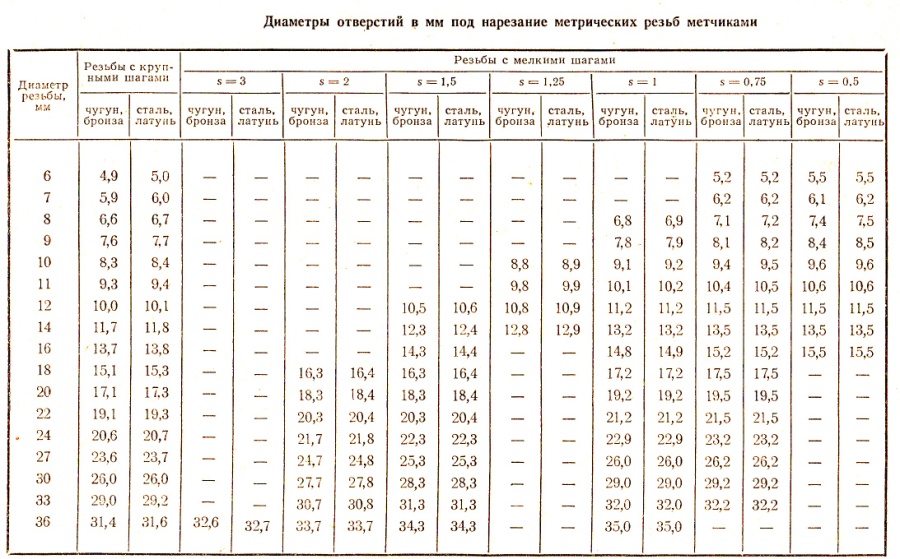 На большом сверле конус имеет пятый размер. Так, параметры конуса напрямую зависят от диаметра сверла, чем больше диаметр сверла, тем больше нужен конус. Например:
На большом сверле конус имеет пятый размер. Так, параметры конуса напрямую зависят от диаметра сверла, чем больше диаметр сверла, тем больше нужен конус. Например:
- диаметр от 6 до 10 мм;
- требуемый размер конуса от 11 до 22 мм.
Подобрать максимально точно диаметр сверла под ту или иную резьбу можно, опираясь на специальную таблицу подбора размером.
Если есть необходимость создания внутренней резьбы, диаметр отверстия следует выбирать согласно диаметру резьбы и параметров резьбового шага. Эти данные в таблицах обозначены как М8×1 , где:
- М – это метрическая резьба;
- цифра – это резьбовой шаг;
- если указано просто М8 и без цифр, то нужно применять стандартный большой шаг. Этот шаг параметра наиболее распространен и подогнан согласно стандартам под большинство размеров сверл.
Диаметры нуждаются в подборе соответствующего отверстия по размеру. Таблица включает перечень наиболее ходовых размеров, с которыми обычно приходится иметь дело в быту при выполнении тех или иных работ.
Классификация резьбы
Внешне резьба похожа на винтовую канавку с постоянным сечением. Всего бывает два ее вида:
- внешние;
- внутренние.
Об этих видах мы уже упоминали ранее. Соединения резьбового типа используется повсеместно. Они нужны для того, чтобы деталь могла вращаться посредством поступательных движений. Без резьбовых соединений трудно представить нормальную работу механизмов или сложных машин. Они бывают также однозаходными или многозаходными.
А по направлению движения своих направляющих они подразделяются на:
- левые;
- правые.
Если говорить о классификации по размерам , то она бывает таких видов:
- метрическая;
- дюймовая;
- трубная.
Метрическая резьба отличается своим особенным треугольным профилем, угол которого составляет 60 градусов. Все параметры резьбы считаются в миллиметрах. Если резьбовой шаг большой, то, как уже упоминалось, мы имеем цифру и буквенное обозначение.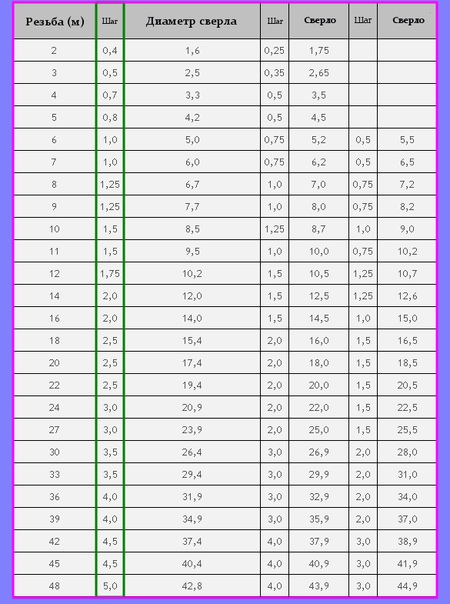 Цифра при этом обозначает размер наружного диаметра резьбы, согласно которому можно подбирать то или сверло. Технические чертежи непременно должны включать в себя характеристику резьбы или же ее аналоги. Если метрическую резьбу нужно представить с мелким нестандартным шагом, то нужно прибавить число, которое обозначает шаг.
Цифра при этом обозначает размер наружного диаметра резьбы, согласно которому можно подбирать то или сверло. Технические чертежи непременно должны включать в себя характеристику резьбы или же ее аналоги. Если метрическую резьбу нужно представить с мелким нестандартным шагом, то нужно прибавить число, которое обозначает шаг.
Еще одна величина угла профиля является специфической для резьбового соединения дюймового типа. Такой угол может быть равен 55 градусам , а величина отверстия исчисляется в дюймах, шаг изменяется количеством нитей.
А трубный резьбовой тип отличается от других своим первоначальным диаметром, который зависит непосредственно от размера отверстия трубы. Нарезка осуществляется в таком случае только наружная.
Для резьбовой нарезки используется разное оборудование, например:
- станок сверловочного вида;
- парк токарный;
- разные приспособления для нарезки.
При этом нарезку можно выполнять как механическим способом, так вручную. Например, для внутреннего применения можно использовать специальные резьбовые метчики, а для наружной – плашки. Метчики, как и сверла, подбираются в зависимости от диаметра отверстия. Они подразделяются на следующие категории:
Например, для внутреннего применения можно использовать специальные резьбовые метчики, а для наружной – плашки. Метчики, как и сверла, подбираются в зависимости от диаметра отверстия. Они подразделяются на следующие категории:
- дюймовые;
- метрические;
- трубные.
В основном комплекты ручных метчиков состоят их трех приспособлений, два из которых нужны для проведения предварительных работ, а последнее является доводочным инструментом, с помощью которого выполняется окончательная форма резьбы и подгон под те или иные размеры. Метчики имеют номера. Если в комплекте с плашкодержателем не три, а два приспособления, то первое является предварительным, а второе чистовым. Изготавливаются метчики на основе высоколегированной стали.
Наружная резьба получается посредством применения плашки. Инструменты эти могут быть круглой или призматической формы. Для круглых плашек используют вороток .
Способы получения внутренней резьбы
Чтобы сделать отверстие в месте, где потребуется выполнение нарезки, нужно сначала выбрать сверло нужного размера.
Для применения метчика его отверстие нужно обработать зенкером, пока не будет получена нужная степень чистоты. При выполнении нарезки металл понемногу выдавливается.
По размеру сверло должно быть несколько больше, чем внутренний резьбовой диаметр этого инструмента.
При нарезке твердость металла не слишком влияет на диаметр отверстия. Но если применяется материал невысокой резьбы, то диаметр отверстия может существенно поменяться. Так, если по величине отверстие и внутренний диаметр сверла точно соответствуют друг другу, то при нарезке материал выдавливается, а его излишки действуют на зубья метчика. При нагревании стружка прилипает, вследствие чего метчик может сломаться, а резьба будет иметь рваные нити .
При работе со сверлами и резьбовыми соединениями, нужно очень тщательно подбирать параметры, чтобы работа в итоге была выполнена качественно. В этом вам помогут специальные таблицы с указанием параметров под ту или иную резьбу и другие ценные советы.
- Параметры подбора сверла под метчик
При работах с металлом часто возникает необходимость не только его паять, но и сверлить. В этом случае огромную роль играют правильные инструменты, и насколько они подходят друг к другу. И вот тут возникает момент, как подобрать сверло под метчик, чтобы работа была качественной.
Но сначала разберем каждый инструмент по отдельности.
Сверла: их предназначение и разновидности
Сверло – это универсальный инструмент, так как используется повсеместно. Смотря с каким материалом иметь дело, можно использовать конический, спиральный, центровочный или перьевой вид.
Самым распространенным вариантом являются спиральные сверла. При помощи их создаются глубокие отверстия, а при самом рабочем процессе конструкция детали позволяет извлекать отработанную стружку, что помогает не засорять рабочую поверхность.
Если необходимо обработать центровые отверстия, то выбирают центровочный тип. Могут быть двухсторонними с «хвостиком» или с предохранительным конусом.
Когда предполагается сверление труб, стальных листов или пластика, то лучше всего использовать конические модели. Кроме сверления, такое устройство осуществляет зачистку от заусенец и разрабатывает различные отверстия. За счет такого наконечника отсутствует проскальзывание изделия.
А вот для работ, связанных с древесиной, подбор сверла осуществляется в сторону цилиндрических вариантов. Оно поможет просверлить отверстия под шарниры при сборке мебели, к тому же есть возможность делать глухие отверстия с большим значением сечения.
Отдельно стоит отметить изделия, которые предназначены под резьбу, то есть в отверстия после них можно спокойно закручивать винты. Хотя аналогичным инструментом с таким предназначением является еще и метчик. Но это не значит, что они несопоставимы. Как раз под метчик и подбираются сверла соответствующих диаметров.
Вернуться к оглавлению
Использование метчика: особенности
Набор металлорежущего инструмента: а – сверла, б – зенкеры, в – развертки, г – метчики, д – плашки.
Метчик – режущий инструмент, посредством которого создаются отверстия с внутренней резьбой. Своего рода он выполняет функцию резьбонарезания.
Конструкция метчика представляется двумя частями: нарезающей и хвостовой. Первая часть имеет калибрующий и заборный фрагмент. «Хвостик» же предназначен для закрепления в патроне. При помощи рабочей части (винта с канавками) как раз и происходит сверление отверстия, в то время как заборная осуществляет насечку резьбы, а за счет калибрующей части происходит зачистка отверстия.
Резка материала происходит посредством режущих перьев, которые располагаются на резьбовой части метчика.
Канавки на основании помогают выводить отработанный материал. Некруглая форма задней части способствует тому, что детали избегают трения.
Метчиком можно выполнить трапецеидальную, метрическую, трубную и цилиндрическую резьбу. Такой процесс осуществим как руками, так и при помощи станков. В зависимости от назначения резьбу делают за один, два или четыре раза. На этот момент влияют:
- тип отверстия;
- шаг резьбы;
- необходимая шероховатость;
- механические свойства обрабатываемого металла.
Если необходимо работать с крупной резьбой, то подберите несколько метчиков. Ориентируясь на вид работы, инструмент может быть:
- Машинно-ручным или просто машинным. Соответственно, его используют при ручной или машинной резьбе. В таком случае подбор осуществляется среди таких видов: прямого, винтового или с укороченными канавками, через которые выводится стружка.
- Гаечные. Предназначаются для работ под гайки. Для подбора метчика обращают внимание на прямые модели или с изогнутым «хвостиком», на удлиненные.
- С вырезанной ниткой. Такой используется в обработке листовых деталей или при работе с пластичным металлом.
- Слесарные. Основное предназначение – ручная нарезка. Они являются элементом комплекта, в который входят чистовой, черновой и средний метчик. Черновой используется, если точность нарезки не принципиальна, средний – корректирует ее, а чистовой завершает всю работу. Выбор такого метчика рационален в случае, когда необходима резьба диаметром от 0,8 до 1,8 см.
- Конические. Заборная часть оснащена не полной резьбой, а вот калибрующая – полной. При помощи такого вида резьба наносится на сквозные отверстия.
- Плошечные. Заборный конус имеет большой размер. Используются для создания предварительной резьбы в плашках.
- Маточные. Имеют спираль с правой стороны в канавках. При их помощи в резьба зачищается.
- Бесканавочные. Приемный конус имеет более короткое основание, а также отсутствуют продольные канавки. Используя такой вид, производительность повышается, а сам инструмент реже ломается.
- Комбинированные. Посредством «шейки» соединяются две части – черновая и чистовая. При помощи использования такого метчика время на выполнение работ по резьбе значительно сокращается. Одним из таких примеров можно назвать сверло-метчик. Им можно выполнять и сверление, и нарезание.
- Специальные. Это инструменты узкой направленности. Сюда относят насадной, корабельный и тандем-метчик.
При создании разъемных соединений оптимальным вариантом является резьбовое сочленение. Такие элементы используются повсеместно. С метизами, обладающими внешней резьбой проблем не существует. Они распространены в свободной продаже и их легко подобрать под свои нужды. При необходимости создании внутренней нарезки все несколько сложнее. Не везде, где необходимо она имеется. Поэтому приходится прибегать к самостоятельной нарезке вручную или с применением станков. Далее разберем, как правильно подобрать диаметр сверла под резьбу и приведем таблицы с этими данными.
Можно выделить несколько видов:
- Наружную;
- Внутреннюю.
Соединения подобного типа используются почти повсеместно. Они позволяют придавать вращению деталям поступательные движения. В любом оборудовании и механизмах применяются подобные сочленения.
Можно также выделить следующие группы:
- Однозаходовые;
- Многозаходовые;
По направлению движения направляющего типы:
По существующей системе размеров также существуют:
- Трубные;
- Метрические;
- Дюймовые.
Метрическая резьба характеризуется особым профилем, который обладает формой треугольника. Угол – 60°. Замер размеров производится в миллиметрах. В процессе создания больших шагов маркировка производится цифрами с включением буквенных обозначений. Цифровые данные показывают размер наружного диаметра. В любом техническом чертеже можно найти характеристики вида «М4, М6, М8» и аналоги. При обозначении метрической резьбы с нестандартными шагами, то дополнительно вводится цифра, обозначающая размер шага. В этом случае данные выглядят так – М8х0,8.
Соответственно с данными таблицы диаметров сверл под резьбу (далее приведен перечень формата «резьба – размер сверла»):
- М5 – 0,42 см;
- М4 – 0,33 см;
- М8 – 0,67 см;
- М12 – 0,96 см.
Под нарезку М6 подойдет отверстие диаметром 0,5 см. Для резьбы М3 сверло должно быть диаметром 0,21 см.
Вычислить размер отверстия можно по формуле, однако обычно используют специально разработанные таблицы диаметров сверл под резьбу. Так получается гораздо удобнее и быстрее, чем каждый раз считать все в своем уме.
Дюймовая обладает иным углом профиля. Он составляет 55°. Диаметр отверстий указывается в дюймах, а число ниток определяет шаг.
Трубная имеет отличие в первоначальном диаметре, который основывается на размере трубного отверстия. При обработке таких материалов нарезку выполняется лишь наружная.
Выбор сверл для нарезания
Для создания внутренней резьбы своими силами необходимо в заготовке создать отверстие, диаметром соответствующее инструменту для последующего нарезания. Любое отверстие обязано точно соответствовать размерам режущего инструмента. Как раз по этой причине следует точно подбирать размер сверла под последующую резку.
Сейчас проблем с поиском подходящего диаметра сверла не существует. Строительный рынок предлагает любые модификации сверл, начиная минимальными и заканчивая наиболее крупными. Исходя из конкретной задачи, можно создавать отверстия необходимых диаметров под те или иные нужды.
Приспособления для формирования резьбы в изделии
Чтобы нарезать внутри заготовки, требуется метчик. Это приспособление, напоминающее винт, обладающее углублениями, которые заострены. Стержень может являться коническим или цилиндровым. Канавки расположены продольным образом, разделяют резьбовое соединение на элементы, которые называются гребнями. Гребневые края представляют собою рабочие части.
Чтобы канавка была чистой, слой стали требуется убирать постепенно. Для этого понадобится одно приспособление, имеющее большую длину, или несколько соответствующих инструментов.
Единичные метчики также можно купить. Обычно их задействуют для восстановления испорченной резьбы. Чтобы нарезать новую, берут комплект. По данной причине метчики зачастую предоставляются потребителям по две штуки. Один предназначается для чернового обрабатывания, второй – для чистового. Первый создает углубление малого размера, Второй – проводит его очистку и увеличение. Изготавливаются и трехпроходные приспособления. Они монтируются в воротки. Устройство воротков бывает различным. Их размер должен находиться в соответствии с размером сверла.
В комплекте все предметы имеют метки. Они наносятся на хвостовики. Различия между рисками таковы:
- у метчика №1 верха зубьев подрезаны, гребенки достаточно длинны. Наружный радиус несколько меньше, чем у иных приспособлений в комплекте;
- у метчика №2 заборная область покороче, гребни подлиннее. Его размер больше, чем у метчика №1;
- метчик №3 имеет полные гребни зубцов. Его величина должна быть такой же, как и у формируемой резьбы.
Метчики бывают трубные (маркируются символом «G», предназначаются для формирования нарезки в трубных изделиях) и метрические (предназначаются для нарезания метрических типов).
Качество нарезки прямо зависимо от показателей метчика. Он должен быть сделан из высококачественного материала, располагать достаточной остротой. Чтобы продлить время применения приспособления и сделать выше параметры нарезки, задействуют смазывающее средство. Зачастую для того чтобы обучиться нарезанию, бывает достаточно трех-пяти попыток.
Работая со сверлом и резьбовым соединением необходимо с тщательностью выбирать характеристики инструмента, т.к. только в этом случае гарантируется качественный результат. Для этого и предлагаем соответствующие таблицы с необходимыми данными под все размеры.
Нарезать резьбу не сложно, если знать таблицу по подбору метчиков
Для соединения изделий между собой используют разные способы:
- сварка;
- склеивание;
- клёпка;
- болтовое;
- винтовое;
- шпилькой.
Если детали соединять болтом с гайкой – требуется дополнительное место. К тому же не всегда толщина компонентов позволяет проделать сквозное отверстие.
В таком случае применяют винтовое соединение.
Для вкручивания винта требуется нарезать резьбу метчиком. Инструмент представляет собой стальной стержень, состоящий из рабочей части и хвостовика и предназначен для нарезания внутренней резьбы. Рабочая зона имеет слабовыраженную коническую форму. На ней нанесены зубцы, последовательно повторяющие форму резьбы. Для отвода опилок и стружки предусмотрены канавки.
Виды метчиков
Спецификация метчиков по способу нарезки резьбы
Проходные (универсальные).
Резьба нарезается в один проход. Рабочая часть содержит зубья для разметки и финальной нарезки. Приспособление хорошо подходит для мягких металлов. При работе с прочным материалом требуется прилагать больше усилий.
Комплектные.
Для работы используется несколько насадок (две или три) одного размера резьбы. При работе с особо твердыми металлами возможно применение набора из пяти насадок. Резьба создается в несколько этапов.
Начало прокладывается разметочным метчиком, затем выполняется проход более глубокой нарезки, и наконец – финальная часть, когда грани формируются окончательно.
На выполнение задачи уходит больше времени, но при этом качество существенно выше, а вероятность поломки инструмента практически исключена;
Спецификация по применению
Машинные.
Хвостовик увеличенной длины. Предназначены для закрепления в патроне электро инструмента.
Машино – ручные.
На укороченном хвостовике имеются лыски квадратной структуры. Могут использоваться как в электродрели, так и вручную. Во втором случае применяется специальный вороток – держатель метчиков.
Спецификация по типу отверстия
Для сквозных отверстий.
У таких насадок удлиненный заход (острый кончик рабочей зоны), плавно переходящий в рабочий диаметр. Работать с таким метчиком несложно, с нарезкой может справиться электропривод. После прохода инструмент просто выйдет с противоположной стороны заготовки.
Для глухих отверстий.
Кончик рабочей зоны срезан на манер фрезы. Это позволяет нарезать резьбу практически на всю глубину отверстия. Работать следует с особой осторожностью, поскольку при достижении дна глухого отверстия, застопорившийся метчик может сломаться. По этой причине практикуется ручная нарезка.
Спецификация по типу рабочей зоны
Для работы с различными металлами, форма рабочей зоны (зубцов) может быть прямой, винтовой и с укороченными канавками. Сами зубья располагаются по одной линии или в шахматном порядке. Универсальные конструкции метчиков в мягких и твердых сплавах использоваться не могут.
Потому, если вы хотите правильно нарезать резьбу, используйте инструмент, соответствующий типу металла и отверстия.
При нарезании резьбы метчиками и плашками, необходимо точно подобрать сверло и режущий инструмент под используемый в перспективе винт или шпильку.
Таблица метчиков и сверл для внутренней резьбы
Дело в том, что проходное отверстие и диаметр резьбы должны соответствовать стандартам. Если диаметр отверстия будет слишком большим – глубина канавок получится слишком маленькой, а резьбовое соединение ненадежным.
При малейшей нагрузке резьба будет сорвана. Другая крайность – узкое отверстие под резьбу. В этом случае метчик будет играть роль сверла, а его конфигурация для этого не приспособлена. Очень высока вероятность поломки инструмента.
ВАЖНО! Если нет сверла, точно подходящего по диаметру – делайте отверстие немного меньше положенного, а не больше.
После чего обязательно произведите зенковку, и аккуратно нарезайте резьбу тройным комплектом метчиков.
Как правильно, и без потерь инструмента нарезать резьбу вручную
- Подготовка отверстия. Подбираем сверло в соответствии с таблицей, и аккуратно делаем отверстие.
ВАЖНО! Сверло должно быть острым. В противном случае металл в отверстии будет «отпущен» от температурного воздействия, и резьба получится не такой прочной.
Сверлить лучше на станке. Вход отверстия желательно зенковать. Это облегчит как нарезку, так и последующую закрутку винта.
При изготовлении глухого резьбового соединения – замерьте длину нерабочей части метчика, умножьте эту величину на 2, и добавьте к глубине отверстия. Каким бы подготовленным для таких отверстий не был метчик – нарезать резьбу до самого донышка отверстия не получится;
- Процесс нарезки. При работе руками торопливость ни к чему. Именно поэтому ручная нарезка предполагает комплектные наборы. Не следует для ускорения процесса начинать сразу со следующего номера.
В противном случае резьба получится грубой, с задирами. Так же не следует пренебрегать последним номером. Недорезанная на финишную глубину резьба сулит трудности при закручивании винта, и даже его заклинивание.
Размеры метчиков также разработаны не для экспериментов. Если у вас винт М5, то и на метчике должна быть такая же маркировка. Никаких половинчатых значений не бывает, это все проделки китайских гаражных производителей.
ВАЖНО! Мнение о том, что некая резьба М4,5 будет крепче держать шпильку М5 – ошибочно в принципе.
Тем более что в технических стандартах такого размера резьбы не существует.
Держатель метчика следует крепко взять за обе рукоятки, и прилагать к ним равные усилия. Золотое правило нарезки: +360 градусов, – 180 градусов.
Это означает, что на один полный оборот по ходу резьбы, делается пол оборота назад, для скола и удаления стружки. Пусть вас не обманывает ощущение, что метчик так легко идет. Особенно велик соблазн крутануть побыстрее на финальной стадии. Нарезание внутренней резьбы должно происходить с равномерной скоростью и приложенными усилиями;
- Очистка и проверка. Последний этап – удаление из резьбового отверстия остатков стружки и опилок. Сквозные отверстия прочищаются металлическими ершиками.
Глухие – сначала чистятся жесткой кистью, затем продуваются сжатым воздухом.
После чего в отверстие вкручивается винт, и проверяется качество резьбы. Закручивание должно происходить легко, без усилий. Фиксация винтового соединения при помощи «кривой» резьбы недопустима.
Если что-то пошло не так, или что делать со сломанным метчиком
При неправильной организации работы метчик может сломаться. Причины, приводящие к поломке:
- перекос инструмента;
- несоответствие диаметра отверстия;
- слишком высокая скорость нарезки;
- пренебрежение правилом +360 градусов, -180 градусов.
Если вы не знаете какое предварительное отверстие необходимо сделать в металле чтобы нарезать резьбу и не сломать метчик, скачайте ГОСТ 19257-73, называется он «Отверстия под нарезание метрической резьбы».
Как выкрутить сломанный метчик
Способов на самом деле немного.
- Экстрактор. Классические экстракторы для сломанных болтов и шпилек тут не помогут.
Высверлить отверстие в метчике практически невозможно, по причине его исключительной твердости. Необходимо специальное устройство.
Специальные направляющие заводятся в пазы застрявшего метчика, прижимаются втулкой к стержню, и метчик выкручивается обычным ключом;
- Точечная сварка. К метчику приваривается Г-образный стальной стержень. После прихватывания наконечник легко выкручивается;
- Вытравливание кислотными составами. Если метчик сломался в цветном металле – можно вытравить его кислотой. Применение соляной или серной кислот опасно для здоровья, поэтому необходимо использовать лимонную или щавелевую. В отверстие заливается раствор, и производится нагрев. Метчик интенсивно корродирует, и через какое-то время его можно извлечь.
А в заключение видео информация по нарезанию внутренней резьбы метчиком.
About sposport
View all posts by sposport
Загрузка…Подборка диаметра сверла под резьбу: таблицы и особенности
Любое соединение разъемного типа обязательно предусматривает наличие резьбы. Стоит отметить, что все метизы с наружной резьбой, болты, в частности, можно приобрести где угодно: в строительном супермаркете или на рынке. А вот с резьбой внутреннего типа все гораздо сложнее. Ее следует нарезать своими руками или посредством использования специальных станков.
Сегодня мы расскажем, как правильно подбирать сверла того или иного диаметра под определенную резьбу, также вы сможете ознакомиться с таблицей этих диаметров.
Необходимость подбора сверл для резьбы
Чтобы сделать самостоятельно внутреннюю резьбу, возьмите свою заготовку и просверлите в нем отверстие, которое будет соответствовать по диаметру тому инструменту, который предназначен для нарезки. И каждое из таких отверстий должно строго соответствовать размеру инструмента. Именно для этого нужно внимательно подбирать под резьбу диаметр сверла.
На сегодняшний день в продаже есть сверла с разным диаметром по размеру. Начиная от минимального размера в 0,5 мм и заканчивая крупными коническими сверлами размером порядка 0,05 мм. В зависимости от вида выполняемых работ посредством сверления можно сделать отверстия разного диаметра под те или иные нужды.
Параметры подбора сверла под резьбу: таблица
Если вам нужно просверлить отверстие с большим диаметром, то потребуется брать специальный станок, где сверла оснащены конусными хвостами, а вот обычные сверла оснащены цилиндрическими хвостами. На большом сверле конус имеет пятый размер. Так, параметры конуса напрямую зависят от диаметра сверла, чем больше диаметр сверла, тем больше нужен конус. Например:
- диаметр от 6 до 10 мм;
- требуемый размер конуса от 11 до 22 мм.
Подобрать максимально точно диаметр сверла под ту или иную резьбу можно, опираясь на специальную таблицу подбора размером.
Если есть необходимость создания внутренней резьбы, диаметр отверстия следует выбирать согласно диаметру резьбы и параметров резьбового шага. Эти данные в таблицах обозначены как М8×1, где:
- М – это метрическая резьба;
- цифра – это резьбовой шаг;
- если указано просто М8 и без цифр, то нужно применять стандартный большой шаг. Этот шаг параметра наиболее распространен и подогнан согласно стандартам под большинство размеров сверл.
Диаметры нуждаются в подборе соответствующего отверстия по размеру. Таблица включает перечень наиболее ходовых размеров, с которыми обычно приходится иметь дело в быту при выполнении тех или иных работ.
Классификация резьбы
Внешне резьба похожа на винтовую канавку с постоянным сечением. Всего бывает два ее вида:
- внешние;
- внутренние.
Об этих видах мы уже упоминали ранее. Соединения резьбового типа используется повсеместно. Они нужны для того, чтобы деталь могла вращаться посредством поступательных движений. Без резьбовых соединений трудно представить нормальную работу механизмов или сложных машин. Они бывают также однозаходными или многозаходными.
А по направлению движения своих направляющих они подразделяются на:
- левые;
- правые.
Если говорить о классификации по размерам, то она бывает таких видов:
- метрическая;
- дюймовая;
- трубная.
Метрическая резьба отличается своим особенным треугольным профилем, угол которого составляет 60 градусов. Все параметры резьбы считаются в миллиметрах. Если резьбовой шаг большой, то, как уже упоминалось, мы имеем цифру и буквенное обозначение. Цифра при этом обозначает размер наружного диаметра резьбы, согласно которому можно подбирать то или сверло. Технические чертежи непременно должны включать в себя характеристику резьбы или же ее аналоги. Если метрическую резьбу нужно представить с мелким нестандартным шагом, то нужно прибавить число, которое обозначает шаг.
Еще одна величина угла профиля является специфической для резьбового соединения дюймового типа. Такой угол может быть равен 55 градусам, а величина отверстия исчисляется в дюймах, шаг изменяется количеством нитей.
А трубный резьбовой тип отличается от других своим первоначальным диаметром, который зависит непосредственно от размера отверстия трубы. Нарезка осуществляется в таком случае только наружная.
Особенности резьбовой нарезки
Для резьбовой нарезки используется разное оборудование, например:
- станок сверловочного вида;
- парк токарный;
- разные приспособления для нарезки.
При этом нарезку можно выполнять как механическим способом, так вручную. Например, для внутреннего применения можно использовать специальные резьбовые метчики, а для наружной – плашки. Метчики, как и сверла, подбираются в зависимости от диаметра отверстия. Они подразделяются на следующие категории:
- дюймовые;
- метрические;
- трубные.
В основном комплекты ручных метчиков состоят их трех приспособлений, два из которых нужны для проведения предварительных работ, а последнее является доводочным инструментом, с помощью которого выполняется окончательная форма резьбы и подгон под те или иные размеры. Метчики имеют номера. Если в комплекте с плашкодержателем не три, а два приспособления, то первое является предварительным, а второе чистовым. Изготавливаются метчики на основе высоколегированной стали.
Наружная резьба получается посредством применения плашки. Инструменты эти могут быть круглой или призматической формы. Для круглых плашек используют вороток.
Способы получения внутренней резьбы
Чтобы сделать отверстие в месте, где потребуется выполнение нарезки, нужно сначала выбрать сверло нужного размера.
Для применения метчика его отверстие нужно обработать зенкером, пока не будет получена нужная степень чистоты. При выполнении нарезки металл понемногу выдавливается.
По размеру сверло должно быть несколько больше, чем внутренний резьбовой диаметр этого инструмента.
При нарезке твердость металла не слишком влияет на диаметр отверстия. Но если применяется материал невысокой резьбы, то диаметр отверстия может существенно поменяться. Так, если по величине отверстие и внутренний диаметр сверла точно соответствуют друг другу, то при нарезке материал выдавливается, а его излишки действуют на зубья метчика. При нагревании стружка прилипает, вследствие чего метчик может сломаться, а резьба будет иметь рваные нити.
При работе со сверлами и резьбовыми соединениями, нужно очень тщательно подбирать параметры, чтобы работа в итоге была выполнена качественно. В этом вам помогут специальные таблицы с указанием параметров под ту или иную резьбу и другие ценные советы.
Источник
Нарезание внутренней резьбы.
Просверленное отверстие, в котором нарезают резьбу метчиком, должно быть обработано зенкером или же проточено. При нарезании резьбы материал частично “выдавливается”, поэтому диаметр сверла должен быть несколько больше, чем внутренний диаметр резьбы. Изменение величины отверстия при нарезании резьбы у твердых и хрупких металлов меньше, чем у мягких и вязких металлов.
Если просверлить под резьбу отверстие диаметром, точно соответствующим внутреннему диаметру резьбы, то материал, выдавливаемый при нарезании, будет давить на зубья метчика, отчего они в результате большого трения сильно нагреваются и к ним прилипают частицы металла. Резьба может получиться с рваными нитками, а в некоторых случаях возможна поломка метчика. При сверлении отверстия слишком большого диаметра резьба получится неполной.
Подбор сверл для сверления отверстий под резьбу. Диаметр сверла под нарезание метрической и трубной резьб определяют по справочным таблицам.
Диаметры сверл под нарезание метрической резьбы
с наибольшим шагом
| В материалах обычной вязкости (сталь конструкционная) | В материалах повышенной вязкости (алюминиевые сплавы, латуни, коррозионно-стойкие стали) | |
| М2,5 | 2,05 | 2,1 |
| М3 | 2,5 | 2,6 |
| М4 | 3,3 | 3,4 |
| М5 | 4,2 | 4,3 |
| М6 | 5,0 | 5,1 |
| М8 | 6,8 | 6,9 |
| М10 | 8,5 | 8,7 |
| М12 | 10,2 | 10,4 |
Когда нельзя воспользоваться таблицами, диаметр отверстия под метрическую резьбу приближенно вычисляют по формуле
D = d – Р,
где D – диаметр отверстия, мм; d – диаметр нарезаемой резьбы, мм; Р – шаг резьбы, мм.
Размеры воротка для закрепления метчика выбирают в зависимости от диаметра метчиков. Общую длину и диаметр ручки воротка определяют по следующим установленным практикой формулам (мм):
L = 20D + 100,
d = 0,50 + 5,
где L – длина воротка, мм; D – диаметр метчика, мм; d – диаметр рукоятки воротка, мм.
После подготовки отверстия под резьбу и выбора воротка заготовку закрепляют в тисках и в ее отверстие вставляют вертикально метчик по угольнику (рисунок 268, а).
Прижимая левой рукой вороток к метчику, правой поворачивают его вправо до тех пор, пока метчик не врежется на несколько ниток в металл и не займет устойчивое положение, после чего вороток берут за рукоятку двумя руками и вращают с перехватом рук через каждые пол-оборота.
В целях облегчения работы вороток с метчиком вращают не все время по направлению часовой стрелки, а один-два оборота вправо и пол-оборота влево и т. д. Благодаря такому возвратно-вращательному движению метчика стружка ломается, получается короткой (дробленой), а процесс резания значительно облегчается.
Рисунок 29 – Нарезание внутренней резьбы: а – установка метчика, б – процесс нарезания
Закончив нарезание, вращением воротка в обратную сторону вывертывают метчик из отверстия, затем прогоняют его насквозь.
Метчиком вручную изготовляют резьбу по 6 – 10 квалитетам.
Правила нарезания резьбы метчиком:
– при нарезании резьбы в глубоких отверстиях, в мягких и вязких металлах (медь, алюминий, бронза и др.) метчик необходимо периодически вывертывать из отверстия и очищать канавки от стружки;
– нарезать резьбу следует полным набором метчиков. Нарезание резьбы сразу средним метчиком без прохода черновым, а затем чистовым не ускоряет, а, наоборот, затрудняет работу; резьба в этом случае получается недоброкачественной, а метчик может сломаться. Средний и чистовой метчики вводят в отверстие без воротка и только после того, как метчик пройдет правильно по резьбе, на головку надевают вороток и продолжают нарезание резьбы;
– глухое отверстие под резьбу нужно делать на глубину, несколько большую, чем длина нарезаемой части, с таким расчетом, чтобы рабочая часть метчика немного вышла за пределы нарезаемой части. Если такого запаса не будет, резьба получится неполной;
– в процессе нарезания необходимо тщательно следить за тем, чтобы не было перекоса метчика; для этого надо через каждые 2 – 3 нарезанные нитки проверять с помощью угольника положение метчика по отношению к верхней плоскости изделия.
Нарезание наружной резьбы.Наружную резьбу нарезают плашками вручную и на станках.
В зависимости от конструкции плашки подразделяют на круглые, накатные, раздвижные (призматические).
Круглые плашки (лерки) изготовляют цельными и разрезными.
Цельная плашка 7 (рисунок 30, а) представляет собой стальную закаленную гайку, в которой через резьбу 2 прорезаны сквозные продольные отверстия, образующие режущие кромки и служащие для выхода стружки. С обеих сторон плашки имеются заборные части 3 длиной 11/2 – 2 нитки. Эти плашки применяют при нарезании резьбы диаметром до 52 мм за один проход.
Диаметры цельных круглых плашек предусмотрены стандартом для основной метрической резьбы – от 1 до 76 мм, для дюймовой – от 1/4 до 2″, для трубной – от 1/8 до 11/2“.
Круглые плашки при нарезании резьбы вручную закрепляют в специальном воротке.
Рисунок 30 – Цельная плашка: 1 – плашка, 2 – резьба, 3 – заборная часть
Раздвижные (призматические) плашки в отличие от круглых состоят из двух половинок, называемых полуплашками. На каждой из них указаны размер наружной резьбы и цифра 1 или 2 для правильного закрепления в приспособлении (клуппе). На наружной стороне полуплашек имеются угловые канавки (пазы), которыми они устанавливаются в выступы клуппа.
Для равномерного распределения давления винта на полуплашки во избежание перекоса между полуплашками и винтом помещают сухарь.
Раздвижные (призматические) плашки изготовляют комплектами по 4 -5 пар в каждом; каждую пару по мере необходимости уставляют в клупп. Раздвижные плашки изготовляют для метрической резьбы диаметром от Мб до М52 мм, для дюймовой – от 1/4 до 2″ и для трубной резьбы – от 1/8 до 13/4 “.
Нарезание наружной резьбы. При нарезании резьбы плашкой надо иметь в виду, что в процессе образования профиля резьбы металл изделия, особенно сталь, медь и др., “тянется”, диаметр стержня увеличивается. Вследствие этого усиливается давление на поверхность плашки, что приводит к ее нагреву и прилипанию частиц металла, поэтому резьба получается рваной.
Рисунок 31 – Раздвижные призматические плашки: а – полуплашки, б – клупп, в – нарезание резьбы; 1 – рамка, 2 – ручки, 3 – полуплашки,
4 – сухарь, 5 – винт
При выборе диаметра стержня под наружную резьбу следует руководствоваться теми же соображениями, что при выборе отверстий под внутреннюю резьбу. Хорошее качество резьбы можно получить в случае, если диаметр стержня на 0,3 – 0,4 мм меньше наружного диаметра нарезаемой резьбы. Если диаметр стержня будет значительно меньше требуемого, то резьба получится неполной; если же диаметр стержня будет больше, то плашка или не сможет быть навинчена на стержень и конец стержня будет испорчен, или во время нарезания зубья плашки вследствие перегрузки могут сломаться.
При нарезании резьбы плашкой вручную стержень закрепляют в тисках так, чтобы выступающий над уровнем губок конец его был на 20 – 25 мм больше длины нарезаемой части (рисунок 32). Для обеспечения врезания на верхнем конце стержня снимают фаску.
Затем на стержень накладывают закрепленную в клупп плашку и с небольшим нажимом вращают клупп так, чтобы плашка врезалась примерно на 1-2 нитки. После этого нарезаемую часть стержня смазывают маслом и вращают клупп с равномерным давлением на обе рукоятки так, как при нарезании метчиком, т. е. один-два оборота вправо и пол-оборота влево.
Рисунок 32. Нарезание резьбы плашкой
Для предупреждения брака и поломки зубьев плашки необходимо следить за перпендикулярным положением плашки по отношению к стержню: плашка должна врезаться в стержень без перекоса.
Нарезанную внутреннюю резьбу проверяют резьбовыми калибрами-пробками, а наружную – резьбовыми микрометрами или резьбовыми калибрами-кольцами и резьбовыми шаблонами.
Узнать еще:
Диаметр сверла под резьбу: рекомендации, таблица
Статьи
Главная › Новости
Опубликовано: 04.09.2018
Ни одно разъемное соединение не может существовать без резьбового сочленения деталей. Надо сказать, что любые метизы, имеющие наружную резьбу, например болты, можно купить в любом специализированном магазине. С внутренней все намного сложнее. Она нарезается вручную или на специальных станках.
Классификация резьб.
Чтобы ее получить, необходимо сначала просверлить в заготовке отверстие, которое должно соответствовать диаметру инструмента, предназначенного для нарезки. Каждое такое отверстие требует определенного размера инструмента. Именно для этого подбирается диаметр сверла под резьбу.
Промышленность выпускает диаметры сверл совершенно разного размера. Он может начинаться с минимума, равного 0,5 мм, и заканчиваться большими коническими сверлами, размеры которых равны, как правило, 0,05 мм. Следовательно, сверлением можно получить самые разные отверстия, необходимые для выполнения технологического процесса.
Основные характеризующие параметры
Когда требуется сделать отверстия, имеющие большой диаметр, применяются специальные станки, в которых сверла сделаны с конусным хвостом. Все обыкновенные сверла имеют цилиндрический хвост. Конус большого сверла соответствует пятому размеру. Размеры конуса находятся в прямой зависимости от размера сверл. Большой диаметр сверл требует наличия большого конуса. Вот ориентировочные данные:
Диаметр: 6-10 мм, конус: 11-22 2 мм.
Таблица подбора диаметра сверла под рузьбу.
Самые большие сверла обязательно имеют пятый конус. Когда необходимо сделать внутреннюю резьбу, диаметр отверстия подбирается по диаметру резьбы и величине резьбового шага. В инженерных чертежах такие данные показываются надписью М8×1. В этом случае буква «М», показывает метрическую резьбу, цифра обозначает шаг резьбы. Когда просто пишут «М8», без цифр, подразумевается применение стандартного крупного шага. Такой резьбовой шаг наиболее предпочтителен, так он стандартизован для большинства размеров.
Каждый диаметр требует наличие определенного размера отверстия. Для определения применяется специальная таблица, в которой указаны самые ходовые размеры. С ними сталкивается любой слесарь или домашний умелец.
Нарезание резьбы: рекомендации
Своим внешним видом резьба напоминает винтовую канавку, имеющую постоянное сечение. Резьба имеет два вида:
наружная; внутренняя.Резьбовые соединения применяются практически везде. С их помощью можно придать вращению детали поступательное движение. Любой механизм, любая сложная машина не могут обойтись без резьбовых сочленений.
Она подразделяется на несколько групп:
однозаходная; многозаходная.Направление движения направляющих влияет на разделение резьбы на два вида:
левая; правая.Нарезание резьбы метчиком.
Имеется также подразделение резьбы на несколько видов согласно имеющейся системе размеров:
трубная; метрическая; дюймовая.Характеризует метрическую резьбу своеобразный профиль, имеющий вид треугольника. Его угол достигает 60°. Все измерения размеров проводят в миллиметрах. При большом шаге она маркируется цифрами с добавлением буквенного обозначения. Обычно цифры демонстрируют величину наружного диаметра. Каждый технический чертеж обязательно показывает характеристику резьбы типа «М6» или ее аналог. Когда хотят метрическую резьбу показать с нестандартным мелким шагом, специально добавляют число, показывающее шаг. Маркировка выглядит следующим образом: М6×0,6.
Другая величина угла профиля отличает специальную дюймовую резьбу. Он обычно достигает 55°. Величина отверстия показывается в дюймах, количеством ниток измеряется шаг.
Основным отличием трубной резьбы считается ее первоначальный диаметр, который базируется на размере трубного отверстия. В этом случае нарезка делается только снаружи.
Чтобы выполнить операцию нарезки, пользуются самым разным оборудованием, таким как:
сверловочный станок; токарный парк; резьбонарезные приспособления.Кроме механизированных способов, нарезка очень часто делается вручную. Чтобы получить внутреннюю резьбу, слесаря используют особые резьбовые метчики. Нарезка снаружи делается с помощью плашек.
Таблица выбора метчиков для нарезания резьбы.
Метчики также подразделяются на несколько групп:
метрические; дюймовые; трубные.В большинстве случаев ручные метчики выпускаются в комплекте, куда входит три предмета. Первые два предназначены для предварительной операции, последний считается доводочным. Он создает окончательную резьбовую форму и нужные размеры. Абсолютно каждый метчик имеет свой номер, который маркирован на хвосте инструмента. Иногда метчиков бывает только два. Тогда один считается предварительным, а другой — чистовым. Материалом для метчиков служит высоколегированная сталь.
Применяя плашку, получают наружную резьбу. По своей конструкции этот инструмент делится на:
круглые; призматические.Для абсолютно круглых плашек применяется специальный вороток, получивший название плашкодержатель.
Как можно получить внутреннюю резьбу?
Необходимо сначала подобрать нужный размер сверла, чтобы проделать отверстие в том месте, где требуется нарезка.
Чтобы пользоваться метчиком, отверстие обрабатывают зенкером до получения определенной чистоты. Когда выполняется нарезка, происходит небольшое выдавливание материала.
Поэтому размер сверла нужно подбирать немного больше, чем его внутренний резьбовой диаметр.
Очень твердый металл не позволяет сильно изменяться величине отверстия, когда нарезается резьба.
Однако, когда материал имеет невысокую твердость, размер отверстия сильно меняется. Если величина отверстия совпадет с внутренним резьбовым диаметром, то начнет происходить выдавливание материала во время нарезки. Его излишки начнут воздействовать на зубья метчика. Они начнут нагреваться, начнет прилипать стружка. Такая резьба будет иметь рваные нитки, не исключена поломка метчика.
Чтобы определить диаметр сверла, необходимо обратиться к помощи специальных таблиц, в которых указаны все необходимые параметры. Удачи!
Новости
Бампера нива урбан Знаете, сколько времени было отпущено внедорожнику ВАЗ-2121? До 2006 года. Незадолго до 30-летия легендарная «Нива» должна была отправиться на покой. Но не отправиласьБампер передний киа спортейдж 3 Отсоединение фиксаторов крепления нижней крышки (A) снимаем блок-фары, поворотники и фонари противотуманки; Отсоединение ЛЕВОЙ противотуманной фары (A) и указателя поворота (B) Отсоединение ПРАВОЙ противотуманнойЗадний бампер лансер 9 На японском автомобиле Mitsubishi Lancer 9 и 10 бампер является не только функциональной защитой, но и продолжением кузова и, даже элементом тюнинга. Он поглощает часть энергии при столкновении, в немВаз 12 Производство модели началось с 1999 года с укороченным (по сравнению с ВАЗ-2110) до 4170 мм пятидверным кузовом хэтчбек (объём багажника 400 л), за счёт чего у машины более чёткие реакции наБампер задний шевроле нива Для замены переднего бампера на Шеви Нива потребуется: ключи «на 8», «на 10», «на 13», ключ для гаек колес, отвертка. Как все инструменты подготовлены снимите передние колеса с автомобиля и передниеВес ваз 2101 Технические характеристики данного автотранспорта зависят от изношенности и пробега, определяемого, естественно, в километраже. Если регулярно проводить автомобиль через СТО, вовремя менять масло, ухаживатьIntegrated Publishing – Ваш источник военных спецификаций и образовательных публикаций
Integrated Publishing – Ваш источник военных спецификаций и образовательных публикаций
Администрация – Навыки, процедуры, обязанности военнослужащих и т. Д.
Продвижение – Военное продвижение по службе книги и др.
Аэрограф / Метеорология
– Метеорология
основы, физика атмосферы, атмосферные явления и др.
Руководство по аэрографии и метеорологии ВМФ
Автомобили / Механика – Руководства по техническому обслуживанию автомобилей, механика дизельных и бензиновых двигателей, руководства по автомобильным запчастям, руководства по запчастям дизельных двигателей, руководства по запчастям для бензиновых двигателей и т. Д.
Автомобильные аксессуары |
Перевозчик, Персонал |
Дизельные генераторы |
Механика двигателя |
Фильтры |
Пожарные машины и оборудование |
Топливные насосы и хранилище |
Газотурбинные генераторы |
Генераторы |
Обогреватели |
HMMWV (Хаммер / Хаммер) |
и т.п…
Авиация – Принципы полета,
авиастроение, авиационная техника, авиационные силовые установки, руководства по авиационным деталям, руководства по деталям самолетов и т. д.
Руководства по авиации ВМФ |
Авиационные аксессуары |
Общее техническое обслуживание авиации |
Руководства по эксплуатации вертолетов AH-Apache |
Руководства по эксплуатации вертолетов серии CH |
Руководства по эксплуатации вертолетов Chinook |
и т.д …
Боевой – Служебная винтовка, пистолет
меткая стрельба, боевые маневры, органическое вспомогательное оружие и т. д.
Химико-биологические, маски и оборудование |
Одежда и индивидуальное снаряжение |
Инженерная машина |
и т.д …
Строительство – Техническое администрирование,
планирование, оценка, календарное планирование, планирование проекта, бетон, кладка, тяжелые
строительство и др.
Руководства по строительству военно-морского флота |
Агрегат |
Асфальт |
Битуминозный распределитель кузова |
Мосты |
Ведро, раскладушка |
Бульдозеры |
Компрессоры |
Обработчик контейнеров |
Дробилка |
Самосвалы |
Земляные двигатели |
Экскаваторы | и т.п…
Дайвинг – Руководства по дайвингу и утилизации разного оборудования.
Чертежник – Основы, приемы, составление проекций, эскизов и др.
Электроника – Руководства по обслуживанию электроники для базового ремонта и основ. Руководства по компьютерным компонентам, руководства по электронным компонентам, руководства по электрическим компонентам и т. Д.
Кондиционер |
Усилители |
Антенны и мачты |
Аудио |
Аккумуляторы |
Компьютерное оборудование |
Электротехника (NEETS) (самая популярная) |
Техник по электронике |
Электрооборудование |
Электронное общее испытательное оборудование |
Электронные счетчики |
и т.п…
Инженерное дело – Основы и приемы черчения, черчение проекций и эскизов, деревянное и легкое каркасное строительство и т. Д.
Военно-морское дело |
Программа исследования прибрежных заливных отверстий в армии |
так далее…
Еда и кулинария – Руководства по рецептам и оборудованию для приготовления пищи.
Логистика – Логистические данные для миллионов различных деталей.
Математика – Арифметика, элементарная алгебра, предварительное исчисление, введение в вероятность и т. д.
Медицинские книги – Анатомия, физиология, пациент
уход, оборудование для оказания первой помощи, аптека, токсикология и др.
Медицинские руководства ВМФ |
Агентство регистрации токсичных веществ и заболеваний
MIL-SPEC – Государственные стандарты MIL и другие сопутствующие материалы
Музыка – мажор и минор масштабные действия, диатонические и недиатонические мелодии, ритм биения, пр.
Ядерные основы – Теории ядерной энергии,
химия, физика и др.
Справочники DOE
Фотография и журналистика
– Теория света,
оптические принципы, светочувствительные материалы, фотографические фильтры, копия
редактирование, написание статей и т. д.
Руководства по фотографии и журналистике военно-морского флота |
Армейская фотография Полиграфия и пособия по журналистике
Религия – Основные религии мира, функции поддержки поклонения, венчания в часовне и т. д.
Выбор правильного сверла для метчика
Большинство из нас знакомы с упрощенной формулой для расчета размера сверла для метчика.TD = MD – 1 / P
где:
TD = диаметр метчика (дюймы)
MD = основной диаметр метчика / винта (дюймы)
P = шаг резьбы (tpi)
Эта формула является быстрой и удобно, но при этом не учитывается глубина резьбы (DOT), которая обычно выражается в процентах. Если вы нажимаете трудный материал (например, морскую бронзу), использование DOT меньшего размера, чем у этой простой формулы, спасет вас от множества сломанных метчиков.
Есть формула, которая учитывает DOT.
TD = MD – 0,013 * DOT / P
Мы видим, что приведенная выше упрощенная формула заменила 0,013 * DOT на единицу, «1», например,
0,013 * DOT = 1
Решение этого уравнения для доходности DOT DOT = 1 / 0,013 = 77%. Другими словами, простая формула всегда дает диаметр сверла для метчика, подходящего для 77% DOT.
Если вы хотите менее 77% DOT, используйте формулу выше. Например, если я хочу пробить отверстие 1 / 4-20 в манаганской бронзе с DOT 55%, я бы вычислил:
TD = 0.25 – 0,013 * 55/20 = 0,25 – 0,03575 = 0,214 дюйма (сверло № 3)
, тогда как простая формула дает 0,25 – 0,05 = 0,2 (сверло № 7).
Ниже приведена диаграмма из моей программы DRILL с некоторыми рекомендуемыми точками для типичных материалов.
НЕОБРАБОТАННАЯ И НЕОБРАБОТАННАЯ СТАЛЬ 60-65
ВЫСОКОУГЛЕРОДНАЯ СТАЛЬ 50
ВЫСОКОСКОРОСТНАЯ СТАЛЬ 55
НЕРЖАВЕЮЩАЯ СТАЛЬ 50
НЕРЖАВЕЮЩАЯ СТАЛЬ 60
ЧУГУН 70-75
ГРАФИРОВАННЫЙ АЛЮМИНИЙ 65
ГЕРМЕТИЧНЫЙ АЛЮМИНИЙ 75
ГЕРМЕТИЧНЫЙ АЛЮМИНИЙ 75
ЖЕЛТАЯ ЛАТУНЬ 70
НАТУРАЛЬНАЯ ЛАТУНЬ 65
МАРГАНОВАЯ БРОНЗА 55
МОНЕЛЬ МЕТАЛЛ 55-60
НИКЕЛЬ СЕРЕБРО (НЕМЕЦКИЙ СЕРЕБРО) 50-60
Еще один комментарий по этой теме… Я встречал множество новичков, которые по какой-то причине не могли решить, какой размер отверстия просверлить / просверлить перед нарезанием внутренней резьбы на токарном станке. Отверстие, которое вы просверлили, такого же размера, как если бы у вас был метчик подходящего размера. Используйте формулу выше, и все готово.
Мы не можем найти эту страницу
(* {{l10n_strings.REQUIRED_FIELD}})
{{l10n_strings.CREATE_NEW_COLLECTION}} *
{{l10n_strings.ADD_COLLECTION_DESCRIPTION}}
{{l10n_strings.COLLECTION_DESCRIPTION}} {{addToCollection.description.length}} / 500 {{l10n_strings.TAGS}} {{$ item}} {{l10n_strings.PRODUCTS}} {{l10n_strings.DRAG_TEXT}}{{l10n_strings.DRAG_TEXT_HELP}}
{{l10n_strings.LANGUAGE}} {{$ select.selected.display}}{{article.content_lang.display}}
{{l10n_strings.AUTHOR}}{{l10n_strings.AUTHOR_TOOLTIP_TEXT}}
{{$ select.selected.display}} {{l10n_strings.CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON}} {{l10n_strings.CREATE_A_COLLECTION_ERROR}}Как сверлить и нарезать резьбу по металлу | AutoDrill
Нарезание отверстия в металлической детали часто может устранить необходимость в гайке. Вместо того, чтобы пропустить болт через металлическую часть и надеть гайку с обратной стороны, иногда можно вбить резьбу прямо в металлическую часть и просто затянуть крепеж.Нарезание резьбы по металлу создает в нем резьбу. Затем вы можете вставить в эти нитки резьбовую застежку.
Для создания правильной резьбы в металле необходимо просверлить в металле отверстие нужного размера. Чтобы определить отверстие правильного размера для сверления в металле, вам нужно будет сослаться на таблицу сверл и метчиков, например, по этой ссылке:
ТАБЛИЦА СВЕРЛЕНИЯ И НАРЕЗАНИЯ НАРЕЗАНИЯ
Основные инструкции по нарезанию резьбы
Найдите размер крепежа, который необходимо установить в металле.Определите размер резьбы и шаг на диаграмме сверла и метчика. (Размер застежки обычно отображается в левой части таблицы.)
Поместите металлический предмет на устойчивую рабочую поверхность. Помните, что правильно закрепленная заготовка является безопасной. При сверлении и нарезании резьбы детали могут вращаться, двигаться или даже подниматься на инструмент, вызывая повреждения или, что еще хуже, травмы!
Выберите «сверло» из набора, которое соответствует размеру, рекомендованному в таблице, которую мы предоставили.Закрепите инструмент в дрели и наденьте защитные очки и другое защитное снаряжение.
Просверлите отверстие в металле или сквозь него, в зависимости от типа металла и области применения. Обильно нанесите смазочно-охлаждающую жидкость на «сверло» во время сверления, чтобы смазать и охладить сверло. Помните, что более низкие обороты лучше, чем более высокие. Слишком быстро вы повредите «сверло» или, возможно, даже свою деталь.
Выберите в наборе метчик метчик, соответствующий размеру крепежа, который вы будете устанавливать в металл, и закрепите метчик ключом для метчика с тройниковой рукояткой.
Смажьте метчик смазочно-охлаждающей жидкостью. Нанесите немного жидкости на отверстие, в которое нужно нарезать резку. Совместите кран с просверленным отверстием в металле. Начните продевать отверстие в металле, поворачивая ключ для метчика с тройниковой рукояткой по часовой стрелке для отверстия с правой резьбой или против часовой стрелки для отверстия с левой резьбой. Убедитесь, что метчик находится прямо напротив отверстия, чтобы застежка сидела правильно.
Измените направление поворота ключа для смесителя с тройниковой рукояткой, если и когда вы чувствуете, что сопротивление от крана увеличивается.Это сломает стружку и стружку, идущую от металла. Это упрощает процесс нарезания резьбы по металлу.
ВАЖНАЯ ИНФОРМАЦИЯ: Убедитесь, что давление на кран сведено к минимуму. вы хотите нажимать только при запуске крана. С этого момента вы должны убедиться, что вы только поворачиваете кран, а не наклоняете его из стороны в сторону и не нажимаете. Некоторые метчики твердые и хрупкие для резки сложных металлов. Это означает, что они очень легко защелкнутся, особенно метчики меньшего диаметра.
Чем меньше размер держателя смесителя с Т-образной ручкой, тем лучше. Использование большего размера часто приводит к поломке кранов. Пока вы можете удобно поворачивать кран, у вас все в порядке. Следите за тем, чтобы кран не изгибался или не перекручивался во время движения. Если это произойдет, добавьте еще жидкости, измените вращение на один-два оборота, чтобы удалить стружку, и продолжайте движение вниз.
Снимите метчик с металла, вытрите жидкость для резки и нарезания резьбы с поверхности металла и вставьте резьбовой фиксатор в новое резьбовое отверстие в металле, чтобы убедиться, что резьба нарезана правильно.
Если резьбовой фиксатор не входит в отверстие, поищите в отверстии мусор или металлическую стружку и очистите их. Почти никогда не нужно повторно обрезать резьбу, если только ваш метчик не того размера или сильно поврежден.
СВЯЖИТЕСЬ С НАМИ, чтобы обсудить вашу заявку и получить оперативную информацию о стоимости продукта, литературу и техническую помощь.
Сверло какого размера для метчика 1/4 “20
Если вы купите что-то по ссылке в наших сообщениях, мы можем получить небольшую долю от продажи.
В доме такое случается нечасто, но иногда нужно вбивать новые нитки в металл. При сверлении начального отверстия перед нарезанием резьбы оно должно быть меньше метчика, но достаточно большим, чтобы метчик разрезал края. Один из наиболее распространенных размеров – это четверть дюйма с резьбой 20 на дюйм, поэтому вам нужно знать, какой размер сверла для метчика 1/4 ″ 20.
Сверло какого размера для метчика 1/4 ″ 20?
Лучшее сверло общего размера для резьбы 1/4 ″ 20 – это сверло №7 с размером 13/64 дюйма.
Концепция нарезания резьбы относительно проста, но на практике она может усложняться.
- Если отверстие слишком маленькое, резьба будет заходить слишком далеко в центр, что затрудняет ввинчивание болта в отверстие.
- Если просверленное отверстие слишком велико, болт не будет достаточно хорошо сопрягаться с резьбой.
Из этого правила могут быть исключения, когда речь идет о твердости просверливаемого материала, которая может повлиять на размер метчика, который вы будете использовать.
Стандартное сверло для метчика составляет 75% для средних или более мягких материалов, но вы можете сделать 50% для более твердых материалов, которые требуют более плотного соединения с винтом или болтом.
Более твердые материалы могут включать сталь, нержавеющую сталь и железо. Для более мягких материалов вы выбираете алюминий, пластик, латунь и другие материалы. Если вы не уверены, обязательно ознакомьтесь с инструкциями производителя, чтобы выбрать сверло подходящего размера для вашего конкретного случая использования.
При нарезании резьбы более твердых материалов вы можете использовать более тонкую резьбу 50%.Это может изменить размер вашего сверла – , рекомендуемый размер сверла для метчика 1/4 ″ 20 при использовании сверла для метчика 50% составляет 7/32 дюйма.
Вот разные размеры сверл при разной резьбе на дюйм для винтов 1/4 ″:
| Размер винта | Резьба на дюйм | Размер сверла 75% Резьба | Размер сверла 9024 9024 902 9016 5024 9024 1/4 “ | 20 | # 7 | 7/32 |
| 1/4 ” | 28 | # 3 # 3 | ||||
| 1/4 “ | 32 | 7/32 | # 1 |
Как видите, есть некоторые общие черты, но есть и различия в размерах сверло для использования при учете резьбы на дюйм.Как правило, чем больше резьба на дюйм и чем тоньше резьба, тем больше (немного) должно быть просверленное отверстие, в которое вы будете нарезать резьбы.
Другие особенности сверления 1/4 ″ 20 метчиков
При сверлении любого типа материала для нарезания резьбы обязательно заранее решите, будете ли вы нарезать резьбу 50% или 75%. Это может измениться в зависимости от твердости материала, поэтому, если вы можете сначала просверлить кусок лома, это может дать вам лучшее представление о том, как вам следует постучать.
Как сверлить для нарезания резьбы
Когда вы решили, какой размер сверла использовать, вам нужно будет перейти к процессу сверления. При сверлении металла вам нужно закрепить этот материал как минимум двумя зажимами, чтобы уменьшить вероятность вращения металла и, возможно, травмы. Наденьте защитные очки и подумайте также о толстых перчатках.
Сначала вам нужно отметить область для бурения. Используйте малярный скотч или малярный скотч, чтобы не только оставить красивую область для отметки, но и удержать ступенчатое сверло на одном месте.Использование керна с молотком также поможет, оставив отверстие для сверла, чтобы оно могло упираться в него. Если сверлят в тонком или гибком материале, убедитесь, что он имеет твердую основу, чтобы вы не деформировали его.
Убедитесь, что ваше сверло полностью перпендикулярно под углом 90 градусов к материалу, который вы сверляете. Любой созданный угол может создать проблемы как при нарезании резьбы, так и при ввинчивании болтов. По возможности используйте дрель или направляющую для ручной дрели. Используйте смазочно-охлаждающую жидкость и регулярно затачивайте сверла, старайтесь не допускать перегрева сверла.
Как использовать 1/4 ″ 20 отводной кран
Целью нарезания резьбы является создание резьбового отверстия для винта или болта, поэтому всегда держите болт наготове для визуального сравнения, чтобы вы двигались в правильном направлении.
После того, как начальное отверстие просверлено, сначала нужно очистить край отверстия от заусенцев и удалить все острые края. Кроме того, добавление фаски на этом этапе упростит нарезание резьбы. С помощью специальных сверл легко снимать фаски, но можно использовать и обычные сверла.
Обязательно удалите стружку, пыль и другой мусор, который мог скопиться в отверстии или вокруг него.
При установке смесителя полезно использовать направляющую на 90 °. Когда мы добавляем такое сильное давление вниз к отверстию и инструменту, над которым мы работаем, его легко наклонить в сторону, что приведет к изогнутому метчику. Используйте руководство и не торопитесь.
Клев
Один из способов нарезания резьбы в отверстии называется «клевание». Этот процесс включает в себя движение вперед на небольшое расстояние, а затем отступление.Это помогает предохранить метчик или сверло от перегрева или даже поломки из-за экстремального крутящего момента, используемого для прохождения металла.
Наиболее распространенная форма клевания заключается в том, чтобы повернуть кран на полный оборот, а затем на пол-оборота. Чтобы быть еще более осторожным, вы можете сделать полный оборот, полностью снять кран, очистить отверстие, сделать два оборота и повторять, пока отверстие не будет полностью нарезано. Это займет довольно много времени, но обеспечит наиболее равномерное нарезание резьбы.
Заключение
Выбор сверла правильного размера для метчика 1/4 ″ 20 зависит от грубости резьбы, которую вы будете нарезать, которая, в свою очередь, зависит от твердости материала, через который вы будете сверлить.Примите решение заранее и попробуйте использовать подручные материалы, если таковые имеются, чтобы иметь под рукой нужные инструменты.
Tap Tree – Tap My Trees – Шугаринг клена для любителей
Tap Maple Trees at Home – Tap Trees
Когда нажимать на клены
Обычно сок начинает течь между серединой февраля и серединой марта. Точное время года зависит от того, где вы живете, и от погодных условий. Сок течет, когда дневная температура поднимается выше нуля (32 градуса по Фаренгейту / 0 по Цельсию), а ночная температура опускается ниже нуля.Повышение температуры создает давление в дереве, вызывая сокодвижение. Это в основном передача сока от дерева над землей и корневой системы под землей. Сок обычно течет от 4 до 6 недель, причем лучший сок образуется в начале сезона сокодвижения.
Выберите клены для касания
Пришло время вытащить карту двора, на которой вы определили свои клены, включая их тип. Рекомендуемый порядок выбора кленов для получения более высокого содержания сахара: сахарный, черный, красный, серебристый.Выбирайте зрелые (не менее 12 дюймов в диаметре) и здоровые деревья. Это дерево на краю вашей дороги, исцеляющееся от прямого удара машины, не является идеальным кандидатом для постукивания. Кроме того, выберите деревья, которые больше всего подвержены солнечному свету. Если у вас ограниченное количество доступных кленов, вы можете нажать на конкретное дерево два или три раза, в зависимости от его размера. Следуя этим рекомендациям, здоровое дерево будет поддерживать несколько нажатий:
Чистое оборудование
Каждый сезон перед использованием очищайте ведро со слитками и крышки.Смешайте 1 часть бытового отбеливателя без запаха (например, Clorox® Regular-Bleach) с 20 частями чистой воды, используйте щетку или ткань для чистки ваших принадлежностей. Трижды промойте все горячей водой.
Соберите оборудование
А теперь азарт начинается. Погодные условия идеальные, и вы отправляетесь во двор, чтобы постучать по своему первому дереву. Возьмите дрель (с прикрепленным сверлом), молоток, шпильки, крюки, ведра и крышки. Не забывайте фотоаппарат, чтобы запечатлеть момент.
Нажмите на дерево
Высота отверстия под смеситель должна быть удобной для вас и позволяющей легко собирать.Рекомендуется высота около 3 футов. Если по дереву постукивали в предыдущие сезоны, не стучите в пределах 6 дюймов от бывшего отверстия для летки. В идеале летка должна располагаться выше большого корня или ниже большой ветки на южной стороне дерева. Если на одном дереве должно быть размещено несколько кранов, распределите отверстия для смесителей по окружности дерева. Обязательно избегайте любых поврежденных участков дерева.
Комбинированные сверла для метчиков– плюсы и минусы?
Если вы покупаете что-то по нашим ссылкам, ToolGuyd может получать партнерскую комиссию.
Читатель обратился за советом по поводу комбинированных сверл для метчиков. Этот тип насадки для электроинструмента имеет одновременно сверлильный наконечник и резьбонарезные канавки.
Обычно я связываю комбинированные сверла для метчиков с листовым металлом или более тонкой пластиной.
Иаков написал:
Я собираюсь купить набор комбинированных сверл для сверл и метчиков. Ты думаешь, это хорошая идея? Было бы лучше купить набор для нарезания резьбы и просто сверлить обычными сверлами.
Я думал, как ответить на вопрос Джейкоба, но нет правильного ответа.
Как работают комбинированные сверла для метчиков?
Вот небольшая видеодемонстрация метчиков Dewalt с прошедшего медиа-мероприятия:
Комбинированные сверла для метчиков
Смена инструмента не требуется.
Нет необходимости в сверлах специального размера.
Никаких гаечных ключей или других принадлежностей не требуется, только аккумуляторная дрель или ударный отвертка (если она рассчитана на ударную нагрузку).
Комбинированное сверло для метчиков Cons
Может использоваться только с более тонкими материалами.
Универсальный размер означает, что вы не можете подобрать размер сверла для материала или области применения.
Я видел жалобы на поломку.
Рекомендации по заготовке
Некоторые производители рекомендуют использовать сверла для метчиков в большинстве металлических материалов с резьбой, толщина которых до 2 раз превышает желаемый диаметр резьбового отверстия.
Настройки ToolGuyd
Комбинированные сверла для метчиков кажутся удобными для портативных наборов инструментов, когда вы можете столкнуться с быстрой задачей, для которой в противном случае потребовались бы здоровенный набор для метчика и сверла.
Лично я не использую их для обычных задач нарезания резьбы, я использую отдельные сверла и ручные или спиральные метчики.
Мне кажется, что комбинированные инструменты лучше подходят для определенных строительных или ремонтных задач, но я предпочитаю отдельные инструменты для заводских работ.
Это один из тех вопросов, на которые мне трудно ответить, не зная больше. Я бы предпочел сначала установить метчик и сверло, а потом подобрать комбинированный метчик и сверло, если возникнет необходимость.
В этом отношении мне нравятся метчики для пробок, донных, конических и спиральных метчиков тех размеров, которые я использую чаще всего, а также несколько стандартных размеров сверл для метчиков, а также полный набор калибров для проволоки и сверл с буквами на всякий случай. Мне нужно отклоняться в определенных материалах. Наличие сверл для проволоки и сверл с буквами также пригодится для сверления отверстий с зазором различных размеров.
Irwin прислал набор метчиков и штампов Hanson несколько лет назад, и хотя я немного им пользовался, у меня все еще есть очень твердые предпочтения, когда дело доходит до сверл и ручных метчиков.
Дело в том, что хорошие метчики и сверла могут быть дорогими. Ремонтный набор «все в одном» пригодится в тех случаях, когда я не уверен, что мне понадобится, и когда я сталкиваюсь с ситуацией, когда имеющийся под рукой инструмент не покрывает все размеры, которые мне нужны.
Набор комбинированных сверл для метчиков может быть интересным первым выбором, но его пригодность полностью зависит от намерений пользователя.
Для дополнительных преимуществ многие комбинированные сверла для метчиков могут выполнять сверление, нарезание резьбы и зенковку за одну операцию.Если аксессуары подходят по размеру заготовки, их сложно превзойти в одноэтапной операции, которую они позволяют. Использование отдельных инструментов и принадлежностей потребует гораздо больше времени для достижения аналогичных результатов.
НО, используйте сверло неправильно, и оно может сломаться о вас. Это может случиться с любой рукой или ручным краном, но похоже, что с этим типом аксессуаров может случиться больше.
Мне также кажется, что комбинированные метчики могут быть не такими точными по сравнению с использованием отдельных инструментов. Это, конечно, требует другого оборудования или принадлежностей, но я могу просверливать и нарезать отверстия гораздо ближе к идеальным 90 ° с помощью отдельного инструмента, чем с помощью метчика в портативной аккумуляторной дрели или ударной отвертке.
Можно или нужно использовать сверла для метчиков, зависит от задачи. Если это поможет, подумайте, как могут понадобиться отдельные отвертки для задач, для которых многобитовые насадки просто не подходят.
Вот что я бы купил, если бы использовал комбинированные сверла для метчиков:
Greenlee Установить через Amazon
Dewalt Установить через Amazon
Другие бренды через Amazon
Что вы думаете об этом типе аксессуаров? Я пропустил какие-то плюсы или минусы?
Обновление: Да, они также доступны в метрических размерах.